(1) evporator femina - ch302 heat transfer operations a river; cane sugar juice is evaporated to...
TRANSCRIPT
1
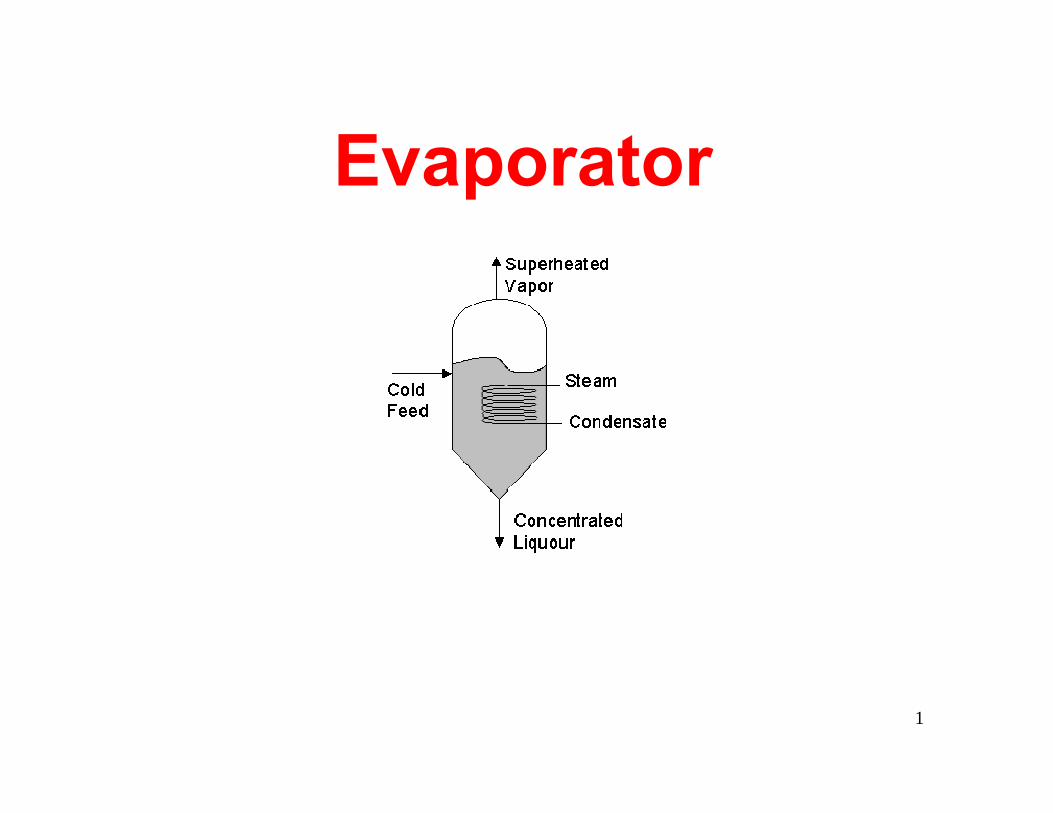
Evaporator
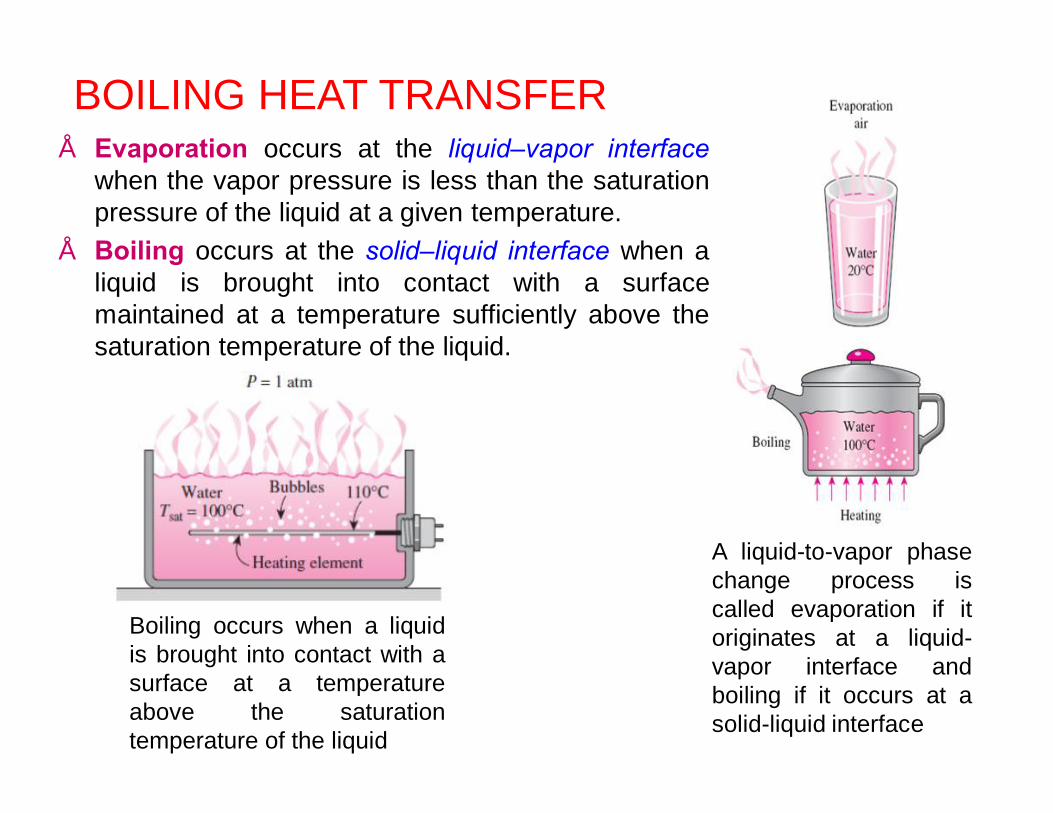
BOILING HEAT TRANSFER• Evaporation occurs at the liquid–vapor interface
when the vapor pressure is less than the saturationpressure of the liquid at a given temperature.
• Boiling occurs at the solid–liquid interface when aliquid is brought into contact with a surfacemaintained at a temperature sufficiently above thesaturation temperature of the liquid.
A liquid-to-vapor phasechange process iscalled evaporation if itoriginates at a liquid-vapor interface andboiling if it occurs at asolid-liquid interface
Boiling occurs when a liquidis brought into contact with asurface at a temperatureabove the saturationtemperature of the liquid
3
EvaporationEvaporation is a special case of heat transfer to a boiling liquid.
Evaporation means vaporization of a liquid or that of a solvent from asolution, slurry or suspension of solid in a liquid. e.g. water evaporatesfrom a river; cane sugar juice is evaporated to concentrate it
Evaporation means removal of a part of the solvent from a solution of anon-volatile solute by vaporization.
Objectives: is to concentrate the solution
e.g. Concentration of cane sugar juice in a sugar plantConcentration of an aqueous solution of ammonium sulphate in afertilizer plantConcentration of dilute recycled sodium hydroxide in an aluminaplant and many others
4
EvaporationAim:
To concentrate a non-volatile solute (solute has negligible volatility)such as organic compounds, inorganic salts, acids or bases from asolvent.
e.g. evaporation of a dilute solution of glycerine (called sweet water)obtained from a fat saponification unit for the manufacture of soap. Itis called evaporation because glycerine has a much lower volatilitycompared to that of water
Common solutes:Caustic soda, Caustic potash, sodium sulfate, sodium chloride,phosphoric acid and urea
Common solvent:Water
5
MTO Distillation The components of a solution are separated dependingupon their distribution between vapor and liquid phasesbased on the difference of relative volatility of thesubstances.OR a solution containing more than one volatilecompound is vaporized (in a reboiler) and thecomponents are separated thereafter in distillationcolumn.
MTO Drying Removal of moisture from a substance in presence of ahot gas stream to carry away the moisture leaving asolid residue as the product is called drying.
OREntire solvent is vaporized out from a solution leaving asolid residue as the product, the operation is calleddrying.Milk is spray dried to produce milk powder and adetergent formulation is spray dried to get the detergentpowder.
HTO Evaporation It is normally stopped before the solute starts toprecipitate in the operation of an evaporator.
6
HTO Evaporation Evaporation of solution is an essential step in theoperation of a crystallization unit. In crystallization,the solution is evaporated to make it supersaturated.Crystal grow in the supersaturated solution.
Food, pulp and paper, pharmaceuticals, finechemicals, organic and inorganic chemicals, polymeretc.
Evaporation CrystallizationVaporizing solvent is themain function
Crystalline product andcrystal growth is mainfunction
Design of evaporator depends upon characteristics of solute andsolvent. The solute can be heat sensitive, can have tendency topolymerize or agglomerate on heat transfer surface.
Solvent can be viscous liquid or emulsion which can break down.All these parameters have to be considered while selecting anddesigning an evaporator.
7
Invention of Evaporators
Norbert Rillieux is famous for his invention of the multiple effect panevaporator for sugar refining process in 1881.
Rillieux was born in New Orleans, Louisiana in 1806. He used thesteam generated from one pan to heat the sugar juice in the next panfor energy efficient means of water evaporation.
8
Classification of Evaporators
Equipment, in which evaporation is performed, is known as evaporator.
The evaporators used in chemical process industries are heated bysteam and have tubular surface.
An adequate number of tubes are provided through which the solutioncirculates.
The solution is circulated in the tube and the tubes are heated bysteam.
In general the steam is the saturated steam and thus it condenses onthe outer tube surface in order to heat the tube..
9
Classification of Evaporators
The velocity of circulation of the solution through the tubes should bereasonably high so that (i) a high inside heat transfer coefficient isattained and (ii) formation of deposits or scales on the inner surface isreduced.
Circulation may be caused by density gradient of the solution in thevertical tubes or by an external mechanical means like a pump.
Accordingly, most evaporators are broadly classified as:(1) Natural circulation and(2) Forced circulation.
10
Classification of Evaporators
Evaporation can be divided into three categories on the basis of boilingphenomena
(i) Pool boiling: In this phenomena bulk or pool of liquid boils.Examples are kettle boiling, natural circulation boiling units,thermo siphon reboilers in distillation
(ii) Convection heating and boiling: example is forced circulationboiling units
(i) Film evaporation: In film evaporation, a thin liquid film ismaintained on the heating surface
11
Classification of Evaporators
Evaporators can be classified as:
Solar Evaporator Batch Pan EvaporatorNatural Circulation Evaporator Short Tube Vertical Evaporator
Horizontal Tube Evaporator Basket Type Evaporator
Long Tube Vertical Evaporator Forced circulation Evaporator
Rising Film Evaporator Falling Film EvaporatorAgitated Thin Film Evaporator Horizontal Spray Film EvaporatorPlate Type Evaporator Vapor Compression evaporator
12
Types of Evaporators
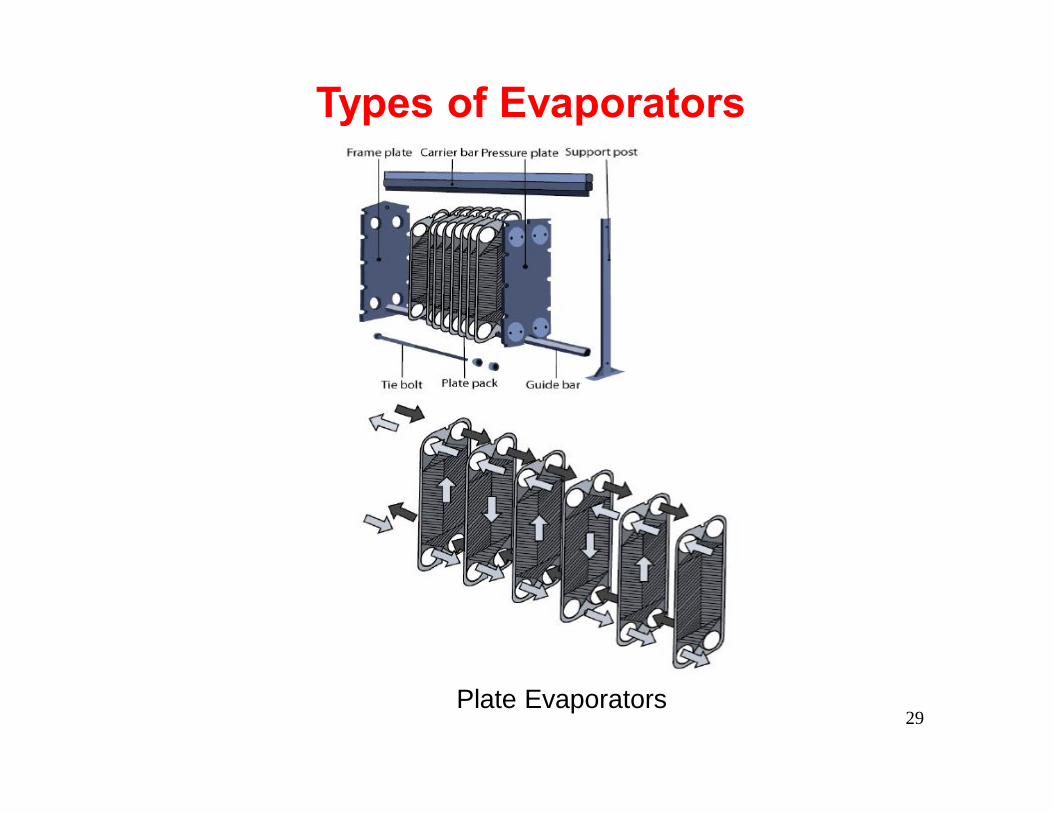
Evaporator consists of a heat exchanger for boiling the solution withspecial provisions for separation of liquid and vapour phases.
Most of the industrial evaporators have tabular heating surface.
The tubes may be horizontal or vertical, long or short, the liquid maybe inside or outside the tubes.
Natural circulation evaporator1. Calandria type or short tube
evaporator2. Long tube vertical evaporator
Forced circulation evaporator
Falling film evaporator
13
Solar Evaporator
In this evaporator, solar energy is the heating source.
Production of sodium chloride from seawater or brine by concentrationin large ponds has been practiced all around the world.
Crystallization is done in large open tanks.
The process depends upon solar radiation intensity, weather, humidityand wind velocity.
It is the cheapest evaporation process because solar energy is free ofcost.
14
Batch Pan EvaporatorWhen small quantities of solutions are to be concentrated, batch panevaporator is the choice.
Production of jams and jellies, fruit juice concentration, production ofsome pharmaceutical products is done in these unit.
The pan can be provided with a jacket or coil for circulating heatingmedium.
This unit can be provided agitation.
These are small units having restricted heat transfer area.
In these units high temperature difference cannot be used due topossibility of degradation of product and fouling of the heat transfersurface.
These are useful for small capacity batch operation.
15
Natural Circulation Evaporator
As the name indicates, the circulation of the solution is natural and thedensity difference derives it.
The solution gets heat up and partially vaporized as it flows up thetubes.
The heated liquid flows up because of the density difference.
Vapor-liquid disengagement occurs above the tube.
Thick liquor comes down from this down comer and withdrawn fromthe bottom.
The natural-circulation evaporators may be used if the solution is quitedilute.
16
Natural Circulation Evaporator
In the dilute solution the natural circulation will be at sufficient speed.
It may also be used when the solution does not have suspended solidparticles.
As the solution stays in the tube for larger time, the solution should not beheat sensitive.
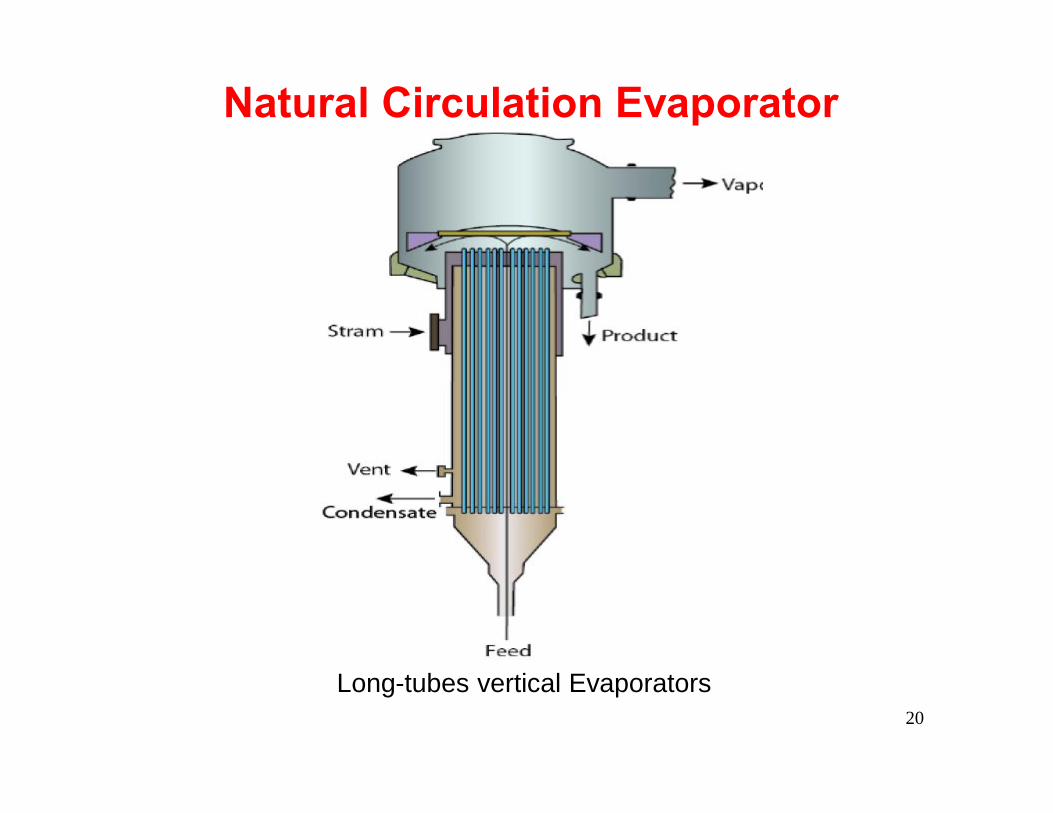
The Calandria type or short-tube evaporators have short tubes as comparedto the long tube evaporators.
The short-tube evaporation uses circulation and solution flows many timesin the evaporators. However, in case of the long tube evaporator the flow isonce through.
17
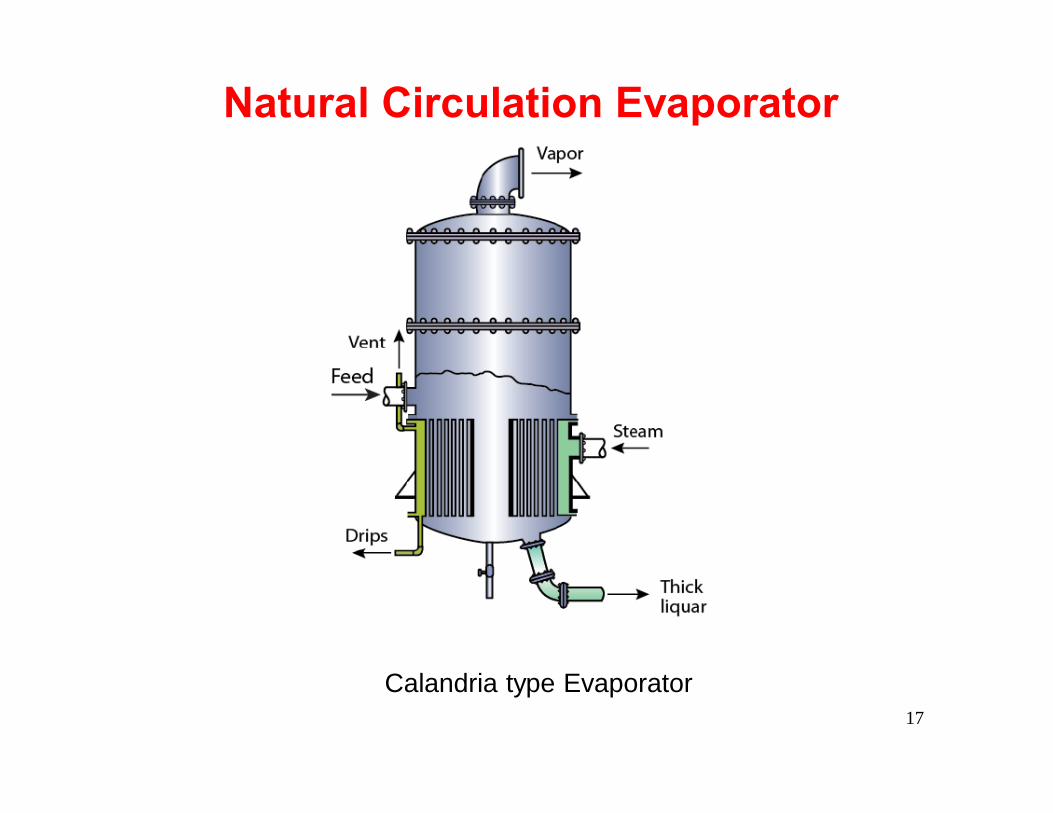
Natural Circulation Evaporator
Calandria type Evaporator
18
Short tube Vertical EvaporatorsIt is called as a calandria or standard evaporator.
It consists of short tubes 1-2 m in length and 50-70 mm diameter attached intwo tube sheets.
The entire assembly is called the calandria of the evaporator.
The tube bundle has a large down comer at the center that helps forcirculation of liquid in the evaporator.
The driving force for the fluid flow is the density difference between theliquid in the down comer and in the tubes.
In the tubes there is a two-phase mixture.
19
Short tube Vertical EvaporatorsA short tube vertical evaporator has a short tube bundle enclosed in ashell. This is called a calendria.
The calendria is of annular construction, i.e. there is an open region atthe center.
The liquid flows down through the central open space of the calendriacalled down take or down comer.
Thus, a continuous natural recirculation of the solution occurs.
Thick product liquor is withdrawn from the bottom.
Their STV evaporators are also known as standard evaporates.
20
Natural Circulation Evaporator
Long-tubes vertical Evaporators
21
Horizontal tube EvaporatorsIn horizontal tube evaporator, the tubes re horizontal.
Example is kettle reboilers in distillation column.
In horizontal standard evaporator, the process liquid is on the outersurface of the tube and the heating medium is inside the tubes.
The unit is relatively cheaper and offers moderate to high heat transfercoefficient.
Horizontal tube unit is not suitable where fouling problem is serious,because scale build up reduces the performance drastically.
It is used as re boilers for distillation column and can be used for boilerfeed water preparation.
22
Basket EvaporatorsIn basket evaporator the tube bundle can be removed from the mainbody.
Circulation of liquid occurs in the space between the shell and the tubebundle.
Its advantage is that cleaning of tube is easy because the bundle isremovable.
In these units thermal expansion problem does not arise.
The concentrated liquour leaves through an outlet pipe at the conicalbottom of the evaporator.
A basket evaporator uses tubes similar to those of the calandria type.
23
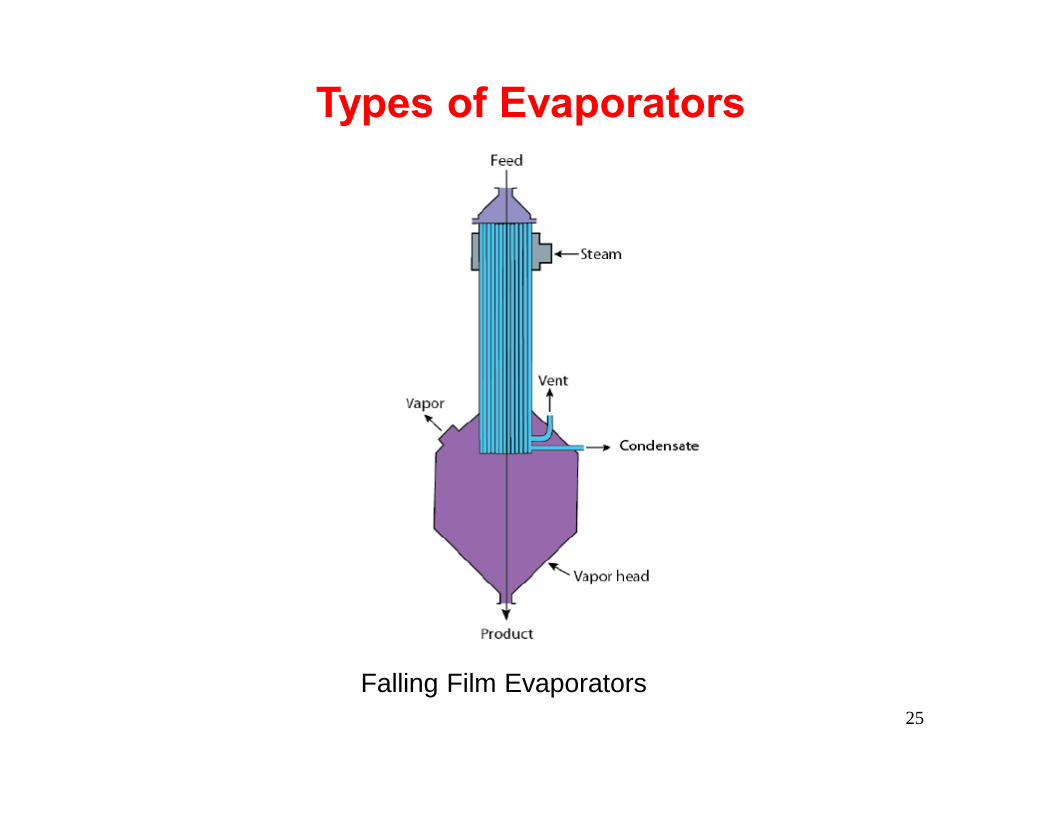
Falling Film Evaporators
Highly heat sensitive materials are processed in falling film evaporators.
They are generally once-through evaporator, in which the liquid enters at thetop, flows downstream inside the heater tubes as a film and leaves from thebottom.
The tubes are heated by condensing steam over the tube.
As the liquid flows down, the water evaporates and the liquid getsconcentrated.
To have a film inside of the tube, the tube diameter is kept high whereas theheight low to keep the residence time low for the flowing liquid.
24
Falling Film EvaporatorsTherefore, these evaporators, with non-circulation and short resistance time,handle heat sensitive material, which are very difficult to process by othermethod.
The main problem in falling film evaporator is the distribution of the liquiduniformly as a thin film inside the tube.
25
Types of Evaporators
Falling Film Evaporators
26
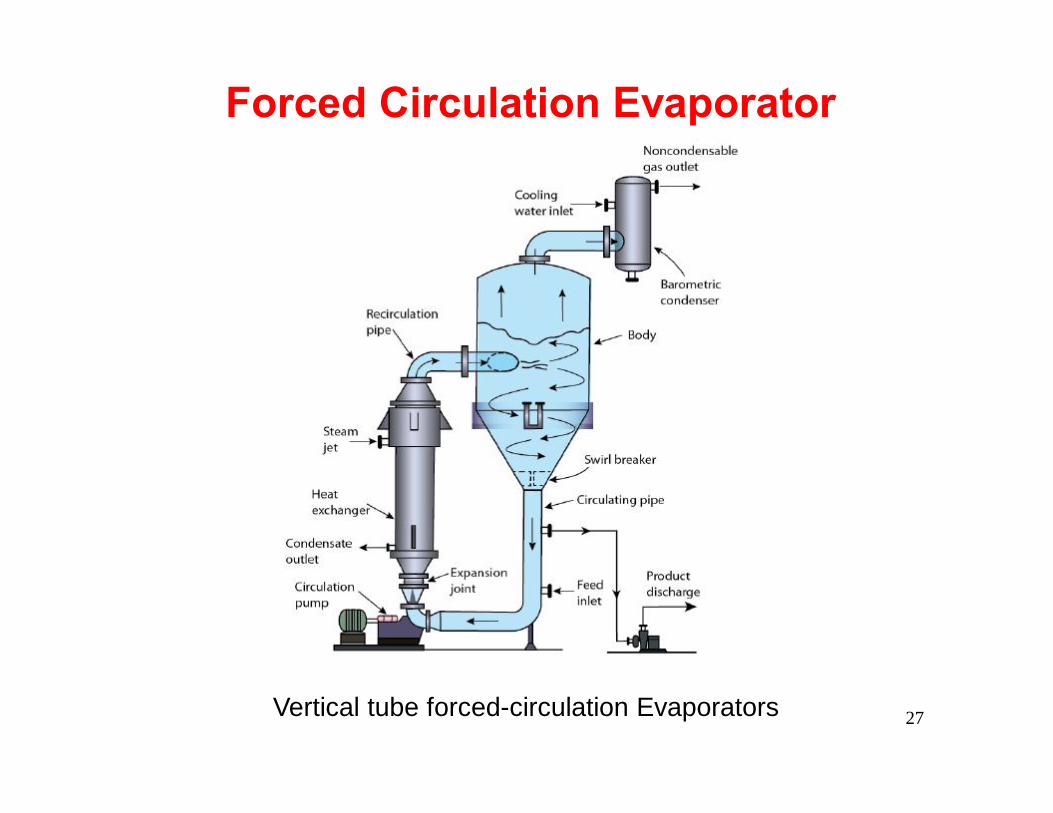
Forced Circulation Evaporator
Natural circulation evaporators have many limitations (as mentioned earlier)through they are economical as compared to forced circulation evaporator.
A forced circulation evaporator has a tubular exchanger for heating thesolution without boiling.
The superheated solution flashes in the chamber, where the solution getsconcentrated.
In forced circulation evaporator horizontal or vertical both type of design isin- practice.
The forced circulation evaporators are used for handling viscous or heatsensitive solution.
27
Forced Circulation Evaporator
Vertical tube forced-circulation Evaporators
28
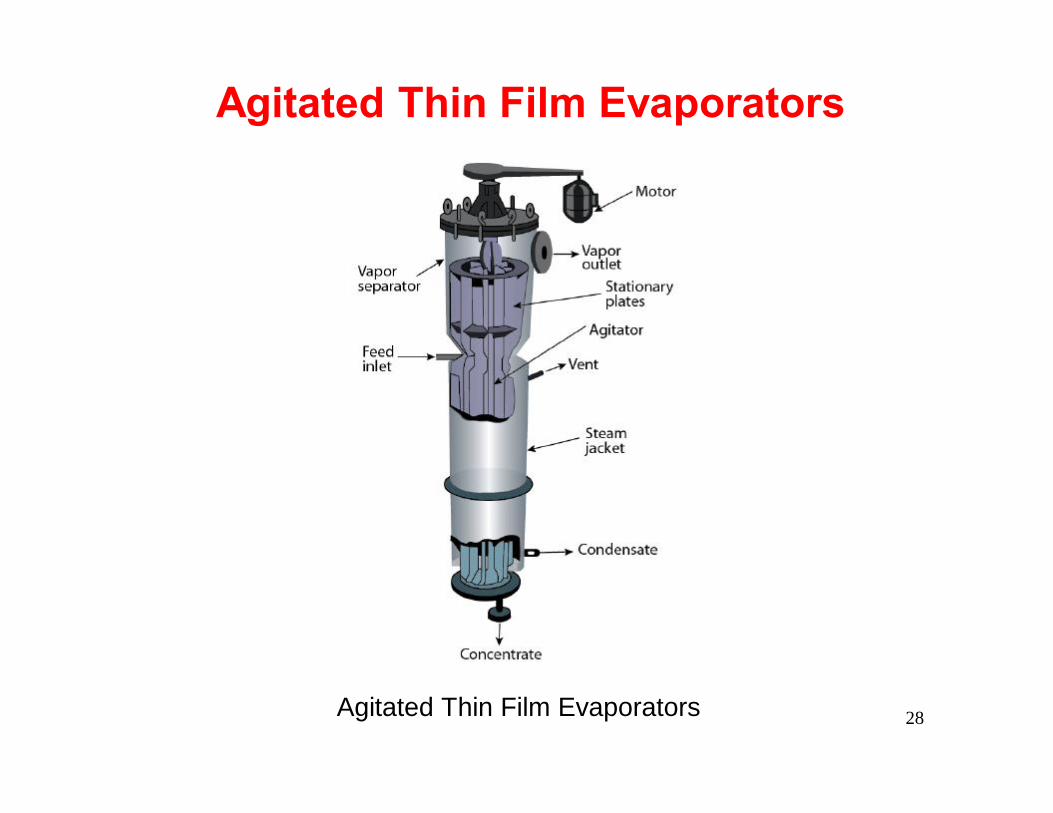
Agitated Thin Film Evaporators
Agitated Thin Film Evaporators
29
Types of Evaporators
Plate Evaporators
30
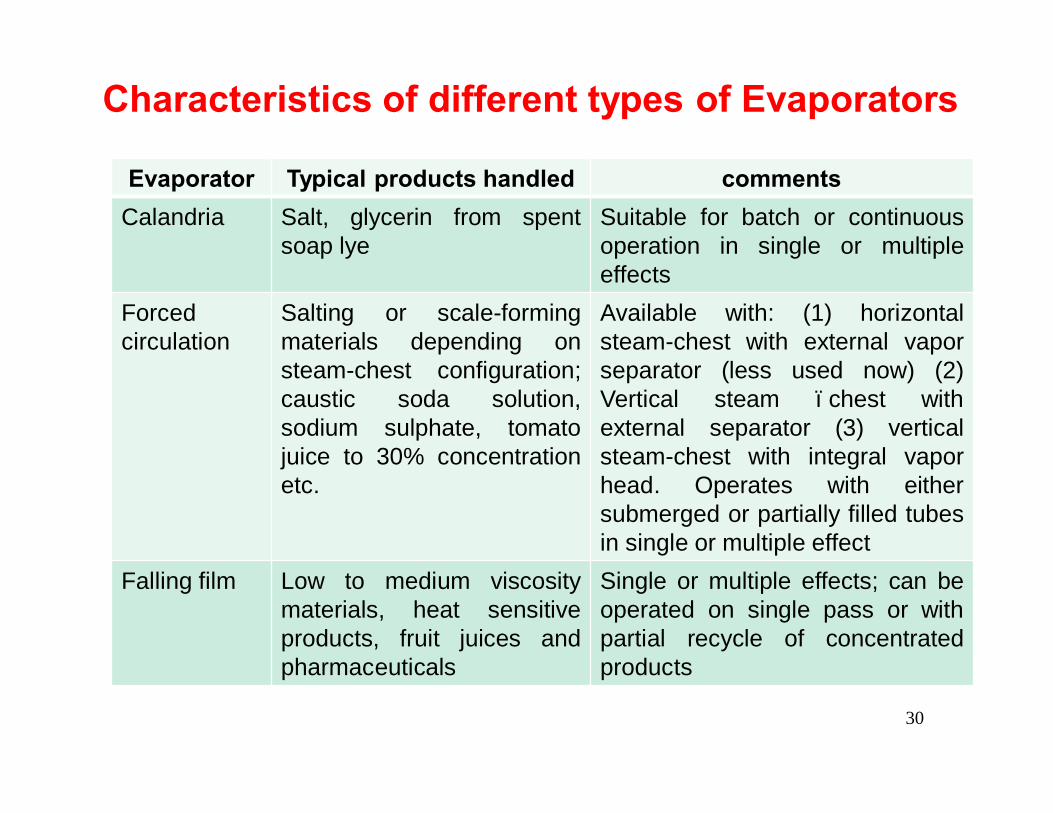
Characteristics of different types of Evaporators
Evaporator Typical products handled commentsCalandria Salt, glycerin from spent
soap lyeSuitable for batch or continuousoperation in single or multipleeffects
Forced circulation
Salting or scale-formingmaterials depending onsteam-chest configuration;caustic soda solution,sodium sulphate, tomatojuice to 30% concentrationetc.
Available with: (1) horizontalsteam-chest with external vaporseparator (less used now) (2)Vertical steam –chest withexternal separator (3) verticalsteam-chest with integral vaporhead. Operates with eithersubmerged or partially filled tubesin single or multiple effect
Falling film Low to medium viscositymaterials, heat sensitiveproducts, fruit juices andpharmaceuticals
Single or multiple effects; can beoperated on single pass or withpartial recycle of concentratedproducts
31
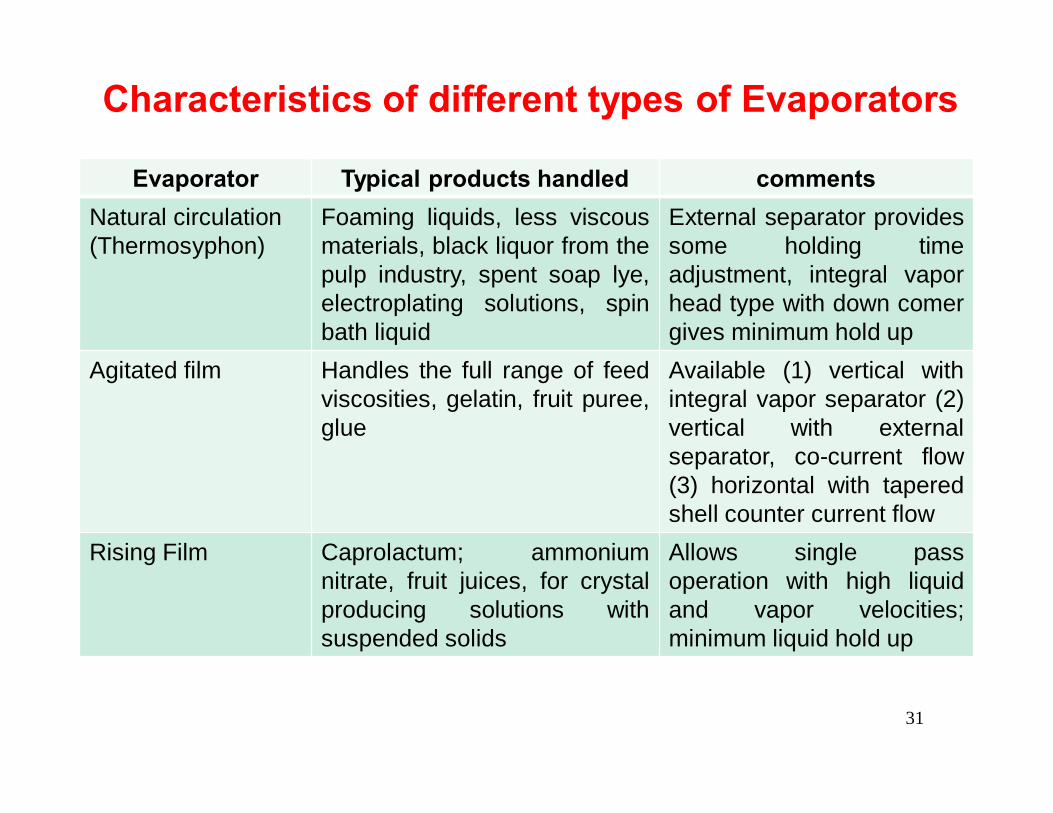
Characteristics of different types of Evaporators
Evaporator Typical products handled commentsNatural circulation (Thermosyphon)
Foaming liquids, less viscousmaterials, black liquor from thepulp industry, spent soap lye,electroplating solutions, spinbath liquid
External separator providessome holding timeadjustment, integral vaporhead type with down comergives minimum hold up
Agitated film Handles the full range of feedviscosities, gelatin, fruit puree,glue
Available (1) vertical withintegral vapor separator (2)vertical with externalseparator, co-current flow(3) horizontal with taperedshell counter current flow
Rising Film Caprolactum; ammoniumnitrate, fruit juices, for crystalproducing solutions withsuspended solids
Allows single passoperation with high liquidand vapor velocities;minimum liquid hold up
32
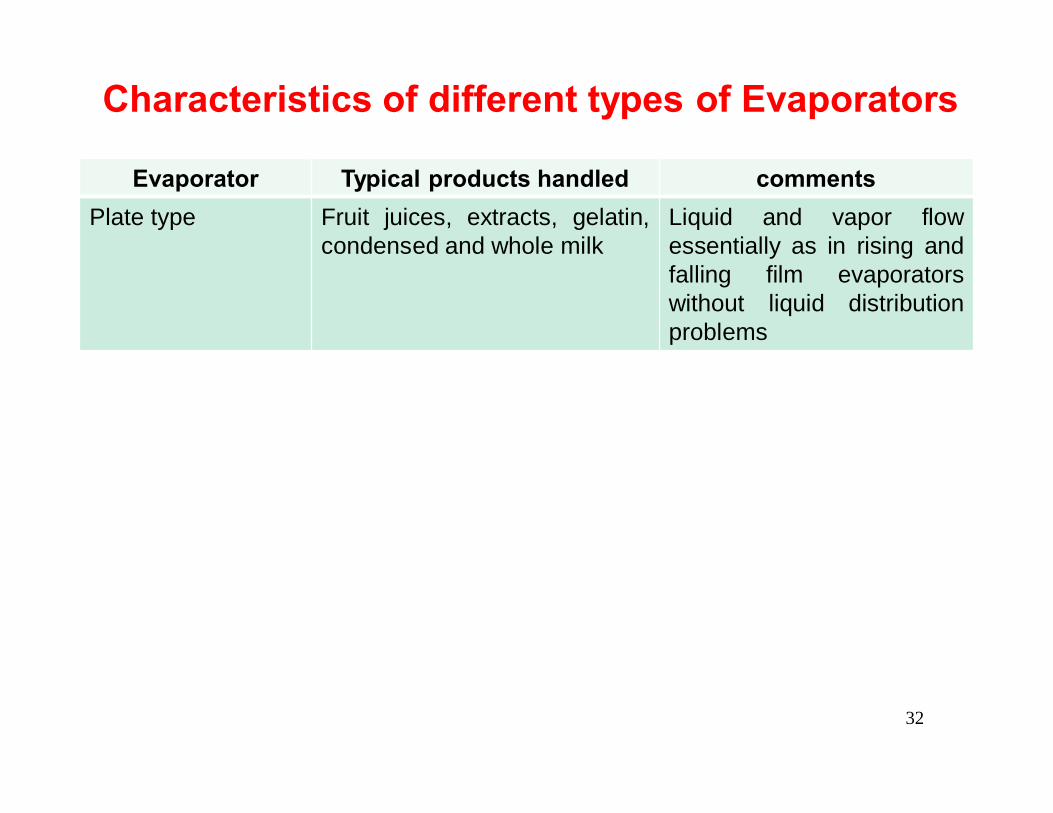
Characteristics of different types of Evaporators
Evaporator Typical products handled commentsPlate type Fruit juices, extracts, gelatin,
condensed and whole milkLiquid and vapor flowessentially as in rising andfalling film evaporatorswithout liquid distributionproblems
33
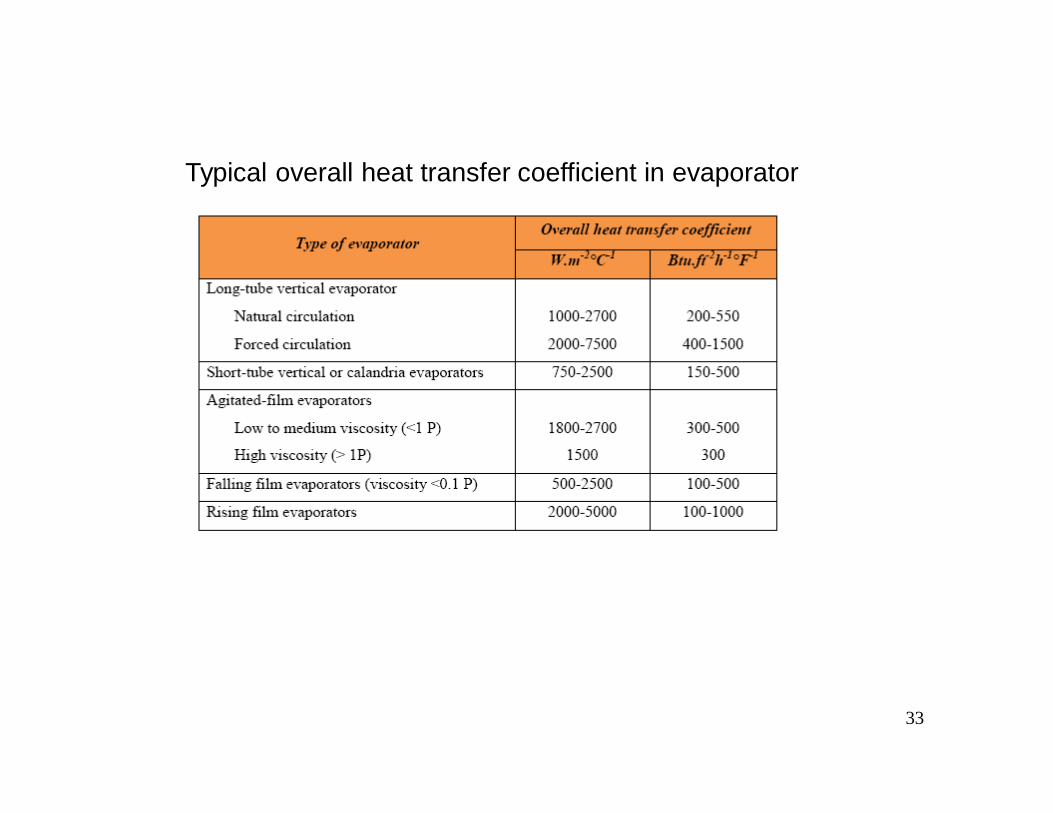
Typical overall heat transfer coefficient in evaporator
34
EvaporatorsEvaporators are classified by the number of effects.
In a single-effect evaporator, steam provides energy forvaporization and the vapor product is condensed and removedfrom the system.
In a double-effect evaporator, the vapor product off the first effect isused to provide energy for a second vaporization unit.
Triple-effect evaporator problems are familiar to generations ofengineering students.
This cascading of effects can continue for many stages. Multiple-effect evaporators can remove much larger amounts of solventthan is possible in a single effect.
35
Evaporators
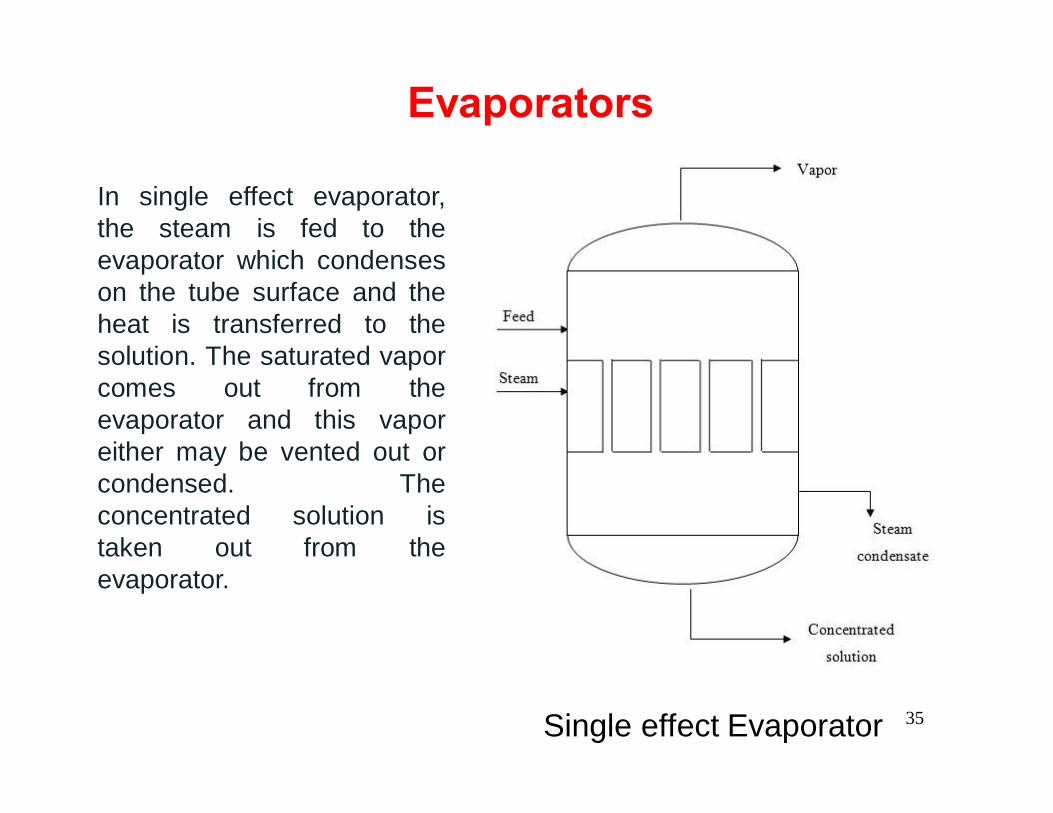
Single effect Evaporator
In single effect evaporator,the steam is fed to theevaporator which condenseson the tube surface and theheat is transferred to thesolution. The saturated vaporcomes out from theevaporator and this vaporeither may be vented out orcondensed. Theconcentrated solution istaken out from theevaporator.
36
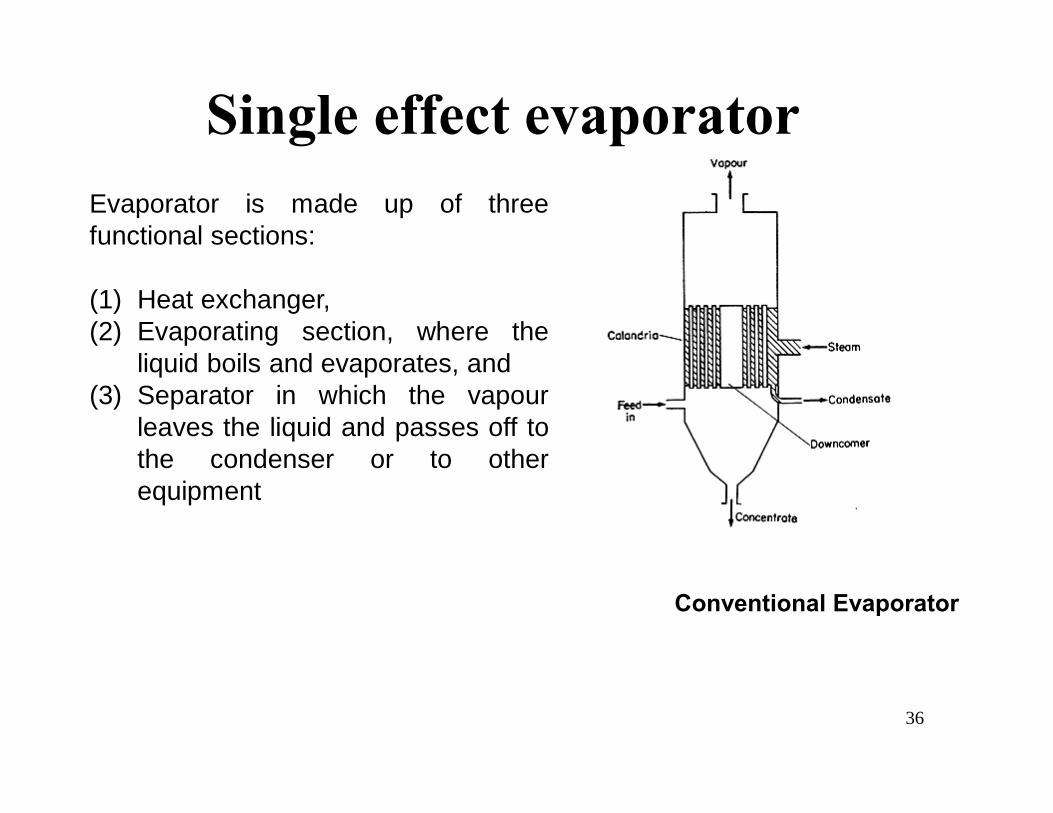
Conventional Evaporator
Evaporator is made up of threefunctional sections:
(1) Heat exchanger,(2) Evaporating section, where the
liquid boils and evaporates, and(3) Separator in which the vapour
leaves the liquid and passes off tothe condenser or to otherequipment
Single effect evaporator
37
In many evaporators, all three sections are contained in a singlevertical cylinder.
In the centre of the cylinder there is a steam heating section, withpipes passing through it in which the evaporating liquors rise.
At the top of the cylinder, there are baffles, which allow the vapours toescape but check liquid droplets that may accompany the vapoursfrom the liquid surface.
A diagram of this type of evaporator, which may be called theconventional evaporator.
38
In the heat exchanger section, called a calandria in this type ofevaporator, steam condenses in the outer jacket and the liquid beingevaporated boils on the inside of the tubes and in the space above theupper tube plate.
The resistance to heat flow is imposed by the steam and liquid filmcoefficients and by the material of the tube walls.
The circulation of the liquid greatly affects evaporation rates, butcirculation rates and patterns are very difficult to predict in any detail.
Values of overall heat transfer coefficients that have been reported forevaporators are of the order of 1800-5000 J m-2 s-1 °C-1 for theevaporation of distilled water in a vertical-tube evaporator with heatsupplied by condensing steam.
39
However, with dissolved solids in increasing quantities as evaporationproceeds leading to increased viscosity and poorer circulation, heat transfercoefficients in practice may be much lower than this.
As evaporation proceeds, the remaining liquors become more concentratedand because of this the boiling temperatures rise.
The rise in the temperature of boiling reduces the available temperaturedrop, assuming no change in the heat source.
And so the total rate of heat transfer will drop accordingly.
Also, with increasing solute concentration, the viscosity of the liquid willincrease, often quite substantially, and this affects circulation and the heattransfer coefficients leading again to lower rates of boiling.
40
Yet another complication is that measured, overall, heat transfercoefficients have been found to vary with the actual temperature drop,so that the design of an evaporator on theoretical grounds is inevitablysubject to wide margins of uncertainty.
Perhaps because of this uncertainty, many evaporator designs havetended to follow traditional patterns of which the calandria type.
41
EvaporatorsIn a multiple effect arrangement, the latent heat of the vaporproduct off of an effect is used to heat the following effect.
Effects are thus numbered beginning with the one heated bysteam.
It will have the highest pressure. Vapor from Effect I will be used toheat Effect II, which consequently will operate at lower pressure.
This continues through the train: pressure drops through thesequence so that the hot vapor will travel from one effect to thenext.
Normally, all effects in an evaporator will be physically the same interms of size, construction, and heat transfer area. Unless thermallosses are significant, they will all have the same capacity as well..
42
Evaporators
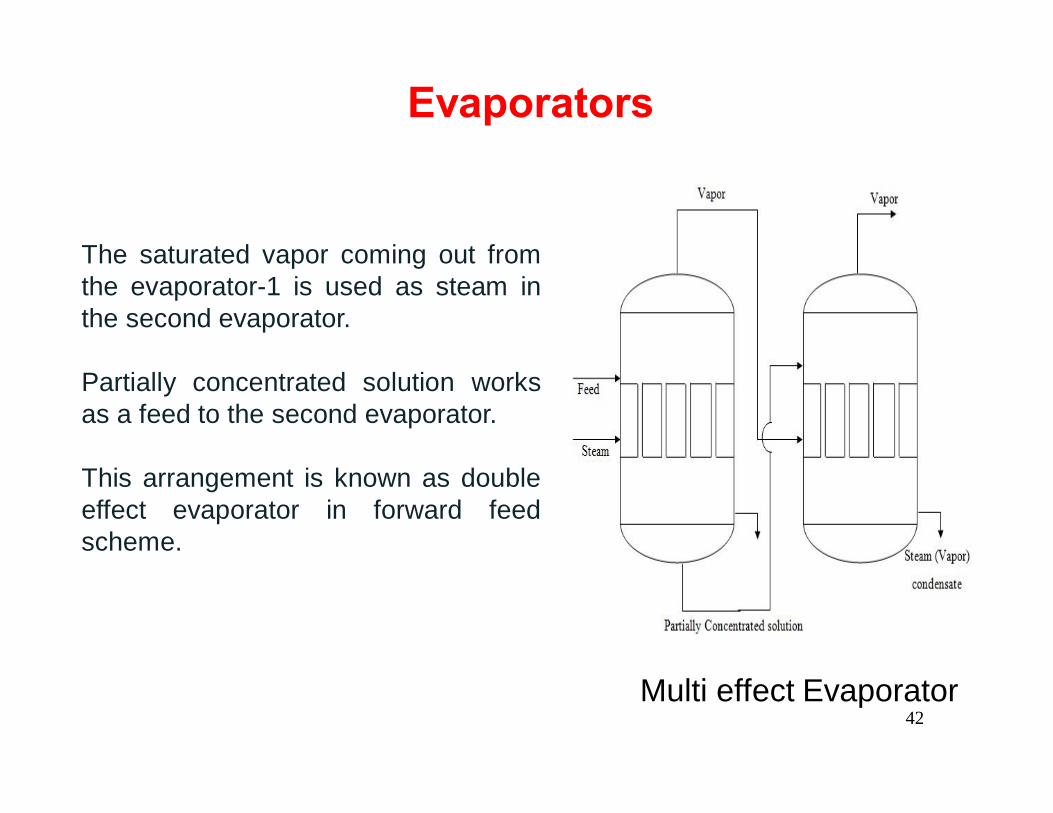
Multi effect Evaporator
The saturated vapor coming out fromthe evaporator-1 is used as steam inthe second evaporator.
Partially concentrated solution worksas a feed to the second evaporator.
This arrangement is known as doubleeffect evaporator in forward feedscheme.
43
EvaporatorsNote: The vapour leaving evaporator-2 is at the boiling temperature of theliquid leaving the first effect.
In order to transfer this heat from the condensing vapor from theevaporator-1 to the boiling liquid in evaporator-2, the liquid in evaporator-2 must boil at a temperature considerable less than the condensationtemperature of the vaporization, in order to ensure reasonable drivingforce for heat transfer.
A method of achieving this is to maintain a suitable lower pressure in thesecond effect so that the liquid boils at a lower temperature.
44
Evaporators
Therefore, if the evaporator-1 operates at atmospheric pressure, theevaporator-2 should be operated at same suitable vacuum.
The benefit of the use of multiple effect evaporators is that in thisarrangement multiple reuse of heat supplied to the first effect is possibleand results in improved steam economy.
45
Methods of Feeding of EvaporatorsEvaporator trains may receive their feed in several different ways.The feed order is NOT related to the numbering of effects. Effectsare always numbered according to decreasing pressure (steamflow).
1. Forward feed
2. Backward Feed
3. Mixed Feed
4. Parallel Feed
46
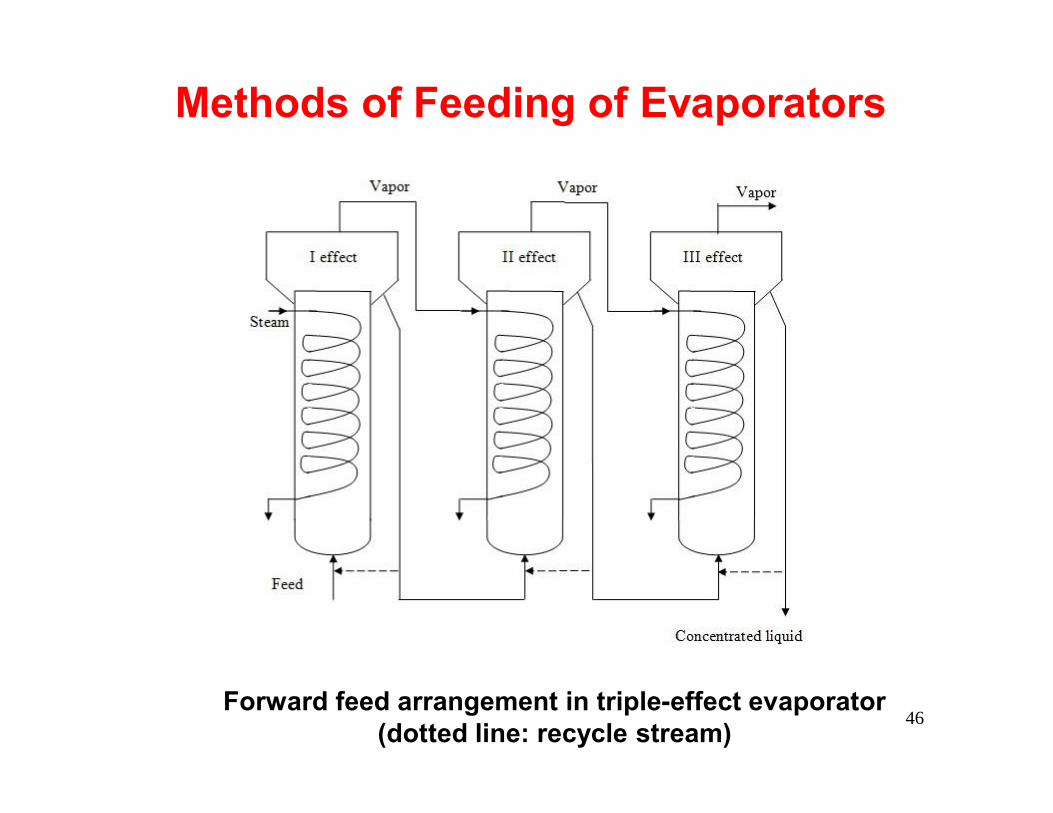
Methods of Feeding of Evaporators
Forward feed arrangement in triple-effect evaporator (dotted line: recycle stream)
47
Forward Feed arrangements follow the pattern I, II, III.
These require a single feed pump (reduced fixed costs).
They typically have reduced economy (higher operating costs) sincethe cold feed must be raised to the highest operating temperature.
These also tend to have the most concentrated liquour, which tends tobe the most viscous, in the lowest temperature effects, so their may bedifficulties getting a good overall heat transfer coefficient.
Forward Feed
48
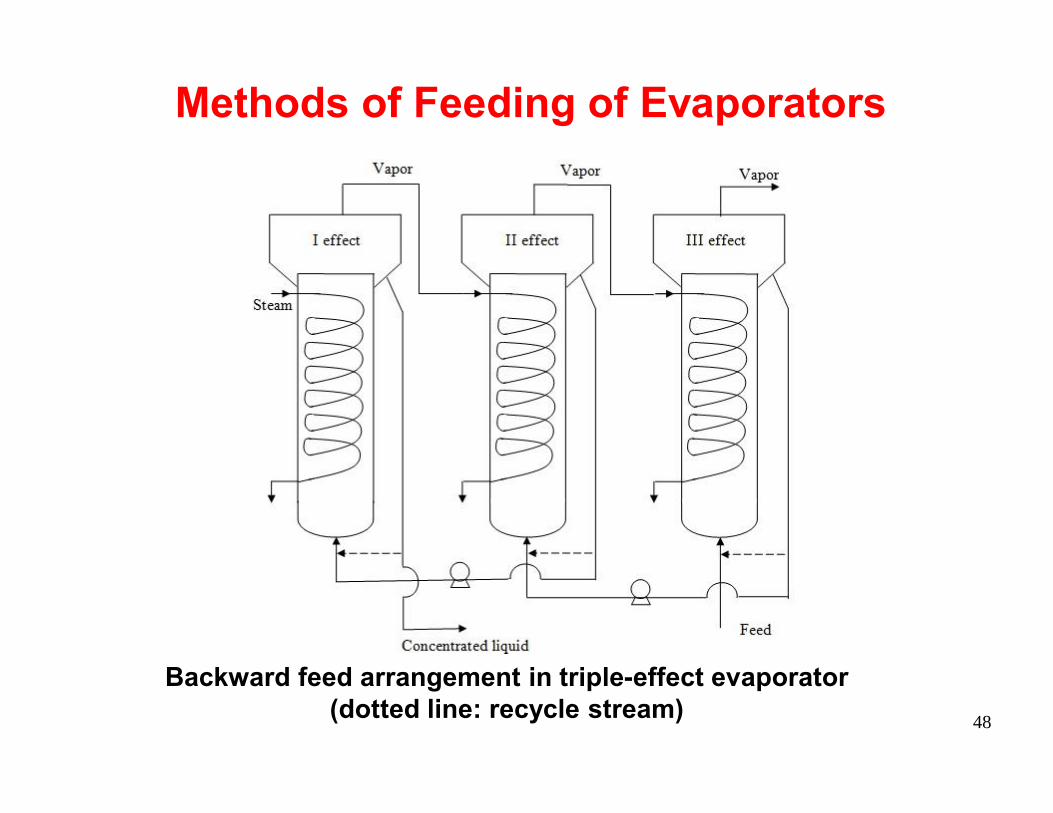
Methods of Feeding of Evaporators
Backward feed arrangement in triple-effect evaporator (dotted line: recycle stream)
49
Backward Feed arrangements go III, II, I.
These need multiple pumps to work against the pressure drop of thesystem; however, since the feed is gradually heated they usually havebetter economies.
This arrangement also reduces the viscosity differences through thesystem and so is better for viscous solutions.
Backward Feed
50
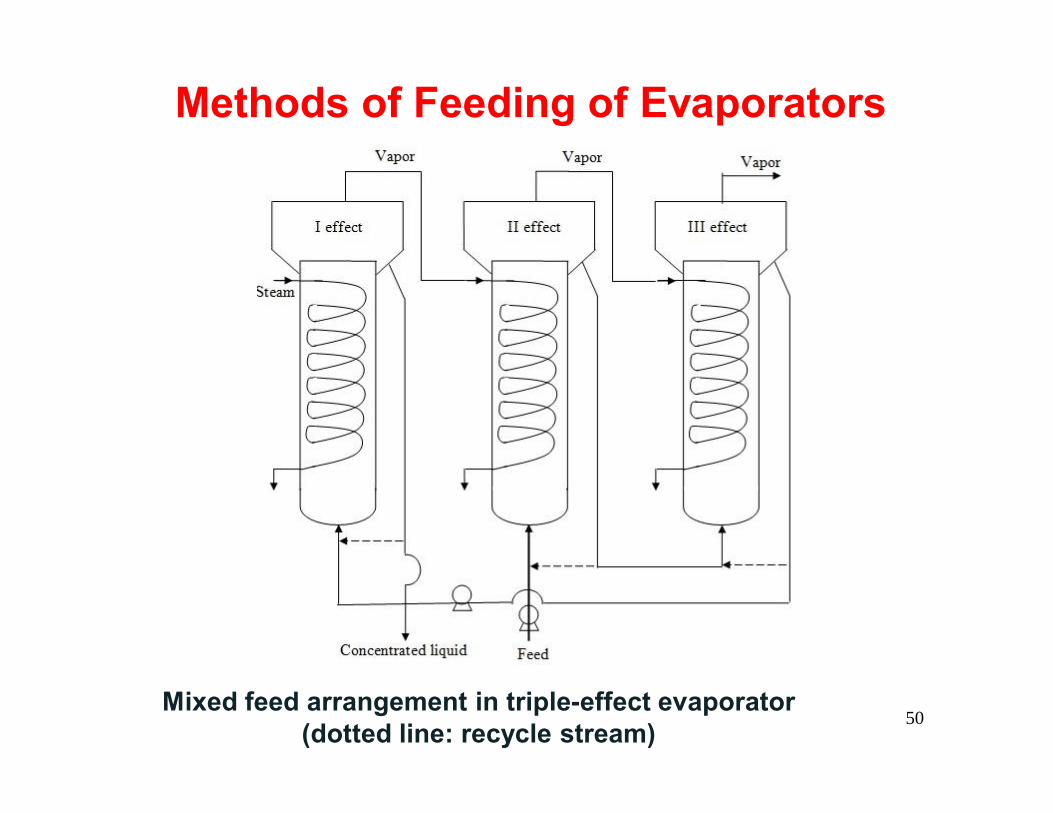
Methods of Feeding of Evaporators
Mixed feed arrangement in triple-effect evaporator (dotted line: recycle stream)
51
Mixed Feed arrangements offer a compromise, with the feed enteringin the middle of the system (i.e. II, III, I).
The final evaporation is done at the highest temperature so economiesare still better than forward feed, but fewer pumps are required than ina backward feed arrangement.
Mixed Feed
52
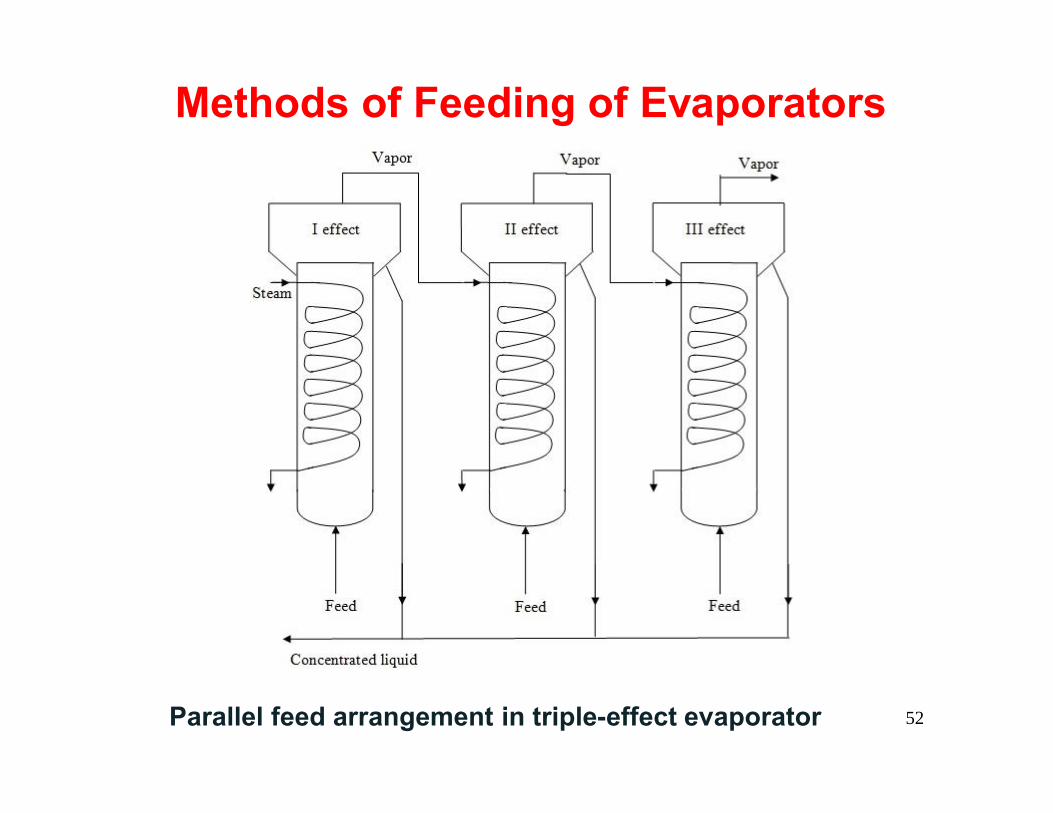
Methods of Feeding of Evaporators
Parallel feed arrangement in triple-effect evaporator
53
Parallel Feed systems split the feed stream and feed a portion to eacheffect.
This is most common in crystallizing evaporators where the product islikely to be a slurry.
Parallel Feed
54
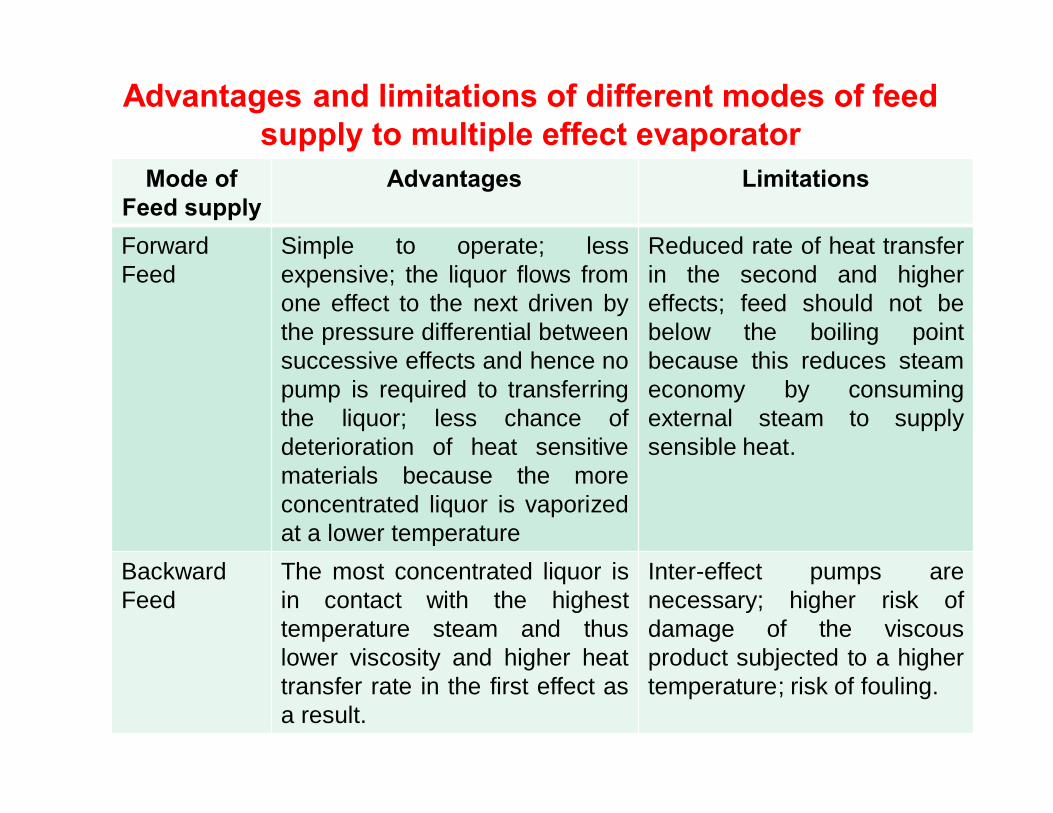
Advantages and limitations of different modes of feed supply to multiple effect evaporator
Mode of Feed supply
Advantages Limitations
Forward Feed
Simple to operate; lessexpensive; the liquor flows fromone effect to the next driven bythe pressure differential betweensuccessive effects and hence nopump is required to transferringthe liquor; less chance ofdeterioration of heat sensitivematerials because the moreconcentrated liquor is vaporizedat a lower temperature
Reduced rate of heat transferin the second and highereffects; feed should not bebelow the boiling pointbecause this reduces steameconomy by consumingexternal steam to supplysensible heat.
Backward Feed
The most concentrated liquor isin contact with the highesttemperature steam and thuslower viscosity and higher heattransfer rate in the first effect asa result.
Inter-effect pumps arenecessary; higher risk ofdamage of the viscousproduct subjected to a highertemperature; risk of fouling.
55
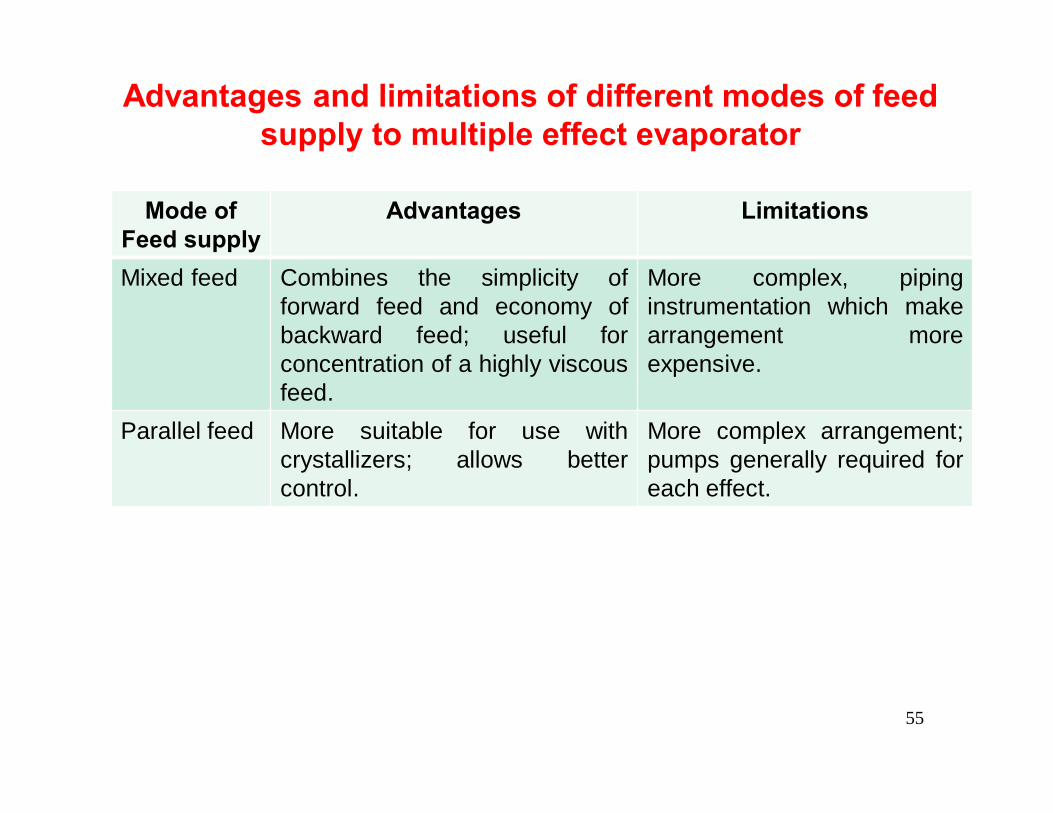
Advantages and limitations of different modes of feed supply to multiple effect evaporator
Mode of Feed supply
Advantages Limitations
Mixed feed Combines the simplicity offorward feed and economy ofbackward feed; useful forconcentration of a highly viscousfeed.
More complex, pipinginstrumentation which makearrangement moreexpensive.
Parallel feed More suitable for use withcrystallizers; allows bettercontrol.
More complex arrangement;pumps generally required foreach effect.
56
There is wide variation in characteristics of liquor to be concentratedthat requires judgment and experience in designing and operatingevaporators.
Some of the properties of evaporating liquids that influence theprocess of evaporation are:
1) Concentration:
Initially, the solution may be quite dilute and the properties of thesolution may be taken as the properties of solvent.
As the concentration increases, the solution becomes viscous andheat transfer resistance increases.
The crystal may grow on the heating coil or on the heating surface.The boiling points of the solution also rise considerably.
57
Solid or solute contact increases and the boiling temperature of theconcentrated solution became higher than that of the solvent as thesame pressure (i.e. elevation in boiling point).
2) Foaming:
Many of the materials like organic substance may foam duringvaporization.
If the foam is stable, it may come out along the vapor known asentrainment (carry over of a portion of liquid by rising vapour is calledas entrainment).
Heat transfer coefficient changes abruptly for such systems.
58
3) Scale:
Many solution have tendency to deposit the scale on the heatingsurface, which may increase the heat transfer resistance that results inreduction of heat transfer coefficient and hence heat transfer rate.
These scales produce extra thermal resistance of significant value.Therefore, scaling in the equipment should not be ignored thus de-scaling becomes an important and routine matter.
It is therefore necessary to clean the tubes at definite intervals.
59
4) Temperature sensitivity:
The products of many chemical, food, pharmaceuticalindustries etc. are very temperature sensitive and theymay get damaged during evaporation (when heated tomoderate temperature even for short times).
For concentrating such materials special techniques are tobe used that reduce temperature and time of heating.
60
5) Materials of Construction:
The material of the equipment must be chosen considering the solutionproperties so that the solution should neither be contaminated nor reactwith the equipment material.
Generally evaporators are made of mild steel whenever contamination andcorrosion is a problem.
Special materials such as copper, nickel, stainless steels may be used.
Other liquid characteristics that must be considered in design are specificheat, freezing point, toxicity, explosion hazards and radioactivity.
61
Factors related to process are• Viscosity• Salting• Thermal sensitivity• Heat transfer coefficient• Vapour-liquid separator• Fouling• Crystallization• Evaporator load• Temperature driving force• Foaming properties
Criteria for selection of evaporator
The selection of evaporator is done on the basis of1. Factor related to process2. Factor related to mechanical design
62
Viscosity:
It is the highly influencing parameter.
The higher the viscosity the lower is heat transfer coefficient and largerthe heat transfer surface area.
Fouling:
In most evaporators fouling is due to sedimentation, crystallization,chemical reaction, corrosion, polymerization etc.
Fouling tendency is considerably reduced as velocity increases
63
Salting:
Salting can be minimized by keeping the solids and liquid in intimatecontact at all times.
Crystallization:
For solutions which have a tendency to crystallize during evaporation,tabular heating surface is the best choice.
Thermal sensitivity:
Food, dairy, brewery and pharmaceutical products are temperaturesensitive; Film type evaporators are best for such operations; usuallyoperated under vacuum.
64
Evaporator load:
When heat load is high or heat transfer coefficients are low, large heatingsurface area is required. In such operations multi effect evaporation is agood choice.
Heat transfer coefficient:
Heat transfer coefficient is a function of fluid velocity, viscosity, density,specific heat and thermal conductivity.
Higher heat transfer coefficient needs smaller heat transfer surface areafor a given duty.
Fouling of the heating surfaces, reduces heat transfer coefficient andincreases pumping cost.
65
Heat transfer coefficient:
Film type evaporators are attractive in such cases.
The thin film offers less resistance to vapour-liquid separation.
Separation of entrained liquid is carried out in the vapour head to avoidexcessive entrainment, product loss and environmental pollution.
Foaming:
If foam is formed during evaporation.
It can cause large material loss due to entrainment.
Either antifoaming agents has to be sued or if it is not possible specialarrangement has to be made for vapour liquid separation.
66
Factors related to mechanical design:
The process operating conditions, material selection, strengthproperties, maintenance are the parameters to be considered whiledesigning evaporator from mechanical point of view.
Large diameter tubes 37 mm-75 mm have to be selected to keeppressure drop minimum and to avoid tube plugging.
Tube surface has to be given high polish to avoid adhesion of soluteon the tube surface.
It is necessary to avoid dead spots and sharp contours inequipment's.
The metals used in fabrication should have high strength, goodweldability and good thermal resistance. Stainless steel or higheralloys are usually preferred.
Maintenance of tube surfaces, their cleaning replacement, servicing ofcirculation pumps, vacuum pumps etc. has to be done periodically.
67
• High product viscosity• Heat sensitivity• Scale formation and• Deposition are the major problems encountered during operation of
evaporators and should be taken into account while designing ofevaporator for new installation
The selection of the evaporator for a particular application is based onthe analysis of the factors such as
• Properties of liquid to be concentrated• Operating cost• Capacity• Hold ups and residence time
68
Usually the desired product of evaporation operation is theconcentrated solution (called as thick liquor) but occasionally theevaporated solvent is the primary product as for example, in theevaporation of sea water to yield potable water.
Common examples of evaporation are: concentration of aqueoussolutions of sugars, sodium chlorides, sodium hydroxide, glycerol, milkand fruit juices.
69
Selection of suitable evaporator
(i) Throughput(ii) Viscosity of the solution (and its increase during evaporation)(iii) Nature of the product and solvent (such as heat sensitivity and
corrosiveness)(iv) Fouling characteristics and(v) Foaming characteristics
70
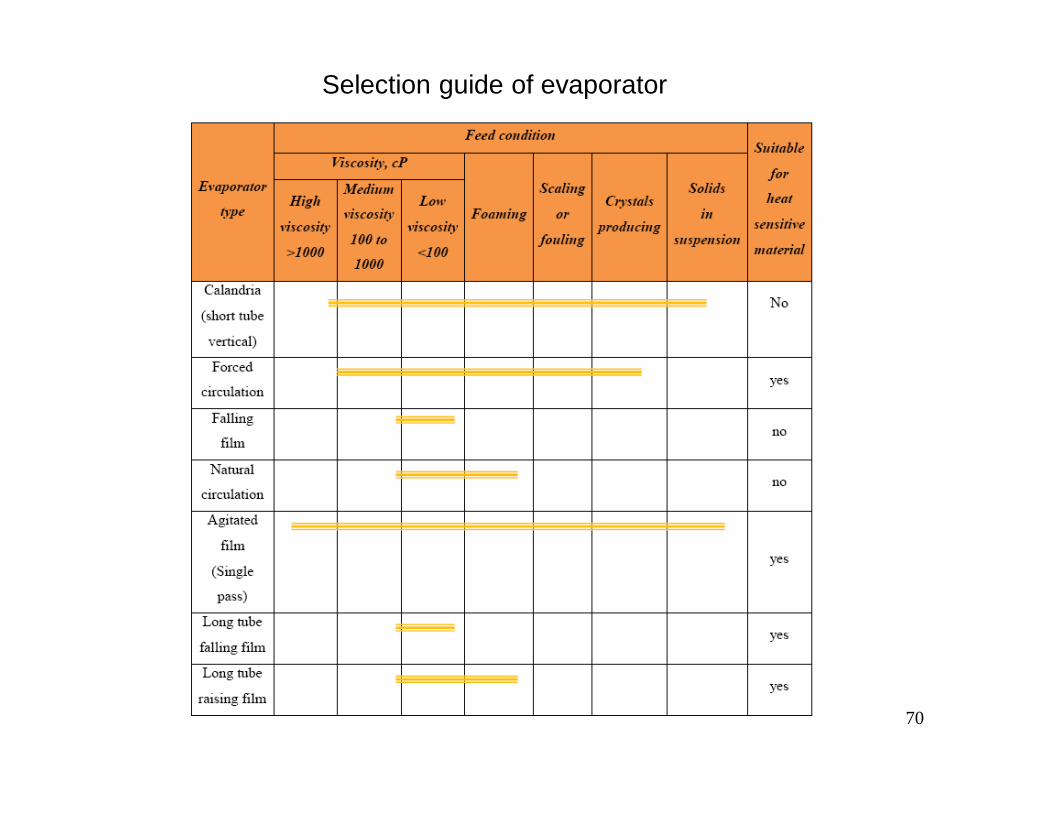
Selection guide of evaporator
71
Performance Measures:
There are three main measures of evaporator performance:1. Capacity (kg vaporized / time)2. Economy (kg vaporized / kg steam input)3. Steam Consumption (kg / hr)
Consumption = Capacity/Economy
Capacity: Capacity of an evaporator is defined as the number of kilogram ofwater vaporized or evaporated per hour.
Evaporator economy: Economy of an evaporator is defined as the number ofkilogram of water evaporated per kilogram of steam fed to the evaporator. Itis also called as steam economy.
Economy calculations are determined using enthalpy balances.
In single effect evaporator the amount of water evaporated per kg of steamfed is always less than one and hence economy is less than one.
72
The fact that the latent heat of evaporation of water decreases as thepressure increases tends to make the ratio of water vapour producedper kg of steam condensed less than unity, increase in economy of anevaporator is achieved by reusing the vapour produced.
The methods of increasing the economy are:(i) Use of multiple effect evaporation system(ii) Vapour recompression
In multiple effect evaporation system, the vapour produced in firsteffect is fed to the steam chest of second effect as heating medium inwhich boiling takes place at low pressure and temperature and so on.Thus in triple effect evaporator, 1 kg of steam fed to first effectevaporates approximately 2.5 kg of steam.
73
Another method to increase the economy of an evaporator is to useprinciple of thermo compression.
Here the vapour from the evaporator is compressed to increase itstemperature so that it will condense at a temperature so that it willcondense at a temperature higher enough to permit its use as heatingmedia in the same evaporator.
74
Boiling Point Elevation
As evaporation proceeds, the liquor remaining in the evaporator becomesmore concentrated and its boiling point will rise.
The extent of the boiling-point elevation depends upon the nature of thematerial being evaporated and upon the concentration changes that areproduced.
In actual practice, boiling point elevation and liquid head affect the boilingpoint of a solution.
As vapour pressure of most aqueous solutions is less than that of purewater at a given temperature; the boiling point of the solutions is higherthan that of pure water at a given pressure.
The difference between the boiling point of a solution and that of purewater at any given pressure is known as boiling point rise/elevation of asolution will be higher than that of the water at a given pressure is knownas Boiling Point Rise/Elevation(BPE) or vapour pressure lowering.
75
Boiling Point Elevation
The boiling point of a solution is a colligative property -- it depends onthe concentration of solute in the solution, but not on what the soluteand solvent are.
Boiling point elevation is small for dilute solutions and large forconcentrated solution of inorganic salts.
Boiling point elevation of strong solution can be obtained from anempirical rule known as Duhring’s rule. It states that the boiling point ofa given solution is linear function of the boiling point of pure water atthe same pressure.
Hence when the boiling point of the solution plotted against the boilingpoint of the water, straight line results.
76
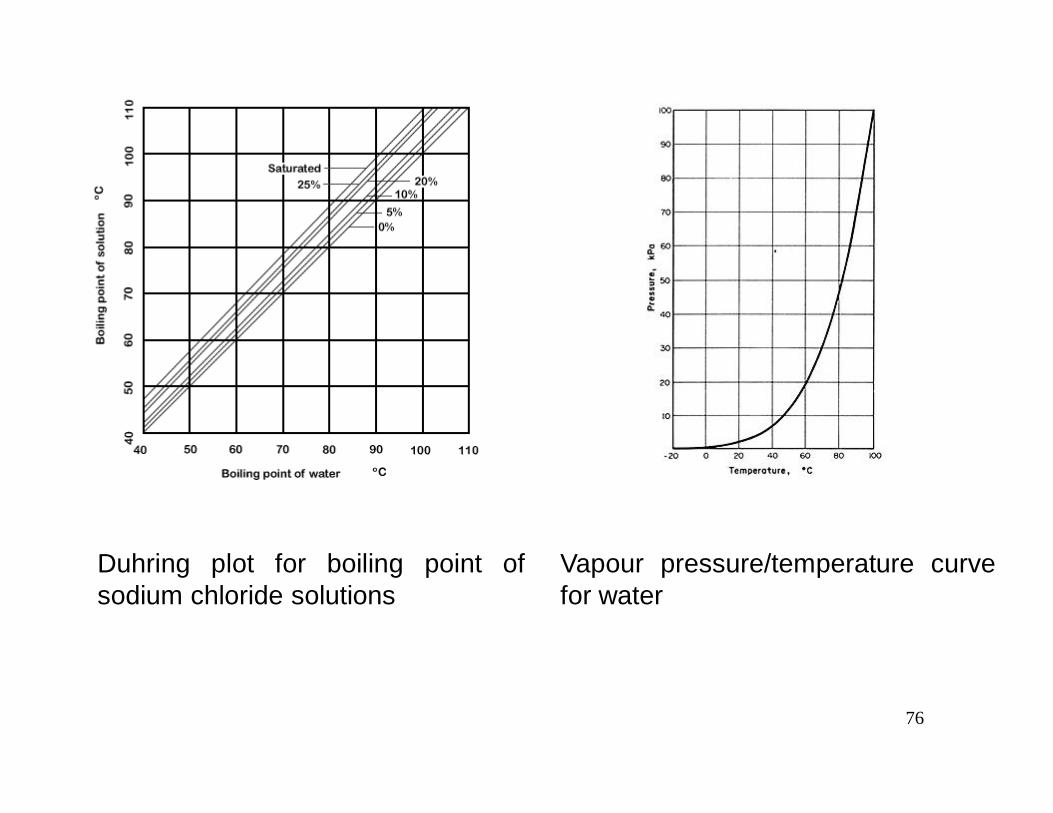
Duhring plot for boiling point ofsodium chloride solutions
Vapour pressure/temperature curvefor water
77
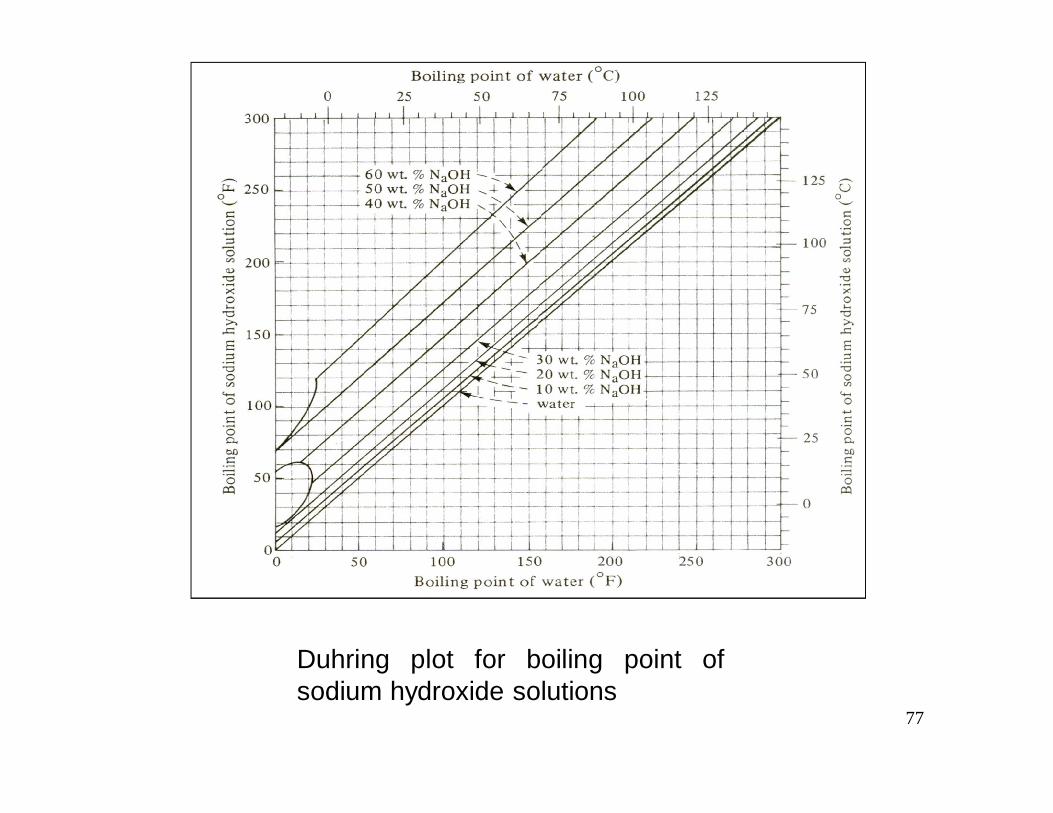
Duhring plot for boiling point ofsodium hydroxide solutions
78
To use a Duhring plot:
1. For a particular system pressure, determine the boilingtemperature of pure water. This can be done from a vaporpressure equation or steam table.
2. Enter the plot from the bottom (the water boiling point), trace up tothe diagonal line representing the NaOH fraction, then trace left toread the solution boiling point from the vertical axis.
3. The boiling point elevation is the difference between the twotemperatures.
79
Duhring Plot for sodium chloride solutions
It is found that a saturated solution of sodium chloride in water boilsunder atmospheric pressure at 109°C. Under an absolute pressure of25.4 kPa, water boils at 65.6°C and saturated sodium chloride at73.3°C. From these, draw a Duhring plot for saturated salt solution.Knowing the vapour pressure/temperature relationship for waterfrom Fig., find the boiling temperature of saturated salt solution under atotal pressure of 33.3kPa.
The Duhring plot for salt solution has been given in Fig. 8.3, and sincethe line is straight, it may be seen that knowledge of two points on it,and the corresponding boiling points for the reference substance,water, would enable the line to be drawn.
80
Duhring Plot for sodium chloride solutions
From the line, and using Fig. again, it is found that:the boiling point of water under a pressure of 33.3 kPa is 71.7°C,we can read off the corresponding boiling temperature for saturatedsalt solution as 79.4°C.
By finding the boiling points of salt solutions of various concentrationsunder two pressures, the Duhring lines can then, also, be filled in forsolutions of these concentrations. Such lines are also on Fig.8.3.Intermediate concentrations can be estimated by interpolation and sothe complete range of boiling points at any desired concentration, andunder any given pressure, can be determined.
81
Vacuum Evaporation
For the evaporation of liquids that are adversely affectedby high temperatures, it may be necessary to reduce thetemperature of boiling by operating under reducedpressure.
The relationship between vapour pressure and boilingtemperature, for water, is shown in Fig.
When the vapour pressure of the liquid reaches thepressure of its surroundings, the liquid boils.
The reduced pressures required to boil the liquor at lowertemperatures are obtained by mechanical or steam jetejector vacuum pumps, combined generally withcondensers for the vapours from the evaporator.
82
Vacuum Evaporation
Mechanical vacuum pumps are generally cheaper inrunning costs but more expensive in terms of capital thanare steam jet ejectors.
The condensed liquid can either be pumped from thesystem or discharged through a tall barometric column inwhich a static column of liquid balances the atmosphericpressure.
Vacuum pumps are then left to deal with the non-condensibles, which of course are much less in volume butstill have to be discharged to the atmosphere.