a common sense approach to the food safety...
TRANSCRIPT
A Common Sense Approach to the Food Safety Modernization Act - Guidance and Tutorial
Jon Nelson Southeastern, Eastern, Marshall Minerals, Inc., and
SEM Minerals, L.P.
March 23, 2016
4/5/2016 1
4/5/2016 2
56 Day Weights = 364 % Improvement in 48 years; 132 % in last 27 years 1957 1978 2005
Humans, eat your hearts out! Even though you have tried, you will never match our performance. Have a Big-Mac on us!

4/5/2016 3
Note: The information in this presentation has been drawn from a myriad of sources. A couple of slides have been used, with permission from American Feed Industry Association (AFIA) through Henry Turlington, Ph.D. The AFIA has, and will continue to have Seminars and Webinars regarding this subject. It is suggested that you may want to attend one of these programs for clarification of points made in this presentation.
4/5/2016 4
Disclaimer and Limitations
This presentation is not intended to provide legal or actionable advice. It is presented in order to provide the attendee or reader with the current status of the topics covered to the best knowledge of the author and presenter. It is incumbent on the person attending this presentation, or receiving this information, to confirm through research and/or professional 3rd party consultation that the information contained herein is correct prior to any decision's being made based on its content or the accuracy thereof.
What Happened? FSMA was signed into law in 2011. The FDA and FDA-DVM were given the responsibility of writing and enforcing the new law. They are both "Drug" agencies with little knowledge of the day-to-day operations in the animal feed industry. The Problem? Because of their lack of knowledge concerning the animal feed or pet food industries, the FDA went with a "one size fits all" narrative, in which Food=Pet Food=Feed. They eventually realized that the industries were not the same and could not be under the same standards of the Act, but it was too late. The damage was already done so they used the Colonel David Farragut pronouncement of "Damn the torpedoes, full speed ahead". This has caused a great deal of unnecessary expense to those of us in the animal feed industry and will lead to the eventual enforcement of a Regulation that does not fit the industry to which it applies. The Regulation: The feed industry was well into the adoption of the use of a Hazard Analysis and the establishment of Critical Control Points; however, the FDA determined that this was a "reactive" approach. To be "proactive", they adopted a Hazard Analysis with the establishment of "Preventative Control", thereby, once again costing the industry hundreds of millions of dollars.
4/5/2016 5
DO NOT
Establish a Critical Control Point - (HACCP) Establish a Risk-Based Preventative Control - (FSMA) (If Prerequisite Controls will not keep an SOP or Process in Control, perhaps the company is not capable of doing it. Evaluate your Prerequisite Control and make changes in it to keep the SOP or Process in Control.) Waste your time and company money going to lecture series, schools, webinars, etc. given by a company or organization that is not directly involved in the animal feed industry. Stick with AFIA, NGFA or an Integrator Association program sponsored by the Chicken Council, NTF, NPC, etc. (You will find that other programs are not in tune with the industry and provide only broad-range, sweeping guidance.) If you decide to go through a Certification Audit, pick one that meets your needs and go forward with the audit. There are currently a myriad of certifications available. Select the one that works best for your company and the type of feed, mineral, ingredient, etc. your company produces and the type of audit preferred by your customers. Put your program together to the best of your ability, select the audit that best meets your needs and have your facility audited. Don't dilly-dally. (You will never know where you stand unless you have an audit.)
Items that should always be considered relative to FSMA
Say What You Do! Do What You Say! ...........and be able to prove it.
“It did not happen unless it is Written Down (and Verified, by a second
individual).”
Pay attention to the phrases, "if any", "if established" and "it is capable of" and lastly and most important "will result in serious injury, or death
to the consuming animals and/or humans" that are to be found in all FDA guidance documents.
4/5/2016 6
Who Must Register?
Everyone but the good Lord!
You cannot lose control of your feed! If a company is exempt, they will lose their exemption if they lose control of the feed at any stage of production, delivery or consumption. 1. Exempt = Own mill, own all trucks, own all farms, own all birds. Do not lose control of feed.
2. Non-Exempt = Own mill and: A. Use a contract feed delivery truck(s); B. Have a contract grower(s); C. Have a farm(s) on which your birds are grown that you do not own; D. Have a bird(s) grown on your feed that you do not own - breeders or broilers. Most “exceptions” to the Proposed Rule are merely time extensions for compliance. Registration: If your Company/Plant is registered under the Bioterrorism Act of 2002, it is registered under FSMA and must renew in December every two years. Note: To comply with the “Act”, you must secure your plant from outside acts of Terror, including but not limited to, fencing the property (if feasible), locking all exterior access doors, etc., securing all tank access points (ladders, etc.),locking all bulk unloading pits when not in use, securing the area around the micro ingredient addition system, etc.
What about exemptions?
4/5/2016 7
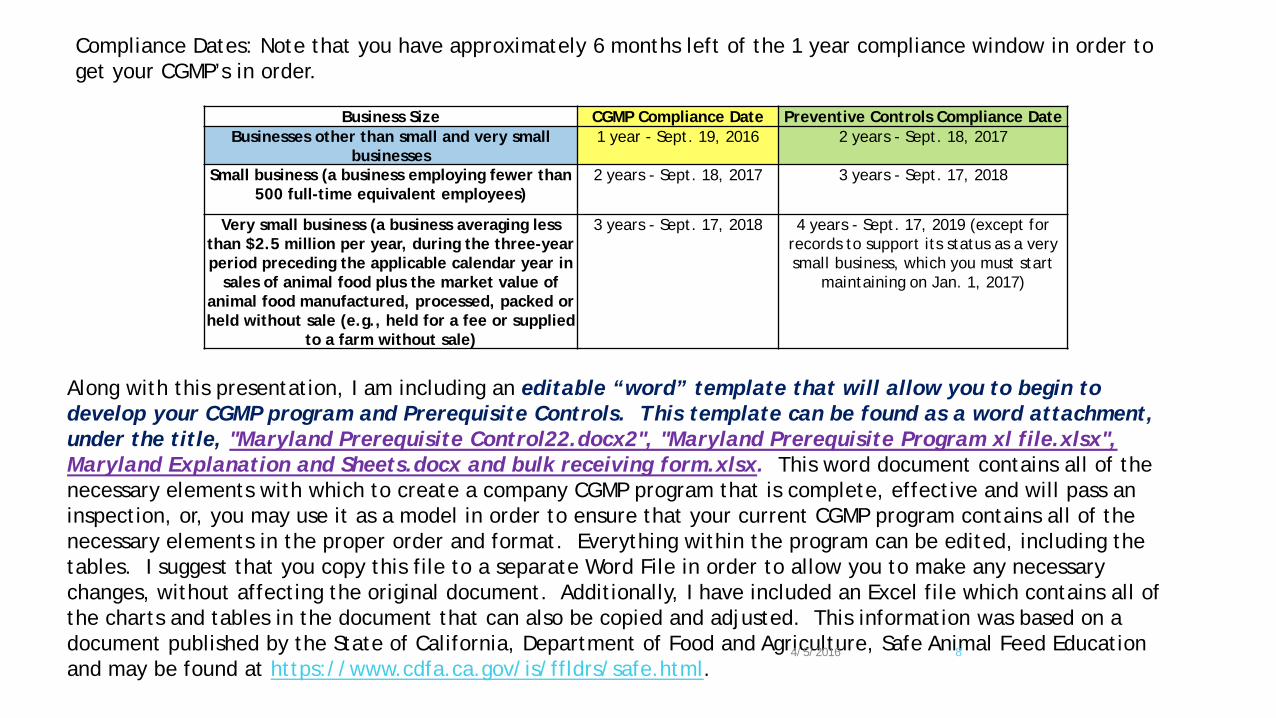
Business Size CGMP Compliance Date Preventive Controls Compliance Date Businesses other than small and very small
businesses 1 year - Sept. 19, 2016 2 years - Sept. 18, 2017
Small business (a business employing fewer than 500 full-time equivalent employees)
2 years - Sept. 18, 2017 3 years - Sept. 17, 2018
Very small business (a business averaging less than $2.5 million per year, during the three-year period preceding the applicable calendar year in
sales of animal food plus the market value of animal food manufactured, processed, packed or held without sale (e.g., held for a fee or supplied
to a farm without sale)
3 years - Sept. 17, 2018 4 years - Sept. 17, 2019 (except for records to support its status as a very small business, which you must start
maintaining on Jan. 1, 2017)
Compliance Dates: Note that you have approximately 6 months left of the 1 year compliance window in order to get your CGMP’s in order.
Along with this presentation, I am including an editable “word” template that will allow you to begin to develop your CGMP program and Prerequisite Controls. This template can be found as a word attachment, under the title, "Maryland Prerequisite Control22.docx2", "Maryland Prerequisite Program xl file.xlsx", Maryland Explanation and Sheets.docx and bulk receiving form.xlsx. This word document contains all of the necessary elements with which to create a company CGMP program that is complete, effective and will pass an inspection, or, you may use it as a model in order to ensure that your current CGMP program contains all of the necessary elements in the proper order and format. Everything within the program can be edited, including the tables. I suggest that you copy this file to a separate Word File in order to allow you to make any necessary changes, without affecting the original document. Additionally, I have included an Excel file which contains all of the charts and tables in the document that can also be copied and adjusted. This information was based on a document published by the State of California, Department of Food and Agriculture, Safe Animal Feed Education and may be found at https://www.cdfa.ca.gov/is/ffldrs/safe.html.
4/5/2016 8
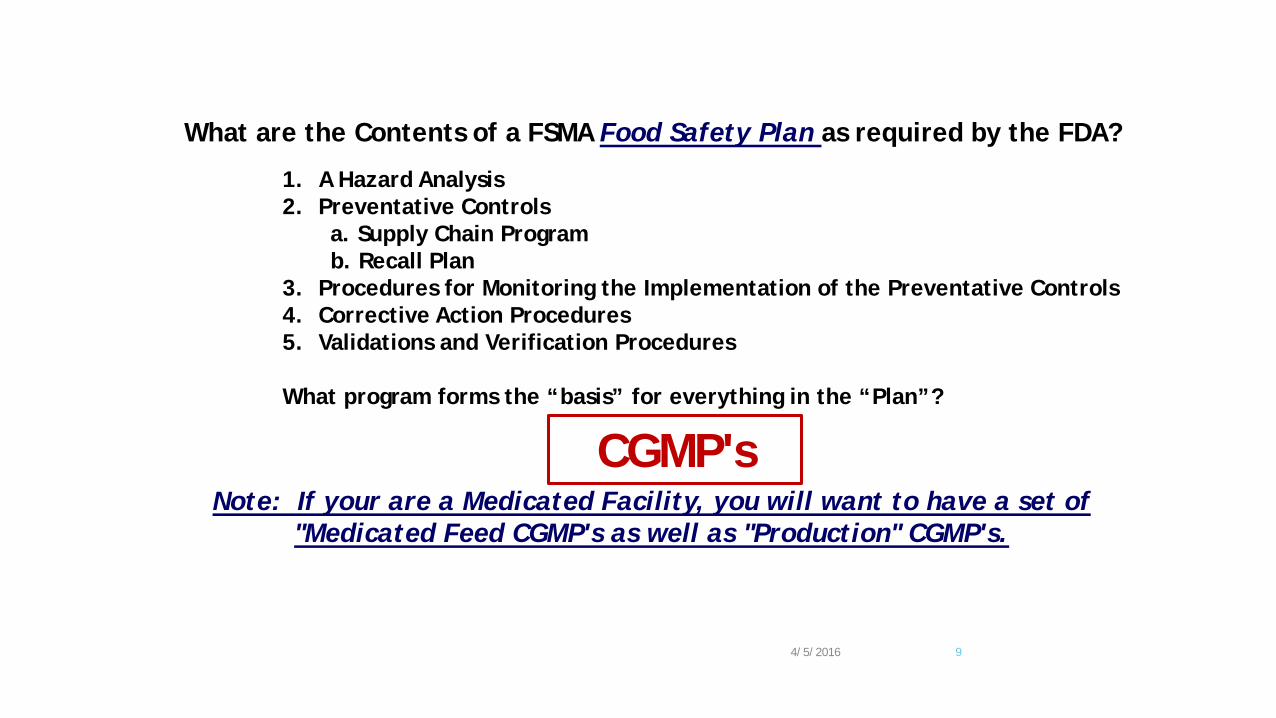
What are the Contents of a FSMA Food Safety Plan as required by the FDA?
1. A Hazard Analysis 2. Preventative Controls a. Supply Chain Program b. Recall Plan 3. Procedures for Monitoring the Implementation of the Preventative Controls 4. Corrective Action Procedures 5. Validations and Verification Procedures What program forms the “basis” for everything in the “Plan”?
Note: If your are a Medicated Facility, you will want to have a set of
"Medicated Feed CGMP's as well as "Production" CGMP's.
4/5/2016 9
CGMP's
4/5/2016 10
ALWAYS maintain that the Prerequisite Controls your company has created are adequate to control all known or reasonable foreseeable hazards within your feed manufacturing or premixing facility(ies), if this is indeed the case. When reviewing your Prerequisite Controls, keep in mind that, under FSMA, the establishment of a Preventative Control (or a Critical Control Point in a HACCP program) is an admission that your Prerequisite Controls are inadequate to control a known or reasonably foreseeable hazard. This "admission" automatically places this "Control" into a new category. You have admitted that, if this Preventative Control or CCP goes out-of-control, it is capable of, or will, result in serious injury, or death to the consuming animals and/or humans. This means that, during the period of time the Preventative Control or CCP is out-of-control, all feed or premixes manufactured are subject to immediate recall from the farm or marketplace; and all animals consuming the out-of-control product are to be quarantined, if alive; all meat, milk and eggs produced from these animals are to be immediately removed from the marketplace through a Recall; and any and all animals and products are to be accounted for as a part of the Recall Program.
IMPORTANT NOTE: It is imperative that you understand the information that follows. If you establish an unnecessary or unwarranted Preventative Control or CCP and it goes "out-of-control", you could very well put your company out of business. I am merely suggesting that you make certain that there is an absolute need for such a Control to be established and you understand the ramifications of doing so.
4/5/2016 11
Prerequisite = Required beforehand. Therefore any Procedure, Specification, Tolerance, Level, Limit, etc. that is clearly defined as being necessary to insure the production of safe food and feed in the CGMP's and Standard Operating Procedures of the establishment may be considered a Prerequisite. A purchase specification is a Prerequisite Control because it must be met before a supplier, or new supplier, may be considered. A purchase specification will be found within the raw material SOP's of the establishment CGMP's. Prerequisite Programs set the stage for a HACCP System and provide on-going support for the establishments' food safety system (a living document, the "good housekeeping" or procedural portion of the Food Safety Program). They keep potential hazards from becoming serious enough to adversely impact the safety of the foods produced. If they are followed, there should be no food safety concern. Prerequisite Programs must be implemented and have documentation such as records to verify implementation if referenced in the hazard analysis, HACCP plan or SOP. Records generated from Prerequisite Programs should be monitored by inspection personnel. Repeated failures may indicate that the Prerequisite Program does not support the decisions made in the hazard analysis. A Prerequisite Program includes: • The program's procedures and operational controls, in writing. • Records that document the program is effective and a hazard is not likely to occur, and; • It provides a foundation for HACCP. The program is facility-wide rather than process or product specific and reduces the likelihood of certain hazards. A Prerequisite Program may prevent a food safety hazard from occurring. HACCP (HARPC) manages process hazards. A CCP (Preventative Control) is designed to control a food safety hazard that has been determined to be reasonably likely to occur.
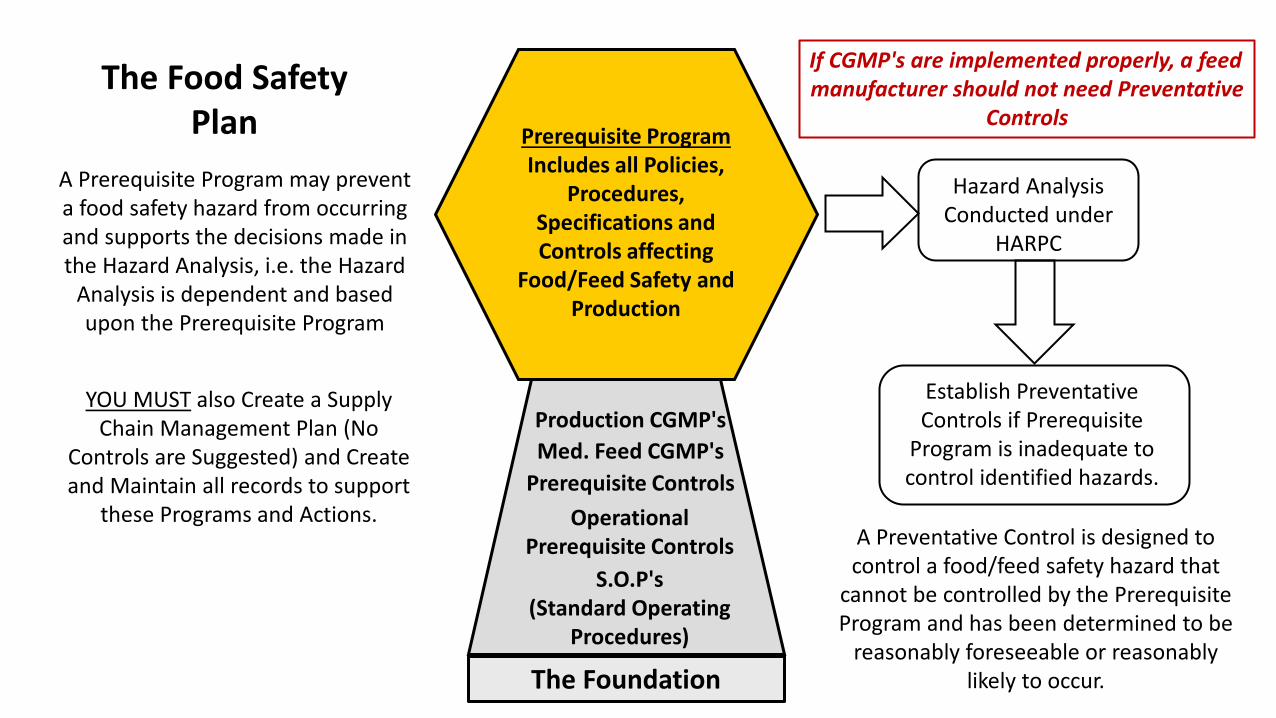
The Food Safety Plan
Hazard Analysis Conducted under
HARPC
Establish Preventative Controls if Prerequisite
Program is inadequate to control identified hazards.
The Foundation
A Prerequisite Program may prevent a food safety hazard from occurring and supports the decisions made in the Hazard Analysis, i.e. the Hazard
Analysis is dependent and based upon the Prerequisite Program
A Preventative Control is designed to control a food/feed safety hazard that
cannot be controlled by the Prerequisite Program and has been determined to be
reasonably foreseeable or reasonably likely to occur.
YOU MUST also Create a Supply Chain Management Plan (No
Controls are Suggested) and Create and Maintain all records to support
these Programs and Actions.
Prerequisite Program Includes all Policies,
Procedures, Specifications and Controls affecting
Food/Feed Safety and Production
Med. Feed CGMP's Production CGMP's
Prerequisite Controls
S.O.P's (Standard Operating
Procedures)
Operational Prerequisite Controls
If CGMP's are implemented properly, a feed manufacturer should not need Preventative
Controls
In order determine whether or not the preceding slide makes sense, lets walk through a real scenario that I have in my QC/QA Manual and determine what parts fit where, as, to me, it is very confusing............ Subject: Magnets and Screens in a feed mill.
A decision has been made to locate a series of screens and magnets at strategic locations in a new feed mill. The locations have been determined by the company engineer in consultation with plant management and QA/QC personnel. The screen sizes and types and the magnet sizes and types have been selected to maximize their effectiveness and are located in bulk unloading and production and bulk loading and bag packaging areas. The reason for their installation is to improve food/feed safety. This is an example of a Good Manufacturing Practice (GMP).
It has been determined that the screens must be checked during each shift in order to insure that they are functioning properly and are cleaned regularly. This is an example of an S.O.P. (Standard Operating Procedure) which is a part of a Current Good Manufacturing Practice (CGMP).
The magnets and screens have now been in the mill for 2 months. It has been decided that the screen specifications should be adjusted at the unloading pit to a different size as they have caused material to bridge. Additionally, the magnet installed in the bulk load-out area has been determined to be too weak and has been replaced with a rare earth drawer magnet. The screen and magnet size and "pull" specifications have been set for the entire milling operation, by location. This is an example of a Prerequisite Control which is a part the Prerequisite Program contained within the Food Safety Plan.
While Checking a Screen, the maintenance department determines that a screen is operational, when it should be replaced, whether or not it is restricting flow and is devoid of holes. The magnets are checked and cleaned. Additionally, the rejected screen material and the magnetic residues are inspected for type and origin, with a report being completed if significant material and/or residue is discovered. This report is a part of the CGMP and SOP, yet it may also be considered as a Prerequisite Control.
In order to ensure that the magnets are functioning as expected, on a yearly basis, a Magnet Pull Test is performed on each magnet or magnet group. This is an Operational Prerequisite Control.
4/5/2016 14
The following slide is a Schematic representation of how a Critical Control Point established in a HACCP Program compares to a Preventative Control established during a Hazard Analysis (as required by the FSMA Program), including the Relationship of a Preventative Control to a Prerequisite Control (a Good Manufacturing Practice) that has been established under the basic CGMP Program. Note: When it has been determined that it is necessary to establish a Preventative Control to adequately control a Practice/Procedure the FDA has determined that the Prerequisite Control/Good Manufacturing Practice previously established may serve as the Preventative Control by establishing Monitoring, Corrective Actions, Validation and Verification Procedures for that Control/Practice.
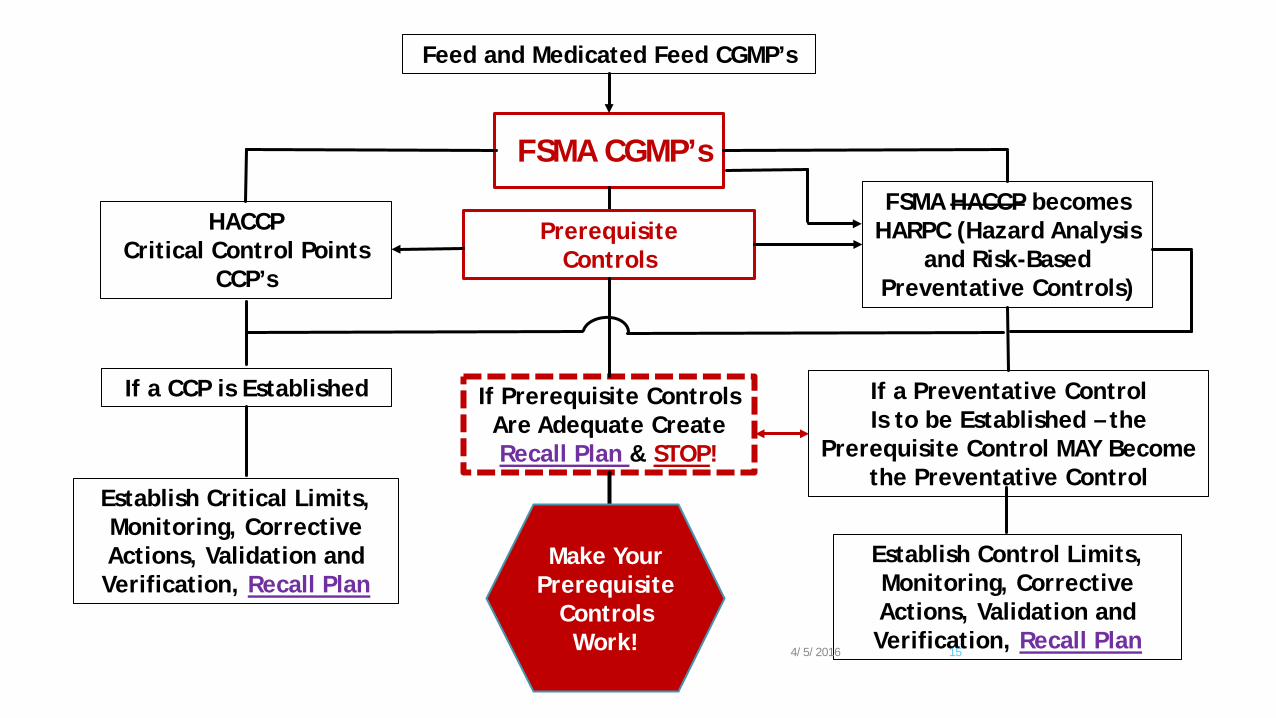
Feed and Medicated Feed CGMP’s
FSMA CGMP’s
Prerequisite Controls
FSMA HACCP becomes HARPC (Hazard Analysis
and Risk-Based Preventative Controls)
HACCP Critical Control Points
CCP’s
If Prerequisite Controls Are Adequate Create Recall Plan & STOP!
If a Preventative Control Is to be Established – the
Prerequisite Control MAY Become the Preventative Control
If a CCP is Established
Establish Control Limits, Monitoring, Corrective Actions, Validation and Verification, Recall Plan
Establish Critical Limits, Monitoring, Corrective Actions, Validation and Verification, Recall Plan
Make Your Prerequisite
Controls Work!
4/5/2016 15
4/5/2016 16
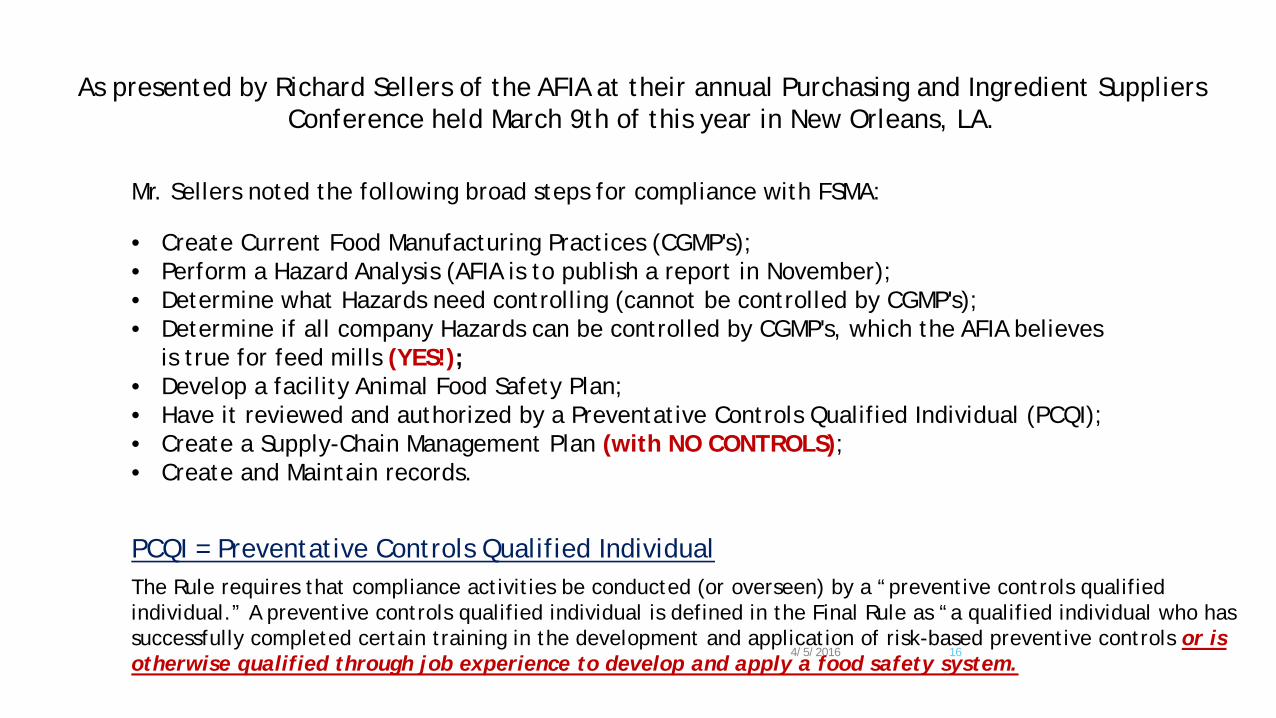
As presented by Richard Sellers of the AFIA at their annual Purchasing and Ingredient Suppliers Conference held March 9th of this year in New Orleans, LA.
PCQI = Preventative Controls Qualified Individual The Rule requires that compliance activities be conducted (or overseen) by a “preventive controls qualified individual.” A preventive controls qualified individual is defined in the Final Rule as “a qualified individual who has successfully completed certain training in the development and application of risk-based preventive controls or is otherwise qualified through job experience to develop and apply a food safety system.
Mr. Sellers noted the following broad steps for compliance with FSMA: • Create Current Food Manufacturing Practices (CGMP's); • Perform a Hazard Analysis (AFIA is to publish a report in November); • Determine what Hazards need controlling (cannot be controlled by CGMP's); • Determine if all company Hazards can be controlled by CGMP's, which the AFIA believes
is true for feed mills (YES!); • Develop a facility Animal Food Safety Plan; • Have it reviewed and authorized by a Preventative Controls Qualified Individual (PCQI); • Create a Supply-Chain Management Plan (with NO CONTROLS); • Create and Maintain records.
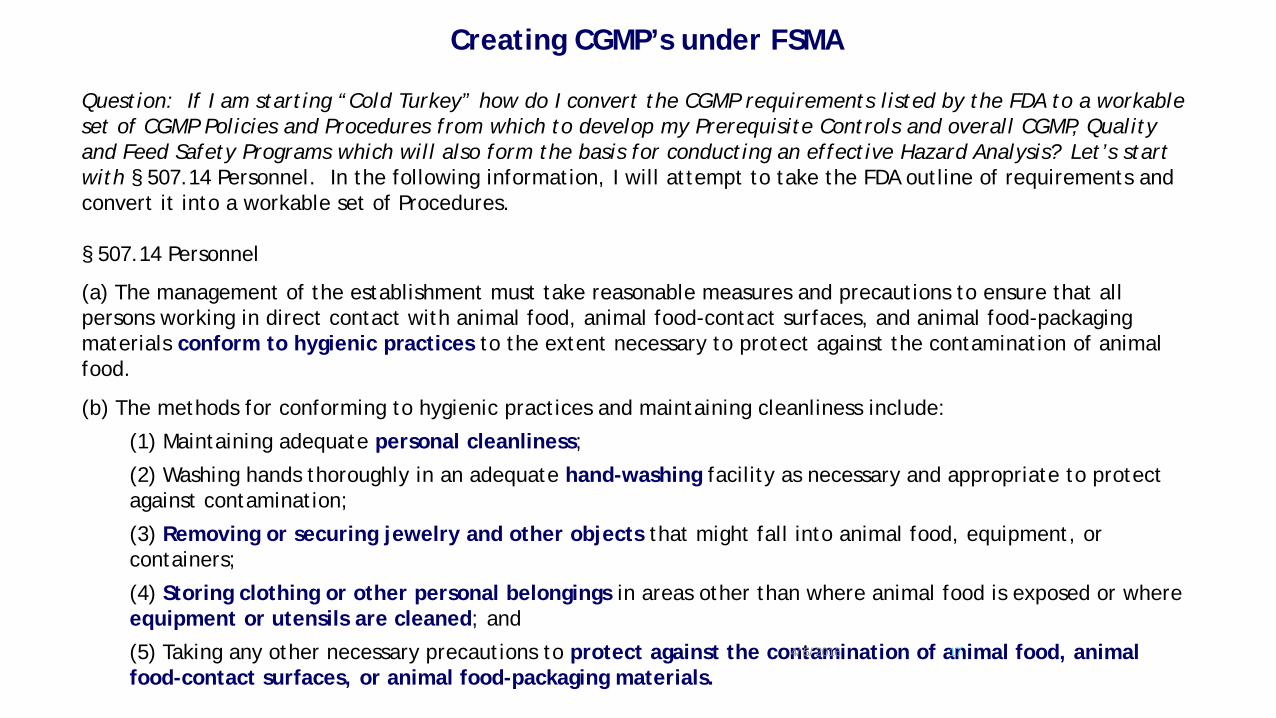
Question: If I am starting “Cold Turkey” how do I convert the CGMP requirements listed by the FDA to a workable set of CGMP Policies and Procedures from which to develop my Prerequisite Controls and overall CGMP, Quality and Feed Safety Programs which will also form the basis for conducting an effective Hazard Analysis? Let’s start with § 507.14 Personnel. In the following information, I will attempt to take the FDA outline of requirements and convert it into a workable set of Procedures. § 507.14 Personnel
(a) The management of the establishment must take reasonable measures and precautions to ensure that all persons working in direct contact with animal food, animal food-contact surfaces, and animal food-packaging materials conform to hygienic practices to the extent necessary to protect against the contamination of animal food.
(b) The methods for conforming to hygienic practices and maintaining cleanliness include:
(1) Maintaining adequate personal cleanliness;
(2) Washing hands thoroughly in an adequate hand-washing facility as necessary and appropriate to protect against contamination;
(3) Removing or securing jewelry and other objects that might fall into animal food, equipment, or containers;
(4) Storing clothing or other personal belongings in areas other than where animal food is exposed or where equipment or utensils are cleaned; and
(5) Taking any other necessary precautions to protect against the contamination of animal food, animal food-contact surfaces, or animal food-packaging materials.
Creating CGMP’s under FSMA
4/5/2016 17
Within a CGMP program there will normally be numbered paragraphs that section a Policy and Procedure into distinct areas of action and responsibility (an S.O.P. or Standard Operating Procedure) along with information that will allow an individual to determine how to go about accomplishing the Purpose of the Policy or Procedure. This is not to be confused with a “Task Instruction”, which constitutes an explanation or template that takes an employee through a step-by-step instructional process. An example of this type of structure is as follows:
POLICY OR PROCEDURE NAME I. PURPOSE II. BACKGROUD III. SCOPE IV. RESPONSIBILITY V. PROCEDURE/INSTRUCTIONS VI. DOCUMENTATION VII. REFERENCES It is not necessary to include all of these sections in a Policy or Procedure; however, you may need all of them in a few cases. In the following slides, I have taken the “§ 507.14 Personnel” requirements of the Act and broken it down into two different Policies.
4/5/2016 18
PERSONNEL – HYGENIC PRACTICES
I. PURPOSE To establish reasonable measures and precautions to ensure that all persons working in direct contact with animal food, animal food-contact surfaces, and animal food-packaging materials conform to hygienic practices to the extent necessary to protect against the contamination of animal food. II. RESPONSIBILITY
The management of the Opossum Feed Company is committed to taking reasonable measures and precautions to ensure that all personnel working in direct contact with animal feed, animal feed-contact surfaces and animal feed packaging materials conform to hygienic practices to the extent necessary to protect against the contamination of the animal feed manufactured. It is the responsibility of the Plant Manager, working with all management personnel, to insure that all tenants of this Procedure are enforceable and fully enforced. III. PROCEDURE The methods for conforming to hygienic practices include, but are not limited to:
1. Every employee is expected to show up for work well groomed. Uniforms are provided and are to be changed on a daily basis, or sooner, if necessary. All uniforms include shirts without pockets, or if the shirt has pockets, they have been sewn shut. This helps to eliminate the possibility of objects falling from a shirt pocket into a mixing access point or into ingredients that are being added in bags through the main system or the micro-system. Remember that you are representing our company and all times and appearance is necessary in order to convey the appropriate message regarding our company.
2. Hands are to washed before working in the blending area of the plant and whenever the bathroom is used or hands have become soiled. Each bathroom and/or hand washing facility has a sign near the sink reminding you to “Wash Hands Before Returning to Work “. It is also recommended that finger nails remain clean as they may be a point source of microbes.
3. All employees have been provided with a personal locker that can be locked. Employees are to remove all jewelry, valuables and personal items from their pockets and lock them in their locker when reporting to work. If jewelry cannot be remove, an exception will be made. If this jewelry contains a stone, the stone is to be taped in place before reporting to your job assignment.
4. Additionally, each employee is expected to take all necessary precautions in order to protect against the contamination of animal feed, animal feed-contact surfaces, or feed-packing materials
Opossum Feed Company Feed Safety Manual Section 9, Personnel Hygienic Practices, Page 14, Original – January 31, 2016
4/5/2016 19
I. POLICY The Company shall supply all plant employees with clothing (uniforms) to be worn while on the job. These uniforms with be identified with the last name of the individual to whom the uniform is assigned. These uniforms shall be cleaned at company expense on a regular basis in order to maintain a professional appearance among plant employees. The decision as to color and design of the uniform will be left up to the plant manager. Normally, the uniforms will be leased from a uniform supply company that will handle pick-up of soiled uniforms and the delivery of the cleaned uniforms. A. Special Considerations – In order to help ensure that items carried in the shirt pockets of uniforms do not fall into the production system, all shirt
leases shall stipulate that all shirts shall not have functional pockets in any location on the shirt. This may be accomplished by the elimination of these pockets in the design of the shirt or having them sewn shut.
Note: In case this is a new policy and you have existing inventory of shirts with pockets, etc., you may instruct that in the interim, your employees shall “never” place anything in their shirt pockets. Any items they must carry while on the job are to be carried in their pants pockets.
PERSONNEL - COMPANY CLOTHING (UNIFORM) POLICY
Opossum Feed Company Feed Safety Manual Section 9, Personnel, Clothing Policy, Page 16, Original – January 31, 2016
4/5/2016 20
The CGMP requirement that carries the “teeth” is § 507.25 Plant Operations. This requirement will involve the creation of multiple policies and procedures and is where the true Good Manufacturing Practices are applied and control Plant Operations.
4/5/2016 21

§ 507.25 Plant operations.
(a) Management of the establishment must ensure that:
(1) All operations in the manufacturing, processing, packing, and holding of animal food (including operations directed to receiving, inspecting, transporting, and segregating) are conducted in accordance with the current good manufacturing practice requirements of this subpart;
In a couple of slides, I will include the Table of Contents of the CGMP Word-Excel Template that will be provided to you ("Maryland Prerequisite Control.docx2" "Maryland Prerequisite Program Excel Files.xlsx") in order to elucidate the number of areas that must be covered in your FSMA CGMP’s.
(2) Animal food, including raw materials, other ingredients, or rework is accurately identified;
Ingredient and product traceability and identification through proper receiving and production records, proper labeling and lot code records.
(3) Animal food-packaging materials are safe and suitable;
Primarily “Letters of Continuing Guarantee”.
(4) The overall cleanliness of the plant is under the supervision of one or more competent individuals assigned responsibility for this function;
Would include plant maintenance, cleaning schedule, assigned responsibilities and verification that these activities are being performed.
4/5/2016 22
(5) Adequate precautions are taken so that plant operations do not contribute to contamination of animal food, animal food-contact surfaces, and animal food-packaging materials;
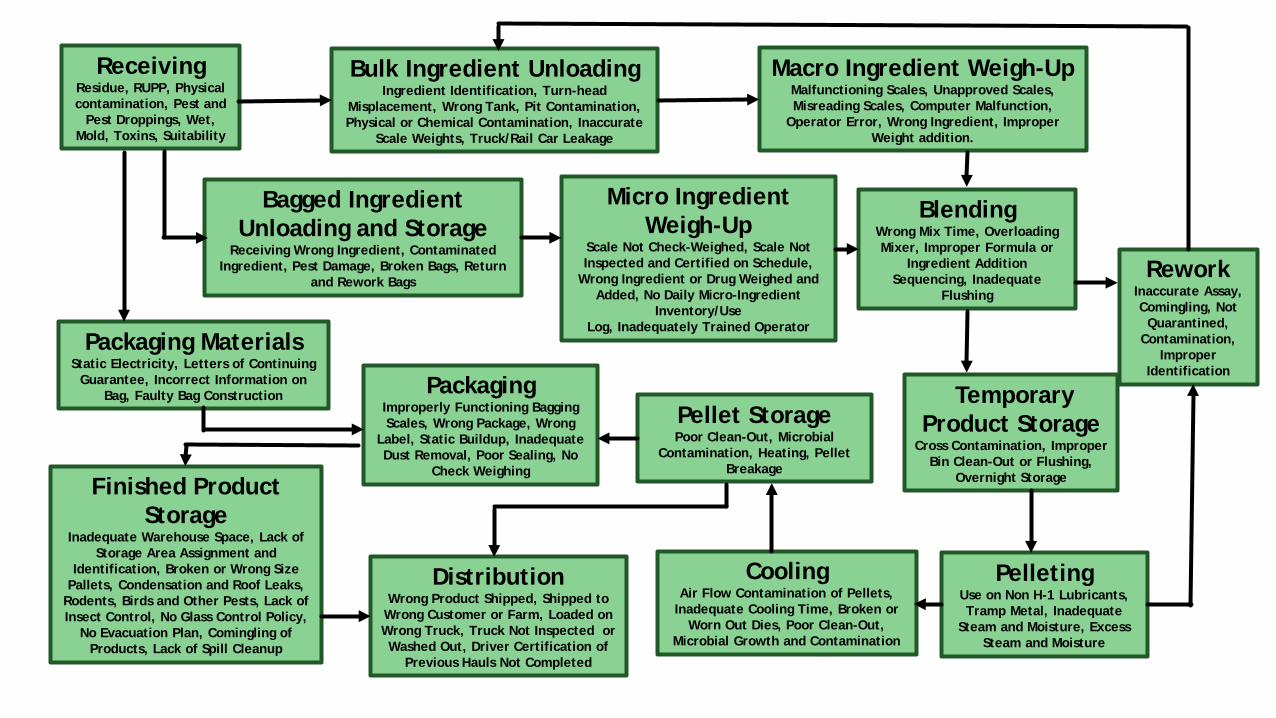
Plant layout, design, maintenance, sequencing, flushing, cleaning, and sanitation, etc. This leads into the performance of a Hazard Analysis under FSMA. This analysis should be performed using a “flow diagram” of the entire receiving through shipment operations of the plant in order to determine areas in which corrective actions should be applied or, under a HACCP Program, where Control Points or Critical Control Points may be located.
(6) Chemical, microbial, or extraneous-material testing procedures are used where necessary to identify sanitation failures or possible animal food contamination;
Sampling, testing, holding, quarantine and release and rework procedures.
(7) Animal food that has become adulterated is rejected, disposed of, or if appropriate, treated or processed to eliminate the adulteration. If disposed of, it must be done in a manner that protects against the contamination of other animal food; and
So on and so forth……..
The key to any Quality Program is record keeping. “IF IT IS NOT RECORDED AND VERIFIED, IT DID NOT OCCUR” Additionally, records written in pencil are unacceptable. All records must me recorded in ink and no “white out” may be used on any record. “Line through” is the only acceptable method of correcting mistakes.
4/5/2016 23
4/5/2016 24
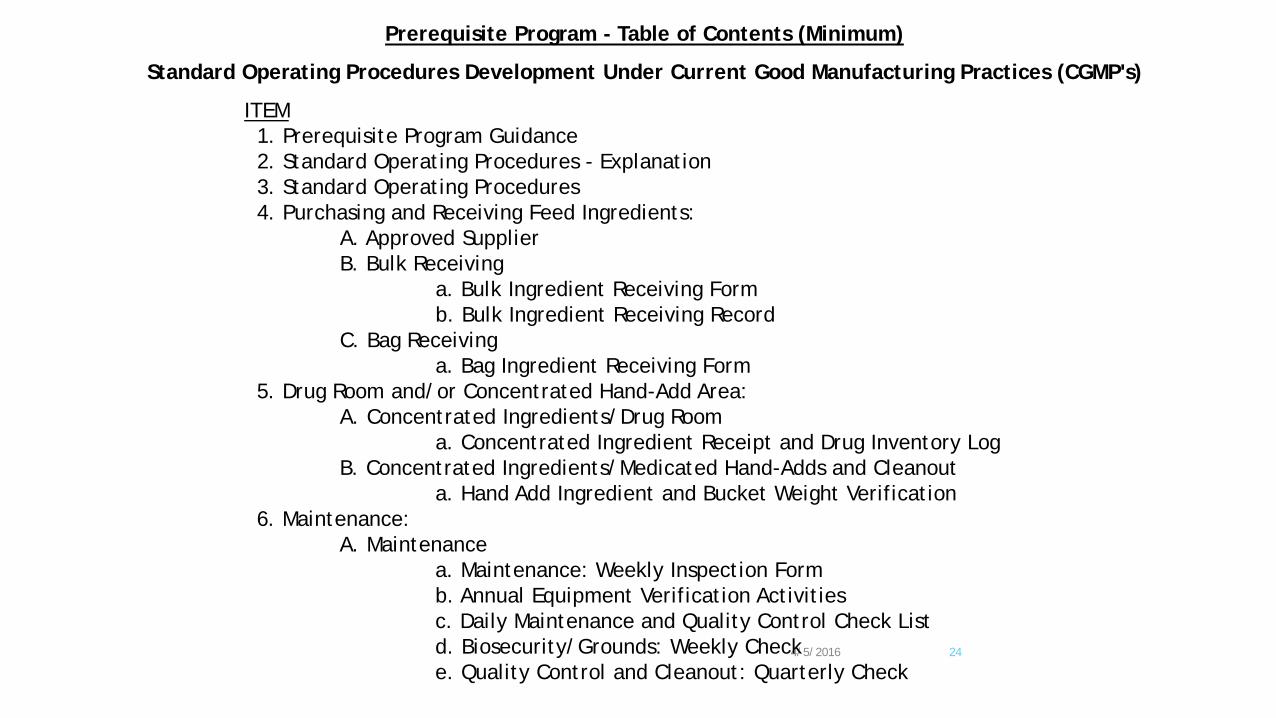
Prerequisite Program - Table of Contents (Minimum)
Standard Operating Procedures Development Under Current Good Manufacturing Practices (CGMP's)
ITEM 1. Prerequisite Program Guidance 2. Standard Operating Procedures - Explanation 3. Standard Operating Procedures 4. Purchasing and Receiving Feed Ingredients: A. Approved Supplier B. Bulk Receiving a. Bulk Ingredient Receiving Form b. Bulk Ingredient Receiving Record C. Bag Receiving a. Bag Ingredient Receiving Form 5. Drug Room and/or Concentrated Hand-Add Area: A. Concentrated Ingredients/Drug Room a. Concentrated Ingredient Receipt and Drug Inventory Log B. Concentrated Ingredients/Medicated Hand-Adds and Cleanout a. Hand Add Ingredient and Bucket Weight Verification 6. Maintenance: A. Maintenance a. Maintenance: Weekly Inspection Form b. Annual Equipment Verification Activities c. Daily Maintenance and Quality Control Check List d. Biosecurity/Grounds: Weekly Check e. Quality Control and Cleanout: Quarterly Check
4/5/2016 25
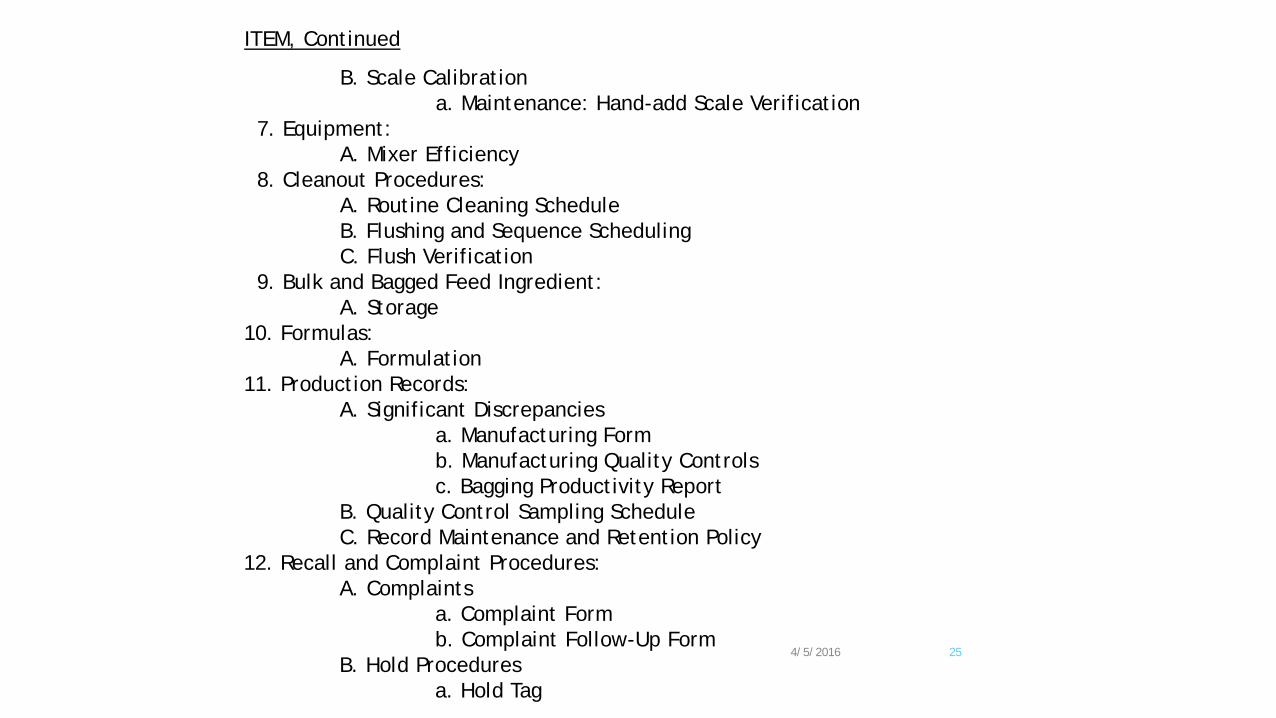
ITEM, Continued
B. Scale Calibration a. Maintenance: Hand-add Scale Verification 7. Equipment: A. Mixer Efficiency 8. Cleanout Procedures: A. Routine Cleaning Schedule B. Flushing and Sequence Scheduling C. Flush Verification 9. Bulk and Bagged Feed Ingredient: A. Storage 10. Formulas: A. Formulation 11. Production Records: A. Significant Discrepancies a. Manufacturing Form b. Manufacturing Quality Controls c. Bagging Productivity Report B. Quality Control Sampling Schedule C. Record Maintenance and Retention Policy 12. Recall and Complaint Procedures: A. Complaints a. Complaint Form b. Complaint Follow-Up Form B. Hold Procedures a. Hold Tag
4/5/2016 26
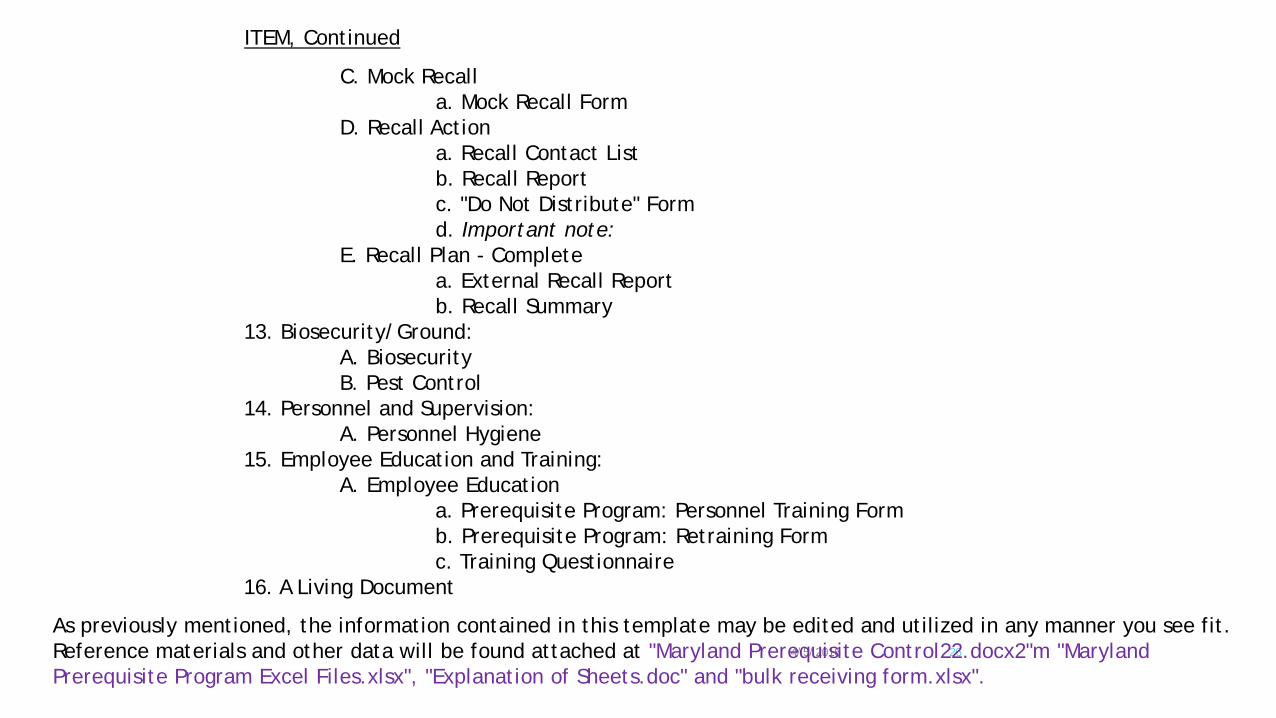
ITEM, Continued
C. Mock Recall a. Mock Recall Form D. Recall Action a. Recall Contact List b. Recall Report c. "Do Not Distribute" Form d. Important note: E. Recall Plan - Complete a. External Recall Report b. Recall Summary 13. Biosecurity/Ground: A. Biosecurity B. Pest Control 14. Personnel and Supervision: A. Personnel Hygiene 15. Employee Education and Training: A. Employee Education a. Prerequisite Program: Personnel Training Form b. Prerequisite Program: Retraining Form c. Training Questionnaire 16. A Living Document
As previously mentioned, the information contained in this template may be edited and utilized in any manner you see fit. Reference materials and other data will be found attached at "Maryland Prerequisite Control22.docx2"m "Maryland Prerequisite Program Excel Files.xlsx", "Explanation of Sheets.doc" and "bulk receiving form.xlsx".

The following 4 slides must be read and understood if you are to limit your Program to the establishment and enforcement of Prerequisite Controls created in the CGMP
Program and deem them adequate to control a process or procedure, therefore negating the need to establish Risk-Based Preventative Controls for hazards that are
known or reasonably foreseeable.
4/5/2016 27
FDA Final Rule – Prerequisite Controls and other Responses – VIP!
(What follows is a series of "FDA Responses" to Comments taken during one of the "Comment Periods". Hopefully, this information will provide clarity in a few areas of the Act.)
(Response 273) While known and reasonably foreseeable hazards and the outcome of a hazard analysis for human and animal food may not be identical, in each case the purpose of a hazard analysis is to identify and evaluate known or reasonable foreseeable hazards for the type of food manufactured, processed, packed, or held to determine whether there are any hazards requiring a preventative control. (Note: Establishing a preventative control is not a requirement.) If a facility identifies a hazard requiring a preventative control, the facility must determine an appropriate preventative control and include that preventative control in its food safety plan. A facility that establishes other controls (such as those that the comments describe as “prerequisite programs”) for hazards that are not, based on the outcome of the facility’s hazard analysis, “hazards requiring a preventative control” would not need to establish preventative control management components for such controls; however, some controls previously established in “prerequisite programs” would be considered “preventative controls”.
4/5/2016 28
(Response 275) Section 507.33(c)(1) requires that a hazard evaluation must include an assessment of the severity of the injury or illness if a hazard were to occur and the probability that the hazard will occur in the absence of preventative control. (Response 247) The purpose of a hazard analysis is to identify and evaluate known or reasonably foreseeable hazards to determine whether there are any hazards requiring a preventative control. If a facility appropriately determines, under the oversight of a preventative controls qualified individual, that no such hazards exist, then that is the outcome of its hazard analysis, and the facility must document the outcome in its written hazard analysis... For example, a facility that appropriately determines that there are no hazards requiring a preventative control associated with the animal food products must document that determination in its written hazard analysis (§ 507.33); however, no preventative controls, including supplier verification activities, and associated management components would be required in such a situation (My Note: Management components = Corrective Actions, Monitoring, Validation and Verification.) There are several types of animal food products for which a facility may determine that there are no hazards requiring a preventative control. Such products include, but are not limited to: alfalfa cubes, vegetable oils, and molasses.
4/5/2016 29
However, we agree that our investigators should take appropriate steps to evaluate a facility’s hazard analysis when the outcome is that there are no hazards requiring a preventative control. We expect that our investigators would both review the facility's written hazard analysis and discuss the outcome with the facility. During the initial stages of implementation, we also expect that our investigators would both review the facility’s written hazard analysis and discuss the outcome with the facility. During the initial stages of implementation, we also expect that our investigators will ask subject matter experts in our Center for Veterinary Medicine (CVM) to review such a hazard analysis. Over time, as our investigators gain experience with appropriate determinations that there are no hazards requiring a preventative control, we expect that there will be fewer circumstances in which our investigators would consult CVM about such an outcome. (Response 268) We agree that controls such as formulation can function as a “kill step” and that the provision should make clear that such controls can be used in lieu of treatment. (My Note: They do not refer to pelleting as a kill step that I can locate.) (Response 269) We included “other relevant factors” to emphasize that the list of factors in the provision is not an exhaustive list and that a facility is responsible for considering those factors that play a role in its determination of whether a potential hazard is a hazard requiring a preventative control, regardless of whether those factors are listed in the provision. A facility that already addresses circumstances such as natural disasters in other plans (ex. Business Continuity Plan) may consider the applicable part of those plans to be part of its food safety plan (see § 507.212).
4/5/2016 30

The Final Rule as it relates to CGMP’s
The animal feed and pet food CGMP's establish baseline standards for facility operations and conditions. The new regulation requires covered facilities to address issues such as hygienic personnel practices and training; facility operations, maintenance, and sanitation; equipment design, use, and maintenance; processes and controls; and warehousing and distribution. Some of the key requirements established by the new CGMP's are: • Personnel are to maintain adequate personal cleanliness, including washing hands thoroughly in an
adequate hand-washing facility as necessary and appropriate to protect against animal feed contamination.
• The overall cleanliness of the plant is to be under the supervision of one or more competent individuals assigned responsibility for this function.
• Materials not used in animal feed or those not necessary for plant and equipment maintenance and operation (e.g., fertilizers and pesticides) must be stored in an area of the plant where animal feed is not manufactured, processed, or exposed.
• Raw materials and other ingredients:
Must be examined to ensure that they are suitable for manufacturing and processing into animal feed and must be handled under conditions that will protect against contamination and minimize deterioration.
Susceptibility to contamination with mycotoxins or other natural toxins must be evaluated and used in a manner that does not result in animal feed that can cause injury or illness to animals or humans.
4/5/2016 31
• Water must be adequate for the facility’s operations, must be derived from an adequate source, and must be safe for its intended use.
• Plumbing must be designed, installed, and maintained to avoid being a source of contamination to
animal feed, water supplies, equipment, or utensils, or creating an unsanitary condition.
• Shipping containers (e.g., totes, drums, and tubs) and bulk vehicles used to distribute animal feed must be examined prior to use to protect against the contamination of animal feed from the container or vehicle.
• Animal feed returned from distribution must be assessed for animal feed safety to determine the
appropriate disposition. Returned animal feed must be identified as such and segregated until assessed.
Significantly, the new CGMP's are an overarching set of requirements for all animal feed and pet food; therefore, facilities producing medicated animal feeds are subject to both the new CGMP's and FDA’s existing CGMP regulations for medicated feeds, as previously noted.
4/5/2016 32
The key to any Quality or Feed Safety Program is found in the correctness and applicability of the CGMP Policy and Procedural Program. Your company should have two separate CGMP programs, a "Medicated Feed" CGMP, which complies with the FDA requirements for the production of Medicated Feeds and a "Production" Standard Operational Procedural CGMP Program which is a integral part of your total Feed Safety Program. This, along with your established Prerequisite Controls, will negate the need for the establishment of Preventative Controls or CCP’s.
A. A slide follows defining a Prerequisite Control. B. Another series of slides features our Prerequisite Controls from the Policies and Procedures in our Quality-Feed Safety Program/Manual. We have 17 Prerequisite Controls. Although the FDA has gone to the term “Risk-Based Preventative Controls”, these Prerequisite Controls are what negates the need for establishing Preventative Controls as they are capable of keeping all production processes “in control”. Remember that Risk-Based Preventative Controls are established only if there is a “known or reasonably foreseeable hazard” that must be brought in control through Corrective Actions, Monitoring, Validation and Verification.
4/5/2016 33
Prerequisite Controls (As taken from Our Mineral Company Manual)
During the HACCP Review and Hazard Analysis no Critical Control Points were established; however, the Prerequisite Controls (Policies and Procedures) that are currently a part of the Company QA/QC Manual and System constitute these Controls. It was determined by the Hazard Analysis Team that adequate Controls are in place through this system to insure the production of safe feed for animals and that there is no significant risk of a carryover of any animal feed risk into the human population. FDA Definiton: A Prerequisite is “A practice or condition needed prior to and during implementation of HACCP Analysis and which is essential for an effective HACCP system”. They are often facility-wide programs rather that process or production specific. They reduce the likelihood of certain hazards. “Prerequisite programs will be used as control measures for animal hazards.” “Prerequisite programs are procedures, including those set forth in the AAFCO Model Good Manufacturing Practice Regulations for Feed and Feed Ingredients, that address operational conditions providing the foundation for the HACCP plan.” “Prerequisite programs are outside the HACCP Plan, but still within the HACCP System.” It is of interest to note that, if a Prerequisite Control Point continues to fall “out-of-tolerance” once it is established, it may need to be moved into the HACCP plan and for consideration to be reclassified as a Preventative Control. During our "company" Hazard Analysis, the following Prerequisite Controls were established that are an existing part of the Company QC/QA Manual and System and are necessary to insure the accuracy and completeness of the Hazard Analysis. It has been determined through the Hazard Analysis that the following Prerequisite Controls should be, and are, constantly monitored as part of the company’s overall Quality and Procedural programs.
4/5/2016 34
PREREQUISITE CONTROL GROUP I: Plant and Production Support Programs and Procedures Prerequisite Control #1 – Batch Process Control Computer – Input, Operation and Control An incorrect formula's being manufactured or the wrong ingredient's being used may expose the plant to costly recall actions and may also lead to possible nutritional problems, if the errors are not caught prior to the manufactured product's being released for shipment to the customer. If the correct formula is sequenced and placed into the batch process control computer, faulty operation and control of the computer can lead to errors that will reflect on the quality and performance of the manufactured product as well. Prerequisite Control #2 – Production Formula and Replacement Formula: Creation, Review and Approval – A formulation error, an error made when the production formula is transferred to the plant or an error made at the plant when the formula is placed in production, may create a situation where there is a potential to manufacture an animal feed or other product that could be considered hazardous due to it's being fed to the wrong animal species, fed at the wrong life stage of the animal or it's containing an ingredient, drug or element that is not approved or to which the animal is sensitive. Prerequisite Control #3 – Formula and Label Review and Verification – This control is actually a part of the Production and Replacement Formula Creation, Review and Approval Process, but it is important enough to stand alone as a production Control Prerequisite. The correct formula must be manufactured, and the correct label or tag must be placed on the manufactured product. Prerequisite Control #4 – Scale Calibration and Certification – Improperly performing scales, either bulk, bag or micro-scales, may lead to unnecessary mixing errors. These errors may lead to excesses or deficiencies of individual ingredients or nutrients in the premix or feed being manufactured. Prerequisite Control #5 - Mixer Uniformity Testing – All mixers must be consistently performing at the manufacturer’s specifications in order to manufacture consistent-quality products. A Mixer Uniformity Testing program helps ensure that this is the case. 4/5/2016 35
PREREQUISITES CONTROL GROUP II: Incoming Ingredients and Ingredient Receiving and Handling Prerequisite Control #6 – Unloading Procedures – When ingredients are received into the feed or premix plant, it is possible to unload and introduce ingredients that may contain dioxins, PCB’s, glass, etc., biological and/or chemical agents or disease organisms into the plant. These items then have a possibility of being incorporated into finished feeds and premixes. Prerequisite Control #7 – Incoming Bag Trucks, Cars and Containers – Although the chance of introduction of a pathogen is minor, other than BSE, there is an opportunity for the introduction of chemical and physical hazards. Strict control of the approved supplier's list and supplier audits along with incoming vessel inspection and the use of the appropriate Certification (cleanliness) forms for the delivering carriers will significantly reduce the possibility of problems in the area. Additionally, regular screening, passing the material over or through bar, plate and drawer magnets, regular assays and the requirement of suppliers to provide a Certificate of Analysis with each lot of material delivered further insures that the possibility of incoming shipment contamination is minimized. Prerequisite Control #8 – Bulk Unloading – When bulk incoming shipments are unloaded, the container, trailer or other vessel is inspected for cleanliness. Reference samples are taken that may be sent to a laboratory for chemical analysis on a routine basis. During the unloading process, the material is closely inspected for physical differences from the expected product against reference samples, along with physical contamination. This is the last opportunity a plant will have to refuse a shipment before placing the material into bulk storage.
4/5/2016 36
PREREQUISITE CONTROL GROUP III: Production weighing, mixing, packaging and shipping. Prerequisite Control #9 – Turn-head and Tank Selector – The movement of materials unloaded at the bulk unloading station into the proper storage tank is usually manually controlled or controlled by a batch process control computer. There are a number of turn-heads involved in this process. Improper turn-head placement may distribute unloaded material into the wrong tank, thereby unloading it onto the top of a different material or filling the tank with an improper ingredient. Prerequisite Control #10 – Sequencing Requirements – Premixes and Flushes – Improper sequencing and flushing may result in the carry-over of an elevated level of unwanted ingredients, drugs, premixes or minerals into succeeding production. Elevated levels of drugs, elements or other ingredients may affect the consuming species. As an example, copper from a preceding run of swine or poultry feeds may end up at elevated levels in feed destined for sheep or Jersey Dairy cows, or drugs residues may be fed to an unapproved species. Prerequisite Control #11 – Mixing and Bagging Procedures – Screen Discharge Containers – If a mill has magnet and screening systems, the magnets must be regularly cleaned and inspected, and material screened should be discharged into a designated container. These containers should be checked after the manufacture of each product or the bagging of an ingredient in order to determine the consistency of any items thus “screened” and to check for physical contamination. If glass, hard plastic, ceramic or metal shards are found, consideration should be given to shutting down production until the source of such contamination is located and eliminated. Prerequisite Control #12 – Label Review and Verification – Tagging and Labeling – Shipping errors due to mislabeling a product or ingredient are costly and can cause significant problems at the customer’s store or feed mill if the feed mill personnel fail to discover the error and incorporate the wrong ingredient or premix into a complete feed. 4/5/2016 37
PREREQUISITE CONTROL GROUP III: Product weighing, mixing, packaging and shipping, continued. Prerequisite Control #13 – Bag Weights, Bag Counts, Bulk Weights – In many cases, the first indication of a quality problem in a production batch or batch run is a weight overage or shortage for the batch or batch run or a bag count overage or shortage. The immediate review of the production records is warranted in case an overage or shortage is discovered, with appropriate corrective action immediately following such review, if a source of the problem is found. Prerequisite Control #14 – Micro-Ingredient Inventory Control – Micro-Ingredient Inventory Control is an important segment of a Complete QC/QA Program. One of the highest risk areas of production is the inadvertent addition of the wrong Micro-Ingredient or drug, the addition of the wrong concentration of a Micro-Ingredient or drug, or the addition of an amount in excess of the formulated amount. Prerequisite Control #15 – Product Returns – Anytime an ingredient or manufactured product is returned from a customer, there is a possibility that it may have been contaminated with a chemical or biological agent while in the customer’s possession. Product returns, of any, should be held to an absolute minimum; however, if deemed necessary for the successful operation of a facility, specific guidelines for separation, quarantine, approval and possible reuse of the returned materials must be followed. Prerequisite Control #16 – Rework of Product Returns – If a product or ingredient is accepted for return, it will usually be reworked into newly manufactured products. This rework must be rigidly controlled. A complete analysis of any rework manufactured product should be required and a "temporary" production formula should be created that applies to the rework of this material, only, and is not used in future production. Prerequisite Control #17 – Bulk Delivery and Shipping Containers – Due to Restricted Use Protein Product Requirements (RUPP) and the Bioterrorism Preparedness Act of 2002, it is not only an important quality control requirement, but a legal requirement, that all bulk containers used to ship bulk materials be free of contamination of “any” ingredient or product prior to being loaded, with the emphasis on RUPP ingredients and other biological, chemical or physical hazards or contaminants.
4/5/2016 38
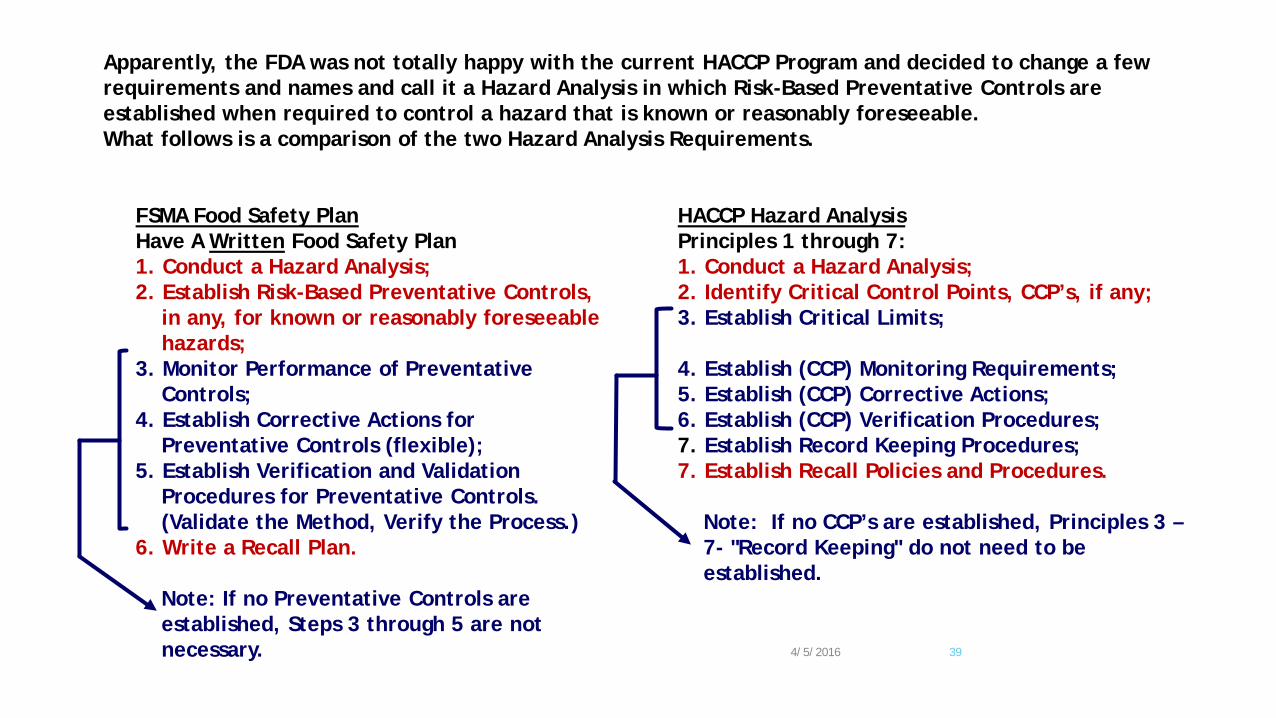
Apparently, the FDA was not totally happy with the current HACCP Program and decided to change a few requirements and names and call it a Hazard Analysis in which Risk-Based Preventative Controls are established when required to control a hazard that is known or reasonably foreseeable. What follows is a comparison of the two Hazard Analysis Requirements. FSMA Food Safety Plan HACCP Hazard Analysis Have A Written Food Safety Plan Principles 1 through 7: 1. Conduct a Hazard Analysis; 1. Conduct a Hazard Analysis; 2. Establish Risk-Based Preventative Controls, 2. Identify Critical Control Points, CCP’s, if any; in any, for known or reasonably foreseeable 3. Establish Critical Limits; hazards; 3. Monitor Performance of Preventative 4. Establish (CCP) Monitoring Requirements; Controls; 5. Establish (CCP) Corrective Actions; 4. Establish Corrective Actions for 6. Establish (CCP) Verification Procedures; Preventative Controls (flexible); 7. Establish Record Keeping Procedures; 5. Establish Verification and Validation 7. Establish Recall Policies and Procedures. Procedures for Preventative Controls. (Validate the Method, Verify the Process.) Note: If no CCP’s are established, Principles 3 – 6. Write a Recall Plan. 7- "Record Keeping" do not need to be established. Note: If no Preventative Controls are established, Steps 3 through 5 are not necessary.
4/5/2016 39
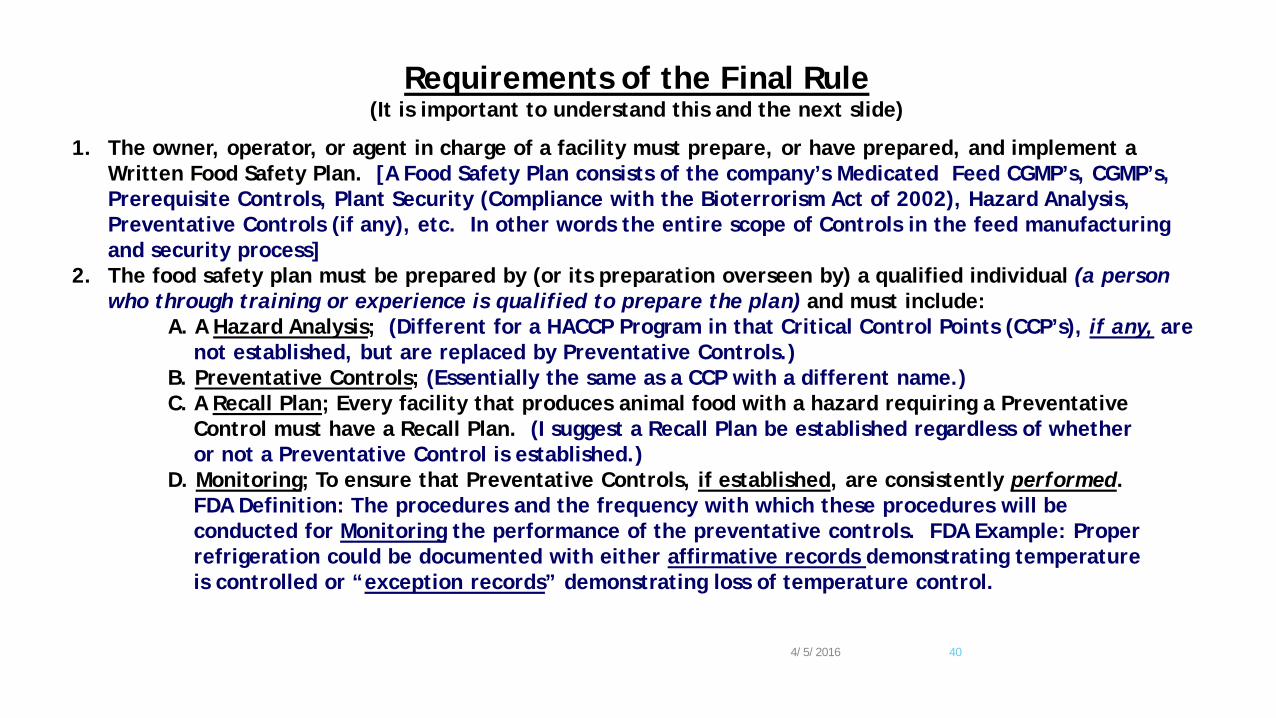
Requirements of the Final Rule (It is important to understand this and the next slide)
1. The owner, operator, or agent in charge of a facility must prepare, or have prepared, and implement a Written Food Safety Plan. [A Food Safety Plan consists of the company’s Medicated Feed CGMP’s, CGMP’s, Prerequisite Controls, Plant Security (Compliance with the Bioterrorism Act of 2002), Hazard Analysis, Preventative Controls (if any), etc. In other words the entire scope of Controls in the feed manufacturing and security process]
2. The food safety plan must be prepared by (or its preparation overseen by) a qualified individual (a person who through training or experience is qualified to prepare the plan) and must include:
A. A Hazard Analysis; (Different for a HACCP Program in that Critical Control Points (CCP’s), if any, are not established, but are replaced by Preventative Controls.) B. Preventative Controls; (Essentially the same as a CCP with a different name.) C. A Recall Plan; Every facility that produces animal food with a hazard requiring a Preventative Control must have a Recall Plan. (I suggest a Recall Plan be established regardless of whether or not a Preventative Control is established.) D. Monitoring; To ensure that Preventative Controls, if established, are consistently performed. FDA Definition: The procedures and the frequency with which these procedures will be conducted for Monitoring the performance of the preventative controls. FDA Example: Proper refrigeration could be documented with either affirmative records demonstrating temperature is controlled or “exception records” demonstrating loss of temperature control.
4/5/2016 40
Monitoring information includes: "What" is monitored to ensure control of the hazard is maintained "How" the preventative control is monitored "Frequency" the preventative control is monitored "Who" accomplishes the monitoring E. Verification procedures and the frequency with which they will be performed. To ensure that Preventative Controls, if established, are consistently implemented and effective. They include validating with scientific evidence that the Preventative Control is capable of effectively controlling an identified hazard; confirming implementation and effectiveness; and verifying that monitoring and corrective actions (if necessary) are being conducted. FDA Example: Product testing and environmental monitoring are possible verification activities, but are only required as appropriate to the food, facility, nature of Preventative Control, and the role of that Control in the facility’s food safety system.
4/5/2016 41

4/5/2016 42
A Hazard Analysis Simplified under FSMA (Make sure you understand this)
In the following slides, you will be informed that you must go through your flow diagram with your HACCP team members and note where your Prerequisite Controls should be, or have been, applied. You will then determine if your Prerequisite Controls (made up of S.O.P's from your CGMP's) address all areas of feed production where a known or reasonably foreseeable hazard may exist. If not, you may add Prerequisite Controls to cover these areas. On the other hand, if there are areas where: • The severity of the injury or illness, if a hazard were to occur, is significant enough; and, • There is a strong probability that the hazard will occur in the absence of preventative control;
and, • There is a reasonable probability that exposure to the hazard will result in serious adverse
health consequences or death to humans or animals; then, • You MUST establish it as a Risk-Based Preventative Control. In such a case, the FDA has established that the Prerequisite Control may become "the" Preventative Control; however, it will need to undergo the additional monitoring, validation and verification requirements of a Preventative Control.
Conducting a Hazard Analysis
In reality, we could cover the same information that has been covered numerous times in seminars, on line, in the Federal Register, ad infinitum. I believe everyone already knows that the Preliminary Steps to conducting a Hazard Analysis include; 1. Assemble a HACCP Team. 2. Describe the product(s) and method of distribution. 3. Describe the intended use and product consumers. 4. Develop a process flow diagram. 5. Verify the flow diagram. Previously, we have reviewed the HACCP Principles and what must be accomplished in this area. If we take time to consider where we are and where we are going, it should be obvious that, unless our hazard analysis changes our mind, we will depend on our Prerequisite Controls to adequately control all procedures, processes or potential hazards to the point that no Critical Control Points exist and no Preventative Controls are necessary. In other words, there are no existing conditions in which there is a reasonable probability that exposure to the hazard will result in serious adverse health consequences or death to humans or animals. So, let us move forward with addressing how we will conduct our Hazard Analysis.
4/5/2016 43
4/5/2016 44
You must: 1. Assemble a HACCP Team. The key here is to have a cross section of management and production involved on the team, including "key" (corporate level) management. A representative team might include the company President or Vice President, Director of Quality Assurance, Purchasing Manager, Plant Manager, Assistant Plant Manager and a Shift Supervisor.
2. Describe the product(s) and method of distribution. This step is self explanatory and should be fairly simple to create/compose. 3. Describe the intended use and product consumers. This step is self explanatory and should be fairly simple to create/compose. 4. Develop a process flow diagram. This requirement will be covered in succeeding slides. 5. Verify the flow diagram. A simple process of insuring that the flow diagram is correct and functional. I suggest you create a form signed by all of the "Team" members noting that they all agree with the contents of the flow diagram.
4/5/2016 45
Develop a Flow Diagram
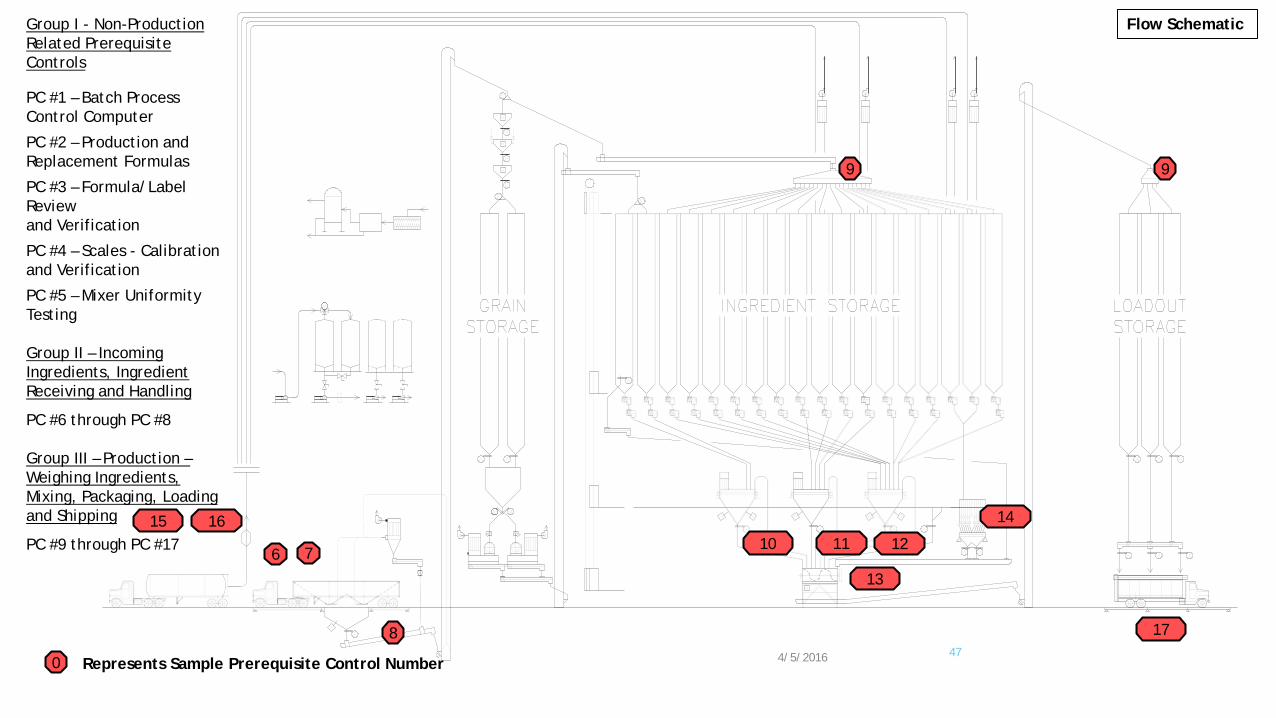
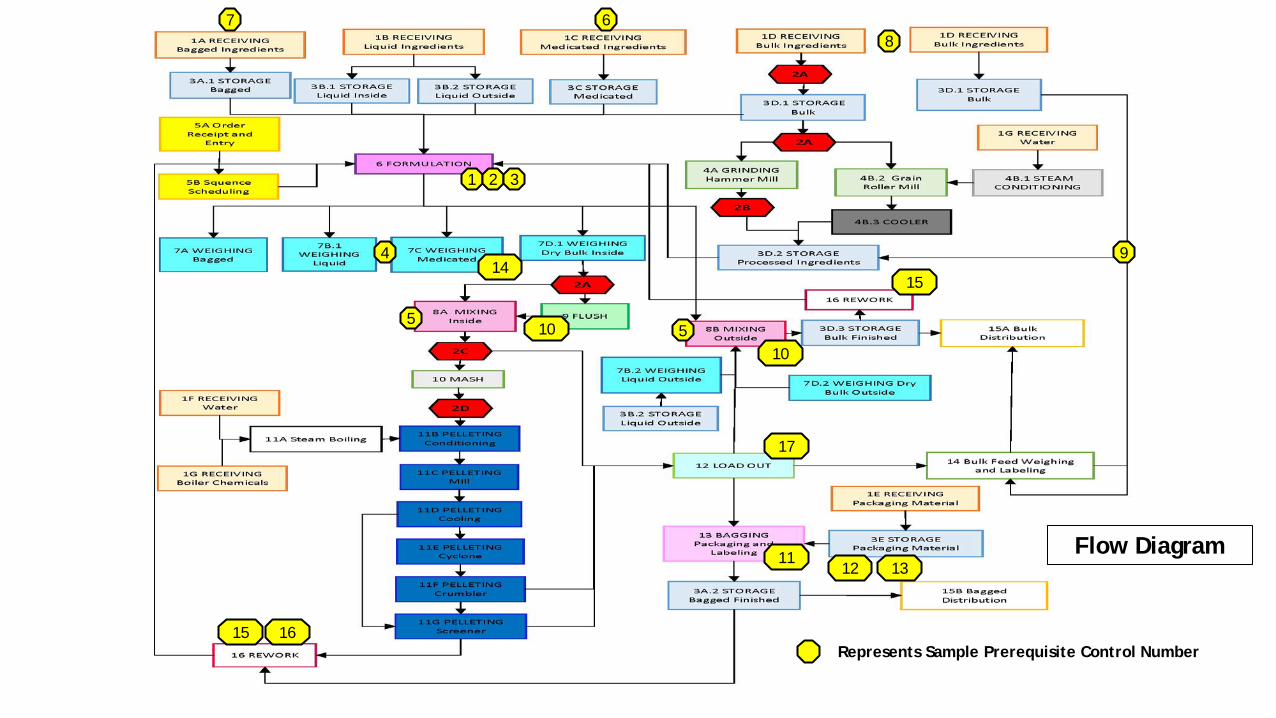
There are a number of ways in which a flow diagram may be developed. It may be developed as a classic plant flow schematic which is usually initially drawn by the company constructing the plant, or it may be developed as a flow “diagram”, utilizing individual boxes, shapes and lines of material and product flow to indicate the various steps in the feed manufacturing process.
4/5/2016 46
The key is to assemble the HACCP team and mentally and visually walk through the flow diagram step-by-step in order to determine if any hazards that are known or reasonably foreseeable may require the application of a Prerequisite Control or a Preventative Control. Remember, as has been pointed out a number of times, for a hazard to become a CCP or require a Preventative control, there must be a reasonable probability that exposure to the hazard will result in serious adverse health consequences or death to humans or animals. Also remember that the application of a CCP or Preventative Control means that your Prerequisite Controls are not capable of reducing the Hazard to an acceptable risk level. As the Hazards are identified, the first action would be to create a Prerequisite Control within the normal CGMP program in order to control the hazard. Of course this would be accomplished after the Hazard has undergone the “classic” analysis using the Hazard Analysis Forms that are a part of this presentation and are included in an Excel File that is included with this report.
4/5/2016 47
Flow Schematic Group I - Non-Production Related Prerequisite Controls
PC #1 – Batch Process Control Computer
PC #2 – Production and Replacement Formulas
PC #3 – Formula/Label Review and Verification
PC #4 – Scales - Calibration and Verification
PC #5 – Mixer Uniformity Testing Group II – Incoming Ingredients, Ingredient Receiving and Handling
PC #6 through PC #8 Group III – Production – Weighing Ingredients, Mixing, Packaging, Loading and Shipping
PC #9 through PC #17 6 7
8
9 9
13
12 11 10
14 15 16
17
0 Represents Sample Prerequisite Control Number
4/5/2016 48
Flow Diagram
1 2 3
4
5
6 7 8
9
10 5 10
11 12 13
14
15
15
16
17
Represents Sample Prerequisite Control Number
4/5/2016 49
Receiving Residue, RUPP, Physical contamination, Pest and
Pest Droppings, Wet, Mold, Toxins, Suitability
Bulk Ingredient Unloading Ingredient Identification, Turn-head
Misplacement, Wrong Tank, Pit Contamination, Physical or Chemical Contamination, Inaccurate
Scale Weights, Truck/Rail Car Leakage
Macro Ingredient Weigh-Up Malfunctioning Scales, Unapproved Scales, Misreading Scales, Computer Malfunction,
Operator Error, Wrong Ingredient, Improper Weight addition.
Packaging Materials Static Electricity, Letters of Continuing
Guarantee, Incorrect Information on Bag, Faulty Bag Construction Temporary
Product Storage Cross Contamination, Improper
Bin Clean-Out or Flushing, Overnight Storage
Bagged Ingredient Unloading and Storage
Receiving Wrong Ingredient, Contaminated Ingredient, Pest Damage, Broken Bags, Return
and Rework Bags
Packaging Improperly Functioning Bagging Scales, Wrong Package, Wrong
Label, Static Buildup, Inadequate Dust Removal, Poor Sealing, No
Check Weighing
Distribution Wrong Product Shipped, Shipped to
Wrong Customer or Farm, Loaded on Wrong Truck, Truck Not Inspected or Washed Out, Driver Certification of
Previous Hauls Not Completed
Micro Ingredient Weigh-Up
Scale Not Check-Weighed, Scale Not Inspected and Certified on Schedule,
Wrong Ingredient or Drug Weighed and Added, No Daily Micro-Ingredient
Inventory/Use Log, Inadequately Trained Operator
Blending Wrong Mix Time, Overloading Mixer, Improper Formula or
Ingredient Addition Sequencing, Inadequate
Flushing
Finished Product Storage
Inadequate Warehouse Space, Lack of Storage Area Assignment and
Identification, Broken or Wrong Size Pallets, Condensation and Roof Leaks,
Rodents, Birds and Other Pests, Lack of Insect Control, No Glass Control Policy,
No Evacuation Plan, Comingling of Products, Lack of Spill Cleanup
Pellet Storage Poor Clean-Out, Microbial
Contamination, Heating, Pellet Breakage
Cooling Air Flow Contamination of Pellets,
Inadequate Cooling Time, Broken or Worn Out Dies, Poor Clean-Out,
Microbial Growth and Contamination
Pelleting Use on Non H-1 Lubricants, Tramp Metal, Inadequate
Steam and Moisture, Excess Steam and Moisture
Rework Inaccurate Assay, Comingling, Not
Quarantined, Contamination,
Improper Identification
4/5/2016 50
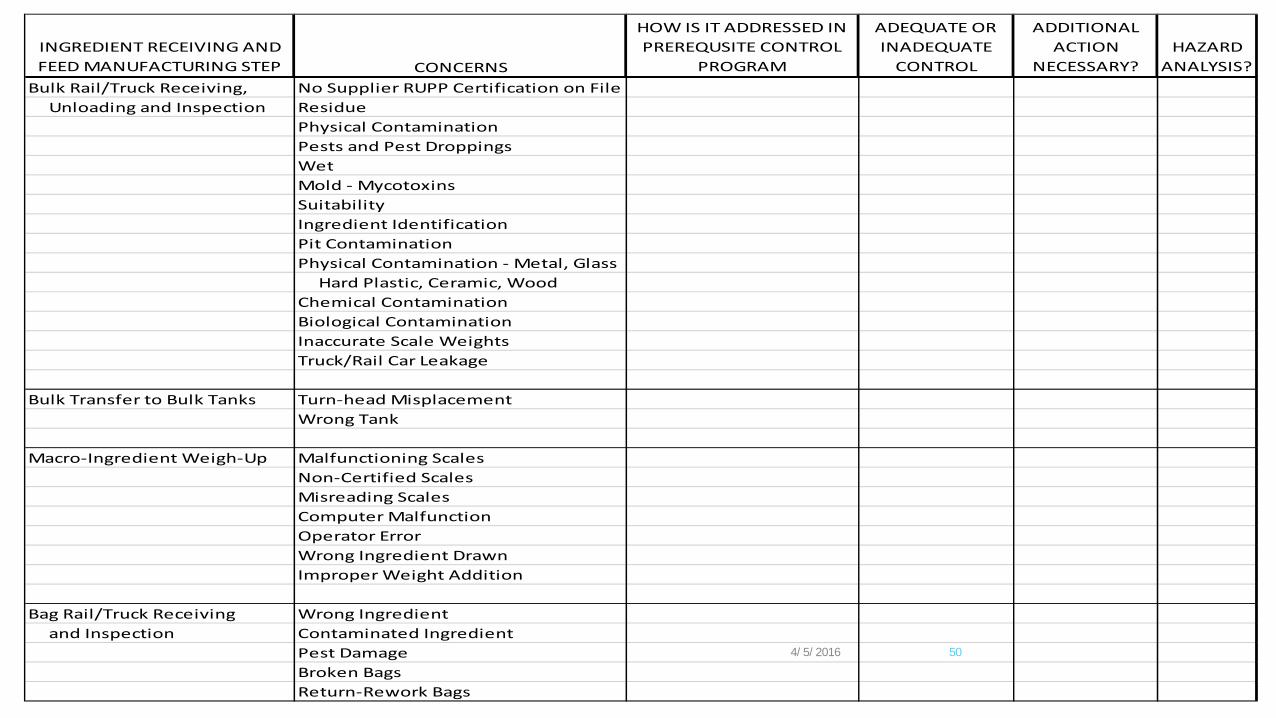
INGREDIENT RECEIVING AND FEED MANUFACTURING STEP CONCERNS
HOW IS IT ADDRESSED IN PREREQUSITE CONTROL
PROGRAM
ADEQUATE OR INADEQUATE
CONTROL
ADDITIONAL ACTION
NECESSARY?HAZARD
ANALYSIS?Bulk Rail/Truck Receiving, No Supplier RUPP Certification on File Unloading and Inspection Residue
Physical ContaminationPests and Pest DroppingsWetMold - MycotoxinsSuitabilityIngredient IdentificationPit ContaminationPhysical Contamination - Metal, Glass Hard Plastic, Ceramic, WoodChemical ContaminationBiological ContaminationInaccurate Scale WeightsTruck/Rail Car Leakage
Bulk Transfer to Bulk Tanks Turn-head MisplacementWrong Tank
Macro-Ingredient Weigh-Up Malfunctioning ScalesNon-Certified ScalesMisreading ScalesComputer MalfunctionOperator ErrorWrong Ingredient DrawnImproper Weight Addition
Bag Rail/Truck Receiving Wrong Ingredient and Inspection Contaminated Ingredient
Pest DamageBroken BagsReturn-Rework Bags
4/5/2016 51
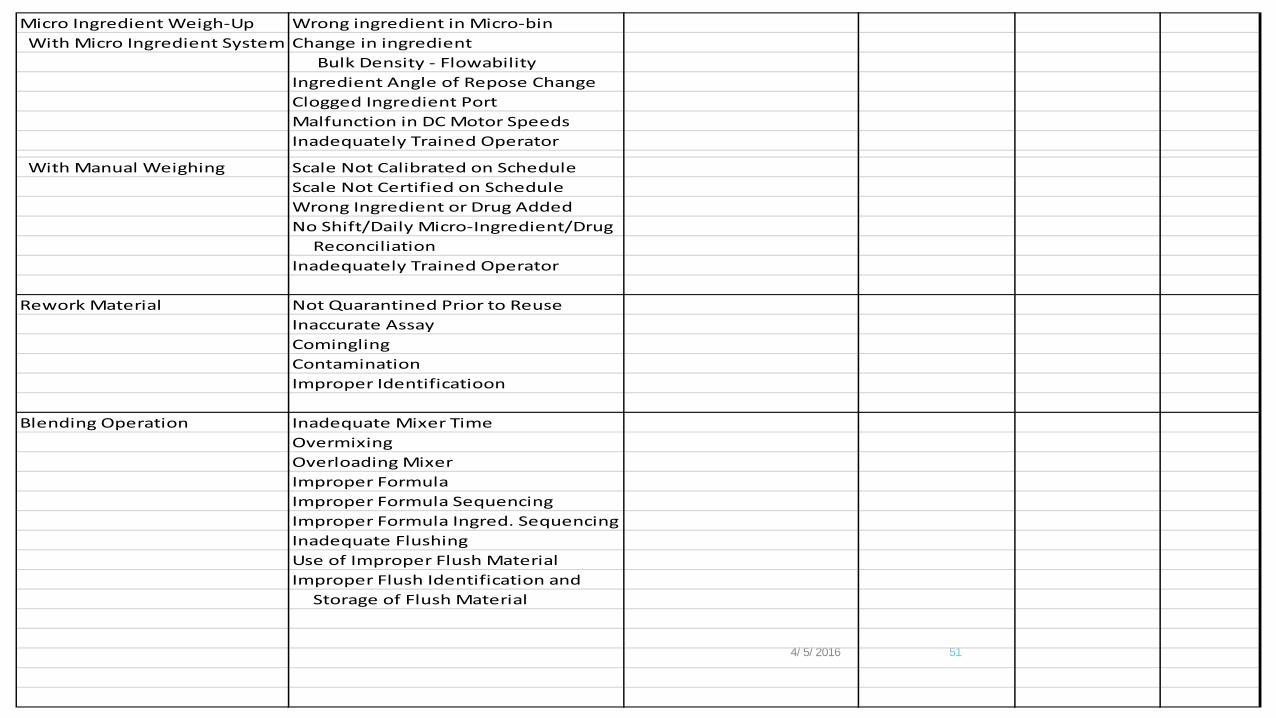
Micro Ingredient Weigh-Up Wrong ingredient in Micro-bin With Micro Ingredient System Change in ingredient
Bulk Density - FlowabilityIngredient Angle of Repose ChangeClogged Ingredient PortMalfunction in DC Motor SpeedsInadequately Trained Operator
With Manual Weighing Scale Not Calibrated on ScheduleScale Not Certified on ScheduleWrong Ingredient or Drug AddedNo Shift/Daily Micro-Ingredient/Drug ReconciliationInadequately Trained Operator
Rework Material Not Quarantined Prior to ReuseInaccurate AssayCominglingContaminationImproper Identificatioon
Blending Operation Inadequate Mixer TimeOvermixingOverloading MixerImproper FormulaImproper Formula SequencingImproper Formula Ingred. SequencingInadequate FlushingUse of Improper Flush MaterialImproper Flush Identification and Storage of Flush Material

4/5/2016 52
Temporary Storage Cross Contamination Blends Stored Prior to Improper Temporary Bin Clean-Out Pelleting or Additional Mixing or Flushing
Overnight StorageUse of Non H-1 Lubricants
Pelleting Tramp Metal from Mill OperationsInadequate Steam and Moisture (Kill Step?)Excess Steam and MoistureInadequate Pellet Die Width
Pellet Cooling Air Flow Contamination of PelletsInadequate Cooling TimeBroken or Worn-Out DiesPoor Clean-OutMicrobial Growth and Contamination
Packaging Materials Static ElectricityLetters of Continuing GuaranteeCorrectness of Bag Information
Packaging Faulty Bag ConstructionImproperly Funtioning Bag ScalesWrong Package UsedWrong Label AttachedStatic Buildup Affecting PackageInadequate Dust RemovalPoor Sealing or SewingNo Check Weighing
4/5/2016 53
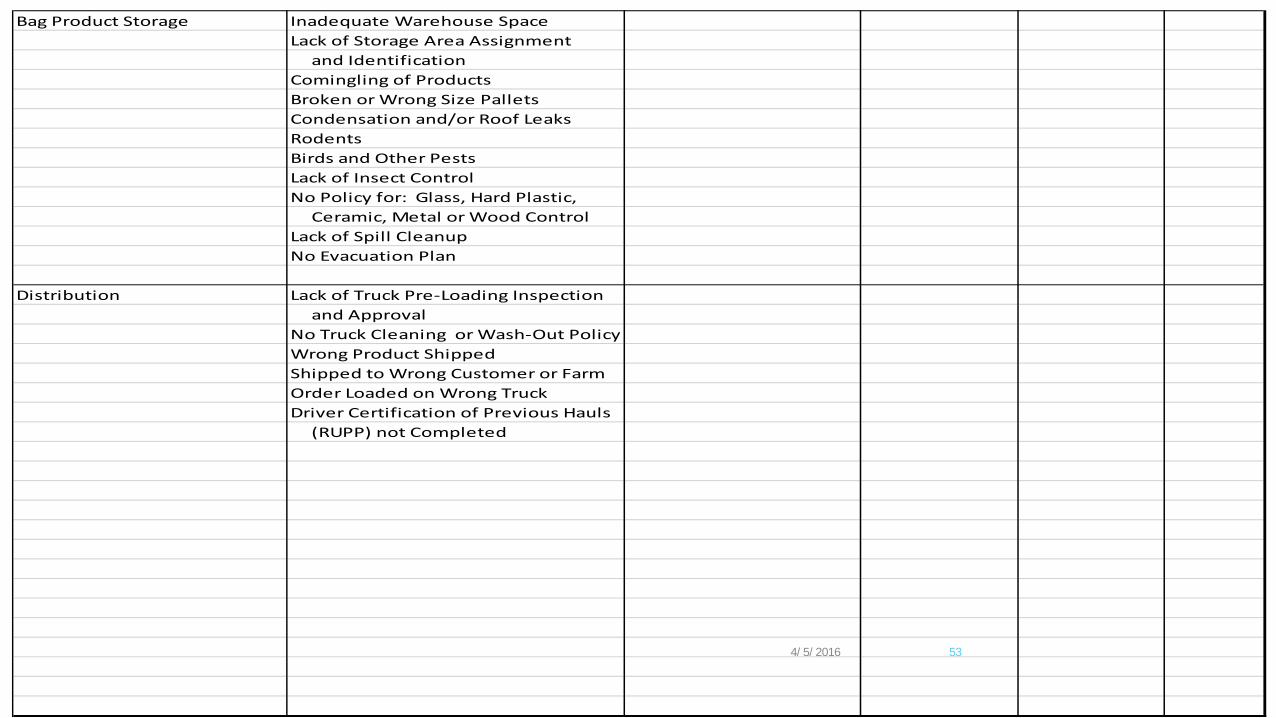
Bag Product Storage Inadequate Warehouse SpaceLack of Storage Area Assignment and IdentificationComingling of ProductsBroken or Wrong Size PalletsCondensation and/or Roof LeaksRodentsBirds and Other PestsLack of Insect ControlNo Policy for: Glass, Hard Plastic, Ceramic, Metal or Wood ControlLack of Spill CleanupNo Evacuation Plan
Distribution Lack of Truck Pre-Loading Inspection and ApprovalNo Truck Cleaning or Wash-Out PolicyWrong Product ShippedShipped to Wrong Customer or FarmOrder Loaded on Wrong TruckDriver Certification of Previous Hauls (RUPP) not Completed
4/5/2016 54
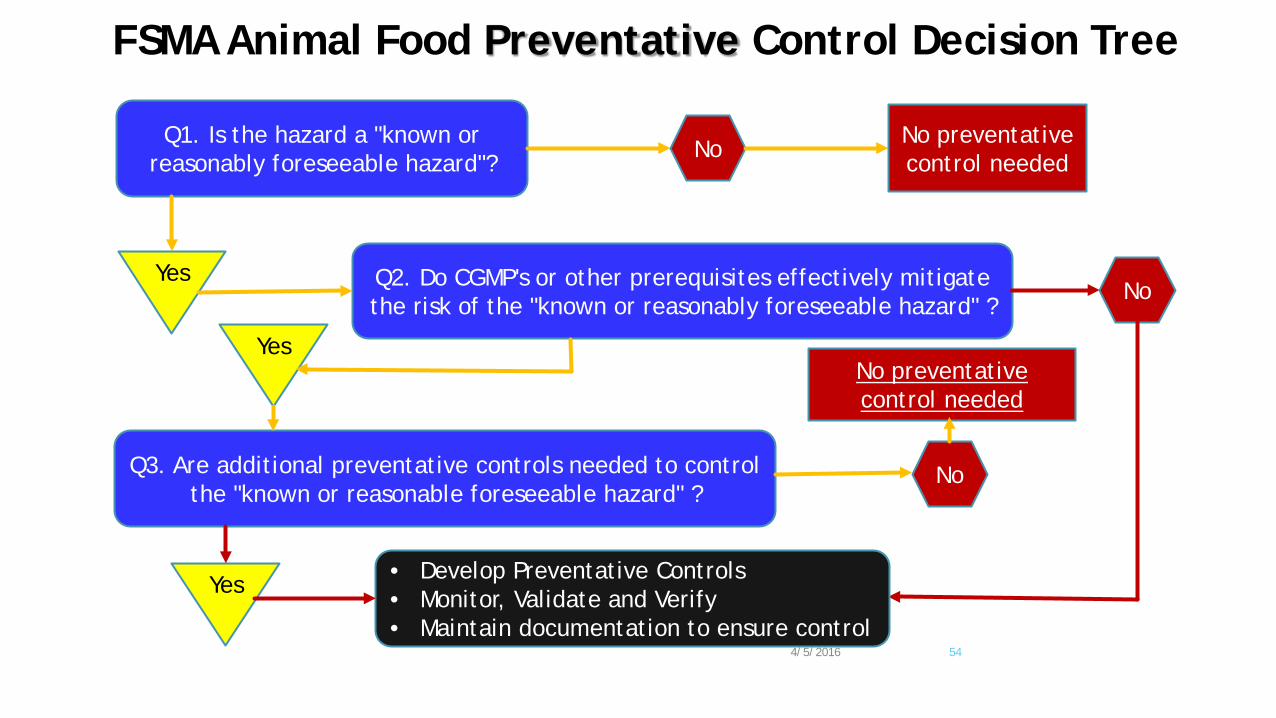
Q1. Is the hazard a "known or reasonably foreseeable hazard"?
Q2. Do CGMP's or other prerequisites effectively mitigate the risk of the "known or reasonably foreseeable hazard" ?
Q3. Are additional preventative controls needed to control the "known or reasonable foreseeable hazard" ?
No No preventative control needed
Yes No
No preventative control needed
Yes
Yes
No
• Develop Preventative Controls • Monitor, Validate and Verify • Maintain documentation to ensure control
FSMA Animal Food Preventative Control Decision Tree
4/5/2016 55
Proper utilization of Hazard Analysis (Hazard Analysis and Risk-Based Preventative Controls - HARPC) and Preventative Control forms based on
FSMA Requirements
4/5/2016 56
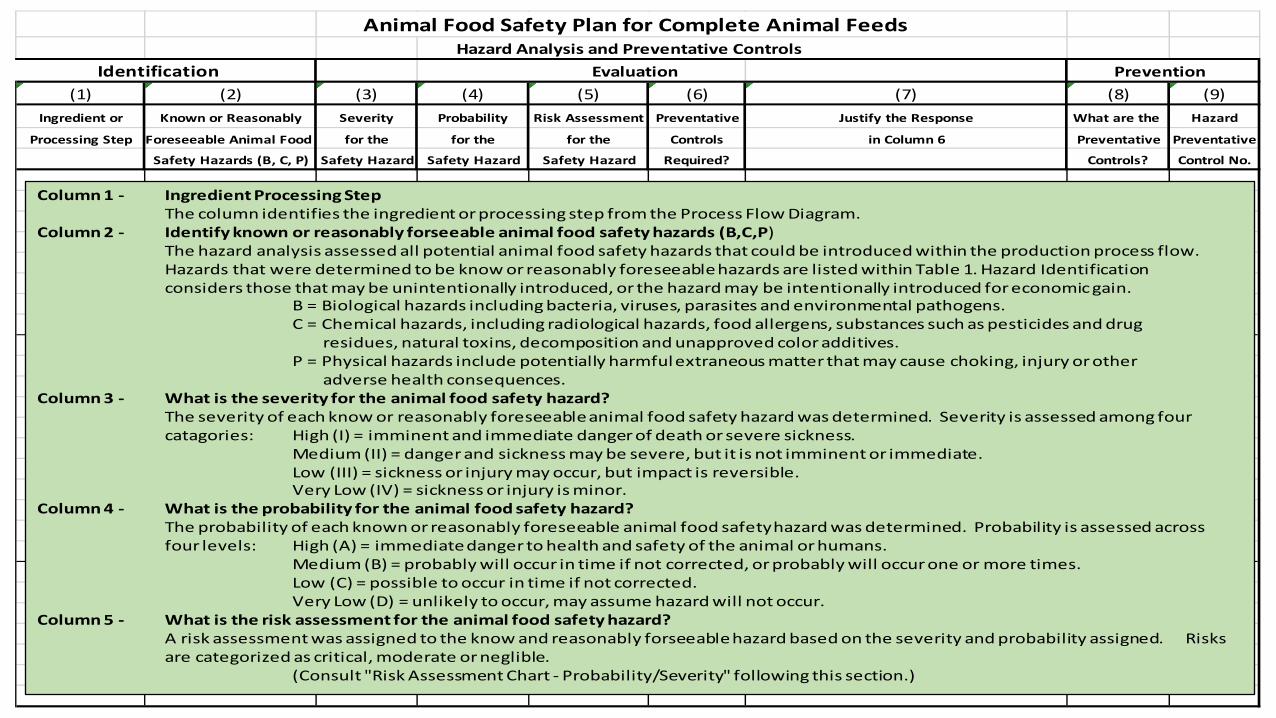
Animal Food Safety Plan for Complete Animal Feeds Hazard Analysis and Preventative Controls
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Known or Reasonably Severity Probability Risk Assessment Preventative Justify the Response What are the Hazard
Processing Step Foreseeable Animal Food for the for the for the Controls in Column 6 Preventative Preventative
Safety Hazards (B, C, P) Safety Hazard Safety Hazard Safety Hazard Required? Controls? Control No.
Column 1 - Ingredient Processing StepThe column identifies the ingredient or processing step from the Process Flow Diagram.
Column 2 - Identify known or reasonably forseeable animal food safety hazards (B,C,P)The hazard analysis assessed all potential animal food safety hazards that could be introduced within the production process flow. Hazards that were determined to be know or reasonably foreseeable hazards are listed within Table 1. Hazard Identification considers those that may be unintentionally introduced, or the hazard may be intentionally introduced for economic gain.
B = Biological hazards including bacteria, viruses, parasites and environmental pathogens.C = Chemical hazards, including radiological hazards, food allergens, substances such as pesticides and drug
residues, natural toxins, decomposition and unapproved color additives.P = Physical hazards include potentially harmful extraneous matter that may cause choking, injury or other
adverse health consequences.Column 3 - What is the severity for the animal food safety hazard?
The severity of each know or reasonably foreseeable animal food safety hazard was determined. Severity is assessed among four catagories: High (I) = imminent and immediate danger of death or severe sickness.
Medium (II) = danger and sickness may be severe, but it is not imminent or immediate.Low (III) = sickness or injury may occur, but impact is reversible.Very Low (IV) = sickness or injury is minor.
Column 4 - What is the probability for the animal food safety hazard?The probability of each known or reasonably foreseeable animal food safety hazard was determined. Probability is assessed across four levels: High (A) = immediate danger to health and safety of the animal or humans.
Medium (B) = probably will occur in time if not corrected, or probably will occur one or more times.Low (C) = possible to occur in time if not corrected.Very Low (D) = unlikely to occur, may assume hazard will not occur.
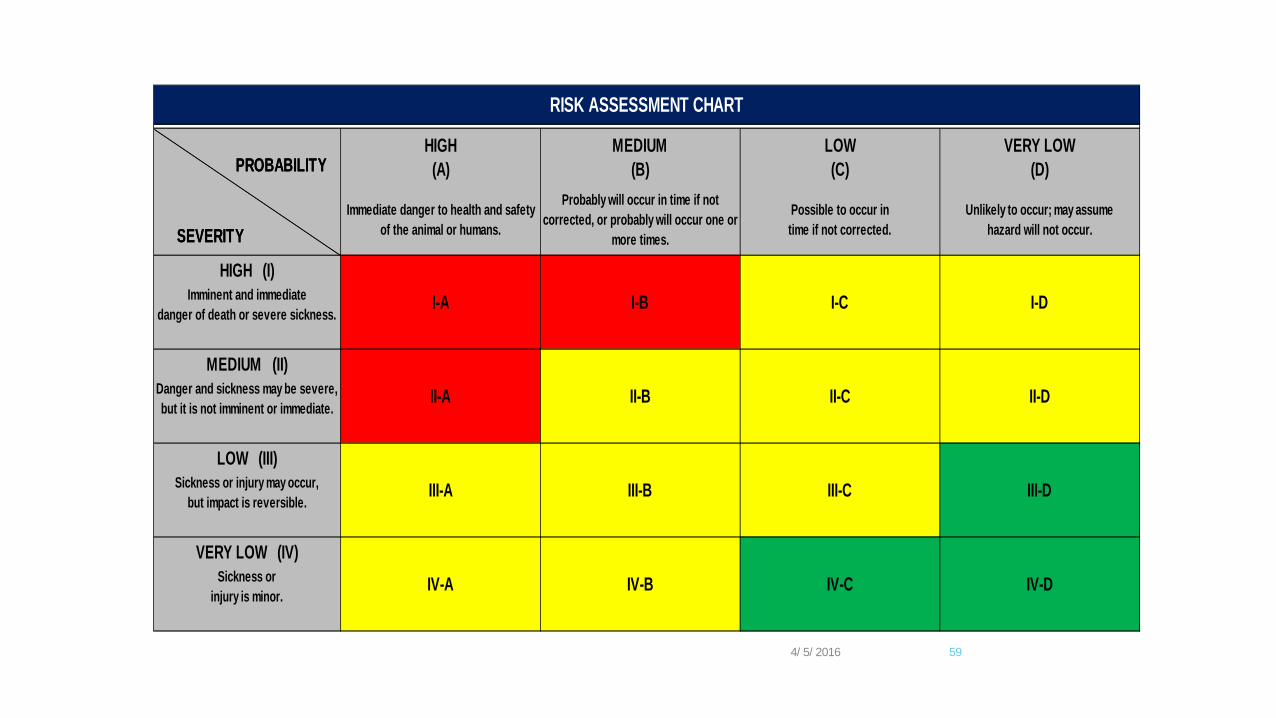
Column 5 - What is the risk assessment for the animal food safety hazard?A risk assessment was assigned to the know and reasonably forseeable hazard based on the severity and probability assigned. Risks are categorized as critical, moderate or neglible.
(Consult "Risk Assessment Chart - Probability/Severity" following this section.)
4/5/2016 57
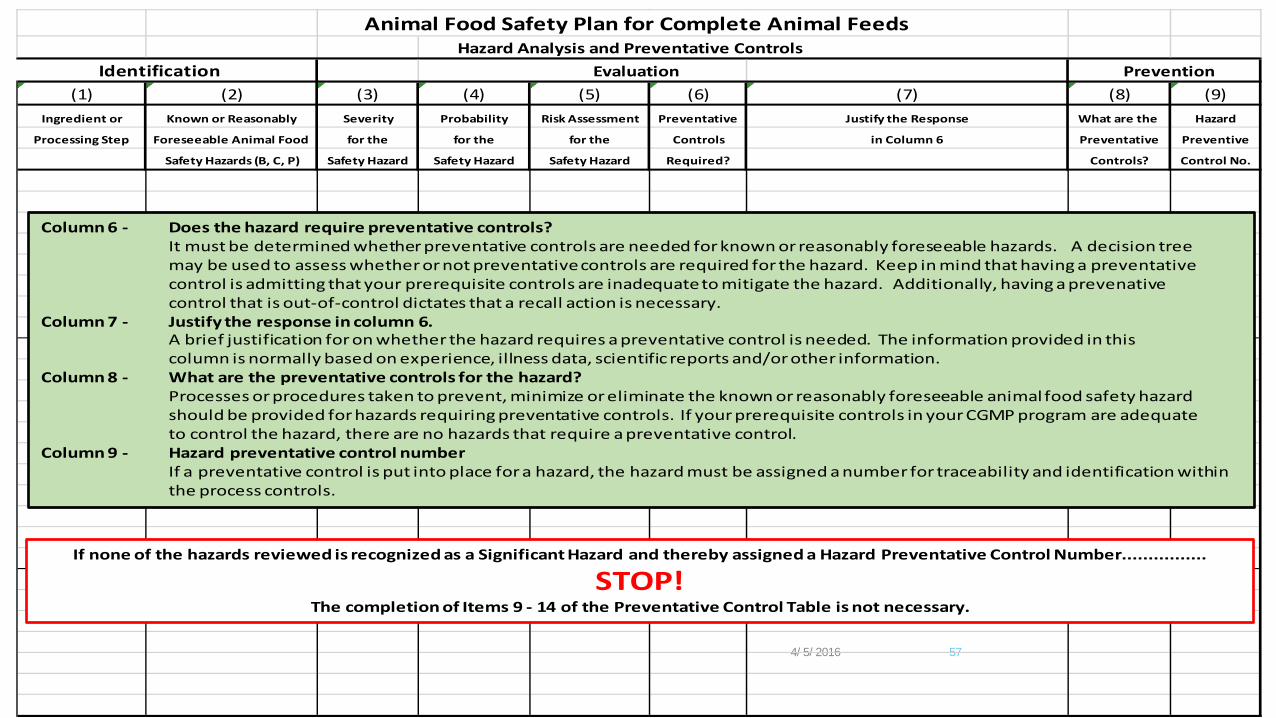
Animal Food Safety Plan for Complete Animal Feeds Hazard Analysis and Preventative Controls
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Known or Reasonably Severity Probability Risk Assessment Preventative Justify the Response What are the Hazard
Processing Step Foreseeable Animal Food for the for the for the Controls in Column 6 Preventative Preventive
Safety Hazards (B, C, P) Safety Hazard Safety Hazard Safety Hazard Required? Controls? Control No.
Column 6 - Does the hazard require preventative controls?It must be determined whether preventative controls are needed for known or reasonably foreseeable hazards. A decision tree may be used to assess whether or not preventative controls are required for the hazard. Keep in mind that having a preventative control is admitting that your prerequisite controls are inadequate to mitigate the hazard. Additionally, having a prevenative control that is out-of-control dictates that a recall action is necessary.
Column 7 - Justify the response in column 6. A brief justification for on whether the hazard requires a preventative control is needed. The information provided in this column is normally based on experience, illness data, scientific reports and/or other information.
Column 8 - What are the preventative controls for the hazard?Processes or procedures taken to prevent, minimize or eliminate the known or reasonably foreseeable animal food safety hazardshould be provided for hazards requiring preventative controls. If your prerequisite controls in your CGMP program are adequate to control the hazard, there are no hazards that require a preventative control.
Column 9 - Hazard preventative control numberIf a preventative control is put into place for a hazard, the hazard must be assigned a number for traceability and identification within the process controls.
If none of the hazards reviewed is recognized as a Significant Hazard and thereby assigned a Hazard Preventative Control Number................
STOP!The completion of Items 9 - 14 of the Preventative Control Table is not necessary.
4/5/2016 58
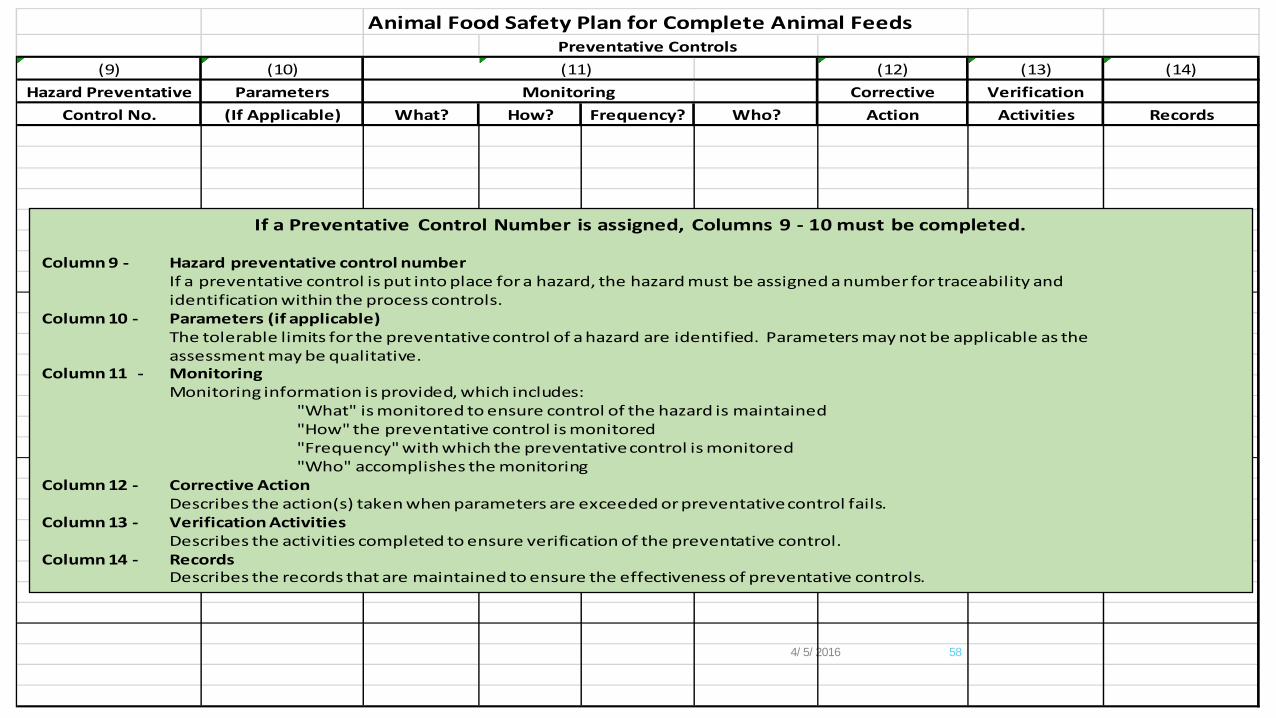
Animal Food Safety Plan for Complete Animal Feeds Preventative Controls
(9) (10) (11) (12) (13) (14)Hazard Preventative Parameters Monitoring Corrective Verification
Control No. (If Applicable) What? How? Frequency? Who? Action Activities Records
If a Preventative Control Number is assigned, Columns 9 - 10 must be completed.
Column 9 - Hazard preventative control numberIf a preventative control is put into place for a hazard, the hazard must be assigned a number for traceability and identification within the process controls.
Column 10 - Parameters (if applicable)The tolerable limits for the preventative control of a hazard are identified. Parameters may not be applicable as the assessment may be qualitative.
Column 11 - MonitoringMonitoring information is provided, which includes:
"What" is monitored to ensure control of the hazard is maintained"How" the preventative control is monitored"Frequency" with which the preventative control is monitored"Who" accomplishes the monitoring
Column 12 - Corrective ActionDescribes the action(s) taken when parameters are exceeded or preventative control fails.
Column 13 - Verification ActivitiesDescribes the activities completed to ensure verification of the preventative control.
Column 14 - RecordsDescribes the records that are maintained to ensure the effectiveness of preventative controls.
4/5/2016 59
HIGH (A)
MEDIUM (B)
LOW (C)
VERY LOW (D)
Immediate danger to health and safety of the animal or humans.
Probably will occur in time if not corrected, or probably will occur one or
more times.
Possible to occur in time if not corrected.
Unlikely to occur; may assume hazard will not occur.
HIGH (I)Imminent and immediate
danger of death or severe sickness.
MEDIUM (II)Danger and sickness may be severe, but it is not imminent or immediate.
LOW (III) Sickness or injury may occur,
but impact is reversible.
VERY LOW (IV)Sickness or
injury is minor.IV-A IV-B IV-C IV-D
II-A II-B II-C II-D
III-A III-B III-C III-D
RISK ASSESSMENT CHART
I-A I-B I-C I-D
PROBABILITY
SEVERITY
PROBABILITY
SEVERITY
4/5/2016 60
Completed Hazard Analysis and Preventative Control Forms
The completed forms in the following slides can be found as an attachment Excel file titled Hazard Analysis HARPC template.xlsx. For the MANC presentation, please
put you email address in the "Red" notebook being circulated and I will e-mail a copy of these pages to you for update and editing.
Blank forms to be used for this purpose are a part of this program under Excel File "HARPC.xlsx"
4/5/2016 61
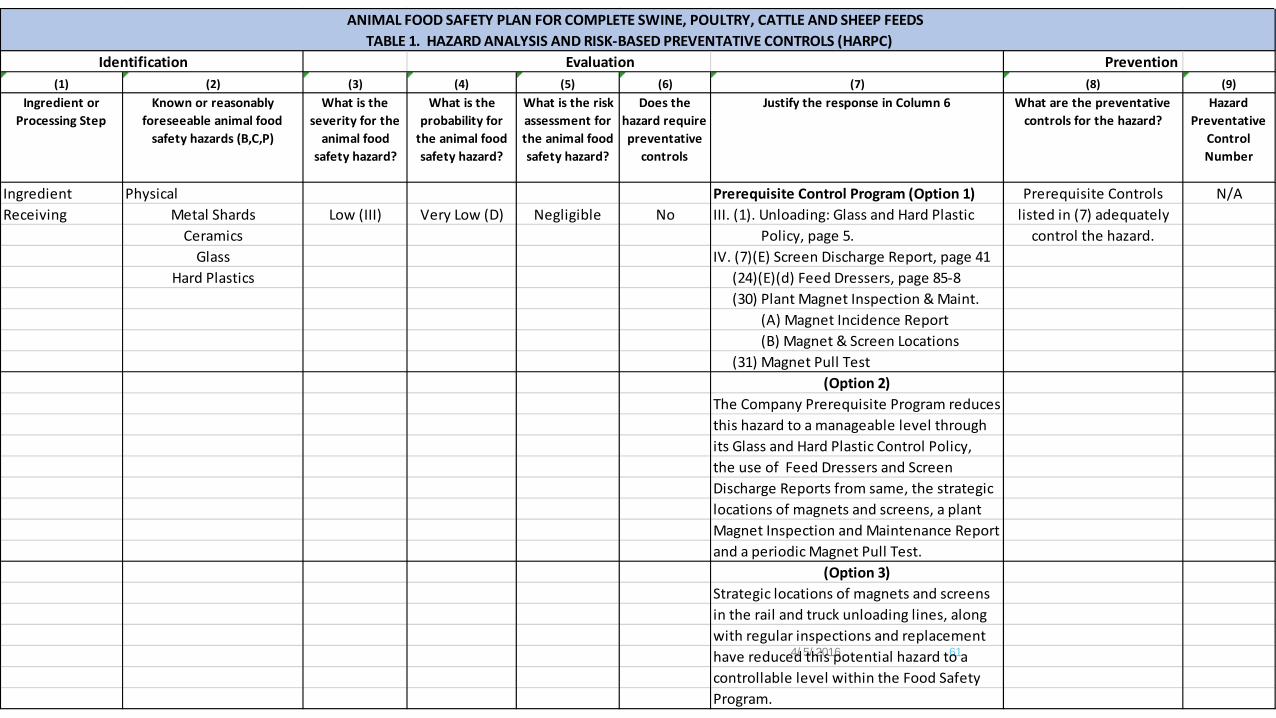
ANIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food
safety hazards (B,C,P)
What is the severity for the
animal food safety hazard?
What is the probability for
the animal food safety hazard?
What is the risk assessment for the animal food safety hazard?
Does the hazard require preventative
controls
Justify the response in Column 6 What are the preventative controls for the hazard?
Hazard Preventative
Control Number
Ingredient Physical Prerequisite Control Program (Option 1) Prerequisite Controls N/AReceiving Metal Shards Low (III) Very Low (D) Negligible No III. (1). Unloading: Glass and Hard Plastic listed in (7) adequately
Ceramics Policy, page 5. control the hazard.Glass IV. (7)(E) Screen Discharge Report, page 41
Hard Plastics (24)(E)(d) Feed Dressers, page 85-8 (30) Plant Magnet Inspection & Maint. (A) Magnet Incidence Report (B) Magnet & Screen Locations (31) Magnet Pull Test
(Option 2)The Company Prerequisite Program reducesthis hazard to a manageable level throughits Glass and Hard Plastic Control Policy,the use of Feed Dressers and ScreenDischarge Reports from same, the strategiclocations of magnets and screens, a plantMagnet Inspection and Maintenance Reportand a periodic Magnet Pull Test.
(Option 3)Strategic locations of magnets and screensin the rail and truck unloading lines, alongwith regular inspections and replacementhave reduced this potential hazard to a controllable level within the Food Safety Program.
4/5/2016 62
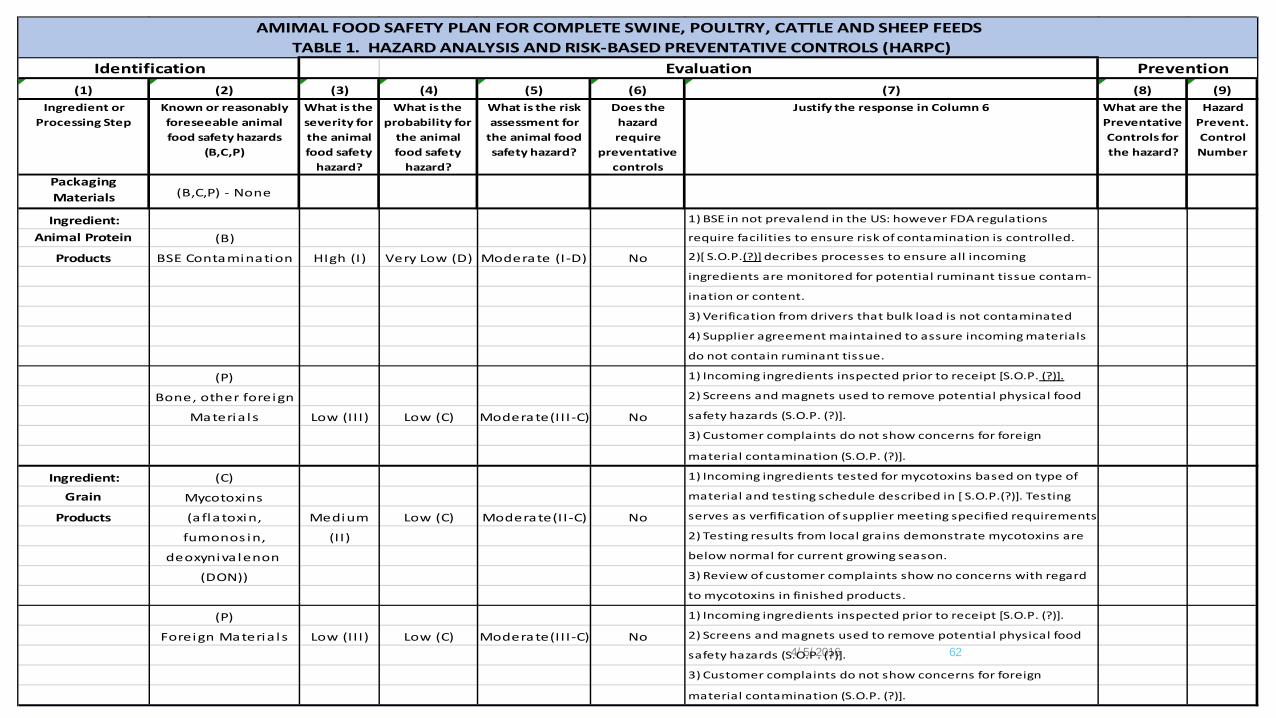
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Packaging Materials (B,C,P) - None
Ingredient: 1) BSE in not prevalend in the US: however FDA regulations
Animal Protein (B) require facilities to ensure risk of contamination is controlled.
Products BSE Contamination HIgh (I) Very Low (D) Moderate (I-D) No 2)[ S.O.P.(?)] decribes processes to ensure all incoming
ingredients are monitored for potential ruminant tissue contam-
ination or content.
3) Verification from drivers that bulk load is not contaminated
4) Supplier agreement maintained to assure incoming materials
do not contain ruminant tissue.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Bone, other foreign 2) Screens and magnets used to remove potential physical food
Materia ls Low (II I) Low (C) Moderate(II I-C) No safety hazards (S.O.P. (?)].
3) Customer complaints do not show concerns for foreign
material contamination (S.O.P. (?)].
Ingredient: (C) 1) Incoming ingredients tested for mycotoxins based on type of
Grain Mycotoxins material and testing schedule described in [ S.O.P.(?)]. Testing
Products (aflatoxin, Medium Low (C) Moderate(II-C) No serves as verfification of supplier meeting specified requirements
fumonos in, (I I) 2) Testing results from local grains demonstrate mycotoxins are
deoxyniva lenon below normal for current growing season.
(DON)) 3) Review of customer complaints show no concerns with regard
to mycotoxins in finished products.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Foreign Materia ls Low (II I) Low (C) Moderate(II I-C) No 2) Screens and magnets used to remove potential physical food
safety hazards (S.O.P. (?)].
3) Customer complaints do not show concerns for foreign
material contamination (S.O.P. (?)].

4/5/2016 63
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Ingredient: (C) 1) Incoming ingredients tested for mycotoxins based on type of
Plant Protein Mycotoxins material and testing schedule described in [ S.O.P.(?)]. Testing
Products (aflatoxin, Medium Low (C) Moderate(II-C) No serves as verfification of supplier meeting specified requirements
fumonos in, (I I) 2) Testing results from local grains demonstrate mycotoxins are
deoxyniva lenon below normal for current growing season.
(DON)) 3) Review of customer complaints show no concerns with regard
to mycotoxins in finished products.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Bone, other foreign 2) Screens and magnets used to remove potential physical food
Materia ls Low (II I) Low (C) Moderate(II I-C) No safety hazards (S.O.P. (?)].
3) Customer complaints do not show concerns for foreign
material contamination (S.O.P. (?)].
Ingredient: (C) 1) Incoming ingredients tested for mycotoxins based on type of
Processed Grain Mycotoxins material and testing schedule described in [ S.O.P.(?)]. Testing
By-Products (aflatoxin, Medium Low (C) Moderate(II-C) No serves as verfification of supplier meeting specified requirements
fumonos in, (I I) 2) Testing results from local grains demonstrate mycotoxins are
deoxyniva lenon below normal for current growing season.
(DON)) 3) Review of customer complaints show no concerns with regard
to mycotoxins in finished products.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Foreign Materia ls Low (II I) Low (C) Moderate(II I-C) No 2) Screens and magnets used to remove potential physical food
safety hazards (S.O.P. (?)].
3) Customer complaints do not show concerns for foreign
material contamination (S.O.P. (?)].
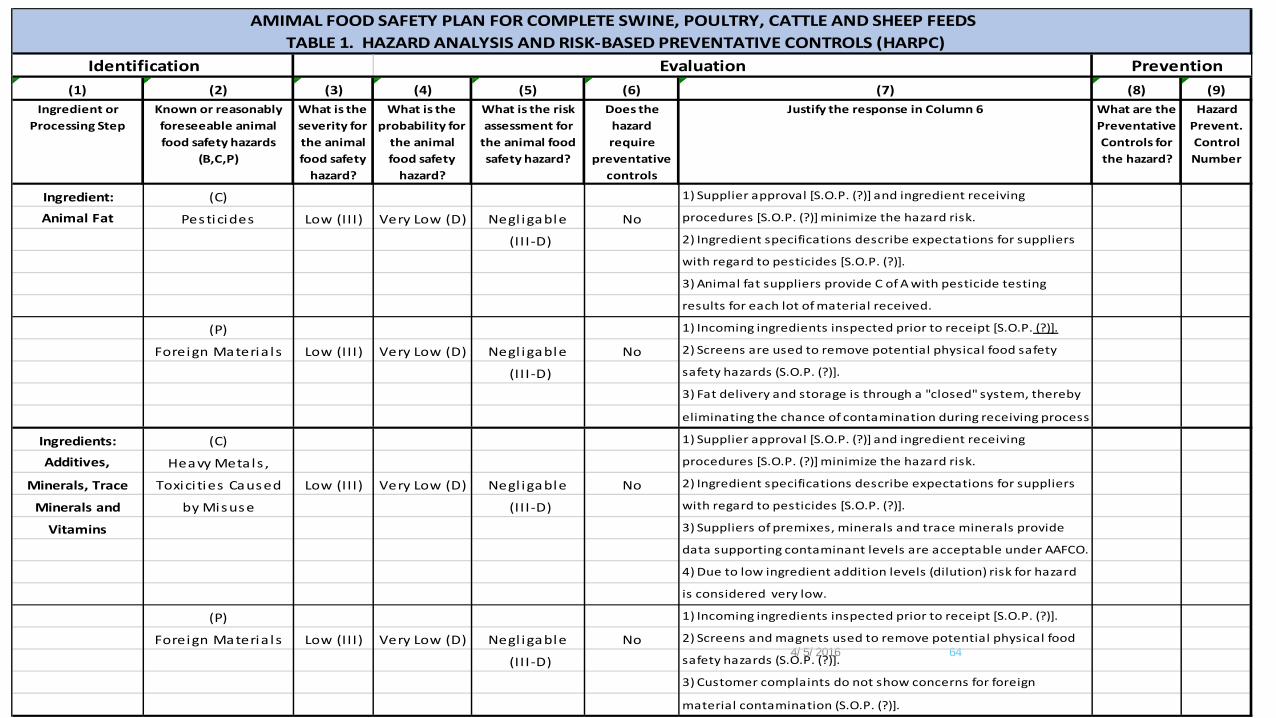
4/5/2016 64
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Ingredient: (C) 1) Supplier approval [S.O.P. (?)] and ingredient receiving
Animal Fat Pesticides Low (II I) Very Low (D) Negl igable No procedures [S.O.P. (?)] minimize the hazard risk.
(I I I-D) 2) Ingredient specifications describe expectations for suppliers
with regard to pesticides [S.O.P. (?)].
3) Animal fat suppliers provide C of A with pesticide testing
results for each lot of material received.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Foreign Materia ls Low (II I) Very Low (D) Negl igable No 2) Screens are used to remove potential physical food safety
(I I I-D) safety hazards (S.O.P. (?)].
3) Fat delivery and storage is through a "closed" system, thereby
eliminating the chance of contamination during receiving process
Ingredients: (C) 1) Supplier approval [S.O.P. (?)] and ingredient receiving
Additives, Heavy Meta ls , procedures [S.O.P. (?)] minimize the hazard risk.
Minerals, Trace Toxici ties Caused Low (II I) Very Low (D) Negl igable No 2) Ingredient specifications describe expectations for suppliers
Minerals and by Misuse (I I I-D) with regard to pesticides [S.O.P. (?)].
Vitamins 3) Suppliers of premixes, minerals and trace minerals provide
data supporting contaminant levels are acceptable under AAFCO.
4) Due to low ingredient addition levels (dilution) risk for hazard
is considered very low.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Foreign Materia ls Low (II I) Very Low (D) Negl igable No 2) Screens and magnets used to remove potential physical food
(I I I-D) safety hazards (S.O.P. (?)].
3) Customer complaints do not show concerns for foreign
material contamination (S.O.P. (?)].
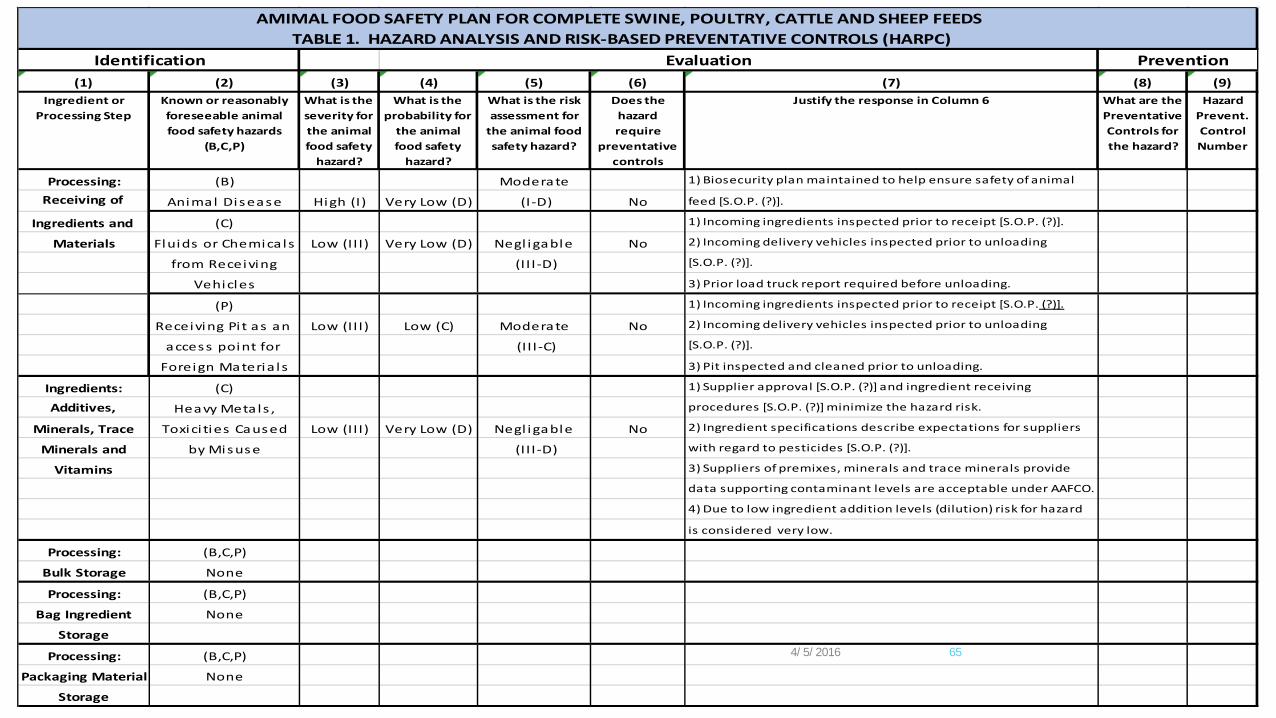
4/5/2016 65
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Processing: (B) Moderate 1) Biosecurity plan maintained to help ensure safety of animal
Receiving of Animal Disease High (I) Very Low (D) (I-D) No feed [S.O.P. (?)].
Ingredients and (C) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Materials Fluids or Chemica ls Low (II I) Very Low (D) Negl igable No 2) Incoming delivery vehicles inspected prior to unloading
from Receiving (I I I-D) [S.O.P. (?)].
Vehicles 3) Prior load truck report required before unloading.
(P) 1) Incoming ingredients inspected prior to receipt [S.O.P. (?)].
Receiving Pi t as an Low (II I) Low (C) Moderate No 2) Incoming delivery vehicles inspected prior to unloading
access point for (I I I-C) [S.O.P. (?)].
Foreign Materia ls 3) Pit inspected and cleaned prior to unloading.
Ingredients: (C) 1) Supplier approval [S.O.P. (?)] and ingredient receiving
Additives, Heavy Meta ls , procedures [S.O.P. (?)] minimize the hazard risk.
Minerals, Trace Toxici ties Caused Low (II I) Very Low (D) Negl igable No 2) Ingredient specifications describe expectations for suppliers
Minerals and by Misuse (I I I-D) with regard to pesticides [S.O.P. (?)].
Vitamins 3) Suppliers of premixes, minerals and trace minerals provide
data supporting contaminant levels are acceptable under AAFCO.
4) Due to low ingredient addition levels (dilution) risk for hazard
is considered very low.
Processing: (B,C,P)
Bulk Storage None
Processing: (B,C,P)
Bag Ingredient None
Storage
Processing: (B,C,P)
Packaging Material None
Storage
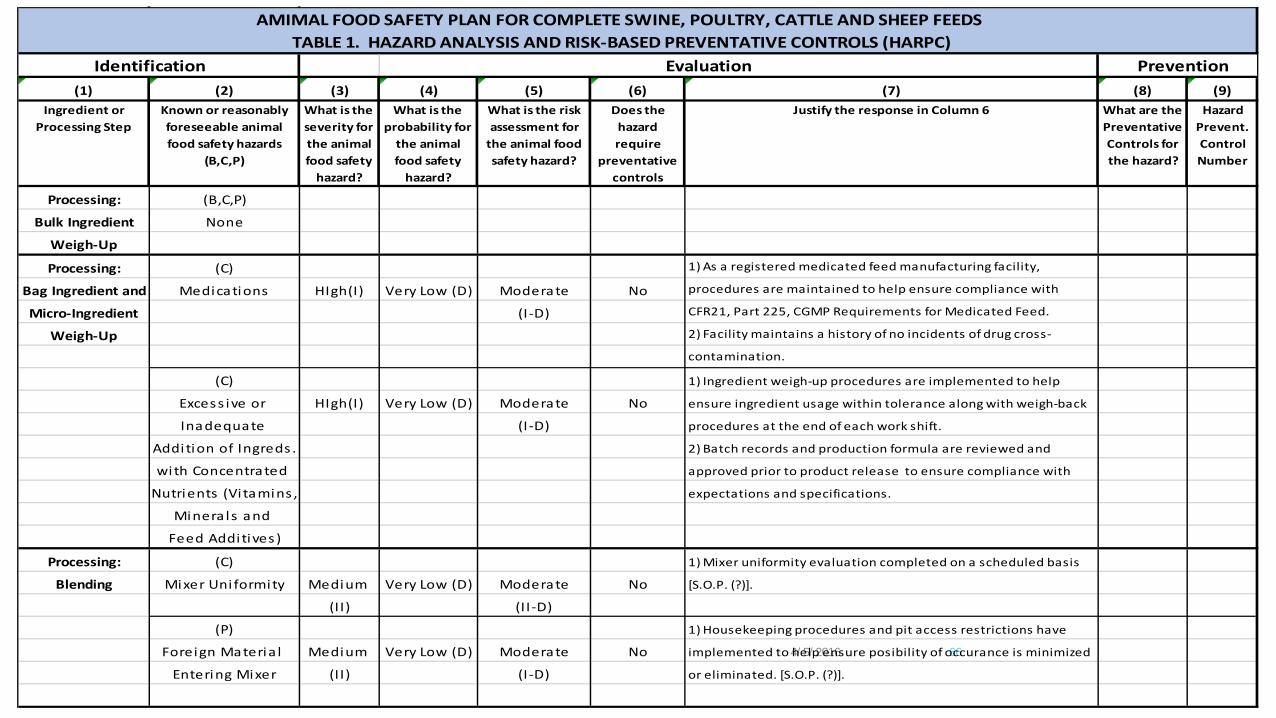
4/5/2016 66
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Processing: (B,C,P)
Bulk Ingredient None
Weigh-Up
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Bag Ingredient and Medications HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Micro-Ingredient (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
Weigh-Up 2) Facility maintains a history of no incidents of drug cross-
contamination.
(C) 1) Ingredient weigh-up procedures are implemented to help
Excess ive or HIgh(I) Very Low (D) Moderate No ensure ingredient usage within tolerance along with weigh-back
Inadequate (I-D) procedures at the end of each work shift.
Addition of Ingreds . 2) Batch records and production formula are reviewed and
with Concentrated approved prior to product release to ensure compliance with
Nutrients (Vi tamins , expectations and specifications.
Minera ls and
Feed Additives )
Processing: (C) 1) Mixer uniformity evaluation completed on a scheduled basis
Blending Mixer Uni formity Medium Very Low (D) Moderate No [S.O.P. (?)].
(I I) (I I-D)
(P) 1) Housekeeping procedures and pit access restrictions have
Foreign Materia l Medium Very Low (D) Moderate No implemented to help ensure posibility of occurance is minimized
Entering Mixer (II) (I-D) or eliminated. [S.O.P. (?)].
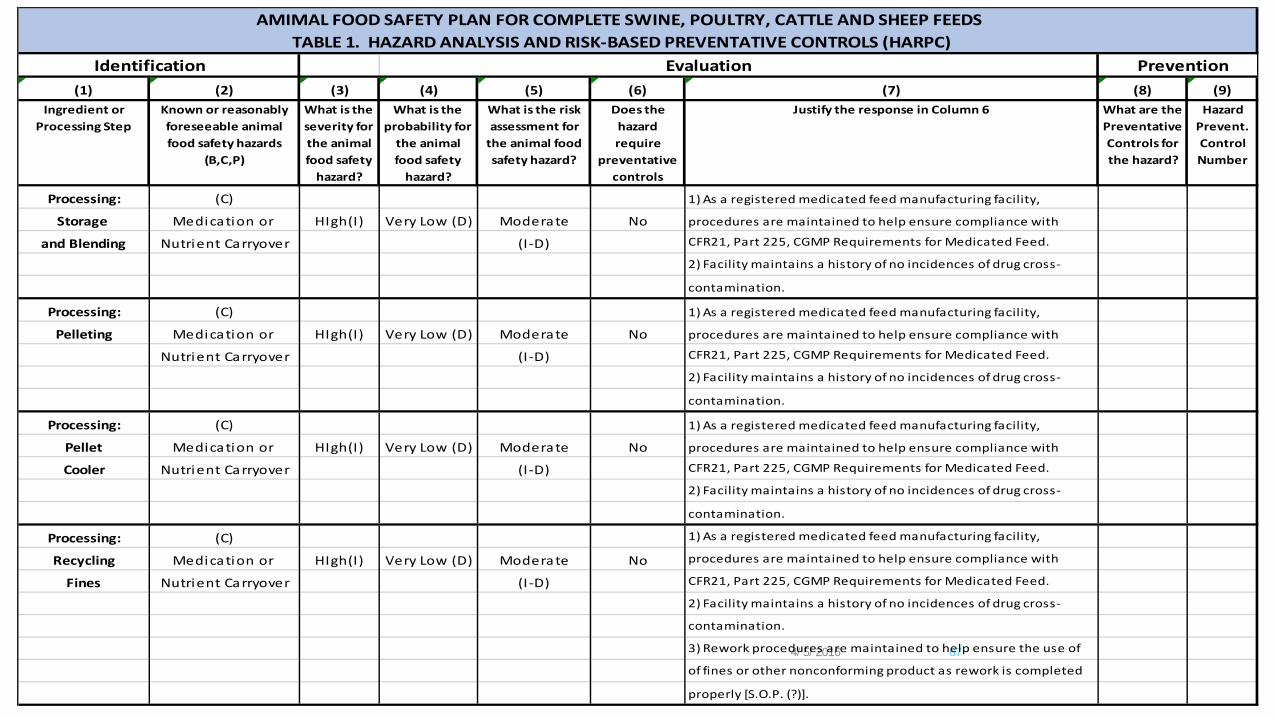
4/5/2016 67
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Storage Medication or HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
and Blending Nutrient Carryover (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
2) Facility maintains a history of no incidences of drug cross-
contamination.
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Pelleting Medication or HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Nutrient Carryover (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
2) Facility maintains a history of no incidences of drug cross-
contamination.
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Pellet Medication or HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Cooler Nutrient Carryover (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
2) Facility maintains a history of no incidences of drug cross-
contamination.
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Recycling Medication or HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Fines Nutrient Carryover (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
2) Facility maintains a history of no incidences of drug cross-
contamination.
3) Rework procedures are maintained to help ensure the use of
of fines or other nonconforming product as rework is completed
properly [S.O.P. (?)].
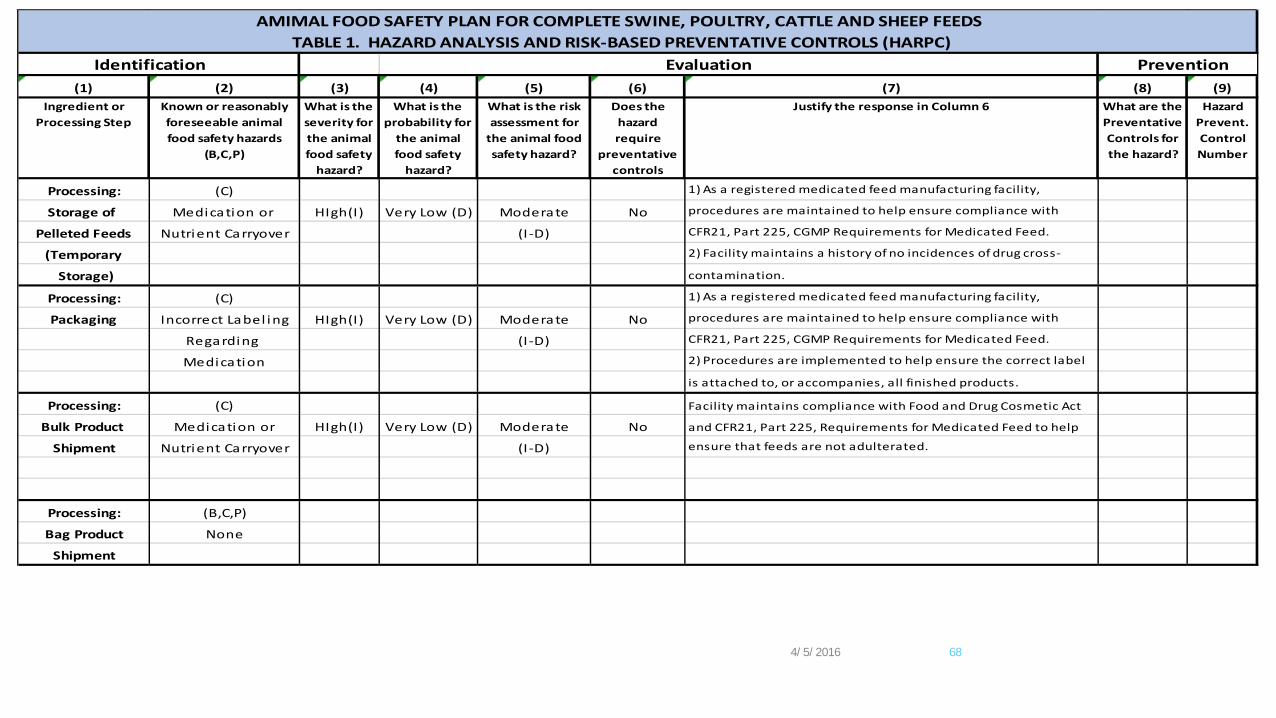
4/5/2016 68
AMIMAL FOOD SAFETY PLAN FOR COMPLETE SWINE, POULTRY, CATTLE AND SHEEP FEEDS TABLE 1. HAZARD ANALYSIS AND RISK-BASED PREVENTATIVE CONTROLS (HARPC)
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Processing Step
Known or reasonably foreseeable animal food safety hazards
(B,C,P)
What is the severity for the animal food safety
hazard?
What is the probability for
the animal food safety
hazard?
What is the risk assessment for
the animal food safety hazard?
Does the hazard require
preventative controls
Justify the response in Column 6 What are the Preventative Controls for the hazard?
Hazard Prevent. Control Number
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Storage of Medication or HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Pelleted Feeds Nutrient Carryover (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
(Temporary 2) Facility maintains a history of no incidences of drug cross-
Storage) contamination.
Processing: (C) 1) As a registered medicated feed manufacturing facility,
Packaging Incorrect Label ing HIgh(I) Very Low (D) Moderate No procedures are maintained to help ensure compliance with
Regarding (I-D) CFR21, Part 225, CGMP Requirements for Medicated Feed.
Medication 2) Procedures are implemented to help ensure the correct label
is attached to, or accompanies, all finished products.
Processing: (C) Facility maintains compliance with Food and Drug Cosmetic Act
Bulk Product Medication or HIgh(I) Very Low (D) Moderate No and CFR21, Part 225, Requirements for Medicated Feed to help
Shipment Nutrient Carryover (I-D) ensure that feeds are not adulterated.
Processing: (B,C,P)
Bag Product None
Shipment
4/5/2016 69
The following slides demonstrate how specie and BSE would be handled in this format.
Additionally, the second slide demonstrates how items 9 through 14 would be completed if you established a Preventative Control, which is not necessary or advisable.
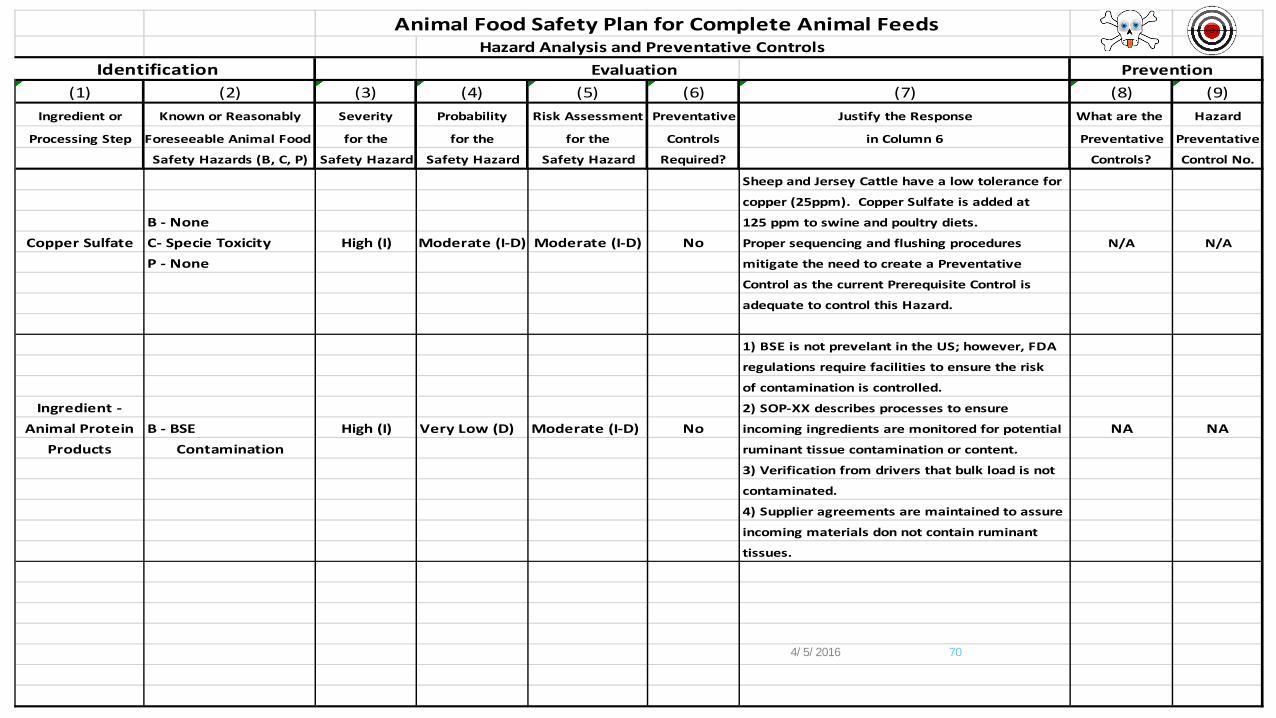
4/5/2016 70
Animal Food Safety Plan for Complete Animal Feeds Hazard Analysis and Preventative Controls
Identification Evaluation Prevention(1) (2) (3) (4) (5) (6) (7) (8) (9)
Ingredient or Known or Reasonably Severity Probability Risk Assessment Preventative Justify the Response What are the Hazard
Processing Step Foreseeable Animal Food for the for the for the Controls in Column 6 Preventative Preventative
Safety Hazards (B, C, P) Safety Hazard Safety Hazard Safety Hazard Required? Controls? Control No.
Sheep and Jersey Cattle have a low tolerance for
copper (25ppm). Copper Sulfate is added at
B - None 125 ppm to swine and poultry diets.
Copper Sulfate C- Specie Toxicity High (I) Moderate (I-D) Moderate (I-D) No Proper sequencing and flushing procedures N/A N/A
P - None mitigate the need to create a Preventative
Control as the current Prerequisite Control is
adequate to control this Hazard.
1) BSE is not prevelant in the US; however, FDA
regulations require facilities to ensure the risk
of contamination is controlled.
Ingredient - 2) SOP-XX describes processes to ensure
Animal Protein B - BSE High (I) Very Low (D) Moderate (I-D) No incoming ingredients are monitored for potential NA NAProducts Contamination ruminant tissue contamination or content.
3) Verification from drivers that bulk load is not
contaminated.
4) Supplier agreements are maintained to assure
incoming materials don not contain ruminant
tissues.
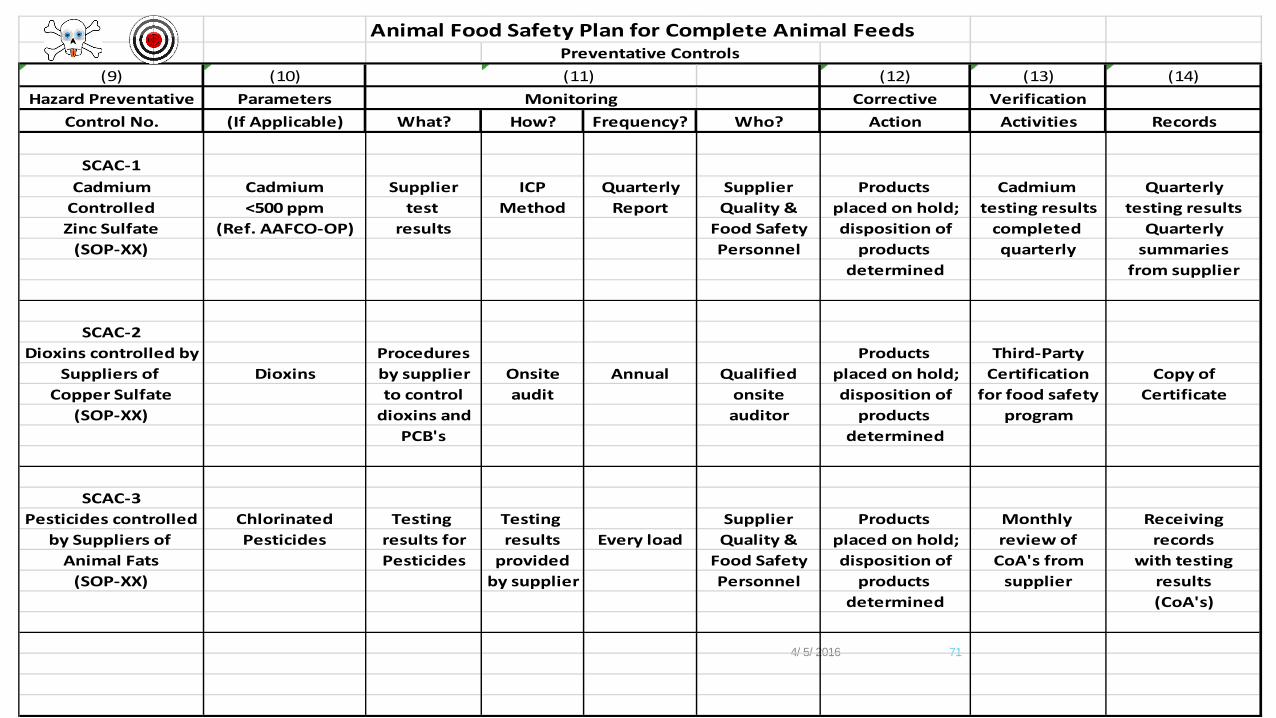
4/5/2016 71
Animal Food Safety Plan for Complete Animal Feeds Preventative Controls
(9) (10) (11) (12) (13) (14)Hazard Preventative Parameters Monitoring Corrective Verification
Control No. (If Applicable) What? How? Frequency? Who? Action Activities Records
SCAC-1Cadmium Cadmium Supplier ICP Quarterly Supplier Products Cadmium Quarterly
Controlled <500 ppm test Method Report Quality & placed on hold; testing results testing resultsZinc Sulfate (Ref. AAFCO-OP) results Food Safety disposition of completed Quarterly
(SOP-XX) Personnel products quarterly summariesdetermined from supplier
SCAC-2Dioxins controlled by Procedures Products Third-Party
Suppliers of Dioxins by supplier Onsite Annual Qualified placed on hold; Certification Copy ofCopper Sulfate to control audit onsite disposition of for food safety Certificate
(SOP-XX) dioxins and auditor products programPCB's determined
SCAC-3Pesticides controlled Chlorinated Testing Testing Supplier Products Monthly Receiving
by Suppliers of Pesticides results for results Every load Quality & placed on hold; review of recordsAnimal Fats Pesticides provided Food Safety disposition of CoA's from with testing
(SOP-XX) by supplier Personnel products supplier resultsdetermined (CoA's)
4/5/2016 72
VERY IMPORTANT: If you establish a Preventative Control or a Critical Control Point, you have confirmed that an Out-of-Control condition of the Control/Control Point is reasonably likely to cause death or significant injury to the animals consuming same or to human beings consuming the animals or animal products thus produced. Therefore, if this Control goes into an Out-of-Control condition that is not immediately corrected, the producer must immediately institute a "Stop Sale" and "Class I Recall Action" for all feed and animals or animal products produced during the time period it was Out-of-Control. Example: A feed mill producing broiler chickens purchases a vitamin premix from Company A. A Preventative Control has been established for the X-Factor content of this vitamin premix. The Preventative Control established for X-Factor goes Out-of-Control for two weeks. During this period of time, the Feed mill has added 2 pounds of the affected vitamin premix containing X-Factor per ton of complete feed. One half of an affected truckload of vitamin premix or 22,000 pounds was incorporated into broiler grower feed; therefore, 11,000 tons of feed was affected, or 22,000,000 pounds of feed. This feed was fed to 11,000,000 birds, of which 5,000,000 were processed. All feed, growing birds and processed birds must be recalled.
BANKRUPTCY ANYONE?
4/5/2016 73
Once this process is completed, your Prerequisite Controls and Critical Control Points (HACCP) or Preventative Controls should be established. If you determine that there are CCP’s or Preventative Controls that exist and are necessary to control, you must enforce Principles 3 through 7 of a HACCP Program or Steps 2 through 5 of the FSMA – Preventative Control Plan.
Additional Note: Is 500 ppm Cadmium in Zinc Sulfate a problem?
Do the math. Zinc is added to most diets at up to 150 ppm, or 0.0150% Zn. This would require the addition of 0.0415% Zinc Sulfate to the diet. If the Zinc Sulfate contains 500 ppm Cadmium, 0.000415 x 0.00050 ppm equals 0.0000002075 cadmium being added to the finished feed or 207.5 parts per billion. Currently, most Zinc Sulfates contain from 10 to less than 50 ppm Cadmium, ergo, 10% of this number equals a total of 20.75 ppb cadmium, 20% of this number equals 41.5 ppm cadmium actually being added to the finished feed. The industry and regulators should focus on more important issues than the content of heavy metals in finished feeds. Therefore, because of the dilution factor, heavy metal contamination of complete animal feeds due to the incorporation of quality trace mineral ingredients into that feed are definitely not a problem. Past problems have been caused by intentional adulteration.
Requirement to Establish and Implement a Supply-Chain Program
It is suggested that you establish NO CONTROLS.
4/5/2016 74

Supply-Chain Program (as written by FDA) • The rule mandates that an animal food manufacturing/processing facility have a risk-based supply chain
program for those raw materials and other ingredients for which it has identified a hazard requiring a supply-chain-applied control. Animal food facilities that control a hazard using preventive controls, or who follow requirements applicable when relying on a customer to control hazards, do not need to have a supply-chain program for that hazard.
• Animal food facilities are responsible for ensuring that raw materials and other ingredients with a supply-chain-applied control are received only from approved suppliers, or on a temporary basis from unapproved suppliers whose raw materials or other ingredients are subject to verification activities before being accepted for use. (Approved suppliers are those approved by the facility after a consideration of factors that include a hazard analysis of the food, the entity that will be controlling that hazard, and supplier performance.)
• A facility will not be required to implement a preventive control when an identified hazard will be controlled by another entity in the distribution chain, such as a customer or other processor. The receiving facility will have to disclose that the food is “not processed to control (identified hazard)” and obtain written assurance from its customer regarding certain actions that customer agrees to take.
• Separate compliance dates have been established for the supply-chain program provisions so that a food facility will not be required to comply with the supply-chain program provisions before its supplier is required to comply with the preventive controls for animal food rule or the produce safety rule.
4/5/2016 75
Supply-Chain Program: (Explanation by NGFA)
The final rule requires that an animal feed facility have a risk-based supply-chain program for those raw materials or other ingredients for which the facility has identified a hazard requiring a preventive control that will be controlled by the supplier of the raw material or ingredient. Animal feed facilities that control such a hazard requiring a preventive control within their own operations, or who follow requirements applicable when relying on a customer to control such a hazard, do not need to have a supply-chain program for that hazard. If there is a hazard requiring a preventive control associated with a supplier’s raw material or ingredient and the facility relies on the supplier to control the hazard, the rule requires that the facility:
Receive that raw material or ingredient only from approved suppliers, or on a temporary basis from unapproved suppliers whose raw material or ingredient are subject to verification activities before being accepted for use (Create an “Unapproved or Temporary” supplier approval procedure).
Perform activities to verify that the supplier is adequately controlling the hazard, including, as appropriate to the raw material or ingredient and its supplier:
• Conducting onsite audits of the supplier’s operations. • Sampling and testing of the raw material or ingredient, which may be conducted by either the supplier or receiving
facility. • Review of the supplier’s relevant feed safety records. • Other appropriate supplier verification activities based on the risk associated with the ingredient and the supplier.
Significantly, for a raw material or ingredient with a hazard requiring a preventive control and for which there is a reasonable probability that exposure to the hazard will result in serious adverse health consequences or death to humans or animals, the supply-chain program regulation requires that an onsite audit be conducted of the supplier. The onsite audit is to be conducted annually by a qualified auditor unless there is a written determination that other verification activities and/or less frequent onsite auditing of the supplier provide adequate assurance that the hazard is controlled. The required audit may be conducted by a qualified auditor that is an employee of the facility or a separate third-party organization.
4/5/2016 76
Recordkeeping Requirements: (NGFA) Facilities are required by the final rule to document its hazard analysis and the management activities associated with controlling hazards that require a preventive control as part of its written feed safety plan.
4/5/2016 77

4/5/2016 78
When is a Supply-Chain Program Not Required?
(Note: A preventative control applied to the supply-chain is correctly termed a “supply-chain-applied control.) 1. When there are no hazards requiring a Preventative Control (Supply-Chain-Applied Control)
2. When the Preventative Controls at the receiving facility are adequate to significantly minimize or prevent each of the hazards requiring a Preventative Control.
3. When the hazard will be controlled by the receiving facilities customer in the distribution chain.
4. When the receiving facility is an importer, is in compliance with FSVP requirements, and has documentation of verification activities conducted under the FSVP program.
5. Exemption from Supply Chain Program = Animal food is supplied for research or evaluation.
You must have a risk-based Supply-Chain Program when: There are raw materials and other ingredients being purchased for which a hazard requiring a supply-chain-applied control has been identified. This is normally a hazard for which there is a reasonable probability that exposure to the hazard will result in serious adverse health consequences or death to humans and/or animals.
4/5/2016 79
In a “Nutshell”………
The Supply-Chain Program applies to a covered facility that has identified a hazard requiring a Preventative Control. A Supply-Chain-Applied Control is a Preventative Control for a hazard in a raw material or ingredient that controls the hazard before receipt at your facility.
If the receiving facility has identified a hazard requiring a Supply-Chain-Applied Control………….
The receiving facility is required to: • Verify the supplier is adequately controlling the hazard • Conduct onsite audits of supplier operations (Consider having the supplier seek a 3rd Party Audit from a
properly certified auditor) • Sampling and testing • Review supplier feed safety practices
If there is a reasonable probability the hazard could kill or cause significant harm to humans or animals, then:
• The receiving facility is required to audit the supplier annually using a properly qualified auditor. If a facility relies on a supply-chain program to control a hazard requiring a preventive control, then monitoring, corrective actions, validation and verification activities performed to control the hazard are to be documented. In addition, facilities are to document required training of employees.
4/5/2016 80
Just in case you establish a Supply Chain Control
1. Establish an approved supplier list - This may be on a plant by plant basis, but makes more sense if there is a “corporate” List. In this manner, if or when audits of the supplier are conducted, those audits will be good for “all” milling operations under the corporate umbrella. Just in case you have suppliers that supply you raw materials and other ingredients for which a hazard has been identified requiring a supply-chain-applied control, and they require a company audit, you may want to develop an Audit Form, that may be used when an appropriate audit is conducted.
2. Establish a Supplier Audit Program - If it is determined that a raw material or ingredient supplier must be audited, you may want to ask the supplier for a Certificate of Compliance from a recognized program by a 3rd Party auditor. This may be Validus - Safe Feed/Safe Food, HACCP, GFSI-SQFI or another certified-directed audit. This may alleviate the need to perform a company audit and may satisfy other necessary requirements of this section of the Rule, whether or not a significant hazard exists. It will probably negate a need, in most cases, to visit your supplier and conduct a personal audit if a significant hazard does exist.
3. Rank the suppliers as high risk – medium risk – and low risk - This may be because of an inherent risk that is known or reasonably foreseeable in the ingredient or raw material, or because of the dilution factor of an ingredient or product, i.e. used at 1 to 5 pounds per ton of finished feed. As an example, a vitamin premix may be added at 1 to 2 pounds/ton of feed. If your company receives a 10 ton shipment, this product will be incorporated into 20,000 to 40,000 tons of feed. This dilution is both a risk factor and a safety factor in that it would require as significant level of adulteration to cause a problem; however, a deficiency in one vitamin in the premix could result in significant economic loss.
4. Administer the program from the Corporate Level – Any and all quality programs must have the approval and involvement of corporate level management.
4/5/2016
81
Establish a Recall Plan A Recall Plan has been provided in a Word File with this Presentation as
"Maryland Recall Plan.docx"
In Summary, a few of the major items required under the Final Rule are: The final rule for animal feed and pet food has three distinct subparts that establish requirements for covered facilities to: 1) Adhere to specified CGMP's; 2) Conduct a hazard analysis and implement risk-based preventive controls, if necessary; Note: Creation of a CCP or a preventative control is an admission that the CGMP programs and its prerequisite controls are not adequate to control a hazard that is known or reasonably foreseeable (likely to occur). 3) Implement a supply-chain program to verify that its supplier of a raw material or ingredient controls a hazard, if a facility relies on a supply-chain program to control a hazard requiring a preventive control, and if the facility relies on the supplier to control such a hazard; and 4) EDUCATE, TRAIN and RECORD
4/5/2016 82
Other items in the Final Rule that need to be addressed are as follows: New Employee Training and Qualification Requirements: Under the final rule, individuals at covered facilities are to have the education, training, or experience (or a combination thereof) necessary to manufacture, process, pack, or hold safe animal feed as appropriate to the individual’s assigned duties. The rule specifically establishes that employees are to be appropriately trained on the principles of animal feed hygiene and animal feed safety, including the importance of employee health and personal hygiene. Although the rule does not prescribe the content of training or its frequency, FDA expects training to occur before working in production operations and periodic refresher training thereafter. In addition, training records are to be maintained. Within the preamble of the rule, FDA states that it expects that much of the required training will be provided in-house by knowledgeable employees already at facilities. In addition, FDA states that the training material being developed by the Food Safety Preventive Controls Alliance (FSPCA) will be useful to facilities when conducting in-house training.
4/5/2016 83

4/5/2016 84
Foreign Supplier Verification
Late May 2017
(http://www.fda.gov/fsma)

4/5/2016 85
Veterinary Feed Directive (VFD)
(http://www.fda.gov/fsma)
4/5/2016 86
The Veterinary Feed Directive (VFD)
As the VFD Process is fairly complicated and would not fit within the text of this presentation, you will find an excellent explanation of this process along with sample forms in an article entitled “Use of Veterinary Feed Directive Drugs in Feeds” on pages 41 through 48 of the 2016 Feed Additive Compendium. The article is authored by Richard Sellers of the AFIA. The drug company supplying a VFD drug or drug combination to your operation should be proactive in supplying the appropriate documentation to the company or independent veterinarian. Additionally, I have included an article that I authored entitled “Regarding the Veterinary Feed Directive” which has been drafted with the integrated poultry, swine or turkey company in mind. A copy of this article has been included with this presentation package under "Maryland VFD - Veterinary Feed Directive.docx"
4/5/2016 87
Comparison of MSDS (Material Safety Data Sheets) to SDS (Safety Data Sheets)
Under the GFSI (Global Food Safety Initiative)
I have provided a copy of a generic animal feed SDS along with this presentation. You will find it attached as a word document under "Maryland Generic Feed SDS.docx". This document comes complete with
information explaining its applicability to the animal feed industry. You will need to decide if, when and where you will supply an SDS to your customers relative to the explosive nature of the grain dust in the
feed.
4/5/2016 88
Sanitary Transportation Act of Human and Animal Food
As of this date, I do not believe that the final rule has been published, nor has any real distinction been made between human food and animal feed sanitary transport.
The information contained in subsequent slides is based on knowledge that is available on this date. Please review the final rule when it is published.
4/5/2016 89
Section 111 of the FSMA: The Sanitary Transportation of Human and Animal Food (Applies to food/feed transportation by truck or rail, only)
March 31, 2016 has been designated as the deadline for the final sanitary transportation regulations, with the effective date's being 60 days after such publication or May 30, 2016. The default compliance date is one year after the rules publication date. Small businesses are allowed 2 years after the publication date to come into compliance. A small business: 1. Employs less than 500 persons, or, 2. A motor vehicle carrier (non rail), which does not also function as a shipper and/or receiver and that has less than $ 25,000,000.00 in annual receipts. Shippers, receivers and carriers engaged in transportation operations with less than $ 500,000.00 in annual sales based on food/feed transport are exempt from the rule. Transport of live animals is not covered in the rule.
What are the specific food safety requirements of Section 111?
The vehicle and transportation equipment requirements are divided into four general categories. 1. Vehicles and Transportation Equipment a. Must be designed and built in a manner that makes them “adequately cleanable”. b. Must be kept in a sanitary condition. c. Must be able to keep food under appropriate temperature conditions. d. (Applies to refrigerated or frozen food transportation) e. Must be stored in a manner that prevents contamination or pest infestations.

4/5/2016 90
2. Transportation Operations a. Responsibility for compliance must be assigned to competent supervisory personnel. Transport food/feed in a manner that: i. Prevents contamination of raw foods with non-food items in the same load. ii. Protects food transported in bulk vehicles or vehicles not completely enclosed in a container from contamination and cross contact during transport. iii. Prevents growth of an undesirable microorganism, if the food can support such growth. 3. Shippers i. Must provide their carriers with a written description of the vehicle and transportation equipment requirements that will help the shipped food from becoming “filthy, putrid, decomposed" or otherwise unfit for food, or being rendered injurious to health from any source during transportation. ii. Must visually inspect a carrier’s vehicle and transportation equipment for cleanliness and verify that it is clean enough to transport food. iii., iv. and v. list requirement relative to refrigerated shipments which do not apply to animal feed. 4. Shippers and Receivers i. Must provide convenient hand washing facilities for employees who handle food that is not completely enclosed in a container. ii. Must ensure proper temperature control conditions. 5. Carriers i. Must provide vehicles and transportation equipment that meet all sanitary requirements specified by the shipper.

4/5/2016 91
ii. Must provide the shipper with information regarding the three previous cargoes carried in the vehicle. (Note: There is some question as to the legality of this requirement) iii. Must provide the shipper with information regarding the most recent cleaning of the vehicle. 6. Training Carriers: Must provide their food transportation personnel with training on the safe and sanitary transport of food. Training must be provided at the time of hire and as needed thereafter. Training records must be kept which include the date of the training and the personnel trained. 7. Records: a. Shippers must maintain records showing that they have provided their carriers with information regarding: i. The sanitary requirements for transporting their food. ii. The temperature conditions necessary for transporting their food. b. Carriers must retain any shipping agreement in which the shipper agrees to: i. Ensure proper temperature conditions during transport. ii. Provide verification of temperature conditions. c. Carriers must record their procedures for: i. Cleaning and inspecting food transport vehicles. ii. Complying with temperature control. iii. Bulk vehicle requirements.
4/5/2016 92
d. Carriers must retain food safety training records for at least 12 months after a person leaves a position for which the training was required. Under what conditions will the FDA grant a waiver of requirements of this section? The FDA can waive any of the requirements of Section 111 as long as the agency determines that: a. The waiver will not result in the transportation of food under conditions unsafe for human health. b. The waiver is not contrary to the public interest.
4/5/2016 93
The Reportable Food Registry
The Reportable Food Registry (RFR) covers all foods (feeds) regulated by the FDA. The RFR requires a responsible party to file a report through the RFR electronic portal when there is a reasonable probability that the use of, or exposure to, an article of food will cause serious adverse health consequences or death to humans or animals. Such foods are “Reportable Foods”. Responsible Party is the person who submits the registration information to the FDA.
As of May 24, 2010, the RFR became part of the Department of Human Services Safety Reporting Portal. The entire set of data elements can be accessed at www.safetyreporting.hhs.gov. Responsible parties must:
• Report in no case later than 24 hours after it is determined that it is a reportable food. • Submit certain data elements in the first report. • Investigate the root cause of the adulteration. (Use “Root Cause Analysis”) • Will be issued an individual Case Safety Report (ICSR) number. • Provide amended reports as necessary after the first report. • May need to provide supplier and customer information. • Retain records and reports submitted to the FDA for 2 years.
The responsible party is not required to submit a reportable food report if ALL of the following three conditions are met.
1. The adulteration originated with the responsible party; AND 2. The responsible party detected the adulteration prior to any transfer to another person of the article of food;
AND, 3. The responsible party corrected the adulteration or destroyed or caused the destruction of the article of
food.
4/5/2016 94
Data elements that a responsible party may include in initial and follow-up RFR Reports to the FDA:
• Food Facility Registration Number
• Date the article of food was determined to be reportable
• Description of food, including quantity and amount
• Extent and nature of adulteration
• Results of investigation of the root cause of the adulteration if it may have originated with the responsible party, when known
• Disposition of the article of food when known
• Product information typically found on packaging sufficient to identify the article of food
• Contact information for the immediate previous sources (suppliers) and/or immediate subsequent recipients (customers) of the article of food, when required by the FDA
Contact FDA about the RFR The RFR Center answers questions about the Reportable Food Registry Policies, procedures and
interpretations. Email questions to: [email protected]
The SRP Service Desk for technical and computer-related questions about the RFR electronic portal. Email questions to:
Hopefully, the information contained in this presentation will assist you in responding to the "requirements" under FSMA.
Currently, the FDA is running into difficulty with funding from congress. They have asked for $ 1.3 billion and an expansion of 10,000 additional FDA employees. Congress voted for this rule under political pressure so they would not be against a "safe" supply of food to the
human population. The FDA expanded it to include the Pet Food and Animal Feed Industries.
Good Luck!!
If you have any additional questions, I can be reached at on my cell phone at
(229) 254-3788. My email address is [email protected].
4/5/2016 95
THANK YOU!
4/5/2016 96
Consumer Preference Driven Changes in Feeding Practices: Observations from the
Equine Industry
Robert D. Jacobs PhD
U.S. Equine Population • Currently approximately 9.2 million equids in the U.S. (AHCF, 2005)
• Ten southern states accounting for 40% of all horses Racing
9%
Showing 30%
[CATEGORY NAME]
[PERCENTAGE]
Other 19%
• Direct economic effect of $39 billion in the U.S. • Providing 400,000 full-time jobs
U.S. Equine Population • Who owns all these horses?
Location Percentage of Population
Private Residence 55.0
Farm or Ranch 35.0
Breeding Farm 6.1
Boarding/Training Stable 3.9
Income
< $25,000 $25,000-$75,000
$75,000-$150,000 > $150,000
• Average horse owner: • Married female aged 35-54 with children
• Horse owners spend on average 22 hours a week with their horse
• Majority own multiple horses
11%
45%
9%
35%
Feeding Horses • Where does the average horse owner get nutritional recommendations
and advice? • Veterinarian • Feed Store/Salesperson • Farrier • Online
• “What Should I Feed My Horse?” returned 4,770,000 results • Social Media • Blogs • Advertisements • 5 or more hours/week reading horse publications
• Nutritionists/Researchers
Feeding Horses
http://www2.ca.uky.edu/agc/pubs/asc/asc114/f1.gif
Water
Carbohydrates
Fat
Protein
Vitamins
Minerals
Dry Matter
Energy
Fat
Protein
Vitamins
Minerals
Feeding Horses Recreation
Individual Specificities
Lifestage + Lifestyle = Specific Diet
Owner Preference
Regional Availability
Recommendations
Medical/Veterinary Considerations Horse Preference
Foal
Growing
Mature
Senior
Maintenance
Pregnancy Status Breeding
Performance
So now what?

So now what? • Potential Driving Factors for Purchasing Decisions
• Carbohydrate content of feeds • Prebiotics and probiotics • Chelated minerals
• Examples of Purchase-Driving Ingredients • Genetically modified ingredients • Soybean-derived products • Equine food allergies • Omega-3 fatty acids
• Emotional decisions • Livestock animal or companion animal?

Equine Nutrition….Is it really about the horse anymore?
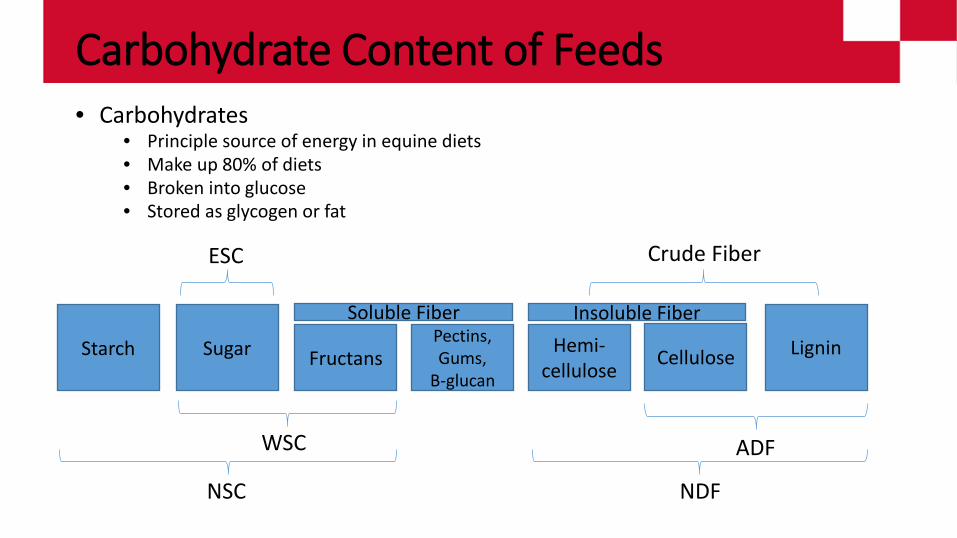
Carbohydrate Content of Feeds • Carbohydrates
• Principle source of energy in equine diets • Make up 80% of diets • Broken into glucose • Stored as glycogen or fat
Starch Sugar Fructans Pectins, Gums,
B-glucan
Hemi- cellulose Cellulose Lignin
ESC Crude Fiber
NSC
WSC ADF
NDF
Soluble Fiber Insoluble Fiber
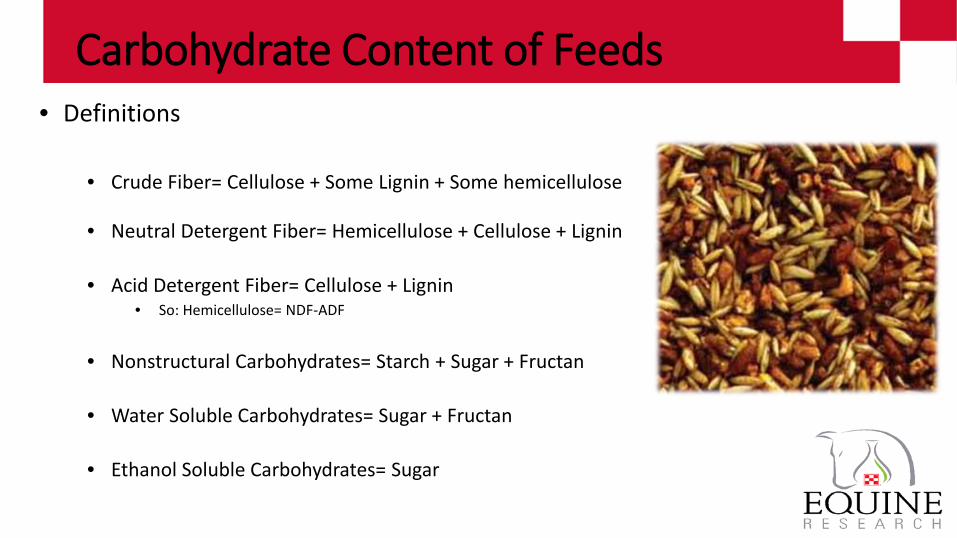
Carbohydrate Content of Feeds • Definitions
• Crude Fiber= Cellulose + Some Lignin + Some hemicellulose
• Neutral Detergent Fiber= Hemicellulose + Cellulose + Lignin • Acid Detergent Fiber= Cellulose + Lignin
• So: Hemicellulose= NDF-ADF
• Nonstructural Carbohydrates= Starch + Sugar + Fructan • Water Soluble Carbohydrates= Sugar + Fructan • Ethanol Soluble Carbohydrates= Sugar
Carbohydrate Content of Feeds • However…… • Just because a feed is high in grain doesn’t mean it is high in NSC
• Just because a feed is low in grains doesn’t mean it is low in NSC • Molasses generally is a small component of feed and a minor source of sugar • NSC of hay and fresh grass must be taken into account
• Impacted by time of day, season and environment • April pasture in Middleburg VA had NSC 16-25% • Lowest NSC values during very early morning
• Fresh grass may have higher NSC than some feeds
Carbohydrate Content of Feeds • “Low-carb” and “No-carb” horse feeds is a misnomer • Carbohydrates may be a problem for some horses
1. Excess in a single meal may cause GI upset 2. Overflow from SI to LI may cause colic and laminitis 3. Laminitic horses 4. PPID (Equine Cushings) 5. Equine Metabolic Syndrome 6. Insulin Resistance/Dysregulation 7. Various muscle myopathies
• Upper limit for carb sensitive horses is unknown • Lower limit while still supplying adequate energy
Supplements-Prebiotics and Probiotics
• Prebiotics are not probiotics • Generally marketed to horse owners under the assumption that
benefits observed in humans will transfer to horses • Overall knowledge regarding equine hindgut bacterial population is
minimal
Prebiotics Probiotics Form of dietary fiber that provides a benefit to the good bacteria in the gut
Live bacteria. Hundreds of species available but must compete with bacteria in the gut
Generally not affected by heat, cold, acid or time
Must be kept alive through processing
Limited data available regarding efficacy in horses
Limited data available regarding efficacy in horses
Supplements- Probiotics • Generally
• Lactobacillus • Bifidobacterium • Saccharomyces boulardii (yeast)
• Many attempts to determine beneficial probiotics have been unsuccessful in horses (Weese et al., 2004, Weese & Rouseau, 2005)
• Direct-fed microbials (DFM) had no effect on digestibility and acidosis (Swyers et al., 2008)
• Potential benefits of Saccharomyces in clinical and research scenarios (Desrochers et al., 2005, Jouany et al., 2008, Medina et al., 2002)
• Questions still remain: • Do products contain claimed microorganisms? • Are microorganisms able to survive processing?
Supplements- Prebiotics • Generally
• Fructo-oligosacharides • Xylooligosacharides • Mannooligosacharides (MOS) • Pectin • Psyllium
• Some indication that specific prebiotics may impact digestibility and negative effects of carbohydrate overload (Respondek et al., 2008, van Epps & Pollitt, 2006)
• Proprietary prebiotic reduced inflammation and increased response to vaccine in senior horses (Adams et al., 2015)
• More research is needed to identify and fully elucidate role of specific prebiotics in horses
• Food can be considered a prebiotic

Supplements- Chelated Minerals • Chelated (organic) minerals vs inorganic minerals
• Inorganic minerals are generally oxides or sulfates • Chelated (organic) minerals are also called proteinates when
bound to multiple amino acids • Involves attachment of inorganic mineral to an organic
component such as a protein or amino acid • Reduced competition for absorption • Must stay attached to organic component until
absorption has occurred to be efficacious
• Minerals are necessary in equine diets as macro and micro minerals
• Enzyme function • Tissue repair • Various physiological systems
Mineral
O O
O
N
N
C
C
C
C
Supplements- Chelated Minerals • So why use chelated minerals in equine diets? • For some minerals bioavailability of chelates is higher than inorganic forms • Bioavailability is based on a number of factors
• Interaction between other components of diet • Disease status, age, pregnancy status, activity level
• As bioavailability increases, inclusion into diet can decrease • However results have been inconclusive regarding mineral bioavailability in
horses • No difference in absorption or retention of Cu, Mn or Zn when fed as oxide, sulfate or
chelate (Wagner et al., 2005) • No effect on nutrient digestibility due to inclusion of chelated Cu, Zn, Mn, Co, Se for horses
at maintenance (Gordon et al., 20131, Gordon et al., 20132) • No difference in Ca absorption when fed as a proteinate (Highfill et al., 2005) • Decreased absorption and retention of organic Cu and Zn as compared to inorganic
sources in mature horses (Baker et al., 2003) • Young growing horses may benefit from organic sources of minerals (Wagner et al., 2005,
Baker et al., 2003)
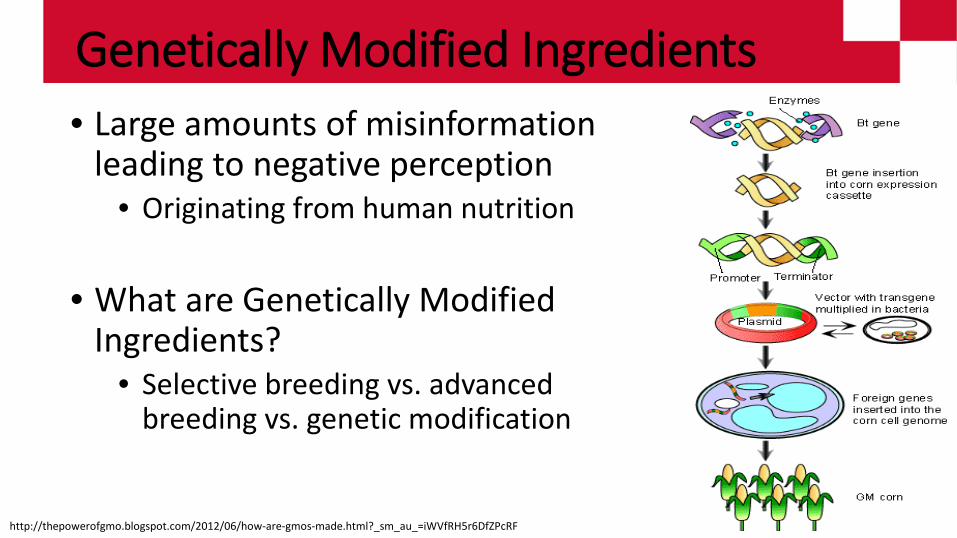
Genetically Modified Ingredients • Large amounts of misinformation
leading to negative perception • Originating from human nutrition
• What are Genetically Modified Ingredients?
• Selective breeding vs. advanced breeding vs. genetic modification
http://thepowerofgmo.blogspot.com/2012/06/how-are-gmos-made.html?_sm_au_=iWVfRH5r6DfZPcRF
Genetically Modified Ingredients • Benefits to farmers
• Enhanced growth, improved nutritional properties, herbicide/pest resistance, reduced water utilization, reduced herbicide/pesticide usage
• Globally, farmers received $3.33 for every dollar invested in GMO seeds • Reduced pesticide usage by 8.8%
• Benefits to consumers • Higher quality feed ingredients • Reduced costs of feed • More consistent nutritional profiles
• Comprehensive reviews of animal feeding studies have determined GM ingredients to be safe (FDA, USDA, independent research institutions, university researchers) (Nicolia et al., 2013, Snell et al., 2012)
• Biochemical analysis • Histological examination • Hematology • Detection of transgenic DNA
Genetically Modified Ingredients • Genetically modified ingredients commonly used in
horse feeds • Corn, soybeans, alfalfa and sugar beet (potentially wheat) • Oats and barley generally not genetically modified
• Use in horse feed: • 80-95% of available ingredients are genetically modified • Limited availability of non-GM ingredients • Increased cost and reduced availability of feed • Not required to label as GM or non-GM
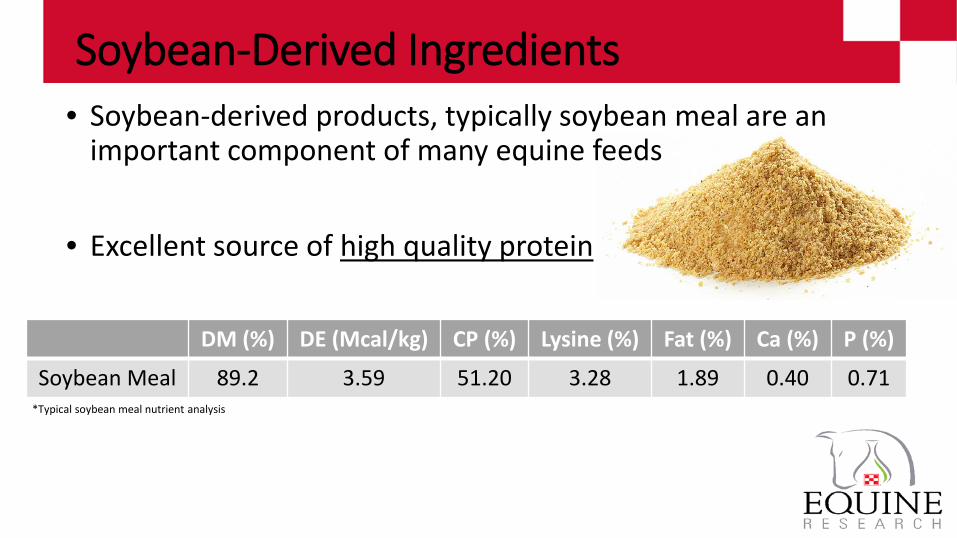
Soybean-Derived Ingredients • Soybean-derived products, typically soybean meal are an
important component of many equine feeds • Excellent source of high quality protein
DM (%) DE (Mcal/kg) CP (%) Lysine (%) Fat (%) Ca (%) P (%)
Soybean Meal 89.2 3.59 51.20 3.28 1.89 0.40 0.71 *Typical soybean meal nutrient analysis
Soybean-Derived Ingredients • So what is the problem? • Numerous misconceptions about soybean meal in equine
diets… • Majority of soybeans are GMO • “Anti-nutrients”
• Urease and lipoxidase
• Goitrogenic properties • Estrogen-like compounds • Chemical-residues left behind by processing • Allergies
Equine Food Allergies • Allergies are common in horses • Many different allergens • Many different presentations • However:
• Testing procedures may be inconclusive • Intradermal skin testing (IST) • Serum antibody testing (SAT) • Neither are appropriate for diagnosing food allergies (Bethlehem et al., 2012, ACVD)
• Many horses test positive for multiple allergens • Food allergies can only be determined by elimination diets
• Must identify specific feed ingredient responsible for allergic response
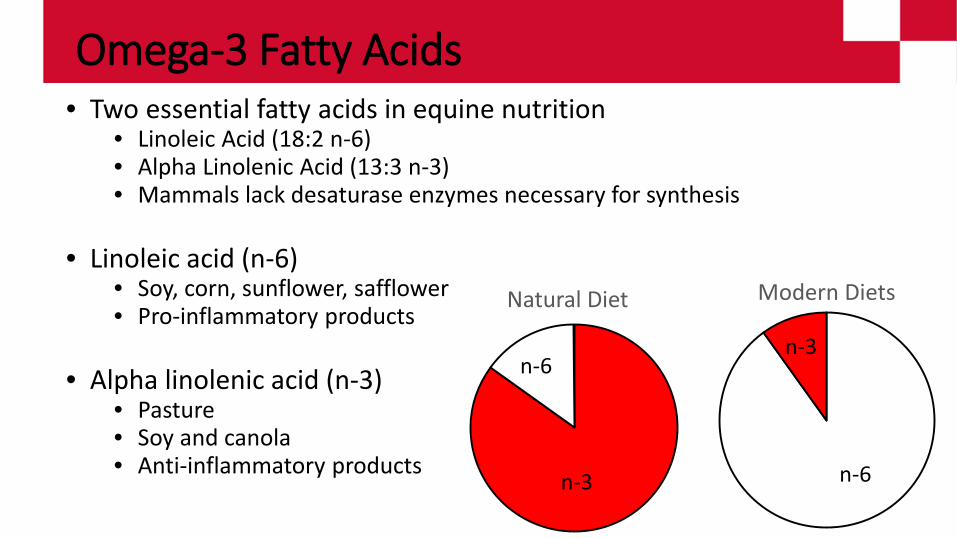
Omega-3 Fatty Acids • Two essential fatty acids in equine nutrition
• Linoleic Acid (18:2 n-6) • Alpha Linolenic Acid (13:3 n-3) • Mammals lack desaturase enzymes necessary for synthesis
• Linoleic acid (n-6) • Soy, corn, sunflower, safflower • Pro-inflammatory products
• Alpha linolenic acid (n-3) • Pasture • Soy and canola • Anti-inflammatory products
Natural Diet Modern Diets
n-3
n-6 n-3
n-6
Omega-3 Fatty Acids • Supplementation of marine-derived omega-3 fatty acids
• Horses have limited ability to convert ALA to EPA or DHA • EPA and DHA must be supplied in diet for potential beneficial
effects (Hess et al., 2012)
• Correct dosage and source is unknown
Omega-3 Fatty Acids • Improved insulin sensitivity in marine derived (DHA/EPA)
omega-3 supplemented horses (Hess et al., 2013)
• Downregulate inflammatory process in the joint (Proudman et al., 2008)
• Potential beneficial effects on reproduction (Jacobs et al., In preparation)
• Beneficial effects on stallion fertility (Brinsko et al., 2005)
• Further research is needed in order to determine dosage,
efficacy and overall effects of omega-3 supplementation on equine health
Conclusions • Todays horse owner is being bombarded!
• However…..
• More educated • Willing to learn • More involved • Easy to influence • Willing to spend
• We must work together!
• Make feed recommendations based on research • Have meaningful conversations with horse owners
Responsibilities Researchers
Veterinarians
Industry Nutritionists
Questions
13 Year Project ….Raising Chickens without Antibiotics
Bruce Stewart-Brown, DVM Perdue Foods, LLC
1
In 2002…it became clear to us
• The “Science” on the Public Health Implication of Antibiotic use in Animals is going to be unclear and debated for many years
• Regulations, or attempts at regulation, will be coming from Federal, State, even Local
• Consumers concern is real and will grow • If you can, move away from them….safely and
slowly but…..but do it
2
• If you say you understand how antibiotic resistance works……it hasn’t been properly explained to you.
• Not sure who to attribute this statement to…but I believe it
3
4
4 Ways Antibiotics Might be Used in Chickens
1. Antibiotics for Growth Promotion 2. Hatchery Use 3. “Animal Only” class of Antibiotics
(Ionophores) 4. Treatment of Sick or “soon to be sick”
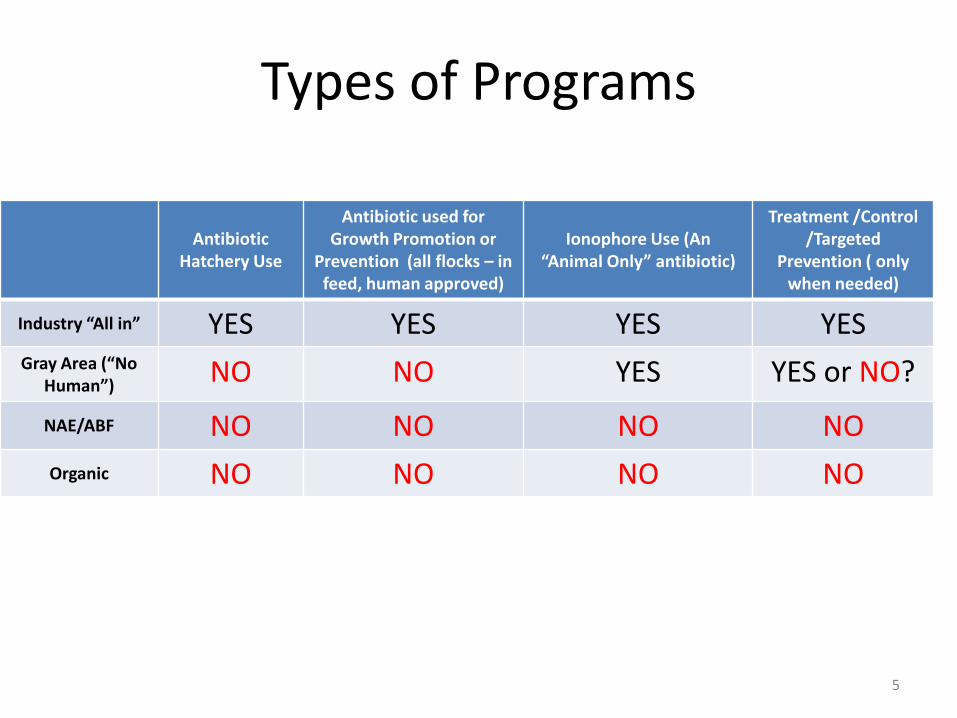
5
Types of Programs
Antibiotic Hatchery Use
Antibiotic used for Growth Promotion or
Prevention (all flocks – in feed, human approved)
Ionophore Use (An “Animal Only” antibiotic)
Treatment /Control /Targeted
Prevention ( only when needed)
Industry “All in” YES YES YES YES Gray Area (“No
Human”) NO NO YES YES or NO? NAE/ABF NO NO NO NO Organic NO NO NO NO
Breeders
• Salmonella status • Nest box management • Method to “clean up” eggs • The Hatchery Manager has the right to
“demand” egg pack quality
6
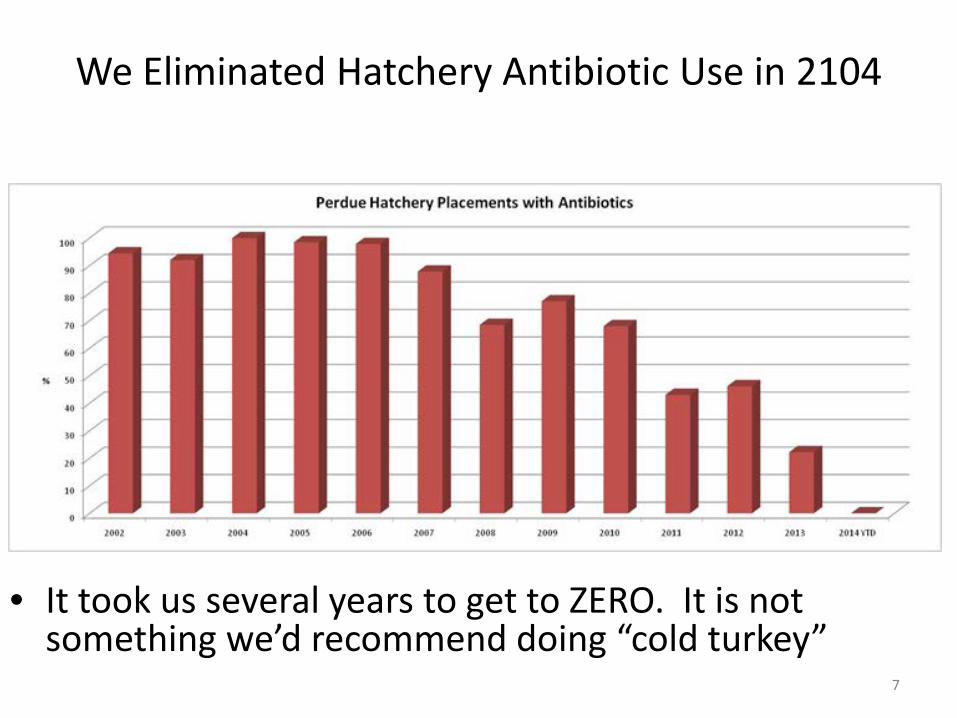
7
We Eliminated Hatchery Antibiotic Use in 2104
•
• It took us several years to get to ZERO. It is not something we’d recommend doing “cold turkey”

8

9
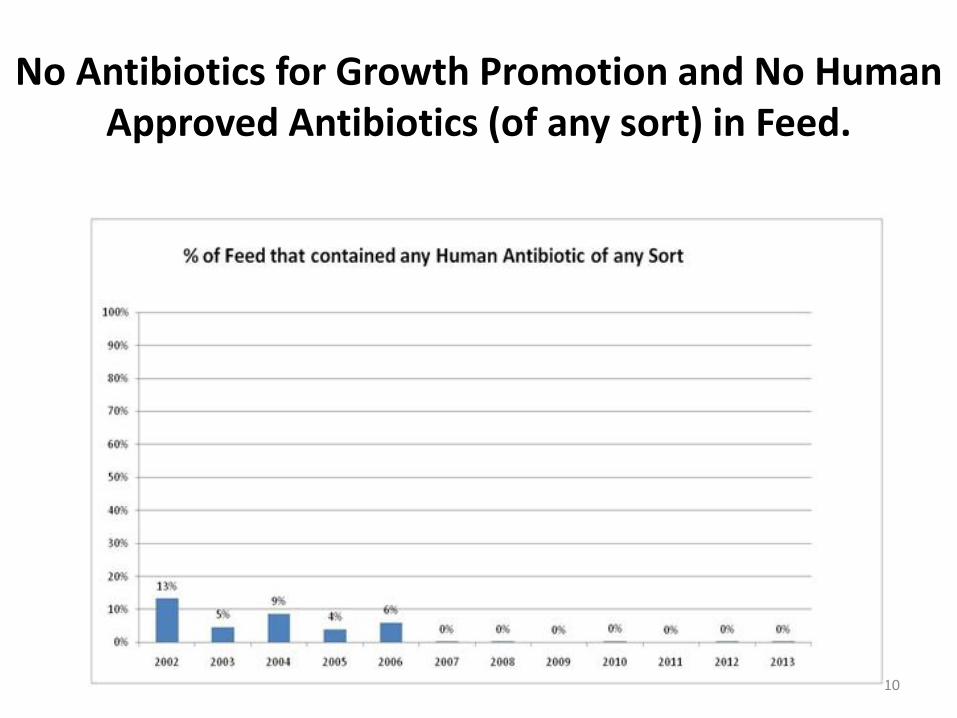
10
No Antibiotics for Growth Promotion and No Human Approved Antibiotics (of any sort) in Feed.
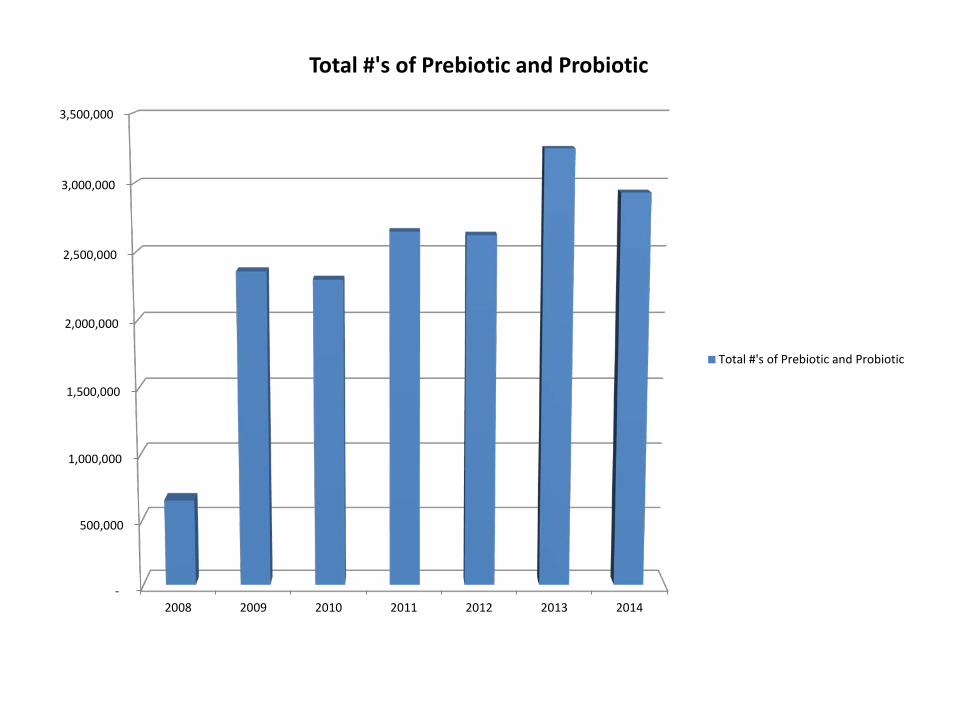
-
500,000
1,000,000
1,500,000
2,000,000
2,500,000
3,000,000
3,500,000
2008 2009 2010 2011 2012 2013 2014
Total #'s of Prebiotic and Probiotic
Total #'s of Prebiotic and Probiotic
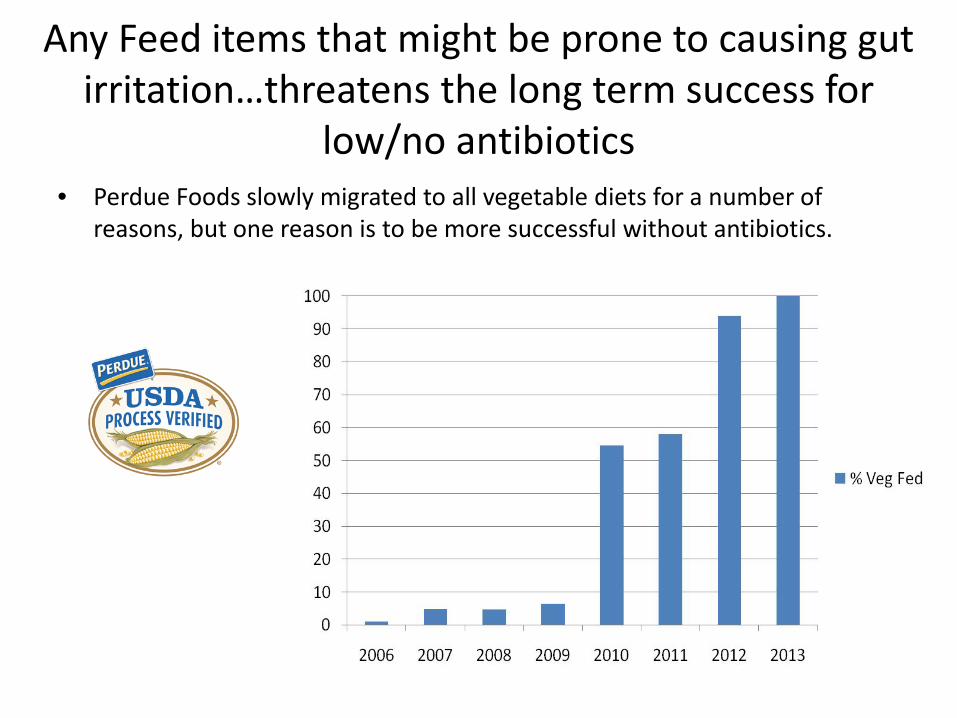
Any Feed items that might be prone to causing gut irritation…threatens the long term success for
low/no antibiotics • Perdue Foods slowly migrated to all vegetable diets for a number of
reasons, but one reason is to be more successful without antibiotics.
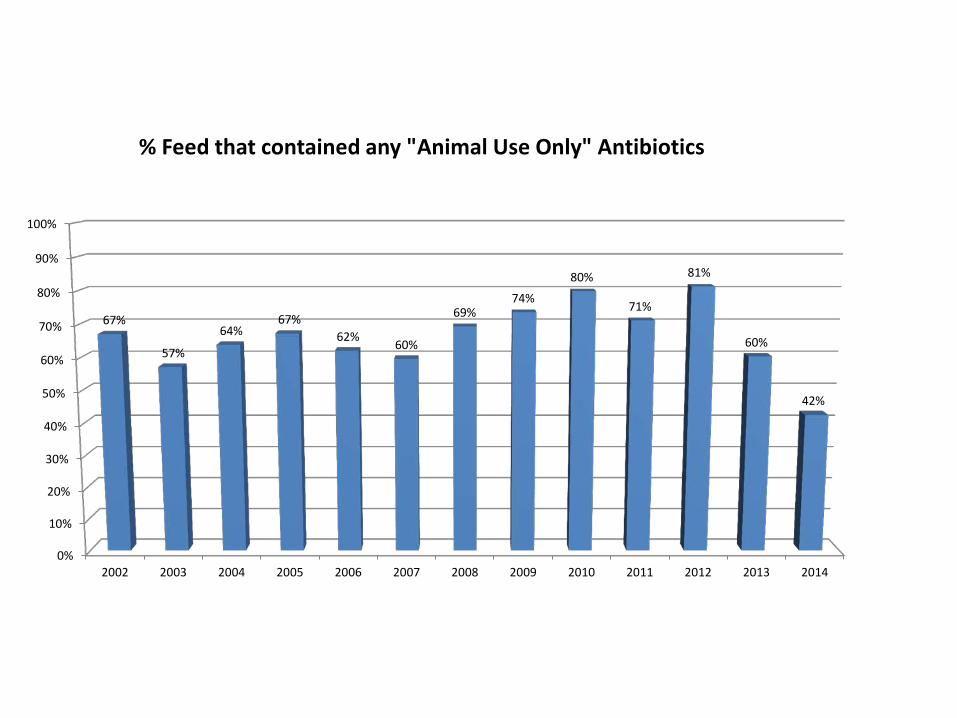
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
67%
57%
64% 67%
62% 60%
69% 74%
80%
71%
81%
60%
42%
% Feed that contained any "Animal Use Only" Antibiotics
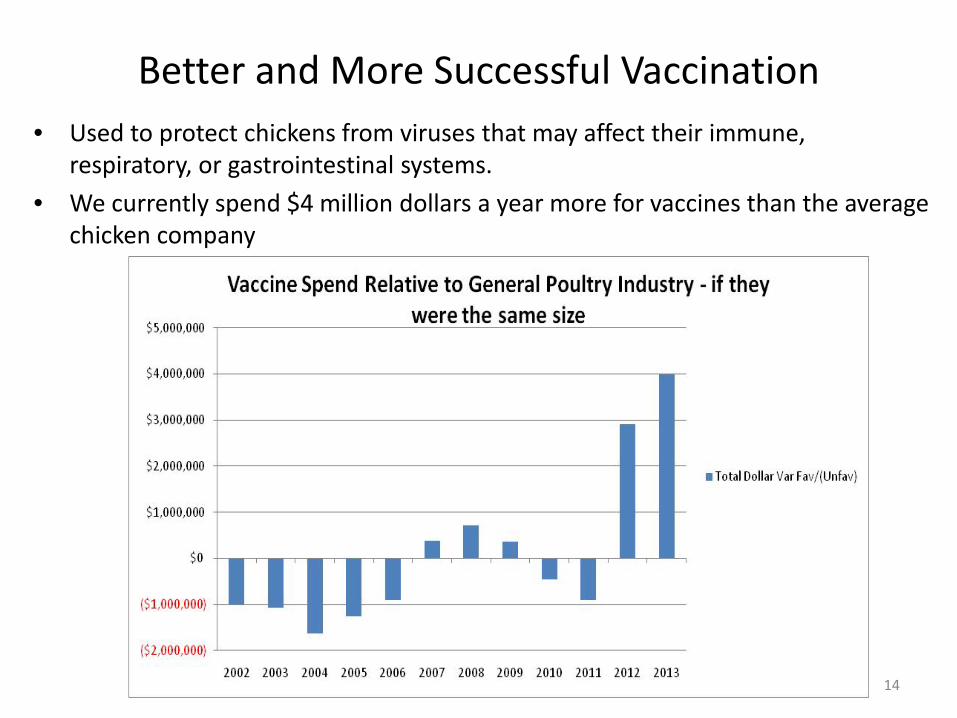
Better and More Successful Vaccination • Used to protect chickens from viruses that may affect their immune,
respiratory, or gastrointestinal systems. • We currently spend $4 million dollars a year more for vaccines than the average
chicken company
14
15
Does it cost more? •All the things mentioned cost money and took some time to develop
•AND our birds generally grow a little slower
What about when Chickens get sick
• Treat them • By a Vet • Using the best product you know how to use • For that HOUSE, for the right amount of time,
measure the outcome • Look for repeating HOUSES, fix them • Get ready to report your Use to anybody
interested
16
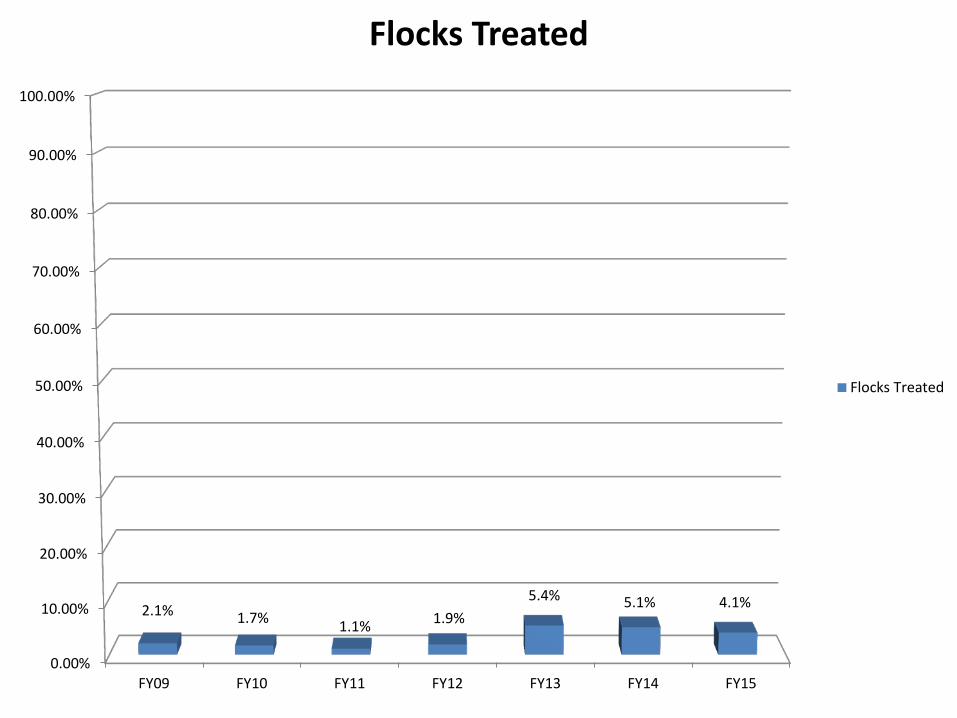
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
FY09 FY10 FY11 FY12 FY13 FY14 FY15
2.1% 1.7% 1.1% 1.9% 5.4% 5.1% 4.1%
Flocks Treated
Flocks Treated
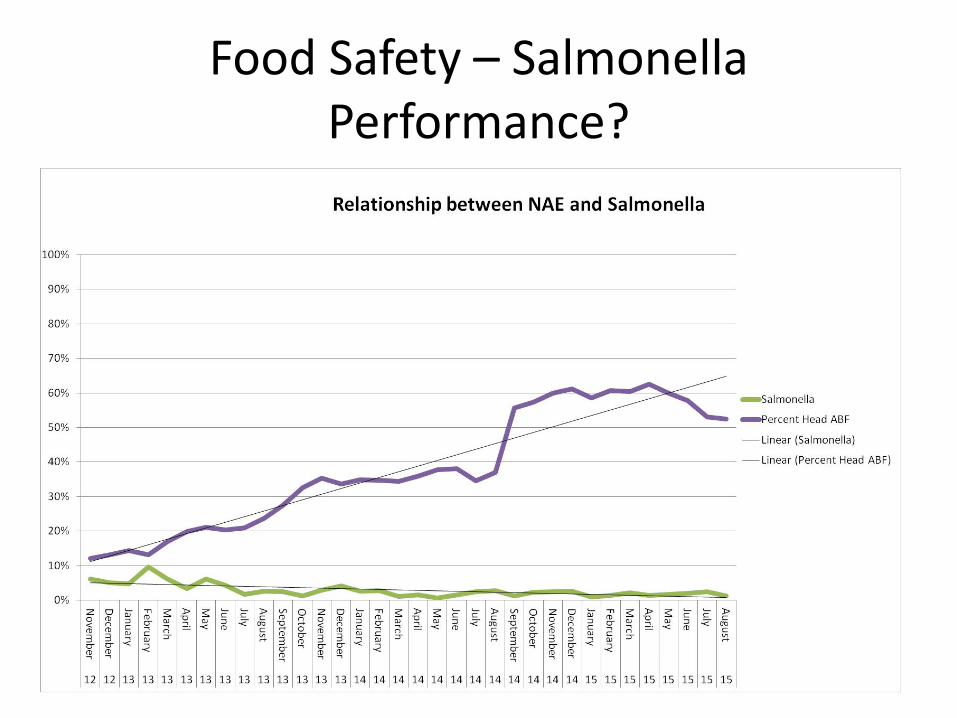
Food Safety – Salmonella Performance?
18

Concepts
• NAE farms and NAE farmers – not for everybody but don’t leave the farmers out
• Stop putting things in the feed for every chicken, if every chicken doesn’t need it
• Look at your worst week for treatments in the past several years….that is the percent you should NOT commit to NAE
• If you don’t want to keep product separate at the plant…..don’t do this
19
Concepts
• House vs Farm health • Everybody in – need good people that can
handle working on 2 things at once • Respect Layout • Redesign your operations every time the
opportunity presents itself
20