© absl power solutions 2007 © stm quality limited stm quality limited measurement systems analysis...
TRANSCRIPT

© ABSL Power Solutions 2007© STM Quality Limited
STM Quality Limited
Measurement Systems Analysis
TOTAL QUALITY MANAGEMENT
M.S.A.

© STM Quality Limited
STM Quality Limited
Outline and Objectives
Introduce Measurement Systems
Assess Measurement Systems Performance
Understand Measurement System Variation

© STM Quality Limited
STM Quality Limited
Requirements for M.S.A.
• TS16949 Clause 7.6.1. states:
• Statistical studies shall be conducted to analyse the variation present in the results of each type of measuring and test equipment system. This requirement shall apply to measurement systems referenced in the control plan. The analytical methods and acceptance criteria used shall conform to those in customer reference manuals on measurement systems analysis. Other analytical methods and acceptance criteria may be used if approved by the customer.

© STM Quality Limited
STM Quality Limited
Process Control
PeopleMethodsMaterial
EquipmentEnvironment
A Typical Process
Input
PROCESS
Process / System
Product Product
Output
Identifying Improvement Opportunities
Accurate Measurement using Measurement System Analysis

© STM Quality Limited
STM Quality Limited
New Process Acceptance
Observed Process Variation
Actual Process Variation
Production Gauge Variation

© STM Quality Limited
STM Quality Limited
Assessing Measurement Systems
Location variation– Bias– Stability
Width variation – Linearity– Repeatability, Reproducibility
© STM Quality Limited
STM Quality Limited
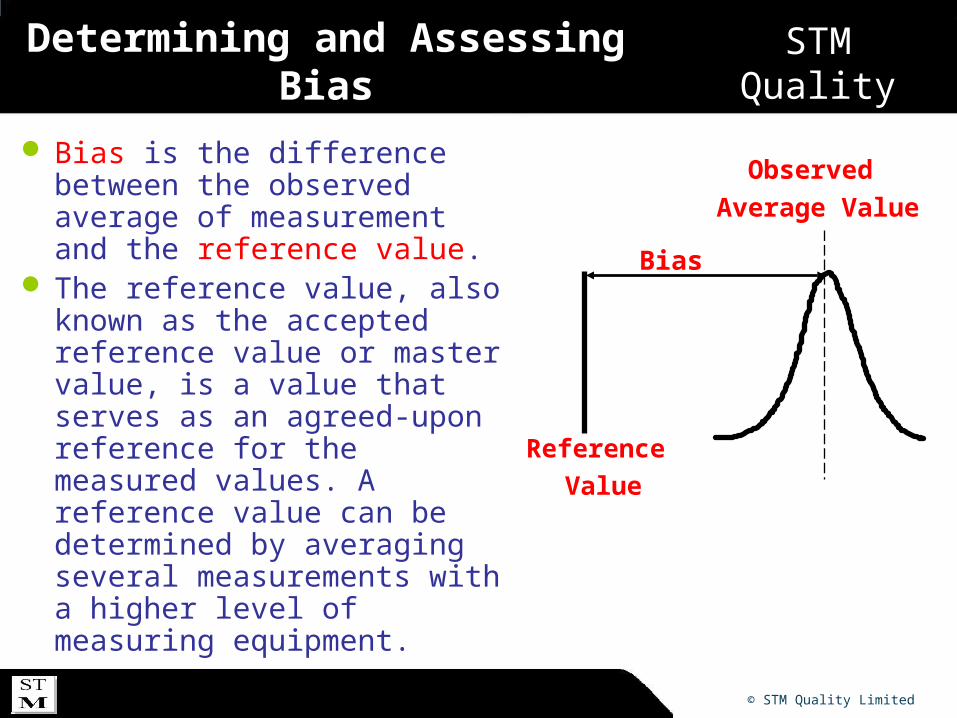
Determining and Assessing Bias
Bias is the difference between the observed average of measurement and the reference value.
The reference value, also known as the accepted reference value or master value, is a value that serves as an agreed-upon reference for the measured values. A reference value can be determined by averaging several measurements with a higher level of measuring equipment.
Reference Value
Observed Average Value
Bias

© STM Quality Limited
STM Quality Limited
Determining and Assessing Stability
Stability (or drift) is the total variation in the measurements obtained with a measurement system • on the same master or
part when measuring a single characteristic
• over an extendedtime period
Reference Value
Time

© STM Quality Limited
STM Quality Limited
Determining and Assessing Linearity
Linearity is the difference in the bias values through the expected operating range of the gauge.
Reference Value
50mm
Observed Average Value
Smaller Bias
200mm
Reference Value Observed
Average Value
Larger Bias

© STM Quality Limited
STM Quality Limited
Determining Repeatability
Repeatability is the variation in measurements obtained• By one appraiser• with one measurement
instrument• when used several
times • while measuring the
identical characteristic • on the same part
Repeatability

© STM Quality Limited
STM Quality Limited
Determining Reproducibility
Reproducibility is the variation in the average of the measurements made • by different appraisers • using the same measuring
instrument • when measuring the
identical characteristic • on the same part
Reproducibility

© STM Quality Limited
STM Quality Limited
Preparing For A Measurement System Study
Variable Gauge Study (Average and Range Method)The average and range method of gauge study breaks the
gauge error into repeatability and reproducibility.Optimum conditions:
• 3 operators;• 3 trials;• 10 parts.
Study of the results can provide information concerning the causes of the measurement error.
If reproducibility is large compared to repeatability then;• The operator is not properly trained in how to use and read
the gauge;• Graduations on the gauge are not clear.

© STM Quality Limited
STM Quality Limited
Determining and Assessing Repeatability and
Reproducibility
There are three methods:
Range Method;Average and Range Method;Analysis of Variation Method (ANOVA).

© STM Quality Limited
STM Quality Limited
Determining and Assessing Repeatability and
Reproducibility
Range Method
Gives a quick approximation of measurement variability. It does not decompose the variability into repeatability and reproducability.
Conducted with 2 appraisers and 5 parts; Each appraiser measures each part once; Evaluate the range at each part; Estimate the variation between the measurement results over
the average Range (R/d2); Gauge R&R = 99%-area under the normal distribution curve
(2*2,576*variation).
(not sufficient for PPAP and QS-9000 clause 4.11.4)

© STM Quality Limited
STM Quality Limited
Determining and Assessing Repeatability and
Reproducibility
Average and Range Method
Evaluates Repeatability and Reproducibility separately; Conducted typically with three appraisers and 10 parts; Each appraiser measures each part three time in a random
order; Evaluation graphical or numerical; EV (equipment variation) (99%- norm. distr.) AV (appraiser variation) (99%- norm. distr.) R&R (R&R)² = EV² + AV² (99%- norm. distr.) Part Variation PV (99%- norm. distr.) Total VariationTV² = (R&R)² + PV² (99%- norm. distr.)

© STM Quality Limited
STM Quality Limited
Determining and Assessing Repeatability and
Reproducibility
Analysis of Variation Method
Evaluates Repeatability and Reproducibility separately; Evaluates Interaction between appraiser and part; Conducted typically with three appraisers and 10 parts; Each appraiser measures each part three time in a random order; Evaluation graphical or numerical; EV (equipment variation) (99%- norm. distr.) AV (appraiser variation) (99%- norm. distr.) R&R (repeatability, reproducibility and interaction (I) R&R (R&R)² = EV² + AV²+I² (99%- norm. distr.) Part Variation PV (99%- norm. distr.) Total Variation TV² = (R&R)² + PV² (99%- norm. distr.)

© STM Quality Limited
STM Quality Limited
Determining and Assessing Repeatability and
Reproducibility
If repeatability is large compared to reproducibility, the reasons may be:
The instrument needs maintenance; The gauge should be redesigned to be more rigid; The clamping or location for gauging needs to be improved; There is excessive part variation.
If reproducibility is large compared to repeatability, then possible causes could be:
The appraiser needs to be better trained in how to use and read the gauge instrument;
Calibrations on the gauge dial are not clear; A fixture of some sort may be needed to help the appraiser use
the gauge more consistently.