a new approach to determining product selectivity in gas oil cracking using a four-lump kinetic...
TRANSCRIPT

A New Approach to Determining Product Selectivity inGas Oil Cracking Using a Four-Lump Kinetic Model
Siauw Ng,*,† Jinsheng Wang,‡ Yuxia Zhu,† Ligang Zheng,‡ Fuchen Ding,§Liying Yang,| and Sok Yui⊥
National Centre for Upgrading Technology, 1 Oil Patch Drive, Suite A202,Devon, Alberta, Canada T9G 1A8, CANMET Energy Technology Centre, 1 Haanel Drive,
Nepean, Ontario, Canada K1A 1M1, Beijing Institute of Petrochemical Technology,Daxing, Beijing, China 102600, Centre for Chemical Engineering, Beijing Institute of
Clothing Technology, Beijing, China 100029, and Syncrude Research Centre,9421-17Avenue, Edmonton, Alberta, Canada T6N 1H4
Received July 17, 2001. Revised Manuscript Received December 15, 2001
A simplified four-lump model for fluid catalytic cracking (FCC) as reported in the literaturehas been examined. The model, which relates the coke yield to other yields, is important to FCCoperation but requires intensive data analyses. In this article, a new methodology that can validatethe model and substantially simplify the data treatments is proposed. The method is applicableto both steady-state FCC riser cracking and unsteady-state microactivity tests (MAT). An explicitexpression, derived for the coke yield as a function of conversion, is shown to describe the reporteddata well. The method is independent of the catalyst decay function and the reaction order ofgas oil cracking. This enables the model to be applicable to many systems, even noncatalyticpyrolysis. A case study of the model, which uses the proposed method, suggests that for a givenfeed-catalyst system the relative rates of coke formation from either gasoline or gas oil may bethe same for different reactors.
1. Introduction
Fluid catalytic cracking (FCC) converts heavy oil intovaluable gasoline, with light gas and coke producedconcurrently as byproducts. In a commercial FCC unit(FCCU), coke deposited on the catalyst is burnt off inthe regenerator to provide heat for vaporizing andcracking the heavy feed in the riser reactor. Theexothermic coke burning, the endothermic feed preheat,vaporization, and reactions keep FCC operation in heatbalance. Excessive coke yield can upset the heat balancecausing adverse effects on FCCU functionality, loweringthe catalyst activity, and favoring the production of low-value products such as dry gas. Therefore, the predictionof coke yield is essential in optimizing the FCC unit’sdesign and operation.
An empirical correlation was proposed by Voorhies1
for coke formation in fixed-bed cracking:
This equation is of limited use as it does not relate thecoke yield to other product yields (i.e., it does not bringforth useful information about the catalytic crackingselectivity). As well, the relationship obtained from a
fixed-bed unit may not be applicable to reactors of othertypes.
Weekman2 and Weekman and Nace3 proposed asimple three-lump model, followed by a more compli-cated version by Wojciechowski.4 In principle, theylumped the reactant and all products into three: the feed(gas oil), the gasoline, and the light gas (C1-C4 hydro-carbons) plus coke. These models led to a relationshipbetween the gasoline yield and the gas oil conversion.However, because light gas and coke are taken as onelump, the coke yield cannot be determined separately.Since these studies, more complex kinetic models for theFCC process have been developed. These include: thefour-lump models by Yen et al.5 and Lee et al.;6 the five-lump model by Larocca et al.,7 Corella and Frances,8and Maya and Lopez;9 the six-lump model by Takatsukaet al.;10 and the ten-lump model by Jacob et al.11 In thepresent study, we concentrated on the four-lump modelproposed by Lee et al.6 due to its simplicity and inclusion
* To whom correspondence should be addressed. E-mail: [email protected]. Fax: 1-780-987-5349.
† National Centre for Upgrading Technology.‡ CANMET Energy Technology Centre.§ Beijing Institute of Petrochemical Technology.| Centre for Chemical Engineering.⊥ Syncrude Research Centre.(1) Voorhies, A. Ind. Eng. Chem. 1945, 37, 318-322.
(2) Weekman, V. W. Ind. Eng. Chem. Proc. Des. Dev. 1968, 7, 90-95.
(3) Weekman, V. W.; Nace, D. M. AIChE J. 1970, 16, 397.(4) Wojciechowski, B. W. Can. J. Chem. Eng. 1968, 46, 48.(5) Yen, L. C.; Wrench, R. E.; Ong, A. S. Oil Gas J. 1988, 86(2),
67-70.(6) Lee, L. S.; Chen, Y. W.; Huang, T. N.; Pan, W. Y. Can. J. Chem.
Eng. 1989, 67, 615-618.(7) Larocca, M.; Ng, S.; de Lasa, H. Ind. Eng. Chem. Res. 1990, 29,
171-180.(8) Corella, J.; Frances, E. ACS Symp. Ser. 1991, 452, 165-182.(9) Maya, Y. R.; Lopez, I. F. Av. Ing. Quim. 1993, 14, 39-43.(10) Takatsuka, T.; Sato, S.; Morimoto, Y.; Hashimoto, H. Int. Chem.
Eng. 1987, 27, 107-116.(11) Jacob, S. M.; Gross, B.; Voltz, S. E.; Weekman, V. W. AIChE J.
1976, 22, 701-713.
Cf ) Atcn (1)
593Energy & Fuels 2002, 16, 593-600
10.1021/ef0101762 CCC: $22.00 © 2002 American Chemical SocietyPublished on Web 03/19/2002

of coke as a separate product. This model was recentlystudied by Ancheyta-Juarez and Murillo-Hernandez,12
who proposed a method to estimate kinetic parametersin nonlinear differential equations associated with themodel without numerical computation. They expressedproduct yields as polynomial functions of on-streamtime. In this work, we take a different approach thatnot only simplifies data analyses, but also allowsvalidation and application of the model to both steady-and unsteady-state experiments, including microactivitytests (MAT).
2. Summary of the Simplified Four-LumpKinetic Model
Figure 1 illustrates the four-lump model for reactionsin a riser, as proposed by Lee et al.6 This model, referredto “the simplified model” (as opposed to the comprehen-sive one proposed by Yen et al.5), can be mathematicallyexpressed as
where k1 ) k12 + k13 + k14 and k2 ) k23 + k24.The parameters tv and Φ in eqs 3-5 can be eliminated
through arrangements with eq 2:
These equations have the following boundary condi-tions: when y1 ) 1 (conversion ) 1 - y1 ) 0), y2 ) y3 )y4 ) 0.
The gas oil conversion (1 - y1) can be obtained bycombining eqs 2 and 6, followed by integration:
Solution of eq 7 gives the gasoline yield y2 in terms ofy1:
where r12 ) k12/k1, r2 ) k2/k1, and Ein(x) )∫-∞
x (1/x)exp(x) dxIn a case study, Lee et al.6 utilized the experimental
catalytic cracking data at three temperatures (482, 549,and 616 °C) and two catalyst-to-oil ratios (3 and 4) fromWang.13 They calculated the catalyst decay parametersand the rate constants at each temperature, and thefrequency factors and the activation energies in theArrhenius equation for each reaction in the four-lumpmodel.
3. New Methodology
In this study, a comprehensive examination wasperformed on the simplified model with a new approachto making the model suitable for more general applica-tions. It should be noted that the study emphasized theproduct selectivity at a given conversion rather than atgiven test conditions that determine the conversion andthe product selectivity. One can still pursue estimationof conversion by making use of eq 10, or the equivalent,if the catalyst does not follow the exponential decayfunction as described by eq 6. A new methodology wasproposed for the following purposes.
3.1. For Validating the Model. The four-lumpmodel was developed based on a number of assumptionswhich may not be applicable to all systems. The validityof the model should be checked against experimentaldata prior to the laborious computations. The followingsimple graphical method is thus proposed for thispurpose.
From eq 7 we obtain
Substituting y2/y12 into eq 9 yields
(12) Ancheyta-Juarez, J.; Murillo-Hernandez, J. A. Energy Fuels2000, 14, 373-379.
(13) Wang, I. High-Temperature Catalytic Cracking. Ph.D. Dis-sertation, Fuels Engineering Department, University of Utah, SaltLake City, UT, 1974.
Figure 1. A simplified four-lump kinetic model for crackingof gas oils.
dy1
dtv) - (k12 + k13 + k14)Φy1
2 ) -k1Φy12 (2)
dy2
dtv) k12Φy1
2 - (k23 + k24)Φy2 ) k12Φy12 - k2Φy2
(3)
dy3
dtv) k13Φy1
2 + k23Φy2 (4)
dy4
dtv) k14Φy1
2 + k24Φy2 (5)
Φ ) exp(-Rtc) (6)
dy2
dy1) -
k12
k1+
k2
k1
y2
y12
(7)
dy3
dy1) -
k13
k1-
k23
k1
y2
y12
(8)
dy4
dy1) -
k14
k1-
k24
k1
y2
y12
(9)
y1 )Rtc
Rtc + k1tv[1 - exp(-Rtc)](10)
y2 ) r12r2 exp(-r2/y1)[1r2
exp(r2) -y1
r2exp(r2/y1) -
Ein(r2) + Ein(r2/y1)] (11)
y2
y12
)k1
k2(dy2
dy1+
k12
k1) (12)
594 Energy & Fuels, Vol. 16, No. 3, 2002 Ng et al.

where dε ) -dy1 is derived from ε ) 1 - y1, whichrepresents the gas oil conversion. Rearrangment afterintegration of eq 13 with initial conditions (y4 ) y2 ) 0when ε ) 0) yields
The terms y4/ε and y2/ε represent the coke selectivityand the gasoline selectivity, respectively. Obviously, ifthe model holds, a plot of y4/ε versus y2/ε will yield astraight line, of which the intercept and the slope arek14/k1 + (k12k24/k1k2) and -k24/k2, respectively. This isthe most important finding in this article.
With the same mathematical manipulation, one mayalso derive an equation similar to eq 14 for y3/ε:
Thus, a plot of light gas selectivity versus gasolineselectivity will also show a linear correlation withintercept and slope as k13/k1 + (k12k23/k1k2)and -k23/k2,respectively. However, eqs 14 and 15 are not bothindependent as one can be derived from the other.
3.2. For Yield Prediction. Substituting y2 in eq 11into eq 14, followed by rearrangement, yields
In this equation, parameters r12 ) k12/k1 and r2 ) k2/k1can be obtained from regression analysis of a set ofexperimental data with eq 11, as described previously.Parameters r14 ) k14/k1 and r24 ) k24/k1 can also bedetermined, likewise, through eq 16 after substitutionof r12 and r2 with known values. In this study, r14 andr24 were readily obtained from the intercept and theslope in the linear plot of coke selectivity versus gasolineselectivity (such as in Figure 2):
The light gas yield can be calculated from the relation
3.3. For MAT Application. Equations 2-5 shouldalso be applicable to instantaneous yields of other plugflow reactors, in addition to risers. Among such reactors,a fixed-bed microactivity test (MAT) unit is of particularinterest due to its popular use as a primary tool forassessing the performance of FCC catalysts. Becausethe process is unsteady and the product is collected overa period of time, MAT results are, by nature, time-averaged yields for the unsteady-state system. There-fore, MAT yields and product distribution tend to bedifferent from those obtained from comparable riser
operations under steady-state conditions. Nevertheless,MAT testing is quite useful to provide relative activity,selectivity, and product quality information which, whenproperly interpreted, can accurately predict riserbehavior.14-16
Here, we show that our method is also applicable toMAT results. In MAT testing, the coke yield is oftendetermined by in situ regeneration of the spent catalystin the reactor. Thus, the coke yield includes the non-catalytic “feed coke”,17 which may form on the catalystsurface and reactor inner wall. The amount of “feedcoke” depends principally on the Conradson carboncontent (CCR) yc in the gas oil. To take the “feed coke”into consideration, eq 14 is expressed by
The terms (y4 - yc)/(ε - yc) and y2/(ε - yc) represent thecorrected coke selectivity and gasoline selectivity, re-spectively. The equivalent expression, including thetime-averaged yields, is thus
Thus, a plot of (yj4 - yc)/(εj - yc) versus yj2/(εj - yc) willyield a linear relationship, if the model holds. Theintercept and slope will be k14/k1 + (k12k24/k1k2) and-k24/k2, respectively. The equivalent expressions withthe time-averaged effect for eqs 11, 16, and 19 become
yj2 and yj4 are not given as a function of yj1. The equationsshould be applicable to both fluid-bed and fixed-bedMAT units.18
4. Results and Discussion
4.1. Validation of the Four-Lump Model. Experi-mental data at 549 °C from Wang13 were used to verify
(14) Moorehead, E. L.; McLean, J. B.; Cronkright, W. A. Microac-tivity Evaluation of FCC Catalysts in the Laboratory: Principles,Approaches and Applications. In Fluid Catalytic Cracking: Science andTechnology, Studies in Surface Science and Catalysis; Magee, J. S.,Mitchell, M. M., Jr., Eds.; Elsevier Science Publishers B. V.: New York,1993; Vol. 76, pp 223-255.
(15) Ng, S. H.; Briker, Y.; Zhu, Y.; Gentzis, T.; Ring, Z.; Fairbridge,C.; Ding, F.; Yui, S. Energy Fuels 2000, 14, 945-946.
(16) Ng, S.; Yang, H.; Wang, J.; Zhu, Y.; Fairbridge, C.; Yui, S.Energy Fuels 2001, 15, 783-785.
(17) Rawlence, D. J.; Gosling, K. Appl. Catal. 1988, 43, 213-237.(18) Nace, D. M.; Voltz, S. E.; Weekman, V. W. Ind. Eng. Chem.
Proc. Des. Dev. 1971, 10, 530-538.
dy4 ) (k14
k1+
k12k24
k1k2)dε -
k24
k2dy2 (13)
y4
ε) (k14
k1+
k12k24
k1k2) -
k24
k2
y2
ε(14)
y3
ε) (k13
k1+
k12k23
k1k2) -
k23
k2
y2
ε(15)
y4 ) r14 +r12r24
r2-
r12r24
r2exp(r2 - r2/y1) - r14y1 +
r12r24 exp(-r2/y1)[Ein(r2) - Ein(r2/y1)] (16)
Intercept ) k14/k1 + (k12k24/k1k2) ) r14 + (r12r24/r2)(17)
Slope ) -k24/k2 ) -r24/r2 (18)
y3 ) 1 - y1 - y2 - y4 (19)
y4 - yc
ε - yc) (k14
k1+
k12k24
k1k2) -
k24
k2
y2
ε - yc(20)
yj4 - yc
εj - yc) (k14
k1+
k12k24
k1k2) -
k24
k2
yj2
εj - yc(21)
yj2 ) ∫0
tc r12r2 exp(-r2/y1)[1r2
exp(r2) -y1
r2exp(r2/y1) -
Ein(r2) + Ein(r2/y1)] dt/tc (22)
yj4 ) ∫0
tc{r14 +r12r24
r2-
r12r24
r2exp(r2 - r2/y1) -
r14y1 + r12r24 exp(-r2/y1)[Ein(r2) - Ein(r2/y1)]} dt/tc
(23)
yj3 ) 1 - yj1 - yj2 - yj4 (24)
Product Selectivity in Gas Oil Cracking Energy & Fuels, Vol. 16, No. 3, 2002 595

the validity of the model. Figure 2 shows a linearrelationship between y4/ε and y2/ε with an intercept0.2822 and a slope -0.2961. These data were used forsubsequent analyses. Figure 2 also includes a linear plotof light gas selectivity against gasoline selectivity.
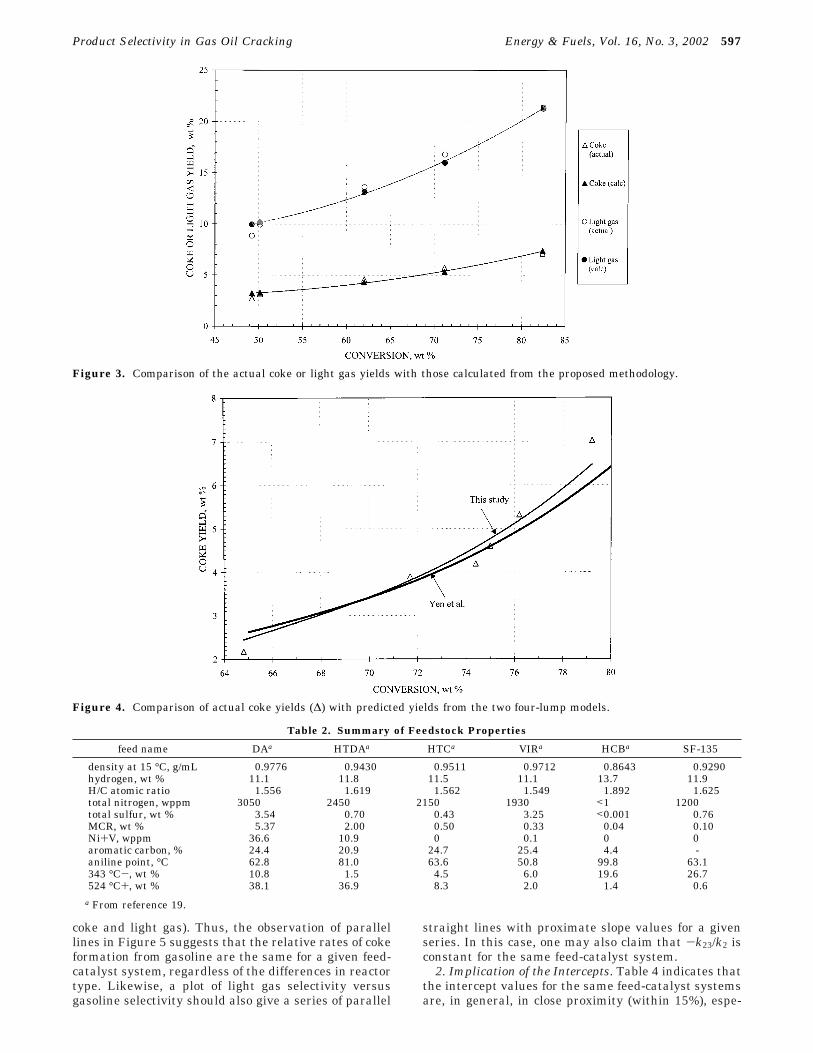
4.2. Estimation of Product Yields. When substi-tuting into eqs 17 and 18 the known intercept and slopefrom Figure 2, along with r12 ) k12/k1 ) 0.751 and r2 )k2/k1 ) 0.041 (as calculated from the rate constantsreported by Lee et al.6), we obtain 0.060 and 0.012 forr14 and r24, respectively. Table 1 gives a comparisonbetween our results and those from Lee et al.6 They arereasonably close. Accordingly, the coke yield at a givenconversion (ε ) 1 - y1) can be directly estimated fromeq 16 without numerically solving the differential eq 9and curve fitting for the coke yield. The light gas yieldwas calculated from eq 19 with known values of y1, y2,and y4. Figure 3 shows the calculated coke and light gasyields, which are in good agreement with the actualyields.
4.3. Comparison of Data Fittings between theTwo Four-Lump Models. The more comprehensivefour-lump model proposed by Yen et al.5 differs fromthe simplified one in that the coke formation from thelight gas is considered with a rate constant k34. Theresultant expression for coke yield contains six rateconstants and is quite complex. If k34, presumably small,is neglected, the computation can be greatly simpified.Fitting eq 16 to the coke yield data used by Yen et al.5in their model enables a comparison of data fittingsbetween the two models. Figure 4 shows that the twomodels give close results. Compared with known ex-perimental values, the comprehensive and the simplifiedmodels give residual squares ∑ δ2 of 1.55 and 0.57,
respectively. Unfortunately, other yields, which shouldbe utilized for a more complete study to confirm thevalidity of the present model, were not reported.
4.4. Application to MAT and Riser Studies. Bothfluid-bed and fixed-bed results from catalytic crackingof five gas oils in a MAT unit are demonstrated. Theseare the oil sands-derived vacuum gas oils (VGOs),including a deasphalted oil VGO (DA) and its hy-drotreated product (HTDA), a hydrotreated coker VGO(HTC), a virgin VGO (VIR), and a hydrocracker bottomsVGO (HCB). They were cracked at 510 °C and 30 s oilinjection time with an equilibrium catalyst EngelhardDimension 60, in a MAT unit consisting of both fluid-bed and fixed-bed reactors. Feed properties are sum-marized in Table 2. Detailed feed analyses and MATprocedures can be found elsewhere.15,16,19,20 Table 3 givesthe MAT data and the results from a pilot plant study19
using the same feeds and catalyst at temperatures of490-525 °C. Figure 5 shows the linear correlationbetween coke selectivity and gasoline selectivity for bothMAT results (CCR-corrected) and the riser result (noCCR correction). The slopes, intercepts, and the coef-ficients of determination R2 for various feed-reactorsystems are given in Table 4.
1. Implication of the Slopes. A visual inspection inFigure 5 supported by the slope values in Table 4indicates that for a given feed-catalyst system thestraight lines are mostly parallel to each other, keepingin mind that in the riser study (1) there are only threedata points for each feed and (2) the gasoline fractionwas obtained from two distillation units: true boilingpoint (ASTM D2892) and vacuum (ASTM D1160) units(MAT gasoline yield was calculated based on simulateddistillation ASTM D2887 and the total liquid productyield). This is an interesting observation. Note that,physically, the slope (-k24/k2 ) -k24/(k23 + k24)) of eachline represents the rate of coke formation from gasoline,relative to the gasoline overall cracking rate (to form
(19) Yui, S.; Matsumoto, N.; Sasaki, Y. Oil Gas J. 1998, 96(3),43-51.
(20) Ng, S. H. Energy Fuels 1995, 9, 216-224.
Figure 2. Linear relationship between coke or light gas selectivity and gasoline selectivity at 549 °C based on experimental datafrom Wang.13
Table 1. Equation Parameters at 549 °C
parameterthis study, usingdata from Wang13
calculated from rateconstants reported by
Lee et al.6
r12 0.751r14 0.060 0.063r2 0.041r24 0.012 0.008
596 Energy & Fuels, Vol. 16, No. 3, 2002 Ng et al.
coke and light gas). Thus, the observation of parallellines in Figure 5 suggests that the relative rates of cokeformation from gasoline are the same for a given feed-catalyst system, regardless of the differences in reactortype. Likewise, a plot of light gas selectivity versusgasoline selectivity should also give a series of parallel
straight lines with proximate slope values for a givenseries. In this case, one may also claim that -k23/k2 isconstant for the same feed-catalyst system.
2. Implication of the Intercepts. Table 4 indicates thatthe intercept values for the same feed-catalyst systemsare, in general, in close proximity (within 15%), espe-
Figure 3. Comparison of the actual coke or light gas yields with those calculated from the proposed methodology.
Figure 4. Comparison of actual coke yields (∆) with predicted yields from the two four-lump models.
Table 2. Summary of Feedstock Properties
feed name DAa HTDAa HTCa VIRa HCBa SF-135
density at 15 °C, g/mL 0.9776 0.9430 0.9511 0.9712 0.8643 0.9290hydrogen, wt % 11.1 11.8 11.5 11.1 13.7 11.9H/C atomic ratio 1.556 1.619 1.562 1.549 1.892 1.625total nitrogen, wppm 3050 2450 2150 1930 <1 1200total sulfur, wt % 3.54 0.70 0.43 3.25 <0.001 0.76MCR, wt % 5.37 2.00 0.50 0.33 0.04 0.10Ni+V, wppm 36.6 10.9 0 0.1 0 0aromatic carbon, % 24.4 20.9 24.7 25.4 4.4 -aniline point, °C 62.8 81.0 63.6 50.8 99.8 63.1343 °C-, wt % 10.8 1.5 4.5 6.0 19.6 26.7524 °C+, wt % 38.1 36.9 8.3 2.0 1.4 0.6
a From reference 19.
Product Selectivity in Gas Oil Cracking Energy & Fuels, Vol. 16, No. 3, 2002 597

cially those from fluid-bed and fixed-bed MATs. Amongthe five VGOs, VIR-VGO shows the greatest difference(within 25% between the two MAT results). The inter-
cept can be expressed as k14/k1 + (k12k24/k1k2)or k14/k1+ (k12/k1)(k24/k2). Since it has been proven in this studythat k24/k2 is constant and k12/k1 is also likely constant
Figure 5. Correlations of coke selectivity with gasoline selectivity for MAT (CCR-corrected) and riser (no correction) results.
Table 3. MAT and Riser Results
feed reactor conversion/yield wt %
DA MAT-fluid conversion 52.80 51.83 60.10 65.79 64.15 65.24gasoline 34.41 32.28 38.07 39.87 38.52 37.94coke 6.75 7.19 7.80 9.22 9.93 10.61
MAT-fixed conversion 56.83 56.63 58.36 60.66 67.11 66.59gasoline 33.39 33.18 34.14 34.50 38.42 36.31coke 8.80 8.80 8.56 9.78 10.62 11.41
pilot-riser conversion 47.85 57.74 59.39gasoline 29.90 35.88 36.42coke 5.03 6.47 6.85
HTDA MAT-fluid conversion 51.88 59.13 61.63 66.93 67.97gasoline 35.30 39.68 40.30 42.32 41.87coke 4.95 5.79 6.80 7.71 8.53
MAT-fixed conversion 59.14 63.11 67.84 66.41 72.44gasoline 37.85 39.84 43.09 39.19 41.83coke 6.66 7.41 7.95 8.74 10.26
pilot-riser conversion 55.01 62.22 65.31gasoline 39.35 43.77 44.96coke 3.92 4.91 5.57
HTC MAT-fluid conversion 41.78 48.73 53.03 56.91 58.66 64.34 65.04gasoline 30.52 34.34 36.81 39.19 39.76 41.91 41.61coke 2.80 3.72 4.30 4.88 5.35 6.81 7.18
MAT-fixed conversion 34.73 35.86 40.10 43.42 48.49 57.66 59.92 62.13 60.71 63.97 66.29gasoline 25.07 25.56 28.82 30.49 33.80 38.89 38.92 40.60 39.88 41.13 41.44coke 2.78 3.06 3.17 3.69 4.11 5.42 6.27 6.52 6.29 6.85 8.13
pilot-riser conversion 54.03 60.24 62.34gasoline 40.33 43.79 44.90coke 3.04 3.80 4.19
VIR MAT-fluid conversion 47.29 54.32 58.93 59.10 62.32gasoline 32.52 36.19 36.54 35.95 37.84coke 4.27 5.86 8.15 9.25 9.31
MAT-fixed conversion 46.52 52.88 57.20 60.43 66.38gasoline 30.04 33.80 36.15 37.46 37.35coke 4.69 5.55 6.49 7.21 9.88
pilot-riser conversion 53.23 60.98 62.57gasoline 37.08 41.87 42.83coke 2.91 3.83 4.18
HCB MAT-fluid conversion 67.86 69.60 70.40 72.27 74.23 77.49 81.58gasoline 51.99 52.18 51.44 52.63 53.17 55.35 55.15coke 1.07 1.33 1.82 1.79 1.97 2.16 2.73
MAT-fixed conversion 67.76 73.09 80.70 85.25 86.92gasoline 51.08 54.67 58.72 60.50 59.61coke 1.52 1.82 2.26 2.91 3.17
pilot-riser conversion 80.96 82.91 86.94gasoline 60.50 61.36 62.37coke 0.92 1.22 1.57
598 Energy & Fuels, Vol. 16, No. 3, 2002 Ng et al.

for the same feed-catalyst system (based on results fromsimilar studies6,18,21,22), k14/k1 is thus constant if theintercept values are the same. This suggests that therelative rate of coke formation from gas oil cracking ismostly determined by the feed and the catalyst, inde-pendent of the reactor type.
4.5. Application to Noncatalytic Pyrolysis. Ki-netic lumping models similar to the ones used incatalytic cracking are not often reported in the literaturefor pyrolysis of heavy oils. It is our intention here toapply the proposed method for the four-lump model tothermal cracking. In this case study, an oil sands-derived gas oil SF-135 was thermally cracked in a fixed-bed MAT reactor at 530, 600, and 670 °C, respectively,and at a constant weight hourly space velocity (WHSV)of 20 h-1. The reactor was loaded with inert “OttawaSand” (from Fisher Scientific) powder. The feed wasdelivered at 1.33 g/min by a constant-drive syringepump for 90, 45, and 30 s, to achieve sand-to-oil ratiosof 2, 4, and 6, respectively. Other test procedures andconditions were similar to those for catalytic cracking.Table 2 summarizes the feed properties. Figure 6 showsthe linear correlations of both coke and light gasselectivities with gasoline selectivity for three temper-atures. This observation suggests that the four-lumpmodel can be applied to pyrolysis of gas oil. The twoseries of parallel straight lines imply that the relativerates of coke or light gas formation from gasoline maybe the same, irrespective of temperature variation.Figure 6 also indicates that at a given gasoline selectiv-ity, the light gas selectivity increases while the cokeselectivity decreases with increasing temperature.
4.6. Advantages of the Proposed Methodology.With our proposed methodology, the solution of eq 2 andthe subsequent curve fitting for the conversion data arenot required if the purpose is to study selectivities only.More importantly, our method is not affected by theassumptions of the second-order reaction for gas oilcracking and the exponential form of the catalystdeactivation function. These assumptions affect thevalue of k1, which would in turn affect values of all otherconstants, as can be understood from eqs 2 to 5. In ourmathematical derivation, eqs 13 and 14 neither containthe catalyst deactivation function, nor depend on thereaction order of the gas oil cracking. No matter whatorder is assumed for this reaction, the same eq 14 isalways obtained. Thus, in the case where the assumedcatalyst deactivation function and the reaction ordercannot be justified, our procedure is still valid. Thisenables the simplified four-lump model to be generallyaccepted for many applications as demonstrated in thisstudy. Our preliminary study on thermal cracking of agas oil indicates that the application may be extendedto noncatalytic pyrolysis. The linear plot of coke or lightgas selectivity against gasoline selectivity provides asimple means to check the quality of experimental dataand to verify the validity of the model prior to computa-tion. The equation parameters (e.g., r14 and r24) can bedetermined with less uncertainty from the intercept andthe slope in the linear plot, compared with the nonlinearregression analysis.
5. Conclusions
The simplified four-lump model is quite useful if itsvalidity can be verified. The linear plot of coke selectivityagainst gasoline selectivity is convenient for validating
(21) Pope, A. E.; Ng, S. H. Fuel 1990, 69, 539-546.(22) Unpublished work.
Figure 6. Linear relationship between coke or light gas selectivity and gasoline selectivity from pyrolysis of gas oil SF-135 atvarious temperatures.
Table 4. Slopes, Intercepts, and Coefficients of Determination for Various Feed-Reactor Systems
DA HTDA HTC VIR HCB
fluid fixed pilot fluid fixed pilot fluid fixed pilot fluid fixed pilot fluid fixed pilot
slope -0.67 -0.64 -0.79 -0.53 -0.45 -0.52 -0.53 -0.44 -0.40 -0.67 -0.53 -0.95 -0.20 -0.21 -0.21intercept 0.51 0.48 0.6 0.44 0.39 0.44 0.44 0.39 0.36 0.56 0.45 0.71 0.17 0.18 0.17R2 0.956 0.929 0.824 0.984 0.959 0.985 0.993 0.975 0.982 0.974 0.983 0.973 0.960 0.964 0.918
Product Selectivity in Gas Oil Cracking Energy & Fuels, Vol. 16, No. 3, 2002 599

this model. The plot, along with the explicit solution forthe coke yield (i.e., eq 16), render the numerical solutionof the nonlinear differential equations unnecessary. Ourmethod does not depend on any assumed catalystdeactivation function and reaction order for gas oilcracking. Further, the method is also applicable to thetime-averaged MAT yields and the noncatalytic pyroly-sis yields. For gas oil catalytic cracking that follows themodel, the relative coke formation rates from eithergasoline or gas oil seem to be the same for a given feed-catalyst system, irrespective of the reactor type.
Acknowledgment. The authors thank the Analyti-cal Laboratory of the National Centre for UpgradingTechnology (NCUT) for their technical support. Partialfunding for NCUT has been provided by the CanadianProgram for Energy Research and Development (PERD),the Alberta Research Council, and the Alberta EnergyResearch Institute.
Nomenclature
A: empirical constant in Voorhie’s equationCf: coke on catalyst, wt %k1: k12 + k13 + k14
k2: k23 + k24
k12: gas oil to gasoline rate constant, wt fraction-1 h-1
k13: gas oil to light gas rate constant, wt fraction-1 h-1
k14: gas oil to coke rate constant, wt fraction-1 h-1
k23: gasoline to light gas rate constant, h-1
k24: gasoline to coke rate constant, h-1
k34: light gas to coke rate constant, h-1
n: empirical constant in Voorhie’s equationr12: k12/k1
r14: k14/k1
r2: k2/k1
r24: k24/k1
tc: catalyst residence time, htv: gas oil space time, hy1: gas oil instantaneous yield, wt fractiony2: gasoline instantaneous yield, wt fractiony3: light gas instantaneous yield, wt fractiony4: coke instantaneous yield, wt fractionyc: Conradson carbon in feed, wt fractionyji: time-averaged yield of lump i, wt fraction
Greek Symbols
R: catalyst decay rate constant, h-1
Φ: catalyst decay functionε: conversion, wt fractionεj: time-averaged conversion, wt fraction
EF0101762
600 Energy & Fuels, Vol. 16, No. 3, 2002 Ng et al.