alpha magnetic spectrometer - 02 flight safety review phase ii may 21 - 25, 2007 analysis - welding...
TRANSCRIPT

Alpha Magnetic Spectrometer - 02
Flight Safety Review Phase IIFlight Safety Review Phase IIMay 21 - 25, 2007
Analysis - Welding and BrazingAnalysis - Welding and Brazing
Dan Rybicki – Materials Analysis
Jacobs – ESCG
(281) 244-5181

• Major Systems– Super-Fluid Helium Tank– Vacuum Case– Integral Plumbing Tubing and Fittings
AMS-02 Welding & Brazing Requirements

• Welding and brazing governed by NASA, Military, or industry standards:
– NASA-STD-5006 (Top level - Flight Hardware)– MSFC-SPEC-504 (Fusion Welding - Aluminum)– MSFC-SPEC-560 (Fusion Welding - Steels)– MIL-STD-2219 (Fusion Welding)– ANSI/AWS C3.x (Brazing Specifications)
• To assure mission safety, all welding and brazing procedures and personnel qualifications and certifications were required from the fabricators for review by ESCG prior to commencement of operations on flight hardware
• Weld qualification plans were reviewed and approved by NASA’s fracture control engineering personnel (ES4)
• At the earliest stages of the program, NASA and ESCG materials engineering and fracture control personnel contributed to the design effort of welded and brazed hardware to ensure:– acceptable (high weldability) materials were
selected– designs were optimized for weld and braze-
ability – all applicable requirements were understood
and applied to the design.
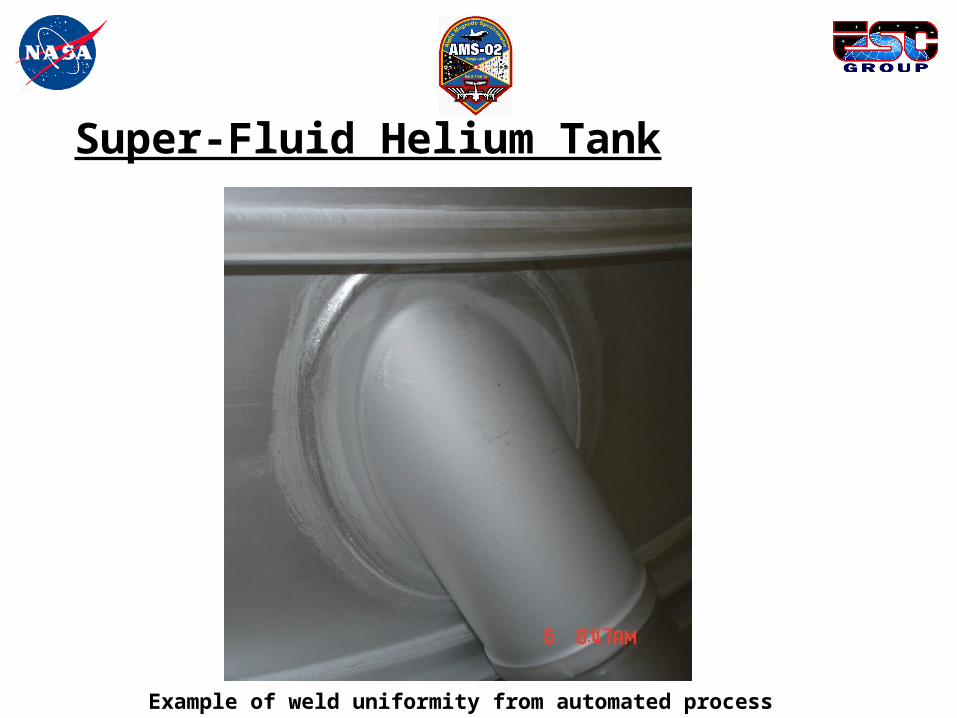
Super-Fluid Helium Tank

Super-Fluid Helium Tank

Super-Fluid Helium Tank• 5083 aluminum alloy• 5183 Aluminum filler alloy • Gas Tungsten Arc Welding (GTAW)• All pressure retaining welds are full penetration• 95% of welds (including most rework and repair areas) made using
automated equipment • Manual welding was used for areas where the machine weld head could not
physically gain access or where rework/repair areas were short in length• Where deemed necessary, weld joints utilized thickened weld seam cross
sections to compensate for “knockdown” of as-welded properties of base material and/or to assist in fitup
• Weld joint designs did not prohibit the inspectability of the welds by standard NDE techniques (visual, penetrant and radiographic inspection)
• Although difficult to radiograph, the final closure welds were accepted by utilizing multiple and repeated radiographic shots and ‘zone specific’ engineering stress and fracture analysis
• No welding performed on vessel after final acceptance tests• FINAL ACCEPTANCE TESTS:
– Proof pressure at 3.3 bar– Leak rate at 3.3 bar differential pressure was 8.7 x 10E-10 mbar L/sec

Super-Fluid Helium Tank
Example of weld uniformity from automated process(Pre-production weld trial of closure weld)

Super-Fluid Helium Tank
Example of weld uniformity from fully automated (robotic) process
Super-Fluid Helium Tank
Example of weld uniformity from automated process

Super-Fluid Helium Tank
Example of weld quality from manually applied process

Super-Fluid Helium Tank

Super-Fluid Helium Tank

Vacuum Case (VC)

Vacuum Case (VC)
• 2219 aluminum alloy• 2319 filler alloy• Two (2) identical circumferential welds at opposing ends of
inner cylinder• Final Closure welds• Full penetration butt joint design utilizes integral backing.
This feature provides:– precise control of joint fitup– ability to “contain” the internal weld bead penetration to
ensure the cold mass “keep in” zone is not breached, – latitude for weld rework (2X) without loss of the conical
flanges

Vacuum Case (VC)

Vacuum Case (VC)
Vacuum Case
• Gas Tungsten Arc Welding (GTAW)• Welding accomplished with automated equipment• Flat position weld• Welding head fixed and VC rotates about bore axis• Weld reinforcement removed flush to surface of inner cylinder (specified
finished condition)• Manual welding techniques were developed to support potential welding
rework/repair on-site at vendor facility. • 3 pass weld (1st pass acted as tacking or ‘seal’ pass)• Joints were 100% inspectable by surface and 100% volumetric sub-surface
NDE techniques • Fluorescent Penetrant Testing (PT) and specialized Ultrasonic Testing (UT)
techniques developed by NASA/ESCG• Phased Array Ultrasonic Testing (PAUT) specified for final production weld
inspection• No repairs required on STA weld

Vacuum Case
Pre-production weld trialin STA bore
Production welding STA

Vacuum Case
Production welding STA

Vacuum CaseMinimum penetration depth requirement
0.259” IC wall thkns(min penetration)
34 ksi achieved from ESCG design
concept development effort(non pulsed current)
37 ksi achieved on-site at SCL by
ESCG sub-contractor(pulsed current)

Vacuum Case• Welding and inspection procedures and techniques developed by
NASA/ESCG in Houston included:– establishing as-welded mechanical properties (with and w/o weld
reinforcement) from which a weld design allowable value was specified
– part specific acceptance criteria for UT inspection • To ensure highest probability of success, transfer of process
technology and all procedures to subcontractor was accomplished via close collaboration of ESCG and subcontractor personnel
• Vendor final on-site (SCL) pre-production STA weld qualification achieved 37.3 ksi– Minimum data point seen was 35.2 ksi
• AMS02 minimum established allowable = 32.0 ksi• Visual inspection prior to shaving weld bead flush• 100% PT inspected after shaving weld bead flush• 100% UT using Phased Array Ultrasonic Testing• FINAL ACCEPTANCE:
– Vacuum leak test– Proof pressure and leak test
Integral Plumbing Tubing & Fittings• TRD gas, thermal control, cryogenic fluid, and warm Helium gas
systems• 300 series “L” grade CRES, pure copper, and 1xxx, 5xxx and 6xxx
aluminum alloys• Dissimilar metal weld joints
– Explosion welding was the selected process for joining (aluminum to CRES alloys)
– Some components were brazed due to fabrication and/or installation constraints
• Tubular weld joint were welded using fully automatic Orbital Tube Gas Tungsten Arc Welding techniques (OT-GTAW)
• In at least one case, LASER welding was utilized to weld adaptors onto small diameter tubing to facilitate final closure welds using OT-GTAW
• Weld joint designs did not prohibit the inspectability of the welds by standard NDE techniques (visual, penetrant and/or radiographic inspection)
• Proof pressure and leak testing at system level

Integral Plumbing Tubing & Fittings
Example of TTCS LASER Weld Quality
Example of TTCS OTGTAW Closure Weld Quality