a combined approach for anomaly detection in production systems using ml techniques
TRANSCRIPT
A combined approach for anomaly detection in production systemsusing machine learning techniques
Università degli Studi di TriesteDipartimento di Ingegneria e Architettura
Corso di Laurea Magistrale in Ingegneria Informatica
Laureando:David Fanjkutić
Relatore:prof. Eric Medvet
Correlatori:dott. Alexander Maierdott. Andreas Bunte
Anno accademico 2014/2015
Sessione straordinaria
Problem
Detect anomalies in a production system in real-time
Production system:
- many components interdependent with each other
- very difficult to model manually- expert knowledge required- usually simulation models are built- very time-consuming and expensive
How to build a model of a system automatically, without knowing its components or structure, so reducing the need of expert knowledge?
Data-driven modelling
Why is it important?
Detect anomalies in RT:
- Fast reaction in production system’s failures
- Big saves in money
Ignore system’s components and structure:
- Independency of the physical components of a system
-> implementable in any production system
(needs only sensor measurements, actuator actions…)
Objective
Given measurements:
1. Learn models that represent the production system
2. Use those models for real-time anomaly detection and diagnosisand diagnosis
Anomaly detection – realize that the system is not working properly
Anomaly diagnosis – identify why the system isn’t working properly
Production system used
• A complex system (like a big production plant) was not available
• Instead, a simple system called „Demonstrator” was used
• Conveniences:• Real-time measures
• Short production cycle (~8.95s)• Shorter period of time needed for learning and testing
• Easy to simulate anomalies• Physical acting upon the Demonstrator
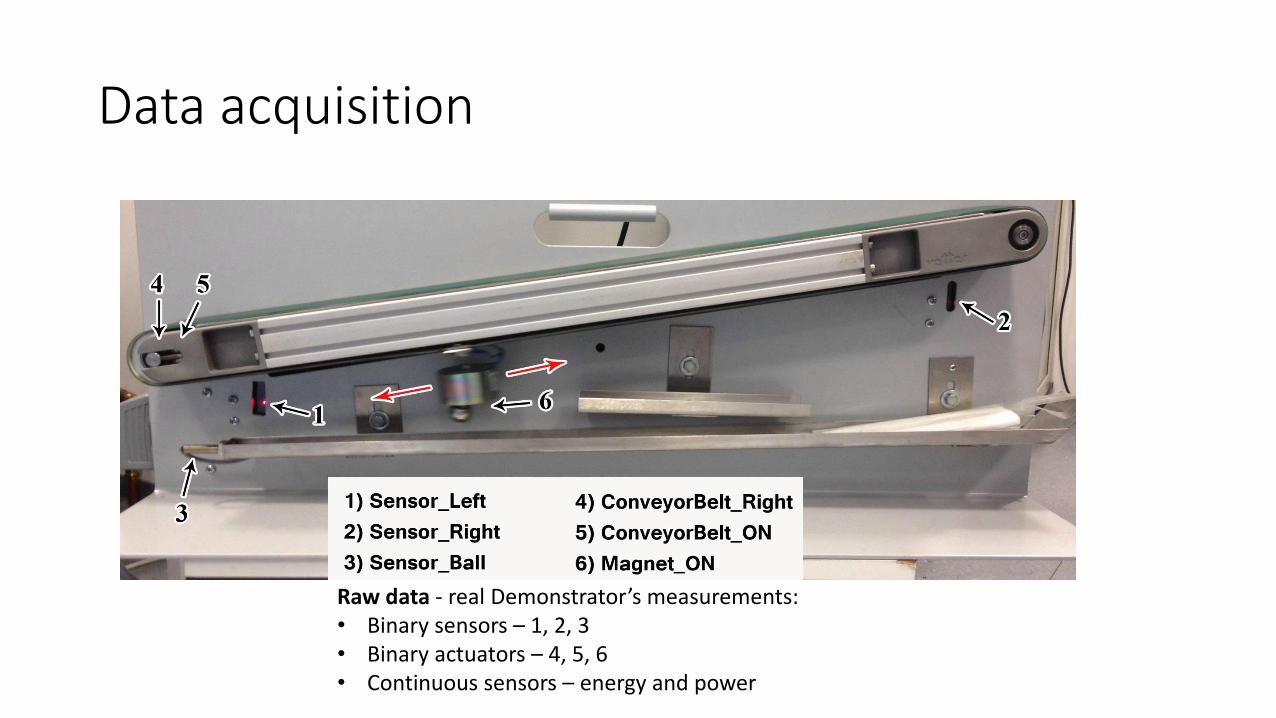
Data acquisition
Raw data - real Demonstrator’s measurements:• Binary sensors – 1, 2, 3• Binary actuators – 4, 5, 6• Continuous sensors – energy and power
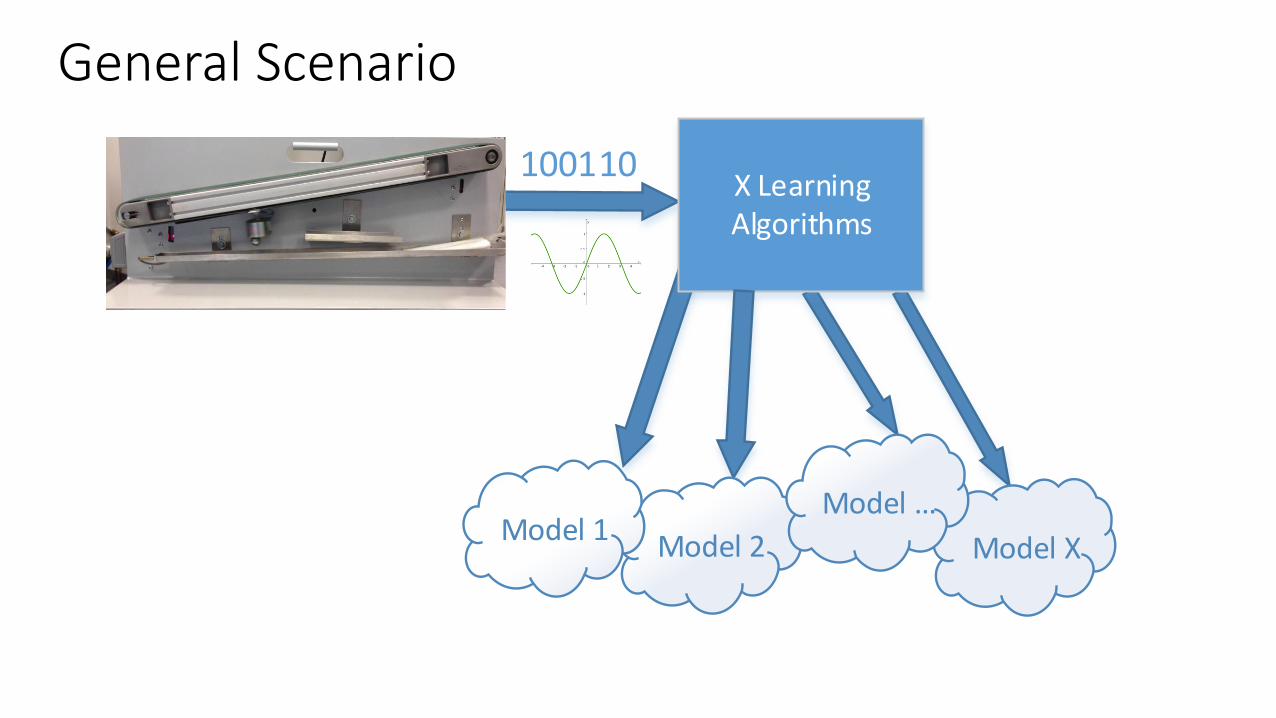
General Scenario
100110X LearningAlgorithms
Model XModel 2Model 1
Model …
Definitions
• OBSERVATION– a vector of system’s measurements at a point in time, contains discrete(binary) and continuous variables
• NORMAL BEHAVIOUR – an ordered set (by time) of observations that occurred while the system was functioning normally
• MODEL – an abstract representation of a system learned from normal behaviour
• ANOMALY – an observation which is not coherent with the learned models
What does „coherent with learned models” mean?? We’ll see in a few slides…
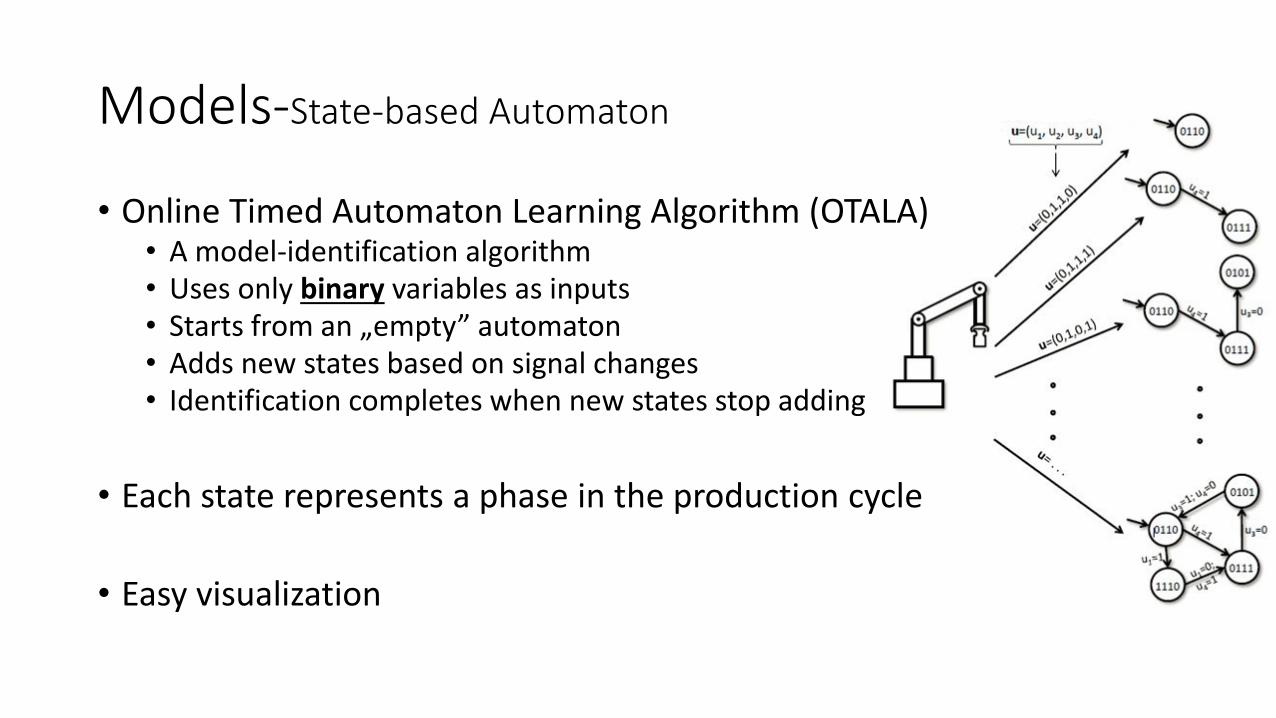
Models-State-based Automaton
• Online Timed Automaton Learning Algorithm (OTALA)• A model-identification algorithm• Uses only binary variables as inputs• Starts from an „empty” automaton• Adds new states based on signal changes• Identification completes when new states stop adding
• Each state represents a phase in the production cycle
• Easy visualization
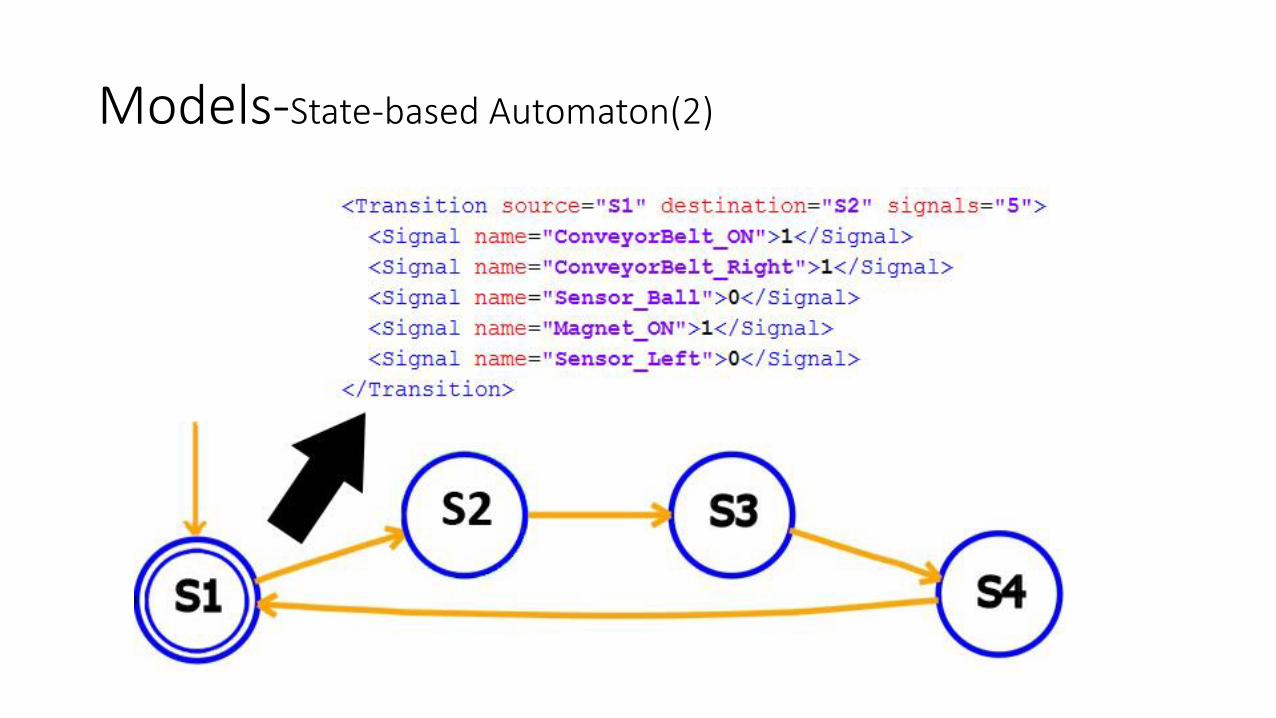
Models-State-based Automaton(2)
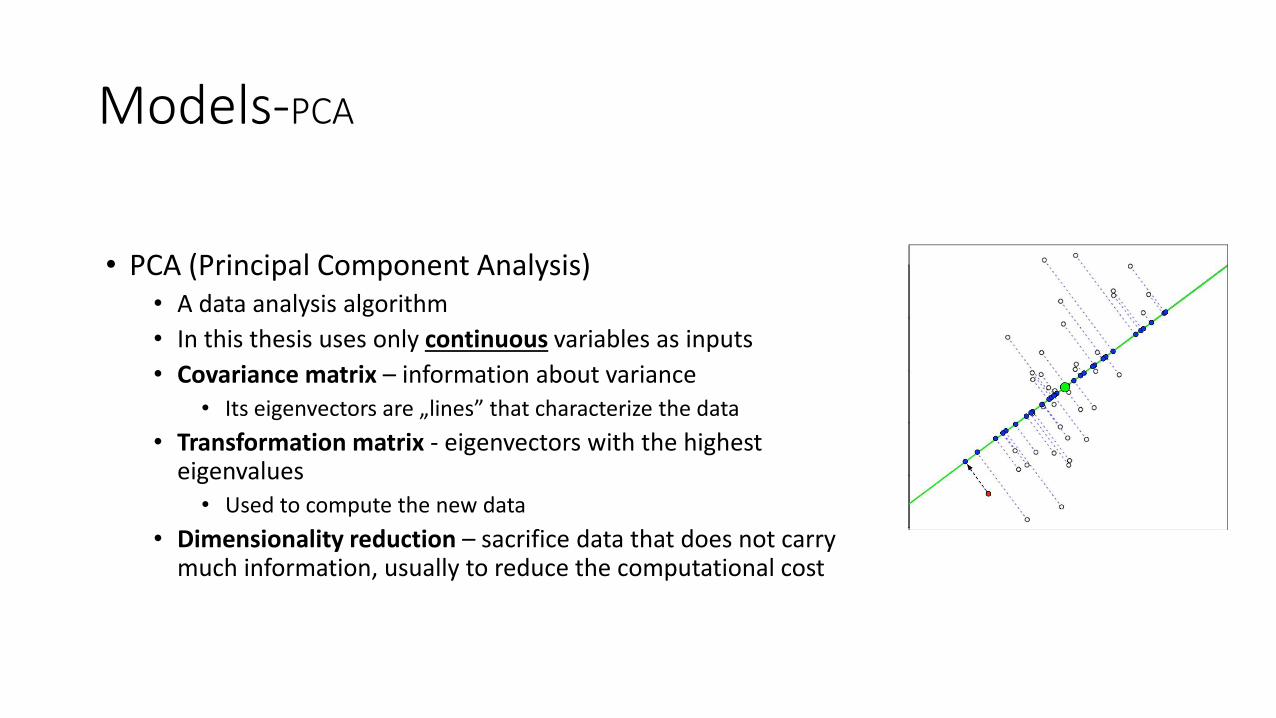
Models-PCA
• PCA (Principal Component Analysis)• A data analysis algorithm
• In this thesis uses only continuous variables as inputs
• Covariance matrix – information about variance• Its eigenvectors are „lines” that characterize the data
• Transformation matrix - eigenvectors with the highest eigenvalues• Used to compute the new data
• Dimensionality reduction – sacrifice data that does not carry much information, usually to reduce the computational cost
100110OTALA
PCA
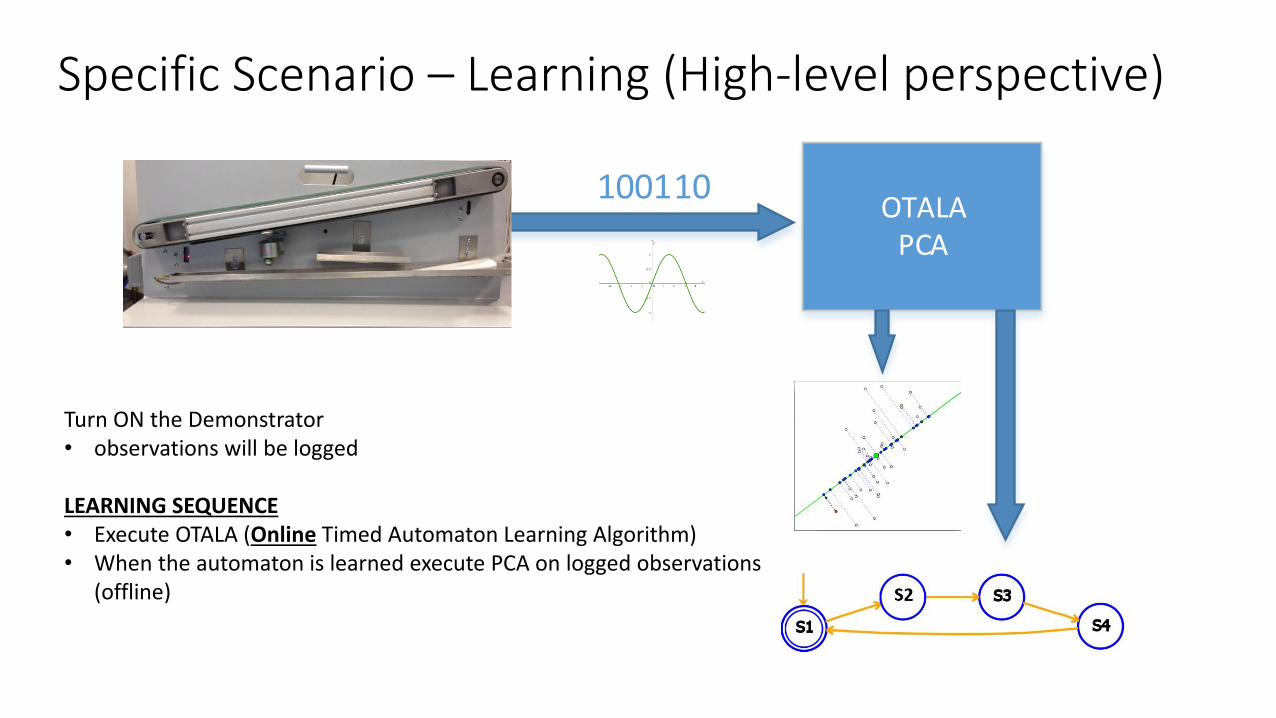
Specific Scenario – Learning (High-level perspective)
Turn ON the Demonstrator• observations will be logged
LEARNING SEQUENCE• Execute OTALA (Online Timed Automaton Learning Algorithm)• When the automaton is learned execute PCA on logged observations
(offline)
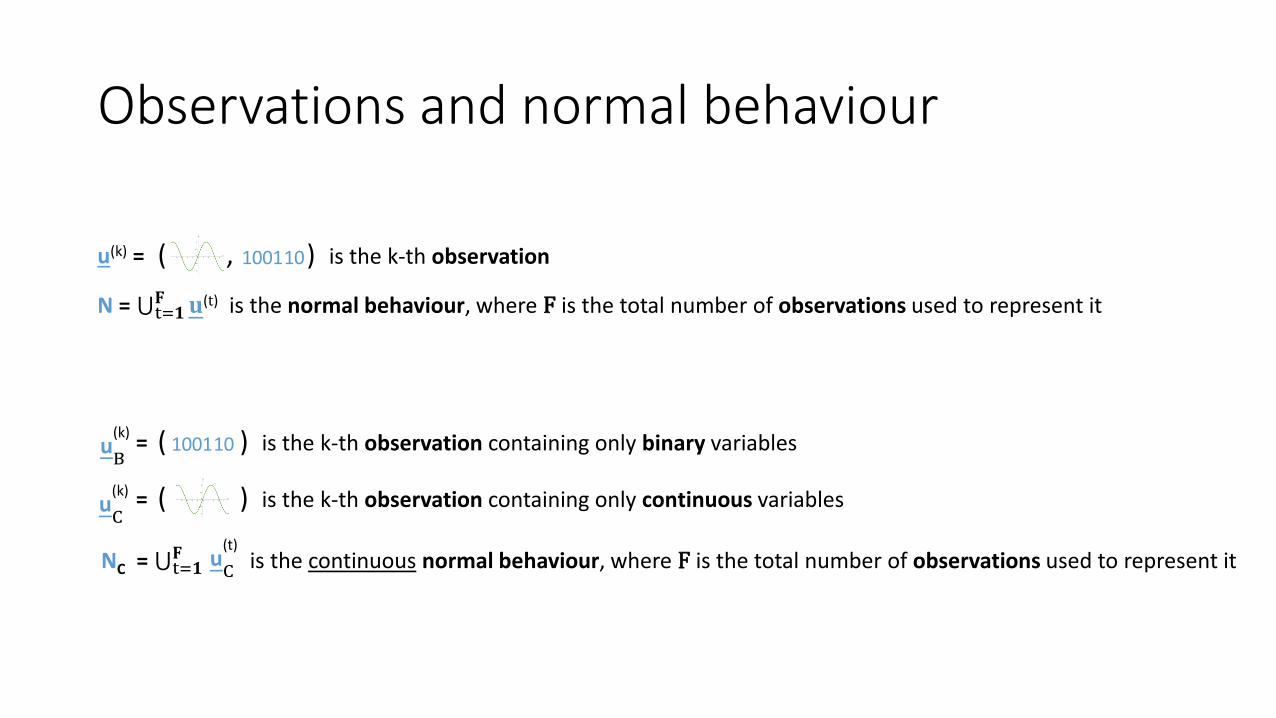
Observations and normal behaviour
( ) is the k-th observation containing only binary variables= 100110
NC = t=𝟏𝐅 is the continuous normal behaviour, where F is the total number of observations used to represent itu
C
(t)
( ) is the k-th observation containing only continuous variables=
uB
(k)
uC
(k)
( , ) is the k-th observationu(k) = 100110
N = t=𝟏𝐅 𝐮(t) is the normal behaviour, where F is the total number of observations used to represent it
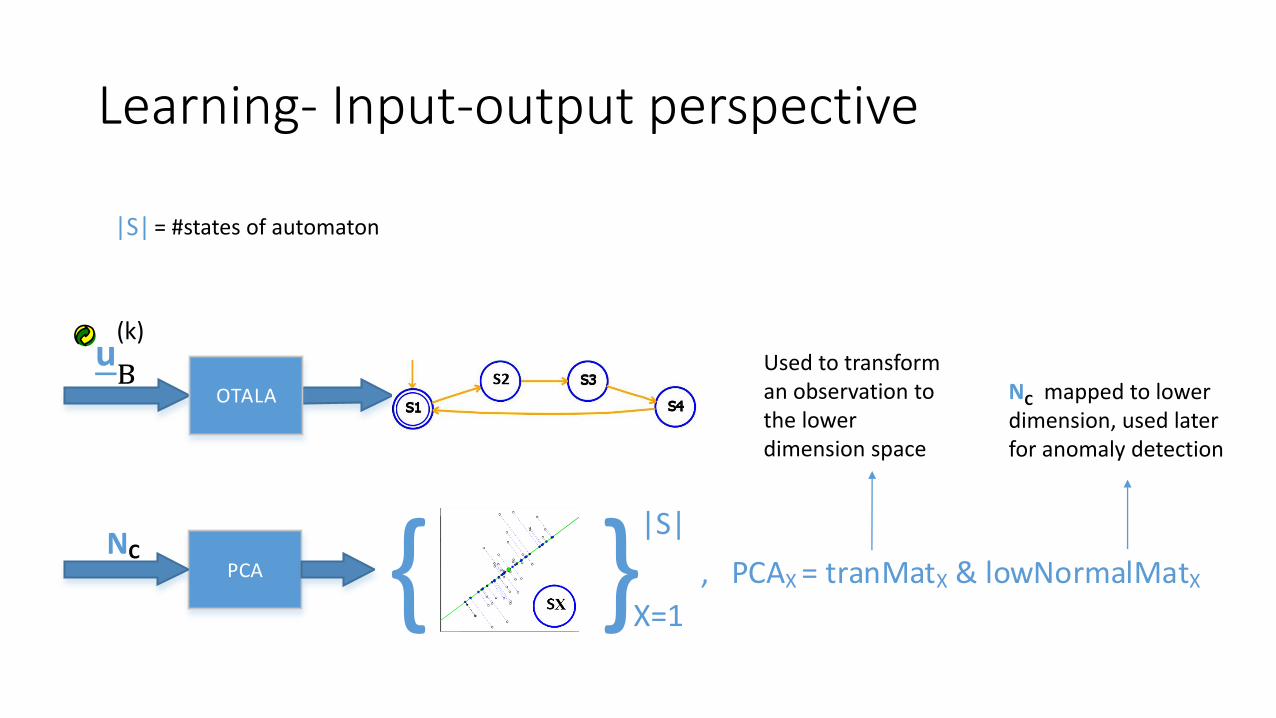
Learning- Input-output perspective
|S| = #states of automaton
Used to transforman observation to the lowerdimension space
NC mapped to lowerdimension, used laterfor anomaly detection
PCA
OTALA
NC { }X=1
|S|
, PCAX = tranMatX & lowNormalMatX
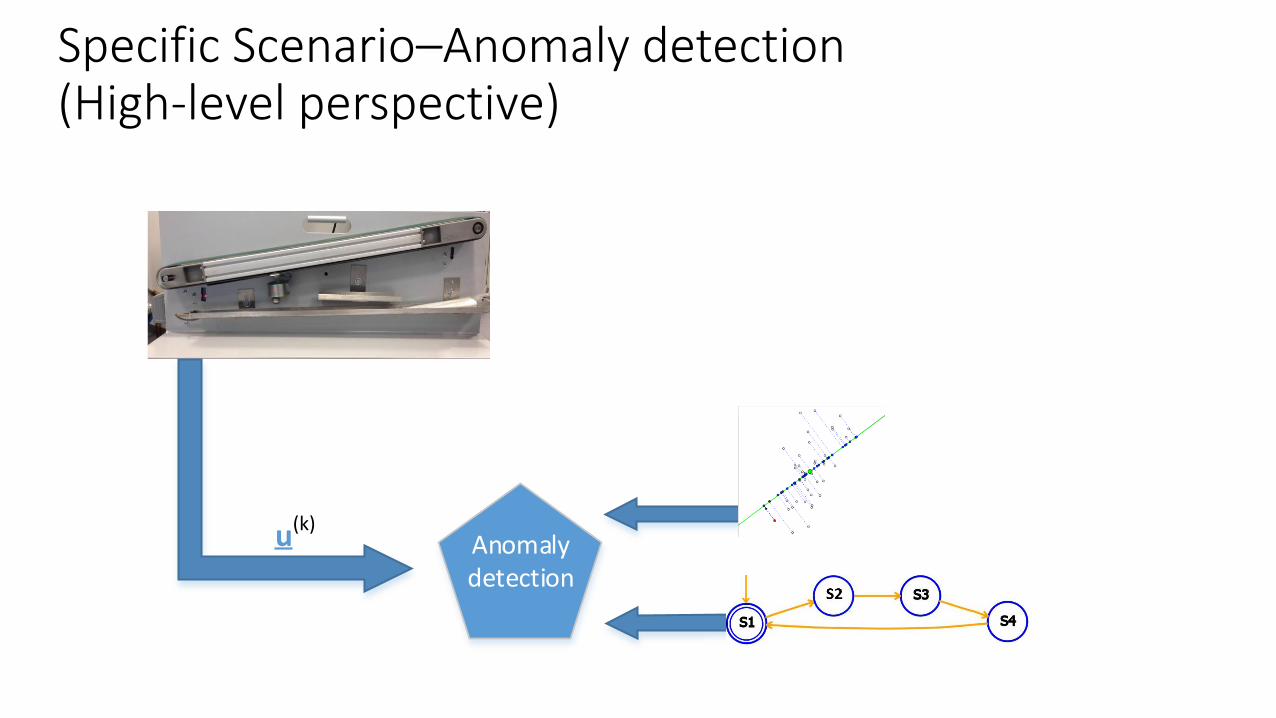
Specific Scenario–Anomaly detection(High-level perspective)
Anomalydetection
u(k)
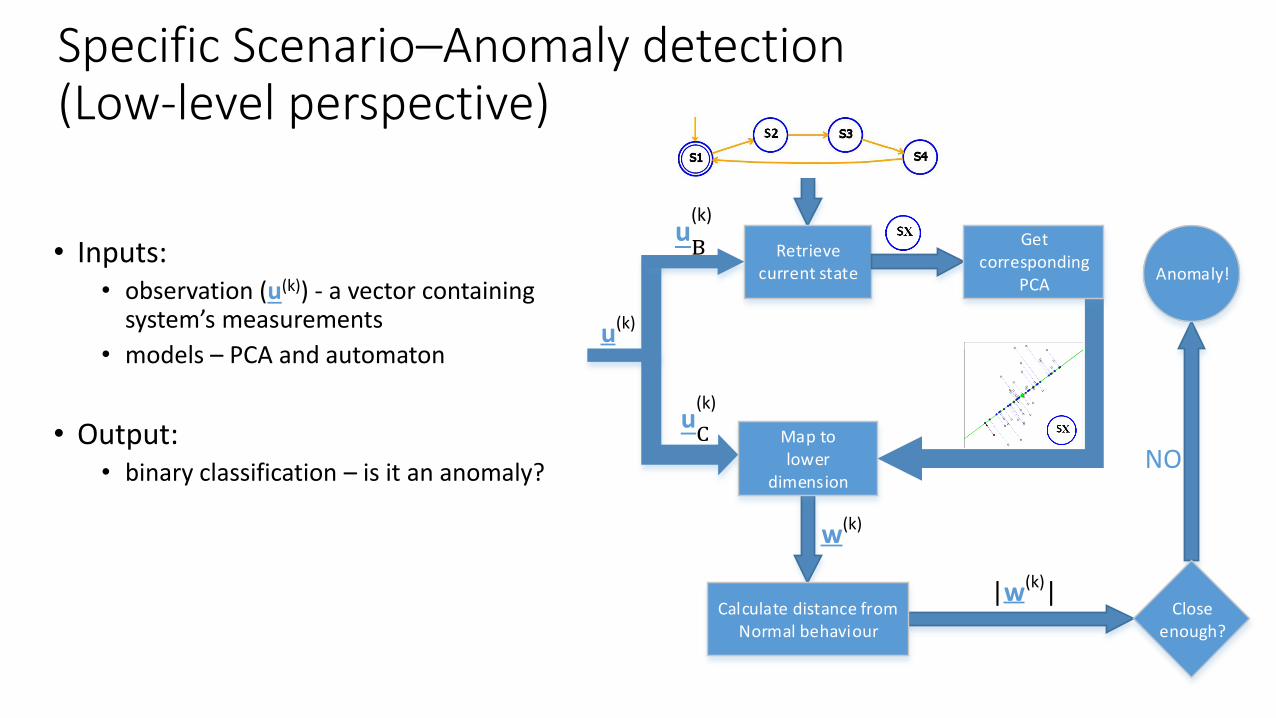
• Inputs: • observation (u(k)) - a vector containing
system’s measurements
• models – PCA and automaton
• Output:• binary classification – is it an anomaly?
Specific Scenario–Anomaly detection(Low-level perspective)
Retrieve current state
Map tolower
dimension
Calculate distance fromNormal behaviour
Close enough?
NO
Anomaly!
u(k)
Get corresponding
PCA
w(k)
|w(k)|
|𝒘| =
𝑖=1
𝑑
𝑤𝑖2
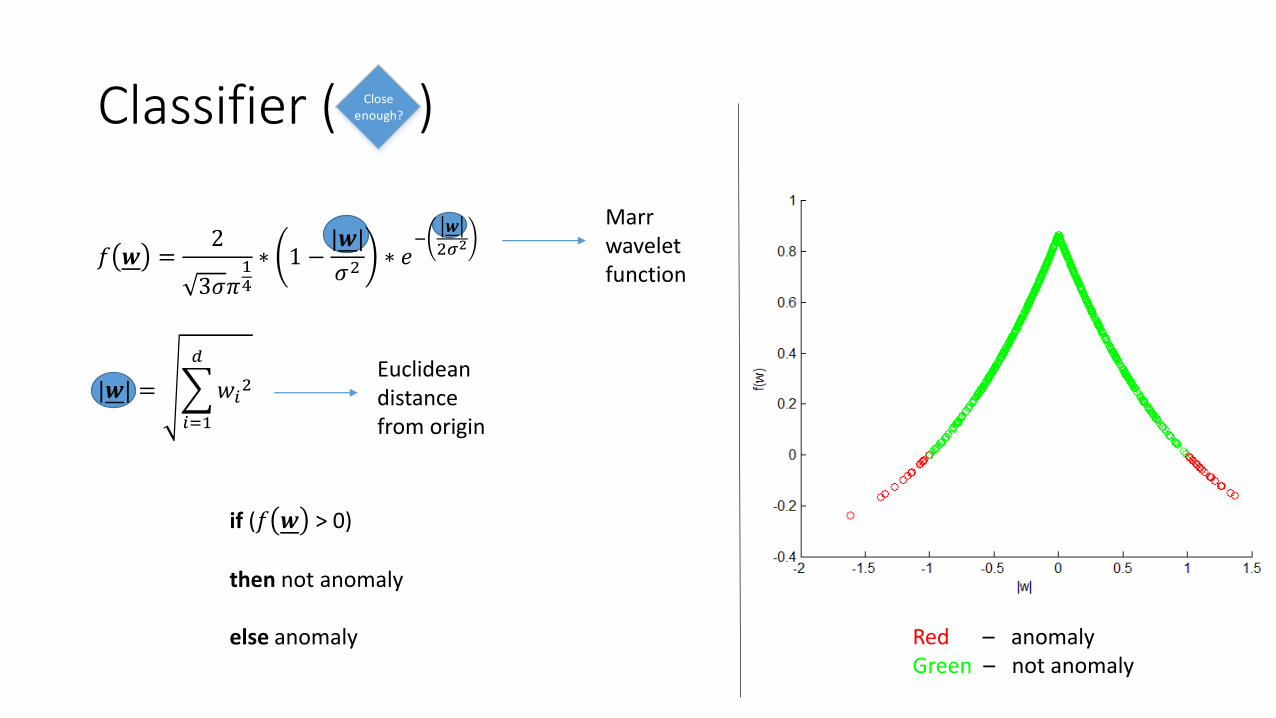
Classifier ( )
Euclideandistance from origin
Marrwaveletfunction
if (𝑓 𝒘 > 0)
then not anomaly
else anomaly Red – anomalyGreen – not anomaly
Close enough?
𝑓 𝒘 =2
3𝜎𝜋14
∗ 1 −|𝒘|
𝜎2∗ 𝑒−𝒘
2𝜎2
Interpretation of anomalies
• Anomaly – non positive output of the Marr wavelet function
• What does it mean to have 1 anomaly?• Probably just some noise, wrong measurements…
• Multiple consequent anomalies?• Probably a real failure
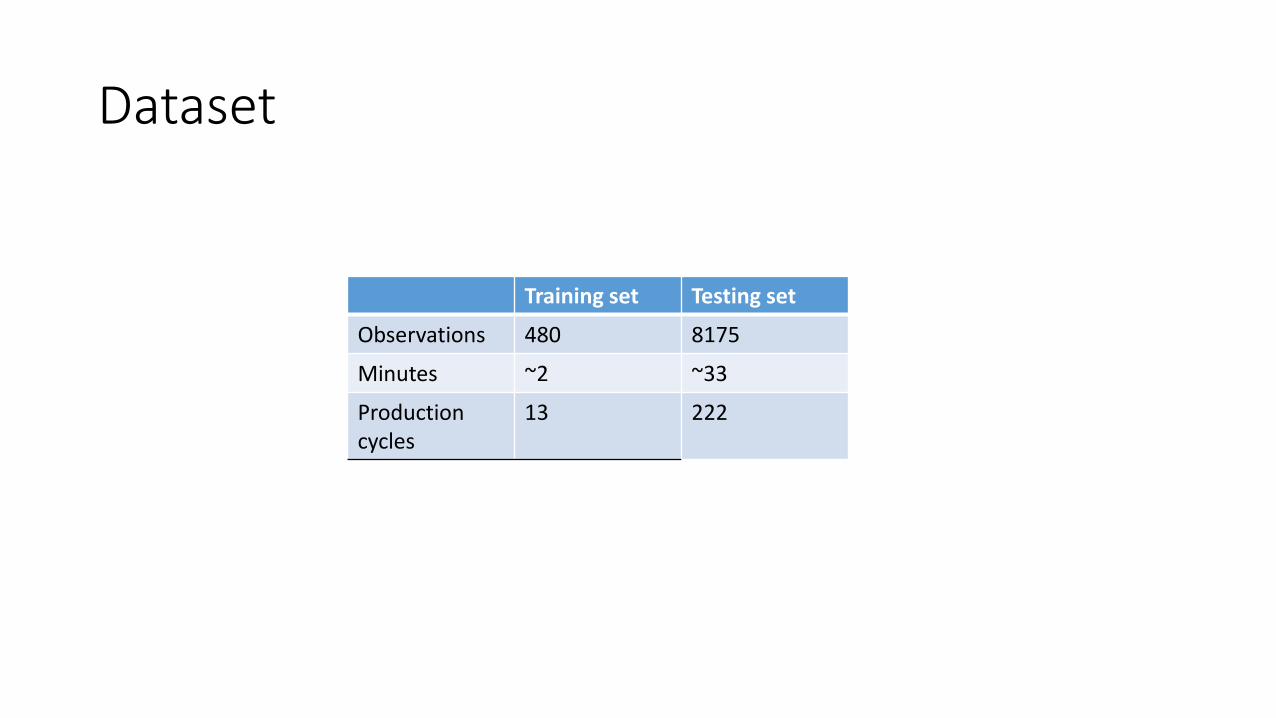
Dataset
Training set Testing set
Observations 480 8175
Minutes ~2 ~33
Productioncycles
13 222
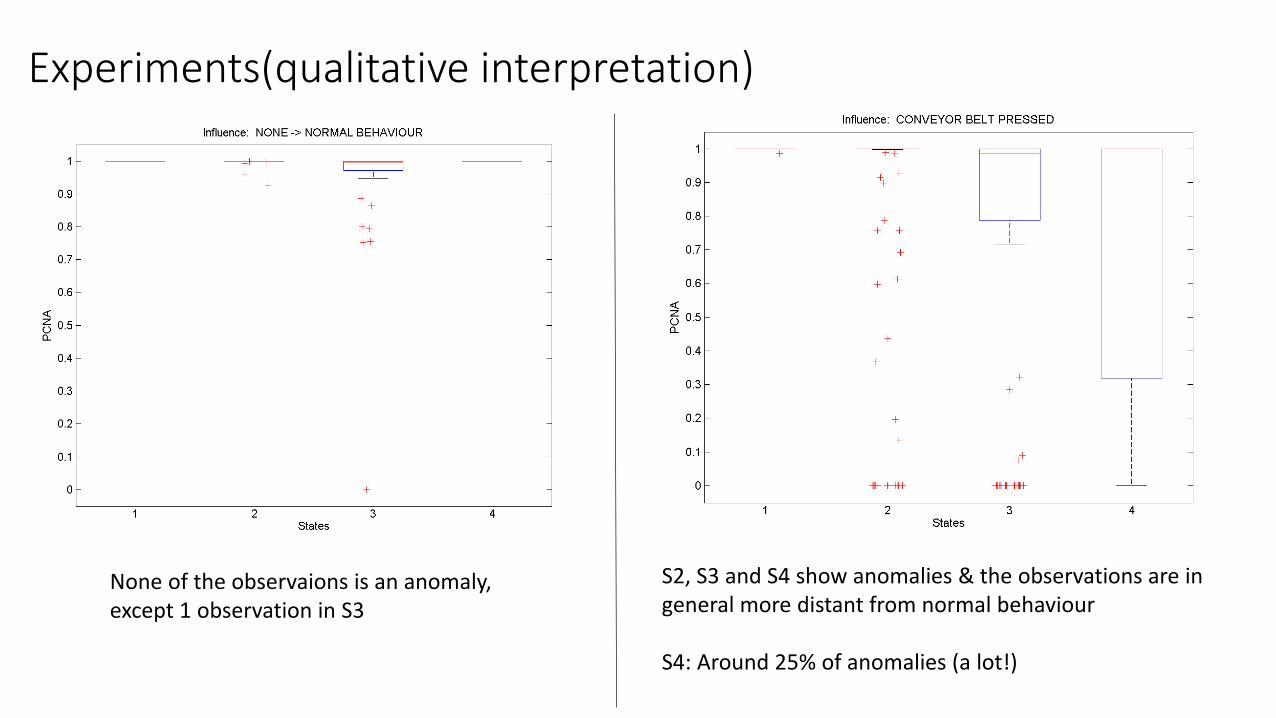
None of the observaions is an anomaly,except 1 observation in S3
S2, S3 and S4 show anomalies & the observations are ingeneral more distant from normal behaviour
S4: Around 25% of anomalies (a lot!)
Experiments(qualitative interpretation)
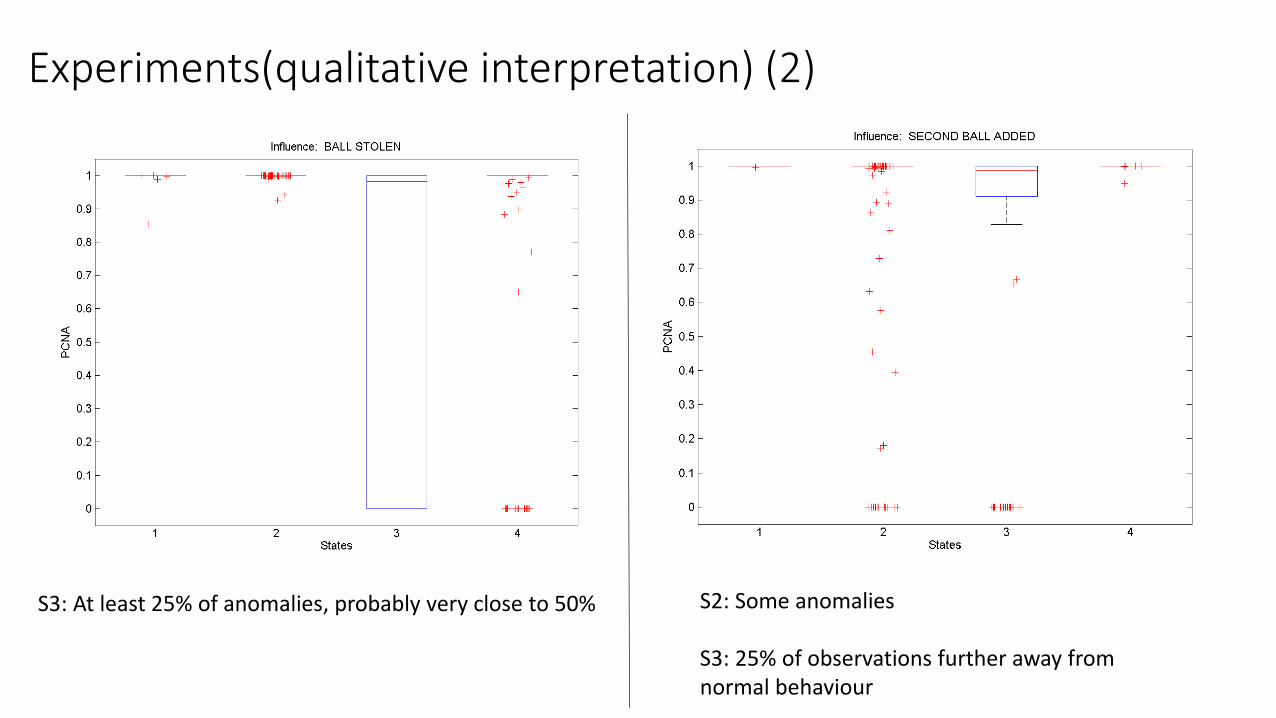
S3: At least 25% of anomalies, probably very close to 50% S2: Some anomalies
S3: 25% of observations further away fromnormal behaviour
Experiments(qualitative interpretation) (2)
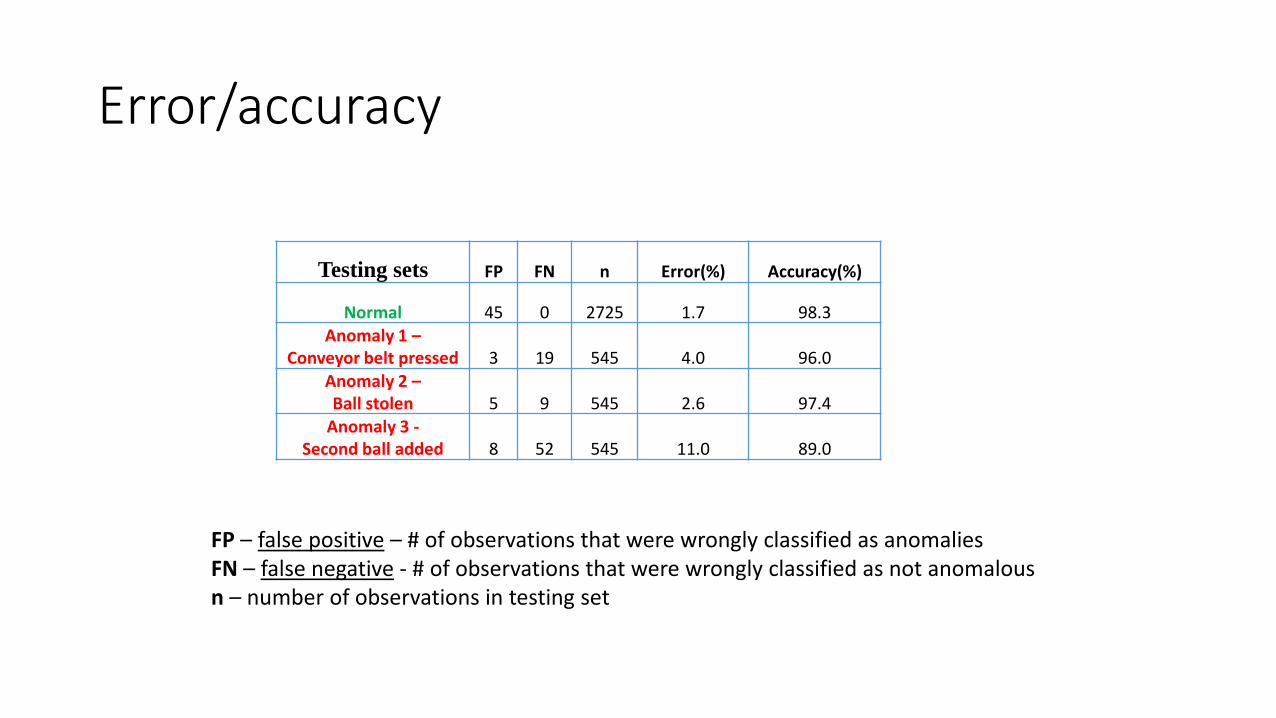
Error/accuracy
Testing sets FP FN n Error(%) Accuracy(%)
Normal 45 0 2725 1.7 98.3Anomaly 1 –
Conveyor belt pressed 3 19 545 4.0 96.0Anomaly 2 –Ball stolen 5 9 545 2.6 97.4
Anomaly 3 -Second ball added 8 52 545 11.0 89.0
FP – false positive – # of observations that were wrongly classified as anomaliesFN – false negative - # of observations that were wrongly classified as not anomalousn – number of observations in testing set
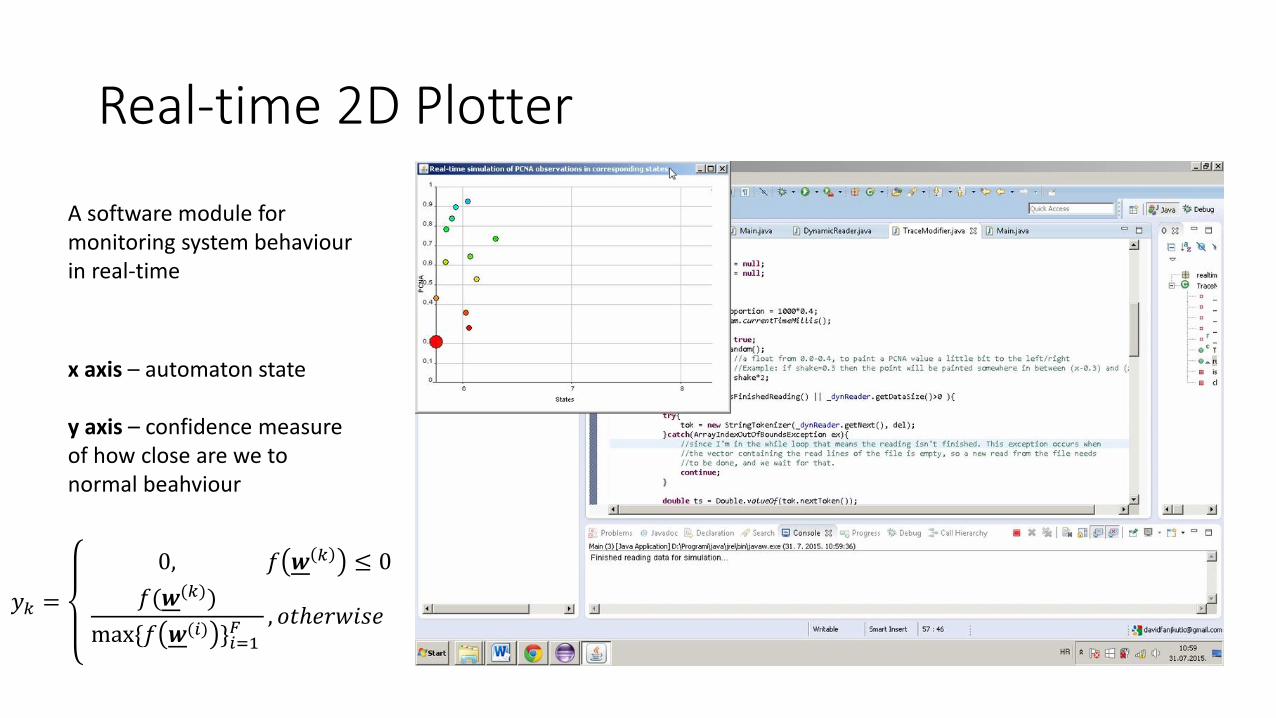
Real-time 2D Plotter
A software module for monitoring system behaviourin real-time
x axis – automaton state
y axis – confidence measureof how close are we to normal beahviour
𝑦𝑘 =
0, 𝑓 𝒘 𝑘 ≤ 0
𝑓(𝒘(𝑘))
max{𝑓 𝒘(𝑖) }𝑖=1𝐹, 𝑜𝑡ℎ𝑒𝑟𝑤𝑖𝑠𝑒
Conclusion
• The experiments showed that OTALA+PCA can detect anomalies in the given simple production system
• Advantages:• independent of the production system
• keeps track in which state the anomaly occurred(pseudo-diagnosis -> decreases significantly the possible causes of anomalies)
• detects early or late binary sensor change
• Shortcomings:• cannot diagnose (find cause of) detected anomalies –> eligible for future work
La presente tesi è prodotto dello scambio internazionale
presso la Hochschule-Ostwestfalen Lin a Lemgo, Germania
in collaborazione con
Infine
Grazie per l’attenzione