a tradition of innovation spanning a centuryae%20c... · hastelloy c-2000® alloy brings a new...
TRANSCRIPT

A Tradition of Innovation Spanning A Century
HASTELLOY ®
ALLOY
®
C2000 Pocket Folder 2/7/01 8:24 AM Page 2
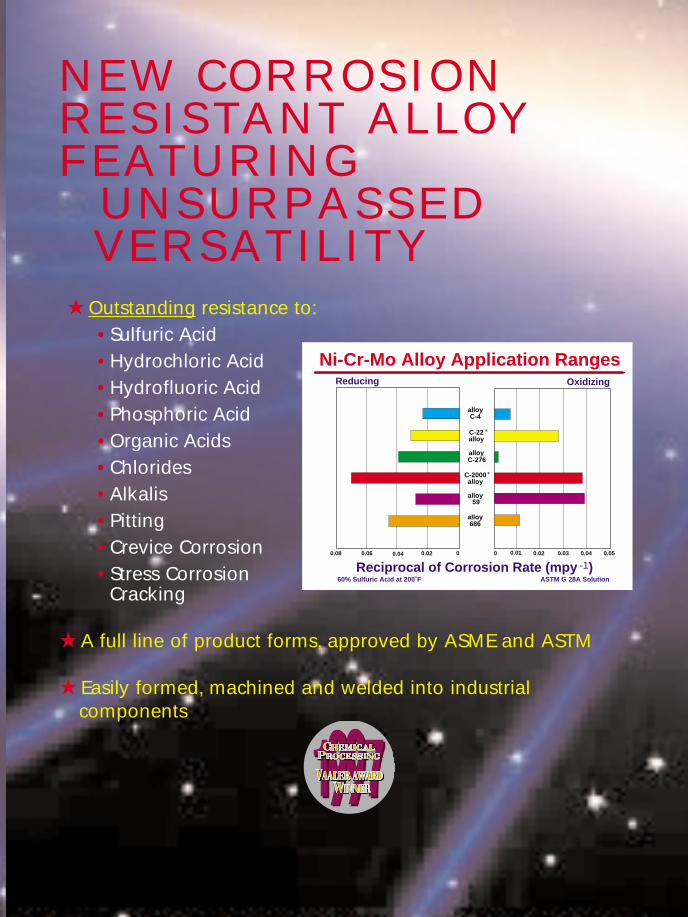
NEW CORROSION RESISTANT ALLOY FEATURING
UNSURPASSED VERSATILITY
★ Outstanding resistance to:• Sulfuric Acid• Hydrochloric Acid• Hydrofluoric Acid• Phosphoric Acid• Organic Acids• Chlorides• Alkalis• Pitting• Crevice Corrosion• Stress Corrosion
Cracking
★ A full line of product forms, approved by ASME and ASTM
★ Easily formed, machined and welded into industrial components
Ni-Cr-Mo Alloy Application RangesReducing Oxidizing
60% Sulfuric Acid at 200˚F ASTM G 28A Solution
59
C-22alloy
alloyC-276
C-2000alloy
alloy
®
Reciprocal of Corrosion Rate (mpy )0.08 0.06 0.04 0.02 0 0 0.01 0.02 0.03 0.04 0.05
®
alloy686
alloyC-4
-1
C2000 Pocket Folder 2/7/01 8:24 AM Page 3

HASTELLOY® C-2000® ALLOYHASTELLOY C-2000 alloy, developed to optimize a material for broad applicability,began with the conceptual idea of adding copper to the well established nickel-chromium-molybdenum (Ni-Cr-Mo) family of alloys. Since its introduction in late1995, it has gained, and continues to gain, dramatic market acceptance owing to its inherent versatility. This technical innovation not only offers increased resistance to aqueous corrosion but has succeeded in expanding the overall applicability for Ni-Cr-Mo family of alloys.
This new material was designed to resist an extensive range of corrosive chemicals, including sulfuric, hydrochloric, and hydrofluoric acids. Unlike previous Ni-Cr-Moalloys, which were optimized for use in either oxidizing or reducing acids, C-2000 alloyextends corrosion resistance in both types of environments. The combination ofmolybdenum and copper (at levels of 16 and 1.6 wt. %, respectively) provide the outstanding resistance to reducing media, while oxidizing acid resistance is providedby a high chromium content (23 wt. %).
From an engineering viewpoint, C-2000 alloy offers significant potential toward production improvement in plant operations. When used in place of the established Ni-Cr-Mo alloys, the enhanced resistance to corrosion in certain media results in longerequipment life (for a given thickness of material), while providing a greater degree ofsafety during an upset condition. This increase in corrosion performance versatilitysupports the industry trend toward multiple uses of equipment (reactors, heat exchangers, valves, pumps, etc.) to gain a greater return on the capitalized expense.For example, a reactor could be handling a hydrochloric acid-based product mixture,then used in another operation which may rely on the use of a nitric acid-basedprocess. Because of its versatility, C-2000 alloy is the best equipped nickel-based alloyto handle this degree of variance in process streams.
HASTELLOY C-2000 alloy, culminating a century of innovation at Haynes International.
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
A Tradition Of Innovation Spanning A Century
H-2111C ©2000 Haynes International, Inc.
Haynes Insert C-2000 2/7/01 7:55 AM Page 1

HASTELLOY C-2000® alloy brings a new dimension to the well known versatility of Ni-Cr-Mo alloys inresisting corrosion under widely varying conditions, combining outstanding resistance to oxidizing mediawith superior resistance to reducing environments. C-2000 alloy represents a true performance breakthrough for chemical process equipment applications.
Previously, attempts to fully optimize the corrosion resistance of Ni-Cr-Mo alloys have been only partlysuccessful. A high chromium content is required for resistance to oxidizing media, such as when ferricions, cupric ions or dissolved oxygen are present. Reducing environments, however, such as dilutehydrochloric or sulfuric acids, require a high content of molybdenum plus tungsten. Metallurgical stabilitylimitations dictate that you cannot optimize both.
HASTELLOY® C-2000® ALLOY
A Tradition Of Innovation Spanning A Century
NOMINAL CHEMISTRY Ni Cr Mo Cu C Si
Weight Percent 59a 23 16 1.6 0.01 Max 0.08 Maxa —Balance
(over)
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
Haynes Gen Info 2/7/01 7:50 AM Page 1

HASTELLOY C-2000 alloy solves this alloy design dilemma. A high chromium content is combined withboth molybdenum and copper contents, sufficient to provide outstanding resistance to reducing environments, with no sacrifice in metallurgical stability.
C-2000 alloy also exhibits pitting resistance and crevice corrosion resistance superior to the industry standard, C-276 alloy. Its forming, welding and machining characteristics are similar to C-276 alloy.
C-2000 alloy is available in most common product forms: plate, sheet, billet, bar, wire, covered electrodes, pipe and tubing. Wrought forms of this alloy are furnished in the solution heat-treated condition unless otherwise specified.
HASTELLOY C-2000 alloy is covered by ASME Section VIII, Division I under Code Case No. 2240, and byASTM specifications B-564, B-574, B-575, B-619, B-622, B-626 and B-366. The DIN specifications are17744 No. 2.4675 (all forms) and NiCr23Mo16Cu (all forms). C-2000 alloy falls within the range of UNSnumber N06200 but has a more restricted composition for improved performance. These improvementsare of such significance that it has been widely patented throughout the world.
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
Haynes Gen Info 2/7/01 7:50 AM Page 2

HASTELLOY® C-2000® ALLOY PROPERTIES
A Tradition Of Innovation Spanning A Century
TYPICAL ROOM TEMPERATURE TENSILE PROPERTIES
Thickness Ultimate Tensile Strength Yield Strength at 0.2% Offset ElongationInch Ksi MPa Ksi MPa in 2 in. %
0.063 109.0 752 52.0 358 64.0
0.125 111.0 765 57.0 393 63.0
0.250 113.0 779 55.0 379 62.0
0.500 110.0 758 50.0 345 68.0
1.00 109.0 752 54.0 372 63.0
PHYSICAL PROPERTIES
Temp., ˚F British Units Temp., ˚C Metric Units
Density Room 0.307 lb/in3 Room 8.50 g/cm3
Temp., ˚F British Units Temp., ˚C Metric Units
Thermal Conductivity Room 63 BTU-in/ft2-hr-˚F Room 9.1 W/m-K
200 74 BTU-in/ft2-hr-˚F 100 10.8 W/m-K
600 99 BTU-in/ft2-hr-̊ F 300 14.1 W/m-K
1000 133 BTU-in/ft2-hr-̊ F 500 18.0 W/m-K
1400 180 BTU-in/ft2-hr-̊ F 700 24.8 W/m-K
1800 191 BTU-in/ft2-hr-˚F 900 25.9 W/m-K
Mean Coefficient of 77-200 6.9 µin/in-˚F 25-100 12.4 µm/m-˚CThermal Expansion 77-600 7.0 µin/in-˚F 25-300 12.6 µm/m-˚C
77-1000 7.4 µin/in-˚F 25-500 13.2 µm/m-˚C
77-1400 8.0 µin/in-˚F 25-700 14.0 µm/m-˚C
77-1800 8.5 µin/in-˚F 25-900 15.0 µm/m-˚C
Electrical Resistivity Room 50.6 µohm-in Room 128 µohm-cm
200 50.8 µohm-in 100 129 µohm-cm
600 51.6 µohm-in 300 131 µohm-cm
1000 52.9 µohm-in 500 134 µohm-cm
1400 52.4 µohm-in 700 134 µohm-cm
1800 51.8 µohm-in 900 132 µohm-cm
H-2111C ©2000 Haynes International, Inc.
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
Haynes Properties 2/7/01 8:03 AM Page 1

H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
PROPERTIES DATA
The data and information in this publication are based upon work conducted principally by Haynes International,Inc. and occasionally supplemented by information from the open literature, and are believed to be reliable.However, we do not make any warranty or assume any legal liablilty or responsibility for its accuracy, complete-ness or usefulness. We also make no warranty of results to be obtained for any particular use of the informationherein contained. Material safety data sheets are available from Haynes International, Inc.
AVAILABLE FORMS (Routine Production)
Sheet & Strip - 0.015 to 0.187” (0.38 to 4.75 mm)Plate - 0.1875 to 2.0” (4.76 to 50.8 mm)Bar - 0.250 to 6.0” (6.3 to 152 mm) dia.Billet - 4.0 to 12.0” (101.6 to 305 mm)Wire - 0.035 to 0.187” (0.89 to 4.75 mm) dia.Pipe - 1/4” sched. to 8” sched. weldedTube - 1/2” O.D. to 8” O.D. welded
Haynes Properties 2/7/01 8:03 AM Page 2

HASTELLOY® C-2000® ALLOY
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
4 mpy = 0.1mm/y20 mpy = 0.5 mm/y
Haynes Sulfuric Acid 2/7/01 8:04 AM Page 1
HASTELLOY® C-2000® ALLOY
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
4 mpy = 0.1mm/y20 mpy = 0.5 mm/y
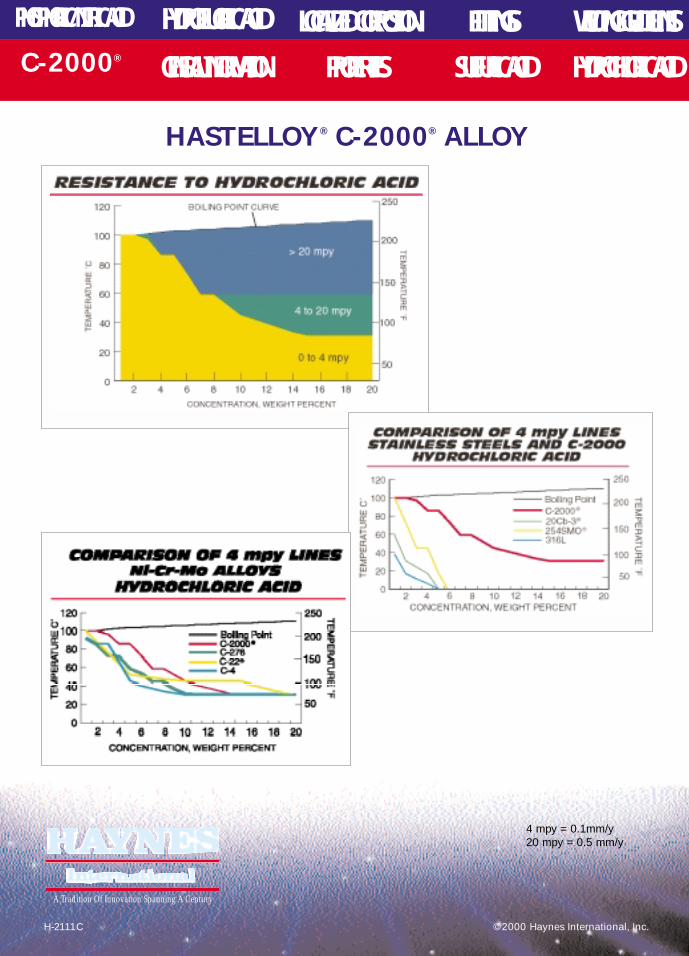
Haynes Hydrochloric Acid 2/7/01 7:52 AM Page 1

HASTELLOY® C-2000® ALLOY
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
4 mpy = 0.1mm/y20 mpy = 0.5 mm/y
Haynes Phosphoric Acid 2/7/01 8:00 AM Page 1

HASTELLOY® C-2000® ALLOY
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HYDROBROMIC/HYDROFLUORIC ACID LOCALIZED CORROSION WELDING GUIDELINESFITTINGSPHOSPHORIC/NITRIC ACID
4 mpy = 0.1mm/y20 mpy = 0.5 mm/y
Haynes Hydrofluoric Acid 2/7/01 7:54 AM Page 1

HASTELLOY® C-2000® ALLOY
H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HYDROFLUORIC ACID LOCALIZED CORROSION WELDING GUIDELINESFITTINGSPHOSPHORIC/NITRIC ACID
HASTELLOY®, C-2000® and C-22® are registered trademarks of Haynes International, Inc.
254SMO® is a registered trademark of Avesta Sheffield, A.B.
20Cb-3® is a registered trademark of Carpenter, Inc.
Haynes LocalCorr 2/7/01 7:58 AM Page 1

H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HASTELLOY® C-2000® FITTINGS• Reliability
• Quality
• Technical Support
HYDROFLUORIC ACID LOCALIZED CORROSION
PROPERTIES
WELDING GUIDELINESFITTINGSC-2000® GENERAL INFORMATION SULFURIC ACID HYDROCHLORIC ACID
PHOSPHORIC/NITRIC ACID
Haynes Fittings 2/7/01 7:48 AM Page 1

H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
HASTELLOY® C-2000® FITTINGS
No Matter WhatSize Your Order Is,You’ll Get The SameFull-Line ServicePlusTechnical Back-upFrom HaynesInternational, Inc.
Haynes Fittings 2/7/01 7:48 AM Page 2
A Tradition Of Innovation Spanning A Century
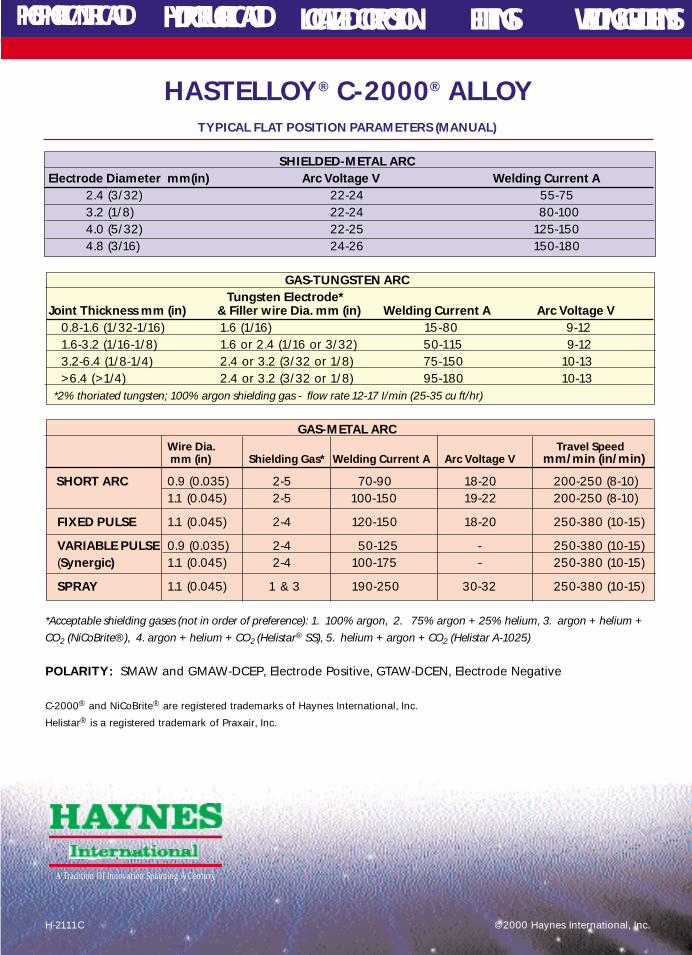
TYPICAL FLAT POSITION PARAMETERS (MANUAL)
SHIELDED-METAL ARCElectrode Diameter mm(in) Arc Voltage V Welding Current A
2.4 (3/32) 22-24 55-753.2 (1/8) 22-24 80-1004.0 (5/32) 22-25 125-1504.8 (3/16) 24-26 150-180
GAS-TUNGSTEN ARCTungsten Electrode*
Joint Thickness mm (in) & Filler wire Dia. mm (in) Welding Current A Arc Voltage V0.8-1.6 (1/32-1/16) 1.6 (1/16) 15-80 9-121.6-3.2 (1/16-1/8) 1.6 or 2.4 (1/16 or 3/32) 50-115 9-123.2-6.4 (1/8-1/4) 2.4 or 3.2 (3/32 or 1/8) 75-150 10-13>6.4 (>1/4) 2.4 or 3.2 (3/32 or 1/8) 95-180 10-13
*2% thoriated tungsten; 100% argon shielding gas - flow rate 12-17 I/min (25-35 cu ft/hr)
GAS-METAL ARCWire Dia. Travel Speed mm (in) Shielding Gas* Welding Current A Arc Voltage V mm/min (in/min)
SHORT ARC 0.9 (0.035) 2-5 70-90 18-20 200-250 (8-10)1.1 (0.045) 2-5 100-150 19-22 200-250 (8-10)
FIXED PULSE 1.1 (0.045) 2-4 120-150 18-20 250-380 (10-15)
VARIABLE PULSE 0.9 (0.035) 2-4 50-125 - 250-380 (10-15)(Synergic) 1.1 (0.045) 2-4 100-175 - 250-380 (10-15)
SPRAY 1.1 (0.045) 1 & 3 190-250 30-32 250-380 (10-15)
*Acceptable shielding gases (not in order of preference): 1. 100% argon, 2. 75% argon + 25% helium, 3. argon + helium +
CO2 (NiCoBrite®), 4. argon + helium + CO2 (Helistar® SS), 5. helium + argon + CO2 (Helistar A-1025)
POLARITY: SMAW and GMAW-DCEP, Electrode Positive, GTAW-DCEN, Electrode Negative
C-2000® and NiCoBrite® are registered trademarks of Haynes International, Inc.
Helistar® is a registered trademark of Praxair, Inc.
H-2111C ©2000 Haynes International, Inc.
HASTELLOY® C-2000® ALLOY
HYDROFLUORIC ACID LOCALIZED CORROSION WELDING GUIDELINESFITTINGSPHOSPHORIC/NITRIC ACID
Haynes Welding Guidelines 2/7/01 8:06 AM Page 1

H-2111C ©2000 Haynes International, Inc.
A Tradition Of Innovation Spanning A Century
• Safe working conditions should be established prior to welding. Welders should be properly protected, confined spaces should be avoided, and adequate ventilation should be provided. The recommendations of ANSI/ASC Z49.1-88, “Safety in Welding and Cutting”, should be followed.
• Surfaces to be welded, and adjacent areas, should be cleaned and degreased thoroughly prior to welding.
• The Ni-Cr-Mo alloys exhibit low penetration characteristics, therefore adequate joint access (weld angle) and minimal land are suggested.
• The interpass temperature should be held below 93˚C (200˚F), and excessive heating should be avoided (especially on thin parts).
• The weld metal is viscous (sluggish), and therefore some torch manipulation is usually necessary; increasing the current (amperage) will not substantially increase the fluidity of the weld puddle.
• Oxy-acetylene and submerged-arc welding are not recommended.
• Covered electrodes from a new (unopened) can require no drying; however, unused electrodes should bestored in an oven held in the temperature range of 121˚C (250˚F) to 204˚C (400˚F).
• A backing gas of 100% argon should be used for the root pass during gas-tungsten arc or gas-metal arc welding; for shielded-metal arc welding, grinding of the back side of the root pass is necessary.
• For gas-tungsten arc welding, a constant-current power supply, equipped with a high frequency start and downslope control, is recommended; torches with gas diffuser lenses provide the optimum gas coverage.
• Post-weld stress relieving, at approximately 650˚C (1202˚F) is inappropriate for the Ni-Cr-Mo alloys; normally a post-weld heat treatment is not necessary, but, if stresses must be relieved, a full solution anneal at 1149˚C (2100˚F) is recommended, followed by water quenching.
• If more than 1% of an oxidizing shielding gas is used during gas-metal arc welding, then grinding of the weld bead between each pass is recommended.
• Water-cooled torches are recommended for gas-metal arc spray transfer and synergic transfer (above 120A).
HASTELLOY® C-2000® ALLOY
Haynes Welding Guidelines 2/7/01 8:06 AM Page 2

A Tradition of Innovation Spanning A Century
F O R M O R E I N F O R M A T I O N , C O N T A C T :
Kokomo, Indiana 46904-9013 Windsor, Connecticut 06095 England Italy1020 W. Park Avenue 430 Hayden Station Road Haynes International, Ltd. Haynes International, S.R.L.P.O. Box 9013 Tel: 860-688-7771 P.O. Box 10 Viale Brianza, 8Tel: 765-456-6012 800-426-1963 Parkhouse Street 20127 Milano
800-354-0806 FAX: 860-688-5550 Openshaw Tel: 39-2-2614-1331FAX: 765-456-6905 Manchester, M11 2ER FAX: 39-2-282-8273
Tel: 44-161-230-7777FAX: 44-161-223-2412
Anaheim, California 92806 Houston, Texas 77041 France SwitzerlandStadium Plaza The Northwood Industrial Park Haynes International, S.A.R.L. Nickel Contor AG1520 South Sinclair Street 12241 FM 529 Boite Postale 9535 Hohlstrasse 534Tel: 714-978-1775 Tel: 713-937-7597 95061 CERGY PONTOISE CH-8048 Zurich
800-531-0285 800-231-4548 Cedex Tel: 41-1-434-7080FAX: 714-978-1743 FAX: 713-937-4596 Tel: 33-1-34-48-3100 FAX: 41-1-431-8787
FAX: 33-1-30-37-8022
Arcadia, Louisiana 71001-9701 Singapore3786 Second Street Haynes Pacific PTE LTDTel: 318-263-9571 15 McCallum Street
800-648-8823 #06-04 Natwest CentreFAX: 318-263-8088 Singapore 069045
Tel: 65-222-3213All trademarks are owned by Haynes International, Inc. FAX: 65-222-3280
1020 W. Park AvenueKokomo, IN 46904800•354•0806Facsimile 765•456•6905 www.haynesintl.com
ISO9002C E R T I F I E D H-2111C
C2000 Pocket Folder 2/7/01 8:24 AM Page 1