galorath incorporated 2003 real time cost impact assessment of composite and metallic design...
TRANSCRIPT

Galorath Incorporated 2003
Real Time Cost Impact Assessment of Real Time Cost Impact Assessment of Composite and Metallic Design AlternativesComposite and Metallic Design Alternatives
Dr. Christopher Rush
Joe Falque
Karen McRitchie

2Galorath Incorporated 2003
OverviewOverview
Introduction Composite Structures – New Challenges
Background and Related Research Cost Estimating Challenges, Parametric Cost Modeling
Design for Manufacture and SEER-DFM
SEER-DFM Examples Analysis of Transmission Servo Piston
Composite and Metallic DFM analysis of SUV Fender
Summary and Conclusions

3Galorath Incorporated 2003
ObjectiveObjective
Introduce the SEER-DFM cost model methodology for developing composite and metallic cost trade study analyses

4Galorath Incorporated 2003
IntroductionIntroduction
Composite technology is evolving Engineers are less familiar with composite structures and
processes compared to traditional metallic processes
Presents new set of design and cost modeling challenges
Cost Commitment (see next slide)
Composite Affordability Initiative (CAI) sought to
address these issues SEER-DFM embodies 30 composite processes along side 70
more traditional manufacturing processes Provides a framework to perform real time cost trade studies

5Galorath Incorporated 2003
Cost CommitmentCost Commitment
70 - 80 % of product cost is committed during product concept phases
Most cost incurred during production phases
Scope for cost reduction reduces in product phase
Scope for Production Cost Reduction.
Production Phase
70 - 80% of Costs
Cost
Concept phases
Cost committed
Cost incurred
Time

6Galorath Incorporated 2003
Background and Related ResearchBackground and Related Research
Cost Estimating Challenges
Limited amount of data during development phases, high
uncertainty and expected error
Accounting for technology changes
Requirements to show how cost estimates were derived risks, assumptions,
uncertainty
Estimates need to
follow a consistent
reliable process

7Galorath Incorporated 2003
Background and Related ResearchBackground and Related Research
Parametric Cost Modeling
Dates back to the 1950’s;
introduced by the RAND Corporation for the US Air Force
widely used by Government and Industry
Uses historical samples to establish relationships
Uses the past to predict the future
Sometimes called Statistical Estimating
Linear regression most popular & simplest technique y = a + b(x)
Typically used during the product development stages
Reduces time required to produce estimates

8Galorath Incorporated 2003
Background and Related ResearchBackground and Related Research
MASS vs. COST
COST = 6.0422 + 1.1591 * MASS
Correlation: r = .97161
MASS
CO
ST
8
14
20
26
32
38
2 6 10 14 18 22 26 30
MASS vs. COST
COST = 6.0422 + 1.1591 * MASS
Correlation: r = .97161
MASS
CO
ST
8
14
20
26
32
38
2 6 10 14 18 22 26 30
Cost estimating relationship example

9Galorath Incorporated 2003
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
Design for manufacture (DFM) Practice of designing with manufacturing in mind Emphasis on multidisciplinary teams, supersedes sequential
product development process
Completed Design
Profitable Product?
Manufacture
$
Opportunities to Improve
Market
$
YES
NO
Completed Design
Profitable Product?Profitable Product?
Manufacture
$
Opportunities to Improve
Opportunities to Improve
Market
$
YES
NO

10Galorath Incorporated 2003
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
Integrated product teams reduce the likelihood of costly engineering changes
Product
Production Engineering
Stress Cost System Engineering Design
Aerodynamics
Product Support
Procurement
Quality Assurance
Reliability
Maintainability Systems computing
Customers
Partners
Suppliers
Phases when changed
Cost
Design $1,000Design Testing $10,000Process Planning $100,000Test Production $1.000,000Final Production $10.000,000
Phases when changed
Cost
Design $1,000Design Testing $10,000Process Planning $100,000Test Production $1.000,000Final Production $10.000,000

11Galorath Incorporated 2003
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
DFM saves companies money
13%
39%
34%
7% 7%
0
5
10
15
20
25
30
35
40
<5% 5-10% 11-20% 21-30% >30% Respondents
Savin
gs
%

12Galorath Incorporated 2003
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
Process based parametric cost modeling Applies the parametric concept to manufacturing processes
MachiningConventional & High Speed; Milling; Shaping; Turning; Boring; Grinding; Screw Machining; EDMing; Drilling; Reaming; Tapping; Sawing; Broaching; Gear Hobbing; Deburring; Coring
Fabrication
Shears-Brakes; Punches; CNC Turret; Laser Cut; Gas Flame Cut; Plasma Arc Cut; Dedicated tool & Die; Progressive Die; Spin Forming; Tube Bending; Plate Roll Bending
CompositesLayup; Filament Winding; Pulltrusion; Composite Spray
PC Board Assembly
Board Fabrication; PCB Assembly/Solder
Finishing
Air Gun Spray; Thermal Spray; Electrostatic; Vacuum Metalize; Dip; Chromate/Phosphate; Electrocoat; Electroplate; Brush
Electrical Assembly
Cable; Harness
Mechanical Assembly
Fasteners; Riveting/Staking; Gas Flame Welding; Arc, MIG, TIG Welding; Electron Beam Welding; Spot Welding; Brazing; Adhesive Bonding
Mold/Cast/ForgeInjection Molding; Rotational Molding; Thermoform Molding; Sand Casting; Die Casting; Investment Casting; Forging; Powdered Metals

13Galorath Incorporated 2003
Composites CureHand Layup Autoclave
Filament Winding RTMTow Placement VARTM
P4A E-Beam FabricationBraiding
3D WeaveFabrication
SPF/DBAssembly Sheet MetalFasten TrimFit-upDrill
E-Beam Assembly ToolingPaste Bond
3D ReinforcementAutomated Assembly
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
Extended CAI Processes

14Galorath Incorporated 2003
Design for Manufacture and SEER-DFMDesign for Manufacture and SEER-DFM
Process based parametric cost modeling When integrated with the design process – cost becomes an
optimization variable Perform real time cost trade studies during design process
Design Requirements -Cost Target, Function,performance, etc.
DefineRequirements
Analyze Functionand Performance
Perform alternativeanalysis usingSEER-DFM
Do we meetrequirements
NoEstablish
implementationrequirements
Execute AgainstPlan
Yes
Design Requirements -Cost Target, Function,performance, etc.
DefineRequirements
Analyze Functionand Performance
Perform alternativeanalysis usingSEER-DFM
Do we meetrequirements
NoEstablish
implementationrequirements
Execute AgainstPlan
Yes

15Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
DFM Analysis of Transmission Servo Piston Study goals
Ascertain manufacturing costs
Evaluate tradeoffs using DFM principles
Study began with a rough sketch
Processes modeled using work elements e.g. machining, fabrication, and assembly
Part modeled by creating a work breakdown structure

16Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
Describe major components of transmission servo piston, and their assembly
Describe each component with respect to the people, product, and processes required to manufacture and/or assemble it
Reduce data input with knowledge bases
Pre defined templates of inputs
17Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
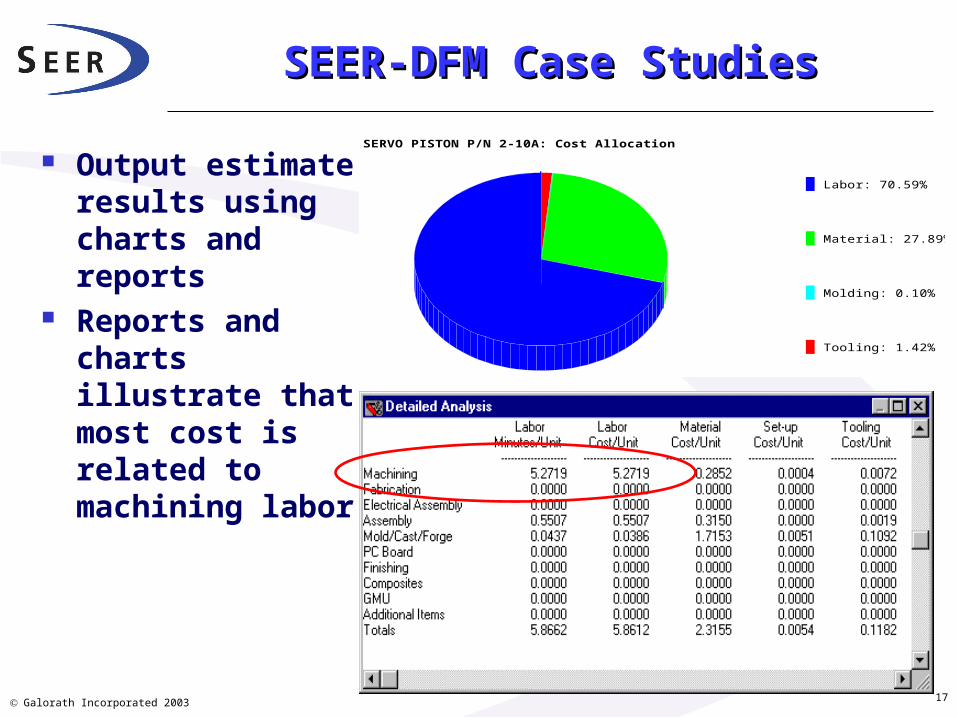
Output estimate results using charts and reports
Reports and charts illustrate that most cost is related to machining labor
SERVO PISTON P/N 2-10A: Cost Allocation
Labor: 70.59%
Material: 27.89%
Molding: 0.10%
Tooling: 1.42%

18Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
Alert function suggests
consider casting instead of raw stock
reduce part count – consolidate
Change parameter detail inputs for real time cost impact assessment
Option 1 -Machined
Shaft
Option 2 -Die Cast
Shaft
Option 3 -Die Cast
Shaft / RetainerMaterial Cost/Unit $2.3155 $2.3610 $2.3510Total Labor Cost/Unit $4.2944 $3.6463 $3.6316Tooling Cost/Unit $0.1161 $0.2843 $0.2925
Total Cost/Unit $6.7260 $6.2916 $6.2751
Option 1 -Machined
Shaft
Option 2 -Die Cast
Shaft
Option 3 -Die Cast
Shaft / RetainerMaterial Cost/Unit $2.3155 $2.3610 $2.3510Total Labor Cost/Unit $4.2944 $3.6463 $3.6316Tooling Cost/Unit $0.1161 $0.2843 $0.2925
Total Cost/Unit $6.7260 $6.2916 $6.2751
Option Unit CostTotal Cost
(1,650,000 Units) Savings
1 $6.7260 $11,097,900 --
2 $6.2916 $10,381,140 ($716,760)
3 $6.2751 $10,353,915 ($743,985)
Option Unit CostTotal Cost
(1,650,000 Units) Savings
1 $6.7260 $11,097,900 --
2 $6.2916 $10,381,140 ($716,760)
3 $6.2751 $10,353,915 ($743,985)
Including spring retainer as part of the casting = more complex cast, but reduced assembly cost

19Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
Composites and metallic DFM analysis of SUV Fender
Considers 3 options: Fabrication of steel fender
Fabrication of aluminium fender
Composite manufacture using P4
process and RTM curing
Assumptions 180,000 production run
Manufacturing labor rate US$100
Assembly labor rate US$75

20Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
P4 (Programmable Powdered Preform Process) Developed for automotive
GM use P4 to cost effectively manufacture Silverado truck cargo
Process time 4 minutes

21Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
Spray cut fibres and powdered binder on to a preformed, perforated screen tool
1
3
2
1
3
2
Vacuum and chopper
head pressure ensure
uniform layup thickness
Hot air is blown through
a consolidation tool to
melt the powdered
binder on the preform
Preform is then ready
for resin infusion - RTM

22Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
P4 parameter inputs RTM inputs

23Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
Trade off analysis P4 process reduces time
by 50% P4 process reduces labor
cost by 36% Reduced material costs
45% compared to aluminium 2% compared to steel
Reduced total cost 42% compared to aluminium 21% compared to steel Despite increased P4 tooling cost per unit
Effect on bottom line Total savings $553,264
Option Unit CostTotal Cost
(180,000 Units) Savings
1 $14.335 $2,580,300 --
2 $19.3703 $3,486,654 $906,354
3 $11.2612 $2,027,016 ($553,284)
Option Unit CostTotal Cost
(180,000 Units) Savings
1 $14.335 $2,580,300 --
2 $19.3703 $3,486,654 $906,354
3 $11.2612 $2,027,016 ($553,284)
24Galorath Incorporated 2003
SEER-DFM Case StudiesSEER-DFM Case Studies
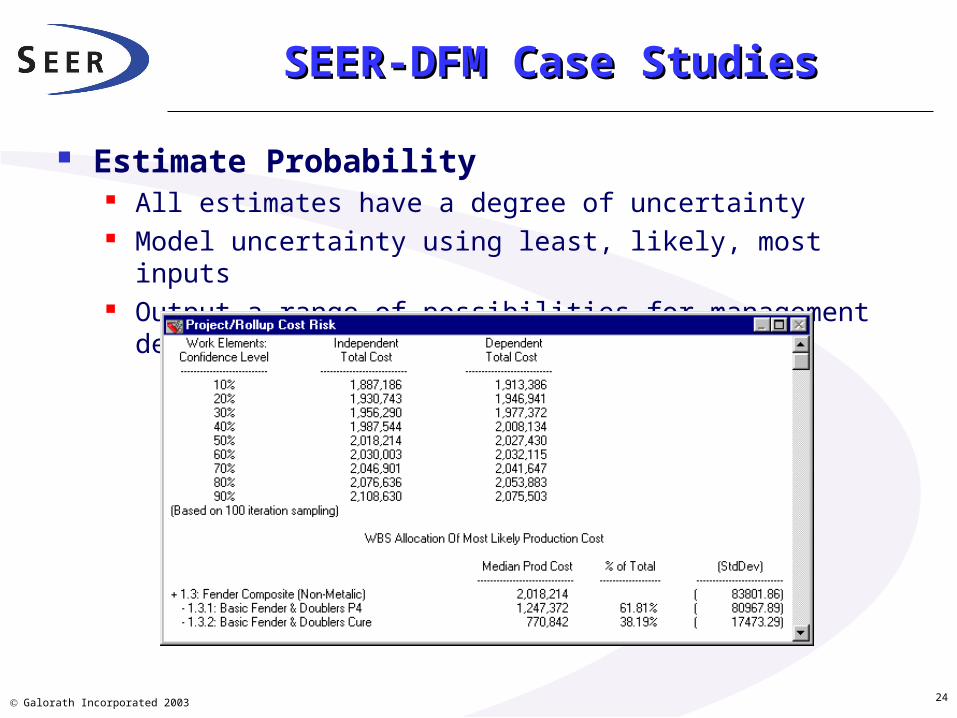
Estimate Probability All estimates have a degree of uncertainty Model uncertainty using least, likely, most inputs Output a range of possibilities for management decisions

25Galorath Incorporated 2003
Summary and ConclusionsSummary and Conclusions
Introduced a process based parametric cost model
methodology
Cost model integrates cost as design variable
Perform numerous real time cost impact assessments
Achieve optimum design through informed DFM
decisions
Methodology is used to assess cost impact of
composite and metallic design options

26Galorath Incorporated 2003
Contact DetailsContact Details
Christopher Rush
Galorath Incorporated
100 N Sepulveda Blvd, Suite 1801
El Segundo, CA 90245
Tel: 310 414 3222
Email: [email protected]
Website: www.galorath.com