air-pro tm compressed air piping systems by asahi/america
TRANSCRIPT
Air-ProTM
Compressed Air Piping Systems
by Asahi/America
Air-Pro Material
MATERIALEltex TUB 124High Density
PolyethyleneBlue Color Code (1/2-
4”)Black Color (6-12”)
Blue coded may be available upon request

System Data
TEMP LIMITS: Up to 140 F
PRESSURE RANGE: 230 psi at 70 F 20 - 110mm(1/2 - 4”) Socket Fusion 150 psi at 70 f 160 - 315mm (6 - 12”) Butt & all Electro-
Fusion
JOINING METHOD: Socket Fusion (1/2 - 4”) Electro-Fusion (1/2 - 12”) Butt Fusion (6 - 12”)
Puts an end to leaky threads Sets in minutes, no waiting for cure times
Ductility
California-OSHA Pressure Testing:
Quick Burst Pressure Test 1000 Hour Pressure Test
Impact Testing Sharp, Object Strike -Pressurized Blunt, Object Strike -Pressurized Object Strike -0 F -Pressurized

Ductility
MODE OF FAILURE SMALL LINEAR TEARS
Cal-OSHA ComplianceNon-Catastrophic Failure Mode
Chemical Resistance
Resistance to Mineral and Synthetic Compressor Oil
Resistance to wide range of Chemical and Vapors
No solvent joining cements to worry about!

Pressure Drop
FRICTION FACTOR NEW:
AIR-PRO C = 150 IRON C = 100 TO 110
AGED: AIR-PRO C = 150 IRON C = Decreased
Decrease is due to Internal Corrosion, Pitting and scaling
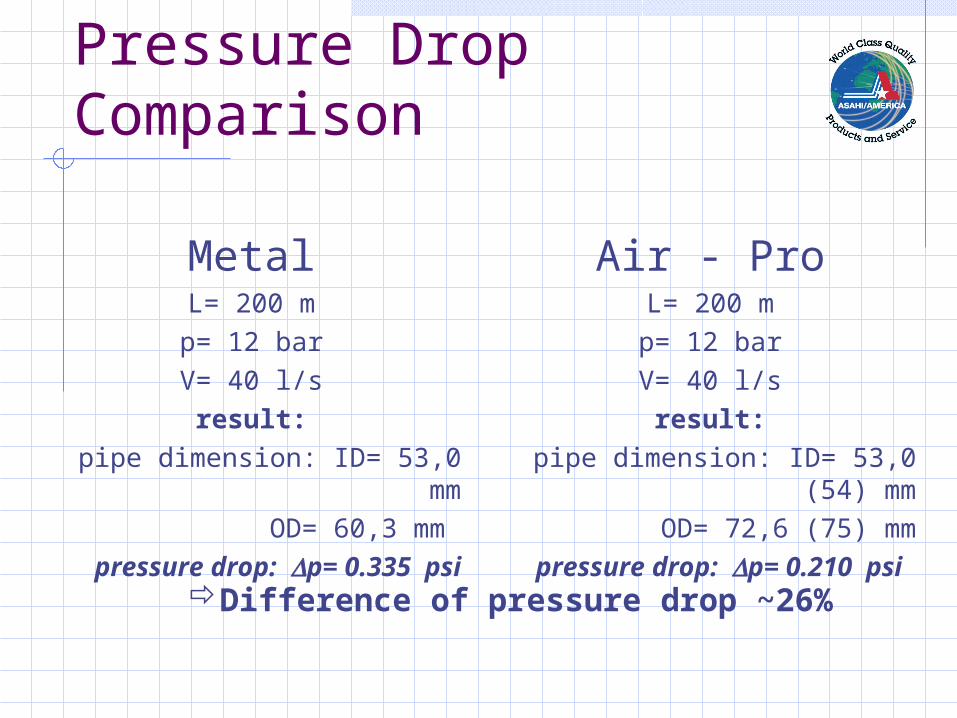
Pressure Drop Comparison
MetalL= 200 mp= 12 barV= 40 l/sresult:
pipe dimension: ID= 53,0 mmOD= 60,3 mm
pressure drop: p= 0.335 psi
Air - ProL= 200 mp= 12 barV= 40 l/sresult:
pipe dimension: ID= 53,0 (54) mm
OD= 72,6 (75) mmpressure drop: p= 0.210
psi Difference of pressure drop ~26%
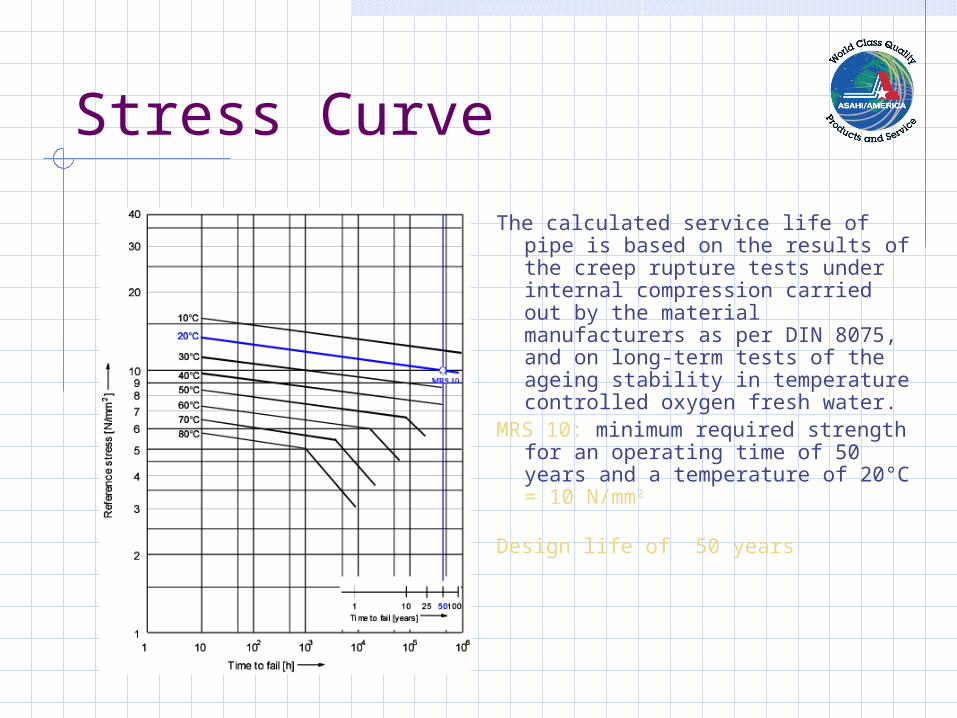
Stress Curve
The calculated service life of pipe is based on the results of the creep rupture tests under internal compression carried out by the material manufacturers as per DIN 8075, and on long-term tests of the ageing stability in temperature controlled oxygen fresh water.
MRS 10: minimum required strength for an operating time of 50 years and a temperature of 20°C = 10 N/mm2
Design life of 50 years
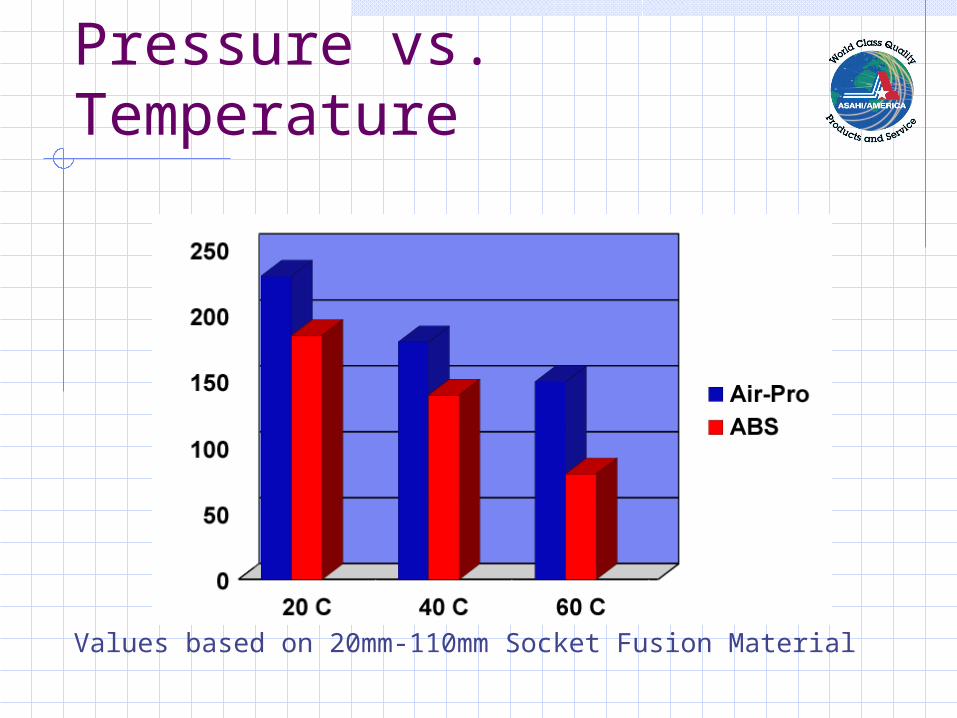
Pressure vs. Temperature
Values based on 20mm-110mm Socket Fusion Material
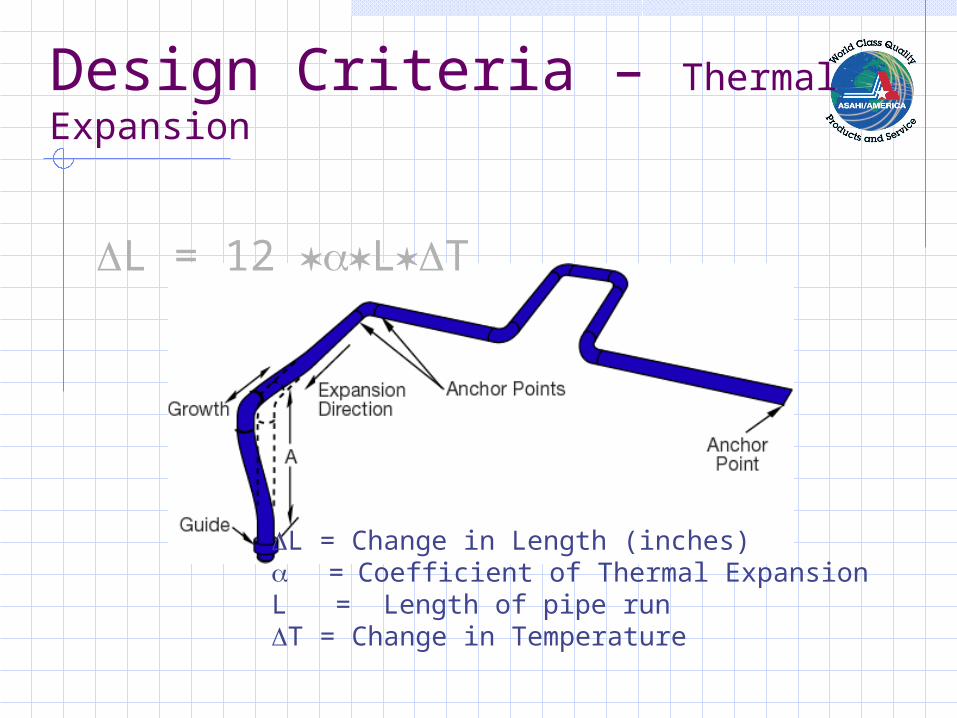
Design Criteria – Thermal Expansion
L = 12 LT
L = Change in Length (inches)=Coefficient of Thermal ExpansionL = Length of pipe runT = Change in Temperature
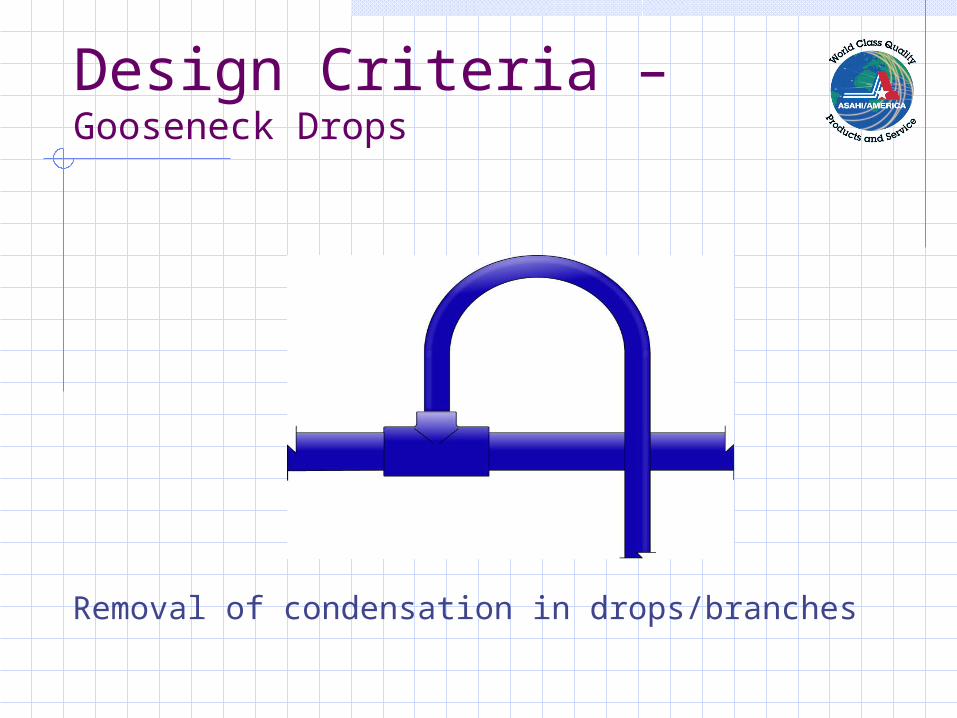
Design Criteria – Gooseneck Drops
Removal of condensation in drops/branches
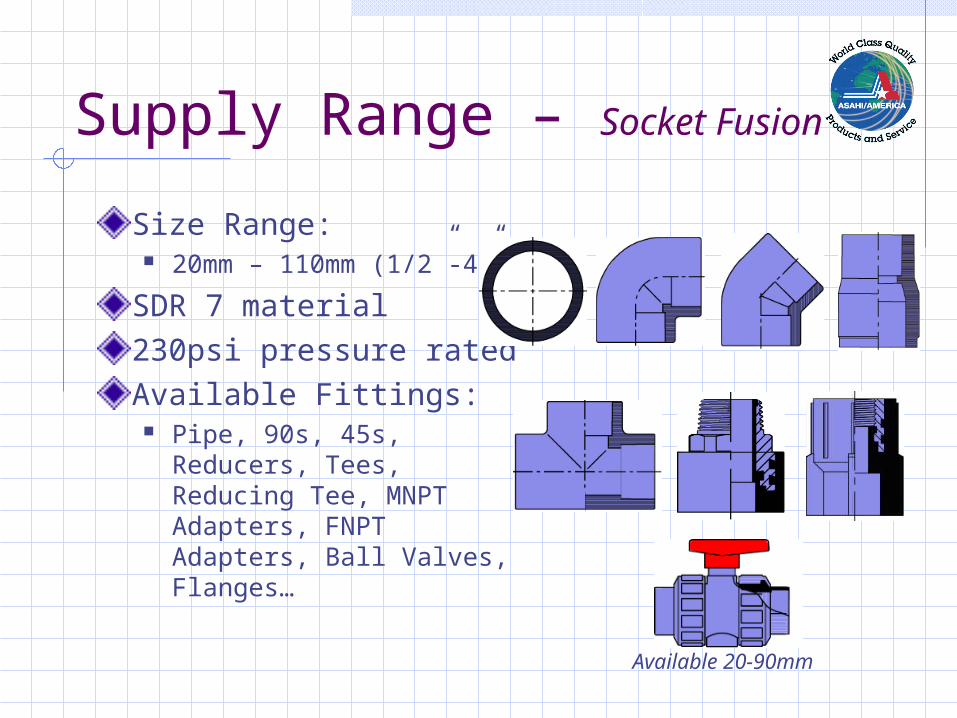
Supply Range – Socket Fusion
Size Range: 20mm – 110mm (1/2”-
4”)
SDR 7 material 230psi pressure ratedAvailable Fittings:
Pipe, 90s, 45s, Reducers, Tees, Reducing Tee, MNPT Adapters, FNPT Adapters, Ball Valves, Flanges…
Available 20-90mm
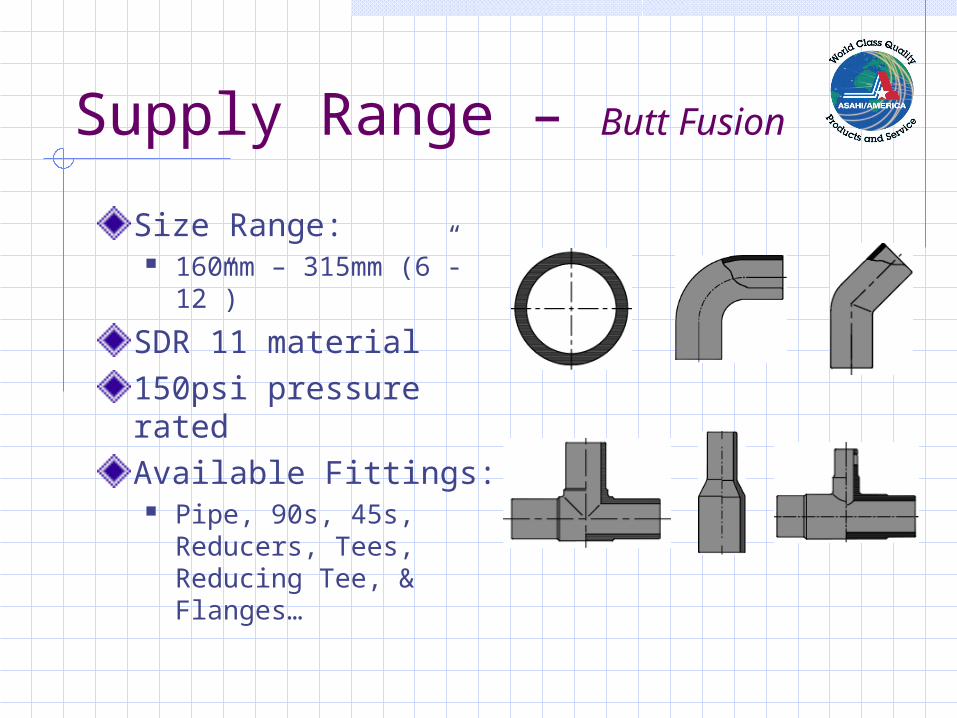
Supply Range – Butt Fusion
Size Range: 160mm – 315mm (6”-
12”)
SDR 11 material 150psi pressure ratedAvailable Fittings:
Pipe, 90s, 45s, Reducers, Tees, Reducing Tee, & Flanges…
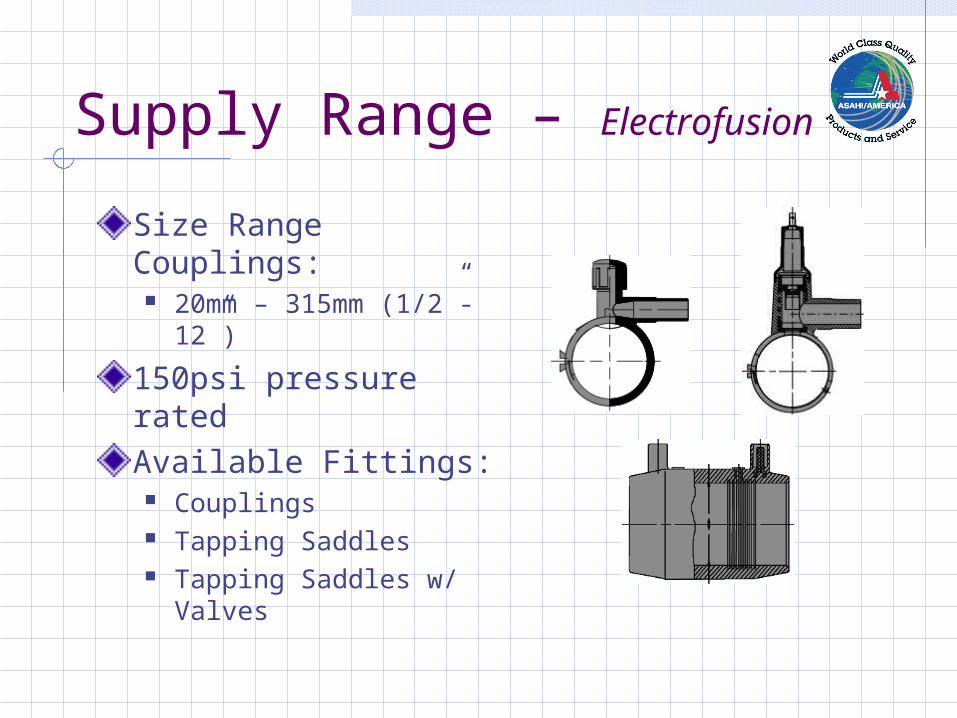
Supply Range – Electrofusion
Size Range Couplings: 20mm – 315mm (1/2”-
12”)
150psi pressure ratedAvailable Fittings:
Couplings Tapping Saddles Tapping Saddles w/
Valves
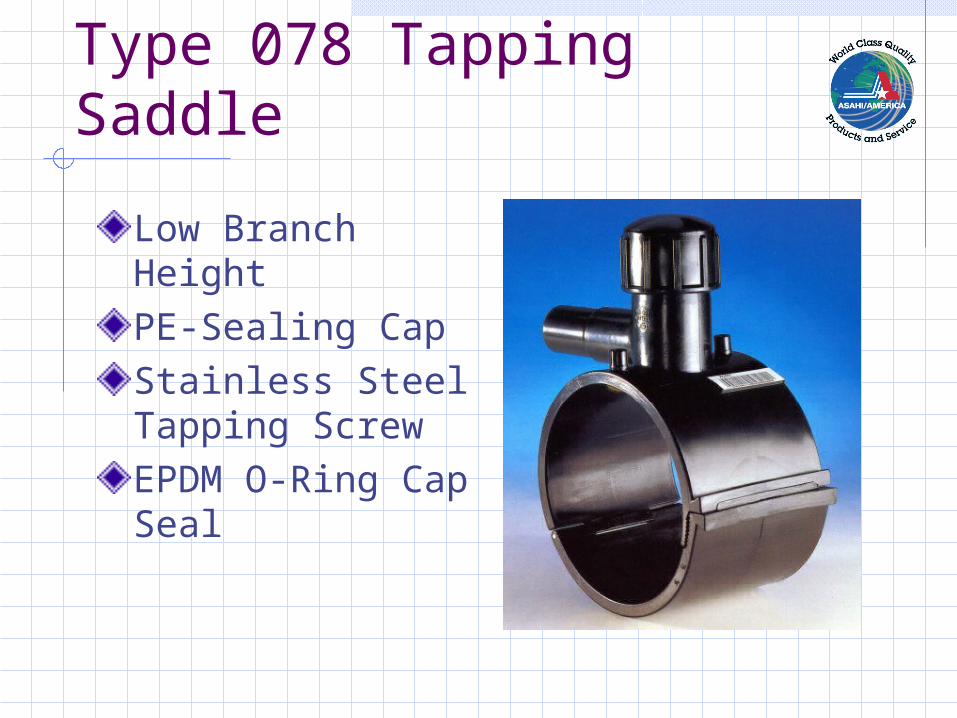
Type 078 Tapping Saddle
Low Branch HeightPE-Sealing CapStainless Steel Tapping ScrewEPDM O-Ring Cap Seal
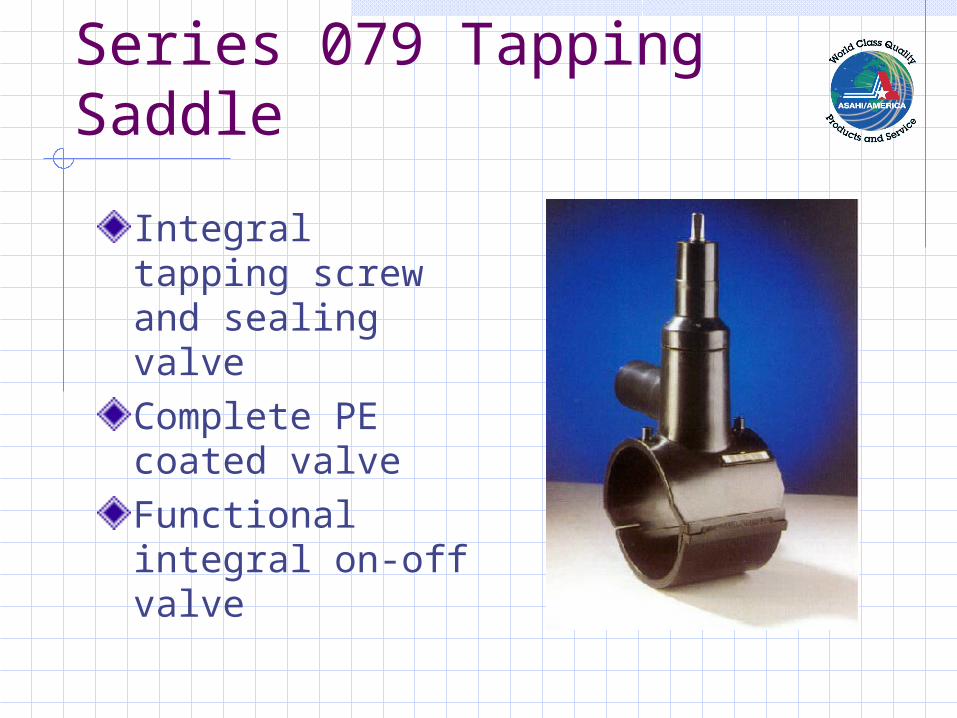
Series 079 Tapping Saddle
Integral tapping screw and sealing valveComplete PE coated valveFunctional integral on-off valve
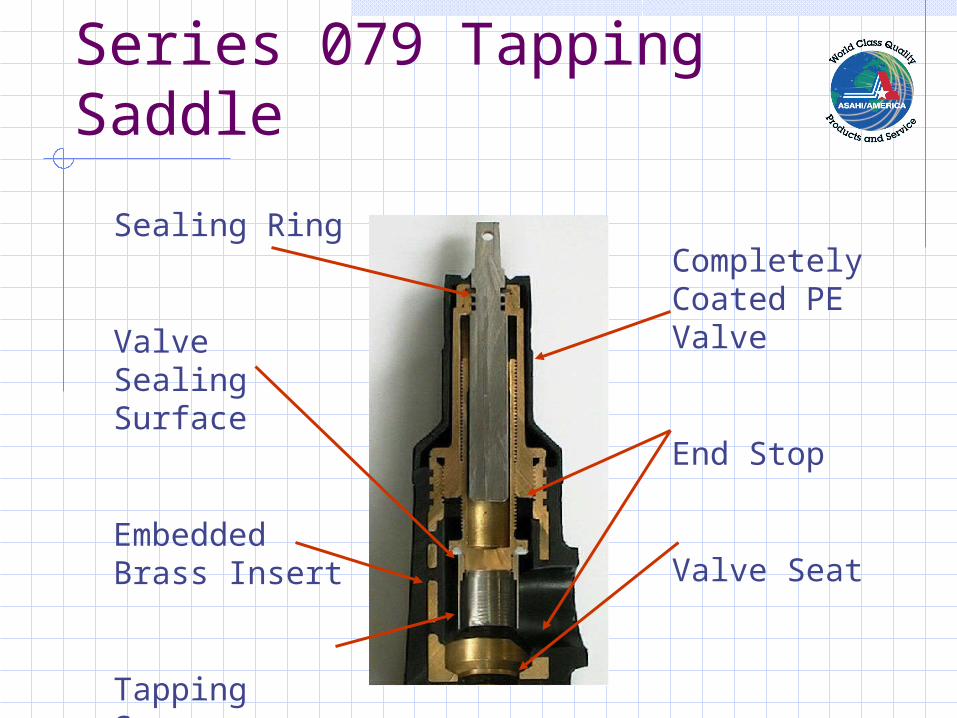
Series 079 Tapping Saddle
Sealing Ring
Valve Sealing Surface
Embedded Brass Insert
Tapping Screw
Completely Coated PE Valve
End Stop
Valve Seat
Installation Options
Socket-Fusion Equipment is Light Weight Maneuverable in Tight Restraints Material is Light Weight, Flexible and Bendable Requires No Prior Experience
Electrofusion Excellent for tight quarters Perfect repairs, additions and changes
Butt Fusion Easy machine operations Fittings can be re-used Easy line repair Quality can be inspected
NO CURE TIMES REQUIRED!!
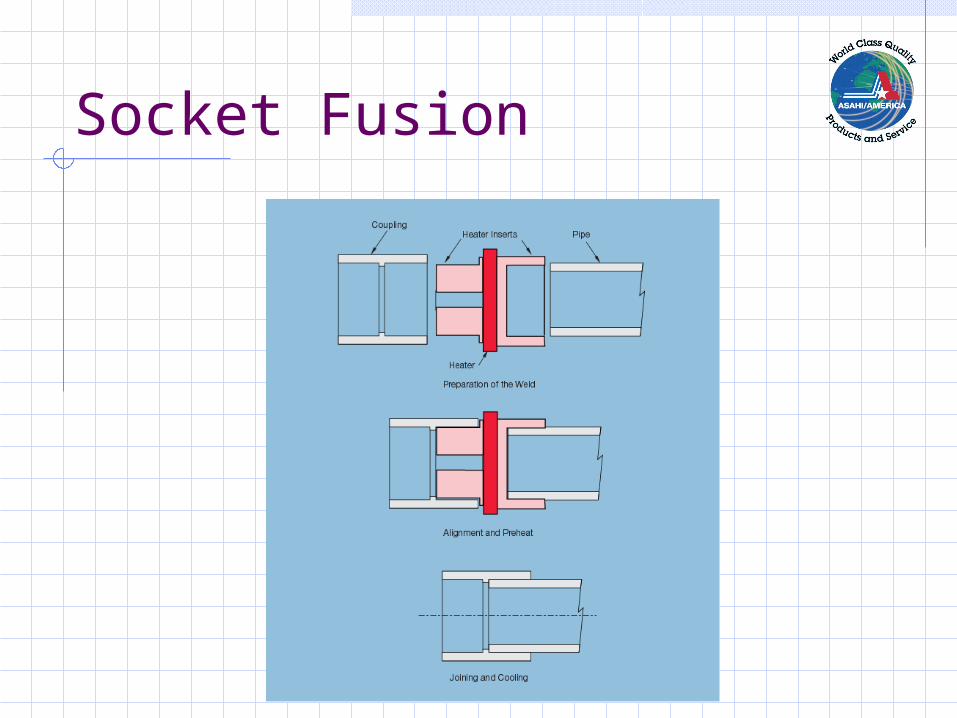
Socket Fusion

Socket Fusion
cleaning of the pipe and the fitting. Bevel or Peel dependent upon size
pressing the pipe and the fitting on the heating element for preheating
remove and join the pipe and fitting together
Leaving the joint without load during the cooling time
visual control of the joint
recommended procedure:by hand up to OD 40 mm (1¼“)use welding equipment for dimensions > OD 40 mm (1¼“)
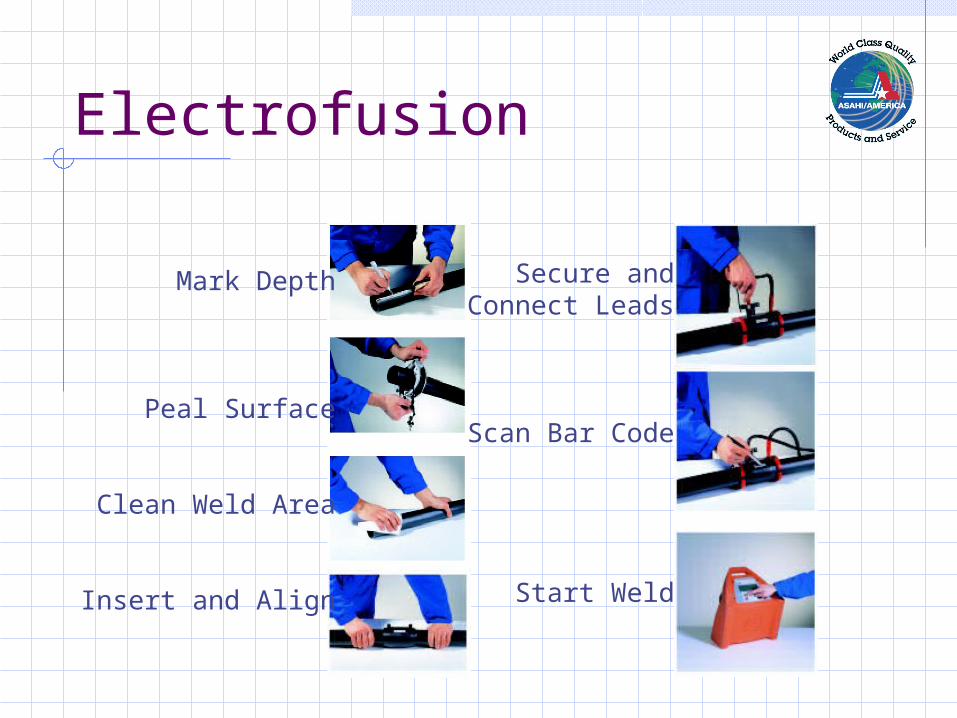
Electrofusion
Mark Depth
Peal Surface
Clean Weld Area
Insert and Align
Secure andConnect Leads
Scan Bar Code
Start Weld
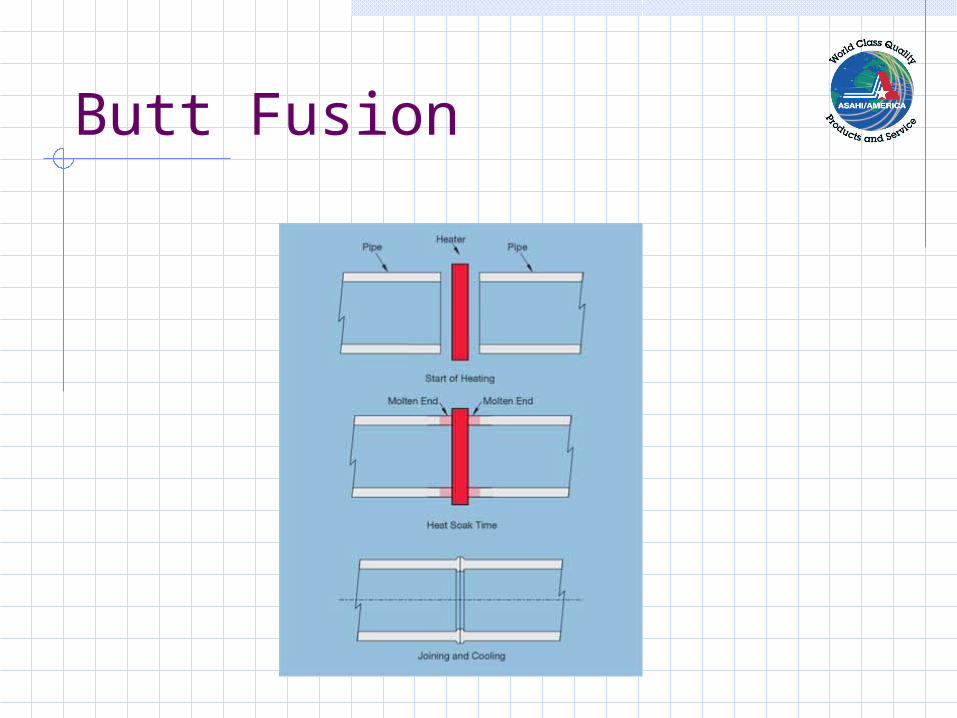
Butt Fusion
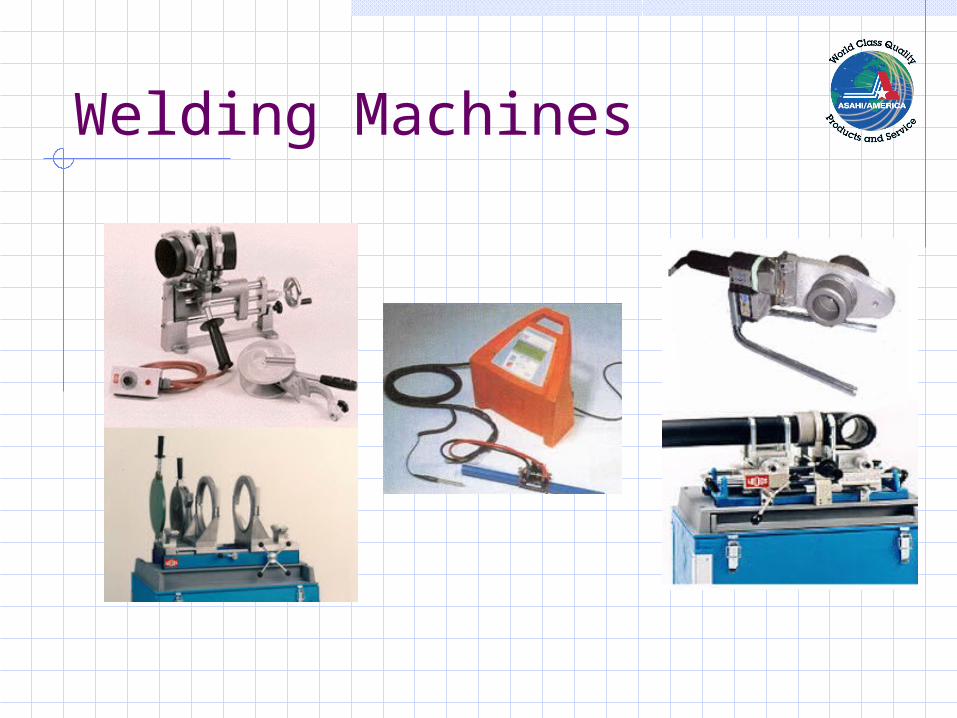
Welding Machines

Welding Accessories – Electro-Fusion
Tapping Saddle Clamping Tool
Tapping Saddle Set
Scraper Tool Required for
Electrofusion

Welding Accessories – Socket Fusion
Pipe Scraper Recommended for
90mm-110mm Socket Fusion
Pipe Beveller Recommended for 20-
63mm Socket Fusion
Thank You
Questions?