06a defectos en sold
DESCRIPTION
DEFECTO SOLDADURATRANSCRIPT

ICAEND, S.C.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS EN LAS DEFECTOS EN LAS
UNIONES SOLDADASUNIONES SOLDADAS

ICAEND, S.C.
DEFINICIONESDEFINICIONES
AL HACER UN REPORTE ES IMPORTANTE AL HACER UN REPORTE ES IMPORTANTE QUE SE DEFINA CLARAMENTE QUE SE HA QUE SE DEFINA CLARAMENTE QUE SE HA DETECTADO.DETECTADO.
LAS DEFINICIONES SON ESENCIALES PARA LAS DEFINICIONES SON ESENCIALES PARA QUE LA COMUNICACION SEA CORRECTAQUE LA COMUNICACION SEA CORRECTA
SE DEBE EVITAR LA CONFUSION DE SE DEBE EVITAR LA CONFUSION DE TERMINOSTERMINOS

ICAEND, S.C.
INDICACIONINDICACION
ES LA SEÑAL GENERADA POR UN SISTEMA ES LA SEÑAL GENERADA POR UN SISTEMA DE INSPECCIONDE INSPECCION
LAS INDICACIONES PUEDEN SERLAS INDICACIONES PUEDEN SER
FALSAS.FALSAS.-- SON LAS QUE SE DEBEN APLICACION SON LAS QUE SE DEBEN APLICACION INCORRECTA DEL METODO DE INSPECCIONINCORRECTA DEL METODO DE INSPECCION
NO RELEVANTES.NO RELEVANTES.- SON LAS PRODUCIDAS POR EL - SON LAS PRODUCIDAS POR EL ACABADO O LA CONFIGURACION DE LA PIEZAACABADO O LA CONFIGURACION DE LA PIEZA
RELEVANTESRELEVANTES..- SON LAS PRODUCIDAS POR UNA - SON LAS PRODUCIDAS POR UNA DISCONTINUIDAD EN EL MATERIAL.DISCONTINUIDAD EN EL MATERIAL.

ICAEND, S.C.
INTERPRETARINTERPRETAR
ES LA ACCION DE RECONOCER LA CAUSA ES LA ACCION DE RECONOCER LA CAUSA QUE HA GENERADO UNA INDICACIONQUE HA GENERADO UNA INDICACION
DURANTE LA INSPECCION SE OBSERVAN DURANTE LA INSPECCION SE OBSERVAN LAS INDICACIONES Y SE INTERPRETAN LAS INDICACIONES Y SE INTERPRETAN PARA CONOCER SU ORIGEN O CAUSAPARA CONOCER SU ORIGEN O CAUSA
LAS INDICACIONES SE CLASIFICAN SEGUN LAS INDICACIONES SE CLASIFICAN SEGUN EL DOCUMENTO Y EL METODO DE E.N.D. EL DOCUMENTO Y EL METODO DE E.N.D. QUE SE APLICA EN LA INSPECCIONQUE SE APLICA EN LA INSPECCION
ICAEND, S.C.
DISCONTINUIDADDISCONTINUIDAD
ES UNA IMPERFECCION O INTERRUPCION ES UNA IMPERFECCION O INTERRUPCION DE LA CONFIGURACION NORMAL DEL DE LA CONFIGURACION NORMAL DEL MATERIAL QUE SE INSPECCIONA.MATERIAL QUE SE INSPECCIONA.
LAS DISCONTINUIDADES SE CLASIFICAN EN:LAS DISCONTINUIDADES SE CLASIFICAN EN:
NO RELEVANTES.NO RELEVANTES.- SON AQUELLAS QUE POR SU TAMAÑO, - SON AQUELLAS QUE POR SU TAMAÑO, FORMA O LOCALIZACION SE INTERPRETAN PERO NO SE FORMA O LOCALIZACION SE INTERPRETAN PERO NO SE EVALUAN.EVALUAN.
RELEVANTES.RELEVANTES.- SON AQUELLAS QUE POR SU TAMAÑO, - SON AQUELLAS QUE POR SU TAMAÑO, FORMA O LOCALIZACION DEBEN SER INTERPRETADAS Y FORMA O LOCALIZACION DEBEN SER INTERPRETADAS Y EVALUADAS PARA CONOCER SU SEVERIDAD.EVALUADAS PARA CONOCER SU SEVERIDAD.
ICAEND, S.C.
EVALUAREVALUAR
ES LA ACCION DE COMPARAR LAS ES LA ACCION DE COMPARAR LAS DIMENSIONES O CARACTERISTICAS DE UNA DIMENSIONES O CARACTERISTICAS DE UNA INDICACION CON LAS LIMITACIONES QUE INDICACION CON LAS LIMITACIONES QUE IMPONE EL DOCUMENTO APLICABLE.IMPONE EL DOCUMENTO APLICABLE.
PARA PODER EVALUAR DEBEMOS CONTAR PARA PODER EVALUAR DEBEMOS CONTAR CON EL CODIGO, NORMA, ESPECIFICACION CON EL CODIGO, NORMA, ESPECIFICACION O DOCUMENTO QUE RIGE LA INSPECCION.O DOCUMENTO QUE RIGE LA INSPECCION.
NO SE EVALUA DE MEMORIANO SE EVALUA DE MEMORIA
ICAEND, S.C.
DEFECTODEFECTO
ES TODA AQUELLA INDICACION O ES TODA AQUELLA INDICACION O DISCONTINUIDAD QUE POR SU TAMAÑO, DISCONTINUIDAD QUE POR SU TAMAÑO, FORMA O LOCALIZACION DEBE SER FORMA O LOCALIZACION DEBE SER RECHAZADA.RECHAZADA.
PARA RECHAZAR UNA INDICACION SE DEBE PARA RECHAZAR UNA INDICACION SE DEBE EVALUAR CONFORME A LA NORMA O EVALUAR CONFORME A LA NORMA O DOCUMENTO APLICABLE.DOCUMENTO APLICABLE.
NO HAY DEFECTOS ACEPTABLESNO HAY DEFECTOS ACEPTABLES

ICAEND, S.C.
¡CUIDADO!¡CUIDADO!
NO TODAS LAS INDICACIONES SON NO TODAS LAS INDICACIONES SON DISCONTINUIDADESDISCONTINUIDADES
NO TODAS LAS DISCONTINUIDADES SON NO TODAS LAS DISCONTINUIDADES SON DEFECTOSDEFECTOS
NO TODOS LOS DEFECTOS PRODUCEN NO TODOS LOS DEFECTOS PRODUCEN INDICACIONESINDICACIONES

ICAEND, S.C.
INSPECCION VISUALINSPECCION VISUAL

ICAEND, S.C.
INSPECCION VISUAL INSPECCION VISUAL

ICAEND, S.C.
INSPECCION VISUALINSPECCION VISUAL

ICAEND, S.C.
INSPECCION VISUALINSPECCION VISUAL
ICAEND, S.C.
INDICACIONES INDICACIONES RADIOGRAFICASRADIOGRAFICAS
EN LA RADIOGRAFIA SE DEFINE COMO EN LA RADIOGRAFIA SE DEFINE COMO INDICACION A TODO CAMBIO EN LA INDICACION A TODO CAMBIO EN LA DENSIDAD QUE APARECE EN UNA PLACA DENSIDAD QUE APARECE EN UNA PLACA RADIOGRAFICA.RADIOGRAFICA.
¡CUIDADO!¡CUIDADO! LOS CAMBIOS EN DENSIDAD NO LOS CAMBIOS EN DENSIDAD NO SOLO PROVIENEN DE DISCONTINUIDADES SOLO PROVIENEN DE DISCONTINUIDADES EN EL MATERIAL INSPECCIONADOEN EL MATERIAL INSPECCIONADO

ICAEND, S.C.
GENERACION DE LA IMAGEN GENERACION DE LA IMAGEN RADIOGRAFICARADIOGRAFICA
FUENTE DE RADIACION
SOLDADURA
PLACA
INDICACION
DISCONTINUIDAD
POR TERMINO GENERAL LAS DISCONTINUIDADES DEJAN PASAR MASRADIACION Y GENERAN ZONAS OSCURAS EN LA RADIOGRAFIA

ICAEND, S.C.
TOMA RADIOGRAFICATOMA RADIOGRAFICA

ICAEND, S.C.
PASOS DE UN PROCESO DE PASOS DE UN PROCESO DE INSPECCION RADIOGRAFICA.INSPECCION RADIOGRAFICA.
PASO 1PASO 1 SE PRODUCE LA RADIOGRAFIA SE PRODUCE LA RADIOGRAFIA
SE CALCULA LA EXPOSICIONSE CALCULA LA EXPOSICION SE PREPARA LA TOMA RADIOGRAFICASE PREPARA LA TOMA RADIOGRAFICA SE REALIZA LA EXPOSICIONSE REALIZA LA EXPOSICION SE REVELA LA PLACA RADIOGRAFICASE REVELA LA PLACA RADIOGRAFICA
ESTE PASO LO REALIZA EL RADIOGRAFO Y ESTE PASO LO REALIZA EL RADIOGRAFO Y DEBE HACERLO CUIDADOSAMENTE PARA DEBE HACERLO CUIDADOSAMENTE PARA EVITAR ERRORES.EVITAR ERRORES.
ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 2 PASO 2 DETERMINACION DE LA CALIDAD DE DETERMINACION DE LA CALIDAD DE LA IMAGEN RADIOGRAFICA.LA IMAGEN RADIOGRAFICA.
SE EVALUA EL CONTRASTESE EVALUA EL CONTRASTE SE EVALUA LA DEFINICIONSE EVALUA LA DEFINICION SE EVALUA LA DENSIDAD SE EVALUA LA DENSIDAD SE EVALUAN LOS DAÑOS POR REVELADOSE EVALUAN LOS DAÑOS POR REVELADO SE EVALUAN LOS DAÑOS POR MAL MANEJO.SE EVALUAN LOS DAÑOS POR MAL MANEJO.
PARA ESTAS EVALUACIONES SE REQUIERE PARA ESTAS EVALUACIONES SE REQUIERE DE EQUIPO ADECUADO Y EXPERIENCIADE EQUIPO ADECUADO Y EXPERIENCIA

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 3PASO 3 SE INTERPRETAN TODAS LAS SE INTERPRETAN TODAS LAS INDICACIONES INDICACIONES
SE ANALIZA CADA IMAGEN PARA DETECTAR LAS SE ANALIZA CADA IMAGEN PARA DETECTAR LAS INDICACIONES INDICACIONES
SE CLASIFICAN LAS INDICACIONES SE CLASIFICAN LAS INDICACIONES
PARA ESTA PARTE SE EMPLEA SIEMPRE UN PARA ESTA PARTE SE EMPLEA SIEMPRE UN NEGATOSCOPIONEGATOSCOPIO
ES IMPORTANTE INTERPRETAR BIEN Y ES IMPORTANTE INTERPRETAR BIEN Y CUIDADOSAMENTECUIDADOSAMENTE

ICAEND, S.C.
INTERPRETACION RADIOGRAFICAINTERPRETACION RADIOGRAFICA

ICAEND, S.C.
¡CUIDADO!¡CUIDADO!PARA HACER UNA INTERPRETACION CORRECTA DE PARA HACER UNA INTERPRETACION CORRECTA DE
LAS INDICACIONES, EL TECNICO DEBE SABER: LAS INDICACIONES, EL TECNICO DEBE SABER:
EL TIPO DE MATERIAL QUE SE ESTA INSPECCIONANDOEL TIPO DE MATERIAL QUE SE ESTA INSPECCIONANDO SI ES UNA SOLDADURA:SI ES UNA SOLDADURA:
» EL TIPO DE UNION Y EL TIPO DE PREPARACION (BISEL)EL TIPO DE UNION Y EL TIPO DE PREPARACION (BISEL)
» TIPO DE PROCESO DE SOLDADURATIPO DE PROCESO DE SOLDADURA TECNICA DE EXPOSICION EMPLEADATECNICA DE EXPOSICION EMPLEADA EL CODIGO O NORMA QUE SE DEBE APLICAREL CODIGO O NORMA QUE SE DEBE APLICAR
LA INTERPRETACION NO ES JUGAR A LAS LA INTERPRETACION NO ES JUGAR A LAS ADIVINANZASADIVINANZAS

ICAEND, S.C.
INTERPRETACION RADIOGRAFICAINTERPRETACION RADIOGRAFICA

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 4PASO 4 SE EVALUAN LAS INDICACIONES QUE SE EVALUAN LAS INDICACIONES QUE SON RELEVANTESSON RELEVANTES
LAS INDICACIONES RELEVANTES, SE CLASIFICAN SEGUN LAS INDICACIONES RELEVANTES, SE CLASIFICAN SEGUN SU DIMENSIÓN, SU FORMA O SU LOCALIZACIONSU DIMENSIÓN, SU FORMA O SU LOCALIZACION
SE COMPARAN LAS DIMENSIONES DE LAS INDICACIONES SE COMPARAN LAS DIMENSIONES DE LAS INDICACIONES CON RESPECTO A LAS CONDICIONES DE LA NORMA CON RESPECTO A LAS CONDICIONES DE LA NORMA
SE COMPARAN LAS FORMAS DE LAS INDICACIONES CON SE COMPARAN LAS FORMAS DE LAS INDICACIONES CON RESPECTO A LAS INDICACIONES DE LAS NORMASRESPECTO A LAS INDICACIONES DE LAS NORMAS
EN OCASIONES SE DEBEN EVALUAR EN OCASIONES SE DEBEN EVALUAR JUEGOS DE TOMAS RADIOGRAFICAS JUEGOS DE TOMAS RADIOGRAFICAS

ICAEND, S.C.
¡CUIDADO!¡CUIDADO! AL HACER LA EVALUACION DE LAS INDICACIONES NO SE AL HACER LA EVALUACION DE LAS INDICACIONES NO SE
DEBEN MEZCLAR CRITERIOS.DEBEN MEZCLAR CRITERIOS.
SEGUN SEGUN ASME ASME NO ES LO MISMO UN RECIPIENTE A PRESION NO ES LO MISMO UN RECIPIENTE A PRESION QUE UNA CALDERA QUE UNA CALDERA
SEGUN SEGUN ANSI ANSI NO ES LO MISMO UNA TUBERIA DE PLANTA NO ES LO MISMO UNA TUBERIA DE PLANTA QUIMICA QUE UNA PARA LA CONDUCCION DE GAS O PARA QUIMICA QUE UNA PARA LA CONDUCCION DE GAS O PARA HIDROCARBUROSHIDROCARBUROS
API API TIENE CRITERIOS DIFERENTES DE TIENE CRITERIOS DIFERENTES DE ASMEASME
ASME ASME TIENE CRITERIOS DIFERENTE DE TIENE CRITERIOS DIFERENTE DE AWSAWS

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 5PASO 5 SE EMITE UN VEREDICTO DE LA SE EMITE UN VEREDICTO DE LA EVALUACION DE LAS INDICACIONES.EVALUACION DE LAS INDICACIONES.
EL VEREDICTO SE DEBE BASAR EN LAS CONDICIONES EL VEREDICTO SE DEBE BASAR EN LAS CONDICIONES IMPUESTAS POR LA NORMA APLICABLE. IMPUESTAS POR LA NORMA APLICABLE. CUIDADO , NO SE CUIDADO , NO SE DEBEN EMITIR SOLO POR CRITERIO PERSONAL.DEBEN EMITIR SOLO POR CRITERIO PERSONAL.
SOLO EXISTEN DOS ALTERNATIVASSOLO EXISTEN DOS ALTERNATIVAS» SE ACEPTA LA PARTE INSPECCIONADA.
» SE RECHAZA LA PARTE INSPECCIONADA.
EL RADIOLOGO NO ES LA PERSONA INDICADA PARA DECIDIR EL RADIOLOGO NO ES LA PERSONA INDICADA PARA DECIDIR UNA REPARACION. ES OBLIGACION DEL INGENIERO DE UNA REPARACION. ES OBLIGACION DEL INGENIERO DE DISEDISEÑÑO TOMAR LA DECISIONO TOMAR LA DECISION

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 6 PASO 6 IDENTIFICA LA ZONA DE INSPECCION IDENTIFICA LA ZONA DE INSPECCION SEGUN LOS RESULTADOS OBTENIDOS.SEGUN LOS RESULTADOS OBTENIDOS.
» ZONA INSPECCIONADA EN ESPERA DE RESULTADOSZONA INSPECCIONADA EN ESPERA DE RESULTADOS
» REPETIR LA INSPECCION (MALA RADIOGRAFIA)REPETIR LA INSPECCION (MALA RADIOGRAFIA)
» ZONA ACEPTADAZONA ACEPTADA
» ZONA RECHAZADAZONA RECHAZADA

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 7PASO 7 SE HACE EL REGISTRO (REPORTE) DE SE HACE EL REGISTRO (REPORTE) DE LOS RESULTADOSLOS RESULTADOS
EL REGISTRO O REPORTE DEBE HACERSE DE ACUERDO A EL REGISTRO O REPORTE DEBE HACERSE DE ACUERDO A LAS RECOMENDACIONES DE LA NORMA APLICABLE LAS RECOMENDACIONES DE LA NORMA APLICABLE
DEBE CONTENER LA INFORMACION CORRECTA DE LA DEBE CONTENER LA INFORMACION CORRECTA DE LA FORMA EN QUE SE REALIZARON LAS RADIOGRAFIASFORMA EN QUE SE REALIZARON LAS RADIOGRAFIAS
DEBE INDICAR EL CRITERIO DE ACEPTACION O RECHAZODEBE INDICAR EL CRITERIO DE ACEPTACION O RECHAZO
DEBE CONTENER EL NOMBRE Y FIRMA DEL INSPECTOR DEBE CONTENER EL NOMBRE Y FIRMA DEL INSPECTOR CALIFICADO QUE EVALUO LAS INDICACIONESCALIFICADO QUE EVALUO LAS INDICACIONES

ICAEND, S.C.
PASOS DE UNA INSPECCION PASOS DE UNA INSPECCION RADIOGRAFICA.RADIOGRAFICA.
PASO 8PASO 8 SE ALMACENAN LAS PLACAS Y LOS SE ALMACENAN LAS PLACAS Y LOS REGISTROS EN UN LUGAR SEGURO Y REGISTROS EN UN LUGAR SEGURO Y ADECUADO.ADECUADO.
LAS PLACAS RADIOGRAFICAS SON REGISTROS LAS PLACAS RADIOGRAFICAS SON REGISTROS DELICADOS Y SENSIBLES A LA LUZ, EL CALOR Y LA DELICADOS Y SENSIBLES A LA LUZ, EL CALOR Y LA HUMEDADHUMEDAD
LAS PLACAS RADIOGRAFICAS Y LOS REGISTROS DEBEN LAS PLACAS RADIOGRAFICAS Y LOS REGISTROS DEBEN SER RECUPERABLES (TRACEABLES) AL MENOS POR 5 SER RECUPERABLES (TRACEABLES) AL MENOS POR 5 AAÑÑOS DESPUES DE REALIZADOSOS DESPUES DE REALIZADOS
ICAEND, S.C.
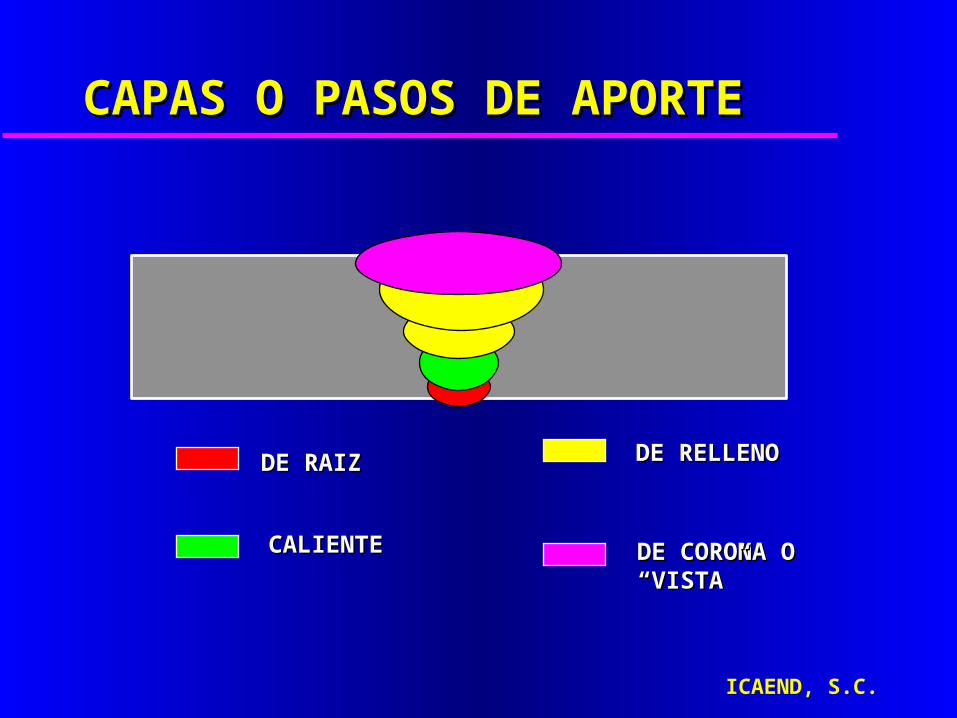
CAPAS O PASOS DE APORTECAPAS O PASOS DE APORTE
DE RAIZDE RAIZ
CALIENTECALIENTE
DE RELLENODE RELLENO
DE CORONA ODE CORONA O““VISTA”VISTA”

ICAEND, S.C.
SECUENCIA DE APLICACION SECUENCIA DE APLICACION EN DIFERENTES RANURASEN DIFERENTES RANURAS
4
3
2
1
RANURA EN V SENCILLARANURA EN V SENCILLA
5
ICAEND, S.C.
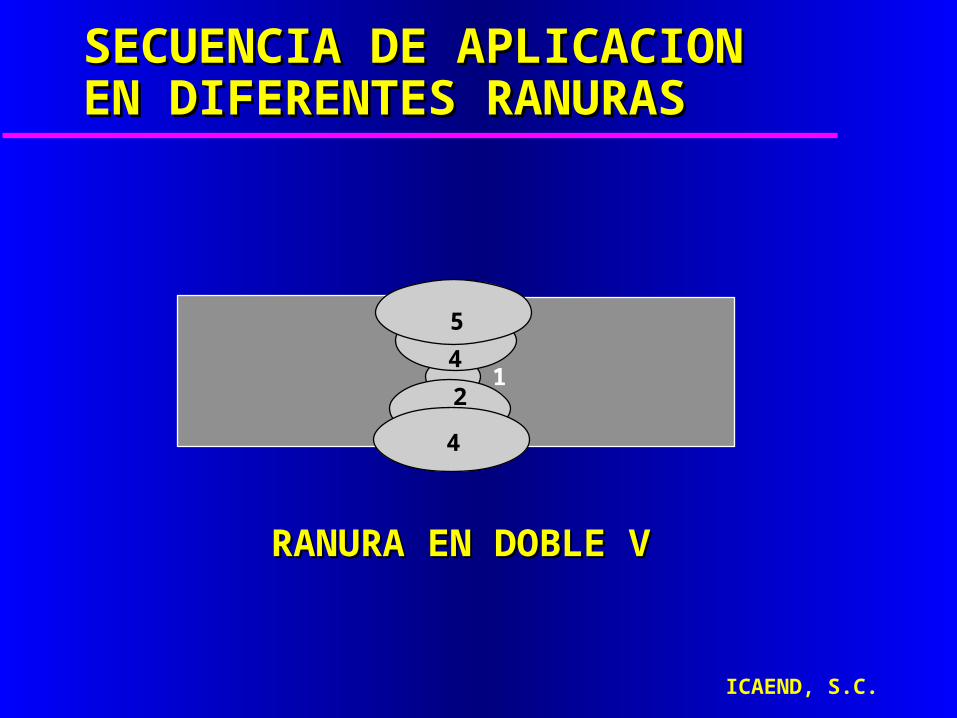
SECUENCIA DE APLICACION SECUENCIA DE APLICACION EN DIFERENTES RANURASEN DIFERENTES RANURAS
14
5
RANURA EN DOBLE VRANURA EN DOBLE V
2
4

ICAEND, S.C.
INFORMACION MINIMA DE UN INFORMACION MINIMA DE UN REPORTE RADIOGRAFICOREPORTE RADIOGRAFICO
TODO REPORTE DEBE CONTENER AL MENOS:TODO REPORTE DEBE CONTENER AL MENOS:
TIPO DE MATERIAL RADIOGRAFIADOTIPO DE MATERIAL RADIOGRAFIADO TIPO DE FUENTE EMPLEADA TIPO DE FUENTE EMPLEADA PUNTO FOCAL EFECTIVO DE LA FUENTEPUNTO FOCAL EFECTIVO DE LA FUENTE MARCA Y TIPO DE PELICULA EMPLEADOMARCA Y TIPO DE PELICULA EMPLEADO TIPO Y ESPESOR DE LAS PANTALLAS INTENSIFICADORASTIPO Y ESPESOR DE LAS PANTALLAS INTENSIFICADORAS DISTANCIA MINIMA FUENTE-PELICULADISTANCIA MINIMA FUENTE-PELICULA CONDICIONES DE EXPOSICION PARA CALIFICAR EL CONDICIONES DE EXPOSICION PARA CALIFICAR EL
PROCEDIMIENTOPROCEDIMIENTO TIPO Y TAMAÑO DEL INDICADOR DE CALIDAD DE IMAGENTIPO Y TAMAÑO DEL INDICADOR DE CALIDAD DE IMAGEN

ICAEND, S.C.
¿QUE ES UN PROCEDIMIENTO ¿QUE ES UN PROCEDIMIENTO DE INSPECCION?DE INSPECCION?
ES UN DOCUMENTO QUE DESCRIBE LOS ES UN DOCUMENTO QUE DESCRIBE LOS DIFERENTES PASOS A SEGUIR PARA DIFERENTES PASOS A SEGUIR PARA OBTENER UNA IMAGEN RADIOGRAFICA OBTENER UNA IMAGEN RADIOGRAFICA ADECUADA Y LEGIBLEADECUADA Y LEGIBLE
ICAEND, S.C.
¡CUIDADO!¡CUIDADO!
EL HACER UNA INSPECCION EL HACER UNA INSPECCION RADIOGRAFICA SIN SEGUIR O APLICAR UN RADIOGRAFICA SIN SEGUIR O APLICAR UN PROCEDIMIENTO CALIFICADO ES UNA PROCEDIMIENTO CALIFICADO ES UNA VIOLACION AL DOCUMENTO APLICABLEVIOLACION AL DOCUMENTO APLICABLE
ASME Y AWS LO EXIGENASME Y AWS LO EXIGEN
ICAEND, S.C.
FRACTURASFRACTURAS
SE DEBEN A QUE SE HA EXCEDIDO LA RESISTENCIA SE DEBEN A QUE SE HA EXCEDIDO LA RESISTENCIA DEL METAL Y SE HA PROVOCADO UNA ROTURA DEL METAL Y SE HA PROVOCADO UNA ROTURA DEL MISMO, SE PUEDEN CLASIFICAR POR SU DEL MISMO, SE PUEDEN CLASIFICAR POR SU FORMA EN:FORMA EN:
FRACTURAS LONGITUDINALESFRACTURAS LONGITUDINALES FRACTURAS TRANSVERSALESFRACTURAS TRANSVERSALES FRACTURAS DE ESTRELLA O CRATERFRACTURAS DE ESTRELLA O CRATER
SE PUEDEN CLASIFICAR POR SU ORIGEN EN:SE PUEDEN CLASIFICAR POR SU ORIGEN EN: FRACTURAS EN CALIENTEFRACTURAS EN CALIENTE FRACTURAS EN FRIO FRACTURAS EN FRIO
» FRACTURAS POR HIDROGENO
ICAEND, S.C.
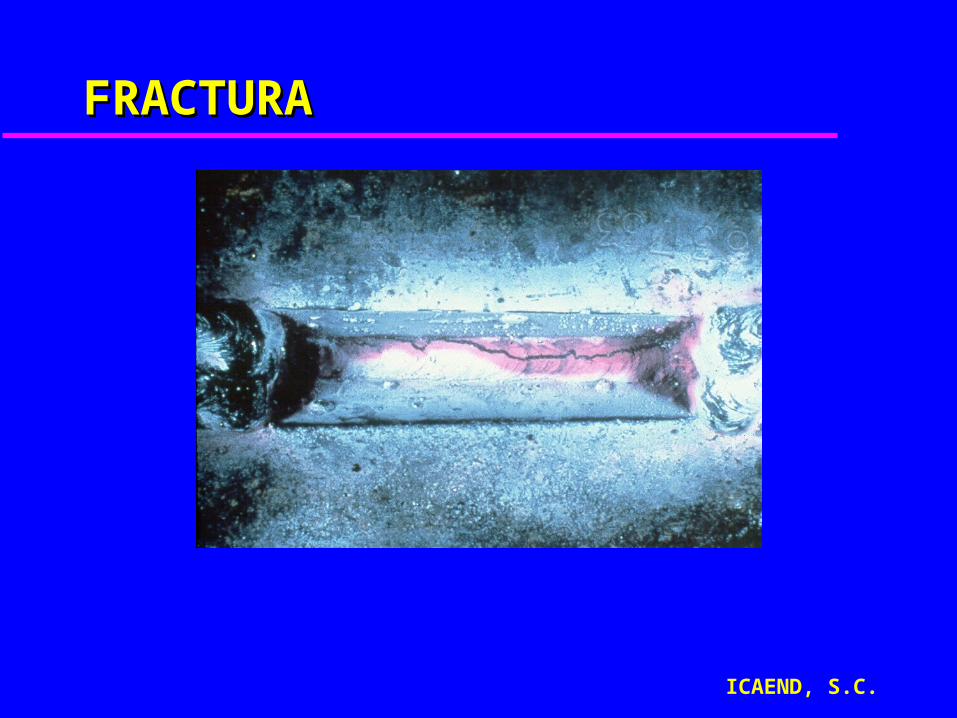
FRACTURA FRACTURA
ICAEND, S.C.
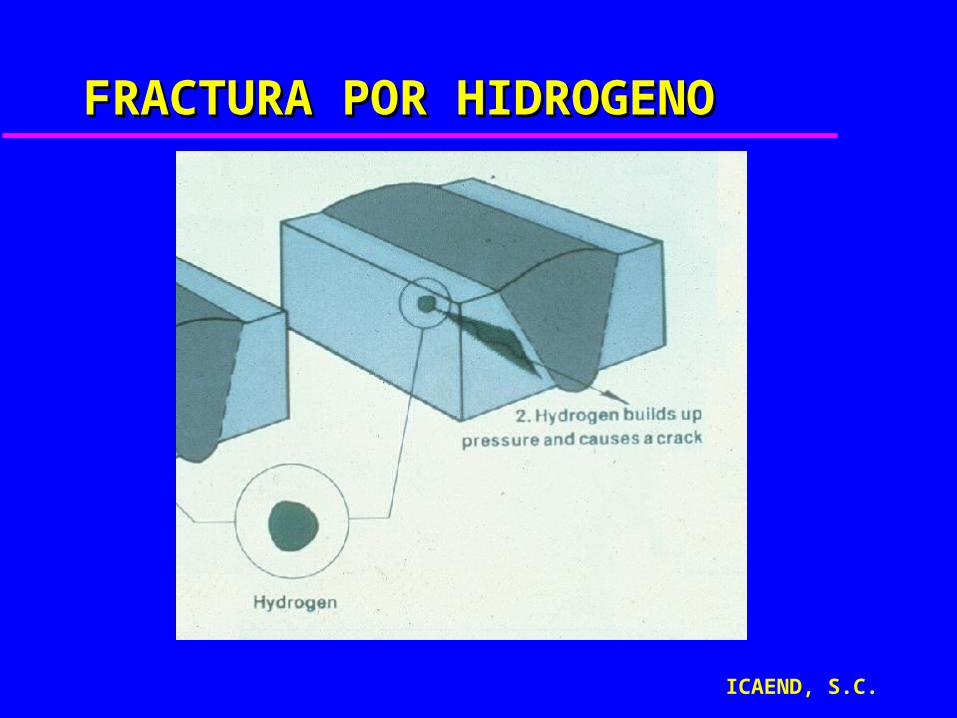
FRACTURA POR HIDROGENOFRACTURA POR HIDROGENO

ICAEND, S.C.
ICAEND, S.C.
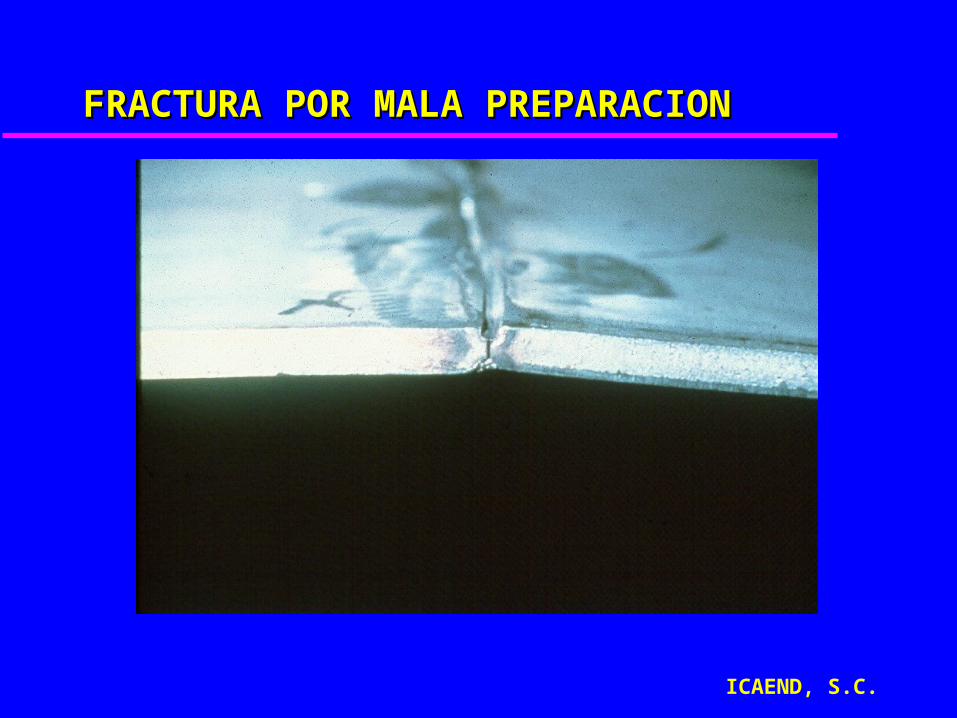
FRACTURA POR MALA PREPARACIONFRACTURA POR MALA PREPARACION

ICAEND, S.C.
MICROFRACTURAMICROFRACTURA

ICAEND, S.C.
FRACTURAFRACTURA

ICAEND, S.C.
FRACTURAS EN FRIOFRACTURAS EN FRIO
ICAEND, S.C.
FRACTURAS EN CALIENTEFRACTURAS EN CALIENTE

ICAEND, S.C.
FRACTURAS LONGITUDINALESFRACTURAS LONGITUDINALES
SON AQUELLAS PARALELAS AL CORDON SON AQUELLAS PARALELAS AL CORDON DE SOLDADURA.DE SOLDADURA.
API 1104API 1104» NO SE PERMITEN LAS FRACTURAS.
ASMEASME» NO SE PERMITEN LAS FRACTURAS (INDICACION LINEAL).

ICAEND, S.C.
FRACTURA LINEALFRACTURA LINEAL
ICAEND, S.C.
FRACTURAS TRANSVERSALESFRACTURAS TRANSVERSALES
SON AQUELLAS QUE SON SON AQUELLAS QUE SON PERPENDICULARES AL CORDON DE PERPENDICULARES AL CORDON DE SOLDADURASOLDADURA
API 1104API 1104» NO SE PERMITEN LAS FRACTURAS.
ASMEASME» NO SE PERMITEN LAS FRACTURAS (INDICACION
LINEAL).

ICAEND, S.C.
FRACTURA TRANSVERSALFRACTURA TRANSVERSAL

ICAEND, S.C.
FRACTURAS EN ESTRELLA O DE CRATERFRACTURAS EN ESTRELLA O DE CRATER
SE PRESENTAN EN LOS REMATES DE SE PRESENTAN EN LOS REMATES DE LOS CORDONES DE SOLDADURA.LOS CORDONES DE SOLDADURA.
API 1104API 1104» SOLO SE PERMITEN LAS FRACTURAS DE CRATER EN EL
ULTIMO PASO SI SU DIAMETRO NO ES MAYOR A 5/32”.
ASMEASME» NO SE PERMITEN LAS FRACTURAS (INDICACION LINEAL).

ICAEND, S.C.
FRACTURA EN ESTRELLAFRACTURA EN ESTRELLA

ICAEND, S.C.
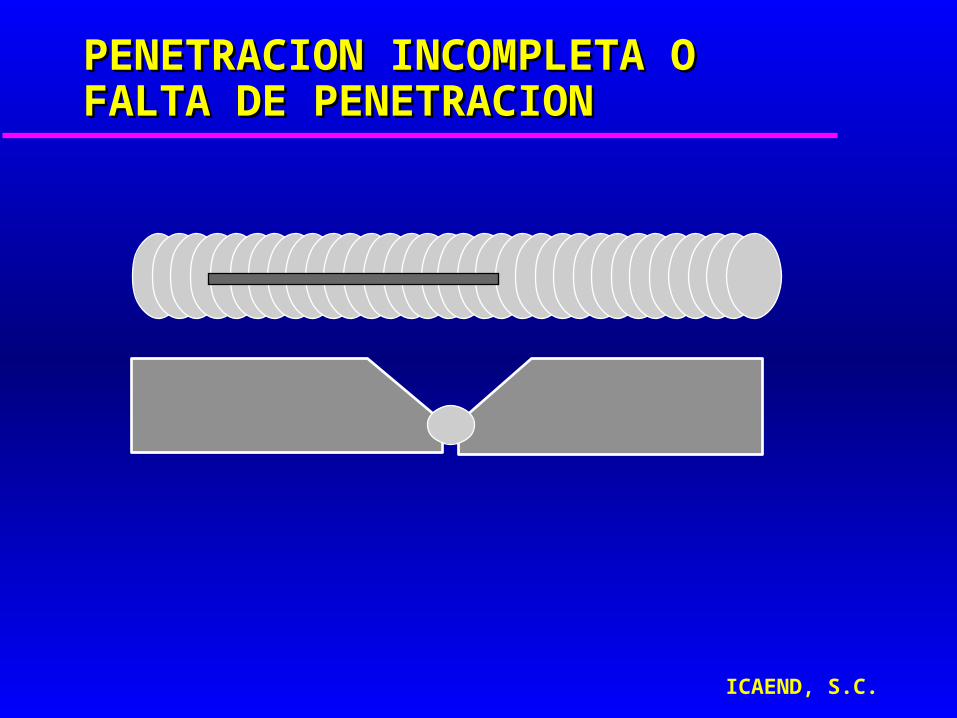
PENETRACION INCOMPLETA PENETRACION INCOMPLETA
SE DEFINE COMO LA FALTA DE LLENADO SE DEFINE COMO LA FALTA DE LLENADO CON SOLDADURA EN LA CARA DE LA RAIZ CON SOLDADURA EN LA CARA DE LA RAIZ Y PUEDE CLASIFICARSE EN:Y PUEDE CLASIFICARSE EN:
PENETRACION INADECUADA EN LA RAIZ.PENETRACION INADECUADA EN LA RAIZ. PENETRACION INADECUADA POR DESALINEAMIENTO. PENETRACION INADECUADA POR DESALINEAMIENTO.

ICAEND, S.C.
FUSION INCOMPLETAFUSION INCOMPLETA

ICAEND, S.C.
PENETRACION INCOMPLETA EN LA RAIZPENETRACION INCOMPLETA EN LA RAIZ
ESTA DEFINIDA COMO LA FALTA DE ESTA DEFINIDA COMO LA FALTA DE PENETRACION EN EL PASO DE FONDEO PENETRACION EN EL PASO DE FONDEO DEJANDO PRESENTE LAS ARISTAS DE LA DEJANDO PRESENTE LAS ARISTAS DE LA CARA DE RAIZ.CARA DE RAIZ.
API 1104 API 1104 » UNA SOLA INDICACION NO MAYOR DE 1”.
» EN 12” CONTINUAS NO MAS DE 1”.
» 8% DE LA LONGITUD SI ES MENOR DE 12”. ASMEASME
» NO PERMITE SU PRESENCIA (INDICACION LINEAL).
ICAEND, S.C.
PENETRACION INCOMPLETA O PENETRACION INCOMPLETA O FALTA DE PENETRACIONFALTA DE PENETRACION

ICAEND, S.C.
FALTA DE PENETRACIONFALTA DE PENETRACION
ICAEND, S.C.
FALTA DE PENETRACION CON FALTA DE PENETRACION CON DESALINEAMIENTODESALINEAMIENTO
SE DEFINE COMO LA FALTA DE FUSION EN SE DEFINE COMO LA FALTA DE FUSION EN EL PASO DE RAIZ CUANDO LAS CARAS DE EL PASO DE RAIZ CUANDO LAS CARAS DE LA RAIZ ESTAN DESALINEADASLA RAIZ ESTAN DESALINEADAS
API 1104API 1104» CUANDO UNO DE LAS CARAS NO ESTA FUNDIDA SU
LONGITUD NO DEBE EXCEDER DE 2”.
» EN 12” DE SOLDADURA NO DEBE EXCEDER DE 3”. ASMEASME
» NO LO PERMITE (INDICACION LINEAL).

ICAEND, S.C.
FALTA DE PENETRACION POR FALTA DE PENETRACION POR DESALINEAMIENTODESALINEAMIENTO

ICAEND, S.C.
CONCAVIDAD INTERNA EN LA RAIZCONCAVIDAD INTERNA EN LA RAIZ
ES CUANDO EL PASO DE RAIZ HA FUNDIDO ES CUANDO EL PASO DE RAIZ HA FUNDIDO AMBAS CARAS, PERO AL CENTRO HAY UNA AMBAS CARAS, PERO AL CENTRO HAY UNA CAVIDAD DEBIDA A LA CONTRACCION DEL CAVIDAD DEBIDA A LA CONTRACCION DEL METAL.METAL.
API 1104API 1104» SE PERMITE EN CUALQUIER LONGITUD SIEMPRE Y CUANDO LA
DENSIDAD RADIOGRAFICA NO SEA MAYOR A LA DEL METAL DE BASE.
ASME ASME » NO CONTEMPLA ESTA INDICACION.

ICAEND, S.C.
CONCAVIDAD EN LA RAIZCONCAVIDAD EN LA RAIZ
ICAEND, S.C.
FUSION INCOMPLETAFUSION INCOMPLETA
SE DEFINE COMO LA FALTA DE FUSION SE DEFINE COMO LA FALTA DE FUSION ENTRE EL METAL DE BASE Y LA ENTRE EL METAL DE BASE Y LA SOLDADURA , SE CLASIFICA EN:SOLDADURA , SE CLASIFICA EN:
FUSION INCOMPLETA ENTRE METAL DE BASE Y FUSION INCOMPLETA ENTRE METAL DE BASE Y SOLDADURA.SOLDADURA.
FUSION INCOMPLETA ENTRE CORDONES DE SOLDADURA.FUSION INCOMPLETA ENTRE CORDONES DE SOLDADURA.

ICAEND, S.C.
FUSION INCOMPLETA ENTRE METAL DE BASE Y FUSION INCOMPLETA ENTRE METAL DE BASE Y SOLDADURASOLDADURA
ES LA FALTA DE FUSION ENTRE LA CARA ES LA FALTA DE FUSION ENTRE LA CARA DE LA RANURA Y LA SOLDADURA DE LA RANURA Y LA SOLDADURA APORTADA Y PUEDE ESTAR EN LA APORTADA Y PUEDE ESTAR EN LA CORONA O EN LA RAIZ.CORONA O EN LA RAIZ.
API 1104API 1104» SU LONGITUD NO DEBE EXCEDER DE 1”.
» EN 12 “ DE SOLDADURA NO MAS DE 1”.
» 8% DE LONGITUD SI SON MENOS DE 12”. ASMEASME
» NO LO PERMITE (INDICACION LINEAL).

ICAEND, S.C.
FUSION INCOMPLETA ENTRE CORDONES DE FUSION INCOMPLETA ENTRE CORDONES DE SOLDADURA.SOLDADURA.
SE LE LLAMA TRASLAPE FRIO (SOLDADURA SE LE LLAMA TRASLAPE FRIO (SOLDADURA CRUDA) Y ES CUANDO NO HAY FUSION CRUDA) Y ES CUANDO NO HAY FUSION ENTRE LOS CORDONES DE SOLDADURA ENTRE LOS CORDONES DE SOLDADURA
API 1104API 1104» SU LONGITUD NO DEBE EXCEDER DE 2”.
» EN 12 “ DE SOLDADURA NO DEBE EXCEDER DE 2”. ASMEASME
» NO LO PERMITE (INDICACION LINEAL).

ICAEND, S.C.
FALTA DE FUSION ENTRE CORDONESFALTA DE FUSION ENTRE CORDONES
ICAEND, S.C.
QUEMADURASQUEMADURAS
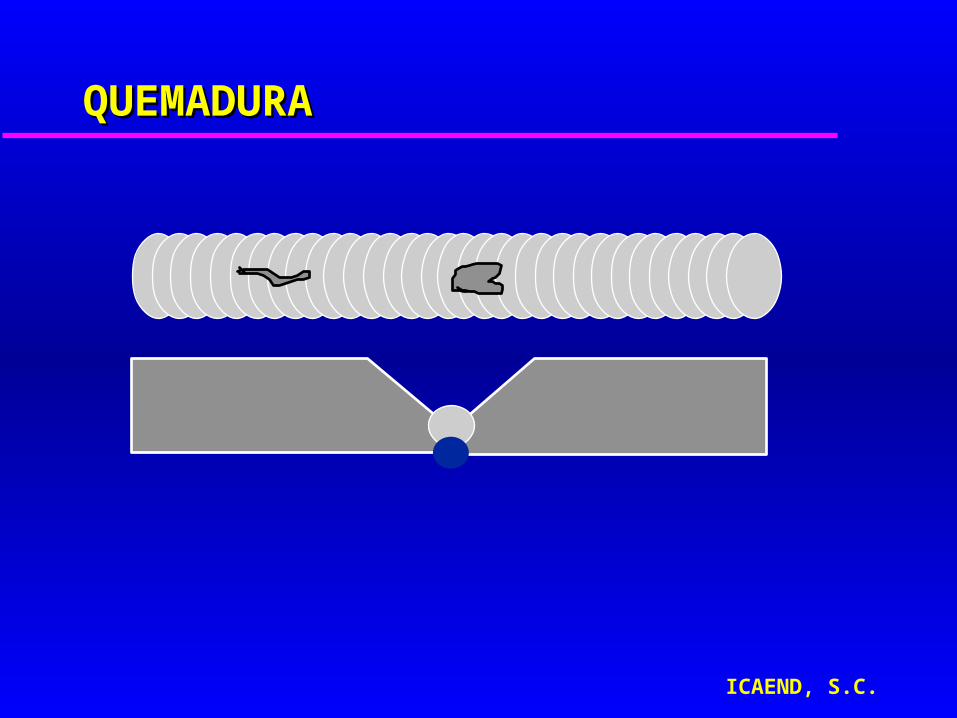
ES UNA PORCION DE LA RAIZ DE LA ES UNA PORCION DE LA RAIZ DE LA SOLDADURA QUE POR PENETRACION SOLDADURA QUE POR PENETRACION EXCESIVA HA PERDIDO PARTE DEL METALEXCESIVA HA PERDIDO PARTE DEL METAL
API 1104API 1104» SU TAMAÑO NO DEBE EXCEDER DE 1/4” EN CUALQUIER
DIRECCION.
» EN 12” DE SOLDADURA NO DEBEN EXCEDER DE 1/2” ASMEASME
» LA CONSIDERA INDICACION REDONDEADA O ALARGADA Y SE EVALUA POR TABLA.
ICAEND, S.C.
¡CUIDADO!¡CUIDADO!
AL REPARAR UNA QUEMADURA, LA AL REPARAR UNA QUEMADURA, LA DENSIDAD DE LA ZONA REPARADA NO DENSIDAD DE LA ZONA REPARADA NO DEBE SER MAYOR A LA DEL METAL DE DEBE SER MAYOR A LA DEL METAL DE BASE.BASE.
» (API 1104 ART 6.41)
ICAEND, S.C.
QUEMADURA QUEMADURA
ICAEND, S.C.
POROSIDADESPOROSIDADES
LAS POROSIDADES SON DEBIDAS A GAS LAS POROSIDADES SON DEBIDAS A GAS ATRAPADO DURANTE LA SOLIDIFICACION ATRAPADO DURANTE LA SOLIDIFICACION DEL METAL DE APORTE Y SE CLASIFICAN DEL METAL DE APORTE Y SE CLASIFICAN EN:EN:
POROSIDADES AISLADAS.POROSIDADES AISLADAS. POROSIDADES AGLOMERADAS.POROSIDADES AGLOMERADAS. POROSIDADES ALINEADAS.POROSIDADES ALINEADAS. POROS TUNEL O AGUJEROS DE GUSANO.POROS TUNEL O AGUJEROS DE GUSANO. POROSIDADES EN LA RAIZ.POROSIDADES EN LA RAIZ.
ICAEND, S.C.
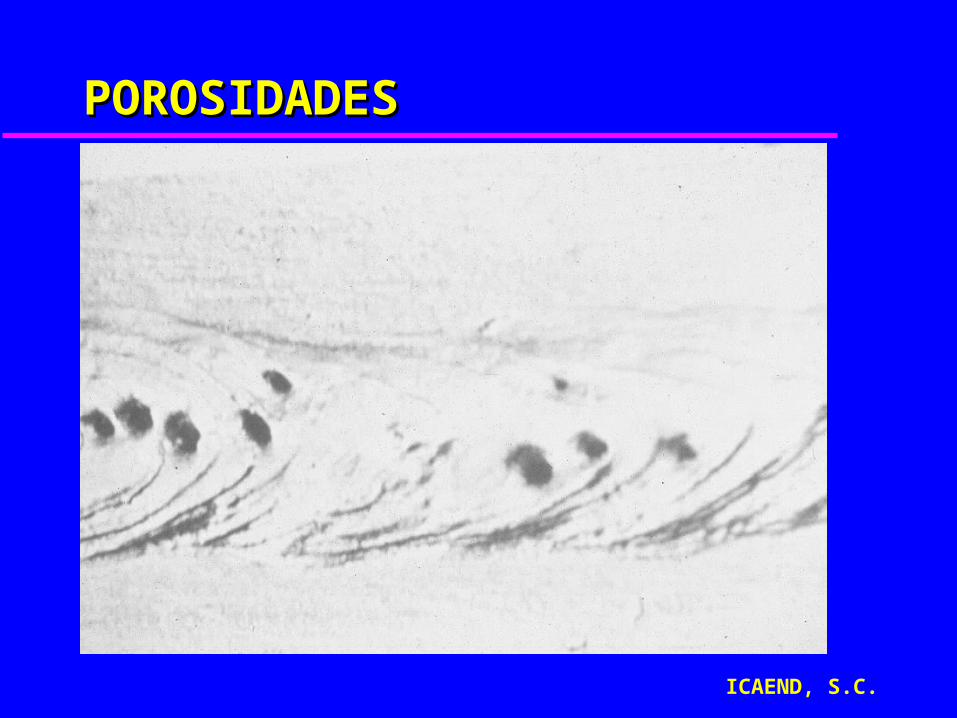
POROSIDADESPOROSIDADES

ICAEND, S.C.
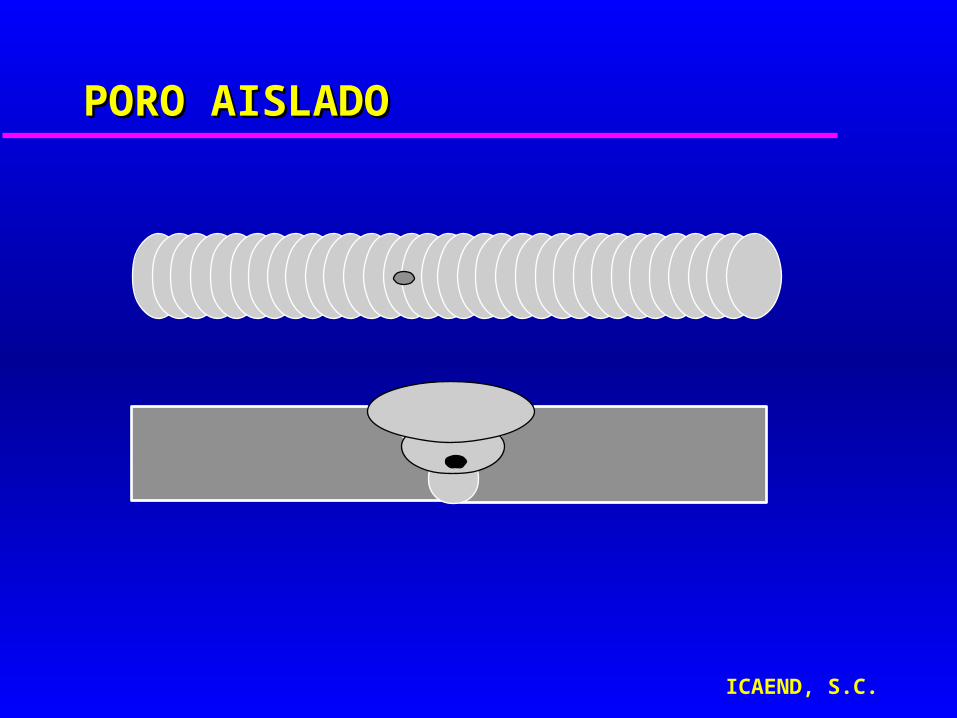
POROS AISLADOSPOROS AISLADOS
TIENDE A FORMAR INDICACIONES DE TIENDE A FORMAR INDICACIONES DE FORMA CIRCULARFORMA CIRCULAR
API 1104API 1104
LA MAXIMA DIMENSION PERMISIBLE ES DE 1/8” DE LA MAXIMA DIMENSION PERMISIBLE ES DE 1/8” DE DIAMETRO O 25% DEL ESPESOR DE LA PARED LO QUE DIAMETRO O 25% DEL ESPESOR DE LA PARED LO QUE SEA MENOR Y SE EVALUAN POR CARTA.SEA MENOR Y SE EVALUAN POR CARTA.
ASME ASME
LA EVALUACION DE ESTAS INDICACIONES DEBE HACERSE LA EVALUACION DE ESTAS INDICACIONES DEBE HACERSE DE ACUERDO CON EL APENDICE 4 DE ASME SEC VIII DIV 1.DE ACUERDO CON EL APENDICE 4 DE ASME SEC VIII DIV 1.
ICAEND, S.C.
PORO AISLADOPORO AISLADO

ICAEND, S.C.
POROSIDADADES AGLOMERADASPOROSIDADADES AGLOMERADAS
SON POROS QUE SE PRESENTAN CERCA SON POROS QUE SE PRESENTAN CERCA UNO DE OTRO Y SE EVALUAN POR AREA Y UNO DE OTRO Y SE EVALUAN POR AREA Y DIAMETRO DE LA INDICACIONDIAMETRO DE LA INDICACION
API 1104API 1104» LAS AGLOMERACIONES EN EL PASO FINAL NO DEBEN
EXCEDER DE 1/2” DE AREA. EL DIAMETRO DE LA POROSIDAD MAYOR EN UNA AGLOMERACION NO DEBE EXCEDER DE 1/16” DE DIAMETRO.
» EN 12” DE SOLDADURA LA LONGITUD DE LA AGLOMERACION NO DEBE EXCEDER DE 1/2”
» EN LOS DEMAS PASOS DEBEN CUMPLIR CON LA LIMITACION DE PORO AISLADO.

ICAEND, S.C.
POROS AGRUPADOSPOROS AGRUPADOS

ICAEND, S.C.
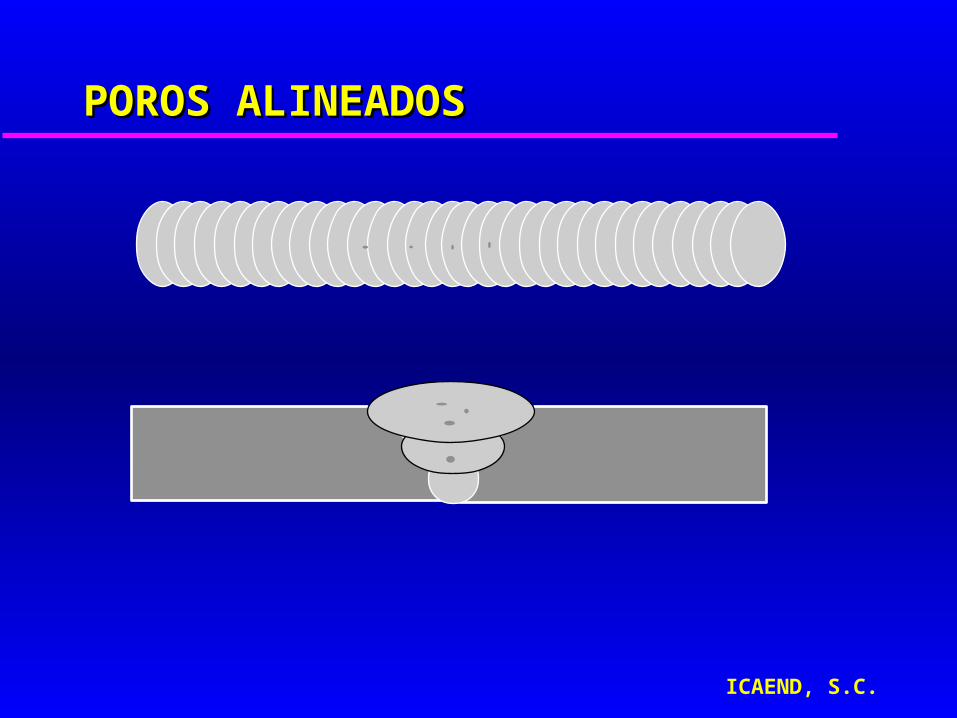
POROSIDADES ALINEADASPOROSIDADES ALINEADAS
ES UN TIPO DE POROSIDAD QUE SE FORMA ES UN TIPO DE POROSIDAD QUE SE FORMA EN LA RAIZEN LA RAIZ
API 1104API 1104» LA DIMENSION MAXIMA DE UNA INDICACION NO DEBE
EXCEDER DE 1/2”
» EN 12” DE SOLDADURA NO DEBEN EXCEDER DE 1/2” DE LONGITUD
» SI DOS INDICACIONES CERCANAS ENTRE SI, EXCEDEN DE 1/4” DE LONGITUD, DEBEN ESTAR SEPARADAS POR UN NINIMO DE 2” DE METAL SANO
ICAEND, S.C.
POROS ALINEADOSPOROS ALINEADOS
ICAEND, S.C.
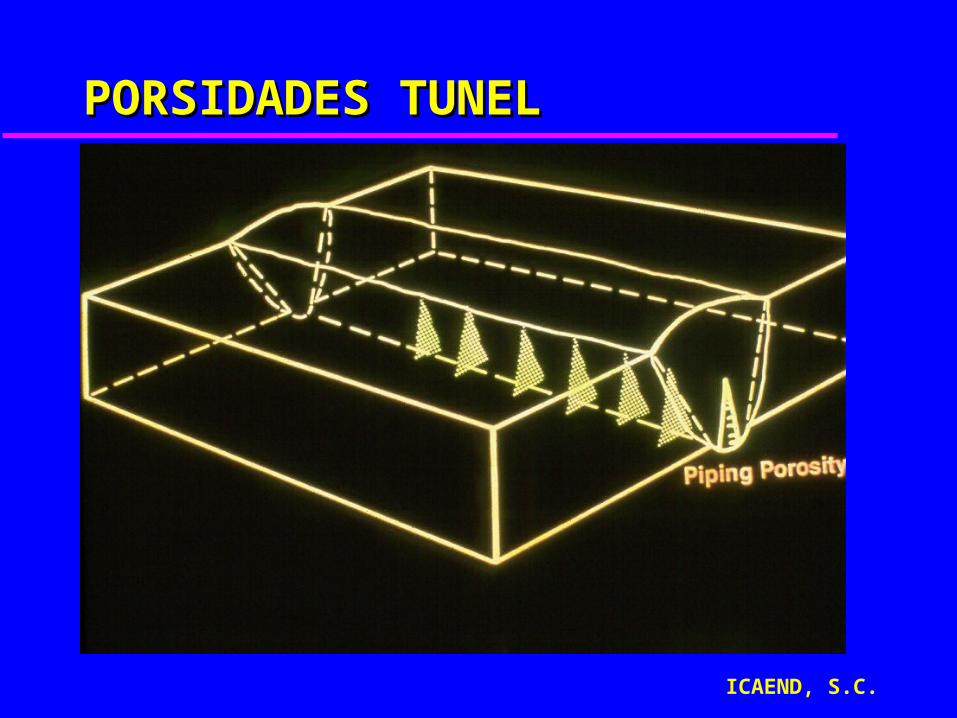
POROS TUNELPOROS TUNEL
ES UN TIPO DE PORO QUE ES ALARGADO Y ES UN TIPO DE PORO QUE ES ALARGADO Y CONICOCONICO
API 1104API 1104» SU DIMENSION NO DEBE EXCEDER DE 1/8” EN CUALQUIER
DIRECCION O 25% DEL ESPESOR DE LA PARED LO QUE SEA MENOR
» SU DISTRIBUCION SE EVALUA POR CARTA
» SE PUEDEN APLICAR CRITERIOS ESPECIALES DE RECHAZO.
ICAEND, S.C.
PORSIDADES TUNELPORSIDADES TUNEL

ICAEND, S.C.
PORO TUNEL (AGUJERO DE GUSANO)PORO TUNEL (AGUJERO DE GUSANO)

ICAEND, S.C.
PORO EN LA RAIZPORO EN LA RAIZ

ICAEND, S.C.
SOCAVADO EXTERNOSOCAVADO EXTERNO

ICAEND, S.C.
EXCESO DE PENETRACIONEXCESO DE PENETRACION

ICAEND, S.C.
INCLUSIONES DE ESCORIAINCLUSIONES DE ESCORIA
SE DEBEN AL ATRAPAMIENTO DE SE DEBEN AL ATRAPAMIENTO DE MATERIAL NO METALICO EN LA MATERIAL NO METALICO EN LA SOLDADURA, PUEDEN SER:SOLDADURA, PUEDEN SER:
EN FORMA DE LINEAS CONTINUAS, EN FORMA DE LINEAS CONTINUAS, INTERRUMPIDAS O PARALELAS.INTERRUMPIDAS O PARALELAS.
EN FORMA IRREGULAR EN GRUPO O AISLADAS.EN FORMA IRREGULAR EN GRUPO O AISLADAS.
ICAEND, S.C.
INCLUSIONES AISLADASINCLUSIONES AISLADAS
SON DE FORMA IRREGULAR Y DE SON DE FORMA IRREGULAR Y DE DISTRIBUCION AL AZAR EN LA SOLDADURADISTRIBUCION AL AZAR EN LA SOLDADURA
API 1104API 1104
» EL ANCHO MAXIMO NO DEBE EXCEDER DE 1/8”.
» EN 12 “ DE SOLDADURA, LA SUMA DE SU LONGITUD NO DEBE EXCEDER DE 1/2”.
» EN 12” DE SOLDADURA NO DEBE HABER MAS DE CUATRO INDICACIONES CON 1/8” DE ANCHO.
ICAEND, S.C.
INCLUSIONES AISLADASINCLUSIONES AISLADAS
ASMEASME
LA EVALUACION DE ESTAS INDICACIONES DEBE HACERSE SEGUN EL APENDICE 4 DE ASME SEC VIII DIV 1.

ICAEND, S.C.
INCLUSION DE ESCORIAINCLUSION DE ESCORIA
ICAEND, S.C.
INCLUSIONES ALARGADASINCLUSIONES ALARGADAS
SON AQUELLAS QUE FORMA UNA LINEA SON AQUELLAS QUE FORMA UNA LINEA CONTINUA O INTERRUMPIDACONTINUA O INTERRUMPIDA
API 1104API 1104» SUS DIMENSIONES NO DEBEN EXCEDER DE 2” DE LARGO
POR 1/16” DE ANCHO.
» EN 12” DE SOLDADURA NO DEBEN EXCEDER DE 2” DE LARGO POR 1/16” DE ANCHO.
» SI ESTAN EN FORMA PARALELA SE EVALUAN POR SEPARADO SI SU ANCHO EXCEDE DE 1/32”.

ICAEND, S.C.
INCLUSIONES ALARGADASINCLUSIONES ALARGADAS
ASMEASMESUS DIMENSIONES NO DEBEN EXCEDER DE:
» 1/4” DE LONGITUD PARA ESPESORES HASTA 3/4”.
» 1/3T PARA ESPESORES 3/4”<T>21/4”.
» 3/4” PARA ESPESORES MAYORES A 21/4”.

ICAEND, S.C.
LINEAS DE ESCORIA LINEAS DE ESCORIA (HUELLAS DE CARRETA)(HUELLAS DE CARRETA)

ICAEND, S.C.
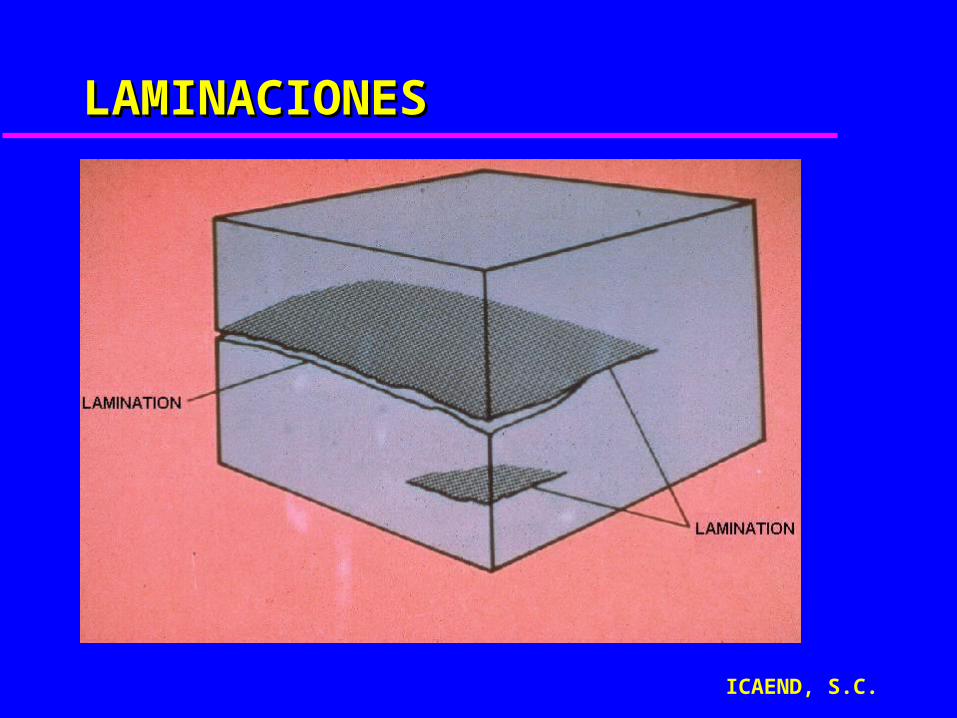
LAMINACIONESLAMINACIONES

ICAEND, S.C.
LAMINACIONESLAMINACIONES
ICAEND, S.C.
LAMINACIONESLAMINACIONES

ICAEND, S.C.
TREN DE LAMINACIONTREN DE LAMINACION

ICAEND, S.C.
TUBO LAMINADOTUBO LAMINADO

ICAEND, S.C.
SOCAVADOSSOCAVADOS

ICAEND, S.C.
SOCAVADOSOCAVADO

ICAEND, S.C.
SOCAVADOSOCAVADO

ICAEND, S.C.
SOCAVADOSOCAVADO

ICAEND, S.C.
GOLPES DE ARCOGOLPES DE ARCO

ICAEND, S.C.
ACUMULACION DE DISCONTINUIDADESACUMULACION DE DISCONTINUIDADES
API 1104API 1104 EXCEPTO EL SOCAVADO O EL DESALINEAMIENTO.EXCEPTO EL SOCAVADO O EL DESALINEAMIENTO. EN 12” DE SOLDADURA, ES MOTIVO DE RECHAZO LA EN 12” DE SOLDADURA, ES MOTIVO DE RECHAZO LA
PRESENCIA DE INDICACIONES CUYA SUMA DE PRESENCIA DE INDICACIONES CUYA SUMA DE LONGITUDES SEA MAYOR DE 2” O EL 8% DEL ESPESOR, LONGITUDES SEA MAYOR DE 2” O EL 8% DEL ESPESOR, LO QUE SEA MENOR.LO QUE SEA MENOR.

ICAEND, S.C.
DERECHOS DE LA COMPAÑIADERECHOS DE LA COMPAÑIA
““LA COMPAÑIA PUEDE RECHAZAR LA COMPAÑIA PUEDE RECHAZAR CUALQUIER SOLDADURA QUE CUALQUIER SOLDADURA QUE APARENTEMENTE CUMPLA CON APARENTEMENTE CUMPLA CON LOS PARAMETROS DE ACEPTACION LOS PARAMETROS DE ACEPTACION SI EN SU OPINION LA PROFUNDIDAD SI EN SU OPINION LA PROFUNDIDAD (MAGNITUD) DEL DEFECTO PUEDE (MAGNITUD) DEL DEFECTO PUEDE SER EN DETRIMENTO DE LA SER EN DETRIMENTO DE LA SOLDADURASOLDADURA””
»API 1104 ART 6.2

ICAEND, S.C.