a comparative study on the effect of electrode on ... · cluded that austenitic weld metal had...
TRANSCRIPT

A Comparative Study on the Effect of Electrode on Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless Steel
Jagesvar Verma1, Ravindra Vasantrao Taiwade1,*, Rajesh Kisni Khatirkar1 and Anil Kumar2
1Department of Metallurgical and Materials Engineering, Visvesvaraya National Institute of Technology (VNIT), South Ambazari Road, Nagpur - 440 010, Maharashtra, India2Department of Metallurgical Engineering, National Institute of Technology (NIT) Raipur, Opposite Ayurvedic College, GE Rd, Raipur, 492010, Chhattisgarh, India
In the present study, the weldability, microstructures and mechanical properties of dissimilar welds (2205 austeno-ferritic and 316L aus-tenitic stainless steel) was investigated by using shielded metal arc welding (SMAW) with the help of two different electrodes namely duplex (E2209) and austenitic (E309L). After welding, the microstructure of the different zones of joints was evaluated by using optical microscopy and scanning electron microscopy (SEM), while, the localized chemical information was obtained by energy dispersive spectrometer (EDS) attached to the SEM. In E2209 weld metal, the solidi�cation was observed as the primary ferrite mode. While, 309L weld metal was observed as the primary ferrite with austenitic matrix. Optimum ferrite content was observed in both the electrode. Finally, it was concluded that for the joints between the 2205 austeno-ferritic and 316L austenitic stainless steel, the E2209 electrode was dominant property wise. [doi:10.2320/matertrans.M2015321]
(Received August 10, 2015; Accepted January 22, 2016; Published March 11, 2016)
Keywords: 2205 austeno-ferritic, 316L austenitic stainless steel, shielded metal arc welding (SMAW), scanning electron microscopy/energy dispersive spectrometer (SEM/EDS) analysis, microstructure
1. Introduction
Austeno-ferritic or namely duplex stainless steels (DSSs) have been successfully used in petrochemical, chemical, oil pipelines, marine transportations, gas fuel, energy and power generations, etc. due to excellent resistance to stress corro-sion cracking (SCC), pitting and crevice corrosion1,2). Even DSSs are 1.5 times as strong as the common austenitic steels3). This is due to well balanced austenite and ferrite con-tent that provides a strong resistance to localized corrosion and mechanical properties1). It is also known as a nickel (Ni) saver and can save 70 to 210 kg Ni in per metric ton of steels4) which attracted the worldwide attention. But, the major downside (DSSs) is, the less production comparable to the massive demand globally5), while, besides the Ni issue, mar-ket is still captured by austenitic stainless steel (ASS) grades and above mentioned industries also utilizes the ASS grade (commonly 316L, 316LN, 317LN ASS)5,6) as a most import-ant candidate material. In light of futuristic aspect the dissim-ilar metal joint cannot be avoided in such industries. Even in recent trend the manufacturers/researchers also diversi�ed towards the utilization of dissimilar metal welding (DMW) mainly due to the economic bene�ts and also sometimes to improve the performance of the component6,7). Likewise, Matsuyama’s municipal water tank was implemented and constructed three dissimilar combinations of the SS (DSS 2205, 304 and 316 ASS) in Japan8). For dissimilar joining the key issues towards the selection of �ller metal which play an important role to avoid solidi�cation cracking, liquation cracking and in improving the mechanical properties of the weldments9). Shielded metal arc welding (SMAW) is the broadly employed, joining process in the �eld of engineering
applications10). In fact, it can be utilized in those places where the mechanized process can not be reached and also more popular due to its economy and portability10). M. Rahmani et al.11) studied the effect of electrode ER2594 and ER309LMo on the microstructures and mechanical properties of dissimi-lar weldment (super DSS 2507 and 304L ASS). Author con-cluded that austenitic weld metal had vermicular delta ferrite within austenitic matrix and mainly composed of allotriomor-phic grain boundary and widmanstaten austenite in a ferrite matrix. Welds with both the electrodes showed better me-chanical properties than the base metal. P. Bala Srinivasan et al.12) studied the microstructure and corrosion behavior of 2205 DSS and low alloy steel fabricated by SMAW process. They concluded that both the electrode (E2209 and E309) was compatible with SMAW. However, the general corrosion resistance of the weld metal produced by E309 electrode was better than that of E2209. Carbon depleted zone and type II boundary was observed near the fusion boundary and weld metal interface in low alloy steel as a result of welding param-eters. K. D. Ramkumar et al.13) investigated multi-pass gas tungsten arc welding (GTAW) of super DSS 2507 by using two different �ller wires (ER2553 and ERNiCrMo-4). The authors commented that the �ller wire ER2553 exhibited bet-ter tensile properties and impact toughness compared to high-alloyed Ni based �ller wire for super DSS due to suf�-cient amounts of ferrite, allotriomorphic and the austenite in the form of wedge shaped widmanstatten and as intergranular precipitates in the weld zone were found. Abbas Eghlimi et al.14) investigated the dissimilar joints (super DSS 2507/AISI 304L) with ER309LMo, which produced skeletal ferrite and accommodated the highest amount of residual strain due to least amount of under cooling and highest fraction of low an-gle grain boundaries. Shaogang Wang et al.15) reported that the GTAW process with ER2209 �ller material combination * Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 57, No. 4 (2016) pp. 494 to 500 ©2016 The Japan Institute of Metals and Materials

is more appropriate for dissimilar joints between 2205 DSS and 16MnR steel in practice as compared to SMAW process. Intermetallic phases were not precipitated by using both the processes. The joint produced by SMAW showed higher sus-ceptibility to pitting corrosion in chloride solution than that of weldment produced by GTAW because of �ner grains in GTAW process. The above mentioned literature11–15) glimpsed a light on the effect of �ller metal on various combinations of duplex, but did not fully focused on selection of economical process and appropriate alloy composition (electrodes) for dissimilar weld. Therefore, the objective of the current inves-tigation is to attempt detailed comparative analysis on the se-lection of appropriate electrode for dissimilar welding of 2205 DSS and 316L ASS using economical SMAW process on the basis of structure-property co-relationships.
2. Experimental Procedure
The base metals (BMs) employed in this study were 150 mm (length) × 150 mm (width) × 3 mm (thickness) plates of 2205 DSS and 316L ASS welded with the help of two different electrodes E2209 and E309L (3.15 mm diame-ter). The nominal chemical compositions were con�rmed by spectroscopy as well as wet chemical analysis method of the BMs and the electrodes are represented in Table 1. Base met-als were cut by electrical discharge machining (EDM) and solution annealed (1050°C at 1 h) for subsequent welding op-erations. Square butt joints with a root gap of 1.2 mm be-tween the BM of 2205 DSS and 316L ASS were carried out by using single pass SMAW process with direct current elec-trode positive (DCEP) mode. The welding was performed in a direction perpendicular to the rolling direction of both the plates and calculated the heat inputs by considering ef�ciency (η) 75%, arc voltage (V), current (I) and welding speed (v)16,17) as mentioned in Table 2. The SMAW weldments (sur-face and internal defects) were characterized, using gamma ray radiography non-destructive testing (NDT) and mac-ro-etching (50% HCl in water at 80°C for 45 min.) techniques. Metallographic samples were prepared (taking transverse section of welded region) as per ASTM E3-9518) by polishing on successively �ne emery papers (150, 320, 400, 600, 800, 1000, 1200, grit) followed by velvet cloth using 0.75 μm alu-mina slurry. The �nal polishing was done by 0.25 μm dia-mond paste to achieve mirror �nish. The samples were mi-cro-etched by marble’s reagent (4 g CuSO4.5H2O, 20 ml HCl and 20 ml doubled distilled water)19) with reaction time 10 s. Microstructures of different zones like weld metal (WM), heat affected zone (HAZ) and unmixed zone (UMZ) were ob-served using an optical microscope (Zeiss AxioLab A1) cou-pled with an image analyzing software and scanning electron
microscope (JEOL 6380A, Japan). The chemical composi-tion of the different zones/microstructural features was ob-tained by using an energy dispersive spectrometer (EDS) at-tached to SEM. Energy dispersive spectrometer line scans were also obtained to identify the compositional variation across the WM, HAZ and UMZ. Ferrite content was mea-sured by magnetic induction method (Fischer Ferritoscope FMP30) of the welds. Hardness was obtained by using Vick-ers’s micro hardness (Simadzu Micro-hardness Tester) with a load of 500 gm for 10 s. Tensile test was carried out as per ASTM E8M-0420) by Instron Universal Testing Machine (model-4467) with maximum capacity of 30 kN. Charpy V-notch impact test was also carried out as per ASTM E23-0421). V-notch was etched on the WM to clear visualization of crack path.
3. Results and Discussion
3.1 Microstructural CharacterizationFull penetration weld was acquiesced with duplex (E2209)
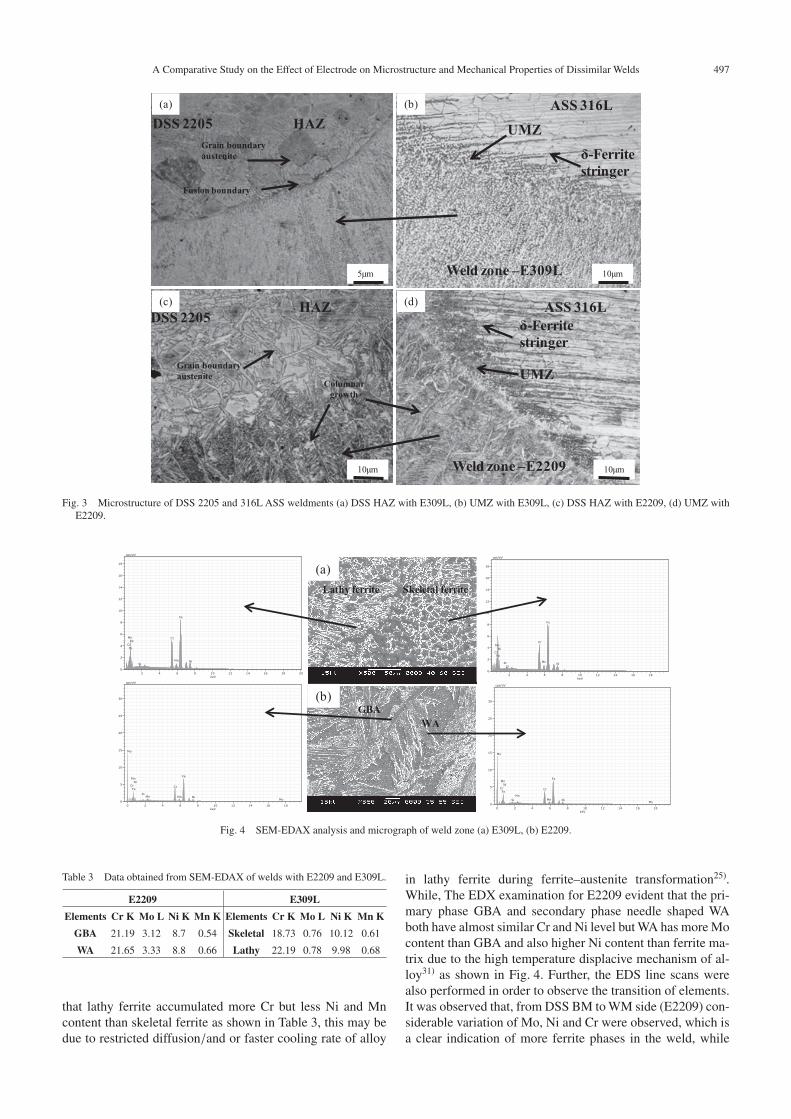
and austenitic (E309L) electrodes in the present investigation by using SMAW process. Figure 1 showed the secondary electron SEM macrographs of the weld beads at low magni�-cation obtained at two different electrodes, no any defects were found in both the weld (as per NDT and macro-etching test results). Figures 2 and 3 illustrated the optical micro-structures of the fusion boundary (for both 316L ASS side and 2205 DSS side), weld zone, HAZ and BM for SMAW by E2209 and E309L. It was observed that the obtained grain coarsening was much more pronounced on the 2205 DSS side as compared to 316L side for both the electrode due to higher thermal conductivity and higher surface energy in these loca-tions22). While, on the other hand, in 316L ASS side the un-mixed zone (UMZ) was observed due to lower thermal con-ductivity of 316L ASS as compared to 2205 DSS11). The delta (δ)-ferrite stringer was also present in the UMZ at 316L ASS side due to the presence of more ferrite former elements. Further, it was also observed that the weld morphology by using E2209 electrode was completely different than that of E309L due to alteration of electrode composition. Cellular and columnar growth with three distinguish characteristics like allotriomorphs or grain boundary austenite (GBA), wid-
Table 1 Chemical compositions of base metals and electrodes (mass%) and Creq/Nieq ratio (based on WRC-1992) derived from base metals and electrodes composition.
Materials and Electrode C Si Mn Cr Mo Ni N Al Cb Cu Fe WRC-1992 Creq WRC-1992 Nieq Creq/Nieq ratio
2205 0.0281 0.55 1.72 22.42 3.12 5.7 0.16 0.006 0.079 0.422 Bal. 25.59 9.98 2.56
316L 0.028 0.282 1.24 16.62 2.14 10.2 - 0.008 0.063 0.3 Bal. 18.80 11.26 1.66
E2209 0.019 0.788 1.04 22.88 3.11 8.55 0.09 0.005 0.074 0.14 Bal. 26.04 11.05 2.35
E309L 0.03 0.5 1.21 23.24 0.07 12.7 - - - 0.11 Bal. 23.31 13.77 1.69
Table 2 The welding parameters and the heat inputs (η = 0.75).
Current (A) Welding speed (mm/s)
Voltage (V) Heat input (J/mm)
Electrode (mm)
120 (E2209) 3.1 26 754.83 3.15
120 (E309L) 3.3 25 681.81 3.15
495A Comparative Study on the Effect of Electrode on Microstructure and Mechanical Properties of Dissimilar Welds
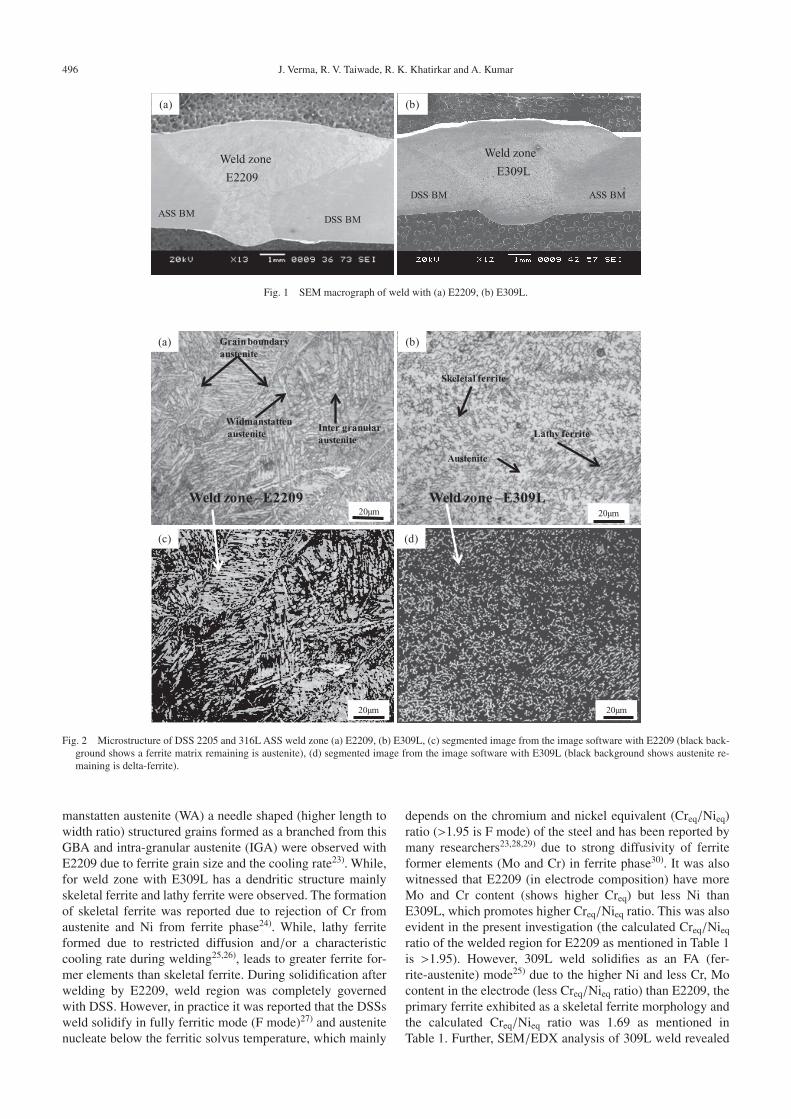
manstatten austenite (WA) a needle shaped (higher length to width ratio) structured grains formed as a branched from this GBA and intra-granular austenite (IGA) were observed with E2209 due to ferrite grain size and the cooling rate23). While, for weld zone with E309L has a dendritic structure mainly skeletal ferrite and lathy ferrite were observed. The formation of skeletal ferrite was reported due to rejection of Cr from austenite and Ni from ferrite phase24). While, lathy ferrite formed due to restricted diffusion and/or a characteristic cooling rate during welding25,26), leads to greater ferrite for-mer elements than skeletal ferrite. During solidi�cation after welding by E2209, weld region was completely governed with DSS. However, in practice it was reported that the DSSs weld solidify in fully ferritic mode (F mode)27) and austenite nucleate below the ferritic solvus temperature, which mainly
depends on the chromium and nickel equivalent (Creq/Nieq) ratio (>1.95 is F mode) of the steel and has been reported by many researchers23,28,29) due to strong diffusivity of ferrite former elements (Mo and Cr) in ferrite phase30). It was also witnessed that E2209 (in electrode composition) have more Mo and Cr content (shows higher Creq) but less Ni than E309L, which promotes higher Creq/Nieq ratio. This was also evident in the present investigation (the calculated Creq/Nieq ratio of the welded region for E2209 as mentioned in Table 1 is >1.95). However, 309L weld solidi�es as an FA (fer-rite-austenite) mode25) due to the higher Ni and less Cr, Mo content in the electrode (less Creq/Nieq ratio) than E2209, the primary ferrite exhibited as a skeletal ferrite morphology and the calculated Creq/Nieq ratio was 1.69 as mentioned in Table 1. Further, SEM/EDX analysis of 309L weld revealed
Fig. 1 SEM macrograph of weld with (a) E2209, (b) E309L.
Fig. 2 Microstructure of DSS 2205 and 316L ASS weld zone (a) E2209, (b) E309L, (c) segmented image from the image software with E2209 (black back-ground shows a ferrite matrix remaining is austenite), (d) segmented image from the image software with E309L (black background shows austenite re-maining is delta-ferrite).
496 J. Verma, R. V. Taiwade, R. K. Khatirkar and A. Kumar
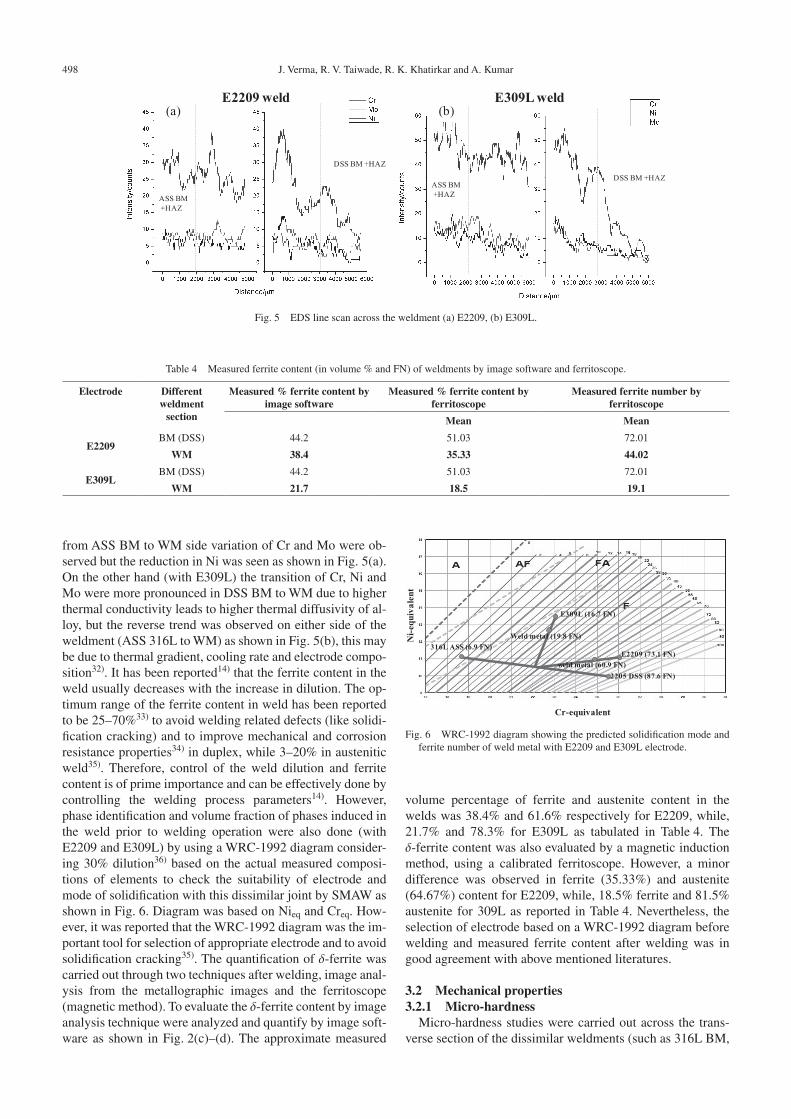
that lathy ferrite accumulated more Cr but less Ni and Mn content than skeletal ferrite as shown in Table 3, this may be due to restricted diffusion/and or faster cooling rate of alloy
in lathy ferrite during ferrite–austenite transformation25). While, The EDX examination for E2209 evident that the pri-mary phase GBA and secondary phase needle shaped WA both have almost similar Cr and Ni level but WA has more Mo content than GBA and also higher Ni content than ferrite ma-trix due to the high temperature displacive mechanism of al-loy31) as shown in Fig. 4. Further, the EDS line scans were also performed in order to observe the transition of elements. It was observed that, from DSS BM to WM side (E2209) con-siderable variation of Mo, Ni and Cr were observed, which is a clear indication of more ferrite phases in the weld, while
Fig. 4 SEM-EDAX analysis and micrograph of weld zone (a) E309L, (b) E2209.
Table 3 Data obtained from SEM-EDAX of welds with E2209 and E309L.
E2209 E309L
Elements Cr K Mo L Ni K Mn K Elements Cr K Mo L Ni K Mn K
GBA 21.19 3.12 8.7 0.54 Skeletal 18.73 0.76 10.12 0.61
WA 21.65 3.33 8.8 0.66 Lathy 22.19 0.78 9.98 0.68
Fig. 3 Microstructure of DSS 2205 and 316L ASS weldments (a) DSS HAZ with E309L, (b) UMZ with E309L, (c) DSS HAZ with E2209, (d) UMZ with E2209.
497A Comparative Study on the Effect of Electrode on Microstructure and Mechanical Properties of Dissimilar Welds
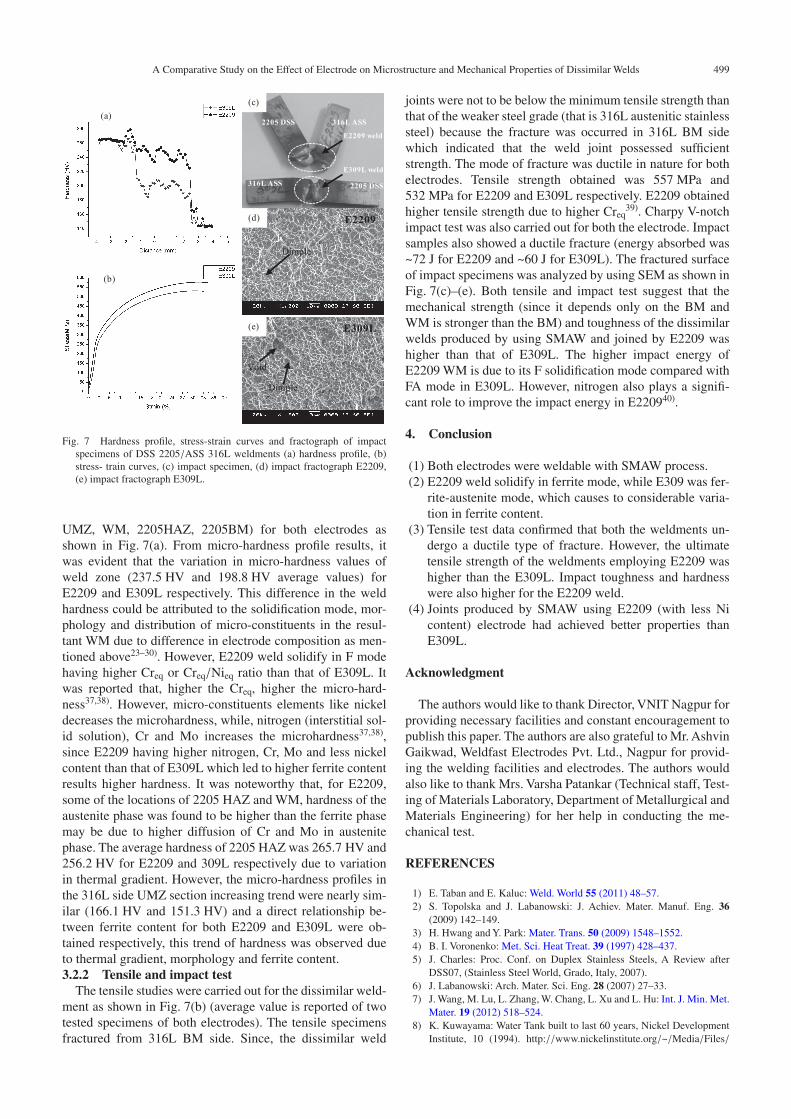
from ASS BM to WM side variation of Cr and Mo were ob-served but the reduction in Ni was seen as shown in Fig. 5(a). On the other hand (with E309L) the transition of Cr, Ni and Mo were more pronounced in DSS BM to WM due to higher thermal conductivity leads to higher thermal diffusivity of al-loy, but the reverse trend was observed on either side of the weldment (ASS 316L to WM) as shown in Fig. 5(b), this may be due to thermal gradient, cooling rate and electrode compo-sition32). It has been reported14) that the ferrite content in the weld usually decreases with the increase in dilution. The op-timum range of the ferrite content in weld has been reported to be 25–70%33) to avoid welding related defects (like solidi-�cation cracking) and to improve mechanical and corrosion resistance properties34) in duplex, while 3–20% in austenitic weld35). Therefore, control of the weld dilution and ferrite content is of prime importance and can be effectively done by controlling the welding process parameters14). However, phase identi�cation and volume fraction of phases induced in the weld prior to welding operation were also done (with E2209 and E309L) by using a WRC-1992 diagram consider-ing 30% dilution36) based on the actual measured composi-tions of elements to check the suitability of electrode and mode of solidi�cation with this dissimilar joint by SMAW as shown in Fig. 6. Diagram was based on Nieq and Creq. How-ever, it was reported that the WRC-1992 diagram was the im-portant tool for selection of appropriate electrode and to avoid solidi�cation cracking35). The quanti�cation of δ-ferrite was carried out through two techniques after welding, image anal-ysis from the metallographic images and the ferritoscope (magnetic method). To evaluate the δ-ferrite content by image analysis technique were analyzed and quantify by image soft-ware as shown in Fig. 2(c)–(d). The approximate measured
volume percentage of ferrite and austenite content in the welds was 38.4% and 61.6% respectively for E2209, while, 21.7% and 78.3% for E309L as tabulated in Table 4. The δ-ferrite content was also evaluated by a magnetic induction method, using a calibrated ferritoscope. However, a minor difference was observed in ferrite (35.33%) and austenite (64.67%) content for E2209, while, 18.5% ferrite and 81.5% austenite for 309L as reported in Table 4. Nevertheless, the selection of electrode based on a WRC-1992 diagram before welding and measured ferrite content after welding was in good agreement with above mentioned literatures.
3.2 Mechanical properties3.2.1 Micro-hardness
Micro-hardness studies were carried out across the trans-verse section of the dissimilar weldments (such as 316L BM,
Fig. 5 EDS line scan across the weldment (a) E2209, (b) E309L.
Fig. 6 WRC-1992 diagram showing the predicted solidi�cation mode and ferrite number of weld metal with E2209 and E309L electrode.
Table 4 Measured ferrite content (in volume % and FN) of weldments by image software and ferritoscope.
Electrode Different weldment
section
Measured % ferrite content by image software
Measured % ferrite content by ferritoscope
Measured ferrite number by ferritoscope
Mean Mean
E2209BM (DSS) 44.2 51.03 72.01
WM 38.4 35.33 44.02
E309LBM (DSS) 44.2 51.03 72.01
WM 21.7 18.5 19.1
498 J. Verma, R. V. Taiwade, R. K. Khatirkar and A. Kumar
UMZ, WM, 2205HAZ, 2205BM) for both electrodes as shown in Fig. 7(a). From micro-hardness pro�le results, it was evident that the variation in micro-hardness values of weld zone (237.5 HV and 198.8 HV average values) for E2209 and E309L respectively. This difference in the weld hardness could be attributed to the solidi�cation mode, mor-phology and distribution of micro-constituents in the resul-tant WM due to difference in electrode composition as men-tioned above23–30). However, E2209 weld solidify in F mode having higher Creq or Creq/Nieq ratio than that of E309L. It was reported that, higher the Creq, higher the micro-hard-ness37,38). However, micro-constituents elements like nickel decreases the microhardness, while, nitrogen (interstitial sol-id solution), Cr and Mo increases the microhardness37,38), since E2209 having higher nitrogen, Cr, Mo and less nickel content than that of E309L which led to higher ferrite content results higher hardness. It was noteworthy that, for E2209, some of the locations of 2205 HAZ and WM, hardness of the austenite phase was found to be higher than the ferrite phase may be due to higher diffusion of Cr and Mo in austenite phase. The average hardness of 2205 HAZ was 265.7 HV and 256.2 HV for E2209 and 309L respectively due to variation in thermal gradient. However, the micro-hardness pro�les in the 316L side UMZ section increasing trend were nearly sim-ilar (166.1 HV and 151.3 HV) and a direct relationship be-tween ferrite content for both E2209 and E309L were ob-tained respectively, this trend of hardness was observed due to thermal gradient, morphology and ferrite content.3.2.2 Tensile and impact test
The tensile studies were carried out for the dissimilar weld-ment as shown in Fig. 7(b) (average value is reported of two tested specimens of both electrodes). The tensile specimens fractured from 316L BM side. Since, the dissimilar weld
joints were not to be below the minimum tensile strength than that of the weaker steel grade (that is 316L austenitic stainless steel) because the fracture was occurred in 316L BM side which indicated that the weld joint possessed suf�cient strength. The mode of fracture was ductile in nature for both electrodes. Tensile strength obtained was 557 MPa and 532 MPa for E2209 and E309L respectively. E2209 obtained higher tensile strength due to higher Creq
39). Charpy V-notch impact test was also carried out for both the electrode. Impact samples also showed a ductile fracture (energy absorbed was ~72 J for E2209 and ~60 J for E309L). The fractured surface of impact specimens was analyzed by using SEM as shown in Fig. 7(c)–(e). Both tensile and impact test suggest that the mechanical strength (since it depends only on the BM and WM is stronger than the BM) and toughness of the dissimilar welds produced by using SMAW and joined by E2209 was higher than that of E309L. The higher impact energy of E2209 WM is due to its F solidi�cation mode compared with FA mode in E309L. However, nitrogen also plays a signi�-cant role to improve the impact energy in E220940).
4. Conclusion
(1) Both electrodes were weldable with SMAW process. (2) E2209 weld solidify in ferrite mode, while E309 was fer-
rite-austenite mode, which causes to considerable varia-tion in ferrite content.
(3) Tensile test data con�rmed that both the weldments un-dergo a ductile type of fracture. However, the ultimate tensile strength of the weldments employing E2209 was higher than the E309L. Impact toughness and hardness were also higher for the E2209 weld.
(4) Joints produced by SMAW using E2209 (with less Ni content) electrode had achieved better properties than E309L.
Acknowledgment
The authors would like to thank Director, VNIT Nagpur for providing necessary facilities and constant encouragement to publish this paper. The authors are also grateful to Mr. Ashvin Gaikwad, Weldfast Electrodes Pvt. Ltd., Nagpur for provid-ing the welding facilities and electrodes. The authors would also like to thank Mrs. Varsha Patankar (Technical staff, Test-ing of Materials Laboratory, Department of Metallurgical and Materials Engineering) for her help in conducting the me-chanical test.
REFERENCES
1) E. Taban and E. Kaluc: Weld. World 55 (2011) 48–57. 2) S. Topolska and J. Labanowski: J. Achiev. Mater. Manuf. Eng. 36
(2009) 142–149. 3) H. Hwang and Y. Park: Mater. Trans. 50 (2009) 1548–1552. 4) B. I. Voronenko: Met. Sci. Heat Treat. 39 (1997) 428–437. 5) J. Charles: Proc. Conf. on Duplex Stainless Steels, A Review after
DSS07, (Stainless Steel World, Grado, Italy, 2007). 6) J. Labanowski: Arch. Mater. Sci. Eng. 28 (2007) 27–33. 7) J. Wang, M. Lu, L. Zhang, W. Chang, L. Xu and L. Hu: Int. J. Min. Met.
Mater. 19 (2012) 518–524. 8) K. Kuwayama: Water Tank built to last 60 years, Nickel Development
Institute, 10 (1994). http://www.nickelinstitute.org/~/Media/Files/
Fig. 7 Hardness pro�le, stress-strain curves and fractograph of impact specimens of DSS 2205/ASS 316L weldments (a) hardness pro�le, (b) stress- train curves, (c) impact specimen, (d) impact fractograph E2209, (e) impact fractograph E309L.
499A Comparative Study on the Effect of Electrode on Microstructure and Mechanical Properties of Dissimilar Welds

TechnicalLiterature/WaterTankBuilttoLast60Years_14030_.pdf 9) K. D. Ramkumar, A. Singh, S. Raghuvanshi, A. Bajpai, T. Solanki, M.
Arivarasu, N. Arivazhagan and S. Narayanan: J. Manuf. Process 19 (2015) 212–232.
10) G. S. Sidhu and S. S. Chatha: Int. J. Emerg. Technol. Adv. Eng. 2 (2012) 746–750.
11) M. Rahmani, A. Eghlimi and M. Shamanian: J. Mater. Eng. Perform. 23 (2014) 3745–3753.
12) P. Bala Srinivasan, V. Muthupandi, W. Dietzel and V. Sivan: Mater. Des. 27 (2006) 182–191.
13) K. D. Ramkumar, G. Thiruvengatam, S.P. Sudharsan, Debidutta Mish-ra, N. Arivazhagan and R. Sridhar: Mater. Des. 60 (2014) 125–135.
14) A. Eghlimi, M. Shamanian and K. Raeissi: J. Mater. Eng. Perform. 22 (2013) 3657–3664.
15) S. Wang, Q. Ma and Y. Li: Mater. Des. 32 (2011) 831–837. 16) H. Vashishtha, R. V. Taiwade, R. K. Khatirkar, A. V. Ingle and R. K.
Dayal: ISIJ Int. 54 (2014) 1361–1367. 17) R. Unnikrishnan, K. S. N. Satish Idury and R. K. Khatirkar: Mater.
Charact. 93 (2014) 10–23. 18) Standard Practice for Preparation of Metallographic Specimens, E
3-95, ASTM, PA, USA (1995). 19) ASM Handbook: Metallography and Microstructures, (Materials Park,
OH: ASM International, 2004). 20) Standard Test Method for Tensile Testing of Metallic Materials, E 8-04,
ASTM, PA, USA (2004). 21) Standard Practice for Preparation Notched Impact Testing of Metallic
Material, E23-04, ASTM, PA, USA (2004). 22) J. C. Lippold, W. A. Baeslack III and I. Varol: Weld. J. 71 (1988)
1S–14S.
23) R. Kacar: Mater. Des. 25 (2004) 1–9. 24) J. A. Brooks, J. C. Williams and A.W. Thompson: Metall. Trans. A 14
(1983) 1271–1281. 25) J. C. Lippold and D. J. Kotecki: Welding Metallurgy and Weldability of
Stainless Steel, (John Wiley & Sons, 2011) pp. 1–357. 26) R. Saluja and K.M. Moeed: Int. J. Mech. Eng. Technol. 5 (2014) 36–43. 27) W. Reick, M. Pohl and A. F. Padilha: ISIJ Int. 38 (1998) 567–571. 28) G. L. Leone and H. W. Kerr: Weld. J. 61 (1982) 13S–22S. 29) J. W. Fu, Y. S. Yang and J. J. Guo: Mater. Sci. Technol. 25 (2009) 1013–
1016. 30) J. W. Fourie and F. P. A. Robinson: J. S. Atr. Inst. Min. Metall. 90
(1990) 59–65. 31) D. J. Kotecki and T. A. Siewert: Weld. J. 71 (1992) 171–178. 32) R. Badji, M. Bouabdallah, B. Bacroix, C. Kahloun, B. Belkessa and M.
Halim: Mater. Charact. 59 (2008) 447–453. 33) J. Labanowski: J. Achiev. Mater. Manuf. Eng. 20 (2007) 255–258. 34) V. Shankar, T. P. S. Gill, S. L. Mannan and S. Sundaresan: Sadhana 28
(2003) 359–382. 35) D. Harish Kumar, A. Somireddy and K. Gururaj: Int. J. Mater. Sci.
Appl. 1 (2012) 1–7. 36) S. Aguilar, R. Tabares and C. Serna: J. Mater. Phys. Chem. 1 (2013) 65. 37) A. Moteshakker, I. Danaee, S. Moeinifar and A. Ashra�: Sci. Technol.
Weld. Join. 0 (2015) 1–10. 38) S. Geng, J. Sun, L. Guo and H. Wang: J. Manuf. Process. 19 (2015)
32–37. 39) H. Y. Liou, Y. T. Pan, R. I. Hsieh and W. T. Tsai: J. Mater. Eng. Perform.
10 (2001) 231–241. 40) M. Keskitalo, K. Mantyjarvi, J. Sundqvist, J. Powell and A. F. H. Ka-
plan: J. Mater. Process. Technol. 216 (2015) 381–384.
500 J. Verma, R. V. Taiwade, R. K. Khatirkar and A. Kumar