1 patented technology gm: mattias rutschinski 1 innovations & ideas rutschinski mattias - face...
TRANSCRIPT

1PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 1
INNOVATIONS & IDEASRUTSCHINSKI MATTIAS - Face and CEO BAUER JOACHIM – Tool head and CEO
WHO IS IRUBA INNOVATIONS?
®

2PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 2
- Founded 1. August 2009 -GbR / 2013 -GmbH- Tools are only made at the J. Bauer GmbH - Specials are our specialty (accuracy / design/ form) - IRUBA offers solutions- 2012 start of strong collaboration with DPS (Delcam professional services UK)- 2014 several new Partner to complete solutions
WHO IS IRUBA INNOVATIONS?
®

3PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 3
MANUFACTURING OF FIR-TREE-ROOT NOTCHES
INNOVATIVE GREEN TECHNOLOGY
GERMAN ENGINEERING / PATENT
TOOLS MADE IN GERMANY
CARBIDE MADE IN GERMANY
GERMAN SUPPORT WORLDWIDE
REMANUFACTURING OF TOOL IN GERMANY
®

4PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 4
NEW WAYS
BETTER SOLUTIONSINNOVATIONSNEW TECHNOLOGIES
®

5PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 5
1. 2. 3.
THE IDEA FOR THE NEW TECHNOLOGY
®
6PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 6
BASICS OF THE NEW TECHNOLOGY
A ROUGHING OPERATION- WITH HIGH THERMAL DEVELOPMENT- BIG CUTTING FORCES- LOW CHIP-REMOVAL-RATES
WILL CHANGE INTO A „FINISH OPERATION“- WITH LOWEST THERMAL DEVELOPMENT- LOW CUTTING FORCES - HIGH CHIP REMOVAL RATES
®

7PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 7
BASICS OF THE NEW TECHNOLOGY
Interpolating high performance cutting with only “3“ levels
Special carbide end mill
Low cutting forces, almost no thermal development on the cutting edge
Open the slot -and put in the undercut geometry, will be performed in one single step
®

8PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 8
Interpolating by HPC to manufacture notches on a rotor
BASICS OF THE NEW TECHNOLOGY
Straight notches,Ankle notches,Radius notches,
Alwaysrough-milling without full enlacement
END -MILL FIR -TREE -ROOT NOTCHES
®

9PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 9
BASICS OF THE NEW TECHNOLOGY
Advantages:
1. Highest process safety2. No thermal contribution into boundary layer of work piece
3. Lowest cutting forces (low KW4. Low amount of carbide special tools5. High chip removal rate (Q/min) 6. Short manufacturing time
®

10
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 10
ADVANTAGES OF THE NEW TECHNOLOGY
This new technology can also be used as a save process to cut super alloys like Inconel or Titanium alloys.
Only necessary change:Parameters, NC program, Adopted tools
®

11
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 11
ADVANTAGES OF THE NEW TECHNOLOGY
-With one set of tool for defined geometry, all kinds of notch forms can be machined.
-No limitations!
-Down- cut or up- cut milling operation for the final tool.
-Small distance to the next turbine disc on a rotor will cause no collision trouble due to size of cutting tool
®

12
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 12
„STATE OF THE ART TECHNOLOGY“
BROACHING TECHNOLOGY
Classic technology for serial aerospace turbine disk manufacturing
Stationary gas turbines or discs can be manufactured on Multitasking machines (f.ex. WEINGARTNER mpmc).
IRUBA`s solution can easily be applied tomill the fir tree slots in all kind of materials
®

13
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 13
BASICS OF THE STANDARD TECHNOLOGY
Present technologies carry often main disadvantages:
1. No save process (full enlacement / Insert-/tool breakage)
2. Damage on work piece and/or spindle
3. Big amount on special tools4. High cutting forces 5. Long manufacturing time6. High total cost of production
®
14
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 14
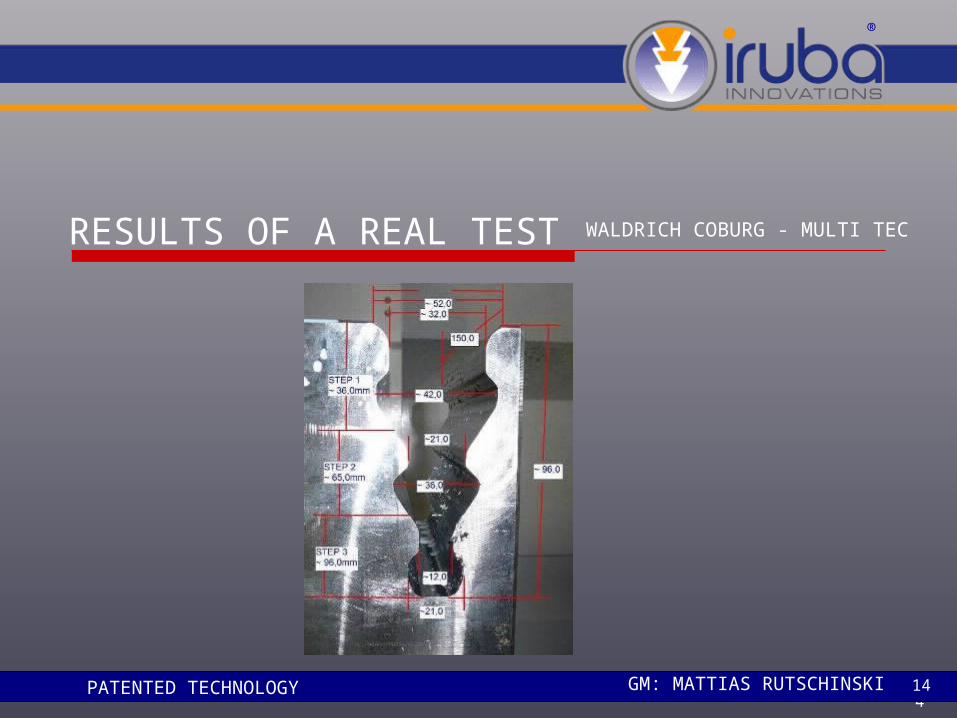
RESULTS OF A REAL TEST WALDRICH COBURG - MULTI TEC
®
15
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 15
1. 3.2.
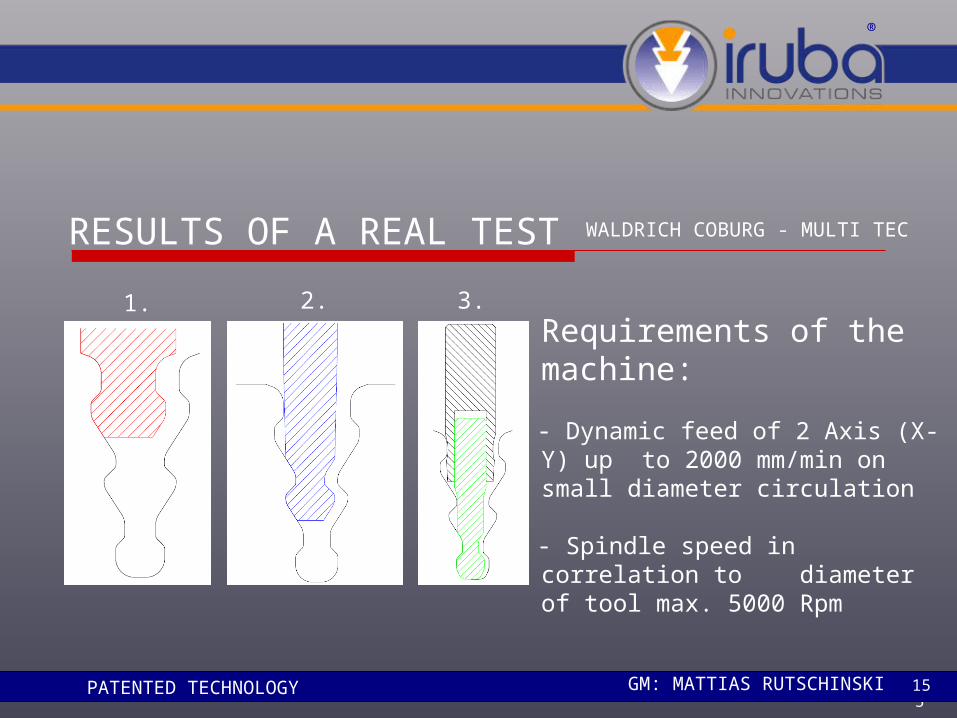
RESULTS OF A REAL TEST
Requirements of the machine:
- Dynamic feed of 2 Axis (X-Y) up to 2000 mm/min on small diameter circulation
- Spindle speed in correlation to diameter of tool max. 5000 Rpm
WALDRICH COBURG - MULTI TEC
®

16
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 16
RESULTS OF A REAL TEST Material (EU) : 1.2312Length of Notch : 150,00 mmTotal Depth of Notch: 98,00 mm
1. Step by Carbide Form End -Millae: ~ 2,0 mmap: 36,0 mmte: ~ 3 minQ: ~ 85 cm³/min
2. Step by Carbide Form End -Mill ae: ~ 1,8 mmap: 30,0 mmte: ~ 3 minQ: ~ 45 cm³/min
3. Step by Carbide Form End -Mill ae: ~ 1,5 mmap: 30,0 mmte: ~ 3 minQ: ~ 28 c m³/min
WALDRICH COBURG - MULTI TEC
®
17
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 17
PROJECT MANAGEMENT
- „GREEN BUTTON“ TECHNOLOGY CONCEPT- OUTLINE- TESTS- SCHEDULING- IMPLEMENTING
®

18
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 18
THE MISSION
®
19
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 19
„GREEN BUTTON“ TECHNOLOGY
- Customer will receive:
- Complete new designed serial tool concept- Complete NC -programming of milling path for each geometry - Realistic parameters adjusted for tools, machine and material- Clamping -system with required accuracy and clamping -forces as well with special cooling concept (water based / oil / ATS/Co2)
®

20
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 20
AEROSPACE INDUSTRY
- Realistic tests at DPS (DELCAM UK) workshop- Original material of INCONEL 718- Spindle: HSK63A / HSK100A / NEW!: ATS/ CO2 Coolant supply- Advantage: No loss of precious machining time at customers tool shop
®
21
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 21
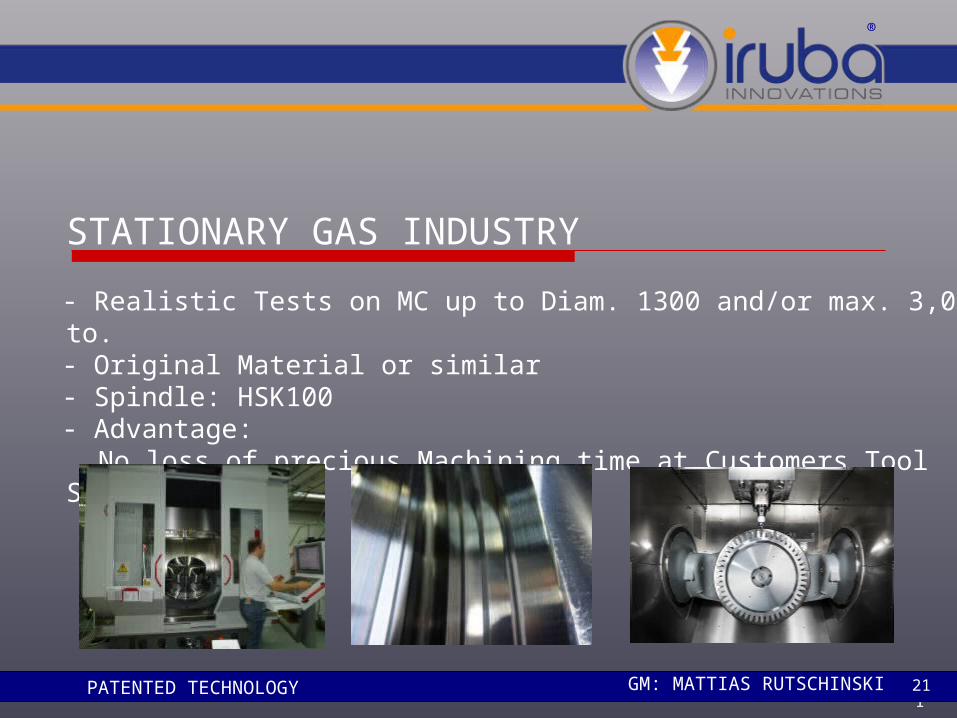
STATIONARY GAS INDUSTRY
- Realistic Tests on MC up to Diam. 1300 and/or max. 3,0 to.- Original Material or similar- Spindle: HSK100- Advantage: No loss of precious Machining time at Customers Tool Shop
®
22
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 22
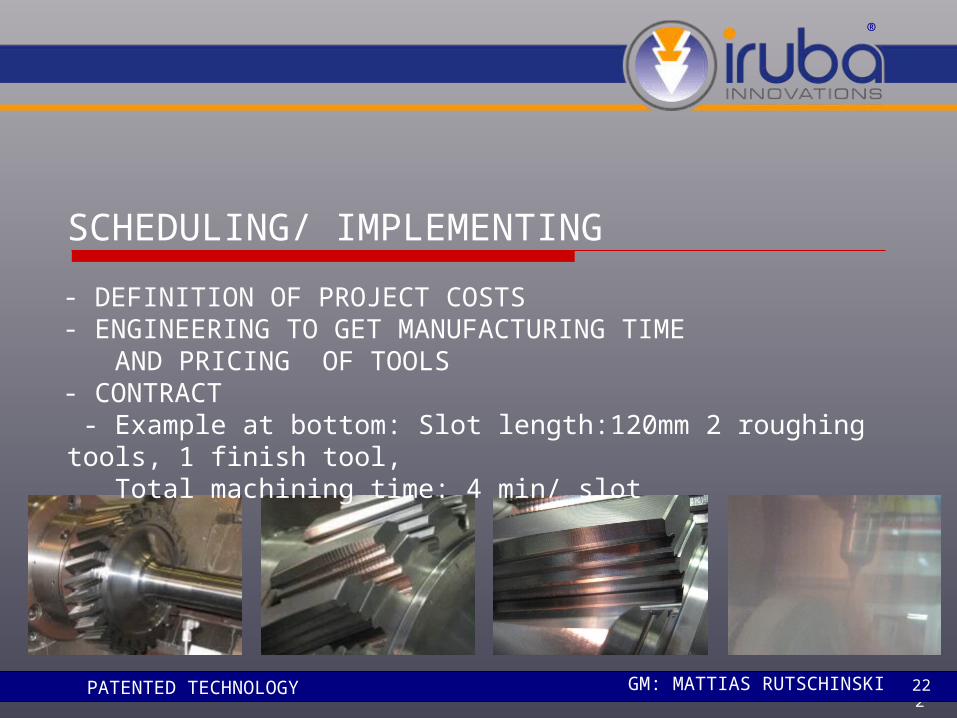
SCHEDULING/ IMPLEMENTING
- DEFINITION OF PROJECT COSTS - ENGINEERING TO GET MANUFACTURING TIME AND PRICING OF TOOLS- CONTRACT - Example at bottom: Slot length:120mm 2 roughing tools, 1 finish tool, Total machining time: 4 min/ slot
®
23
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 23
SUMMARIZE OF ADVANTAGES
- According to several different test on big and small machines and due to 5 years of use at the production site at the ABB (CH).
- Customer will save about 30% machining time, compared to fastest
available milling technology- Compared to 800mm disk (Mat. Turbine steel) about same
production time by milling than broaching - Accuracy and surface quality will improve compared to
broaching- Dramatic increase of machine flexibility, new invest of
broaching machine can be saved, deburring and probing on M/C available.
®
24
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 24
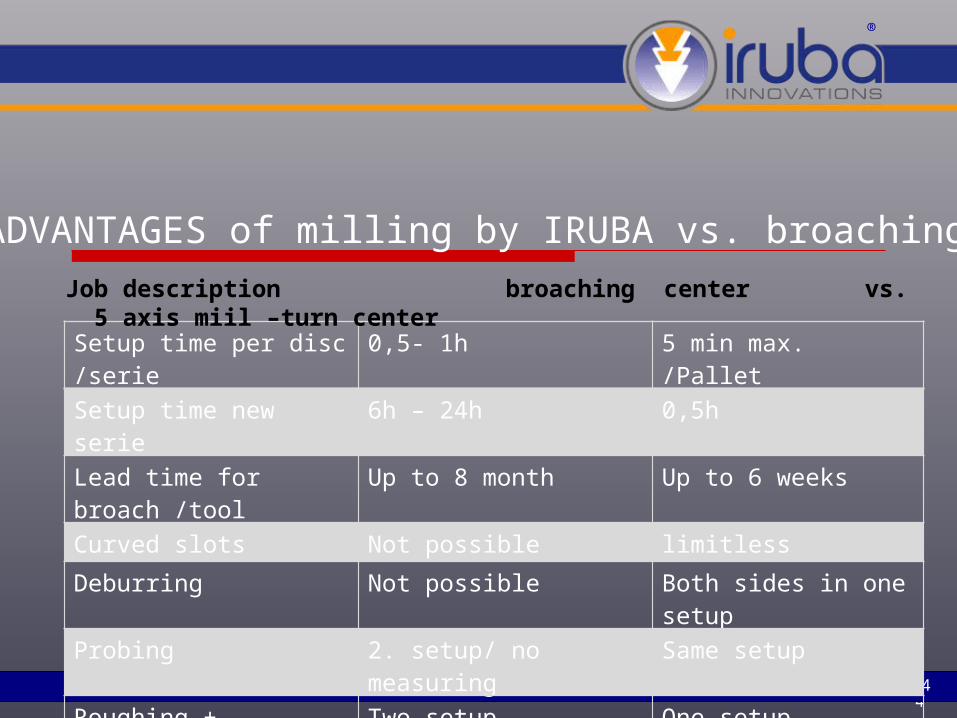
ADVANTAGES of milling by IRUBA vs. broaching
Setup time per disc /serie 0,5- 1h 5 min max. /Pallet
Setup time new serie 6h – 24h 0,5h
Lead time for broach /tool Up to 8 month Up to 6 weeks
Curved slots Not possible limitless
Deburring Not possible Both sides in one setup
Probing 2. setup/ no measuring Same setup
Roughing + finishing Two setup One setup
Enviroment Oil Water based/ATS/Co 2
Job description broaching center vs. 5 axis miil –turn center
®

25
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 25
ADVANTAGES of milling by IRUBA vs. broaching
Footprint in workshop About 150m2 10 – 50m2
Option drilling Not possible No limit
Option turning Not possible No limit
Power Consumtion Up to 100KW 45 -56KW / max. 50%
Flexibility Very limited Very high
Investment 2 – 20 Mio € 300Tsd – 4Mio €
ROI 3 -5 Years 1,5 Years
Cost per hour 150- 350€ 70- 200€
Job description broaching center vs. 5 axis miil –turn center
®
26
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 26
THINK ABOUT
- HOW TO CONVINCE FOR PRODUCTS MADE FOR „GREEN TECHNOLOGY “-
BY USING ALMOST 100 YEAR OLD HEAVY POWER CONSUMING MACHINETOOL TECHNOLOGY?
®

27
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 27
THINK ABOUT
- FACTS:
- IRUBA TECHNOLOGY REDUCES MORE THAN 50% POWER CONSUMTION BY PRODUCTION SAME WORKPIECE- LESS MACHINING TIME , LOW LEAD TIME OF TOOLS, - HIGHEST FEXIBILITY AT THE PRODUCTION SITE- SMALL „FOOTPRINT“ MACHINES WITH ALMOST DOUBLE PRODUCTIVITY - ALL IN ONE -MILLING / TURNING / DRILLING / IRUBA
„BROACHING“ / DEBURRING / PROBING ON ONE M/C - NEW: INCONEL FIR TREE MILLING WITH ATS/CO2 COOLANT
®

28
PATENTED TECHNOLOGY GM: MATTIAS RUTSCHINSKI 28
THANK YOU
®