a new family of pressure sensitive adhesives · a new family of pressure sensitive adhesives ......
TRANSCRIPT

A NEW FAMILY OF PRESSURE SENSITIVE ADHESIVES Roy M. Griswold, Sr. Chemist, GE Advanced Materials, Waterford, NY Richard Eckberg, Principle Chemist, GE Advanced Materials, Waterford, NY Robert Frye, Technical Marketing Engineer, GE Advanced Materials, Waterford, NY Abstract Adhesive properties of many pressure sensitive or heat-activated adhesives are generally well suited for use with labels on a variety of substrates. However, these adhesives are not significantly solvent-resistant.
A solvent-resistant adhesive is highly desirable. Potential applications include tapes and labels for aerospace, automotive, electronics, industrial and consumer articles where exposure to aromatic and aliphatic solvents, oils and fluids occurs. A solvent-resistant adhesive would also be useful for labels used by analytical laboratories, such as environmental laboratories to prevent loss of critical sample identification information.
Our study focused on developing a new family of adhesives exhibiting solvent and chemical resistance, and this paper considers the new adhesive technology based on silane-terminated polyurethanes. Discussion will address the chemistry, chemical resistance and adhesive properties, and converting process for making tapes and labels Pressure Sensitive Adhesives Pressure Sensitive Adhesives (PSA) compositions can be segmented by the type of base polymer; natural rubber, SBR, SIS, acrylic, isoprene, polyurethane or silicone. Further delineation are made to distinguish solvent-based, water-based, hot melt or UV curable compositions for conversion into tapes and labels. There are many applications and PSA selection is driven by the critical performance factors balanced with cost. Since PSA’s are soluble in hydrocarbon solvents, they readily swell when exposed to solvents and oils. Effects of solvent attack include loss of cohesive strength as the adhesive absorbs solvent and ‘lift-off’ detachment of the label from a substrate occurs. In developing a solvent resistant adhesive, it is essential that the adhesive retain cohesive strength, peel adhesion, shear resistance and have minimal adhesive swelling as solvent is absorbed. Ideally low extractable content is desirable to prevent extraction of unwanted resin, oligomers upon exposure to solvent, oils, and or fluids resulting in contamination.
SPUR+ prepolymers (silylated polyurethanes) have been extensively investigated over several years with particular focus on sealants, with some focus on coatings and adhesives. Diversity of polyols, polyisocyanates offers a broad range in polyurethane compositions and a variety of properties. SPUR+ prepolymer based adhesives, compared to polyurethane adhesives, offer an isocyanate free, none bubbling moisture cure. Furthermore, introduction of the silicon-oxygen crosslink network of a SPUR+ prepolymer has shown improved solvent resistance, adhesion, weatherability, and improved temperature resistance1.
Silylated Polyurethane Adhesives Chemistry Silylated polyurethanes are prepared according to a two-step reaction sequence. A
urethane prepolymer is prepared from the reaction of a polyisocyanate with selected polyols to achieve a high molecular weight. This prepolymer may be either an isocyanate terminated or hydroxyl terminated prepolymer depending on the initial NCO/OH ratio being >1 or <1 respectively. Selection of either an amino functional or isocyanato functional silane is made for terminating the prepolymer based on the respective prepolymer terminal functionality.
Solvents, preferably esters and ketones, are used due to the high molecular weight of the adhesive. Since water is a key factor in the hydrolysis/condensation cure, solvents with water solubility are preferred in preparation and point of coating/curing. Hydrolysis of the silicon alkoxy (Si-OR) groups to silanols (Si-OH) occurs and they undergo condensation to form a stable Si-O-Si crosslinked network. Catalysts commonly used in polyurethane synthesis also facilitate this cross-linking. The converting process typically involves further dilution to 30 wt% solids with addition of 1 wt% water and 0.02-0.04 wt% of an organotin catalyst such as UL-28 with thorough mixing. Coating baths have shown a 6-8 hour bath-life at room temperature. Standard adhesive coating equipment is used with oven dwell times of 1.5 minutes or greater at 80-135 oC exit web temperature range. Unless so noted, all adhesive tapes tested in this paper were prepared on 50 micron PET film with 1.5 minutes oven residence time at approximately 80 oC exit web temperature.
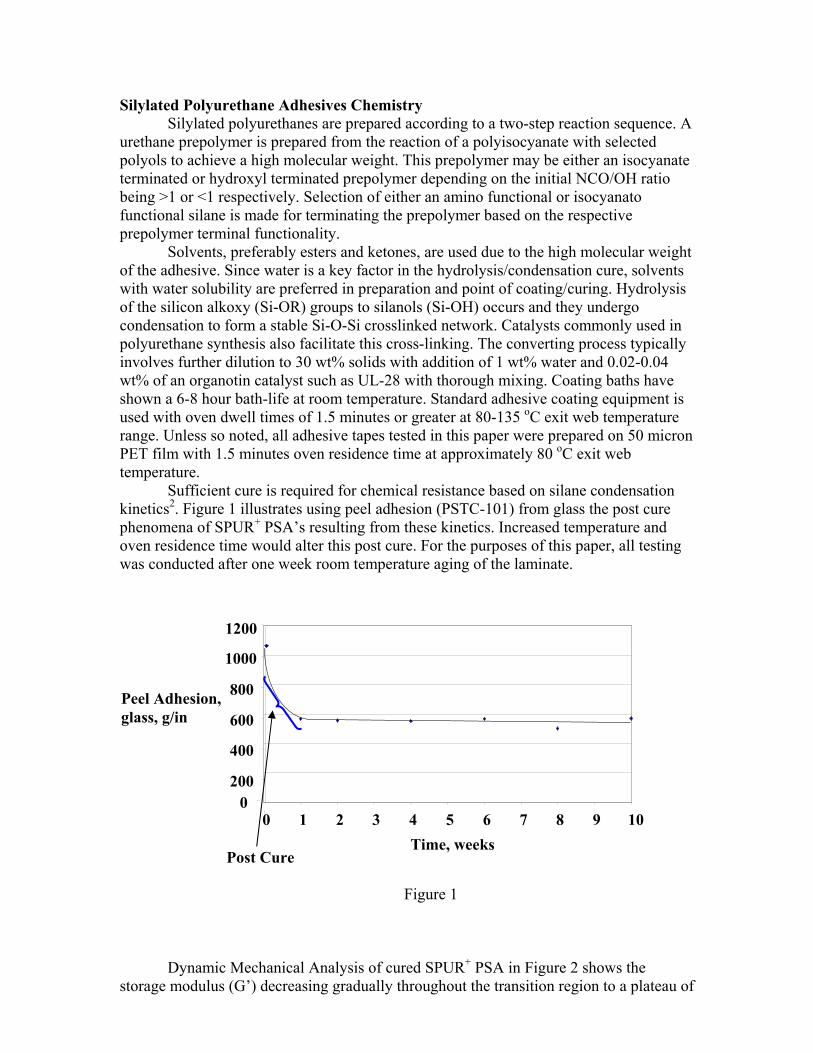
Sufficient cure is required for chemical resistance based on silane condensation kinetics2. Figure 1 illustrates using peel adhesion (PSTC-101) from glass the post cure phenomena of SPUR+ PSA’s resulting from these kinetics. Increased temperature and oven residence time would alter this post cure. For the purposes of this paper, all testing was conducted after one week room temperature aging of the laminate.
Figure 1
Dynamic Mechanical Analysis of cured SPUR+ PSA in Figure 2 shows the storage modulus (G’) decreasing gradually throughout the transition region to a plateau of
0 200
400
600
800
1000
1200
Peel Adhesion, glass, g/in
0 1 2 3 4 5 6 7 8 9 10 Time, weeks
Post Cure
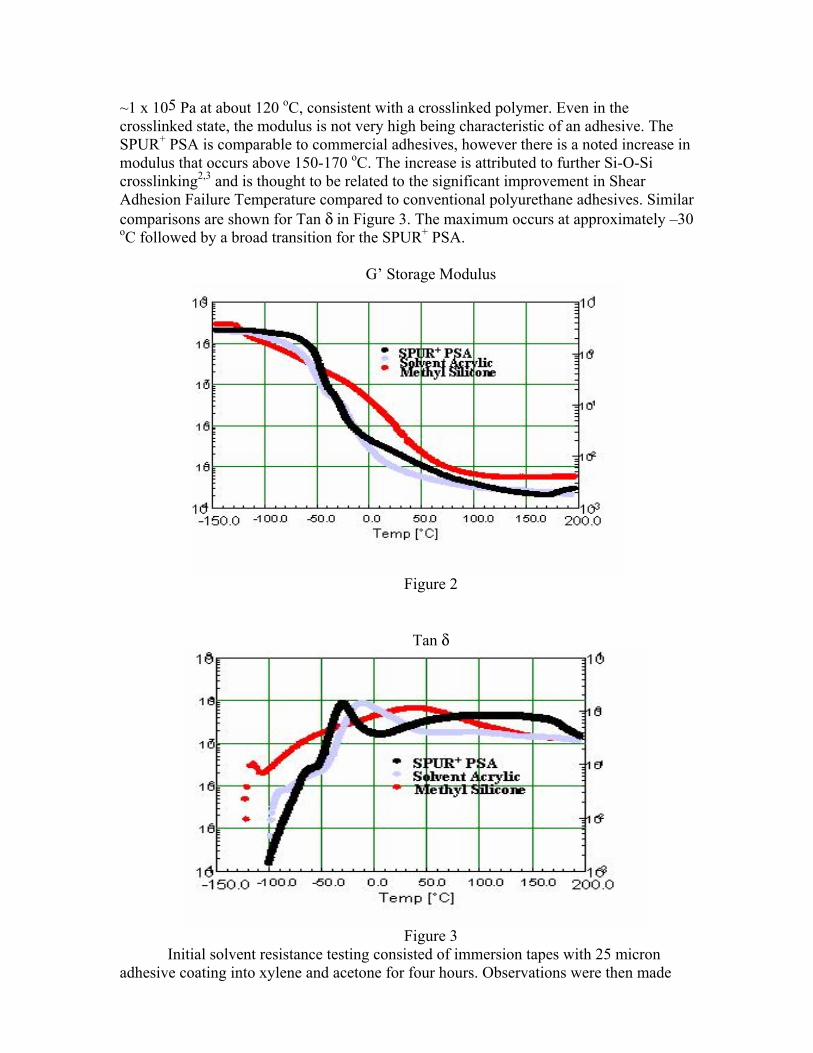
~1 x 105 Pa at about 120 oC, consistent with a crosslinked polymer. Even in the crosslinked state, the modulus is not very high being characteristic of an adhesive. The SPUR+ PSA is comparable to commercial adhesives, however there is a noted increase in modulus that occurs above 150-170 oC. The increase is attributed to further Si-O-Si crosslinking2,3 and is thought to be related to the significant improvement in Shear Adhesion Failure Temperature compared to conventional polyurethane adhesives. Similar comparisons are shown for Tan δ in Figure 3. The maximum occurs at approximately –30 oC followed by a broad transition for the SPUR+ PSA.
G’ Storage Modulus
Figure 2
Tan δ
Figure 3
Initial solvent resistance testing consisted of immersion tapes with 25 micron adhesive coating into xylene and acetone for four hours. Observations were then made
concerning adhesive dissolving and the swell factor [(initial-final)/intial] determined if adhesive had not dissolved. With the exception of the SPUR+ PSA all commercial adhesives tested re-dissolved (silicone and non-silicone adhesives).
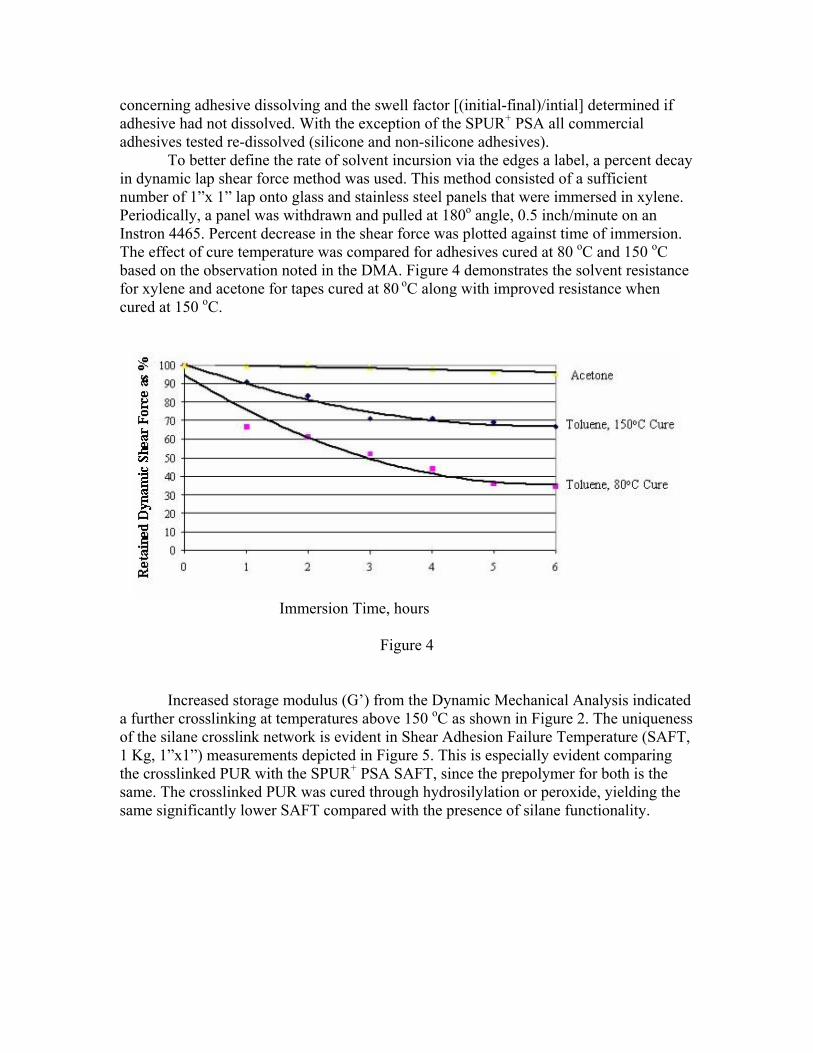
To better define the rate of solvent incursion via the edges a label, a percent decay in dynamic lap shear force method was used. This method consisted of a sufficient number of 1”x 1” lap onto glass and stainless steel panels that were immersed in xylene. Periodically, a panel was withdrawn and pulled at 180o angle, 0.5 inch/minute on an Instron 4465. Percent decrease in the shear force was plotted against time of immersion. The effect of cure temperature was compared for adhesives cured at 80 oC and 150 oC based on the observation noted in the DMA. Figure 4 demonstrates the solvent resistance for xylene and acetone for tapes cured at 80 oC along with improved resistance when cured at 150 oC.
Immersion Time, hours
Figure 4
Increased storage modulus (G’) from the Dynamic Mechanical Analysis indicated a further crosslinking at temperatures above 150 oC as shown in Figure 2. The uniqueness of the silane crosslink network is evident in Shear Adhesion Failure Temperature (SAFT, 1 Kg, 1”x1”) measurements depicted in Figure 5. This is especially evident comparing the crosslinked PUR with the SPUR+ PSA SAFT, since the prepolymer for both is the same. The crosslinked PUR was cured through hydrosilylation or peroxide, yielding the same significantly lower SAFT compared with the presence of silane functionality.
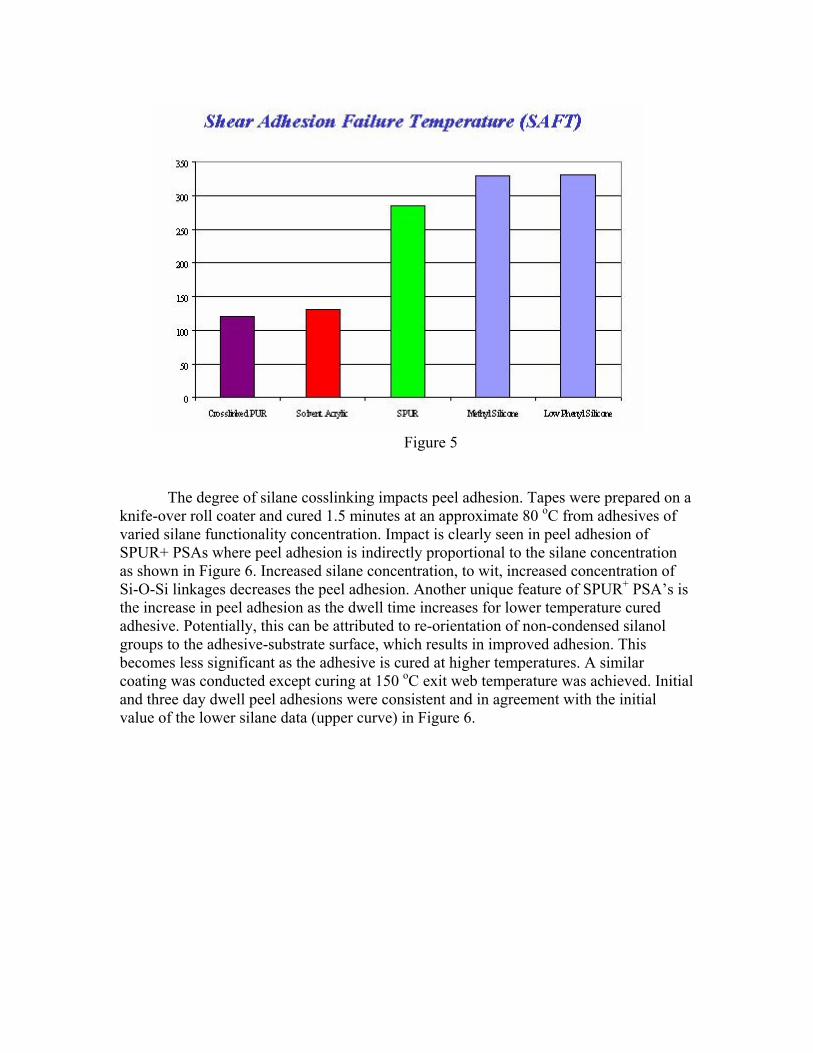
Figure 5 The degree of silane cosslinking impacts peel adhesion. Tapes were prepared on a knife-over roll coater and cured 1.5 minutes at an approximate 80 oC from adhesives of varied silane functionality concentration. Impact is clearly seen in peel adhesion of SPUR+ PSAs where peel adhesion is indirectly proportional to the silane concentration as shown in Figure 6. Increased silane concentration, to wit, increased concentration of Si-O-Si linkages decreases the peel adhesion. Another unique feature of SPUR+ PSA’s is the increase in peel adhesion as the dwell time increases for lower temperature cured adhesive. Potentially, this can be attributed to re-orientation of non-condensed silanol groups to the adhesive-substrate surface, which results in improved adhesion. This becomes less significant as the adhesive is cured at higher temperatures. A similar coating was conducted except curing at 150 oC exit web temperature was achieved. Initial and three day dwell peel adhesions were consistent and in agreement with the initial value of the lower silane data (upper curve) in Figure 6.
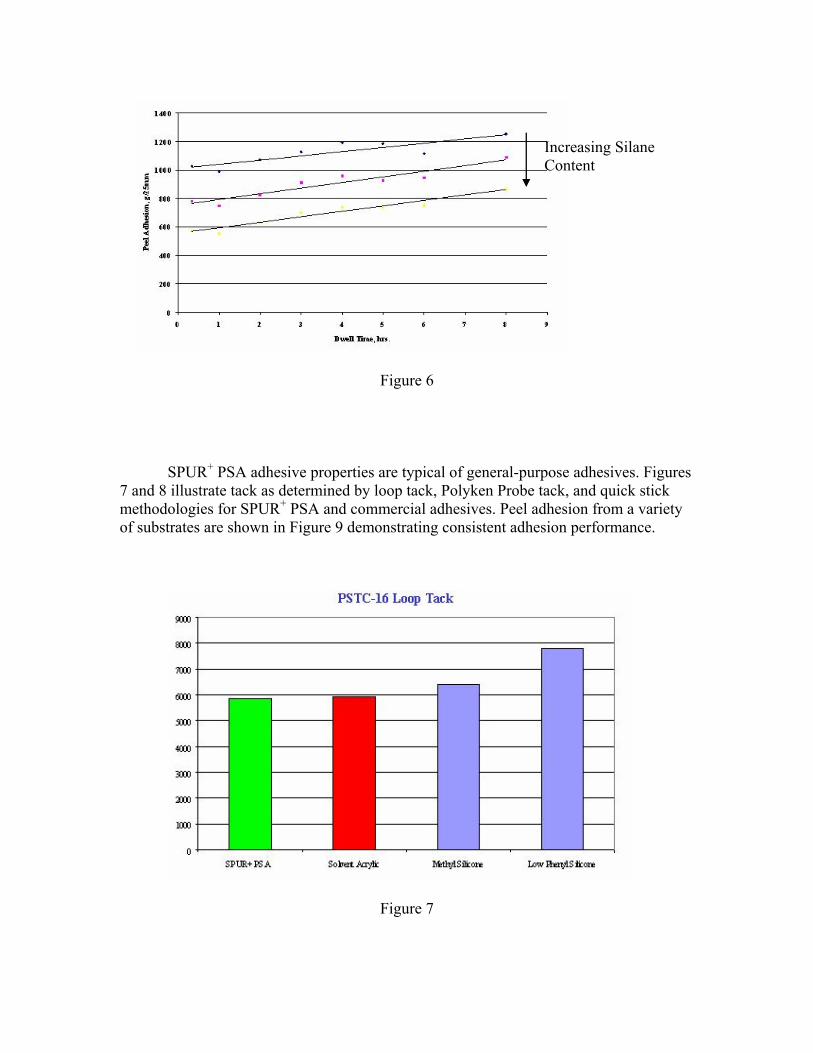
Figure 6
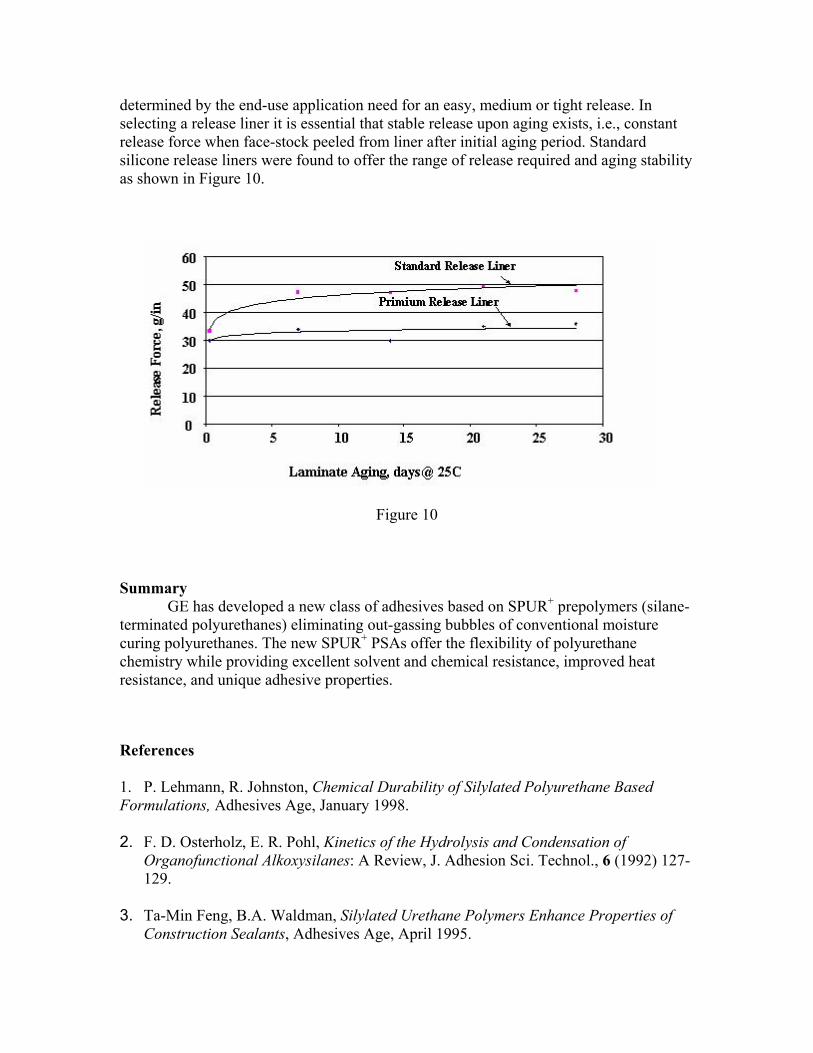
SPUR+ PSA adhesive properties are typical of general-purpose adhesives. Figures
7 and 8 illustrate tack as determined by loop tack, Polyken Probe tack, and quick stick methodologies for SPUR+ PSA and commercial adhesives. Peel adhesion from a variety of substrates are shown in Figure 9 demonstrating consistent adhesion performance.
Figure 7
Increasing Silane Content
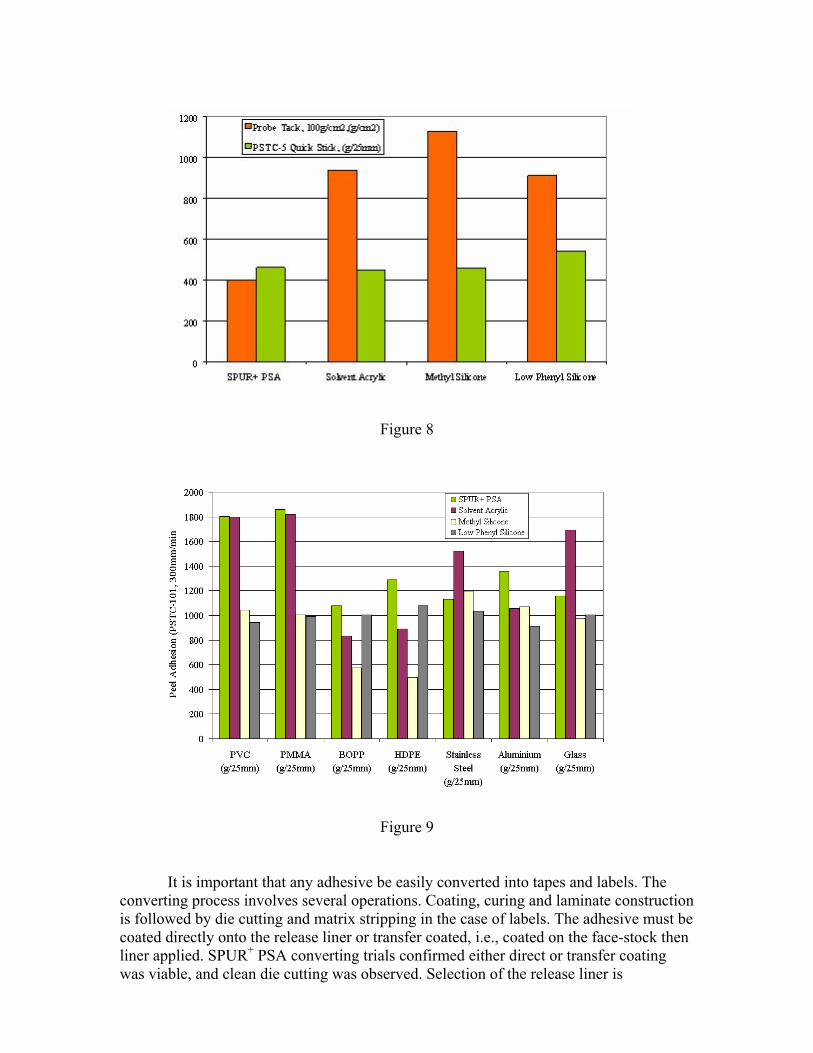
Figure 8
Figure 9
It is important that any adhesive be easily converted into tapes and labels. The converting process involves several operations. Coating, curing and laminate construction is followed by die cutting and matrix stripping in the case of labels. The adhesive must be coated directly onto the release liner or transfer coated, i.e., coated on the face-stock then liner applied. SPUR+ PSA converting trials confirmed either direct or transfer coating was viable, and clean die cutting was observed. Selection of the release liner is
determined by the end-use application need for an easy, medium or tight release. In selecting a release liner it is essential that stable release upon aging exists, i.e., constant release force when face-stock peeled from liner after initial aging period. Standard silicone release liners were found to offer the range of release required and aging stability as shown in Figure 10.
Figure 10 Summary GE has developed a new class of adhesives based on SPUR+ prepolymers (silane-terminated polyurethanes) eliminating out-gassing bubbles of conventional moisture curing polyurethanes. The new SPUR+ PSAs offer the flexibility of polyurethane chemistry while providing excellent solvent and chemical resistance, improved heat resistance, and unique adhesive properties.
References 1. P. Lehmann, R. Johnston, Chemical Durability of Silylated Polyurethane Based Formulations, Adhesives Age, January 1998. 2. F. D. Osterholz, E. R. Pohl, Kinetics of the Hydrolysis and Condensation of
Organofunctional Alkoxysilanes: A Review, J. Adhesion Sci. Technol., 6 (1992) 127-129.
3. Ta-Min Feng, B.A. Waldman, Silylated Urethane Polymers Enhance Properties of
Construction Sealants, Adhesives Age, April 1995.