a d-a2 17 798 teport documentation page - … master copy -~ for reproduction purposes s.frijriry...
TRANSCRIPT

INCLASSIFIED MASTER COPY - ~ FOR REPRODUCTION PURPOSESS.FrIJRIrY CLASSIFICATION WF HISAE
A D-A2 17 798 tEPORT DOCUMENTATION PAGEse. n. 3c~v.., . ___ -. 1b. RESTRICTIVE MARKINGS
2a. SECURITY CLASSIFICATION AUTHORITY 3. DISTRIBUTION/I AVAILABILITY OF REPORT
2b. DECLASSIFICATION /DOWNGRADING SCHEDULE Approved for public release;distribution unlimited.
4. PERFORMING ORGANIZATION REPORT NUMBER(S S. MONITORING ORGANIZATION REPORT NUMBER(S)
A~o *1 (oli'-3-M.
68. NAME OF PERFORMING ORGANIZATION 6b. OFFICE SYMBOL 7a. NAME OF MONITOING ORGANIZATION(if applicable)
University of Wisconsin-Madison u .Am eerhOfc 96C. ADDRESS (City, State, and ZIP Code) 7b. ADDRESS (City, State, and ZIP Code)Dept. of Materials Science and Engineering P. 0. Box 122111509 University Avenue Research Triangle Park, NC 27709-2211Madison, WI 53706 ________________________
8a. NAME OF FUNDING iSPONSORING T8b. OFFICE SYMBOL 9. PROCUREMENT INSTRUMENT IDENTIFICATION NUMBERORGANIZATION I (if applicable) D Ao g--
U. S. Army Research Office Z~-01-1 k ffBc. ADDRESS (City, State, and ZIP Code) 10. SOURCE OF FUNDING NUMBERS
P. 0. Box 12211 PROGRAM PROJECT TASK WORK UNITELEMENT NO. NO. NO. ACCESSION NO
Research Triangle Park, NC 27709-2211
11. TITLE (include Security Classification)
Undercooling of Aluminum Alloys
12. PERSONAL AUTHOR(S)Perepezko, J. HI., Furrer, D. U.
13a. TYPE OF REPORT 13b. TIME COVERED 14. DATE OF REPORT (Year, Month,ODay) S. PAGE COUNTRpmft I FROM 86/7/1 TC69/6/30 1988, October 1'26
16.SUPLEENAR NOATONThe view, opinions and/or findings contained in this report are thoseof the authn r )and shyuld not bei.const u daan fiilD~ armn fteAm osition,
17. COSATI CODES 18. SUBJECT TERMS (Continue on reverse if necessary and identify by block number)FIELD GROUP SUB-GROUP Aluminum Alloys, Powders, Microstructure, Solidification
"tinetics, Undercooling, bispersion Strengthening,, ThermalHistory Nucleation, Eutectic Structures'-7< .
1,9 ABSTRACT (Continue on reverse if necessuly at, ' rnti b /4knubr
The development of refined microstructures for d&spersion stk_&igthening ofM alloys by rapid solidification is related to theundercooling at nucleation and during competitive crystal gr4wth. With controlled droplet samples the important processingparameters that govern undercooling in the powders have been identified and include powder size and Coatig melt cooling rate andsuperheat. The droplet method has yielded measured undercodlings of 1756 C for ALand values near 30T.C for some ALalloys.Droplet studies have been valuable in exaraja*ng the fIcatip atways including thermal history effects associated with rapidsolidification and dispersoid formation infirAl-Ni, Al-Fee, andAl-Be alloys. Based on the analysis of solidification pathways,mnicrostructure maps may be developed to identify the processing- that can yield fine-scale eutectics, metastable structures orsuppression of coarse primary intermetallic phases which are useful for the development of dispersoid structures.
20. DISTRIBUTION /AVAILABILITY OF ABSTRACT 21. ABSTRACT SECURITY CLASSIFICATIONOUNCLASSIFIEDAUNLIMITED 0 SAME AS RIPT. 0j OTIC USERS Unclassified
22a. NAME OF RESPONSIBLE INDIVIDUAL 22b. TELEPHONE (Include Are& Code) 22c. OFFICE SYIMBOL
DO FORM 1473,84 MAR S3 APR edition may be used until exhausted.SCRT LSIIAINO HSPG
9 0 1 .4~iereitiareo~ 7 UNCLASSIFIED
f
UNDERCOOLING OF ALUMINUM ALLOYS, J. H. Perepezko, D. U. Furrer,Univ. of Wisconsin, Dept. Met. and Min. Eng., Madison, WI 53706and B. A. Mueller, Battelle Laboratories., Columbus OH43201-2693.
The development of refined microstructures for dispersionstrengthening of Al alloys by rapid solidification is relatedto the undercooling at nucleation and during competitive crys-tal growth. With controlled droplet samples the important pro-cessing parameters that govern undercooling in the powders havebeen identified and include powder size and coating, melt cool-ing rate and superheat. The droplet method has yielded meas-ured undercoolings of 175 0C for Al and values near 3000C forsome Al alloys. Droplet studies have been valuable in examiningthe solidification pathways including thermal history effectsassociated with rapid solidification and dispersoid formationin Al-Ni, Al-Fe, and Al-Be alloys. Based on the analysis ofsolidification pathways, microstructure maps may be developedto identify the processing that can yield fine-scale eutectics,metastable structures or suppression of coarse primary interme-tallic phases which are useful for the development of disper-soid structures.
DISPERSION STRENGTHENED ALUMINUM ALLOYS
Y-W. Kim and W. M. Griffith, Editors
(TMS, Warrendale, PA)
pp. 77-102, 1988
90 01 22 1 97

Introduction
In the search for new materials, and microstructures, rapidsolidification processing (RSP) has proved to be a very usefultechnique. During rapid solidification, the nucleation andgrowth of stable phases can be difficult. A wide range ofreported microstructural variations encompass not only equili-brium phase mixtures with a refined microstructural scale, butalso novel microstructures such as supersaturated solid solu-tions, metastable intermediate phases and amorphous solids.
Dispersion strengthened aluminum alloys can benefit fromRSP techniques to produce the needed fine scale distribution ofphases. At the same time the processing parameters which pro-duce a desired microstructure need to be identified in order topredict and control microstructural development. Undercoolingis one key processing parameter which is directly related tomicrostructural evolution. Through the control of melt under-cooling, highly dispersed phase mixtures can be created by var-ious phase separation reactions, fine scale eutectic growth,precipitation of phases from supersaturated solid solutions, orfrom the decomposition of metastable phases.(1]
With most RSP methods direct information on the specificsolidification pathway and thermal history controlling micro-structure development is noL Qccessible by accurate measure-ment, but instead the processing history is inferred based upondeductions from post-solidification microstructures combinedwith heat flow analysis calculations. Although this approachis useful, the interpretation of the microstructural analysisand heat flow calculations is not always unambiguous. As aresult, the optimization of processing and alloy design toyield a reliable control of dispersoid microstructure develop-ment has not been possible in all cases. At the same time,with droplet samples, controlled undercooling experiments withAl alloys have been established as an effective approach tooptimizing processing parameters to yield a maximum undercool-ing behavior and a high level of microstructure refinement.Moreover, the microstructural morphologies that develop duringsolidification in undercooled droplets under slow cooling con-ditions have been shown to be comparable to the structures thatevolve during rapid quenching of atomized powders. From thesestudies, information can be gained on alternative solidifica-tion pathways allowing for favorable microstructures to bedeveloped and a basis may be generated for an effective RSPalloy design.
Aluminum Droplet Production And Processing Parameters
Large undercooling in aluminum samples can be achieved bydispersing a liquid sample into a large number of small drop-lets, with sizes 5 - 40 um, with only a small fraction of thedroplets containing potent nucleants. If droplet independencecan be maintained without introducing potent catalytic sites,then the effects of internal nucleants can be restricted to aminor fraction of the droplet population, and the majority ofthe droplets can display a large undercooling.
The Droplet Emulsion Technique (DET) is an effective meansto produce aluminum powders on a laboratory scale. A schematicof the emulsion system is shown in figure 1. Powder is pro-duced by melting an inorganic salt and alloy mixture in an alu-mina crucible. Inorganic salt systems were chosen for use as

VAR? AC
HIGH SPEEDELECTRIC
MOTOR
INSULATINGCOVER
CERAMICTUBE
BLADES 'FURNACE
AGITATOR .
TEMPERATURE-. CONTROLLER
THERMOCOUPLE
FIG. 1. Schematic diagram of the droplet emulsificationapparatus.
.0.50 il
0.00
[-0.50 PO3 SALT'
C1 SALT'
504 SALTI
450 500 550 600 650 700TEMPERATURE VC)
FIG. 2. DTA thermograms showing the variations in under-cooling which results from producing aluminum powders in dif-ferent inorganic salts.
the carrier media on the basis of a propensity for aluminumcompound formation with the expectation that they may eithermodify or produce beneficial fluxing action on the oxide typi-cally present on aluminum. The molten alloy and salt mixtureat a superheat of 50-750C is sheared into many fine dropletsthat are dispersed in the carrier media. Following the emul-sification, the powders are retrieved by dissolution of thesalt and subsequently the powders are collected, and sievedinto size ranges.
The past experience with the droplet technique has identi-fied a number of processing parameters that influence the opti-mization of liquid undercooling in powder samples. These pro-cessing variables include: droplet size refinement [2], meltsuperheat, melt cooling rate, alloy composition, as well asdroplet surface coating [3,4].
Droplets size refinement tends to promote deep undercool-ings. In general, the finer the size, the larger the undercool-ing. With melt superheat, the effect on the undercooling tendsto be specific to the system. Each aluminum alloy system has acertain level of superheat which allows for the greatest under-cooling. In general, increasing the cooling rate tends toincrease the undercooling. Processes with very high coolingrates such as gas atomization make undercooling studies verydifficult, because nucleation temperatures can not be measured.Powders processed in the DET are analyzed by Differential Scan-ning Calorimetry (DSC), Differential Thermal Analysis (DTA) orby a moderate quenching (< 103 °C/s) apparatus which givecontrolled cooling rates, and measured undercooling levels.
An important powder processing parameter is the powdercoating. The coating is important in two respects. The firstis due to the coating influence on the attainable undercoolinglevel, and the second is related to the effects on the powdercompaction characteristics [5]. Droplet coatings should beless catalytic than any internal nucleants in order to achievehigh undercoolings and clearly the best coating is one that isinert catalytically. An effective method of controlling thealuminum powder coating chemistry is to change the chemicalconstituency of the environment in which the powders are pro-duced. While atomization techniques typically use a gas envi-ronment, the droplet emulsion technique uses a liquid medium toproduce powders. The different liquids used give rise to dif-ferences in the powder coating chemistry.
The undercooling response of aluminum powders produced inthree different salt environments as measured in the DTA isshown in figure 2. Powders in each of the salts att4ain a dis-tinct undercooling level with powders produced in the phosphatesalt achieving the least undercooling, those produced in thechloride salt attaining an intermediate amount, and those pow-ders produced in the sulfate salts achieving the largest under-cooling.
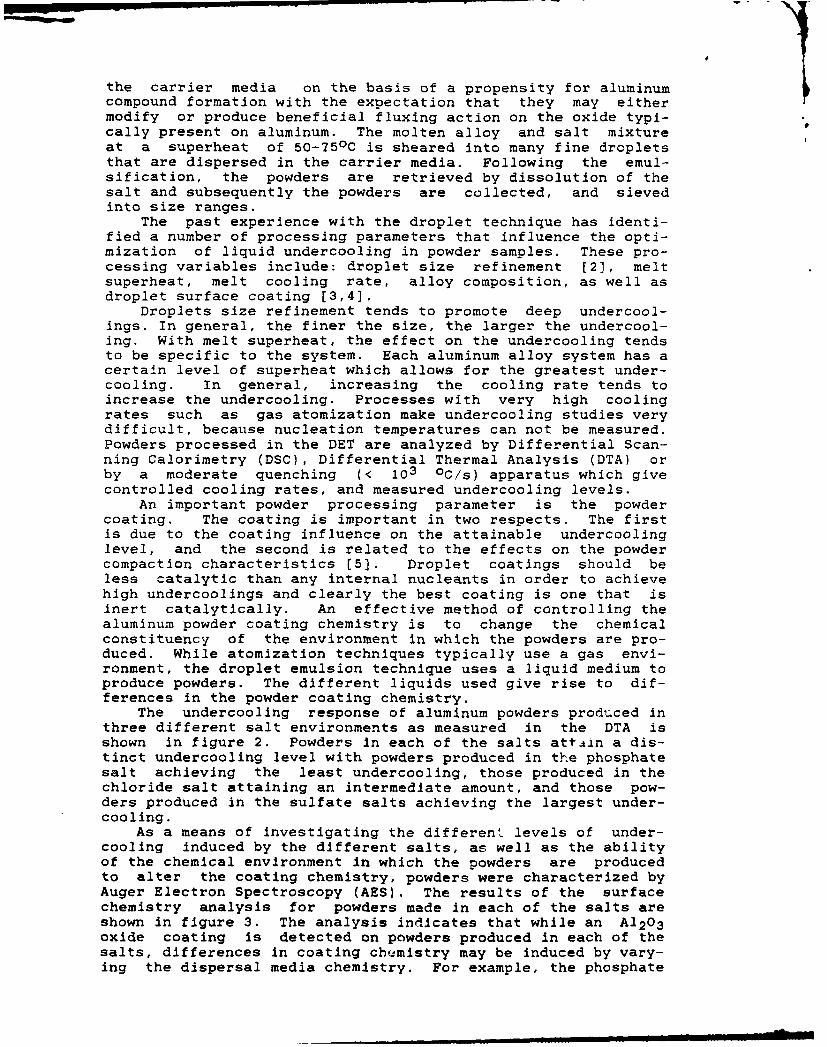
As a means of investigating the different. levels of under-cooling induced by the different salts, as well as the abilityof the chemical environment in which the powders are producedto alter the coating chemistry, powders were characterized byAuger Electron Spectroscopy (AES). The results of the surfacechemistry analysis for powders made in each of the salts areshown in figure 3. The analysis indicates that while an A1 203oxide coating is detected on powders produced in each of thesalts, differences in coating chemistry may be induced by vary-ing the dispersal media chemistry. For example, the phosphate

salt gives rise to phosphorus being present in the surface, thesulfate salt leaves a sulfur residue while the chloride saltleaves traces of chlorine in the A120 3 coating.
The increase in the undercooling level uf the aluminum pow-ders produced in the sulfate salt indicates that the sulfurpresent in the surface coating has modified it in some manner.A model has been proposed with which the surface modificationcan be explained (3]. From the work of Fletcher [6], nucle-ation on the surfaces of samples is initiated at conical pitsas in a surface depicted in figure 4A. If the sulfur which ispresent after powder production in the sulfate salt resides onthe ledges of the pits, the sulfur will in effect alter the pitsize and distribution, as can be seen in figure 4B. Thereduced pit size causes the radius of a nucleus which may formin it to be decreased. To compensate for the reduced nucleusradius, the undercooling prior to nucleation must be increased.Thus, the effect of the sulfate salt is to poison the catalyticsites present at the coating/liquid interface. This exampleillustrates one mechanism for surface coating modifications toyield a significant influence on the attainable undercooling,but other processes involving the distribution and potency ofactive surface sites [71 can also contribute to control ofundercooling.
Even when these processing parameters are satisfied to pro-duce large undercoolings, the vast amount of information sug-gests that solidification is initiated by heterogeneous nucle-ation at or near the surface of the droplets [8]. In thesecases the maximum undercooling limit appears to represent thecatalytic potency of the surface coating. Therefore, itappears that close attention to the nature of the coating is ofprime importance in attaining reproducible, large undercoolinglevels.
Solidification of Al Alloy Powders
The undercooling experienced with pure Al is important toconsider because a similar influence of powder processing par-ameters has been found to prevail in the treatment of Al-richalloys. The solidification microstructure that develops in Alalloys has been documented to be related closely to the initiallevel of undercooling at the onset of solidification [9,10].Of course, with alloy solidification the available pathways forfreezing from an undercooled state involve a variety ofoptions. In this case the microstructural and thermal historyanalysis capabilities that can be applied in the controlledsolidification of droplets are of particular assistance inidentifying the operative pathway under a given set of process-ing conditions. A number of the RSP pathway options can beanalyzed by examining the solidification of droplet samples inseveral Al alloy systems which offer a useful potential fordispersoid formation.
Aluminum - Nickel Alloys
A number of useful starting structures for dispersion har-dening have been produced in Al-Ni alloys including metastableintermetallic [11,12], supersaturated aluminum [13-15] andamorphous phases [16]. In powder form, aluminum-nickel alloyscan be undercooled to relatively large levels which are compa-rable to levels attained in pure Al by controlling the powder
Aluminum]Sur face / 0 / ...
I PO3
I so
Ln L
ACOA I I
0 200 400 600
ENERGY(eV)
FIG. 3. AES spectra of the external surface of aluminumpowder made in the various salts.
L
A. COATING
PIT SIZE
L
B.COATING
EFFECTIVEPIT SIZE
FIG. 4. Schematic of the liquid/coating interface of alu-minum powders. (A) represents an interface without sulfur,,hile (B) indicates the sulfur addition.
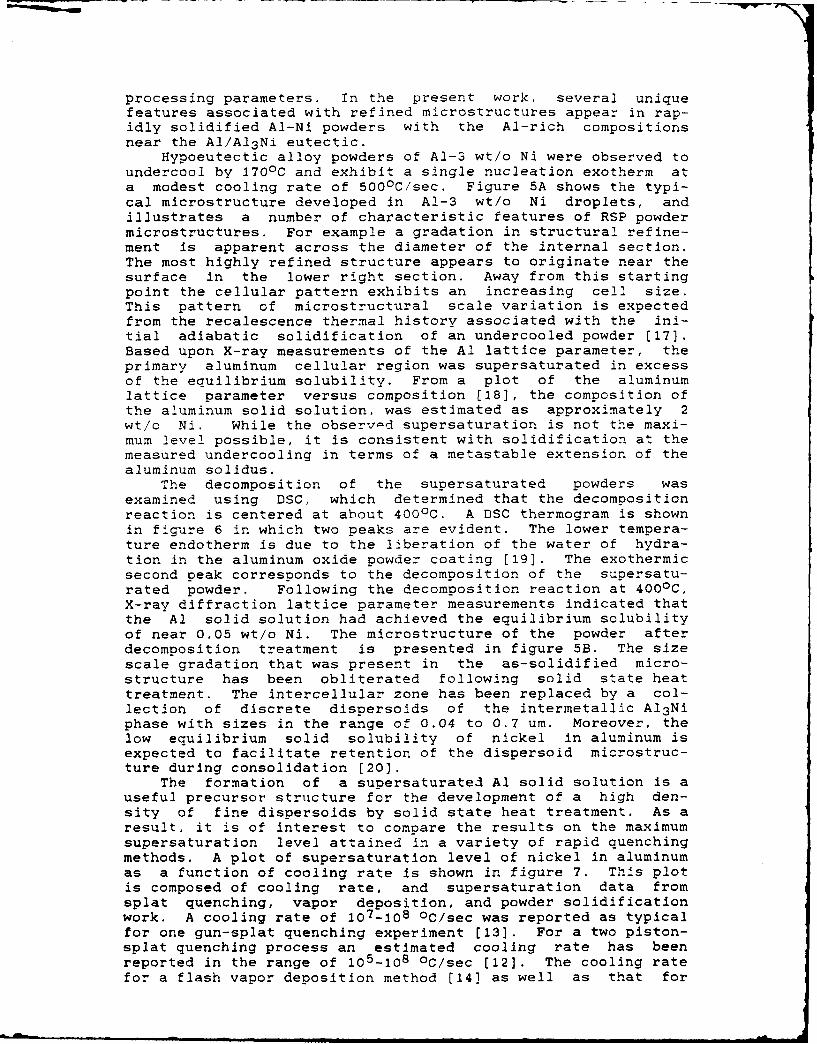
processing parameters. In the present work, several uniquefeatures associated with refined microstructures appear in rap-idly solidified Al-Ni powders with the Al-rich compositionsnear the Al/AI3 Ni eutectic.
Hypoeutectic alloy powders of Al-3 wt/o Ni were observed toundercool by 170 0 C and exhibit a single nucleation exotherm ata modest cooling rate of 500°C/sec. Figure 5A shows the typi-cal microstructure developed in Al-3 wt/o Ni droplets, andillustrates a number of characteristic features of RSP powdermicrostructures. For example a gradation in structural refine-ment is apparent across the diameter of the internal section.The most highly refined structure appears to originate near thesurface in the lower right section. Away from this startingpoint the cellular pattern exhibits an increasing cell size.This pattern of microstructural scale variation is expectedfrom the recalescence thermal history associated with the ini-tial adiabatic solidification of an undercooled powder [17].Based upon X-ray measurements of the Al lattice parameter, theprimary aluminum cellular region was supersaturated in excessof the eauilibrium solubility. From a plot of the aluminumlattice parameter versus composition [181, the composition ofthe aluminum solid solution, was estimated as approximately 2wt/o Ni. While the observed supersaturation is not the maxi-mum level possible, it is consistent with solidification at themeasured undercooling in terms of a metastable extension of thealuminum solidus.
The decomposition of the supersaturated powders wasexamined using DSC, which determined that the decompositionreaction is centered at about 400 0 C. A DSC thermogram is shownin figure 6 in which two peaks are evident. The lower tempera-ture endotherm is due to the liberation of the water of hydra-tion in the aluminum oxide powder coating [19]. The exothermicsecond peak corresponds to the decomposition of the supersatu-rated powder. Following the decomposition reaction at 4000 C,X-ray diffraction lattice parameter measurements indicated thatthe Al solid solution had achieved the equilibrium solubilityof near 0.05 wt/o Ni. The microstructure of the powder afterdecomposition treatment is presented in figure 5B. The sizescale gradation that was present in the as-solidified micro-structure has been obliterated following solid state heattreatment. The intercellular zone has been replaced by a col-lection of discrete dispersoids of the intermetallic Al3Niphase with sizes in the range of 0.04 to 0.7 um. Moreover, thelow equilibrium solid solubility of nickel in aluminum isexpected to facilitate retention of the dispersoid microstruc-ture during consolidation [20].
The formation of a supersaturated Al solid solution is auseful precursor structure for the development of a high den-sity of fine dispersoids by solid state heat treatment. As aresult, it is of interest to compare the results on the maximumsupersaturation level attained in a variety of rapid quenchingmethods. A plot of supersaturation level of nickel in aluminumas a function of cooling rate is shown in figure 7. This plotis composed of cooling rate, and supersaturation data fromsplat quenching, vapor deposition, and powder solidificationwork. A cooling rate of 107-108 OC/sec was reported as typicalfor one gun-splat quenching experiment (13]. For a two piston-splat quenching process an estimated cooling rate has beenreported in the range of 105-108 °C/sec [12]. The cooling ratefor a flash vapor deposition method £14] as well as that for

FIG. 5. (A) An Al-a wtNi powder that was cooled at 5000C/sec. (B) An Al-3 wt%Ni powder that was cooled at 5000 /sec,and decomposed in a DSC.
I4mnW
UJ0
z
2 n heating
TEMPERATURE (00)FIG. 6. DSC thermogram of the supersaturated Al-3 wt%Ni
powder. The decomposition exotherm is centered about 4000 C.

22-
014-
IOI
0 C
6l-
ob
2-
I0 103 10 5 10 10 0I 10 COOLING RATE (°C/sec)
FIG. 7. A plot of the approximate relation between aluminumsupersaturated, and processing cooling rate. (A) determinedfrom the present work. (B) [11], (C) [13], and (D) [12] arefrom splat quenching work, while (E) (14], and (F) [15] arefrom vapor deposition studies.
-UU
©
FIG. 8. Microgaph of an AI-6.1 wtNi powder depicting thethree zone structure (A), where zone I (B) is a two phase mor-phology, zone 2 (C) Is a cellular structure, and zone 3 (D) isthe AI-A13Ni eutectic.
ATa vapor quenching treatment t15 can be estimated to be oforder of about 10 0-1012 °C/sec. The cooling rate used in the
present work was the measured value. The plot indicates thatthe degree of supersaturation of nickel in aluminum increaseswith increasing cooling rate in a continuous trend. At highcooling rates the scatter in the results due to the uncertaintyin the value of the cooling rate is too great to conduct anydetailed kinetics analysis. In fact, at the highest nickellevels and cooling rates, reported experience indicates thatglass formation is also possible [16]. While metallic glassformation also signifies a supersaturation of Ni, the solidifi-cation mechanism is different than that yielding a metastableAl solid solution. Such a variability in structure formationsuggests a sensitivity to sample conditions between differentquenching methods. If this factor can be identffied, then amaster plot mapping supersaturation level at different quenchrates can be established and analyzed based upon dropletresults obtained at low cooling rates [21]. This type of mas-ter plot can be used to set processing conditions for the for-mation of supersaturated Al at a given level, and subsequentsolid state precipitation of dispersoid phases can be performedto produce submicron dispersoids.
Alloys of eutectic composition have also been processed asdroplet dispersions and we,- nbserved to exhibit a signifi-cantly different microstructural morphology than the hypoeutec-tic powders as illustrated in figure 8. Three microstructuralzones can be observed. Nucleation occurred in zone 1, whichexhibits a fine two phase morphology associated with an initialrapid solidification and recalescence. The fine-scale micro-structure may have formed as a result of pinching off of deeplygrooved Al cells [22], spheroidization of Al3Ni rods thatformed between the fine Al cells, or rapid nucleation and lim-ited growth of Al 3Ni particles on the rapidly moving Al inter-face. A more detailed examination of the fine scale microstruc-ture by TEM is in progress to establish the pathway for zone 1.With a change in the solidification conditions during recales-cence and a reduced growth rate, a second microstructural zonedevelops which is composed of aluminum cells with intercellularAl 3Ni. During continued cooling the droplet completes solidi-fication under external heat transfer in zone 3, which displaysa eutectic morphology. It appears that the measured dropletundercooling levels reached a temperature where the growth of atwo-phase AI/Al3 Ni structure was preferred, and upon recales-cence the morphology changed to cells of aluminum with inter-cellular Al 3Ni, and upon final cooling the structure became aregular Al-Al 3Ni eutectic. The solidification path leading tozone 1 produces a very fine dispersion of Al3Ni in the alumi-num, which should act as a good dispersion strengthener.
Hypereutectic powders of compositions Al-9, and 12 wt/o Niwere also processed in controlled undercooling experimentsand developed a multi-zone microstructural morphology. Powdersof these compositions cooled at 5000 C/sec exhibited extradiffraction peaks in addition to those of Al and Al3Ni uponx-ray analysis. The additional peaks have been indexed to cor-respond to the metastable intermediate phase AlgNi 2. TheA!-Ni-Fe system (23] has an equilibrium ternary, monocliniccompound, Alg(FexNilx)2 [24], which would correspond to AlgNi 2upon extrapolation to the binary Al-Ni system. The AI9Ni2compound has not been previously reported to exist in the Al-Nibinary, however a monoclinic phase of undetermined composition
was reported to develop arze. 6alid state decomposition ofsplat quenched Al-Ni [11].
The powders containing Al9 Ni2 were analyzed with DSC. Thepowders exhibited a single, well-defined exothermic peak cen-tered at about 3750C. Upon subsequent X-ray analysis theAl9 Ni 2 perks were absent. The metastable phase(s) obtained inother stuaies were reported to decompose between 150-3000 C withisothermal treatments [11,12,251.
The microstructure developed in Al-12 wt/o Ni powders thatwere undercooled 2000C below the liquidus is shown in figure 9.Again the powders appear to exhibit a three zone microstruc-ture, where zone 1 represents a coupled morphology, zone 2 is aprimary intermetallic phase, and zone 3 is a coupled eutecticstructure. Zone 1 is presumed to correspond to the coupledgrowth of the Al-Al9 Ni 2 metastable eutectic, which becomes lesspreferred upon recalescence outside of the coupled zone andforms primary dendrites of Al 9Ni 2. The powder finishessolidification in zone 3 with the control of the growth byexternal heat flow which allows the coupled growth of theAl-Al3Ni stable eutectic. The determination of the coupledgrowth zone. the temperature/composition region in a phase dia-gram where the growth of a coupled eutectic structure is fasterthan either primary phase, is important when fine scale disper-sions microstructures are dLsired. When the coupled zone ismapped out, a cooperative growth morphology can be obtained inalloys other than the eutectic composition when the processingconditions allow the alloy to solidify within tempera-ture/composition region of the coupled zone. The aluminum sideof the Al-Ni phase diagram with the possible coupled zones ofthe stable AI-Al3Ni eutectic, and the metastable Al-Al9Ni 2eutectic is shown in figure 10. The metastable liquidus wasdetermined from extentions of the ternary liquidus isotherms,along with the metastable peritectic and eutectic reactions[23,26,27]. The metastable phase was observed in compositionsaround the metastable eutectic because the undercooling neededto reach the metastable liquidus is the least in this range ofcomposition. Since the eutectics are of afacetted/non-facetted type it is expected that the coupledgrowth zones will be skewed in the direction of the intermetal-lics due to growth kinetic reasons [28].
Powders of 15 and 19 wt/o Ni were observed to contain a twozone microstructure. Zone 1 was composed of a roupled morphol-ogy which develops into the zone 2 structure composed ofdendrites of AI 3 Ni and interdendritic eutectic. The hypereu-tectic powders nucleated and grew with a coupled Al-Al3Nimorphology until the temperature was increased sufficiently byrecalescence to make the coupled morphology less preferred,leading it to the formation of dendrites of Al 3Ni, and interde-ndritic eutectic. Powders gredter than 19 wt/o Ni did notexhibit a coupled morphology with the undercooling levelsobserved. These alloys nucleated and grew as dendrites of Al 3 Niwith interdendritic eutectic.
Aluminum - Iron Alloys
Rapidly solidified Al-Fe alloys are an important class ofaluminum alloys since RSP can effectively bypass formation ofcoarse, brittle Al 3Fe which is produced during conventionalprocessing of these alloys [29,30]. The avoidance of the Al3 Feprimary in rapidly solidified Al-Fe alloys allows for the for-

10U1
FIG. 9. Micrograph of an Al-12 wtNi powder (A and B), inwhich initial solidification was the metastable Al-Al9 Ni 2eutectic in zone 1. Zone 2 is a region in which dendrites ofAl 9Ni 2 formed. Zone 3 is a region of stable eutectic.
Q,0 AI-AI 3Ni
00
I () 4I-Al9N 2 854oC
LL 800- ,
a"U .' 0....... .. .. .
10 20 30 40
wt% Ni
FIG. 10. The aluminum side of the Al-Ni phase diagram whichincludes the metastable phase AI9 Ni2 and the possible coupledgrowth zones of the stable and metastable eutectic.
mation of the metdstable A1' ., vc AI-..F eutec-tic. This eutectic is for:e, n .bth slowlv cooed and atom-ized powders, aird has been ft)inc to- be kinetically stable up tothe measured metastable eutec- c temperature at 649°C duringcontinuous heating in DTA examinations. Figure 11 shows the A!rich side of the Al-Fe phase diagram with the possible coupledzones of the stable Al-AI3Fe eutectic and the metastableA!-Al6Fe eutectic [29].
To exemplify the importance of undercooling on the micro-structural formation, the microstructure developed in slowlycooled Al-Fe powders has been compared to atomized powders[31]. Figure 12 shows that in slowly cooled Al-Fe droplets theprimary Al 3Fe phase can be avoided, and a fine scale micro-structure develops. The fine structure is composed of aluminumcells followed by the formation the metastable Al-Al6 Fe eutec-tic. Similar fine structures are seen in atomized powders asin figure 13. The rapidly quenched atomized powders form afine scale mixture of Al and AI 6Fe also with the avoidance ofAl 3 Fe.
Powder coating modifications can be produced by alteringthe chemical environment in which the powders are emulsified.Coating modifications may also be affected by the addition ofsolute prior to emulsification. One such solute addition iscerium. The undercooling r-sults of Al--9.OFe powders, andA!-8.4Fe--7.OCe powders of similar sizes analyzed under similarconditions are compared in figure 14 for cooling from the lia-uid region, and also from the liquid uus Al 3Fe region. Theundercooling results of the A!-9.OFe seem to indicate that theundercooling is limited by primary phase formation. Figure 15shows the microstructure in A!-9.OFe powder what was held inthe liquid plus A1 3 Fe region and cooled in order to evaluatethe undercooling of the liquid in the presence of a primaryphase. This DTA treatment is termed a heterogeneous cycle (HETcycle). The HET cycle of the sample with Ce addition gave sim-ilar undercoolings, but the DTA trace for the complete thermalcycle indicates a much greater undercooling. It seems that theaddition of cerium allows for the avoidance of the primaryAl 3Fe intermetallic upon continuous slow cooling, which permitsthe powders to attain an increased undercooling. A nucleationtemperature of 560 0 C corresponding to an undercooling of 320 0 Cbelow the liquidus is equivalent to an undercooling of 0. 2 8 Tmfor this alloy. The microstructure of the highly undercooledpowders exhibited no coarse intermetallic constituent, butrather a fine structure composed of cells of aluminum andintercellular intermetallic.
Aluminum - Beryllium Alloys
Aluminum--Beryllium is an alloy system which is quiteattractive from a rapid solidification processing approach.The low density and relatively high elastic modulus of beryl-lium allow for the potential to produce stiff alloys with avery high strength to weight ratio [32]. With conventionalprocessing conditions this system is of little interest becausethe maximum solid solubility limit of beryllium in aluminum andthe eutectic composition lie too low to produce either effec-tive solid solution or dispersion hardening. However, byemploying rapid solidification techniques to these alloys itis possible to increase the level of beryllium in solid solu-tion or to increase the beryllium content dispersed uniformly

680 //~ AI-AI 3Fe
-670AI 6F
LU
635001 3 56 8 1
wt. % Fe 0
FIG. 11. The aluminum side of the Al-Fe phase diagram withthe possible coupled growth zones of stable Al-Al3 Fe eutectic,and the metastable Al 6Fe eutectic.
SIV4
rj iL-~ ~ . vJ a' 4
FIG. 12. Refined microstructure developed in undercooledAl-5 wtFe powders cooled at O.50 /sec.

FIG. 13. An atomized Al-9 wtFe powder showing a refinedmicrostructure with a radiating recalescence structure.
L)[+0.2
-0.2(A) 9.0Fe
ATHET 9.0 Fe
- +1.0' 8.4 Fe- 7OCe-1.0 AT
HET(B ) 8
8.4Fe -7.0 CeN
I * I, I , p * I . ,
400 500 600 700 800 900TEMPERATURE(°C)
FIG. 14. DTA thermograms demonstrating that primary phaseformation limits the undercooling of Al-9 wtFe powders (A),while the addition of cerium allows for the avoidance of theprimary phase and an increased undercooling in powders under-going the maximum undercooling treatment (B).
and finely throughout an aluminum matrix.Powders of several compositions up to 15 at%Be were pro-
duced using the droplet emulsion technique. It was observedthat the undercooling of the aluminum was altered with theaddition of beryllium by the change of the measured 1750Cundercooling of pure Al to 970 C below the liquidus for thealloy. The change in undercooling appears to be related to achange in droplet surface chemistry as shown in figure 16,which compares the auger electron spectra of the surface ofpure aluminum and Al-10 at%Be powders processed in the samesalt under similar conditions. It can be seen that the powdersproduced from the beryllium containing alloy do not possess acomplete aluminum oxide coating, but rather exhibit a berylliumoxide coating. It appears the beryllium oxide has nearly com-pletely displaced the aluminum oxide surface coating.
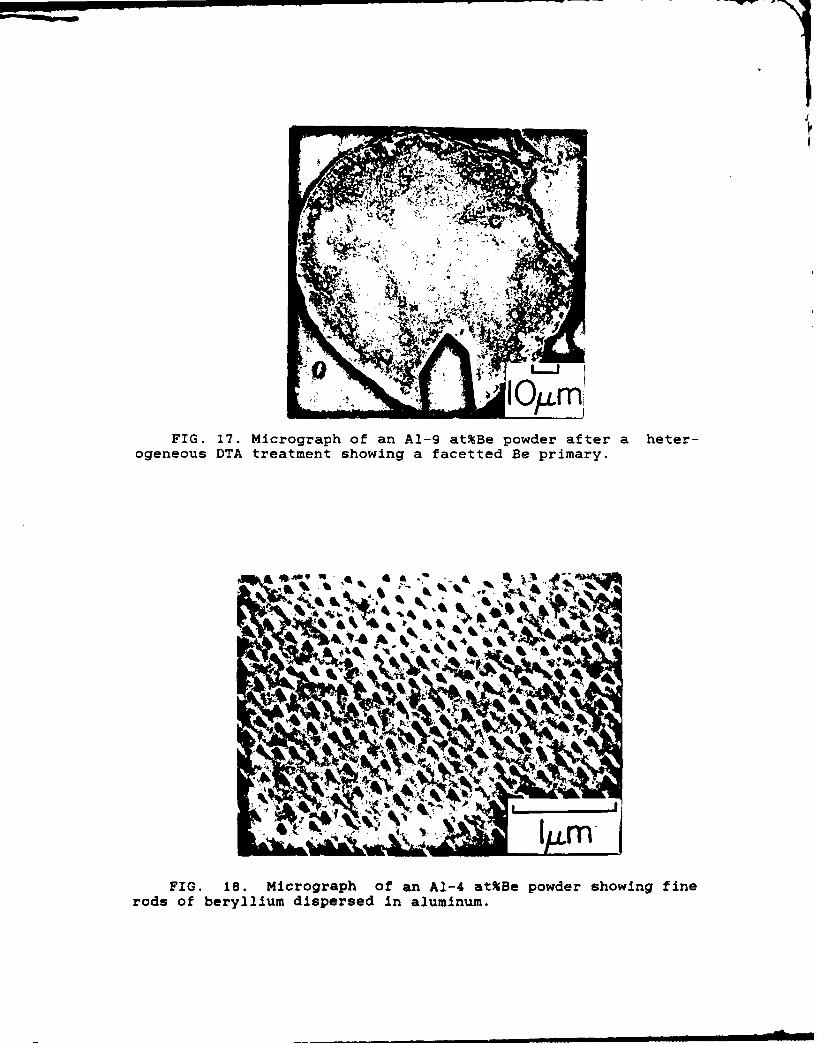
The measured undercooling for the Al-10 atBe powders var-ied from 150C for powders cooled at a rate of 0.50 C/sec, to970C for powders cooled at 500 0 C/sec. The increase in under-cooling with the increase of cooling rate also brought aboutmicrostructura! differences. The alloys cooled at 0.50 C/seccontained primary beryllium followed by cells of aluminum andeutectic. Powders that were cooled from the liquid plus beryl-lium region (HET cycle) also exhibited primary beryllium, how-ever the primary phase far-t were more completely developedthan in the samples that were continuously cooled from the !"a-uid. An example of well developed facets on a primary Be par-ticle is given in figure 17 for an Al-9 atBe powder that wastreated with a HET cycle which allows additional time in the (L+ Be) region, for development of the facets compared to conti-nuous cooling. When the aluminum-beryllium powders were cooledat 250C/sec the development of facets on the primary berylliumphase was limited and a non-facetted dendritic morphology wasevident. The higher growth rate also causes the cellular alu-minum and intercellular eutectic to become much finer thanthose of the samples cooled at 0.50 C/sec.
In Al-9 atBe powders that were cooled at 500°C/sec, alarge number of primary beryllium particles were observed, andmany of these possess a classic dendritic solidification mor-phology. Multiple primary nuclei are uncharacteristic of pow-der samples because typically a single nucleation event occursin undercooled samples [83. The formation of multiple primaryparticles may be due to the increased undercooling and is beingexamined further [331. In other hypereutectic alloys, with adecreasing Be content, a significant change in initial phaseselection and subsequent microstructure development wasobserved in undercooled powders. For example, an analysis ofAl-4 at%Be powders cooled at 500 0C/sec revealed that nucleationcommenced with an aluminum cellular structure followed by aregion of eutectic. A region in an Al- 4at% Be alloy powder,where a fine eutectic structure was formed, is presented infigure 18. In this case a uniform array of Be rods with sizesin the range of 30-50 nm, and an area density of about 1 x 1013m 2 is evident. Thus, a high density of fine beryllium rods atcompositions in excess of the equilibrium eutectic are attain-able which gives these alloys the potential for effective dis-persion hardening.
The aluminum-beryllium system also possesses the potentialfor a number of interesting different solidification pathways,due to the numerous metastable equilibria which exist in thissystem. The metastable equilibria can develop under con-

A.1
FIG. 15. An Al-9 wt%Fe powder slow cooled showing a primaryA13Fe plate, cells of aluminum, and Al-Al6Fe eutectic.
SURFACE
(I)
D 0
ENRG (eV)eFIG.~~y 16;E pcr soigtecageiih ufc
cotn euligfo teadtono et axligt
II
FIG. 17. Micrograph of an AI-9 atBe powder after a heter-ogeneous DTA treatment showing a facetted Be primary.
A 4V1
FIG. 18. Micrograph of an AI-4 atBe powder showing finerods of beryllium dispersed in aluminum.
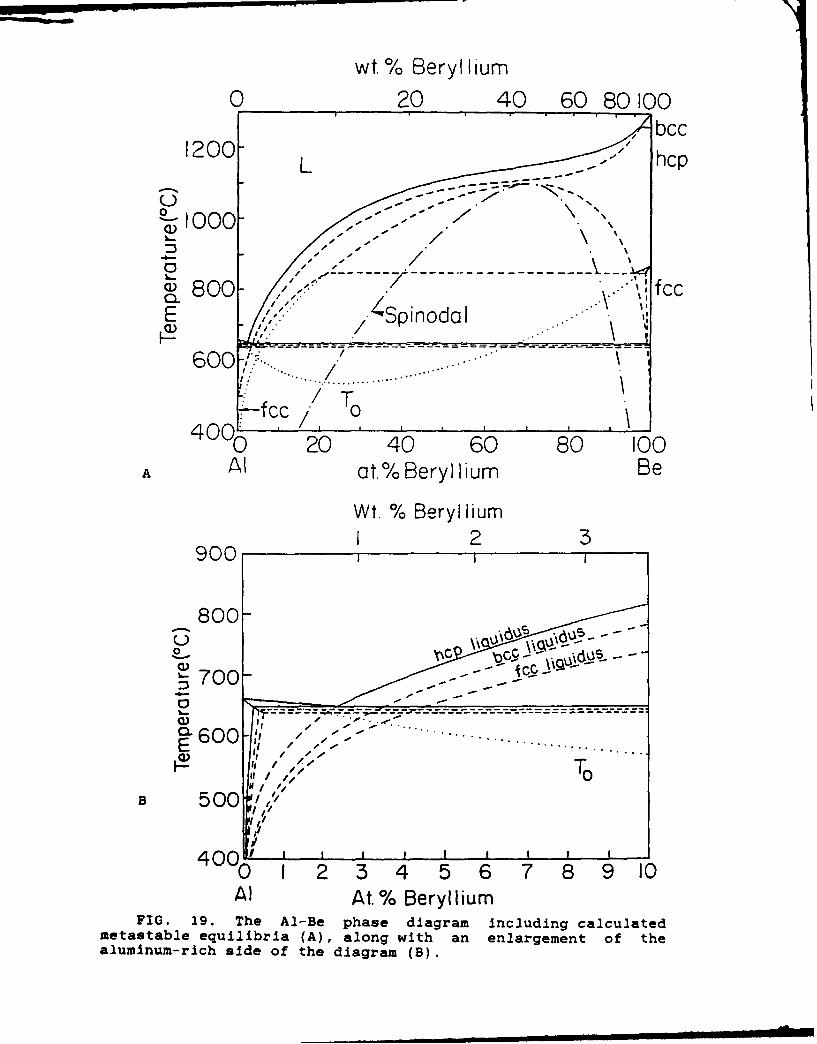
straints related to the absence of a stable phase due to slugg-ish nucleation, and growth kinetics. The solidification path-ways depend on the undercooling, and competitive nucleation andgrowth kinetics, which are also dependent upon processing con-ditions. The Al-Be phase diagram is shown in figure 19A withthe addition of metastable equilibria lines calculated fromthermodynamic considerations (34]. The two reactions depictedon the aluminum side are the stable Al(fcc)-Be(hcp) eutectic,and the metastable Al(fcc)-Be(bcc) eutectic as shown in detailin figure 19B. There are several other calculated metastablereactions in this system, including a monotectic involving amiscibility gap.
Under equilibrium conditions nucleation of primary hcp Bewill occur at the liquidus temperature for hypereutectic alloycompositions. With continued cooling the liquid compositionwill follow the stable liquidus curve and the final solidifica-tion will occur at the eutectic temperature. If nucleation ofthe hcp Be is difficult, then the liquid can be undercooledbelow the stable liquidus. When the liquid is undercooledbelow the metastable bcc liquidus, it is possible to form pri-mary bcc beryllium, and in fact bcc beryllium has been reportedto form in surface melted samples [35].
Kinetic factors also influence microstructural developmentas demonstrated in Al-4 at%Be powders cooled at 500°C/sec.Even though the powder composition is hypereutectic, primary Bewas not observed to form, but instead the first phase to formis aluminum with a cellular morphology. Thus, initial nucle-ation occurred below the extended A! liquidus. During therecalescence period following nucleation, the interface growthconditions changed, allowing for the growth kinetics of theeutectic structure to surpass those of the cellular aluminumupon entering the coupled eutectic growth zone, therefore theeutectic structure was formed.
In contrast, in melt-spun 4.4 at% Be ribbon [35] solidifi-cation was observed to commence with a eutectic-type structure,and recalescence caused the adoption of a cellular Al structurein the latter regions to solidify. Since the initial solidifi-cation of the hypereutectic ribbons was two phase, and thelater stages cells of aluminum, It was presumed that they couldnot have formed by a eutectic reaction, but rather the resultswere interpreted in terms of a metastable monotectic reaction.Thus even though the composition of the powder and the ribbonwere similar and the structures possessed many of the same fea-tures (cells of aluminum and two phase Al+Be regions), thepathways in which these structures developed are clearly dif-ferent. In fact, the analysis capability that may be appliedwith droplet samples provides valuable guidance in establishingthe availability of different pathways with different process-ing approaches. Clearly, all rapid solidification processingmethods are not equivalent. This exemplifies a principaladvantage of rapid solidification, to provide access to anincreased number of potential solidification pathways.
Summary
From the controlled undercooling experiments on aluminumbased alloys several important factors emerge in controllingthe undercooling and subsequent microstructure development fordispersoid formation. One of these processing parameters iscooling rate. In general, undercooling is Increased with
wt. % Bery I um0 20 40 60 80100
1200- Lc
-(1000-
-
E '4 Spinodal
T
f cc //To020 40 60 80 100
A Alat.%Beryl hum Be
Wt. % Beryllium902 3
900-
00
B 00
00
Al At.% BerylliumFIG. 19. The Al-Be phase diagram Including calculated
metastable equilibria (A), along with an enlargement of thealuminum-rich side of the diagram (B).

increased cooling rate, which allows for the possibility ofadditional pathways to be effective. Also, fine scale solidi-fication structures are preserved to a greater extent if theheat extraction Is rapid. Alloys that are cooled at slow rates,and are undercooled to high levels will solidify rapidly, how-ever post solidification heat treatment may affect the micro-structure and cause decomposition of metastable phases, andcoarsening.
In a similar manner, coating effects become very importantwhen large undercoolings are being examined. The media inwhich the powders is produced greatly affects the surface coat-ing, and subsequently the undercooling. Solute additions alsoinfluence the coating and undercooling as demonstrated by theaddition of cerium to Al-Fe alloys, and the addition of beryl-lium to aluminum. Subsequent processing during consolidationis also sensitive to powder coating variations; especially forAl alloys.
The consideration of metastable phase diagrams has providedvaluable guidance in defining the range of operating kineticsand the reaction pathways for many solidification processes.The Al-Ni, Al-Fe, and Al-Be systems all exhibit metastablephase formation which is associated with dispersoid develop-ment, so that the corresponding metastable phase diagramsbecome important when workincT with RSP and high undercoolinglevels. Indeed an examination of the metastable diagrams infigures 10, 11, and 19 indicates that the potential influenceof the metastable structures becomes most significant in theAl-rich composition range due to the modest undercoolingrequired to allow for development of different metastableeutectics. The clear trend for development of metastable phasestructures and other refined dispersold phases at large under-coolings is apparent in the microstructural summary presentedin Table I for a number of Al alloys that have been examined indroplet studies. The characteristic of powder solidificationfrom an undercooled liquid to yield zones of different micro-structural morphology and structure is also apparent from thelisting in Table 1. The microstructural zones are developed inresponse to the thermal history associated with recalescence,competitive kinetics and external cooling. The microstructuralvariety is clearly one of the benifits of rapid solidificationand provides an incentive for a more detailed analysis of thesolidification behavior.
While significant progress has been made in acheiving dis-pession hardened Al alloys with useful properties by RSP, expe-rience also reveals a number of issues that need to beaddressed in developing a more reliable process control. Forexample, it is becoming clear that not all RSP methods areequivalent in terms of microstructural development. When themicrostructural differences are examined in terms of coolingrate which is often similar for different methods, it is notclear how to resolve the apparent disparity. However, whenmicrostructure development is considered in terms of undercool-ing, heat transfer, competitive growth, and metastable phasediagrams, it is evident that different pathways to either simi-lar or to different structures can be selected at differentundercooling levels and kinetic constraints even at for similarcooling rates. This is an important step towards the realiza-tion of processing maps for selected microstructures. Similarmethods for solid state treatments may be developed to includethe effects of metastable phase decomposition and precipitate

coarsening. Within this framework, a microstructure designstrategy can guide processing in order to alter the melt sur-face or heat transfer and to select alloying additions thatmodify the nucleation kinetics, relative interface velocity andsolid state stability of competing alternative structures thatcan be useful for dispersoid development.
TABLE 1
Summary of Droplet Microstructures
Alloy Undercooling (0C) Microstructural Features
Al-Ni3wtNi 170 Formed supersaturated cells of
Al. Precipitation of A!3Niobserved upon DSC analysis.
6.lwt%Ni 160 Exhibited a multi-zone micro-structures which contained 50-100 nm diameter A1 3Ni par-ticles.
9-12wtNi 200 Contained the metastable Al9Ni2phase.
15-19wt%Ni 210 Coupled Al/Al3Ni morphologieswere exhibited.
Al-Fe 260 Formation of submicron par-(hypereutectic) ticles of the metastable Al6 Fe
phase.
Al-Fe-Ce 320 Suppression of primary Al 3Fe,(hypereutectic) with a cellular and eutectic
structure.
Al-Be 97 Formation of a finely spaced(4-15 at%Be) eutectic (125-150nm) at compo-
sitions greater than the eutec-tic composition.
Al-Y [36] 60 Formation of a submicron dis-(eutectic) persoids of A13Y in an Al
matrix by rapid eutecticgrowth.
Al-Si [31] 160 Formation of 0.1 to 2.0 micron(up to 20 wtSi) dispersolds of non-facetted Si
in aluminum.

Acknowledgment
The authors thank Dr. W.J. Boettinger of NBS and Prof. S.Bailey of Univ. of Wisc-Madison, Dept. of Geology for theirhelp and insightful discussion. The support of the U.S. ArmyResearch Office (DAALO3-86-K-0114) is gratefully acknowledged.
References
1 P. Duwez, ASM Trans, vol 60, 1967, 607-633.
2 J.H. Perepezko and S.E. LeBeau, Proc. of Second Int.Symposium on Al Trans. Tech and Its Applications,eds. C.A. Pampillo, H.Billoni, and L. F. Mondolfo (ASM,Metals Park, OH) 309 (1982). Argentina, 1981.
3 B.A. Mueller, PhD thesis, University of Wisconsin-Madison
4 B.A. Mueller and J.H. Perepezko, Met. Trans A, 18A, June1987, p. 1143.
5 W.M. Griffith, W. Kim, and F.H. Froes in Rapidly SolidifiedPowder Aluminum Alloys, ASTM, STP 890, M.E. Fine and E.A.Starke, Jr., Eds, Philidelphia, 1986, pp 283-303.
6 N.H. Fletcher, J. Atmospheric Sci., 26, 1969, 1266.
7 D. Turnbull, Acta Met. 1, 8, 1953.
8 J.H. Perepezko, B.A. Mueller, and K. Ohsaka, in UndercooledAlloy Phases, E.W. Collings and C. Koch, eds., TMS-AIME,Warrendale, PA, 1986.
9 W.J. Boettinger, and J.H. Perepezko, in Rapidly SolidifiedCrystalline Alloys, P.21, S.K. Das, B.H. Kear and C.M.Adams, eds., TMS-AIME, Warrendale, PA, 1985.
10 J.H. Perepezko and W.J. Boettinger, in Surface Alloying byIon, Electron, and Laser Beams, L.E. Rehn, S.T. Picraux andH. Wiedersich, eds., ASM, Metals Park, OH, 1986.
11 K. Chattopadhyay, P. Ramachandrarao, S. Lele, amd T.R.Antharaman, Proc. of Second Int. Conf. on Rapidly QuenchedMetals, 1976, pp 157-61.
12 A. Tonejc, D. Rocak, and A. Bonefacic, Acta Met., 19, 1971,pp 311-316.
13 R. Halles, J.H. Vincent and H. Jones, Proc. of Third Int.Conf. on Rapidly Quenched Metals, ed., B Cantor, 1, 1978,pp 163-6.
14 D. Duzevic, A. Bonefacic, D. Kunstelj, Scripta Met., 7,1973, pp 883-6.

15 B. Cantor and R.W. Cahn, J. of Mat. Sci., 11, 1976, pp1066-1076.
16 S.T. Picraux amd D.M. Follstaedt, Mat. Res. Soc. Proc.,vol. 13, 1983.
17 W.J. Boettinger, and J.H. Perepezko, in Rapidly SolidifiedCrystalline Alloys, eds. S.K. Das, B.H. Kear, and C.M. Adam(TMS-AIME, Warrendale PA) 21 (1985)
18 F.D. Lemkey, R.W. Hertzberg and J.A. Ford, Trans. AIME,vol. 233, 1965, pp 334-341.
19 T. Sato, J. of Thermal Analysis, vol. 32, 1987, pp 61-70.
20 Y-W. Kim and F.H. Froes in Undercooled Alloy Phases, p.395, E.W. Collings, and C.C. Koch eds., TMS-AIME, Warren-dale, Pa, 1896.
21 B.A. Mueller, J.J. Richmond, and J.H. Perepezko, "RapidlyQuenched Metals V", eds: S. Steels, and H. Warlimont, Else-vier Sci. Pub., Amsterdam (1985), 47.
22 W.J. Boettinger, L.A. Bendersky, R.J. Schaefer and F.S.Biancaniello, to be published in Met. Trans. A.
23 V.G. Rivlin and G.V. Raynor, Int. Met. Rev, vol. 3, 1980,pp 79-93.
24 Y.W. Kim and A.G. Jackson, Scripta Met., vol. 20, 1986, pp777-782.
25 D. Kunstelj and A. Bonefacic, Microstructural Sci., vol. 3,1975, pp 207-215.
26 J.H. Perepezko and W.J. Boettinger in Alloy Phase Diagrams,vol. 19, eds. L.H. Bennett, T.B. Massalski, and B.C. Gies-sen, 1983, 223-240.
27 H.W.L. Phillips, Annotated Equilibrium Diagrams of SomeAluminum Alloy Systems, (The Institute of Metal, London,1959).
28 W. Kurz and D.J. Fisher, Inter. Met. Rev., 1979, nos. 5-6.
29 C.M. Adams and L.M. Hogan, J. of Aust. Inst. of Metals, 17,1972.
30 I.R. Hughes, and H. Jones, J. Mat. Sci., 11, 1976.
31 J.H. Perepezko, S.E. LeBeau, B.A. Mueller, and G.J.Hildeman, in Rapidly Solidified Powder Aluminum Alloys, p118, M.E. Fine and E.A. Starke, Jr., eds., ASTM-STP 890,Philidelphia, PA, 1985.
32 W.E Quist and R.E. Lewis, in Rapidly Solidified Powder Alu-minum Alloys, p 7, M.E. Fine and E.A. Starke Jr., eds.,ASTM-STP 890, Philidelphia, PA, 1985.
33 B.A. Mueller, L.E. Tanner, and J.H. Perepezko to be pub-
lished.
34 J.L. Murray, private communication.
35 D. Vah Aken and H. Fraser, in Undercooled Alloy Phases,E.W. Collings and C.C. Koch, eds., TMS-AIME, Warrendale,PA, 1986, p 413.
33 S.P. Ryan and J.H. Perepezko, unpublished research.