577 atlas exercise upload
TRANSCRIPT

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 1
Welding Inspection
TASKS PRIOR TO WELDING
1 Drawings, Codes and Standards 1. Which of the following should be assessed as part of the welding quality control? A. Welder performance in a qualified laboratory. B. Welding equipment manufacturer is recognized by the Code of construction. C. Welding symbols and weld sizes. 2. Before welding starts the inspector should review______________________. A. AWS D1.1 B. Codes and Standards C. Welder’s work histories 3. List the four potential inspector actions associated with tasks prior to welding. A._________________________________________________ B._________________________________________________ C._________________________________________________ D._________________________________________________
Weldment Requirements 4. As part of a welding review the inspector must determine the competency of the welding organization and the competency of the __________________________. A. design engineer B. welding foreman C. inspection organization
NDE Information 5. Name three items that the inspector must assure are in order before accepting NDE procedures. A.___________________________________________________________ B.___________________________________________________________ C.___________________________________________________________

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 2
6. As regards storage ovens for welding consumables the inspector should confirm that the ovens have ______________________________. A. current calibration stickers B. a window for viewing the contents of the oven. C. automatic heat controls
7. List the four issues that must be addressed when reviewing proposed heat treatment and pressure tests. A. _____________________________________________________________ B. _____________________________________________________________ C. _____________________________________________________________ D. _____________________________________________________________
8. All filler metals, base materials, and backing rings materials should be properly marked and identified. What additional step might be required to insure proper materials? Ans. ____________________________________________________________
9. Preheat is often applied prior to welding; sometimes it may also be needed for_____________. A. bending pipe B. thermal cutting C. popping off scale in single vee welds
10. One item often forgotten during the review of welding consumables is looking for the _______________. A. name of the manufacturer of the consumable on the Welding Procedure B. type of water cooling used for a GTAW torch C. gas composition and purity requirements

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 3
11. Normally quality assurance and quality control measures include such things as welder responsibility, welder qualification, and the welder understanding the requirements of the WPS and inspection hold points. What else might be required to help the welder perform the weld? Ans. ____________________________________________________________
12 During the inspection of a weldment, tack welds, weld root penetration, cleaning between passes, in-process rework, in process ferrite measurement if required and final weld sizes will be required. What else might be necessary? Ans. ________________________________________________________
13. Which of the following items should be assessed after completion of a weldment? A. All welding equipment is verified as in current calibration. B. Welder’s stamps have been applied to each weld in the weld increment. C. All inspection steps have been verified by the welding foreman or contractor’s representative.
14. If performing NDE on a weldment that will receive PWHT the order of operation is________________. A. After final PWHT B. Before and after final PWHT C. Either before or after PWHT

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 4
15. The inspector should inspect the following after PWHT. A. Temporary attachments have been removed. B. Equipment supported to prevent distortion. C. Temperature monitoring system was calibrated.
16. The hazards associated with welding that the inspector must be aware of are_______________________________. A. _____________________________________________________________ B. _____________________________________________________________ C. _____________________________________________________________ D. _____________________________________________________________
SHEILDED METAL ARC WELDING (SMAW)
17. Which of the following is a true statement about SMAW? A. It often uses pressure in combination with the welding arc to complete fusion and assure complete penetration of the base material. B. Only DC current can be used with the SMAW process. C. A gas for shielding of the molten metal is generated by the decomposition of the electrode covering.
Electrode Covering
18. The covering for and SMAW electrode provides a way to add alloys to change the mechanical properties of the weld metal. A. True B. False

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 5
Advantages of SMAW
19. List the 4 advantages of the SMAW process. A. ______________________________________________________________ B. ______________________________________________________________ C. ______________________________________________________________ D. ______________________________________________________________
Limitations of SMAW
20. Name the two major limitations when using the SMAW process. A. ______________________________________________________________ B. ______________________________________________________________
GAS TUNGSTEN ARC WELDING (GTAW)
21. When using GTAW in DC current mode typically it will be set to DCEN polarity. DCEN stands for________ and provides ____________________. A. Direct Current Electrode Neutral and deeper penetration B. Differential Current Electrode Negative and deeper penetration C. Direct Current Electrode Negative and deeper penetration.
Advantages of GTAW 22. Which of the following is not an advantage of GTAW? A. Allows excellent control for root pass weld penetration B. Only minor post-weld cleaning may be required C. Has a low tolerance for contamination on base material or filler metals
GAS METAL ARC WELDING (GMAW)
23. GMAW uses a ___________ power supply. A. Continuous voltage B. Constant voltage C. Consistent voltage

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 6
Short Circuiting Transfer (GMAW-S)
24. The danger in using the short circuiting mode of arc transfer is ______________________? A. It will cause excessive distortion in thin materials B. It can lead to lack of fusion in thin materials C. It can lead to lack of fusion in thicker materials
Globular Transfer 25. This arc transfer mode is suitable for _____________________________? A. All position welding B. Flat position welds C. Vertical and horizontal welds
Spray Transfer
26. The following is true about this arc transfer mode. A. Spatter is minor B. Spatter is a major concern. C. It cannot be used in any mode for thin sheet material.
Advantages of GMAW
27. GMAW process has the advantage of ___________________________. A. being highly portable B. high deposition rates C. not being subject loss of shielding gas due to air drafts
FLUX CORED ARC WELDING (FCAW) 28. FCAW is normally a _________________________________. A. fully automated welding process B. semi-automatic welding process C. process used with a DC constant-current power supply.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 7
Advantages of FCAW
29. The slag generated by the FCAW process has the advantage of _________. A. supporting and shaping the weld bead B. being only a minor issue for removal between passes C. allowing the weld metal to be exposed to the atmosphere
SUMERGED ARC WELDING (SAW)
30. Major use of SAW is found in_______________________________. A. Field welding of large bore piping B. Field welding of large vessel components C. Shop fabrication of vessels and manufacturing of piping
Advantages of SAW
31. List the two advantages that SAW has over other processes. A. ______________________________________________________________ B. ______________________________________________________________
Limitations of SAW
32. Which of following is not a limitation of the SAW welding process? A. Low deposition rates B. The weld is not visible during the welding process C. Welding is limited to the flat position only
STUD ARC WELDING (SW)
33. _____ current is normally used with SW and its positions allowed are______. A. ACEN - flat only B. DCEN - all positions C. ACEN or DCEN - horizontal and overhead

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 8
Limitations of SW
34. This process is limited to use with_______________________________. A. Carbon and Stainless Steels only B. Carbon steels only C. Carbon and low alloy steels only
5 Welding Processes Equipment Identification
Identify the following equipment by the welding process.
35. The process

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 9
36. The process
37. The process

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 10
38. The process
39. The process

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 11
40. The process

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 12
NON-DESTRUCTIVE EXAMINATIONS
DISCONTINUITES
41. The _________________ should choose the NDE method based on the type of discontinuity and weld joint. A. NDE Examiner B. Welding foreman C. Inspector
Table 2 - Common Types of Discontinuities 42. Piping is a type of ________ normally found in the ____________________. A. crack - base metal B. lack of fusion - heat affected zone C. porosity - weld metal 43. Convexity is found in the _____________. A. weld face of groove welds B. weld face of a fillet weld C. weld faces of groove and fillet welds Table 4 - Capability of the Applicable Inspection Method for Weld Type Joints 44. Which method of the following NDE methods is applicable to all weld type joints? A. RT B. UT C. PT 45. The abbreviation LT applies to __________________. A. Leak Testing B. Longitudinal ACFM C. Laser Testing
AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 13
Table 5 - Capability of the Applicable Inspection Method vs. Discontinuity
46. RT has a marginal capability for detecting cracks in welds. A. True B. False Table - 6 Discontinuities Commonly Encountered with Welding Processes
47. Which of the following welding processes does not promote hydrogen cracking in carbon steel welds? A. SMAW B. FCAW C. SAW D. GTAW 48. If a weld is found to have excessive undercut at the toe the best way to detect it is by ______ or _______, and the best way to correct undercut is to _________ during welding. A. RT - VT - Increase travel speed B. UT - VT - decrease travel speed C. VT - ACFM - decrease travel speed 49. Which welding processes are subject to “Arc Strike”? A. SMAW and GMAW B. GTAW and SAW C. All welding processes 50. The GMAW -S (short circuiting mode) is subject to the discontinuity “Lack of Sidewall Fusion”. Which of the following might help with this problem? A. Slow down travel speed. B. Increase travel speed. C. Vertical downhill welding D. Vertical uphill welding.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 14
Use Table 2 from RP577 and answer the following questions. 51. The discontinuity labeled number 10 is________________________. 52. Number 12d is ___________________________________________. 53. Number 7 represents______________________________________. 54. 1d depicts ______________________________________________. 55. Number 3 is known as _____________________________________.
MATERIALS IDENTIFICATION 56. Who is responsible for establishing a written material verification program? A. The inspector B. The product manufacturer C. The owner/user

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 15
VISUAL EXAMINATION (VT)
57. Visual examination personnel are required to pass a vision test _________ and it shall be of the __________________ eye vision test. A. biannually - J - 2 Jaeger - type B. triennially - J - 1 Joiner - type C. annually - J - 1 Jaeger - type D. semi- annually - J - 1 Jaeger - type
Weld Examination Devices 58. A bridge cam gauge cannot measure ___________________________. A. weld preparation angle B. depth of undercut C. excess reinforcement on a butt weld D. Internal misalignment of pipe welds
Magnetic Particle Examination (MT)
Magnetic Flux Direction indicator
59. On of the most common and popular flux direction indicator for MT is known as the ________. A. Cake gauge B. Pie gauge C. Donut gauge
Demagnetization
60. If residual magnetism is not eliminated after MT examination it may cause___________________. A. deflection of the welding arc during the welding of subsequent passes B. false readings when performing the next phase of MT C. reduction of sensitivity by follow up ACFM testing

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 16
ALTERNATING CURRENT FIELD MEASUREMENT (ACFM)
61. The maximum temperature that the ACFM method can be used at is _________. A. 900 oF B. 600 oF C. 482 oF 62. ACFM does not require the use of a calibration piece with artificial flaws. A. True B. False
EDDY CURRENT INSPECTION (ET)
63. List below the uses for eddy current testing in welding inspection. A. ____________________________________________________ B. ____________________________________________________ C. ____________________________________________________ D. ____________________________________________________
RADIOGRAPHIC INSPECTION (RT)
Radiographic Film
64. The acceptable class of radiographic films are______________________. A. Class I, II and III B. Class I and II C. Class II and III 65. The minimum coverage area of radiographic film for a weld is ______________________. A. 3/4” on consecutive circumferential exposures and 1” on either side of the weld. B. 1” on consecutive circumferential exposures and 3/4” on either side of the weld.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 17
Radioactive Source Selection
66. Which weld thickness below is best suited for use with Iridium 192 source? A. 0.500 B. 3.5”
Film Processing 67. As regards film processing, the normal development time is listed as 5 to 8 minutes at ________. A. 82 oF B. 70 oF C. 68 oF
Radiographic Techniques
68. A reliable radiographic technique is one where the radiation passes_________________________. A. at right angles to the part being examined B. at an angle of 30 degrees or less C. through a single thickness D. through a double thickness
Single-wall Viewing 69. Describe the Single-wall viewing method. Ans. ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 18
Single-wall Viewing
70. The minimum number of radiographic exposures when using the single-wall viewing on circumferential welds is ______. A. 2 B. 3 C. 1
Double-wall Technique 71. The double-wall technique is suitable for pipe outside diameters up to 6”. A. True B. False
Evaluations of Radiographs
72. Rounded indications on a radiograph will be more apparent than__________________. A. cracks B. cracks, lack of fusion C. cracks, lack of fusion or overlap
Facilities for Viewing Radiographs
73. Magnification is allowed for viewing and interpreting radiographs, however______________________________________________. A. too high a magnification will distort the size of an indication and may cause undue rejection B. too high a magnification will enhance the graininess of the film
Radiographic Density
74. Clear film has a density of 0, a film that allows 10% of the incident light pass through has a density of 1.0. A film that allows 1% pass through has a density of ___________. A. 3.0 B. 2.0

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 19
75. The radiograph above indicates that this weld has____________________. A. LOP B. centerline cracking
76. This radiograph exhibits ______________ porosity. A. random

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 20
B. cluster
77. This radiograph indicates burn through. According to Table 6 of RP 577 this was probably not welded using the _______________process. A. SMAW B. GMAW C. GTAW D. FCAW
9.9 ULTRASONIC INSPECTION (UT)
78. Of the ultrasonic display types the________ is the most common. A. B-scan B. C-scan C. A-scan D. D-scan 79. The B-scan display shows a ______________ view of the object. A. cross-sectional B. planner C. half thickness

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 21
80. Ultrasonic display screen above represents the _____________ method. A. C-scan B. B-scan C. A-scan
9.9 ULTRASONIC INSPECTION (UT)
81. ____________ or ___________ are used for detecting discontinuities in welds. A. skip beam - angle beam B. angle beam - back-wall C. shear wave - angle beam
Ultrasonic Inspection System Calibration 82. Some requirements are placed on the condition of a calibration block for use with UT. List those requirements below. A. ______________________________________________________________ B. ______________________________________________________________ C. ______________________________________________________________ D. ______________________________________________________________ E. ______________________________________________________________
AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 22
Ultrasonic Inspection System Calibration
83. Calibration checks should be performed _____________________________. A. before the examination B. after the examination C. before and after the examination 84. Match the following descriptions with the method it applies to. 1. Very effective for sizing flaws which are open to the inside or outside diameter surface and are shallow to mid-wall. ____ 2. Uses the effects of multiple sound modes, such as longitudinal waves and shear waves to qualitatively size flaws. ____ 3. A dual element tandem probe with the transducers crystals located one in front of the other. ____ 4. Wave method that is very effective for very deep flaws. _____ A. The ID Creeping Wave Method B. The Tip Diffraction Method C. The High Angle Longitudinal Method D. Bimodal Method
Hardness Testing 85. Hardness tests on welds are meant to verify that acceptable “softness” has been maintained after welding and often is applied after any required heat treatment. The places where the hardness tests are performed are ______________________. A. Base metal, HAZ and weld metal B. HAZ and weld metal C. HAZ only

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 23
Metallurgy
THE STRUCTURE OF METALS AND ALLOYS
86. Welding can be considered to be like making a ___________. A. solid sheet of metal B. casting
The Structure of Castings
87. _______________ largely responsible for the physical and mechanical properties of metal. A. Smaller grains are B. Larger grains are C. Microstructure is
The Structure of Wrought Materials 88. Wrought materials are those which have been worked by ______________________________. A. rolling B. forging C. extrusion D. All of the above
Welding Metallurgy
89. Weld metal does not have the same uniform makeup as the base metal, because ________________________________________. A. it is normally not the same type of metal as the base metal B. of the flux used during welding C. of the mixing of filler metal with melted base metal 90. The heat affected zone (HAZ) of a weldment is an area that has not been melted but has been affected by the pre-heat and heat of welding. For carbon steels this occurs at temperatures _____________________. A. greater than 1350 oF B. less than 1350 oF

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 24

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 25
Physical Properties
Melting Temperature
91. A pure metal has a fixed melting temperature that is just above its solidification temperature. However, complete melting of _________occurs over a range of temperatures. A. non-ferrous metals B. alloyed materials C. ferrous metals 92. Which property below affects the heat input required to weld a metal? A. Coefficient of Thermal Expansion B. Density C. Thermal Conductivity 93. Steel requires less heat input to weld than aluminum. What property determines this? A. Thermal Conductivity B. Electrical Conductivity C. Density 94. Some metals are more subject to distortion than others during welding. This is because of a physical property know as _______________________ A. Electrical Conductivity B. Coefficient of Thermal Expansion C. Thermal Conductivity 95. Casting and welds are usually _______dense than wrought materials. A. more B. less 96. _____________ is an important factor in RT. A. Thermal Conductivity B. Density C. Melting Temperature

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 26
MECHANICAL PROPERTIES
97. The mechanical property of a metal that defines its amount of deformation and elongation is referred to as _____. A. ultimate strength B. tensile strength C. strain 98. Knowing how ductile a metal is helps to determine _______________. A. tensile strength B. the extent to which a metal can be worked without fracture during fabrication operations C. how often a metal can be stressed before failure 99. Which of the following is hardness test for metals? A. Vickery C B. Knoop C. Donnell Scale 100. Which hardness test uses a minor and major load to determine hardness? A. Rockwell B. Vickers C. Brinell 101. The ability for a metal to absorb energy and deform plastically before fracture is known as its ___________________. A. Ductility B. Yield C. Toughness 102. Toughness is required a lower metal temperatures to resist_____________. A. spider cracking B. planer breaking flaws C. brittle fracture

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 27
PREHEATING
103. Which of the following is the primary reason for pre-heating when welding carbon and low alloy steels? A. Reduce shrinkage stresses B. Reduce hydrogen induced delayed cracking C. Eliminate moisture from the weld area
POST-WELD HEAT TREATMENT 104. Post-weld heat treatment is mostly done to bring about_____________. A. a reduction of locked in stresses due to the welding process B. a softening of the metal to prevent environmental cracking C. a change in the chemistry of the weld metal and heat affected zone
HARDENING 105. Which of the following is a typical test for the hardenability of metals? A. Johnson Freeman Plate Test B. Jominy Bar Test C. Everson and Ives Flattening Bar Test
MATERIAL TEST REPORTS
106. Which of the following is not a true statement about the MTR? A. The chemical analysis given in the test report can be used to calculate the carbon equivalent for that material. B. The inspector should review the material test report. C. The material test report is automatically provided by the manufacturer even if not requested.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 28
WELDABILITY OF STEELS 107. List below 5 factors related to the weldability of a metal. A. ______________________________________________________________
B. ______________________________________________________________ C. ______________________________________________________________ D.______________________________________________________________ E. ______________________________________________________________
Metallurgy and Weldability
108. The addition of carbon to a metal generally makes it________________. A. easier to weld B. more difficult to weld 109. Which of the following is considered a tramp element in carbon steel? A. sulfur B. phosphorus C. arsenic D. all of the above 110. The equation below is referred to as the ______________equation.
A. Schaffer B. Dilution C. Carbon Equivalent

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 29
Weldability Testing
111. The restraint tests that determine possibility of weld metal cracking for the following locations and types are ____________________. Solidification cracks Root & Toe Micro cracks A. Lehigh and RRC B. Lehigh and Circular Weld C. Tekken and Slot
Austenitic Stainless Steel 112. List the most important considerations when welding Stainless Steels. A. _______________________________ B. _______________________________ C. _______________________________ D. _______________________________
113. Austenitic stainless steels are iron-based alloys that typically contain low carbon, chromium between ________ and nickel between _________. A. 10 % - 22% and 5% - 27% B. 19 % - 42% and 5% - 27% C. 15% - 32% and 8% - 37% 114. Stainless Steels which are subject to hot cracking may be evaluated for this problem by using the __________________________. A. Carbon Equivalent of the base metal B. ferrite number of the weld metal C. Slot test

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 30
Austenitic Stainless Steel
115. Austenitic Stainless Steels distort more easily than carbon steels due to their lower __________ and higher_____________. A. solubility - coefficient of heat transfer B. thermal conductivity - thermal expansion C. thermal expansion - thermal conductivity
Nickel Alloys 116. Nickel alloys weld in a sluggish manner, meaning the weld metal does not move easily during the welding process and this tends to create a lack of sidewall fusion as a result. A proper technique is to use a weave or oscillation during welding. One indication that proper weave/oscillation has not occurred is ______________________. A. the weld contour will be concave or flat B. the weld contour will have a convex profile C. the weld contour will have a high convex profile 117. Nickel alloys are subject to ___________________. A. short cracks B. hot cracking C. cold cracking
Refinery and Petrochemical Plant Welding Issues
HOT TAPPING AND IN-SERVICE WELDING
118. The two primary concerns when welding on in-service piping and equipment are ____________ and __________. A. burn through - cracking B. rupture - cracking C. burn through - rupture

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 31
Electrode Considerations
119. Hot tap and in-service welding should be carried out only with low - hydrogen consumables, the reasoning for this when welding carbon steel is to prevent___________. A. hydrogen centerline cracks (HCC) B. hydrogen cracks (HC) C. hydrogen assisted cracks (HAC)
Flow Rates
120. The flow rate of liquids in a piping system may affect the possibility of a failure during in-service welding. A low flow rate may cause____________. A. hard zones and cracks B. burn through C. lack of fusion
Other Considerations
121. When hot tapping a piping system that contains Wet Hydrogen Sulfide the possibility of __________________ is a concern. A. explosion B. pyrophoric scale C. metal burning
AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 32
Inspection
122. Briefly list the duties of the inspector associated with hot tapping or welding on in-service equipment. A. ______________________________________________________________ B. ______________________________________________________________ C. ______________________________________________________________ D. ______________________________________________________________ E. ______________________________________________________________ F. ______________________________________________________________ G. ______________________________________________________________ H. ______________________________________________________________
APPENDIX A
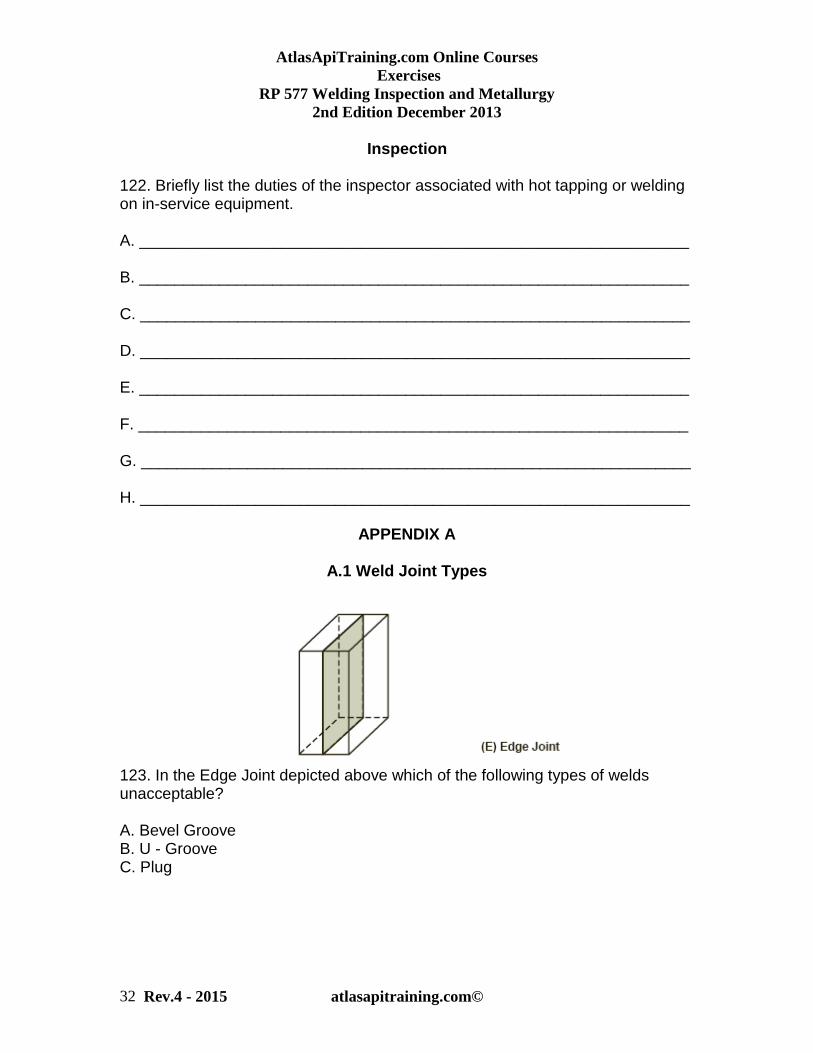
A.1 Weld Joint Types
123. In the Edge Joint depicted above which of the following types of welds unacceptable? A. Bevel Groove B. U - Groove C. Plug

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 33
Figure A-2 Symbols for Various Weld Joints
124. The weld symbol shown above is for a _______________________. A. Double Bevel Weld B. V Weld C. Compression Weld
125. The symbol above is for the use of a _________________________.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 34
Figure A-4 Standard Weld Symbols
126. Using Figure A-4 label the element of the drawing above.
127. Fill in the name of weld joint parts above.
AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 35
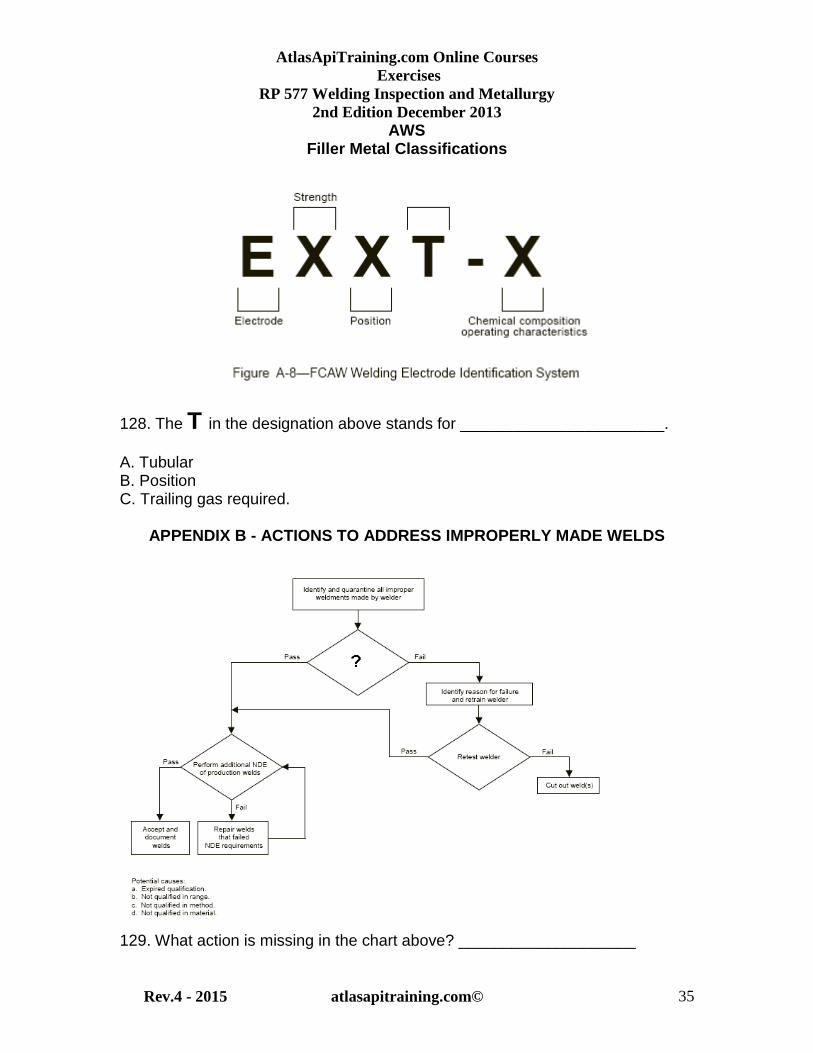
AWS Filler Metal Classifications
128. The T in the designation above stands for _______________________.
A. Tubular B. Position C. Trailing gas required.
APPENDIX B - ACTIONS TO ADDRESS IMPROPERLY MADE WELDS
129. What action is missing in the chart above? ____________________

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 36
APPENDIX D—GUIDE TO COMMON FILLER METAL SELECTION 130.. A good choice of filler metal for the SMAW welding of carbon steel to carbon molybdenum steel might be _______ and ________. A. Classification E7018 and Classification E7018-A1 B. E7018-B2L or E8018-B2, low hydrogen 131. List below the common welding consumables to weld 304L Stainless Steel to Carbon Steel. A. __________ B. __________ 132. A common filler metal in the past for welding 1Cr -1/2 Molybdenum was E8018-B2L, that AWS classification has been changed to _________________.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 37
1. C
2. B
3. A. Identify and clarify missing details and information.
B. Identify and clarify missing weld sizes, dimensions, tests, and any additional
requirements.
C. Identify and clarify inconsistencies with standards, codes and specification
requirements.
D. Highlight potential weld problems not addressed in the design.
4. C
5. A. NDE examiners are properly certified for the NDE technique (see 4.6)
B. NDE procedures are current and accurate.
C. Calibration of NDE equipment is current.
6. C
7. A. Heat treatment procedure is available and appropriate (see 10.6).
B. Pressure testing procedures are available and detail test requirements.
C. PWHT equipment calibration is current.
D. Pressure testing equipment and gauges calibrated and meet appropriate test
requirements.
8. Ans. If required, perform PMI to verify the material composition
9. B
10. C
11. Ans. Special training and mock-up weldments performed if required.
12. Ans. - Additional NDE performed between weld passes and on back-gouged
surfaces.
13. B
14. A
15. A
16. A. Arc radiation
B. Air contamination
C. Airborne debris
D. Heat
17. C
18. A
19. A. Equipment is relatively simple, inexpensive, and portable.
B. Process can be used in areas of limited access.
C. Process is less sensitive to wind and draft than other welding processes.
D. Process is suitable for most of the commonly used metals and alloys
20. A. Deposition rates are lower than for other processes such as GMAW.
B. Slag usually must be removed at stops and starts, and before depositing a weld
bead adjacent to or onto a previously deposited weld bead.

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 38
21. C
22. C
23. B
24. C
25. B
26. A
27. B
28. B
29. A
30. C
31. A. Provides very high metal deposition rates.
B. Produces repeatable high quality welds for large weldments and repetitive short
welds.
32. A
33. B
34. C
35. SMAW
36. GTAW
37. GMAW
38. FCAW
39. FCAW self-shielding
40. SAW
41. C
42. C
43. B
44. C
45. A
46. A
47. D
48. C
49. C
50. D
51. Seam or Lap
52. Throat Crack
53. Overlap
54. Aligned Porosity
55. Incomplete Fusion
56. C
57. C
58. D
59. B
60. A
61. A

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 39
62. A
63. A. Eddy current can be used as a quick test to ensure that the components being
joined during welding have the same material properties.
B. As a quick check for defects of the weld joint faces.
C. Measure the thickness of protective, nonconductive surface coatings.
D. Measure cladding thickness.
64. B
65. B
66. A
67. C
68. C
69. Ans. For materials, and for welds in components, a technique may be used in
which the radiation passes through two walls and only the weld (material) on the
film sidewall is viewed for acceptance. An adequate number of exposures should
be made to demonstrate that the required coverage is met for circumferential welds
(materials). A minimum of three exposures taken at 120° to each other should be
made.
70. B
71. B
72. C
73. B
74. B
75. A
76. B
77. C
78. C
79. A
80. A
81. C
82. A. (calibration block) should be of the same nominal diameter
B. Same thickness.
C. Same composition.
D. Same heat treatment condition as the product that is being examined.
E. It should also have the same surface condition as the part being examined.
83. C
84. 1. B
2. A
3. D
4. C
85. B
86. B
87. C

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 40
88. D
89. C
90. A
91. B
92. C
93. B
94. B
95. B
96. B
97. C
98. B
99. B
100. A
101. C
102. C
103. B
104. A
105. B
106. C
107. A. The metallurgical compatibility of the metal or alloy being welded, which is
related to the chemical composition and microstructure of the metal or alloy, and
the weld filler metal used.
B. The specific welding processes being used to join the metal.
C. The mechanical properties of the metal, such as strength, ductility and
toughness.
D. The ability of the metal to be welded such that the completed weld has sound
mechanical properties.
E. Weld joint design.
108. B
109. D
110. C
111. A
112. The most important considerations to welding austenitic stainless steels are;
A. solidification cracking
B. hot cracking
C. distortion
D. maintaining corrosion resistance
113. C
114. B
115. B
116. C
117. B

AtlasApiTraining.com Online Courses
Exercises
RP 577 Welding Inspection and Metallurgy
2nd Edition December 2013
Rev.4 - 2015 atlasapitraining.com© 41
118. A
119. C
120. B
121. B
122. Inspection tasks typically associated with hot tapping or welding on in-service
equipment should include:
A. Verifying adequate wall thickness along the lengths of the proposed welds
typically using UT or RT.
B. Verifying the welding procedure. Often, plants have welding procedures
qualified specifically for hot taps and in-service welding.
C. Verifying flow conditions.
D. Specifying the sequence of welding full encirclement sleeves and fittings
(circumferential and longitudinal welds).
E. Verifying fit-up of the hot tap fitting.
F. Auditing welding to assure the welding procedure is being followed.
G. Perform NDE of completed welds. Typically this includes VT, UT shear wave
using special procedures for the joint configuration, MT or PT as applicable for
material and temperature.
H. Witness leak testing of fitting, if specified.
123. C
124. B
125. Answer Consumable Insert - Square
126. See Figure A-4
127. See Figure A-5
128. B
129. Answer: Test Welder to Qualify Appendix B Fig. B-1
130. A Appendix D Table D-1
131. Table D-2 E309-XX or EniCrFe -2 or -3
132. Table D-4 E7018-B2L