ajk2011-03023 (conference paper dr) modelling multiphase jet flows for high velocity emulsification
TRANSCRIPT

Proceedings of ASME-JSME-KSME Joint Fluids Engineering Conference 2011 AJK2011-FED
July 24-29, 2011, Hamamatsu, Shizuoka, JAPAN
AJK2011-03023 MODELLING MULTIPHASE JET FLOWS FOR HIGH VELOCITY EMULSIFICATION
Mr David Ryan School of Chemical Engineering
University of Birmingham Birmingham, UK
Dr Mark Simmons School of Chemical Engineering
University of Birmingham Birmingham, UK
Dr Mike Baker Unilever Research &
Development Port Sunlight, Merseyside, UK
ABSTRACT Single phase steady-state Computational Fluid Dynamics
(CFD) simulations are presented for turbulent flow inside a
Sonolator (an industrial static mixer). Methodology is given
for obtaining high quality, converged, mesh-independent
results. Pressures, velocities and local specific turbulent
energy dissipation rates throughout the fluid domain are
obtained for three industrially-relevant mass flow rates at a
fixed nozzle orifice size. Discharge coefficients calculated at
the orifice are compared to literature values and to pilot plant
experiments for initial validation. Streamlines in the flow are
used to illustrate the presence of recirculation zones after the
nozzle. Thus, residence time and peak local specific turbulent
energy dissipation rates are calculated from streamline data as a
function of inlet position. Values of local specific turbulent
energy dissipation rate obtained are used to infer drop sizes for
emulsification of a multiphase mixture under dilute,
homogeneous flow conditions. The results show that different
drop size distributions may be produced depending on the inlet
condition of the multiphase mixture.
INTRODUCTION The Sonolator (Figure 1, Figure 2) is a static high shear
mixer used by industry to emulsify multiphase liquids by
forcing them at high pressure through a nozzle with a small
cats-eye shaped orifice. The high velocity jet formed impinges
on a fixed blade which splits the flow and is thought to cause
cavitation. A backpressure valve downstream maintains the
pressure in the main chamber. High local specific turbulent
energy dissipation rate ε (W∙kg-1
) is encountered which breaks
down larger dispersed phase droplets into smaller ones. The
physical mechanisms by which ε is generated are not currently
known.
Since these devices are used by industry, there is a need to
identify the precise mechanisms and locations of droplet
breakage and emulsification in different flow regimes, enabling
predictions of performance to be made. Mechanisms of
emulsification may include turbulent mixing, shear forces,
elongation or cavitation. Techniques for investigating the first
three of these mechanisms using single phase CFD are the
focus of this paper. The last mechanism, cavitation, is not
considered.
Previous literature results for the Sonolator or for liquid
whistles include: usage to disinfect wastewater in conjunction
with ozone [1], usage to remove unwanted dissolved gas from a
liquid [2] and investigations into the cavitation noise and its
interpretation [3]; however none of these works include any
flow analysis or application to emulsions. It is therefore
necessary to carry out research into the flow fields within the
Sonolator so that these processes could be better understood.
This paper presents the results of single phase steady-state
CFD simulations of the flow field inside the Sonolator. The
data is used to predict the likely maximum drop size obtained
when performing emulsification in such a device, assuming that
this occurs under dilute (< 1% by volume dispersed phase),
homogeneous flow (zero slip velocity) conditions [4]. Thus the
dispersed phase may be assumed to faithfully follow the
continuous phase flow field without affecting its properties.
Water was the working fluid and three mass flow rates of 0.033,
0.067 and 0.100 kg∙s-1
(2, 4 and 6 kg∙min-1
), were simulated
with a fixed Sonolator geometry, (nozzle orifice area
3.871 mm2 [0.0060 in
2]), using the Shear Stress Transport
(SST) turbulence model.
Basic validation is performed against pilot plant data, using
the discharge coefficient. Streamlines are introduced, from
them quantities at the inlet are derived which can be used for
multiphase analysis. The industrial application of this analysis
is discussed..
MODELLING THE SONOLATOR STATIC MIXER Figure 1 shows the main features of the Sonolator: a nozzle
with a narrow orifice, a turbulent jet from the liquid forced
through the orifice, the jet impinging on a fixed blade in the
main chamber, and the liquid travelling though the rest of the
device, past a back-pressure valve (not shown) and out of the
outlet.

The flow conditions and emulsification effect of the
Sonolator depend greatly on the exact cross-sectional area of
the orifice. The CFD carried out below is for a fixed area of
3.8710 mm2 (0.0060 in
2), unless stated otherwise. This area
represents a typical industrial nozzle.
FIGURE 1. DIAGRAM OF SONOLATOR DEVICE
CFD simulations The programs used to carry out the CFD simulations were
ANSYS ICEM for geometry creation and meshing, ANSYS
CFX-Pre for simulation set-up and ANSYS CFX-Solver for
running the simulations. Post-processing was carried out in
ANSYS CFD-Post and Microsoft Excel 2007.
Creating the Geometry in ANSYS ICEM The Sonolator 3D geometry dimensions were obtained
from scale drawings from Sonic Corp, Inc (US) and from
photographs of the nozzle, orifice, main chamber and blade of a
dismantled Sonolator taken at a pilot plant facility at Unilever
Research and Development, Port Sunlight, UK.
The 3D geometry shown in Figure 2 was constructed in
ANSYS ICEM by hand from the dimensions given.
Furthermore, all sharp corners in the fluid domain (angles
greater than 30°) were rounded off. This was to enable good
quality meshes and good convergence of the simulations. In
regions of high interest, such as the nozzle orifice, rounding
was still carried out but with a very tight radius of curvature.
The implications of the rounding of corners upon the results are
discussed later.
FIGURE 2. 3D WHOLE SONOLATOR GEOMETRY
The Sonolator was 165.1 mm in length along its axis. The
inlet diameter was 22.1 mm.
This paper presents simulation results generated using the
0.0060 in2 orifice geometry, see Figure 4. Industrial orifice
sizes range from 0.001 to 0.01 in2, thus the size used is within
this range.
The backpressure valve was omitted from the geometry,
since previous simulations had shown that local specific
turbulent energy dissipation rate at the valve was 1 or 2 orders
of magnitude lower than at either the orifice or the blade. This
meant that, in the following analysis, the presence of the valve
could not affect maximum droplet size predictions given.
Omitting the valve from the CFD geometry meant that the
geometry was a long narrow tube between the blade and the
outlet, as shown in Fig. 3.
FIGURE 3. 3D QUARTER SONOLATOR GEOMETRY FROM
TWO ANGLES
FIGURE 4. NOZZLE ORIFICE IN QUARTER MODEL
The Sonolator without its orifice and blade possesses
cylindrical symmetry. The orifice and blade break this
symmetry but instead create rectangular symmetry with two
symmetry planes: one vertical and one horizontal, see Figure 2.
These symmetries were used to model only one quarter of the
Sonolator instead of the whole flow domain, with consequent
75% saving in computational resources, see Figure 3. A closer
view of the orifice geometry in the quarter model is shown in
Figure 4. The physical and mathematical appropriateness of
this simplification is discussed later.

Creating the Mesh in ANSYS ICEM The mesh was created in ANSYS ICEM in three stages:
surface mesh, volume mesh, then prism mesh for each complete
mesh. Furthermore, each geometry had three meshes of
different resolutions created by this method. This was done to
demonstrate mesh independence in the simulation results.
The triangular surface mesh shown in Figure 5 was created
using patch independent triangular meshing, with increased
detail in regions of high curvature of the surface. Detail varied
from 3 mm maximum element size on flat surfaces to around
0.0625 mm on highly curved surfaces. This compared to an
inlet diameter of 22.1 mm, and a total geometry length of
165 mm. The maximum element size was 3.00 mm, 2.00 mm
and 1.75 mm for the three different size meshes for each
geometry.
FIGURE 5. SURFACE MESH FOR QUARTER MODEL
SHOWING TWO SYMMETRY PLANES
The tetrahedral volume mesh was created using the
Delaunay method from the existing surface mesh.
To ensure good wall treatment, a single-layer triangular
prism mesh was extruded into the volume mesh interior from
the surface mesh. ICEM then automated the merging of the
tetrahedral and prism meshes.
The local height of the single layer prism mesh was 1.5 of
a mesh element. This single layer was then split into 8, 12 or 15
layers according to which of the three overall mesh resolution
was needed. The height ratio between successive layers
was 1.4, this ensured many nodes were available close to the
wall for good wall treatment. This is visible in Figure 6 and
Figure 7.
FIGURE 6. CUTPLANE SHOWING TETRAHEDRAL AND
PRISM VOLUME ELEMENTS
FIGURE 7. CUTPLANE ON HIGHER RESOLUTION MESH
After each mesh generation step the intermediate mesh was
smoothed to, if possible, a quality statistic of 0.4 or above as
measured in ICEM. For the meshes used in these results
virtually all mesh elements in the final smoothed meshes had
quality about 0.4, with only a few isolated elements below this
cutoff.
The final smoothing step carried out on prism and
tetrahedral layers simultaneously had a slight decrease in prism
quality, but much greater compensating increase in tetrahedra
quality, rendering a much higher quality mesh overall.
The number of nodes in the simulations used for this paper
was between 48,000 and 200,000. Note that in CFX elements
define the mesh, however nodes are taken at vertices where the
volume elements join. Thus a typical 200,000 element mesh,
with 180,000 volume elements, only 70,000 nodes may exist.
Each simulation for each geometry or set of flow
conditions was carried out on three or four separate meshes of
different resolutions. This established mesh independence.
Results were then quoted from the highest resolution mesh.
Statistics such as pressure drop were read from the average of
the two highest resolution meshes, and error bars given as the
sample standard deviation of these two. The lowest resolution
mesh results were not used except as an extra check for mesh
independence. The average size of meshes 1, 2 and 3 were
respectively 80,000, 150,000 and 170,000 nodes.
Tetrahedral and prism meshing were used throughout. It
was not found possible to form a hexahedral (cubic) mesh of
sufficient mesh quality to run the simulation. This was probably
due to the many sharp internal 30º angles in the geometry
which did not lend themselves to being meshed with 90º-angled
cubes. Although it may have been possible to segment the
geometry, mesh different segments with tetra- or hexa-
elements and use generalised grid interfaces (GGI) to link
segments, earlier simulations found no advantage of using this
method over pure tetra-meshes, and extra overheads due to the
computationally intensive nature of GGI.
The symmetry plane geometries in ICEM were flat. The
surface mesh on each plane was checked to ensure that all mesh
elements were exactly in the geometric plane. All nodes which
deviated slightly from the plane, due to rounding errors while
smoothing the mesh, were moved back in the exact plane. The
maximum distance moved was 0.002 mm. This did not affect
the mesh quality appreciably.

Up to this point all work was carried out in ANSYS ICEM.
Once a mesh of suitable quality was obtained, it was exported
from ICEM in “Fluent v6” format for use in ANSYS CFX-Pre.
Simulation Setup in ANSYS CFX-Pre CFX-Pre was used to set up a simulation. Five main areas
had to be covered: simulation physics, symmetry conditions,
initial conditions, boundary conditions, simulation specific
options.
Simulation Physics. For the simulation physics the
following assumptions were made: single phase flow, water as
the fluid in the flow domain, incompressible flow, no heat
model or heat transfer, constant temperature 298.15 K (25°C),
constant density 997 kg∙m-3
, constant dynamic viscosity
8.684×10-4
Pa∙s (Tab. 1).
Flow fields in emulsions with oil phase less than 1 percent
by volume were considered similar enough to flow fields with
pure water to justify the single phase model to help investigate
multiphase flow. Furthermore, due to the low viscosity of
water, heating would be negligible. No heat model meant that
fluid properties such as density and viscosity could be treated
as constant.
Turbulence was modelled by the SST turbulence model.
This was chosen because it combined the good wall treatment
of the k-ω model with the good free stream behaviour of the k-ε
model. For the kind of conditions present in the Sonolator –
complex flows with severe pressure gradients, boundary layer
separation, strong streamline curvature – it overcame some
limitations of both k-ω and k-ε turbulence models [5-6]. In
addition, automatic wall treatment was used so that the
software would include a wall function wherever appropriate to
make the boundary flows physically realistic.
Steady state was felt justified since the turbulence model
eliminated the need to model individual turbulent eddies, and
provided parameters in steady state to approximate unsteady
variations in effective viscosity from turbulent eddy dissipation.
CFX would therefore model the Navier Stokes equations
with these physical assumptions.
Symmetry Conditions. Symmetry conditions were
imposed. The whole Sonolator geometry would have had
rectangular symmetry if it was modelled in totality. The
simplified quarter model for the Sonolator geometry, and the
resulting mesh which was actually used, therefore were
bounded by two extra symmetry plane conditions. The effect of
a symmetry plane was to force any velocity vector on the plane
to point within the same plane. (Velocity vectors on the central
axis where the two symmetry planes met were therefore were
doubly constrained, and could only point up or down the axis.)
The reasoning why it was felt valid to use symmetry to
simplify the geometry in this way was as follows. The steady
state solution obtained would represent a time averaged
solution. Although temporal oscillations in the flow fields
would temporarily break spatial rectangular symmetry; by time-
averaging, the symmetry of the geometric flow domain should
result in regained symmetry in the time-averaged flow solution.
Exceptions to this do occur: the Coanda effect [7] for example
causes a jet of fluid to cling to a nearby wall. In the case of the
Sonolator, the thin jet exits in the middle of a cylindrical
chamber, well away from the wall. So the Coanda effect would
not be likely to cause symmetry breaking in this case. In fact,
inside the Sonolator the jet was incident on a fixed blade which
it would cling to, both above and below, and in this way retain
the rectangular symmetry, not destroy it, by the Coanda effect.
Initial Conditions. Initial conditions would normally be
considered in a fully transient simulation. However, since these
simulations were steady state, initial conditions were not
needed.
Boundary Conditions. Boundary conditions came in
three varieties: wall, outlet and inlet.
The walls were smooth, no slip, stationary walls. All metal
surfaces in the real Sonolator device, including the inlet tube,
nozzle and orifice, main chamber, blade and outlet tubing, were
modelled with this wall condition. Future research may cover
small oscillations in the wall conditions, e.g. any small
oscillations the fixed blade may undergo.
The outlet was modelled in CFX as an “Opening”, with
absolute pressure 101,325 Pa (1 atm). This level could be set
freely without changing the simulation results, since cavitation
was not modelled. Mass, momentum and turbulence fields were
conserved at this boundary.
At the inlet a mass flow condition of 8.333×10-3
kg∙s-1
,
1.667×10-2
kg∙s-1
or 2.500×10-2
kg∙s-1
was set on the quarter
model. These correspond to flows of 2 kg∙min-1
, 4 kg∙min-1
,
6 kg∙min-1
on the whole model. Each of these three flow rates
was used in industry, and could be used to validate the CFD
work with pilot plant data. This mass flow condition was
equivalent to a fixed volumetric flow, and also equivalent to a
uniform velocity across the whole of the inlet tube.
Turbulence input at the inlet was kept at “Medium
(Intensity = 5%)” according to ANSYS’s recommendation in
the CFX-Pre help documentation for situations where the
incoming turbulence is unknown or not specified [8].
Simulation Specific Options. Some general simulation
specific parameters needed to be set for the simulation runs.
The simulation was run with a “physical timescale” of
0.01 s, the exact level did not affect the final results, but would
affect the speed at which they converged. For this system,
0.01 s was found optimal.
Each simulation was run for between 100 and 500
iterations until it had converged suitably. Convergence was
judged by ensuring the RMS residuals for momentum and mass
were below 10-5
, and that relevant monitor points, such as
average orifice velocity and pressure drop across the Sonolator,
had ceased to oscillate but each converged to a single value to 3
significant figures. Every result presented in this paper was
proved to be mesh independent by obtaining the same values

within suitable error bars from at least 3 different resolution
meshes.
A conservation target of 0.1% across the whole flow
domain was also set, ensuring that mass and momentum
conservation across the domain would not deviate by more than
1 part in 1,000. Comparisons of mass flow at the inlet with
those at the nozzle orifice verified this.
When the CFX-Pre simulation definition was finished it
was saved to a definition file for running in CFX-Solver.
Running the Simulation in ANSYS CFX-Solver For each different simulation, a run was set up in CFX-
Solver from the definition file exported from CFX-Pre. The
simulation could be iteratively converged from a flow field
which was zero everywhere. However to aid swifter
convergence the converged results of a relevant previous
simulation were normally used to initialize a later simulation.
Double precision arithmetic was selected. Although it
required more memory, it allowed RMS residuals to converge
to potentially 10-10
, instead of not converging below 10-4
in
single precision in some cases.
The results shown in this paper were run on a single Intel
Core 2 Duo processor. RMS residuals and user monitor points
were viewed, to judge convergence. When the simulation was
judged to have adequately converged it was stopped. Values
such as pressure drop across the Sonolator were noted from
relevant monitor points.
ANSYS CFD-Post was used to post-process the results
which are discussed below.
RESULTS AND DISCUSSION
TABLE 1. CONSTANT VALUES IN CFD EXPERIMENTS
Velocities and Pressures inside the Sonolator The parameters taken as constant in the simulations are
shown in Table 1. Two critical variables are the pressure drop
across the Sonolator, and orifice velocity. These are shown in
Table 2 for three different flow rates, and illustrated in Figure 8
and Figure 9 respectively. These two logarithmic plots are
both straight lines with slopes of two and unity respectively,
demonstrating that pressure drop was proportional to flow rate
squared (Figure 8), and velocity at orifice was proportional to
flow rate (Figure 9), in line with fundamental fluid dynamics
theory and dimensional analysis.
The error levels given in Table 2 represent the level of
mesh independence found within CFD, not a confidence that a
physical experiment would duplicate the result to within that
range.
TABLE 2. CFD PREDICTIONS OF FLOW PRESSURES AND
VELOCITIES
TABLE 3. REYNOLDS NUMBERS AND CFD PREDICTIONS
OF DISCHARGE COEFFICIENTS
FIGURE 8. PRESSURE DROP ACROSS SONOLATOR VS
FLOW RATE

FIGURE 9. VELOCITY AT NOZZLE ORIFICE VS FLOW RATE
Reynolds numbers and discharge coefficients were
calculated from the orifice velocity and device pressure drop.
The formulae used for Reynolds number is shown in Eq. (1),
and that for discharge coefficient [9] is shown in Eq. (2); the
values are shown in Table 3. (Note that to simplify the
discharge coefficient formula it has been assumed that “cross-
sectional area of orifice” divided by “cross-sectional area of
surrounding tube” is negligible.)
The discharge coefficients obtained from CFD were ≈ 0.75
(Table 3), which are approximately 15% higher than values
obtained from pilot plant studies carried out by the author,
which gave values of ≈ 0.65. These studies were carried out on
a Sonolator unit at the pilot plant at Unilever Research &
Development, Port Sunlight, UK. (This pilot plant data is
expected to be published in a future paper.)
Nevertheless, the CFD values compare favourably with
literature values for discharge coefficient for an orifice plate of
between 0.4 and 0.8 [9].
Therefore, the comparisons show that the CFD results were
of the right order of magnitude, and furthermore, CFD results
were within a tolerable margin of existing experimental data.
Reasons to explain the remaining 15% discrepancy
between CFD and pilot plant values for the discharge
coefficient include:
The orifice area value given by the manufacturer could
have been inaccurate given wear on the device and also
that the orifice edge sharpness in CFD and in the pilot
plant Sonolator was almost certainly different, a factor
which has a large effect on discharge coefficient [9].
The SST turbulence model, which assumes isotropic
turbulence, may not have complete accuracy when applied
to the flattened anisotropic turbulent jet present in the
Sonolator.
Flow Visualisation CFD illustrations are now given for various flow properties
in the Sonolator. The single flow chosen to illustrate these
properties is the medium mass flow rate of 0.0167 kg∙s-1
quarter
inlet (4 kg∙min-1
whole inlet), on the highest resolution mesh.
Values for y+ on the wall. Figure 10 shows a contour
plot of y+ (dimensionless wall distance) on the walls for the
medium flow rate. The peak y+ values were obtained on each
mesh with the highest flow rate; y+ peaks of 1.92 for the
highest resolution mesh and 5.25 for the medium resolution
mesh were obtained. Since the SST turbulence model used had
“Automatic” wall treatment, a wall function was introduced by
the software wherever necessary, and for either high or low y+
values the wall treatment would be suitable [10].
FIGURE 10. Y-PLUS VALUE CONTOUR PLOT ON WALLS
Velocity, pressure and turbulence. Figure 11 shows
the velocity field along the vertical symmetry plane with Fig.
12 providing a zoomed in view near to the nozzle and blade.
Figure 13 shows flow along the horizontal symmetry plane.
Axial velocity in Figure 11, Figure 12 and Figure 13 showed
flow moving from left (inlet) to right (outlet). The overall value
of axial velocity was positive, as expected for mass flow
downstream, however negative axial velocity (blue colour)
above the blade and nozzle represented material travelling
backwards in a recirculation zone (Figure 11, Figure 12). A fast
flattened jet (coloured red) was found exiting the nozzle orifice
and passing over the blade (Figure 11, Figure 12 and Figure
13). Note that the colour scheme is from -4 m∙s-1
to 4 m∙s-1
: any
velocities lower/higher than these are coloured completely blue
or red respectively. The peak velocity obtained in the middle of
the jet at the highest flow rate (6 kg∙min-1
whole inlet) was
36.4 m∙s-1
.
FIGURE 11. AXIAL VELOCITY ON VERTICAL SYMMETRY
PLANE OVER WHOLE SONOLATOR

FIGURE 12. AXIAL VELOCITY ON VERTICAL SYMMETRY
PLANE NEAR NOZZLE AND BLADE
FIGURE 13. AXIAL VELOCITY ON HORIZONTAL
SYMMETRY PLANE
Pressure drop from the inlet to the outlet of the Sonolator
at the highest flow rate was 591 kPa (5.91 bar), and at the
medium flow rate illustrated in Figure 14 was 265 kPa
(2.65 bar). One important feature was that almost all of the
pressure drop occurred across the nozzle orifice. The blade had
little effect on pressure drop.
Pressure drop over a volume of fluid is related to the
energy dissipated by turbulence, which is plotted as the local
specific turbulent energy dissipation rate, ε. After the sharp
pressure drop across the nozzle, turbulence is greatly increased,
as shown in Figure 15 in the turbulent jet directly after the
nozzle. Medium levels of turbulence remain in the recirculation
zone above the blade, and gradually die down as the flow
continues down the device. A log colour-scale is used to reveal
this spatial evolution.
FIGURE 14. TOTAL PRESSURE (INCLUDING VELOCITY
CONTRIBUTION) ON VERTICAL SYMMETRY PLANE
FIGURE 15. LOCAL SPECIFIC ENERGY DISSIPATION
RATE, ε (LOG SCALE) ON VERTICAL SYMMETRY PLANE
3D Structure. To visualise the 3D structure of the
turbulent jet an isosurface was created to show all points in the
flow with velocity magnitude of 5 m∙s-1
(Figure 16). The colour
of the surface represents the axial velocity, with pure red
representing exact downstream travel. (The white reflections
are only to help visualise the 3D structure, and do not contain
flow information.) The structure of the jet is seen to be
flattening and widening as it moves away from the orifice and
towards the blade, and then forming a thick lobe above the
blade, which would be expected to repeat symmetrically in the
other three quarters of the flow.
FIGURE 16. ISOSURFACE OF VELOCITY MAGNITUDE
5 m∙s-1
, COLOURED BY AXIAL VELOCITY.
Streamlines were constructed which started at the inlet and
followed the flow throughout the whole flow domain. Three
different 3D angles are given in Figure 17. The streamlines
make recirculation zones much more visible than a plane
colouration.
A prominent vortex is revealed in the third view diagonally
above the turbulent jet. It is thought that the mass flow
downstream in the turbulent jet entrains the fluid above it, and
thus conservation of mass causes a recirculation to form in this
region.
The colour of the streamlines also reveal the 3D region in
the jet where ε is high, since the colour represents turbulent
dissipation of 1 to 10,000 W∙kg-1
on a log colour scale by blue
through to red. The saturated red streamline region thereby
represents ε above 10,000 W∙kg-1
.

FIGURE 17. STREAMLINES OF VELOCITY ORIGINATING
FROM WHOLE INLET FROM 3 DIFFERENT ANGLES
FIGURE 18. DIFFERENT BEHAVIOUR OF STREAMLINES
ORIGINATING FROM DIFFERENT INLET REGIONS
The flow structure revealed by the streamlines originating
from the inlet is complex. However, the streamlines originating
from some regions of the inlet do not have complex behaviour
associated with them. Figure 18 shows how one inlet region
gives rise to streamlines which go straight through the
Sonolator with no recirculation, whereas an different small inlet
region when transported downstream by the streamlines shows
chaotic recirculation. These differences between inlet regions,
as revealed by streamlines evolution downstream, will later be
used to characterise different regions of the inlet.
Each point on a streamline has flow properties such as
pressure, velocity and turbulence associated with it. By
considering that a small oil droplet introduced into an otherwise
aqueous flow will hardly affect the flow at all, but instead
follow the existing streamlines, it is possible to deduce results
about a low-concentration, homogeneous multiphase flow [4]
from the single phase flow data.
Streamline Analysis Therefore streamlines may be used to deduce multiphase
results. A streamline is a potential way for a multiphase droplet
to travel through the fluid, and at each point on the streamline
fluid properties such as ε exist which could cause measurable
changes in the dispersed phase droplet.
Pairs of properties existing on streamlines can be plotted
on a suitable x-y scatter graph. Moreover, streamlines from
different flow rates can be plotted on the same graph to enable
direct comparison of flow properties of the different flow rates.
Figure 19 shows axial velocity plotted against axial
distance, as experienced on various streamlines in the flow. The
three colours (green, blue, red) here represent the three mass
flow rates (2, 4 and 6 kg∙min-1
) investigated. The multiple lines
of the same colour represent the multiple streamlines for the
same flow rate originating from points evenly spread across the
inlet. The total space occupied by each colour graph represents
information about what flow properties exist for that flow rate.
By superimposing these three graphs, it is clearly visible that
they are self-similar by scaling the vertical axis appropriately.
This indicates that axial velocities are proportional to the flow
rate. A hypothesis would therefore be that velocity vectors
overall scale according to the flow rate, within the range of
Reynolds numbers investigated here.
Figure 20 plots ε against axial distance for the same three
sets of 24 streamlines. Again, the scaling relationship reveals
itself as a vertical shift in the graphs, supporting the hypothesis.
Closer inspection reveals an 8-fold (equivalent to (4/2)3-fold)
increase in ε when increasing flow rate from 2 to 4 kg∙min-1
,
and a (6/4)3-fold increase from 4 to 6 kg∙min
-1. This is evidence
for ε scaling according to the cube of the flow rate.
Dimensional analysis confirms that this is the correct
proportionality between ε and flow rate.
FIGURE 19. AXIAL VELOCITY VS AXIAL DISTANCE FOR 3
DIFFERENT FLOW RATES, EACH ILLUSTRATED ALONG 24 STREAMLINES

FIGURE 20. LOCAL SPECIFIC ENERGY DISSIPATION
RATE, ε (LOG SCALE) VS AXIAL DISTANCE.
Both Figure 19 and Figure 20 clearly show spatial
evolution of streamlines, and identify recirculation zones in
terms of loops traced on the respective graphs.
Figure 20 also reveals where the peaks in ε are situated, in
terms of axial position. The two biggest peaks are at z = 0 mm
and z = 6 mm. These correspond to the orifice and sharp front
edge of the blade.
Closer inspection, and some extra analysis, has shown that
for around 80% of streamlines the maximum value of ε is
located at the orifice, but for the remaining 20% of streamlines
a higher value of ε is experienced at the blade instead. These
are the only two high peaks given in the chart. Isosurfaces of ε
in CFD-Post show that the reason why less streamlines
experience peak ε at the blade edge is due to the smaller surface
area of the blade edge compared with the cross-sectional area
of the orifice.
Supposing that a small oil droplet travelled along such a
streamline, it would be expected that this maximum value of ε
would play a major role in determining the final droplet size
distribution from the oil droplet as it breaks.
Moreover, the orifice would be expected to determine
around 80% (by volume) of oil droplet sizes in a dilute
emulsion, compared to 20% at the blade.
Inlet Functions and Flow Zones For any incident oil droplet, the only factor which
determines the history of local specific turbulent energy
dissipation rate it undergoes is the position it starts at on the
inlet. Therefore, by tracing relevant flow variables backwards
from streamlines, or measuring their maximum across the
whole streamline, such derived variables can be plotted across
the whole inlet surface.
Relevant derived streamline variables are thought to
include the following: residence time on a streamline,
maximum value of ε experienced along a streamline. By
taking a balance between the dynamic pressure forces in a
turbulent flow acting to disrupt a droplet and the restorative
forces due to surface tension acting to stabilize it, Hinze [11]
developed a criterion for droplet breakage based upon a critical
Weber number, We, which is the ratio of these quantities
By relating the average kinetic energy per unit mass,
represented in Eq. (3) by u2, to the local specific turbulent
energy dissipation rate, ε, assuming homogeneous isotropic
turbulence, Hinze obtained [11]
This correlation allows maximum droplet diameter to be
calculated if the history of ε is known, albeit with the
limitations of the assumptions made of isotropic homogeneous
turbulence and a dilute dispersed phase with no drop
coalescence. Assuming a constant continuous phase density
of 997 kg∙m-3
and approximate interfacial tension of
10 mN∙m-1
, Eq. (4) can be simplified to Eq. (5) which gives a
typical maximum droplet diameter on each streamline from the
corresponding maximum value of ε:
where B = 7.2631×10-4
. Since Dmax is proportional to ε-0.4
, and
ε is proportional to Q3 and also to M
3 (volumetric and mass
flow rates cubed), therefore Dmax is proportional to Q-1.2
and to
M-1.2
. This scaling relation makes it possible to derive
maximum droplet sizes for different flow rates, based on the
data for the fixed flow rate of 0.01667 kg∙s-1
quarter inlet
(4 kg∙min-1
whole inlet)
The three derived functions; residence time on streamline,
maximum ε on streamline, maximum droplet size on
streamline; are now given for the fixed flow rate as 2D plots
across the whole inlet surface in Figure 21, Figure 22 and
Figure 23 respectively. Note that the data for the whole inlet
was found by using the symmetry conditions to reflect the data
on the quarter inlet twice.
(continued overleaf)

FIGURE 21. RESIDENCE TIME ACROSS WHOLE INLET
FIGURE 22. PEAK LOCAL SPECIFIC TURBULENT ENERGY
DISSIPATION RATES ACROSS WHOLE INLET
These three surface plots (Figure 21, Figure 22 and Figure
23) reveal information about what dispersed phase droplets
present in low concentration are likely to experience when
introduced into various inlet regions. These results could be
extrapolated to higher concentrations with the caveat that drop
coalescence and the need to treat the motion of drops as a
discrete phase from the continuum become increasingly
important as the concentration increases, with consequent
effects of the drops upon the continuum mean flow and
turbulence [e.g. 12].
To make interpretation clearer, the information in these
three charts is combined into a single chart, Figure 24, which
separates out the streamline experiences into 6 main zones.
FIGURE 23. TYPICAL MAXIMUM DROPLET DIAMETER VS
INLET POSITION
FIGURE 24. ZONING OF WHOLE INLET SURFACE BY
CHARACTERISTICS OF STREAMLINES ORIGINATING AT EACH LOCATION ON SURFACE
Table 4 gives the corresponding names and flow properties
in each zone. Of particular note is the fact that recirculating
streamlines are not found in zones E and F, and that comparable
values of ε between 30 kW∙kg-1
and 70 kW∙kg-1
are found
across streamlines from nearly the whole inlet surface, with the
exception of streamlines originating in zone B (Blade), which
experience values of an order of magnitude higher (circa
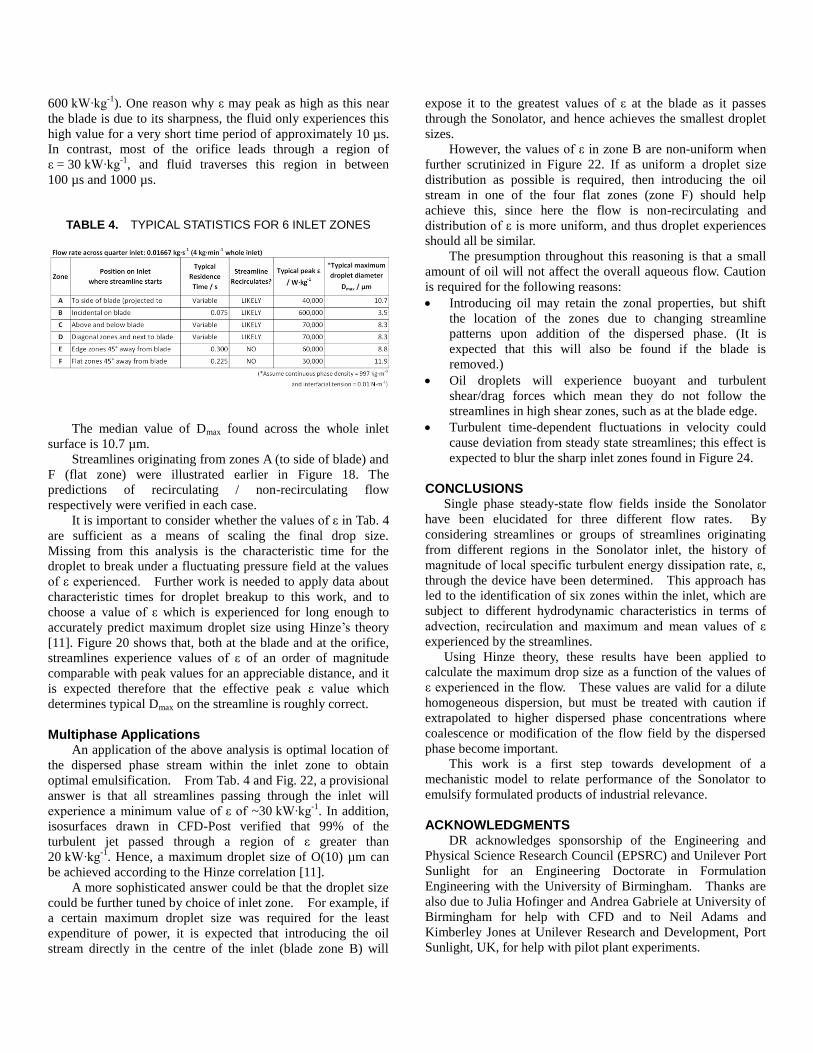
600 kW∙kg-1
). One reason why ε may peak as high as this near
the blade is due to its sharpness, the fluid only experiences this
high value for a very short time period of approximately 10 µs.
In contrast, most of the orifice leads through a region of
ε = 30 kW∙kg-1
, and fluid traverses this region in between
100 µs and 1000 µs.
TABLE 4. TYPICAL STATISTICS FOR 6 INLET ZONES
The median value of Dmax found across the whole inlet
surface is 10.7 µm.
Streamlines originating from zones A (to side of blade) and
F (flat zone) were illustrated earlier in Figure 18. The
predictions of recirculating / non-recirculating flow
respectively were verified in each case.
It is important to consider whether the values of ε in Tab. 4
are sufficient as a means of scaling the final drop size.
Missing from this analysis is the characteristic time for the
droplet to break under a fluctuating pressure field at the values
of ε experienced. Further work is needed to apply data about
characteristic times for droplet breakup to this work, and to
choose a value of ε which is experienced for long enough to
accurately predict maximum droplet size using Hinze’s theory
[11]. Figure 20 shows that, both at the blade and at the orifice,
streamlines experience values of ε of an order of magnitude
comparable with peak values for an appreciable distance, and it
is expected therefore that the effective peak ε value which
determines typical Dmax on the streamline is roughly correct.
Multiphase Applications An application of the above analysis is optimal location of
the dispersed phase stream within the inlet zone to obtain
optimal emulsification. From Tab. 4 and Fig. 22, a provisional
answer is that all streamlines passing through the inlet will
experience a minimum value of ε of ~30 kW∙kg-1
. In addition,
isosurfaces drawn in CFD-Post verified that 99% of the
turbulent jet passed through a region of ε greater than
20 kW∙kg-1
. Hence, a maximum droplet size of O(10) µm can
be achieved according to the Hinze correlation [11].
A more sophisticated answer could be that the droplet size
could be further tuned by choice of inlet zone. For example, if
a certain maximum droplet size was required for the least
expenditure of power, it is expected that introducing the oil
stream directly in the centre of the inlet (blade zone B) will
expose it to the greatest values of ε at the blade as it passes
through the Sonolator, and hence achieves the smallest droplet
sizes.
However, the values of ε in zone B are non-uniform when
further scrutinized in Figure 22. If as uniform a droplet size
distribution as possible is required, then introducing the oil
stream in one of the four flat zones (zone F) should help
achieve this, since here the flow is non-recirculating and
distribution of ε is more uniform, and thus droplet experiences
should all be similar.
The presumption throughout this reasoning is that a small
amount of oil will not affect the overall aqueous flow. Caution
is required for the following reasons:
Introducing oil may retain the zonal properties, but shift
the location of the zones due to changing streamline
patterns upon addition of the dispersed phase. (It is
expected that this will also be found if the blade is
removed.)
Oil droplets will experience buoyant and turbulent
shear/drag forces which mean they do not follow the
streamlines in high shear zones, such as at the blade edge.
Turbulent time-dependent fluctuations in velocity could
cause deviation from steady state streamlines; this effect is
expected to blur the sharp inlet zones found in Figure 24.
CONCLUSIONS Single phase steady-state flow fields inside the Sonolator
have been elucidated for three different flow rates. By
considering streamlines or groups of streamlines originating
from different regions in the Sonolator inlet, the history of
magnitude of local specific turbulent energy dissipation rate, ε,
through the device have been determined. This approach has
led to the identification of six zones within the inlet, which are
subject to different hydrodynamic characteristics in terms of
advection, recirculation and maximum and mean values of ε
experienced by the streamlines.
Using Hinze theory, these results have been applied to
calculate the maximum drop size as a function of the values of
ε experienced in the flow. These values are valid for a dilute
homogeneous dispersion, but must be treated with caution if
extrapolated to higher dispersed phase concentrations where
coalescence or modification of the flow field by the dispersed
phase become important.
This work is a first step towards development of a
mechanistic model to relate performance of the Sonolator to
emulsify formulated products of industrial relevance.
ACKNOWLEDGMENTS DR acknowledges sponsorship of the Engineering and
Physical Science Research Council (EPSRC) and Unilever Port
Sunlight for an Engineering Doctorate in Formulation
Engineering with the University of Birmingham. Thanks are
also due to Julia Hofinger and Andrea Gabriele at University of
Birmingham for help with CFD and to Neil Adams and
Kimberley Jones at Unilever Research and Development, Port
Sunlight, UK, for help with pilot plant experiments.

NOMENCLATURE AND ABBREVIATIONS ANSYS Software developers of the CFX package
A Nozzle Orifice Cross-sectional Area (m2)
B Constant (s3m
-1 )
CD Discharge Coefficient
CFD Computational Fluid Dynamics
CFX Implementation of CFD software by ANSYS
Dmax Maximum droplet diameter
DH Nozzle Orifice Hydraulic Diameter (m)
GGI Generalised Grid Interface: used to join two different
surface meshes in a plane separating
two different flow domains
k Turbulent kinetic energy
M Mass Flow Rate (whole) (kg∙s-1
)
P Pressure drop from inlet to outlet (Pa)
Q Volumetric Flow Rate (whole) (m3∙s
-1)
SST Shear Stress Transport turbulence model
Re Reynolds Number
T Ambient Temperature (K)
v Nozzle Orifice Average Velocity (m∙s-1
)
z Axial Position (m)
ε Local specific turbulent energy dissipation rate
(W∙kg-1
or m2s
-3)
ρ Water Density under ambient conditions (kg∙m-3
)
µ Dynamic viscosity of water under experimental
conditions (Pa∙s)
σ Interfacial tension (N∙m-1
)
ν Kinematic viscosity of water (m2∙s
-1)
ω Turbulent frequency (Hz)
REFERENCES [1] Chand, R., Bremner, D. H., Namkung, K. C., Collier, P. J.,
Gogate, P. R., 2007 “Water disinfection using the novel
approach of ozone and a liquid whistle reactor”.
Biochemical Engineering Journal, 35(3), August, pp. 357-
364
[2] Clark, A., Dewhurst. R. J., Payne, P. A., Ellwood, C., 2001
“Degassing a liquid stream using an ultrasonic whistle”
IEEE Ultrasonics Symposium Proceedings. eds. Yuhas, D.
E., Schneider, S. C., Vols 1 and 2 of Ultrasonics
Symposium, pp. 579-582
[3] Quan, K., Avvaru, B., Pandit, A. B., 2010 “Measurement
and interpretation of cavitation noise in a hybrid
hydrodynamic cavitating device” AlChE Journal. In Print.
[4] Wallis, G.B., 1969. One Dimensional Two-Phase Flow,
McGraw-Hill, New York.
[5] Menter, F. R., 1994 “Two-Equation Eddy-Viscosity
Turbulence Models for Engineering Applications,” AIAA
Journal, 32(8), pp. 1598-1605
[6] Bardina, J.E., Huang, P.G. and Coakley, T.J., 1997
“Turbulence Modeling Validation Testing and Development”
NASA Technical Memorandum 110446
[7] Tritton, D.J., 1977. “Physical Fluid Dynamics”, Van
Nostrand Reinhold. Section 22.7, The Coanda Effect
[8] “CFX-Pre Release Notes” ANSYS Inc, software CFX-Pre
v12.1, page “Inlet (subsonic), Mass and Momentum,
Turbulence”
[9] Perry, R. H., Green, D. W., eds., 1998. Perry’s Chemical
Engineers’ Handbook, 7th ed., McGraw-Hill, New York,
Chap. 8, p. 48, Chap. 10, p. 16.
[10] “CFX-Pre Release Notes” ANSYS Inc, software CFX-Pre
v12.1, page “ANSYS CFX-Solver Modeling Guide,
Turbulence and Near-Wall Modeling, Modeling Flow Near
the Wall”
[11] Hinze, J. O., 1955. “Fundamentals of the Hydrodynamic
Mechanism of Splitting in Dispersion Processes”. A.I.Ch.E.
Journal, 1(3), September, p. 295. [12] Simmons, M.J.H., Azzopardi, B.J., 2001. “Drop size
distributions in dispersed liquid-liquid pipe flow”, Int. J.
Multiphase Flow, 27(5), p. 843.