:: research report: - institut teknologi sepuluh...
TRANSCRIPT

Edwin Saferian 2510100006
:: BY
Industrial Engineering Department
Faculty of Industrial Technology
Institut Teknologi Sepuluh Nopember
Surabaya
WORKFORCE ALLOCATION BASED ON TIME STUDY AND WORK BALANCING
(CASE STUDY : PT MADUSARI MAS – RUNGKUT BRANCH)
Arief Rahman, S.T., MT
GUIDED AND
SUPERVISED BY
:: Research Report::

Research Background (1)
Source : PPM Riset Manajemen
Percentage of Industries Use Outsourced Worker

Research Background (2)
Office Support (Cleaning and maintenance)
Driver and transportation
Private Security
PT MADUSARI MAS
Rumahindahdanbersih.blogspot.com
Madusari Needs to Compete
Optimization of productivity can be conducted by distributing the workload in equal measure
Research Background (3)
“Equalized” workload doesn’t mean that every worker have the same scoring attribute,
considering the area in charge, hazard rate of area and other allowances
Productivity should be optimized

Problem Statement
“How to calculate the workers’ workload and work force allocation in order to increase productivity using work
study approach of stopwatch time study and work balancing. Optimization uses an integer programming to
equalize the level of workload.”

Research Objective
Determine the number of work force based on capacity need

Optimal workload and manpower in Madusari - Rungkut Branch can be
obtained
1 2
Research Benefits
Providing new assessment mechanism for workload
auditing for future reference

Research Scopes
Research object is PT Madusari Mas – Rungkut Branch
Field study and data gathering are conducted between March 2013 to May 2013
This research is focusing in main activities such as cleaning and facility maintenance
Observation is conducted only in two of three shift, the morning shift and the evening shift.
Research Scopes (2)
Job description will not be changed
during this research
Work elements that being identified are the main job (incidental work not included)
Chapter 1
Preface
Chapter 2
Literature Review
Chapter 3
Research Methodology
Chapter 4
Data Gathering and Processing
Chapter 5
Data Analysis and Interpretation
Chapter 6
Conclusion and Recommendation
Writing Systematic
Literature Review
Work Measurement
Stopwatch Time Study
Prod Leveling/Work Balancing
Operation Research
WORKFORCE ALLOCATION BASED ON TIME STUDY AND LINE BALANCING
Knapsack Theory

Literature Review : Stopwatch Time Study
time study is a direct and continuous observation of a task, using a timekeeping device
a work measurement technique consisting of careful time measurement of the task with a time measuring instrument, adjusted for any observed
variance from normal effort or pace and to allow adequate time for such items as foreign elements, unavoidable or machine delays, rest to overcome
fatigue, and personal needs
(Groover, 2007)
The Industrial Engineering Terminology Standard
Literature Review : Stopwatch Time Study
Data Uniformity Test
Uniformity test is used to find out if the uniformity of sampled data
𝐿𝐶𝐿 = 𝑋 − 3ơ
𝑈𝐶𝐿 = 𝑋 + 3ơ
UCL / LCL = Upper/Lower Classified Level X = Mean of collected data Ơ = Standard deviation obtained
Data Adequacy Test
This test is conducted to find out whether the amount of collected data is adequate or not
2
.
.'
kX
SZN
N’ = Number of Observation should be conducted Z = Trust Index (95% ≈ index 2) s = Standard deviation of data = Mean of uniformed data k = level of error (5%) X

Literature Review : Stopwatch Time Study
Determine the Performance Rating and Allowances
Unilever Allowances Standard
Calculating Normal Time
Normal time = Actual time x Performance Rating
Fixed Allowance
No Male Female
1 Personal Need 5 6
2 Fatigue 4 4
Total
Variable Allowance
Male Female
a. Standing 2 4
b. Work Postion
Rather Kneel
0 1
Kneeling
2 3
Lay down
7 7
c. Energy
2,5 kg 0 1
5 kg 1 2
7,5 kg 2 3
10 kg 3 4
12,5 kg 4 6
15 kg 6 9
17,5 kg 8 12
20 kg 10 15
22,5 kg 12 18
25 kg 14 -
30 kg 19 -
40 kg 33 -
50 kg 58 -
d. Lightning
Standard
0 0
Below Average
2 2
Above Average
5 5
e. Temperature
Fresh
0 0
Normal
5 5
Hot
5 15
f. Environment
Normal 0 0
Dusty 2 2
Hazardous 5 5
g. Noise
Repetitive
0 0
Randomly
2 2
High Ptched 5 5
Variable Allowance
Male Female
a. Standing 2 4
b. Work Postion
Rather Kneel
0 1
Kneeling
2 3
Lay down
7 7
c. Energy
2,5 kg 0 1
5 kg 1 2
7,5 kg 2 3
10 kg 3 4
12,5 kg 4 6
15 kg 6 9
17,5 kg 8 12
20 kg 10 15
22,5 kg 12 18
25 kg 14 -
30 kg 19 -
40 kg 33 -
50 kg 58 -
d. Lightning
Standard
0 0
Below Average
2 2
Above Average
5 5
e. Temperature
Fresh
0 0
Normal
5 5
Hot
5 15
f. Environment
Normal 0 0
Dusty 2 2
Hazardous 5 5
g. Noise
Repetitive
0 0
Randomly
2 2
High Ptched 5 5

Calculating Standard Time
St = 𝑁𝑜𝑟𝑚𝑎𝑙 𝑡𝑖𝑚𝑒𝑥 100%
100%−𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒
Literature Review : Stopwatch Time Study
Calculating Workload
WL = 𝑆𝑡𝑎𝑛𝑑𝑎𝑟𝑑 𝑡𝑖𝑚𝑒 𝑥 𝐹𝑟𝑒𝑞 𝑥 𝑁𝑜𝑈
𝑇𝑜𝑡𝑎𝑙 𝑊𝑜𝑟𝑘 𝑇𝑖𝑚𝑒

Literature Review : Work Balancing
Work Balancing, also known as production leveling or assembly line balancing, is a technique for reducing the work deviation. The assembly line balancing problem is a well-studied problem with many applications, including the automotive industry, consumer electronics, and household items
(Baybar, 1986)
Improvised by Genichi Taguchi, Imperial Navy Engineer and Toyota Corporation Consultan
Literature Review : Work Balancing
30
25
20
15
10
1 2 3
5
Takt (25 hrs)
15
30
17
1 2 3
25 25
12
Takt (25 hrs) 30
25
20
15
10
5
Improvised by Genichi Taguchi, Imperial Navy Engineer and Toyota Corporation Consultan
Literature Review : Linear Programming
Operations research, or management sciences, is a discipline that deals with the application of advanced analytical methods to help make better decisions. It is often considered to be a sub-field of mathematics
(Wetherbee, 1979)
Literature Review : Linear Programming
The knapsack theory problem or rucksack problem is a problem in combinatorial optimization: Given a set of items, each item with a mass itself, determine the number of each item to include in a collection so that the total weight is less than or equal to a given limit
Knapsack Theory
Also known as burglar theory
Literature Review : Linear Programming
Knapsack Theory
= Knapsack Capacity Item(s) Weight
Maximum-Filled Knapsack
=
Max Work hour Work(s) time completion
Optimal Workload Given

Research Methodology

Research Methodology
1
Research Methodology
2
1

2
Research Methodology
3
Takt level = 100%
Research Methodology
Data Collecting and Processing
Data Collecting
Morning Shift
Area Number of Workforce
1 1
2 1
3 1
4 1
5 1
6 1
7 1
8 1
9 1
10 1
Total 10
Evening Shift
Area
Number of
Workforce
2 1
4 1
5 1
6 1
7 1
9 1
10 1
Total 7
Night Shift
Area
Number of
Workforce
2 1
4 1
5 1
6 1
7 1
9 1
10 1
Total 7
Work Shifts
First half Second half
Time Windows

Sub Area : Office Sub Area :Drum
Office Cleaning Second Sterilization
Colouring Room Drum Streilization
Liquid Puder Drum Packing
SLS Nedel Second Sterilization
Drum Box Wash
Clean Drum Packing
Garbaging
Hall Cleaning Waste Chem Treatment
Hall Cleaning Hall A Cleaning
Hall Cleaning Take Waste
Retrieve waste
Sub Area : Waste
Work Area 1
Data Collecting
Sub Area : Office Sub Area : Waste and Wash
Sweeping Teraso Conveyor
Mopping Teraso Chalk cleaning
Office Cleaning Waste Disposal
Washbay Teraso Pol ish
Tube Scrapping Shuttle Door
Layer Scraoping Windows Cleaning
Wal l ing
Piping
Washbay Pol ishing
Work Area 2
Sub Area : Relig Building Sub Area ; Office
Ablution Water Main Office PC
Stainless Fence TPM PC
Window List Meeting Room
Waste Disposal Packaging
Wooden Wall List Office Toilet
Bordet Floor PC Lobby
Dispensing Stair Trap
Musholla Vaccuum
Conveyor
Work Area 3
Sub Area : Hall A Sub Area : Engine
Sweeping Epoxy Seeping Bordest
Mopping Epoxy Sweeping Epoxy
Dusting Wall Mooping Bordest
Piping Tank Mopping Epoxy
Dusting Piping System Cabinet
Waste Disposal Office Desk
Sweeping Epoxy Piping Tank
Mopping Epoxy Dusting Piping System
Dusting Wall Waste Disposal
Sub Area : Hall B
Work Area 4
Module 1 Module 6
Sweeping Epoxy Sweeping Epoxy
Mopping Epoxy Mopping Epoxy
Sweeping Teraso Sweeping Teraso
Mopping Teraso Mopping Teraso
Machining Machining
Module 5 Mazanine
Sweeping Epoxy Sweeping Epoxy
Mopping Epoxy Mopping Epoxy
Sweeping Teraso Sweeping Teraso
Mopping Teraso Mopping Teraso
Machining Machining
Work Area 5
Sub Area : Packing Line Sub Area : Cabinet Roo
Dispensing Display Rack
Control Panel Cabinet filling
P3 Domino Waste Speaker Cleaning
Stair Bordes Sweeping Epoxy
Piping Mopping Epoxy
Machining Sweeping Teraso
Wall Dusting Mopping Teraso
Ceramic Wall
Bin Cleaning
Wall List Cleaning
Work Area 6
Data Collecting
Sub Area : Kugler Sub Area : D3
Sweeping Epoxy Sweeping Epoxy
Mopping Epoxy Mopping Epoxy
Sweeping Teraso Sweeping Teraso
Mopping Teraso Mopping Teraso
Machining Machining
Sub Area : Vega Sub Area : D4
Sweeping Epoxy Sweeping Epoxy
Mopping Epoxy Mopping Epoxy
Sweeping Teraso Sweeping Teraso
Mopping Teraso Mopping Teraso
Machining Machining
Sweeping Epoxy Mopping Teraso
Mopping Epoxy Machining
Sweeping Teraso
Mopping Teraso
Machining
Sub Area : D5
Work Area 7
Sub Area : Polishing
Sweeping Teraso
Sweeping Bordes
Polishing Teraso
Polishing Bordes
Work Area 8
SLS Area Chalking Zone
Sweeping Epoxy Sweeping Epoxy
Mopping Epoxy Mopping Epoxy
Dusting Wal Dusting Wal
Dusting Profi le Tank Dusting Profi le Tank
Dusting Piping System Dusting Piping System
Dusting Exi t Forkl i ft Dusting Exi t Forkl i ft
Waste Disposa l Waste Disposa l
Dusting Shuttle Door Dusting Shuttle Door
Seeping Bordest Dusting Fence
Sweeping Epoxy Steri l lan Cleaning
Mooping Bordesr Dusting Piping System
Mopping Epoxy Dusting Exi t Forkl i ft
Dusting Shuttle Door Waste Disposa l
Modul 1-7, Mezzanine
Work Area 9
Sub Area : Rest Room Sub Area : Entrance
Mopping Toilet BordaceWet Entrance
Equipment MaintenanceDry Entrance
Washtafel Inner Wash
Toilet Cleaning Sweep Entance
Urinoir Sub Area : Other
Cargo Procuring
Glass Cleaning
Work Area 10
Not Included in second half of
Morning Shift Evening Shift
Polishing Piping Hall A
Piping Hall A Piping Hall B
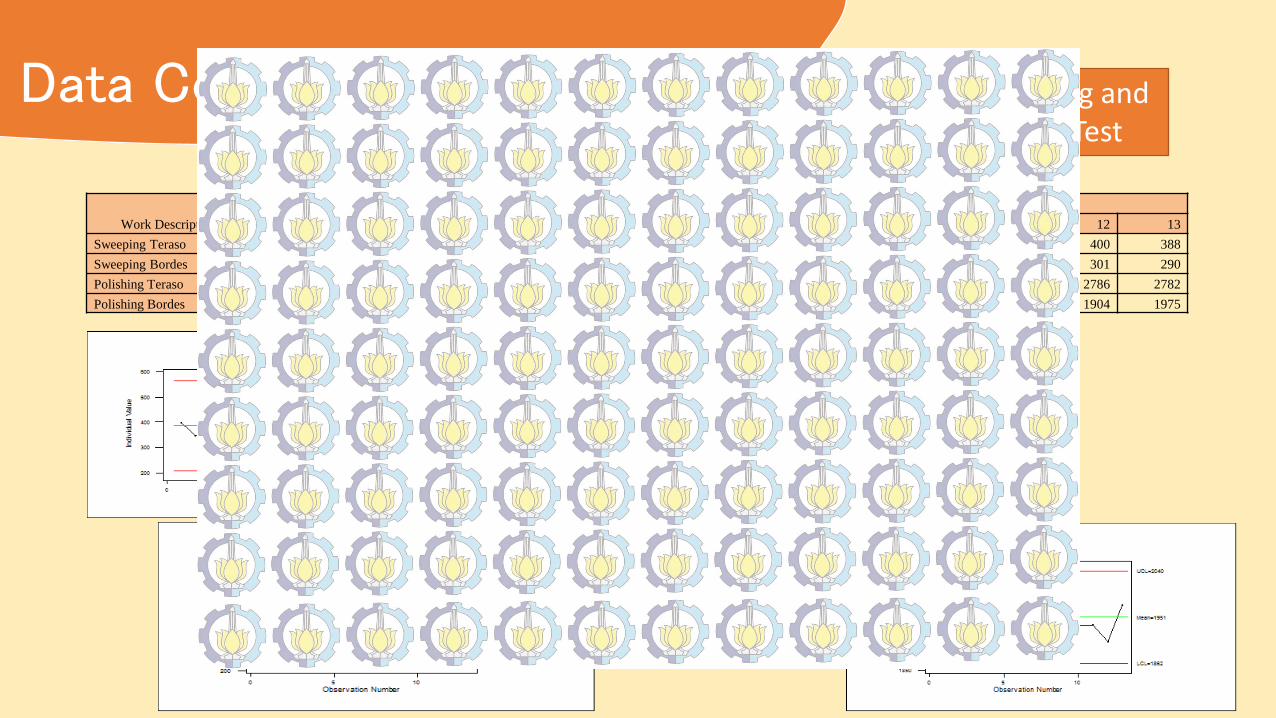
Data Collecting Work Sampling and Uniformity Test
Work Descriptiom
Sampling Time
1 2 3 4 5 6 7 8 9 10 11 12 13
Sweeping Teraso 398 347 348 401 565 334 378 342 403 328 385 400 388
Sweeping Bordes 295 275 299 255 256 222 310 298 288 289 298 301 290
Polishing Teraso 2759 2759 2716 2778 2743 2719 2702 2765 2770 2761 2760 2786 2782
Polishing Bordes 1993 1984 1967 1973 1931 2001 1920 1936 1908 1935 1936 1904 1975

Data Collecting Work Sampling and Uniformity Test
Work Descriptiom
Sampling Time
1 2 3 4 5 6 7 8 9 10 11 12 13
Sweeping Teraso 398 347 348 401 565 334 378 342 403 328 385 400 388
Sweeping Bordes 295 275 299 255 256 222 310 298 288 289 298 301 290
Polishing Teraso 2759 2759 2716 2778 2743 2719 2702 2765 2770 2761 2760 2786 2782
Polishing Bordes 1993 1984 1967 1973 1931 2001 1920 1936 1908 1935 1936 1904 1975
Data Collecting
1 2 3 4 5 6 7 8 9 10 11 12 13
Sweeping Teraso 398 347 348 401 334 378 342 403 328 385 400 388 28,90738 371 9,3 10,0
Sweeping Bordes 295 275 299 255 256 310 298 288 289 298 301 290 17,34586 288 5,6 6,0
Polishing Teraso 2759 2759 2716 2778 2743 2719 2702 2765 2770 2761 2760 2786 2782 119,23 2754 2,9 3,0
Polishing Bordes 1993 1984 1967 1973 1931 2001 1920 1936 1908 1935 1936 1904 1975 144,23 1951 8,4 9,0
N'Sampling Time
stdev average
Adequacy Test
Basic Time (BT)
(minutes)
Standard Time
(minutes)
Speed
Area : Polishing
Sweeping Teraso 371 6,1833 0,7 4,328333333 5,150716667
Sweeping Bordes 288 4,7972 0,7 3,358055556 3,996086111
Polishing Teraso 2754 45,897 0,7 32,12820513 38,2325641
Polishing Bordes 1951 32,517 0,7 22,76166667 27,08638333
BT + (BT x %
Allowance)
OT
(sec)
OT
(min)Work Area 8
Rating Factor (RF)
(OT x %RF/100%)
Data Collecting-Standard Time

Data Collecting-Workload
Basic Time (BT)
(minutes)
Standard Time(ST)
(minutes)% Workload
Speed
Area : Polishing
Sweeping Teraso 6,1833 1 4 0,19 0,7 4,328333333 5,150716667 0,042922639
Sweeping Bordes 4,7972 1 4 0,19 0,7 3,358055556 3,996086111 0,033300718
Polishing Teraso 45,897 1 1 0,19 0,7 32,12820513 38,2325641 0,079651175
Polishing Bordes 32,517 1 1 0,19 0,7 22,76166667 27,08638333 0,056429965
21,23%
BT + (BT x %
Allowance)
(ST x NOU x
F)/Total
Work Time
Total
Allowanc
e
OT
(min)
Numbe
r of
Unit
(NOU)
Freq
(F)Work Area 8
Rating
Factor (RF)
(OT x %RF/100%)
8 Hours 480 Minutes
Total Workload
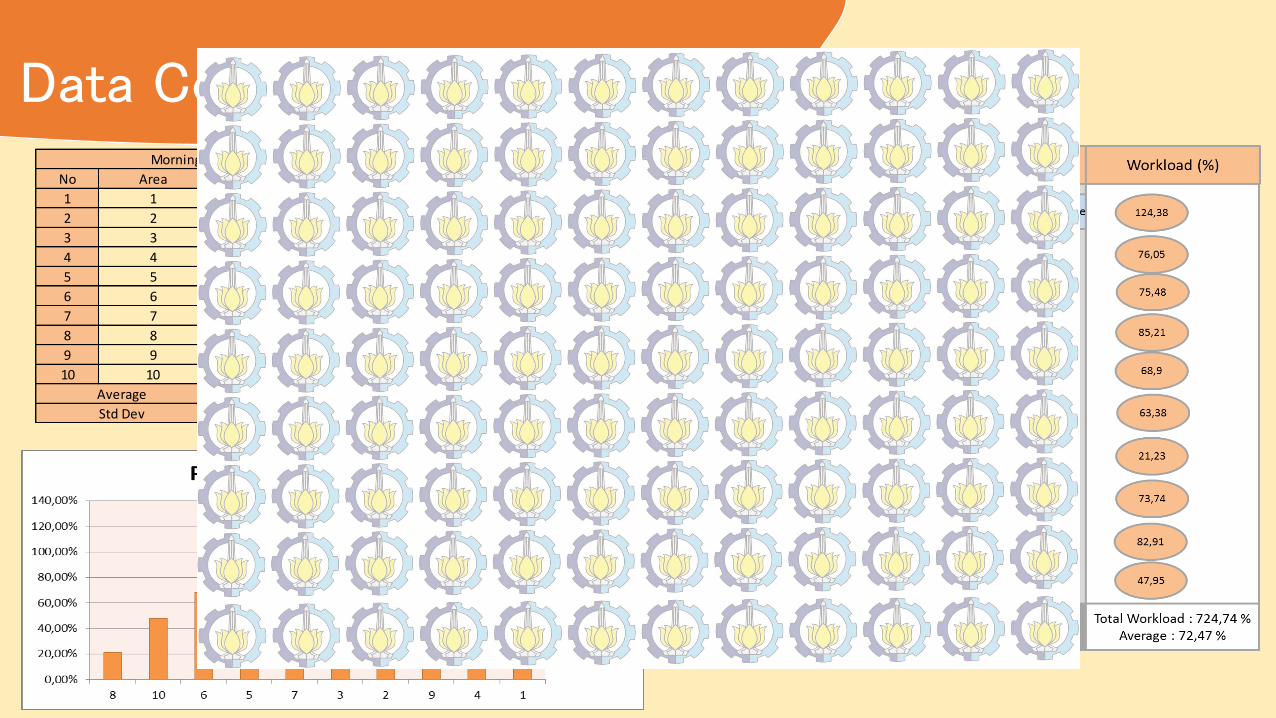
No Area Workload
1 1 124,38%
2 2 76,05%
3 3 75,48%
4 4 85,21%
5 5 68,90%
6 6 68,38%
7 7 73,74%
8 8 21,23%
9 9 82,91%
10 10 47,95%
72,42%
0,263
Average
Std Dev
Morning Shift
Data Collecting
Data Collecting
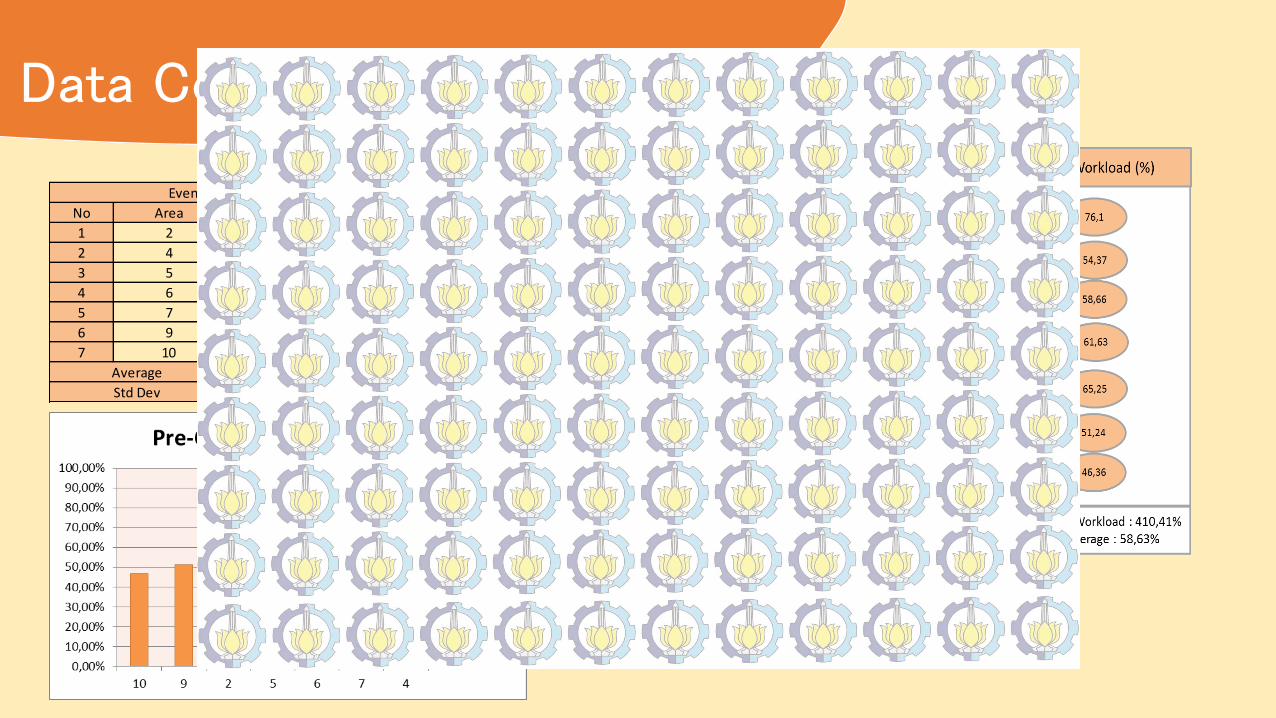
No Area Workload
1 2 53,44%
2 4 73,23%
3 5 58,66%
4 6 61,63%
5 7 65,25%
6 9 51,24%
7 10 46,96%
58,63%
0,0898
Evening Shift
Std Dev
Average
Optimization
Data Processing
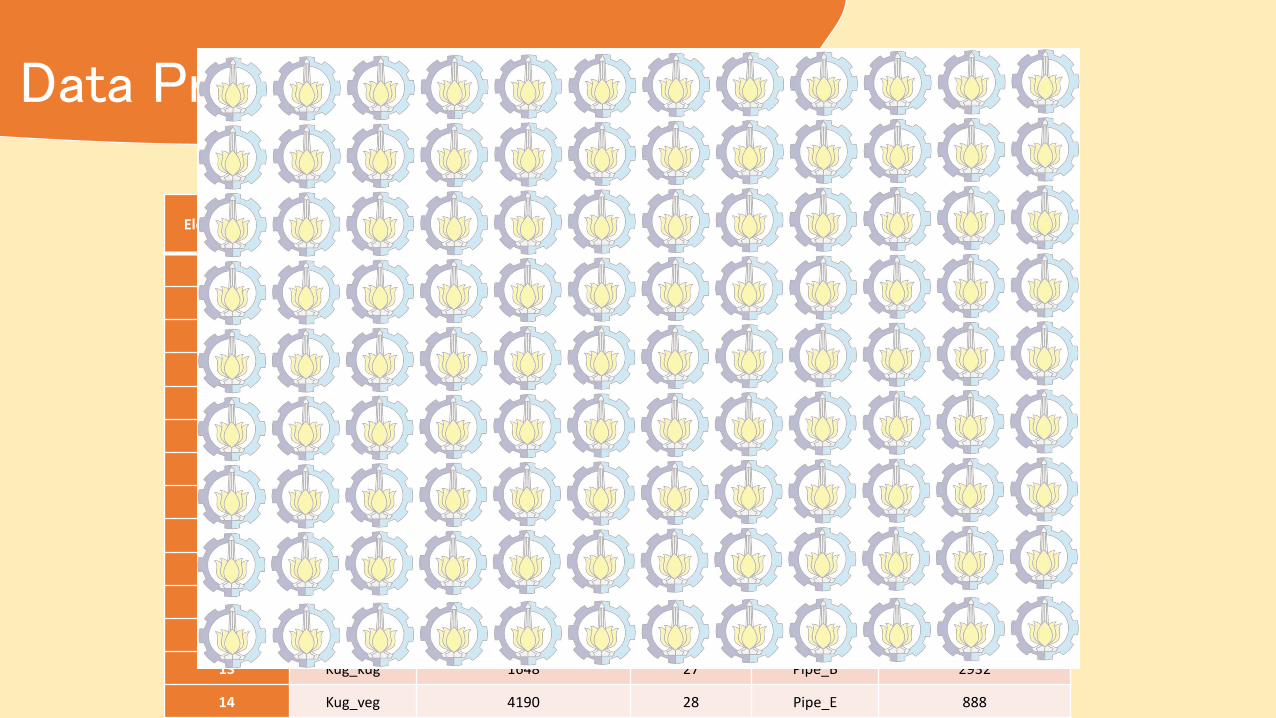
Elemont No i Element Workload (/10000) w Element No i Element Workload (/10000) w
1 Afa_off 1598 15 Kug5 1518
2 Afa_waste 4592 16 kug4 1426
3 Afa_drum 6250 17 kug3 1494
4 Ent_rest 4456 18 Pack_PL 2520
5 Ent_ent 140 19 Pack_Kab 4250
6 Ent_ot 202 20 Mod165_1 1736
7 Slurs_SLS 5062 21 Mod165_5 1716
8 Slurs_chalk 2324 22 Mod165_6 1732
9 Slurs_mod 874 23 Mod165_M 1708
10 Sub_office 2564 24 Roompc_Off 3296
11 Subs_waste 5042 25 Roompc_rel 4254
12 Polish 2123 26 Pipe_A 2351
13 Kug_kug 1648 27 Pipe_B 2932
14 Kug_veg 4190 28 Pipe_E 888
Data Processing Summary of Major Elements Workload of Morning Shift
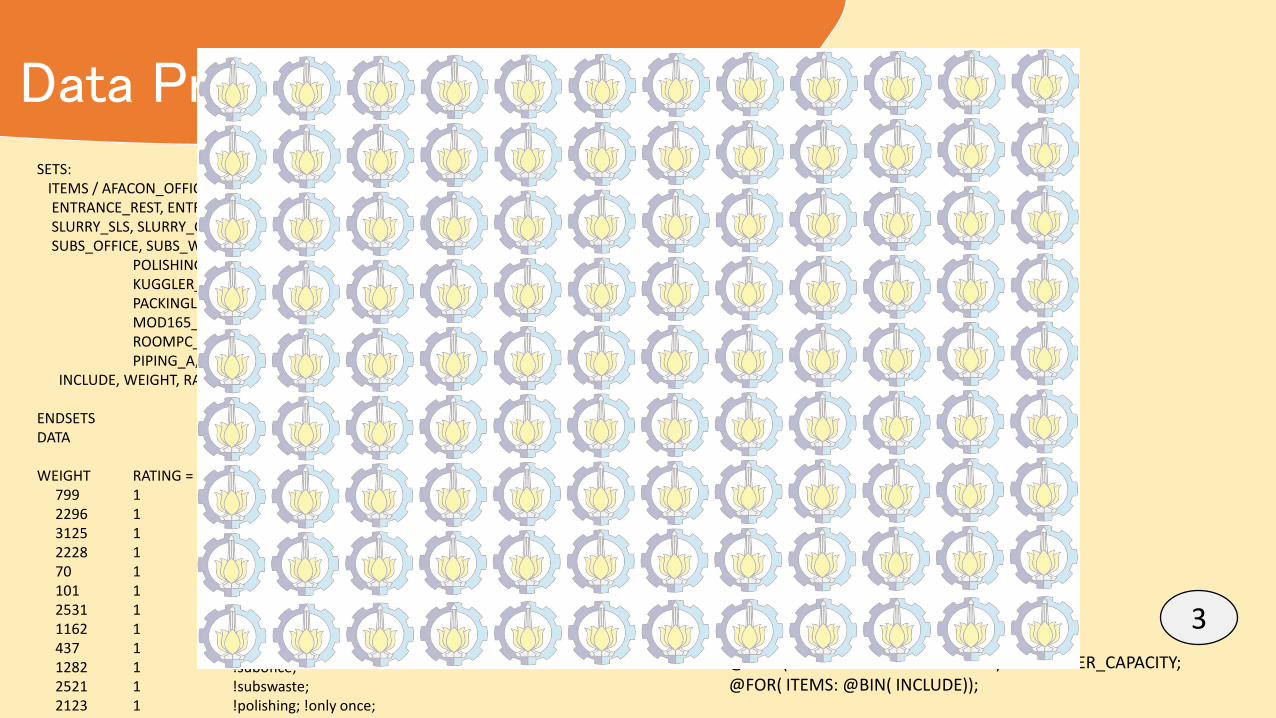
Data Processing SETS: ITEMS / AFACON_OFFICE, AFFACON_WASTE, AFFACON_DRUM, ENTRANCE_REST, ENTRANCE_ENTRANCE, ENTRANCE_OTHER, SLURRY_SLS, SLURRY_CHALK, SLURRY_MOD, SUBS_OFFICE, SUBS_WASTE, POLISHING, KUGGLER_KUGGLER, KUGGLER_VEGA, KUGGLER_5, KUGGLER_4, KUGGLER_3, PACKINGLINE_PL, PACKINGLINE_KABINET, MOD165_1, MOD165_5, MOD165_6, MOD165_M, ROOMPC_OFFICE, ROOMPC_REL, PIPING_A, PIPING_B, PIPING_ENGINE/ : INCLUDE, WEIGHT, RATING; ENDSETS DATA WEIGHT RATING = 799 1 !afacpnoffice; 2296 1 !afawaste; 3125 1 !adadrum; 2228 1 !entrest; 70 1 !entent; 101 1 !entoth; 2531 1 !slursls; 1162 1 !slurchalk; 437 1 !slurmod; 1282 1 !subofice; 2521 1 !subswaste; 2123 1 !polishing; !only once;
824 1 !kugkug; 2095 1 !kugveg; 759 1 !kug5; 713 1 !kug4; 747 1 !kug3; 1260 1 !packPL; 2125 1 !packKab; 868 1 !mod1651; 858 1 !mod1655; 866 1 !mod1656; 854 1 !mod165m; 1648 1 !roompcoff; 2127 1 !roompcrel; 2351 1 !pipeA; !only once; 1466 1 !pipeB; 444 1 !pipeEn; ; WORKER_CAPACITY = 5000; ENDDATA MAX = @SUM( ITEMS: RATING * INCLUDE); @SUM( ITEMS: WEIGHT * INCLUDE) <= WORKER_CAPACITY; @FOR( ITEMS: @BIN( INCLUDE));
1
2
3
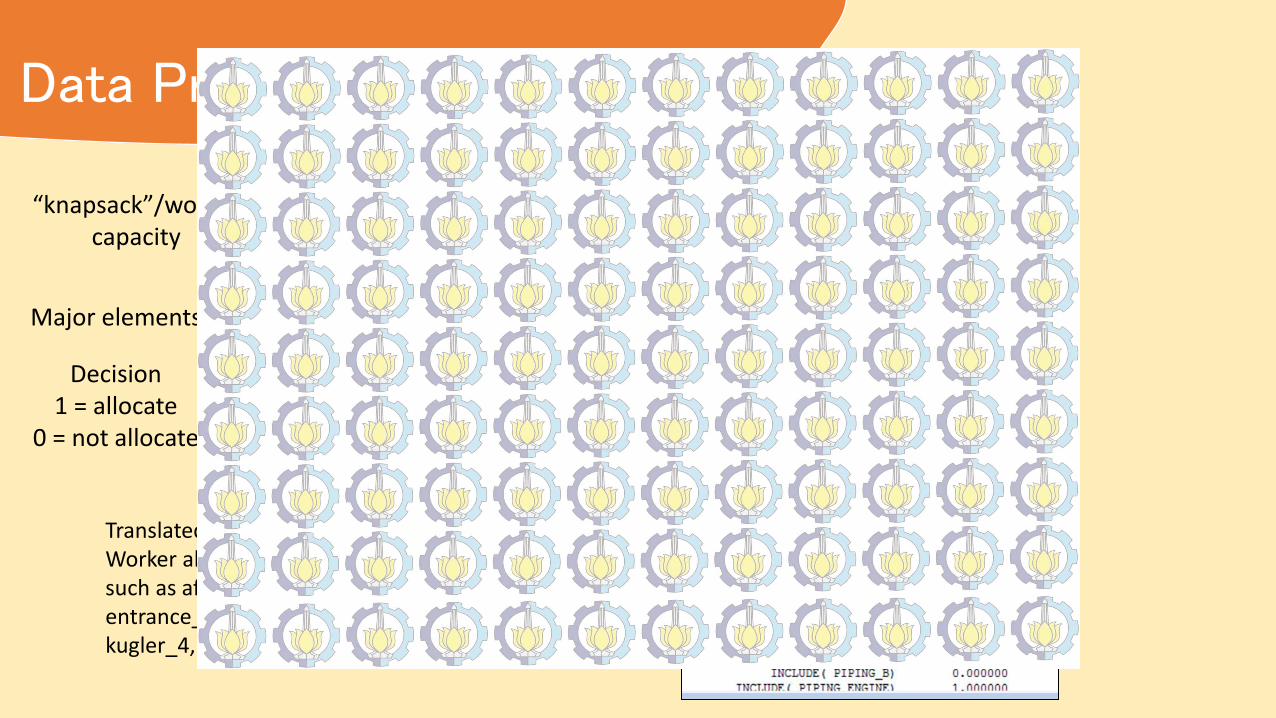
Data Processing
“knapsack”/worker capacity
Major elements
Decision 1 = allocate
0 = not allocate
Translated as : Worker allocated to do elements/activites such as afacon_office, entrance_entrance, entrance_, kugler_kugler, kugler_5, kugler_4, kugler_3 and piping_engine

Data Processing-Morning Shift
First Half Second Half

Data Processing-Morning Shift
Total Workload : 728.34% Average : 91,04%
Optimized
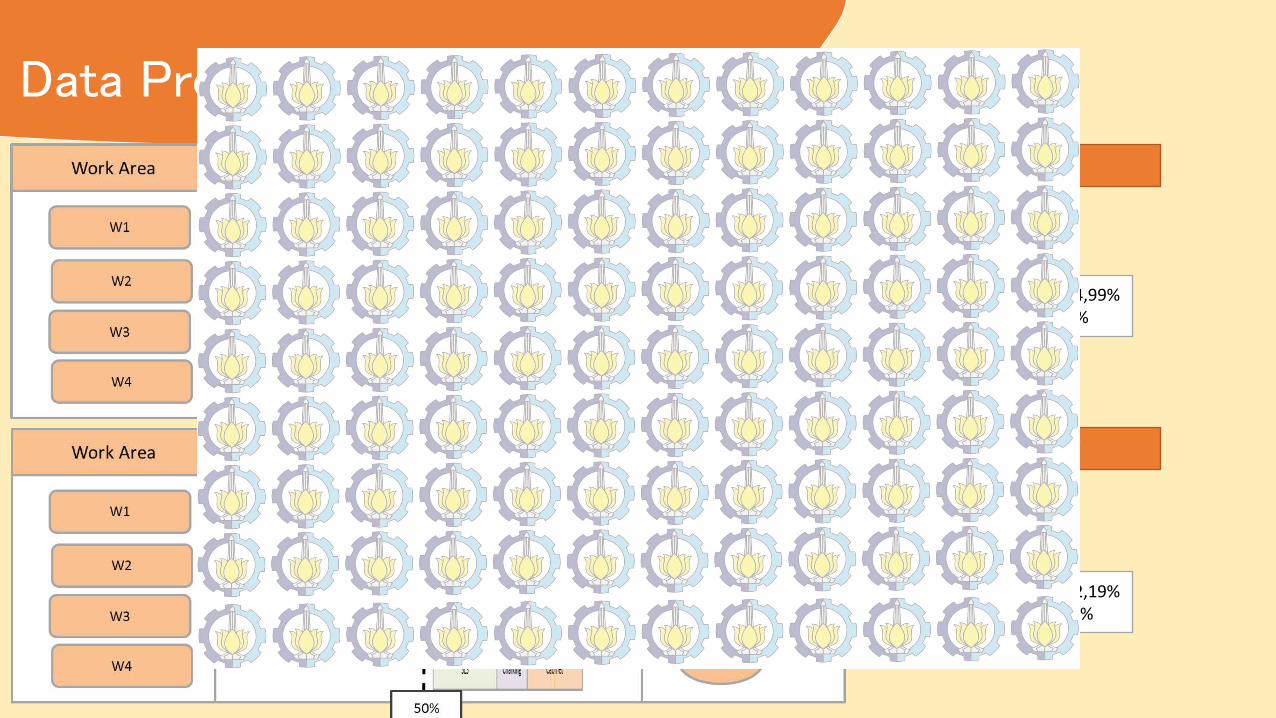
Data Processing-Evening Shift
Total Workload : 204,99% Average : 51,24%
Total Workload : 172,19% Average : 43,047%
First Half
Second Half
Data Processing-Evening Shift
Optimized
Average : 94.30%

Analysis
Analysis-Pre Optimized
Pre Optimized Morning Shift Problem : Overload Work
Underload Work
Total Area : 10
Average Workload : 72,24%
Leads to
Very High Workload Deviation : 0,263

Analysis-Pre Optimized
Pre Optimized EveningShift Problem : Too many
underload Work
Total Area : 7 Average Workload : 58,63% Workload Deviation : 0,0898
Leads to
Very low workload given in total

Analysis-Optimized
No Area Workload No Area Workload
1 3 80,16% 1 1 90,62%
2 8 84,50% 2 2 90,90%
3 5 90,48% 3 3 96,96%
4 2 92,16% 4 4 98,70%
5 7 92,32% 94,30%
6 6 95,36% 0,041
7 4 95,48%
8 1 97,88%
91,04%
0,146
Average
Optimized Evening Shift
Average
Std Dev
Optimized Morning Shift
Std Dev
Optimized Evening Shift
No Area Workload No Area Workload
1 3 80,16% 1 1 90,62%
2 8 84,50% 2 2 90,90%
3 5 90,48% 3 3 96,96%
4 2 92,16% 4 4 98,70%
5 7 92,32% 94,30%
6 6 95,36% 0,041
7 4 95,48%
8 1 97,88%
91,04%
0,146
Average
Optimized Evening Shift
Average
Std Dev
Optimized Morning Shift
Std Dev
Optimized Evening Shift
Total Area : 8 Average Workload : 91,04% Workload Deviation : 0,146
Total Area : 4 Average Workload : 94,30% Workload Deviation : 0,041
Analysis-Comparison
Total Worker 10
Average Workload 71,42%
Workload Deviation 0,263
Total Worker 7
Average Workload 58,63&
Workload Deviation 0,0898
Pre Optimized
Morning
Evening
Total Worker 8
Average Workload 91,04
Workload Deviation 0,146
Total Worker 4
Average Workload 94,30%
Workload Deviation 0,041
Optimized
morning
Evening
Conclusion
Based on the analysis, the final conclusion to answer the research objective can be stated as below : 1. The morning shift has the initial total workload of 724,24% for 10 workers which the average
workload is 72,42% with the workload deviation of 0,263. The evening shift has the initial total workload of 410,41% for 7 workers which the average workload is 58,63% with the workload deviation of 0,0898.
2. The current work system is not an ideal work system, marked by the low average workload and significant workload deviation.
3. The proposed new work system gives the optimization of workload and work force. For the morning shift the initial average workload of 72,42% is increased to 91,04%, while the workload deviation reduced from 0,263 to 0,146, and the number of workforce is reduced from 10 workers to 8 workers. As for the evening shift the initial average workload of 58,63% is increased to 94,30%, while the workload deviation reduced from 0,0898 to 0,041, and the number of workforce is reduced from 7 workers to 4 workers.

Recommendation
As for the recommendation for this research can be stated as : 1. Madusari should revise the current workforce allocation to obtain the
optimal number of workload and the optimal number of workforce needed per shift.
2. This research would give more significant result if this research can capture the entire working shift, regarding this research is only capture morning shift and evening shift while the night shift can’t be captured due to permittal problem. If the night shift can be captured, all of the traits of each shift can be identified and analyzed, regarding the two shift that been captured has unique anomalies and problems on their own.

Baybars. (1986). A Survery of Exact Algorithm for the Simple Line Balancing Problem. Management Science 32. Beer, S. (1967). Management Science: The Business Use of Operations Research. Chuda Basnet, E. P. (1998). A Manpower Planning Decision Support System for MQM Meat Services. Hamilton: Dept of Management System University of Waikato. Deming, E. (1993). The New Economics: For Industry, Government, Education. MIT Press. Freeman, R. (2008). Labour Productivity Indicator. OECD Statistic Directorate. Groover, M. P. (2007). Work Systems: The Methods, Measurement & Management of Work. Prentice Hall. J. Banks, J. C. (2001). Discrete-Event System Simulation. Prentice Hall. Jex, S. M. (1998). Stress and job performance: Theory, research, and implications for managerial practice. California: Thousand Oaks. Johnson, P. (2009). HRM in changing organizational contexts. Human resource management: A critical approach, 19-37. Kanawaty. (1992). Instruction To Work Study 4th ed. Geneva: International Labor Office. Mathews. (1897). On the partition of numbers. Proceedings of the London Mathematical Society 28, 486. Melik, R. (2010). Rise of the Project Workforce, Chapter 9: Workforce Planning. PM Hut. Stramler, J. (1993). The Dictionary of Human Factor/Ergonomic. Boca Raton, FL: CRC Press Inc. Wetherbe. (1979). Systems analysis for computer-based information systems, West series in data processing and information systems. West Pub. Co. Wild, B. &. (1993). Manpower Capacity Planning . A Hierarchical Approach, 30-31, 95-106.
References

Thank You