1 cause and effect analysis: 1. fishbone diagram 2. cause and effect matrix
TRANSCRIPT

1
Cause and Effect Cause and Effect Analysis:Analysis:
1. Fishbone Diagram1. Fishbone Diagram2. Cause and Effect Matrix2. Cause and Effect Matrix

2
Cause and Effect Analysis
Learning ObjectivesLearning Objectives Define the relationship between Cause and
Effect
Explain use and construction of: Fishbone Diagram
Guidelines for Brainstorming
Cause and Effect Matrix
Learn how to integrate Fishbone Diagram and Cause & Effect Matrix into your Company SOPs

3
Cause and Effect Analysis
What do you mean by “ Cause & Effect”?What do you mean by “ Cause & Effect”?
CAUSEEvents/conditions
that led tothe problem
A PROBLEM WHICHHAS OCCURED
EFFECTSymptoms that
provide evidenceof the problem
A POTENTIALFUTURE PROBLEM
EFFECTSymptoms thatwould result
from the problem
CAUSEEvents/conditionsthat would lead to
the problem
Dave Wessel, “An Ounce of Prevention”, Quality Progress, Dec, 1998
(FMEA)

4
Cause and Effect Analysis
Cause - Effect RelationshipCause - Effect Relationship
CAUSEEvents/conditions
that led tothe problem
A PROBLEM WHICHHAS OCCURED
EFFECTSymptoms that
provide evidenceof the problem
ACTION
CO
RR
EC
TIVE
Elim
inates the
CA
US
E
of a problem
AD
AP
TIV
EL
imit
s th
eE
FF
EC
T o
f a
pro
ble
m o
r d
evia
tio
nDave Wessel, “An Ounce of Prevention”, Quality Progress, Dec, 1998

5
Fishbone Fishbone DiagramDiagram
6
Cause and Effect Analysis
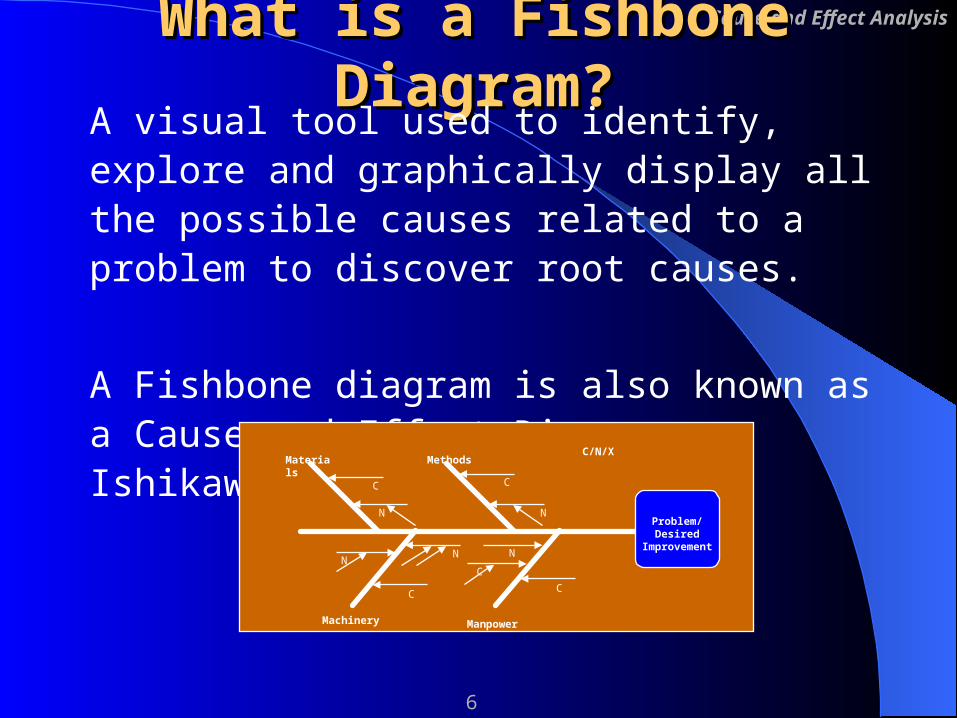
What is a Fishbone Diagram?What is a Fishbone Diagram?A visual tool used to identify, explore and graphically display all the possible causes related to a problem to discover root causes.
A Fishbone diagram is also known as a Cause and Effect Diagram or Ishikawa Diagram.
MethodsMaterials
Machinery Manpower
Problem/Desired
Improvement
C/N/X
C
C
C
N N
NNN
C
C

7
Cause and Effect Analysis
Dr Kaoru IshikawaDr Kaoru Ishikawa Quality control statistician Professor in University of Tokyo One of the pioneers of Japan’s quality
revolution in the 1940s Played major role in growth of QC circles Best known for formalizing use of
Cause-and-Effect Diagram Won the Deming Prize and Shewhart
Medal ASQ established the Ishikawa Medal to
recognize the human side of quality

8
Cause and Effect Analysis
Why Use Fishbone Diagrams?Why Use Fishbone Diagrams? To discover the most probable causes to a
problem (or effect)– Sometimes, the effect can be a desirable effect.– When something desirable has happened, it is
useful to find out what caused it so that you can make it happen again
To visual possible relationships between causes for a given problem under investigation

9
Cause and Effect Analysis
Constructing a Fishbone DiagramConstructing a Fishbone Diagram1. Establish what the problem (effect) is
It must be stated in clear and concise terms, agreed by everyone.
2. Write the effect on the head of the fish3. Decide the major categories of causes
Brainstorming Use standard categories such as 5M+E
(Machines, Materials, Methods, Manpower, Measurement & Environment)
Use major steps in the process if the effect is resulted from a recognizable process • See example????
Let’s create a Fishbone Diagram using MinitabLet’s create a Fishbone Diagram using Minitab

10
Cause and Effect Analysis
Constructing a Fishbone DiagramConstructing a Fishbone DiagramStat Quality Tools Cause-and-Effect

11
Cause and Effect Analysis
Constructing a Fishbone DiagramConstructing a Fishbone Diagram
Surface Flaws
Man
Machines
Materials
Methods
Measurements
Environment
Fishbone Diagram for Surface Flaws
Major categories of causes (or sometimes call major bones)
Problem (effect)at the “head of the fish”
List specific causes in each category
Why do we need to group the causes?Why do we need to group the causes?

12
Cause and Effect Analysis
Constructing a Fishbone DiagramConstructing a Fishbone Diagram4. Identify possible causes through Brainstorming
• Identify specific causes within each major category that may be affecting the problem.
Surface Flaws
Condensation
Moisture%
Inspectors
Microscopes
Micrometers
Brake
Engager
Angle
Suppliers
Lubricants
Alloys
Speed
Lathes
Bits
Sockets
Operators
Training
Supervisors
Shifts
Personnel
Machines
Materials
Methods
Measurements
Environment
Fishbone Diagram for Surface Flaws
3. Continue asking: ‘Why is this happening?’ until you no longer get useful information.
Machine feedrate
Machine rpm
Brand of bit
Size of bit
2. Repeat this procedure with each specific cause to produce sub-causes.
1. The team should ask : ‘What are the machine issues affecting/causing the problem?’
PrecisionAccuracy
Calibration Method
Calibration Interval
When do we know we have reached the root cause ?

13
Cause and Effect Analysis
Analyzing a Fishbone DiagramAnalyzing a Fishbone Diagram 5. When brainstorming session is completed, every
cause should be labeled as either a “C”, “N” or “X”.
C variables that must be held as constant as possible and require standard operating procedures to insure consistency
N variables that are noise or uncontrolled variables and cannot be cheaply/easily held constant
X variables considered to be KPIVs and need to be experimented to determine what influence each has on the output and what their optimal settings should be to achieve customer-desired performance

14
Cause and Effect Analysis
Analyzing a Fishbone DiagramAnalyzing a Fishbone Diagram6. The team should analyze and zoom in those
“most likely causes”.
Helpful HintLook out for causes that appear in more than one category. They may be the “most likely causes”.
7. The most likely causes should be prioritized for further investigation.

15
Cause and Effect Analysis
Example of how fishbone diagram can be used in SCAR.
Received complaint/reject
from customer, in-house or supplier.
Hold meeting with relevant
departments (if necessary)
-receive CAR reply from production- reply to customer
Follow up on CAR
Generate report for
management review
QA personnel verify the defects.
Issue CAR to production.
Purge in-house stock
Fishbone diagram can be used here to brainstorm/ identify root causes
1. Fishbone diagram can be used here to brainstorm/ identify root causes.
2. To prioritize and work on most likely causes.
Section of SCAR Procedure
Integrating Fishbone Diagram into SOPsIntegrating Fishbone Diagram into SOPs
Should also update Fishbone diagram

16
Cause and Effect Analysis
5.4.2.4 It is the responsibility of the EA of CMM section to set-up the trend-tests forout-of-control in the "SPC" software.
5.4.2.5 The E.A/Supervisor of the 'CMM' section shall monitor the X-R Charts on thecomputer and look-out for out-of-control situation. When out-of-control is detected, he shall analyse the subgroup data, the histogram and the prevailing Cpk value,based on these he shall decide the action to take. When the situation necessitates, a "PCAR" shall be issued to the Production E.A/Supervisor.
5.4.2.6 The Production Supervisor/E.A shall analyze the problem and take corrective actions on the process concerned, after which, new samples shall be submitted for measurement. When the problem has been rectified, Production Supervisor/EAshall write in the "PCAR" form, the corrective actions taken and return the form to the E.A or Supervisor of "CMM" section.
Example of how fishbone diagram can be used in SPC control
Section of SPC Control Procedure
Fishbone diagram can be used here to brainstorm/ identify root causes
Integrating Fishbone Diagram into SOPsIntegrating Fishbone Diagram into SOPs
17
Cause and Effect Analysis
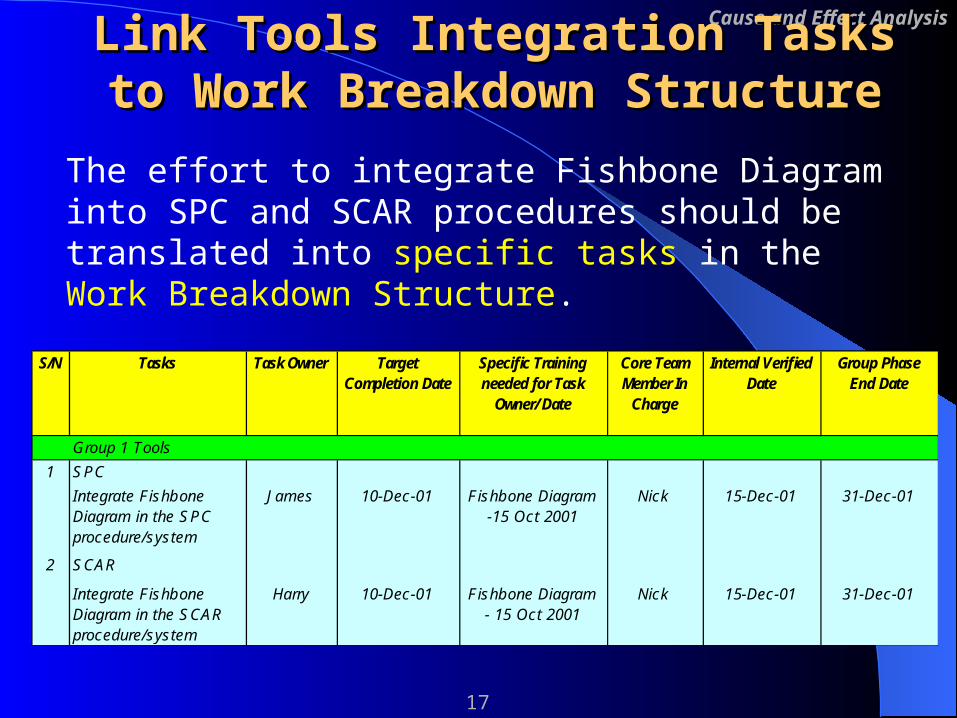
The effort to integrate Fishbone Diagram into SPC and SCAR procedures should be translated into specific tasks in the Work Breakdown Structure.
S/N Tasks Task Owner Target Completion Date
Specific Training needed for Task
Owner/ Date
Core Team Member In
Charge
Internal Verified Date
Group Phase End Date
Group 1 Tools
1 SPC
Integrate Fishbone Diagram in the SPC procedure/system
James 10-Dec-01 Fishbone Diagram -15 Oct 2001
Nick 15-Dec-01 31-Dec-01
2 SCAR
Integrate Fishbone Diagram in the SCAR procedure/system
Harry 10-Dec-01 Fishbone Diagram - 15 Oct 2001
Nick 15-Dec-01 31-Dec-01
Link Tools Integration Tasks to Work Link Tools Integration Tasks to Work Breakdown StructureBreakdown Structure
18
Cause & Effect Cause & Effect MatrixMatrix
19
Cause and Effect Analysis
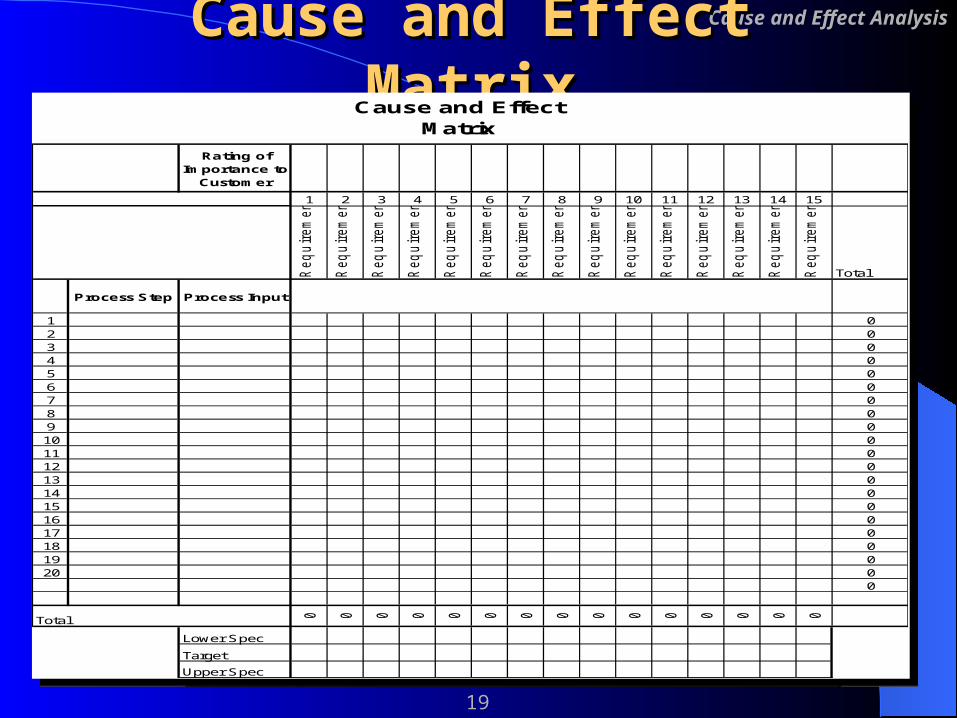
Cause and Effect MatrixCause and Effect Matrix
Rating of Importance to
Customer
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Total
Process Step Process Input
1 02 03 04 05 06 07 08 09 010 011 012 013 014 015 016 017 018 019 020 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Lower Spec
Target
Upper Spec
Cause and Effect Matrix
Rating of Importance to
Customer
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Req
uir
em
en
t
Total
Process Step Process Input
1 02 03 04 05 06 07 08 09 010 011 012 013 014 015 016 017 018 019 020 0
0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Lower Spec
Target
Upper Spec
Cause and Effect Matrix
20
Cause and Effect Analysis
Description: Cause and Effects MatrixDescription: Cause and Effects Matrix Simple QFD (Quality Function Deployment) matrix. Used to relate and prioritize X’s to customer Y’s through
numerical ranking using the process map as the primary source.
Y’s are scored as importance to the customer X’s are scored as to relationship to outputs
This is the team’s first stab at determining Y = f(X)
ResultsResults Pareto of Key Inputs to evaluate in the FMEA and Control Plans Input into the Capability Study Input into the initial evaluation of the Process Control Plan
21
Cause and Effect Analysis
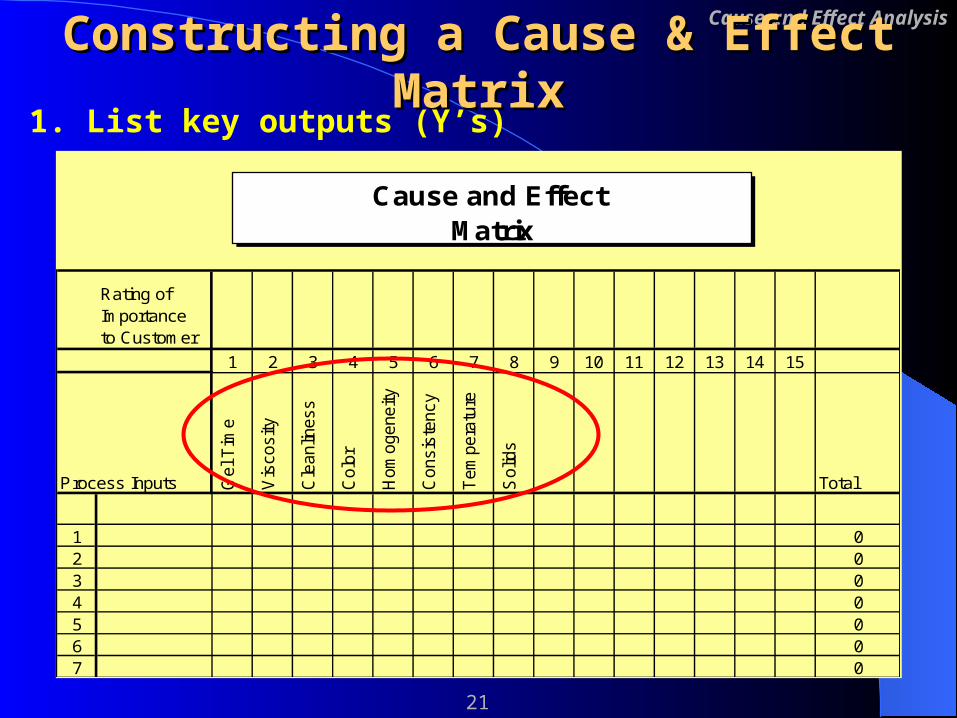
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix1. List key outputs (Y’s)
Rating of Importance to Customer
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel T
ime
Vis
cosity
Cle
anlin
ess
Colo
r
Hom
ogeneity
Consis
tency
Tem
pera
ture
Solid
s
Total
1 02 03 04 05 06 07 0
Cause and Effect Matrix

22
Cause and Effect Analysis
2. Rank Y’s with respect to customer importance
Rating of Importance to Customer
9 9 7 10 10 9 3 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel
Tim
e
Vis
cosi
ty
Cle
anlin
ess
Col
or
Hom
ogen
eity
Con
sist
ency
Dig
ets
Tim
e
Tem
pera
ture
Sol
ids
Total
1 02 03 04 05 06 07 08 0
Cause and Effect Matrix
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix

23
Cause and Effect Analysis
3. List key inputs (X’s)
Rating of Importance to Customer
9 9 7 10 10 9 3 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel Tim
e
Vis
cosity
Cle
anlin
ess
Colo
r
Hom
ogeneity
Consis
tency
Dig
ets
Tim
e
Tem
pera
ture
Solid
s
Total
1Scales Accuracy
0
2Preheating DICY TK
0
3DMF Load Accuracy
0
4DMF Cleanliness
0
5DMF Raw Materials
0
6DICY Load Accuracy
0
7DICY Envir. Factors
0
8DICY Raw Materials
0
9DICY Mixer Speecd
0
Input Variables
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix

24
Cause and Effect Analysis
You are ready to correlate customer requirements to the process input variables
Avoid confusion and inconsistency by establishing scoring criteria:
0 = no correlation1 = the process effect only remotely affects the customer
requirement4 = The input variable has a moderate effect on the
customer requirement9 = The input variable has a direct and strong effect on the
customer requirements
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix
Note: Not recommended to use more than 5 different criteria.

25
Cause and Effect Analysis
4. Relate X’s to Y’sRating of Importance to Customer
9 9 9 10 10 9 2 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel Tim
e
Vis
cosity
Cle
anliness
Colo
r
Hom
ogeneity
Consis
tency
Dig
ets
Tim
e
Tem
pera
ture
Solids
Total
1Scales Accuracy
9 9 3 1 1 9 1 1 9 348
2Preheating DICY TK
1 1 1 1 1 1 1 1 1 66
3DMF Load Accuracy
3 9 1 1 1 9 1 3 9 255
4DMF Cleanliness
1 1 5 1 1 1 1 1 1 102
5DMF Raw Materials
1 1 1 1 1 1 1 1 1 66
6DICY Load Accuracy
9 9 1 1 1 9 1 1 1 282
7DICY Envir. Factors
9 5 3 1 1 9 1 1 1 247
8DICY Raw Materials
8 5 1 1 1 9 1 1 2 242
9DICY Mixer Speecd
1 1 1 1 7 1 1 1 1 126
Y’s
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix
X’s

26
Cause and Effect Analysis
Rating of Importance to Customer
9 9 9 10 10 9 2 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel Tim
e
Vis
cosity
Cle
anliness
Colo
r
Hom
ogeneity
Consis
tency
Dig
ets
Tim
e
Tem
pera
ture
Solids
Total
1Scales Accuracy
9 9 3 1 1 9 1 1 9 348
2Preheating DICY TK
1 1 1 1 1 1 1 1 1 66
3DMF Load Accuracy
3 9 1 1 1 9 1 3 9 255
4DMF Cleanliness
1 1 5 1 1 1 1 1 1 102
5DMF Raw Materials
1 1 1 1 1 1 1 1 1 66
6DICY Load Accuracy
9 9 1 1 1 9 1 1 1 282
7DICY Envir. Factors
9 5 3 1 1 9 1 1 1 247
8DICY Raw Materials
8 5 1 1 1 9 1 1 2 242
9DICY Mixer Speecd
1 1 1 1 7 1 1 1 1 126
5. Cross-multiply and add
Key inputs are now ranked in importance with respect to the key outputs
Constructing a Cause & Effect MatrixConstructing a Cause & Effect Matrix
So??
27
Cause and Effect Analysis
Rating of Importance to Customer
9 9 7 10 10 9 3 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Process Inputs Gel
Tim
e
Vis
cosi
ty
Cle
anlin
ess
Col
or
Hom
ogen
eity
Con
sist
ency
Dig
ets
Tim
e
Tem
pera
ture
Sol
ids
Total
1Scales Accuracy
9 8 2 1 1 9 1 1 8 321
2Preheating DICY TK
1 1 1 1 1 1 1 1 1 65
3DMF Load Accuracy
3 8 1 1 1 8 1 3 8 255
4DMF Cleanliness
1 1 4 2 1 2 1 1 1 105
5DMF Raw Materials
1 1 1 1 1 2 1 1 1 74
6DICY Load Accuracy
9 7 1 1 1 9 1 1 2 269
7DICY Envir. Factors
8 5 3 1 1 8 1 1 2 247
8DICY Raw Materials
8 5 1 1 1 9 1 1 2 242
9DICY Mixer Speecd
1 1 1 1 7 1 1 1 1 125
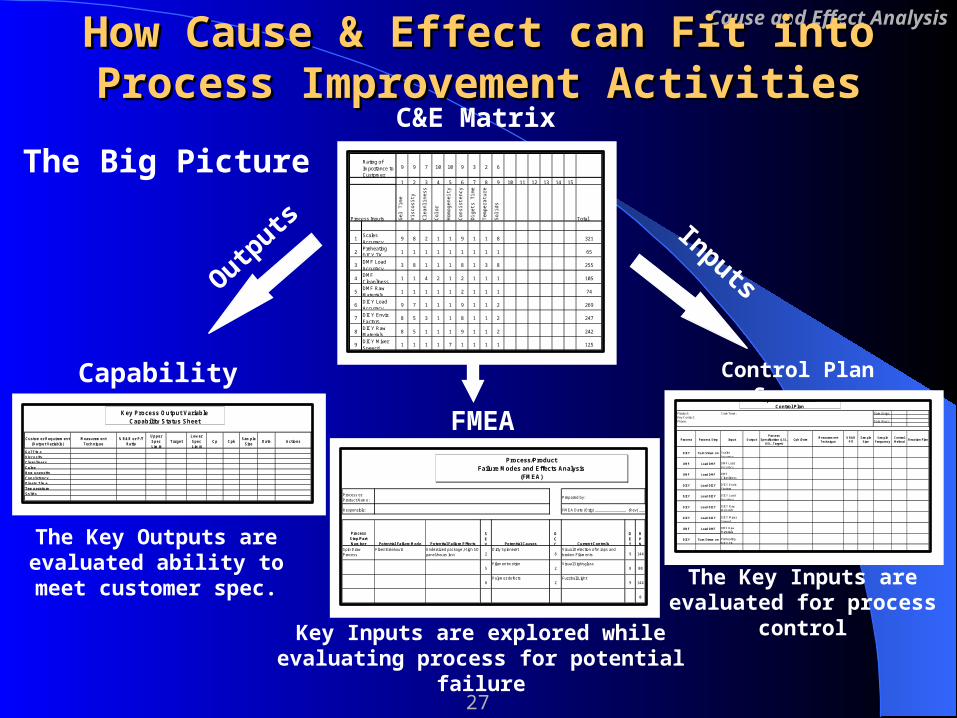
C&E Matrix
FMEA
Process or Product Name:
Prepared by:
Responsible: FMEA Date (Orig) ______________ (Rev) _____________
Process Step/Part Number Potential Failure Mode Potential Failure Effects
SEV Potential Causes
OCC Current Controls
DET
RPN
Spin Draw Process
Fiber Breakouts Undersized package, High SD panel-hours lost 2
Dirty Spinneret8
Visual Detection of Wraps and broken Filaments 9 144
5Filament motion
2Visual Sight-glass
8 80
8Polymer defects
2Fuzzball Light
9 144
0
Process/Product Failure Modes and Effects Analysis
(FMEA)
Capability Summary
Custom er Requirem ent (Output Variable)
M easurem ent Technique
% R&R or P/T Ratio
Upper Spec Lim it
TargetLower Spec Lim it
Cp CpkSam ple
SizeDate Actions
Gel Tim eViscosityCleanlinessColorHom ogeneityConsistencyDigets Tim eTem peratureSolids
Key Process Output VariableCapability Status Sheet
The Key Outputs are evaluated ability to meet
customer spec.
Control Plan Summary
Product: Core Team: Date (Orig):Key Contact:Phone: Date (Rev):
Process Process Step Input OutputProcess
Specification (LSL, USL, Target)
Cpk /Date Measurement
Technique%R&R
P/TSample
SizeSample
FrequencyControl Method
Reaction Plan
DICY Turn Steam on Scales Accuracy
DMF Load DMF DMF Load Accuracy
DMF Load DMF DMF Cleanliness
DICY Load DICY DICY Envir. Factors
DICY Load DICY DICY Load Accuracy
DICY Load DICY DICY Raw Materials
DICY Load DICY DICY Mixer Speecd
DMF Load DMF DMF Raw Materials
DICY Turn Steam on Preheating DICY TK
Operational ExcellenceControl Plan
The Key Inputs are evaluated for process
controlKey Inputs are explored while evaluating process for potential failure
Outputs Inputs
How Cause & Effect can Fit into Process How Cause & Effect can Fit into Process Improvement ActivitiesImprovement Activities
The Big Picture
28
Cause and Effect Analysis
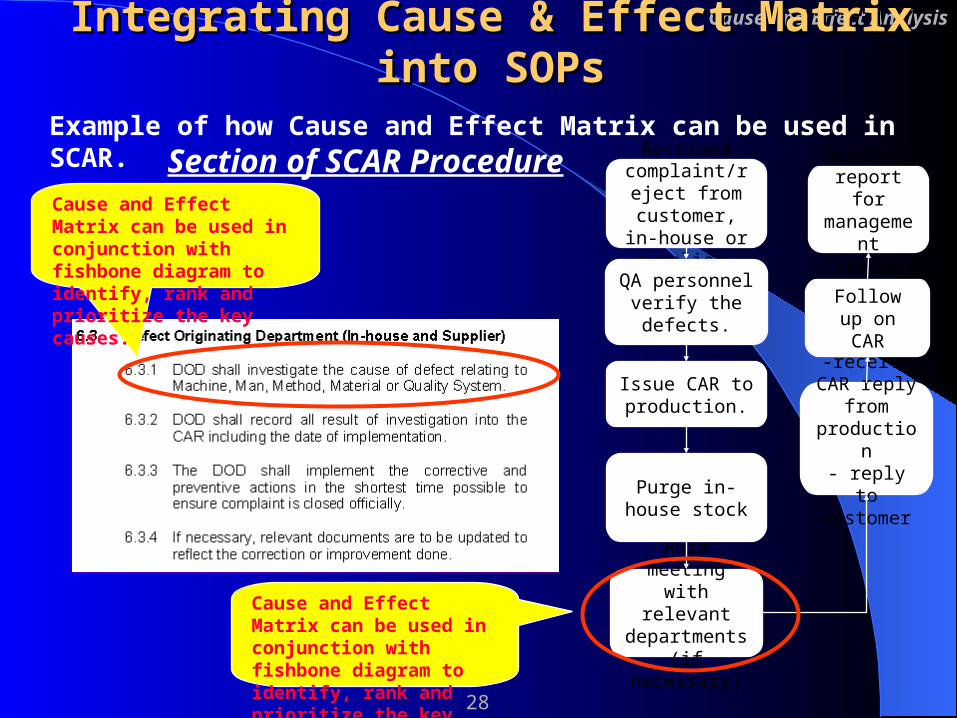
Example of how Cause and Effect Matrix can be used in SCAR.
Received complaint/reject
from customer, in-house or supplier.
Hold meeting with relevant
departments (if necessary)
-receive CAR reply from production- reply to customer
Follow up on CAR
Generate report for
management review
QA personnel verify the defects.
Issue CAR to production.
Purge in-house stock
Cause and Effect Matrix can be used in conjunction with fishbone diagram to identify, rank and prioritize the key causes.
Section of SCAR Procedure
Integrating Cause & Effect Matrix into SOPsIntegrating Cause & Effect Matrix into SOPs
Cause and Effect Matrix can be used in conjunction with fishbone diagram to identify, rank and prioritize the key causes.

29
Cause and Effect Analysis
5.4.2.4 It is the responsibility of the EA of CMM section to set-up the trend-tests forout-of-control in the "SPC" software.
5.4.2.5 The E.A/Supervisor of the 'CMM' section shall monitor the X-R Charts on thecomputer and look-out for out-of-control situation. When out-of-control is detected, he shall analyse the subgroup data, the histogram and the prevailing Cpk value,based on these he shall decide the action to take. When the situation necessitates, a "PCAR" shall be issued to the Production E.A/Supervisor.
5.4.2.6 The Production Supervisor/E.A shall analyze the problem and take corrective actions on the process concerned, after which, new samples shall be submitted for measurement. When the problem has been rectified, Production Supervisor/EAshall write in the "PCAR" form, the corrective actions taken and return the form to the E.A or Supervisor of "CMM" section.
Example of how Cause & Effect Matrix can be used in SPC control
Section of SPC Control Procedure
Integrating Cause & Effect Matrix into SOPsIntegrating Cause & Effect Matrix into SOPs
Cause and Effect Matrix can be used in conjunction with fishbone diagram to identify, rank and prioritize the key causes.

30
Cause and Effect Analysis
The effort to integrate Cause & Effect Matrix into SPC and SCAR procedures should be translated into specific tasks in the Work Breakdown Structure.S/N Tasks Task Owner Target
Completion DateSpecific Training needed for Task
Owner/ Date
Core Team Member In
Charge
Internal Verified Date
Group Phase End Date
Group 1 Tools
1 SPC
Integrate Cause and Effect Matrix in the SPC procedure/ system
Dick 10-Dec-01 Fishbone Diagram -15 Oct 2001
Cause & Effect Matrix
-15 Oct 2001
Nick 15-Dec-01 31-Dec-01
2 SCAR
Integrate Cause and Effect Matrix in the SCAR procedure/ system
Mary 10-Dec-01 Fishbone Diagram -15 Oct 2001
Cause & Effect Matrix
-15 Oct 2001
Nick 15-Dec-01 31-Dec-01
Link Tools Integration Tasks to Work Link Tools Integration Tasks to Work Breakdown StructureBreakdown Structure

31
Cause and Effect Analysis
End of TopicEnd of Topic
Any question?Any question?

32
Cause and Effect Analysis
Product/Manufacturing Example
NLA
Measurem ent
Method
Machine
Man
Material
S ettling o f S lu rryP artic les (C )
S lu rry F low R a te (C ) R a (C ) L ine D ens ity (C ) T ex tu re
T em pera tu re (C )
P rogram used (N ) S kew (N ) P U P ad (C ) S on ic pow er (C ) T ex tu re
T em pera tu re (C ) C a lib ra tion (N )
S lu rry S tirr ing P rocedure (C ) S oak T im e (C ) S tagg ing T im e (N ) T rans fe r T im e (C ) C om p liance to P rocedures (C )
S ettling o f P a rtic les (C ) S lu rry S tirr ing P rocedures (C ) P rogram used (N ) S peed A d jus tm en t (C ) U ltrason ic on /o ff (C ) S oak T im e (C ) S tagg ing T im e (N ) T rans fe r T im e (C ) T ex tu re T em pera tu re (C ) C oncen tra tion o f C hem ica (C ) T ape S peed (C ) S lu rry F low R a te (C ) T ex tu re P ressu re (C )
S lu rry T ype (C ) S ubs tra te (C ) T ape T ype (C ) S urfac tan t T ype (C ) P U P ad (C )
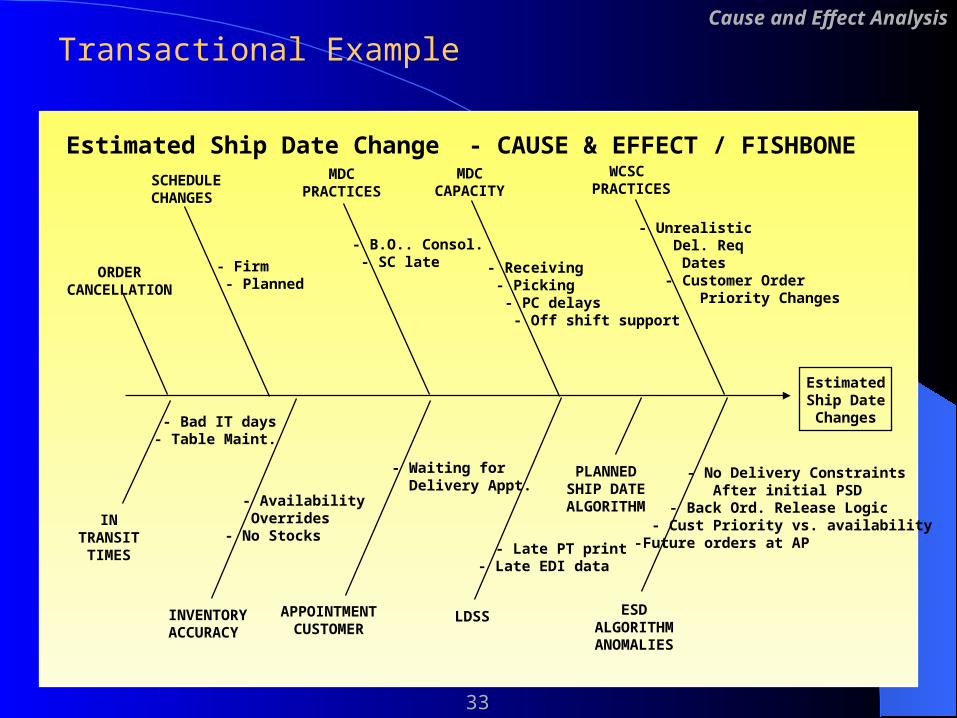
33
Cause and Effect Analysis
EstimatedShip DateChanges
WCSC PRACTICES
INTRANSIT
TIMES
INVENTORYACCURACY
APPOINTMENTCUSTOMER
PLANNEDSHIP DATE
ALGORITHM
MDCCAPACITY
ESDALGORITHMANOMALIES
ORDERCANCELLATION
SCHEDULECHANGES
MDCPRACTICES
- Unrealistic Del. Req Dates - Customer Order Priority Changes
- Receiving - Picking - PC delays - Off shift support
LDSS
- Firm - Planned
- B.O.. Consol. - SC late
- Bad IT days- Table Maint.
- Availability Overrides- No Stocks
- Waiting for Delivery Appt.
- Late PT print- Late EDI data
Estimated Ship Date Change - CAUSE & EFFECT / FISHBONE
- No Delivery Constraints After initial PSD - Back Ord. Release Logic - Cust Priority vs. availability -Future orders at AP
Transactional Example

34
Why Use Brainstorming?• A tool for the Team (not individual)• A method to generate a lot of ideas• Two persons’ knowledge and ideas are always more than an individual’s• Input for other C&E tools• Active participation
?
??
?
? ?A technique to A technique to
generate a large generate a large number of ideas or number of ideas or
possibilities in a possibilities in a relatively short time relatively short time
frame.frame.
Brainstorming
35
Cause and Effect Analysis
How to Conduct a Brainstorming SessionHow to Conduct a Brainstorming SessionTeam Makeup Experts “Semi” experts Implementers Analysts Technical staff who will run the experiment Operators
Discussion Rules Suspend judgement Strive for quantity Generate wild ideas Build on the ideas of others
Leader’s rules for Brainstorming Be enthusiastic Capture all the ideas Make sure you have a good skills mix Push for quantity Strictly enforce the rules Keep intensity high Get participation from everybody

36
Cause and Effect Analysis
How do we know when we have reached ROOT CAUSE ?
Root Cause is the lowest cause in a chain of cause and effect at which we have some capability to cause the break It’s within our capability to unilaterally control, or to influence, changes to the cause
Root CauseRoot Cause
Base castings leak at mounting screw holeSuppliers leak test may not detect porosity leak
Products are failing for contamination
Suppliers have different leak test processes
No standard process for supplier leak test
WHY?
WHY?
WHY?
WHY?Can I cause the break if I stop here?

37
Cause and Effect Analysis
Span of Control / Sphere of InfluenceSpan of Control / Sphere of Influence
SPHERE OF INFLUENCE(Influence or persuasion only)
SPAN OF CONTROL(Full authority)
OUTSIDE, UNCONTROLLEDENVIRONMENT
Before we begin, we must establish the context in which the Cause-Effect will be used.
Span of Control - areas where we have a high degree of control over parts or functions, virtually complete authority to change anything
Sphere of Influence - areas where we can influence things to varying degrees but don’t have direct control.
Outside Environment - where we have neither control nor influence
38
Cause and Effect Analysis
Points to Note for Fishbone DiagramPoints to Note for Fishbone Diagram
Treat the cause-and-effect diagram as a living document
As new variables are discovered, update the cause-and-effect diagram
After your experimental investigations, when you have optimized the “X” factors, and implemented control, update them to “C”.
Therefore, ideally, when the fishbone diagram has more “C”s, the better we can control the effect and improve its performance measure.