a mathematical programming approach to optimize the ... · l. v. r. arruda, universidade...
TRANSCRIPT

Abstract— This paper presents a Mathematical Programming approach to optimize the scheduling of tanks in oil refineries. The considered problem is part of oil industry supply chain, where decisions are taken in strategic, tactical, and operational levels. The scheduling of tanks is part of the operational level and plays a fundamental role in integrating refinery production and transport operations. In particular, within the real-world studied scenario, a pipeline network is used to transport the derivatives, and the previously determined scheduling of pipelines is used as an input for the proposed model. Thus, the operational constraints and temporal issues from pipelines, which influence the transfer and storage refinery operations, are taken as assumptions within the proposed scheduling model for tanks. The proposed model is structured by a Mixed Integer Linear Programming (MILP) formulation with a continuous time representation. The obtained results are evaluated by three main aspects: the respect of time-windows imposed by pipeline operations; by the storage profiles in tanks; and, by computational tests. The obtained results indicate the model's ability to propose a scheduling for refinery tanks that integrates the inherited scheduling of pipelines.
Keywords— Scheduling, MILP, Optimization, Refineries.
I. INTRODUÇÃO
ADEIA de suprimentos (CS) e programação da produção ou escalonamento (scheduling) são palavras chave
comumente encontradas em trabalhos relacionados à indústria do petróleo. A CS é composta por refinarias, portos e terminais sendo que o transporte de produto ocorre pelos chamados modais (ferrovias, hidrovias, rodovias e polidutos). Deste modo trata-se de um sistema multi-modal (engloba todos os meios de transporte) que forma uma complexa integração, exigindo um gerenciamento que pode ser de nível estratégico (decisões de longo prazo), nível tático (decisões de longo/médio prazo) e de nível operacional (decisões diárias). Sendo que as decisões em cada nível tornam-se dependentes umas das outras, tornando delicada a tarefa de decisão.
A movimentação de petróleo e derivados respeitando as limitações estruturais (e.g., tanques disponíveis) é um problema para a área de transferência e estocagem (TE), inserido no contexto da CS. Uma palavra importante para sistemas de TE é a eficiência, que se traduz em como transportar e armazenar petróleo e derivados de modo a aproveitar a estrutura física dos órgãos (refinarias, portos ou
G. A. Schneider, Universidade Tecnológica Federal do Paraná (UTFPR), Curitiba, Paraná, Brasil, [email protected]
F. Neves-Jr, Universidade Tecnológica Federal do Paraná (UTFPR), Curitiba, Paraná, Brasil, [email protected]
L. Magatão, Universidade Tecnológica Federal do Paraná (UTFPR), Curitiba, Paraná, Brasil, [email protected]
L. V. R. Arruda, Universidade Tecnológica Federal do Paraná (UTFPR), Curitiba, Paraná, Brasil, [email protected]
terminais) a partir dos volumes e períodos de movimentação planejados pela empresa. Em [1] é mencionado que uma estratégia inteligente de produção é essencial para garantir a rentabilidade da produção em um cenário cada vez mais complexo de mercado. Uma forma de definir políticas para aproveitamento da estrutura de modo que não comprometa a capacidade produtiva do sistema é o scheduling. Semelhante ao que ocorre com tarefas de programas computacionais [2] o scheduling em refinarias é uma das atividades responsáveis pela coordenação das operações de toda CS e procura viabilizar os procedimentos de produção no ambiente de fábrica (como fazer?). Nesse ambiente as atividades competem por recursos e utilidades escassos, sendo que o scheduling utiliza informações mais detalhadas e busca definir como deve ser o sequenciamento das tarefas e a alocação de equipamentos para executar a campanha em determinado período de tempo [3], [4], [5].
A Fig. 1 mostra como é a hierarquia dos fluxos de dados para as operações de TE que ocorrem nas refinarias. O contexto da figura apresenta cenários que sofrem influência de informações que vão desde o nível estratégico até o operacional. São eles: scheduling na rede de polidutos (otimização das movimentações entre refinarias, portos e terminais), scheduling em tanques (otimização das movimentações de carga e descarga dos tanques) e a busca por rotas para operacionalizar o scheduling dos tanques (encontrar as melhores rotas para garantir as movimentações internas da refinaria).
Figura 1. Cenários de Problemas de Scheduling em Refinarias – Hierarquia das Movimentações.
G. A. Schneider, F. Neves Jr, L. Magatão, and L. V. R. Arruda, Member, IEEE
A Mathematical Programming Approach to Optimize the Scheduling of Tanks in Oil
Refineries
C

O scheduler dos polidutos (sistema responsável por sugerir o scheduling) gera as movimentações que entram e saem por polidutos nas refinarias, informando os volumes e os tempos de início (Ti) e fim (Tf) das mesmas (movimentações entre refinarias). O scheduler dos tanques também gera volumes e tempos das movimentações, mas neste caso referente às cargas e descargas em tanques (movimentações dentro da refinaria). Por sua vez as ferramentas que auxiliam na procura por melhores rotas (busca por rotas) necessitam receber informações a respeito das movimentações de carga e de descarga em tanques. Para cada movimentação de carga (Origem-Tanque) e descarga (Tanque-Destino) é importante conhecer também o volume, tempo de início (Ti) e fim (Tf) para operacionalizar a movimentação interna. Os tempos e volumes movimentados para produção e demanda de produto, os estoques iniciais e capacidade dos tanques são dados da refinaria que servem como parâmetros para os modelos.
No entanto, os problemas de scheduling muitas vezes são de grande complexidade combinatorial onde o uso das técnicas de otimização para obter soluções é frequente. Isso motiva o desenvolvimento de ferramentas computacionais para auxiliar a tomada de decisões. Também cabe destacar que o scheduling é fortemente ligado à área produtiva da empresa e que por isso está relacionado à simulação e à otimização computacional [5], [6], [7]. Seguindo esta linha alguns autores apontam que a programação matemática (PM) é uma abordagem efetiva para estes os problemas de scheduling. O uso da modelagem por meio da PM traz o benefício de traduzir o problema (formalizado por equações e inequações), de modo a tornar explícita a relação entre os componentes do cenário e permitir uma análise criteriosa para evitar a sub-utilização da capacidade produtiva na planta. [3], [5], [8], [9].
Algumas aplicações incluem problemas de movimentações entre refinarias e terminais [3], [5], [10], [11], [12]. De um modo geral esses trabalhos apresentam modelos que consideram questões operacionais restritivas e ainda trabalham com técnicas de decomposição (divisão do problema em partes que são resolvidas individualmente ou sub-problemas) e modelos híbridos (que combinam diferentes métodos de solução) Outros trabalhos atuam justamente na questão do scheduling em tanques. Em [13], [14], [15], [16], [17], [18] são apresentados modelos matemáticos que utilizam técnicas de otimização para problemas de scheduling em refinarias. De um modo geral o objetivo é otimizar as movimentações de petróleo dos navios até as refinarias e também da TE dentro das refinarias, visando a disponibilidade de recursos, o gerenciamento de estoque, a produção e o armazenamento em tanques. Tais modelos devem respeitar restrições estruturais como a capacidade dos tanques e, operacionais como balanço de massa nos mesmos. Além disso, devem considerar o atendimento a demanda maximizando os lucros e respeitando as especificações dos produtos finais.
Muitos dos trabalhos que adotam a abordagem por PM fazem uso da modelagem baseada em PLIM (Programação Linear Inteira Mista). De forma bastante simplificada, PLIM engloba variáveis contínuas e discretas (por exemplo, inteiras e binárias) interligadas por um conjunto de restrições
algébricas lineares. O sistema de equações também envolve uma função objetivo, ou função de avaliação, a qual auxilia o direcionamento do processo de busca [19].
Entre o scheduler dos polidutos (que interliga as refinarias) e a busca por rotas (que interliga os tanques) existe a questão de como fazer o uso adequado dos recursos do parque de tanques (scheduler dos tanques). Ou seja, qual é o melhor gerenciamento dos estoques para as operações de TE do parque de tanques, de modo que o uso dos tanques seja o mais adequado possível e que obedeça ao agendamento de recebimentos e de envio da refinaria? A resposta para esta pergunta é o objeto de pesquisa do presente artigo. O modelo proposto neste trabalho determina a melhor política de utilização dos tanques de estocagem ou tanques finais (local de armazenamento dos produtos enviados ao cliente), resolvendo o scheduling tanque a tanque a partir dos dados reais de movimentações de recebimento e de entrega da refinaria, incluindo o scheduling na rede de polidutos. Para isso são consideradas todas as informações de programação das movimentações (vazões, tempos, volumes) e também serão respeitadas as características operacionais do parque de tanques.
As próximas seções são organizadas da seguinte maneira: na seção 2 será apresentado o scheduler dos polidutos que serve de base para o problema a ser abordado no trabalho. Na seção 3 serão apresentados os conceitos e regras (temporais e operacionais) inerentes do processo de TE em tanques, que norteiam a concepção do modelo. A seção 4 apresentará os conjuntos, índices, variáveis, parâmetros e formulações do modelo matemático PLIM proposto neste trabalho para resolver o scheduling em tanques de estocagem. A seção 5 apresentará os resultados obtidos com dados baseados em cenários reais, considerando os aspectos de restrições temporais e operacionais do problema bem como aspectos computacionais do modelo. Por fim, na seção 6 estarão as considerações finais.
II. SCHEDULER DOS POLIDUTOS
Um trabalho que resolve a questão do scheduling na movimentação em polidutos é o de [5]. A modelagem proposta faz uso de técnicas de PM e heurísticas sendo aplicada para otimizar as movimentações de uma rede real de polidutos. A rede é composta por trinta polidutos interligando quatorze órgãos (refinarias, portos, clientes finais e terminais de distribuição) que movimentam diversos produtos derivados de petróleo.
A Fig. 2 mostra, em destaque, a situação de uma refinaria neste contexto. Como resultados indicados em [5] aparecem os tempos, os volumes e as vazões para as movimentações que chegam e saem, de cada órgão, por meio dos polidutos. Deste modo as refinarias, além da produção interna e da demanda local já conhecidas, também dispõe de informações sobre as condições mensais detalhadas das movimentações dos polidutos. Cada uma dessas movimentações consiste em determinado volume que é transportado por um período de tempo definido de uma origem até um destino. Do ponto de
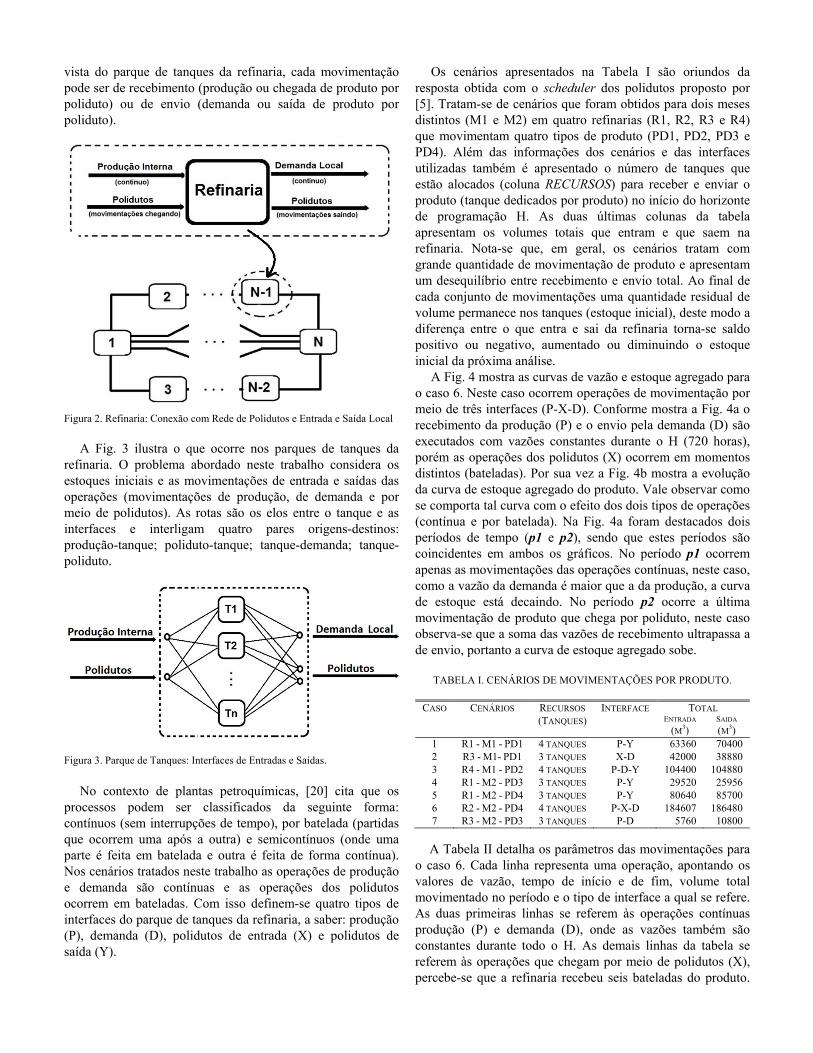
vista do parque de tanques da refinaria, cada movimentação pode ser de recebimento (produção ou chegada de produto por poliduto) ou de envio (demanda ou saída de produto por poliduto).
Figura 2. Refinaria: Conexão com Rede de Polidutos e Entrada e Saída Local A Fig. 3 ilustra o que ocorre nos parques de tanques da
refinaria. O problema abordado neste trabalho considera os estoques iniciais e as movimentações de entrada e saídas das operações (movimentações de produção, de demanda e por meio de polidutos). As rotas são os elos entre o tanque e as interfaces e interligam quatro pares origens-destinos: produção-tanque; poliduto-tanque; tanque-demanda; tanque-poliduto.
Figura 3. Parque de Tanques: Interfaces de Entradas e Saídas.
No contexto de plantas petroquímicas, [20] cita que os
processos podem ser classificados da seguinte forma: contínuos (sem interrupções de tempo), por batelada (partidas que ocorrem uma após a outra) e semicontínuos (onde uma parte é feita em batelada e outra é feita de forma contínua). Nos cenários tratados neste trabalho as operações de produção e demanda são contínuas e as operações dos polidutos ocorrem em bateladas. Com isso definem-se quatro tipos de interfaces do parque de tanques da refinaria, a saber: produção (P), demanda (D), polidutos de entrada (X) e polidutos de saída (Y).
Os cenários apresentados na Tabela I são oriundos da resposta obtida com o scheduler dos polidutos proposto por [5]. Tratam-se de cenários que foram obtidos para dois meses distintos (M1 e M2) em quatro refinarias (R1, R2, R3 e R4) que movimentam quatro tipos de produto (PD1, PD2, PD3 e PD4). Além das informações dos cenários e das interfaces utilizadas também é apresentado o número de tanques que estão alocados (coluna RECURSOS) para receber e enviar o produto (tanque dedicados por produto) no início do horizonte de programação H. As duas últimas colunas da tabela apresentam os volumes totais que entram e que saem na refinaria. Nota-se que, em geral, os cenários tratam com grande quantidade de movimentação de produto e apresentam um desequilíbrio entre recebimento e envio total. Ao final de cada conjunto de movimentações uma quantidade residual de volume permanece nos tanques (estoque inicial), deste modo a diferença entre o que entra e sai da refinaria torna-se saldo positivo ou negativo, aumentado ou diminuindo o estoque inicial da próxima análise.
A Fig. 4 mostra as curvas de vazão e estoque agregado para o caso 6. Neste caso ocorrem operações de movimentação por meio de três interfaces (P-X-D). Conforme mostra a Fig. 4a o recebimento da produção (P) e o envio pela demanda (D) são executados com vazões constantes durante o H (720 horas), porém as operações dos polidutos (X) ocorrem em momentos distintos (bateladas). Por sua vez a Fig. 4b mostra a evolução da curva de estoque agregado do produto. Vale observar como se comporta tal curva com o efeito dos dois tipos de operações (contínua e por batelada). Na Fig. 4a foram destacados dois períodos de tempo (p1 e p2), sendo que estes períodos são coincidentes em ambos os gráficos. No período p1 ocorrem apenas as movimentações das operações contínuas, neste caso, como a vazão da demanda é maior que a da produção, a curva de estoque está decaindo. No período p2 ocorre a última movimentação de produto que chega por poliduto, neste caso observa-se que a soma das vazões de recebimento ultrapassa a de envio, portanto a curva de estoque agregado sobe.
TABELA I. CENÁRIOS DE MOVIMENTAÇÕES POR PRODUTO.
CASO CENÁRIOS RECURSOS INTERFACE TOTAL
(TANQUES) ENTRADA
(M3) SAIDA
(M3) 1 R1 - M1 - PD1 4 TANQUES P-Y 63360 70400 2 R3 - M1- PD1 3 TANQUES X-D 42000 38880 3 R4 - M1 - PD2 4 TANQUES P-D-Y 104400 104880 4 R1 - M2 - PD3 3 TANQUES P-Y 29520 25956 5 R1 - M2 - PD4 3 TANQUES P-Y 80640 85700 6 R2 - M2 - PD4 4 TANQUES P-X-D 184607 186480 7 R3 - M2 - PD3 3 TANQUES P-D 5760 10800
A Tabela II detalha os parâmetros das movimentações para o caso 6. Cada linha representa uma operação, apontando os valores de vazão, tempo de início e de fim, volume total movimentado no período e o tipo de interface a qual se refere. As duas primeiras linhas se referem às operações contínuas produção (P) e demanda (D), onde as vazões também são constantes durante todo o H. As demais linhas da tabela se referem às operações que chegam por meio de polidutos (X), percebe-se que a refinaria recebeu seis bateladas do produto.

As operações por bateladas apresentam vazões constantes, mas que produzem volumes diferentes, pois ocorrem em períodos diferentes e com duração específica dentro do H. São bateladas de recebimento definidas do modelo proposto por [5].
a) Curva de Vazão
b) Curva de Estoque Agregado
Figura 4. Movimentações de Produto na Refinaria – Caso 6.
TABELA II. PARÂMETROS DAS OPERAÇÕES – CASO 6.
VAZÃO (M3/H) INÍCIO (H) FIM (H) VOLUME (M3) INTERFACE 140 0 720 100800 P 259 0 720 186480 D 600 58 88 18000 X
X X X X X
600 142 172 18000 600 199 210 6600 1000 210 221 11000 1000 245 263 18000 940 620 633 12220
O modelo proposto por [5] considera a produção interna e a demanda local (interfaces P e D) como parâmetros de entrada. Como resposta apresenta resultados das movimentações que chegam e saem, por meio de polidutos (interfaces X e Y). No entanto o modelo de [5] considera o somatório dos estoques de todos os tanques do órgão como um único valor, gerando uma programação mensal que respeita as capacidades agregadas de armazenamento (desconhece o valor em cada tanque).
Como forma de exemplificar a situação inicial dos tanques para um caso é apresentada a Tabela III. Ela mostra as
condições iniciais de cada tanque da refinaria para um caso de movimentação que envolve produção e demanda (caso 6 da Tabela I). Cada linha possui quatro colunas que se referem aos nomes (Tag´s) dos tanques, bem como os valores de capacidade máxima (limitação física do tanque) e de estoque inicial (volume armazenado, resíduo de movimentação anterior). Para os tanques dos outros casos se repete o mesmo tipo de condição inicial. No entanto cada caso tem seu próprio conjunto de tanques (não há compartilhamento de recursos) com capacidades e estoques iniciais diferentes.
TABELA III. ESTOQUE INICIAL NOS TANQUES – CASO 6.
TANQUE NOME CAPACIDADE (M3) ESTOQUE INICIAL (M3)
1 T1_C6 39653 22801 2 T2_C6 39949 25528 3 T3_C6 15038 14984 4 T4_C6 15042 1331
III. CONSIDERAÇÕES DO MODELO
Neste artigo abordar a questão temporal é relevante tanto para formular quanto para compreender o modelo proposto. Tal questão é referente ao encaixe entre os tempos das movimentações de recebimento e envio da refinaria com dos eventos de carga e de descarga em tanques. Ou seja, a carga e descarga em tanque (movimentações internas da refinaria) devem ocorrer sincronizadas com as movimentações das operações provenientes das interfaces (sincronismo entre movimentações).
A. Representação Temporal Alguns fatores devem ser considerados para analisar a
questão do tempo no modelo. Em [3] os autores comentam que a representação do domínio do tempo (discreta ou contínua) é de suma importância, pois determina o detalhamento das respostas do modelo. No trabalho de [21] é mencionado que modelos para scheduling procuram organizar os eventos ao longo do tempo, respeitando as capacidades máximas dos recursos. Nesta linha os autores exploram a questão temporal de forma aprofundada e classificam os diferentes tipos de representação no tempo. Abordam as diferenças entre essas representações e destacam que embora umas possam ser mais gerais que outras, sempre estão orientadas para respeitar um critério arbitrário de precedência que existe entre tarefas de um processo. Pode-se dizer que na representação discreta os intervalos são pré-definidos e idênticos, por exemplo, com duração de t horas cada um. Na representação contínua os eventos têm o seu tempo de início e fim “livres”, calculados no tempo contínuo de acordo com as necessidades do processo. O vínculo deve ocorrer para garantir a obediência às precedências das tarefas e ao encaixe dos eventos com tempos estabelecidos pelo processo. O que pode gerar complicações consideráveis na formulação do modelo.
A primeira complicação destacada no presente artigo relaciona-se ao tempo de homologação. A Fig. 5 ilustra o que

é o tempo de homologação. Após qualquer recebimento o conteúdo do tanque deve permanecer em repouso ao menos 4 horas antes de ocorrer o próximo evento. A figura mostra o perfil de estoque de um tanque destacando o tempo de homologação.
A outra complicação da questão temporal é referente ao sincronismo entre movimentações. Na modelagem proposta neste trabalho as variáveis que representam tempo são de suma importância. Em outros trabalhos, como [13], [14], o scheduling em tanques também é objeto de interesse, no entanto não são consideradas as operações por polidutos. São estas operações, oriundas do trabalho de [5], que acrescentam rigor adicional à modelagem, pois exigem que os eventos de carga e descarga dos tanques respeitem os tempos e as vazões impostos pelo scheduler dos polidutos.
Figura 5. Tancagem no Tempo: Destaque para Tempo de Homolgação. A Fig. 6 e a Fig. 7 auxiliam na contextualização do
problema. A Fig. 6 ilustra como ocorrem os eventos de carga e descarga a partir dos recebimentos ou envios por meio das operações contínuas (produção demanda). A operação contínua é quebrada em bateladas que são traduzidas como eventos de carga ou de descarga em tanques. Como a operação é ininterrupta as quebras ocorrem uma após a outra sem espaçamento temporal. Na situação apresentada as bateladas foram alocadas para três tanques, onde cada uma das quebras remete a uma troca de tanque.
Figura 6. Sincronismo entre Movimentações na Operação Contínua. A Fig. 7 ilustra como devem ocorrer os eventos de carga e
descarga a partir dos recebimentos e envios por meio de operações descontínuas (bateladas por meio de polidutos). As operações descontínuas, a partir da ótica do scheduler dos
polidutos, também são bateladas e neste caso é natural que as quebras possam ter espaçamento temporal. Contudo, assim como na operação contínua, operações descontínuas muito grandes podem ser quebradas em bateladas menores para permitir o armazenamento em tanques distintos. Nestas situações o comportamento deve ser semelhante ao que ocorre nas operações contínuas, ou seja, uma batelada seguida da outra, carregando ou descarregando por tanques diferentes. Na Fig. 7 é possível notar, em destaque, que a última operação é quebrada em duas bateladas e dividida por dois tanques (primeiro TqB1 e depois TqB2).
Figura 7. Sincronismo entre Movimentações na Operação Descontínua.
Violar os tempos das operações contínuas significa extrapolar o limite do H, mas violar os tempos de início e de fim das operações descontínuas significa não respeitar os períodos definidos pelo scheduler dos polidutos. A solução do modelo proposto deve obedecer aos períodos de tempo impostos para as movimentações contínuas (operações de produção e demanda) e para as movimentações descontínuas (operações dos polidutos). Para isso pode fazer quebras das operações em bateladas, se necessário, garantindo os valores de tempo e de volume.
Ainda dentro da questão temporal o período de tempo do horizonte de programação H do scheduling é relevante e deve ser comentado. Em [22] é citado que muitos autores utilizam prazos semanais de H para validarem o scheduling na rede de polidutos. É um tempo considerado suficiente para fazer projeções das produções e demandas, cargas e descargas dos navios e outros aspectos particulares do processo. Contudo, o mesmo autor comenta que detalhes práticos do scheduling e tendências operacionais não desejáveis (como escassez de produto) não são facilmente percebidos em um curto prazo (período de poucos dias). Sendo assim horizontes de programação maiores (e.g., 30 dias) fornecem soluções que permitem prever problemas de suprimento nas demandas ou produção. Com isso os programadores, em suas atividades diárias, podem tomar medidas preventivas ao invés das corretivas, que elevam o custo financeiro [5]. Com base nisto tem-se que o H adotado neste trabalho é de 30 dias ou 720 horas.

B. Premissas do Modelo PLIM Proposto Após analisar a questão temporal inerente do problema
abordado neste trabalho definem-se as premissas do modelo PLIM que será apresentado na seção seguinte. São elas:
P1: o horizonte de programação (H) é mensal (720 horas
ou 30 dias). P2: os tanques são dedicados por produto, não existe troca
de produto durante o H. P3: os estoques iniciais dos tanques são conhecidos. P4: o tipo de produto alocado para cada tanque é
conhecido. P5: o tanque não pode receber e enviar simultaneamente. P6: são respeitados os tempos de homologação para
produto. P7: cada linha da Tabela II é chamada de “operação”. Cada
operação fornece os parâmetros VAZAO, INICIO, FIM, e VOLUME.
P8: as operações de produção e demanda são contínuas durante todo o H.
P9: existe uma rota fixa para cada movimentação origem-destino na refinaria (produção-tanque, poliduto-tanque, tanque-demanda, tanque-poliduto).
P10: cada movimentação de entrada representa o bombeamento de produto do par produção-tanque ou poliduto-tanque.
P11: cada movimentação de saída representa o bombeamento de produto do par tanque-demanda ou tanque-poliduto.
P12: cada tanque pode receber somente de uma origem em cada evento de carga.
P13: cada tanque pode enviar somente para um destino em cada evento de descarga.
IV. MODELO MATEMÁTICO
Nesta seção é apresentada a formulação matemática em PLIM para o modelo proposto. O modelo é aplicado para solucionar o problema de scheduling em tanques. É importante comentar que o conjunto BT (Bateladas) engloba todas as movimentações internas (que ocorrem dentro da refinaria), sendo que cada elemento referenciado pelo índice bt é uma ocorrência de movimentação com tempo inicial e final. Contudo esse conjunto possui dois tipos de elementos: as bateladas verdadeiras e as bateladas fictícias. Quando uma movimentação de fato ocorre a batelada é dita verdadeira, possuindo duração e volume maiores que zero. Ao contrário, quando ela é fictícia, sua duração e volumes são nulos. Isso serve como relaxação para o modelo, pois são as bateladas verdadeiras que exigem sincronismo entre movimentações, para as bateladas fictícias não existe esse rigor [10].
A. Índices: • tq Tanque. • op Operação. • bt Batelada.
B. Conjuntos: • TQ conjunto dos Tanques. • OPX conjunto das Operações de Entrada. • OPY conjunto das Operações de Saída. • OP OPX ∪ OPY. • BT conjunto das Bateladas.
C. Variáveis Binárias: • eptq,bt indica se o tanque tq está em espera na
batelada bt. • cdtq,op,bt indica se o tanque tq está em carga/descarga na
batelada bt.
D. Variáveis Contínuas: • Esttq,bt volume de produto no tanque tq na
batelada bt (m3). • VolCDtq,op,bt volume de carga ou descarga no tanque tq
na batelada bt (m3). • TiBTop,bt tempo inicial da batelada bt no período da
operação op (h). • TfBTop,bt tempo final da batelada bt no período da
operação op (h). • TiTQtq,bt tempo inicial do evento (carga/descarga)
no tanque tq na batelada bt (h). • TfTQtq,bt tempo final do evento (carga/descarga) no
tanque tq na batelada bt (h). • TqVioMintq,bt violação do estoque mínimo do tanque tq
na batelada bt (m3). • TqVioMaxtq,bt violação do estoque máximo do tanque tq
na batelada bt (m3). • OpVioMinop,bt violação temporal de início da operação
op na batelada bt (h). • OpVioMaxop,bt violação temporal de fim da operação op
na batelada bt (h).
E. Parâmetros: • ESTOQUEtq estoque inicial do tanque tq no início do H
(m3). • CAPMAXtq capacidade volumétrica máxima do
tanque tq (m3). • CAPMINtq capacidade volumétrica mínima do
tanque tq (m3). • VOLUMEop volume mensal de cada operação op
(m3). • INICIOop tempo inicial da operação op (h). • FIMop tempo final da operação op (h). • VAZAOop vazão (fluxo) da operação op (m3/h). • SETUP tempo de homologação do produto
após qualquer recebimento em tanque (4 horas). • m valor muito pequeno (garante valor
mínimo em algumas restrições). • M valor muito grande (usado em
formulações BIG-M [12]).

F. Formulação • Função Objetivo (FO):
Minimize:
∈ ∈
∈ ∈
+
++
OPopbtop
BTbtbtop
TQtqbttq
BTbtbttq
OpVioMaxOpVioMin
TqVioMaxTqVioMin
)(
)(
,,
,,
(1)
• Ciclo Operacional do Tanque: BTbtTQtqepcd bttq
OPopbtoptq ∈∈∀=+
∈
,1,,, (2)
BTbtOPopcdOPop
btoptq ∈∈∀≤∈
,1,,
(3)
• Cálculo das Movimentações:
BTbtOPopTQtqmcdmMVolCD btoptqbtoptq
∈∈∈∀
+−−−≥
,,)1)(( ,,,,
(4)
BTbtOPopTQtqcdCAPMAXVolCD btoptqtqbtoptq
∈∈∈∀
≤
,,. ,,,,
(5)
OPopVOLUMEVolCD opTQtq BTbt
btoptq ∈∀≥ ∈ ∈
,,(6)
• Balanço de Massa no Tanque:
2|,,,
,,1,,
≥∈∈∀
−+=
∈
∈−
btBTbtTQtqVolCD
VolCDEstEst
OPYopbtoptq
OPXopbtoptqbttqbttq
(7)
1|,,,
,,,
=∈∈∀
−+=
∈
∈
btBTbtTQtqVolCD
VolCDESTOQUEEst
OPYopbtoptq
OPXopbtoptqtqbttq
(8)
• Violação de Capacidade do Tanque:
BTbtTQtqTqVioMinCAPMINEst bttqtqbttq
∈∈∀
−≥
,,,
(9)
BTbtTQtqTqVioMaxCAPMAXEst bttqtqbttq
∈∈∀
+≤
,,,
(10)
• Temporização e Sequenciamento das Bateladas
BTbtOPop
VAZAOVolCDTiBTTfBT opTQtq
btoptqbtopbtop
∈∈∀
+= ∈
,
/,,,,
(11)
BTbtOPopTiBTTfBT btopbtop ∈∈∀≥ ,,, (12) 2|, 1,, ≥∈∈∀≥ − btBTbtOPopTfBTTiBT btopbtop (13)
BTbtOPopcdM
INICIOOpVioMinTiBT
TQtabtoptq
opbtopbtop
∈∈∀−
−≥+
∈
,)1.( ,,
,,
(14)
BTbtOPopcdM
FIMOpVioMaxTfBT
TQtabtoptq
opbtopbtop
∈∈∀−
+≤−
∈
,)1.( ,,
,,
(15)
• Temporização e Sequenciamento dos Eventos
BTbtTQtqepMTfTQTiTQ bttqbttqbttq
∈∈∀
−+≤
,)1( ,,,
(16)
BTbtTQtqepMTfTQTiTQ bttqbttqbttq
∈∈∀
−−≥
,)1( ,,,
(17)
BTbtTQtqTiTQTfTQ bttqbttq ∈∈∀≥ ,,, (18)
2|,
. 1,,1,,
≥∈∈∀
+≥ ∈
−−
btBTbtTQtq
cdSETUPTfTQTiTQOPXop
btoptqbttqbttq
(19)
• Vínculo Temporal entre Bateladas e Eventos
BTbtOPopTQtqcdMTiBTTiTQ btoptqbtopbttq
∈∈∈∀
−+≤
,,)1( ,,,,
(20)
BTbtOPopTQtqcdMTiBTTiTQ btoptqbtopbttq
∈∈∈∀
−−≥
,,)1( ,,,,
(21)
BTbtOPopTQtqcdMTfBTTfTQ btoptqbtopbttq
∈∈∈∀
−+≤
,,)1( ,,,,
(22)
BTbtOPopTQtqcdMTfBTTfTQ btoptqbtopbttq
∈∈∈∀
−−≥
,,)1( ,,,,
(23)
G. Explanação A função objetivo (1) procura minimizar violações
temporais das operações e violações de capacidade dos tanques. A atividade de tancagem tem como objetivo gerenciar o estoque de produto no tanque, sendo uma questão primordial não exceder os limites estruturais dos mesmos. Outro ponto relevante para este problema, como mencionando anteriormente, é a questão temporal que tem como meta obedecer às movimentações das operações (de entrada e saída) de produto na refinaria. Neste sentido respeitar os tempos das movimentações, fazer que todas as bateladas verdadeiras relacionadas à determinada operação respeitem os limites temporais (inicial e final) das mesmas também é uma meta.
A equação (2) e inequação (3) estabelecem o ciclo de operações do tanque. O modelo considera que um tanque pode assumir dois estados: pode estar em espera ( 1, =bttqep ), com estoque parado; ou pode estar em evento de carga ou descarga, recebendo ou enviando uma batelada de alguma operação ( 1,, =btoptqcd ). Como estes dois estados são excludentes a equação (2) formula essa condição. A inequação (3) define que apenas um tanque pode receber ou enviar determinada batelada de uma operação, respeitando deste modo uma condição operacional do tanque.
As inequações (4)-(6) governam o volume das movimentações que ocorrem dentro da refinaria. As inequações (4) e (5) definem uma faixa para o volume movimentado que deve possuir o valor entre um mínimo e a capacidade máxima do tanque para o qual está associada. Ainda a inequação (6) mostra que o somatório dos volumes de todas as bateladas deve atingir, ao menos, o valor exigido para a operação durante o H, atendendo a uma condição de cenário.
As equações (7) e (8) estabelecem o balanço de massa nos tanques. A equação (7) mostra que o valor do estoque é atualizado a cada batelada, incrementado quando ocorre uma carga e decrementando quando ocorre descarga no tanque. A equação (8) aborda a situação de contorno para a primeira

batelada, neste caso o incremento ou decremento é feito a partir do valor do estoque inicial de cada tanque.
As inequações (9) e (10) tratam do cálculo das violações de capacidade dos tanques (variáveis usadas na FO). Objetiva-se que o estoque do tanque não ultrapasse as suas capacidades estruturais.
A equação (11) e as inequações (12)-(15) garantem a temporização e o sequenciamento das bateladas das operações. A equação (11) mostra o cálculo de duração de uma batelada a partir dos valores de volume movimentado e de vazão (fluxo) da operação. As inequações (12) e (13) governam a sequência das bateladas, garantindo que cada batelada ocorra após o término da batelada anterior. As inequações (14) e (15) estabelecem as violações temporais permitindo, como relaxação, que ocorram violações nas fronteiras dos tempos de início e fim das operações. Contudo essas violações devem ser evitadas ou anuladas e por isso essas variáveis são minimizadas na FO.
As inequações (16)-(19) garantem a temporização e o sequenciamento dos eventos de carga e descarga nos tanques. As inequações (16) e (17) tratam a situação do estado de espera no tanque ( 1, =bttqep ). Neste caso a duração do evento
no tanque é nula ( bttqbttq TfTQTiTQ ,, = ) quando não ocorre movimentação alguma. A inequação (18) garante coerência entre início e fim de um evento. Enquanto que a inequação (19) estabelece a sequência dos eventos de carga e descarga nos tanques, aumentado a condição restritiva com a inserção do tempo de homologação após a ocorrência de um recebimento ( OPIop ∈ ).
As inequações (20)-(23) vinculam os tempos das bateladas aos tempos dos eventos nos tanques. Deste modo quando a batelada bt estiver vinculada ao evento do tanque tq, as variáveis temporais que marcam início e término, tanto da batelada ( btopTiBT , e btopTfBT , ), quanto do evento ( bttqTiTQ , e
bttqTfTQ , ), devem coincidir. Em outras palavras, se a batelada
for verdadeira ( 1,, =broptqcd ) deve existir um sincronismo entre os tempos, caso contrário a condição é relaxada.
V. RESULTADOS
Os resultados obtidos do modelo PLIM foram encontrados a partir da implementação e resolução computacional na ferramenta IBM ILOG CPLEX Optimization Studio versão 12.6. A plataforma escolhida para executar o modelo e gerar as respostas foi um PC Desktop com processador de 3,2 GHz (Quad Core) e 8 GB de memória. Os resultados são mostrados com foco nos seguintes pontos: verificação do sincronismo entre movimentações (encaixe das bateladas), determinação do scheduling em tanques (perfis de estoques) e análise dos resultados computacionais (dimensões dos problemas abordados).
A. Verificação do Sincronismo entre Movimentações (Encaixe das Bateladas)
A Fig. 8 mostra uma situação onde é aplicado o tempo de homologação. Mostra o perfil de estoque de um tanque referente ao caso 5 da Tabela I, onde ocorre evento de carga em tanque por meio da produção (interface P) e de descarga por meio de poliduto (interface Y). Quando se analisa os perfis dos tanques, em muitos momentos, os tempos de homologação são imperceptíveis, pois são confundidos com estado de espera do tanque. Quando ocorrem sozinhos podem ser observados na resposta gráfica de perfil do estoque (em destaque na figura).
Figura 8. Perfil de Estoque (Tanque T1_C5) - Tempo de Homolgação. Os perfis de movimentação apresentados em Fig.9-11 são
respostas obtidas a partir dos dados do caso 1 da Tabela I. A Fig. 9 mostra o perfil da operação de produção contínua quebrada em bateladas. Cada uma das retas representa uma batelada de produto que é movimentada da produção para algum tanque da refinaria. Neste caso quatro tanques diferentes (T1_C1, T2_C1, T3_C1 e T4_C1) são utilizados para receber o produto por meio da produção (interface P). Como a produção é contínua, observa-se que as retas estão dispostas de forma sequenciada sem interrupções (uma após a outra). Os comprimentos das retas são diferentes, pois cada batelada movimenta determinado volume. As cores indicam bateladas que ocorrem em tanques diferentes, sendo que cada reta representa uma batelada interna, movimentação de carga em tanque oriunda da produção.
Figura 9. Perfil da Operação de Produção (Caso 1 - Interface P).

A Fig. 10 mostra o perfil das operações de envio para poliduto. Assim como na Fig. 9, o gráfico apresenta um conjunto de retas sequenciadas com diferentes comprimentos. Cada uma destas retas representa uma batelada de produto que é movimentada de algum tanque para o poliduto de saída da refinaria. Como as operações para poliduto são descontínuas as retas estão dispostas de forma sequenciada, mas espaçadas temporalmente. No entanto, agora, as movimentações tratam de bateladas que ocorrem dos tanques para fora da refinaria. Ou seja, as bateladas internas que no exemplo anterior significam tarefa de carga em tanque, agora representam descarga de produto. Cada uma das operações de envio (Op´s) deve ocorrer no tempo definido, isso significa que exatamente nestes períodos deve existir tanque, que contenha o produto em questão, e esteja disponível para fazer o envio. É importante lembrar que os tanques (T1_C1, T2_C1, T3_C1 e T4_C1) são os mesmos que recebem da produção (Fig. 11). Eles estão enviando para o poliduto nos períodos destacados, mas em outros momentos do H estes mesmos tanques encontram-se fazendo carga/descarga com outras interfaces ou em estado de espera.
Figura 10. Perfil das Operações de Envio para Poliduto (Caso 1 - Interface Y). A Fig. 11 mostra uma situação onde o modelo sugere a
quebra de uma operação de saída em duas bateladas de descarga que ocorrem em dois tanques distintos (análogo ao que ilustra a Fig. 9). No caso trata-se do envio feito na operação (Op1) que é dividido por dois tanques (T3_C1, T2_C1, respectivamente).
Figura 11. Quebra da Operação Op1 em Bateledas (Caso 1 - Interface Y).
B. Determinação do Scheduling em Tanques (Perfis de Estoques) As Fig. 12-15 ilustram o comportamento dinâmico dos
tanques da refinaria R1 durante o H do mês M1 (caso 1 da Tabela I). A estrutura deste cenário é composta por quatro tanques (T1_C1, T2_C1, T3_C1 e T4_C1), cada um com estoques iniciais previamente armazenados de produto PD1. A evolução de estoque nos tanques (resultado da aplicação do modelo PLIM ao cenário) é apresentada nas Fig. 12-15. Cada uma delas mostra como ocorre a evolução temporal do perfil de estoque em cada tanque. As operações de carga e descarga da refinaria para o respectivo produto consistem em recebimento por meio da produção e envio por meio de poliduto (interfaces P-Y). Os tanques T1_C1 e T4_C1 não foram muito exigidos durante o período de análise. Em T1_C1 ocorreram dois eventos de carga e descarga de produto, enquanto em T4_C1 isso ocorreu apenas uma vez. Por outro lado, o resultado do scheduling apontou para uma maior exigência de T2_C1 e T3_C1. O primeiro inicia com o estoque próximo da capacidade máxima e após o H termina nesta condição, estando pouco tempo ocioso (tanque vazio). O segundo, em determinado momento, atinge a capacidade máxima de estoque, contudo, após ocorrer os eventos de carga e descarga de produto, apresentou um longo tempo de ociosidade.
Figura 12. Perfil de Estoque (Caso 1 - Tanque T1_C1).
Figura 13. Perfil de Estoque (Caso 1 - Tanque T2_C1).

Figura 14. Perfil de Estoque (Caso 1 - Tanque T3_C1).
Figura 15. Perfil de Estoque (Caso 1 - Tanque T4_C1).
A Fig. 16 mostra o comportamento dinâmico de seis tanques, referente ao cenário dos casos 4 e 5 da Tabela I, por meio de uma carta de GANTT. Esta figura representa o resultado do scheduling em tanques da refinaria, que neste cenário movimenta dois produtos (PD3 e PD4) recebendo da produção e enviando por poliduto (interfaces P-Y) no H de um mês (30 dias). Cabe destacar que as movimentações do tanque T1_C5 apresentadas na carta correspondem ao perfil de estoque mostrado na Fig. 8.
Figura 16. Carta de GANTT da Tancagem para a Refinaria R1 (Casos 4 e 5).
C. Análise dos Resultados Computacionais (Dimensões dos Problemas Abordados) A Tabela IV mostra os resultados quantitativos do modelo
PLIM aplicado aos cenários. Para cada caso de estudo são apresentados os valores da função objetivo (FO), tempo computacional (TC) em segundos, a dimensão do modelo gerado (número de restrições RTs, total de variáveis envolvidas TVs e, destas, a quantidade de variáveis binárias VBs).
Os resultados convergem para a solução ótima global (FO=0,0000) em quase todos os cenários. Isso indica que os tempos de início e de fim das operações de recebimento e envio e a estrutura física dos tanques foram respeitadas, sem violações. Os cenários dos casos 2 e 4 não atingem a solução ótima, atingem a melhor solução encontrada em 120,00s e 601,76s respectivamente, sendo que após esse tempo a solução não evolui mais. Contudo o valor de FO é muito baixo e aponta para violações mínimas dos tempos (OpVioMin e OpVioMax). Estas violações refletem uma resposta de não atendimento aos tempos do scheduler dos polidutos, mas não descumpre as regras operacionais dos tanques, sendo uma tancagem sugerida válida.
Os tempos computacionais na ordem de segundos a minutos foram satisfatórios, uma vez que os problemas são referentes ao scheduling em tanques para um H mensal. Para os casos 1, 5 e 7 obteve-se solução em poucos segundos. Os três casos tratam movimentações por meio de duas interfaces, tendo destaque neste quesito o caso 7 que trata de produção e demanda contínua e conseguiu obter a solução ótima quase instantaneamente.
Quando se observa o número de restrições (RTs), total de variáveis (TVs) e variáveis binárias (VBs) é possível constatar o tamanho dos modelos tratados. Mesmo os casos onde os modelos apresentam menor dimensão possuem significativos números de restrições e de variáveis. Destaque para os casos 3 e 6 com 11060 e 9980 restrições, respectivamente. Nestes casos resolvem-se cenários que movimentam por meio de três interfaces (Tabela I). Ainda existem os casos 1 e 5 que, dos casos que tratam de duas interfaces, são os de maior movimentação de produto (Tabela I).
Com o objetivo de testar o modelo PLIM para cenários maiores foram realizados testes com cenários que possuem maior carga total de movimentação. Os dados dos cenários da Tabela V também surgem a partir da resposta obtida com a aplicação do modelo de [5] e, se comparados aos da Tabela I, mostram situações onde existe maior volume de recebimento e de escoamento da refinaria, maior número de tanques alocados inicialmente para o produto e maior diversificação na utilização das interfaces.
A Tabela VI mostra os resultados quantitativos do modelo PLIM aplicado aos cenários de maior porte. Os resultados apontam para a solução ótima global em todos os casos. No entanto, observa-se significativo aumento do tempo computacional para encontrar as soluções a partir do aumento da ordem de grandeza dos dados de entrada do modelo. Os tempos computacionais que, nos cenários da Tabela I, eram na ordem de segundos a minutos agora se apresentam na ordem

de horas. O modelo ainda é, contudo, aplicável, pois se tratam de programações (H) mensais das refinarias.
TABELA IV. RESULTADOS QUANTITATIVOS DO MODELO PLIM.
CASO FO TC (S) RTS TVS VBS
1 0,00000 7,78 11688 4921 1620 2 0,00100 120,00 3684 1741 450 3 0,00000 798,66 11060 4681 1500 4 0,00002 601,76 4404 2041 540 5 0,00000 60,29 11872 5041 1560 6 0,00000 1139,81 9980 4261 1350 7 0,00000 0,14 2244 1141 270
TABELA V. CENÁRIOS DE MOVIMENTAÇÕES POR PRODUTO –
PROBLEMAS COM MAIORES DIMENSÕES.
CASO CENÁRIOS RECURSOS INTERFACE TOTAL ENTRADA
(M3) SAIDA
(M3) 8 R2 - M1 - PD1 9 TANQUES P-X-D 671860 688320 9 R2 - M1- PD4 4 TANQUES P-X-D-Y 196380 242780 10 R3 - M1 - PD4 6 TANQUES P-D-Y 367920 347289 11 R4 - M1 - PD4 6 TANQUES P-D-Y 323280 311097 Os casos 8, 9, 10 e 11 apresentam elevado número de
restrições e variáveis que surgem com o aumento do número de tanques e também com a diversificação das interfaces. Vale lembrar que fazer o uso das interfaces X e Y (polidutos) implica aumento do número de operações, que assim como no caso do aumento dos tanques, reflete maior número de variáveis e restrições. O caso 9, por exemplo, apesar de possuir um menor valor de volume movimentado, possui um cenário com movimentações contínuas e descontínuas por meio dos quatro tipos de interfaces (P-X-D-Y). O ponto focal destes testes é que mesmo com o estresse computacional imposto, o modelo PLIM apresentou desempenho satisfatório encontrando solução ótima global para um problema de grande porte.
TABELA VI. RESULTADOS QUANTITATIVOS DO MODELO PLIM –
PROBLEMAS COM MAIORES DIMENSÕES.
CASO FO TC RTS TVS VBS 8 0,00000 57M01S 16812 6901 2430 9 0,00000 3H13M45S 16460 6781 2250 10 0,00000 5H04M20S 21584 8641 3120 11 0,00000 9H04M54S 21768 8761 3060
Produtos muito movimentados (e.g., Tabela V), significam problema para operacionalizar as movimentações dentro da refinaria. Um montante muito grande do produto representa grande volume que deve ser movimentado, traduzindo em mais produção, demanda e operações de polidutos para gerenciar. Isso pode exigir muitas quebras de movimentações internas da refinaria (carga/descarga em tanque), o que é um fator complicador para o modelo, conforme indicado na Tabela VI. Contudo, para melhorar o desempenho computacional destes cenários são necessários aprimoramentos da modelagem. Essas alterações consistem em modificações estruturais da formulação, como inclusão de restrições, ou mudanças nas premissas do modelo, reavaliando políticas operacionais, por exemplo. Tais melhorias fazem
parte do planejamento de desenvolvimento futuro do modelo PLIM proposto no presente trabalho.
VI. CONCLUSÃO
A modelagem neste trabalho trata cenários baseados em
dados reais. Sendo assim, o desenvolvimento do modelo PLIM apresentado foi pautado pela busca em atender os cenários reais da rede de polidutos em conjunto com os dados de produção e demanda da refinaria. Além disso o foco é buscar uma solução integrada que, baseada em informações do scheduler dos polidutos, permita gerar o scheduling em tanques.
Considerações relacionadas à aplicação da PM também podem ser observadas. Com a aplicação de modelos matemáticos as relações entre o scheduler dos polidutos e o scheduler dos tanques ficam explicitadas. Com o modelo PLIM aqui proposto a tancagem, antes considerada agregada, agora passa a ser individual. Com isso é possível saber as cargas e descargas em cada tanque, seus tempos, volumes, origens e destinos. Caso não existisse o modelo de scheduling em tanques seria inviável a aplicação dos valores de TE do scheduler dos polidutos dentro das rotas na refinaria. Antes supunha-se que as movimentações entre refinarias eram operacionalmente factíveis, agora é possível saber se de fato o são.
As atividades de sequenciar e temporizar tarefas respeitando restrições físicas e operacionais são inerentes à aplicação de PM. No problema abordado neste trabalho, para encontrar a melhor solução, é necessário analisar um grande número de possibilidades. Neste contexto, percebeu-se que a PM é uma técnica adequada para encontrar a melhor resposta e de forma determinística. Tal robustez e eficiência são imprescindíveis nas aplicações industriais, em especial às relacionadas a TE de uma companhia de petróleo.
Futuramente a tancagem encontrada pelo modelo pode ser validada na planta produtiva. Sabe-se que toda a movimentação de TE na refinaria faz uso de rotas (caminhos) formadas por segmentos de dutos, válvulas entre outros equipamentos. Essas rotas entre origem-tanque ou tanque-destino, quando ocupadas, não podem ser compartilhadas, tratando-se de um gargalo operacional na planta. Deste modo duas condições que devem ser testadas futuramente são: a demanda descontínua ocorrendo de acordo com o pedido do cliente e a minimização das operações de carga e descarga em tanque. A primeira medida depende da obtenção de dados mais refinados do cenário e pretende, além de permitir a diminuição de conflitos (não ocupar a mesma rota durante todo o H), gerar folgas de rotas para contribuir com a factibilidade operacional. Por sua vez, a minimização dos eventos de carga/descarga nos tanques (se obtido), contribui para um menor número de movimentações, com isso pode ocorrer diminuição do uso de rotas e menor possibilidade de conflitos. Mas essa minimização é bastante rigorosa para o modelo e necessita que o scheduling em tanques (resposta do modelo PLIM) seja verificado por meio da operacionalização das movimentações na planta produtiva para mostrar-se

vantajosa. Por fim são listados quatro trabalhos futuros que surgem a partir da contribuição deste artigo. A saber: Troca de produto nos tanques: considerar que o tanque é dedicado por produto é razoável, pois na prática a troca de produtos em tanque não é uma operação comum de dia-a-dia. Mesmo assim, pensar nesta hipótese é uma forma de encontrar um modelo que alivie a questão de ociosidade e tanque vazio após descarga.
Discretização dos tanques: pode existir capacidade agregada sobrando, mesmo em momentos que ocorrem situações críticas. Tanques com grande capacidade podem ser alocados para produtos menos movimentados, não utilizando o limite físico de armazenagem. Nestes casos considerar a discretização dos tanques, ou seja, dividi-los em tanques menores pode permitir análises mais detalhadas.
Restrições de tempo para o scheduler dos polidutos: uma abordagem possível é propor que o scheduler dos tanques possa influenciar tempos notadamente infactíveis das operações descontínuas. Assim, ao invés de obedecer, ele envia ordens para a rede de polidutos em uma inversão de papéis. Isso implica uma mudança de formulação, os tempos de início e fim das operações dos polidutos passariam de parâmetros a variáveis, criando restrições temporais. O scheduler de polidutos deveria buscar soluções a partir destes tempos pré-fixados e com isso adequar melhor os valores das movimentações que entram e que saem da refinaria.
AGRADECIMENTOS
Este trabalho recebeu o apoio financeiro da ANP/FINEP
(PRH-ANP/FINEP, PRH10/UTFPR), PFRH-PETROBRAS (Convênio 6000.0067933.11.4), CENPES-PETROBRAS (TC 0050.0049573.09.9) e CNPq (grants 304037/2010-9, 311877/2009-5 e 305405/2012-8).
REFERÊNCIAS [1] M. Joly, “Refinery Production Planning and Scheduling: The Refining
Core Business,” Brazilian Journal of Chemical Engineering, vol. 29, n. 2, pp. 371-384, 2012.
[2] F. A. P. Pinto, L. G. M. Leite e G. C. a. A. M. F. Barroso, “Algorithms Scheduling with Migration Strategies for Reducing Fragmentation in Distributed Systems,” IEEE Latin America Transactions, vol. 13, n. 3, pp. 762-768, 2015.
[3] L. Magatão, L. V. R. Arruda e F. Neves-Jr, “Um modelo híbrido (CLP-MILP) para scheduling de operações em polidutos,” Pesquisa Operacional, vol. 28, n. 3, pp. 511-543, 2008.
[4] M. P. S. Kreipl, “Planning and Scheduling in Supply Chains: An Overview of Issues in Pratice,” Production and Operations Management, vol. 13, n. 1, pp. 77-92, 2004.
[5] S. N. Boschetto, L. Magatão, W. M. Brondani, F. Neves-Jr, L. V. R. Arruda, A. P. F. D. Barbosa-Póvoa e S. Relvas, “An Operational Scheduling Model to Product Distribution through a Pipeline Network,” Industrial and Engineering Chemistry Research, vol. 49, pp. 5661-5682, 2010.
[6] E. Souza-Filho, V. Alves e V. Ferreira-Filho, “Utilização de Técnicas de Pesquisa Operacional em Problemas de distribuição Dutoviária: Uma Revisão,” em Anais do XXXVIII SBPO, 2006.
[7] M. V. O. Magalhaes, L. F. L. Moro, P. Smania, M. K. Hassimoto, J. M. Pinto, Abadia e G. J. Sipp, “A Solution for Refinery Scheduling,” em NPRA Computer Conference, San Antonio, EUA, 1999.
[8] G. V. Reklaitis, “Overview of Scheduling and Planning of Batch Process Operations,” em Proceedings of the Nato Advanced Study Institute on Batch Processing Sustems, Antalya, Turkey, 1992.
[9] M. Goldbarg e H. Luna, Otimização Combinatória e Programação Linear, Rio de Janeiro, Brasil: Campus 2a Ed., 2005.
[10] S. N. B. Magatão, L. Magatão, H. L. Polli, F. Neves-Jr, L. V. R. Arruda, S. Relvas e A. P. F. D. Barbosa-Póvoa, “Planning and Sequencing Product Distribution in a Real-World Pipeline Network: An MILP Decomposition Approach,” Ind. Eng. Chem. Res., vol. 51, pp. 4591-4609, 2012.
[11] L. Magatão, F. Neves-Jr e L. V. R. Arruda, “A Combined CLP-MILP Approach for Scheduling Commodities in a Pipeline,” Journal of Scheduling, pp. 1-31, 2011.
[12] T. M. T. Lopes, “O Problema de Planejamento e Agendamento de Operações em uma Rede de Polidutos,” Universidade Estadual de Campinas - Instituto de Computação, Campinas, SP, Brasil, 2010.
[13] A. O. Barboza, “Simulação e Técnicas da Computação Evolucionária Aplicadas a Probelmas de Programação Linear Inteira Mista,” Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Elétrica e Informática Industrial, Curitiba, PR, Brasil, 2005.
[14] S. L. Stebel, “Técnicas de Otimização Aplicadas em Problemas de Scheduling dos Recursos de Estocagem,” Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Elétrica e Informática Industrial, Curitiba, PR, Brasil, 2006.
[15] Q. Guo, Q. Li, R. Ding e M. a. W. X. Li, “Production Scheduling Modeling of Oil Refinery Considering Crude Oil Switch Transition,” em Proceedings of the IEEE International Conference on Automation and Logistics, Qingdao, China, 2008.
[16] N. Wu e L. a. Z. M. Bai, “Linear Programming-Based Approach to Scheduling of Crude Oil Operations in Refinery with Oil Type Mixing Requirement,” em 2014 IEEE International Conference on Automation Science and Engineering, Taipei, Taiwan, 2014.
[17] M. Li, Q. Li, Q. Guo e R. a. X. T. Ding, “Scheduling Optimization of Refinery Operations Based on Production Continuity,” em Proceedings of the IEEE International Conference Automation and Logistics, Shenyang, China, 2009.
[18] S. Mouret, “Optimal Scheduling of Refinery Crude-Oil Operations,” Carnegie Mellon University, Pittsburgh, Pensylvania, 2010.
[19] H. P. Williams, Model Building in Mathematical Programming, England: John Wiley ans Sons Ltd., 1999.
[20] L. F. L. Moro, “Desenvolvimento de Modelos para Planejamento e Programação de Produção em Refinarias de Petróleo,” São Paulo, Brasil, 2000.
[21] C. A. Mendez, J. Cerda, I. E. Grossmann, I. Harjunkoski e M. Fahl, “State-of-the-art Review of Optimization Methods for Short-term Scheduling of Batch Process,” Computers and Chemical Engineering, vol. 30, n. 6, pp. 913-946, 2006.
[22] L. C. Felizari, “Programação das Operações de Transporte de Derivados de Petróleo em Redes de Dutos,” Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Elétrica e Informática Industrial , Curitiba, PR, Brasil, 2009.

Guilherme Alceu Schneider possui graduação em Engenharia Industrial Elétrica com ênfase em Eletrônica e Telecomunicações pela Universidade Tecnológica Federal do Paraná (2002) e mestrado em Engenharia Elétrica e Informática Industrial pela Universidade Tecnológica Federal do Paraná (2005). Atualmente é professor efetivo do Departamento de Eletrônica na Universidade Tecnológica
Federal do Paraná (UTFPR / DAELN). Tem experiência na área de Engenharia Elétrica, com ênfase em Processamento de Sinais, Automação, Controle e Pesquisa Operacional, atuando principalmente nos seguintes temas: problemas de scheduling, sistemas de controle e supervisão e processamento de sinais.
Flávio Neves Junior possui graduação em Engenharia Elétrica pela Universidade Tecnológica Federal do Paraná (1987), mestrado em Engenharia Elétrica e Informática Industrial pela Universidade Tecnológica Federal do Paraná (1989) e doutorado em Automação - Universite de Toulouse III (Paul Sabatier) (1998) [LAAS/CNRS]. Atualmente é professor associado da Universidade Tecnológica Federal do
Paraná. Tem experiência na área de Engenharia Elétrica, com ênfase em Automação Eletrônica de Processos Elétricos e Industriais, atuando principalmente nos seguintes temas: automação industrial, hardware e software, scheduling, otimização.
Leandro Magatão possui graduação em Engenharia Industrial Elétrica Ênfase em Eletrônica e Telecomunicações pela Universidade Tecnológica Federal do Paraná (UTFPR), concluída em 1998. Realizou mestrado e doutorado no Programa de Pós-Graduação em Engenharia Elétrica e Informática Industrial (CPGEI) da UTFPR, obtendo títulos em 2001 e 2005. Atualmente é professor associado da
UTFPR. Ministra disciplinas na área de Pesquisa Operacional. Suas linhas de pesquisa envolvem abordagens baseadas em Programação Linear Inteira Mista, Programação Lógica por Restrições (Constraint Logic Programming) e integração entre técnicas de otimização combinatória.
Lúcia Valéria Ramos de Arruda possui graduação em ENGENHARIA ELETRICA pela Universidade Federal do Ceará (1985), mestrado em Engenharia Elétrica pela Faculdade de Engenharia Elétrica e de Computação da Universidade Estadual de Campinas - UNICAMP (1988) e doutorado em Automatique et Traitement des Signaux - Universite de Nice Sophia Antipolis - FRANÇA (1992).
Atualmente é professor titular da Universidade Tecnológica Federal do Paraná. Tem experiência na área de Engenharia Elétrica, com ênfase em Automação e Controle, Otimização de Sistemas e Inteligencia Computacional, atuando principalmente nos seguintes temas: identificação, modelos de planejamento e scheduling, sistemas de apoio a decisão, sistemas inteligentes, controle de processos e metaheurísticas com aplicações na indústria de petróleo e gás, energia elétrica e industria de processos.