aluminization of high purity nickel by powder liquid coating · aluminization of high purity nickel...
TRANSCRIPT

Chiang Mai J. Sci. 2009; 36(3) 331
Chiang Mai J. Sci. 2009; 36(3) : 331-339www.science.cmu.ac.th/journal-science/josci.htmlContributed Paper
Aluminization of High Purity Nickel by Powder LiquidCoatingPatama Visuttipitukul [a], Nantiya Limvanutpong [b], Niti Yongvanich* [c,d],Prasonk Srichroenchai [d] and Panyawat Wangyao** [a][a] Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok, Thailand.[b] Graduate School of Engineering, Faculty of Engineering, Chulalongkorn University, Bangkok, Thailand.[c] Department of Materials Science and Engineering, Faculty of Engineering and Industrial Technology,
Silpakorn University, Nakhon Pathom, Thailand.[d] Center of Excellent for Petroleum, Petrochemical and Advanced Materials, Chulalongkorn University,
Bangkok, Thailand.*Author for correspondence; e-mail:* [email protected] e-mail:** [email protected]
Received: 28 May 2009Accepted: 1 July 2009
ABSTRACTThis research aims to study feasibility of applying powder liquid coating process to
form nickel aluminide layer which is superior for oxidation resistance on nickel. In powderliquid coating process, mixture slurries of Al and Al2O3 powders were pasted onto samplesand heat treated. The microstructures of coated samples were analyzed by SEM and opticalmicroscope. GIXD, EDS and EPMA were employed to investigate phase formations andelement distributions in the coating layer. Thickness of the coating layer was also measured.The coating layer can be either single-phase (Ni2Al3) or multi-phases (NiAl, (Al) and Ni2Al3)coating layer depending on the coating condition. Thickness and homogeneity of the coatinglayer are used as the criteria to determine quality of the coating layer. Increasing of Al contentin mixture slurries produces thicker coating layer with less degree of homogeneity. To increasehomogeneity, longer aluminizing time is required. The thickness uniformity depends on Alpowder distribution in the mixture slurries which can be controlled by adding appropriateamount of Al2O3 powder into the mixture slurries. In this experiment, the optimum conditionto achieve uniformly thick single-phase (Ni2Al3) coating layer is to use slurry with Al:Al2O3
ratio of 7:3 and 4 hours aluminizing time at 1000oC.
Keywords: aluminizing, Ni2Al3, oxidation resistance, powder liquid coating.
1. INTRODUCTIONNickel, a main component for high
temperature resistance materials such asnickel base superalloys, has been industriallyemployed for various machine parts.
However, in order to utilize nickel basesuperalloys at high temperature, failure dueto oxidation must be carefully considered[1, 2]. Oxidation resistance of nickel and its

332 Chiang Mai J. Sci. 2009; 36(3)
alloys can be improved by coating of aprotective layer composed of nickel aluminidecompounds such as NiAl and Ni2Al3 [3-5].The superior oxidation resistance of nickelaluminide can be explained by the formationof a dense continuous alumina layer whichcan form after exposure to a high temperatureunder oxidizing atmosphere. This continuousalumina layer, acting as a protective layer, is agood barrier to oxygen diffusion; as a result,the oxidation process is suppressed.
In this research, powder liquid coating isemployed as a new technique for aluminizing.The process involves mixture of Al and Al2O3powders pasted onto the surface and heattreated. Such process was recently developedto synthesize an aluminide layer on iron andsteel [6]. In order to extend the applicationof this process to nickel and its alloys, thefeasibility study of nickel aluminide layerformation by powder liquid coating methodmust be carried out by using pure nickel. Thepresent research is aimed to understand theeffect of different processing parameters:powder ratios and holding time. In addition,the optimal conditions to obtain the films withthe best possible microstructures will bedetermined.
2. EXPERIMENTAL PROCEDURENickel with a purity of 99.9% was selected
as a substrate. The nickel was cut intorectangular pieces (10mm 10mm 2mm).All samples were ground by SiC paper andalumina polishing powder. The polishedsamples were rinsed and cleaned in acetoneby a sonicator for 5 minutes.
Coating slurries were prepared from amixture of Al and Al2O3 powders withvarious compositions. An alumina powder(average size 160 mm) was mixed with analuminum powder (average size 3 μm). TheAl2O3 powder was added intended tominimize agglomeration of the Al powder.The mass ratios of Al:Al2O3 were 3:7, 5:5,7:3 and 10:0. Ethylene glycol was added toliquefy the mixture, converting it into coatingslurries. The slurries were pasted onto thesamples with a density of 0.1 g/cm2. Thepasted samples were then heated to removeethylene glycol under argon atmosphere at200oC for 1.5 hour. The temperature wasthen increased to 1000oC aluminizingtemperature for 2.25 hours and 4 hours. Thecoating conditions along with the samplenumbers are summarized in Table 1.
Both surface and cross-sectional micro-structures were examined by an opticalmicroscope. The optimal slurry compositionfor coating was determined by the thicknessand uniformity of the coating layer. EnergyDispersive Spectroscopy (EDS) and Electron
Table 1 Coating conditions.
Sample No. Al:Al2O
3 powder ratio Time (hour) Temperature (oC) Atmosphere
1 3:7 2.25 1000 Argon2 5:53 7:34 10:05 3:7 46 5:57 7:38 10:0

Chiang Mai J. Sci. 2009; 36(3) 333
Probe Micro Analysis (EPMA) were performedto observe the type and distribution of elementsin the coating layer. Phase formations werecharacterized by an X-rays Diffractrometer(XRD) and Glacing Incident X-raysDiffractometer (GIXD) at the incident angleof 5 degree.
3. RESULTS AND DISCUSSIONFigure 1 shows the surface and cross-
sectional microstructures of samples No.1 andNo.2, which were aluminized by using slurrieswith Al:Al2O3 of 3:7 and 5:5, respectively, at1000oC for 2.25 hours. The surfacemicrostructure of both samples appearsrough, which is caused by formation ofnodular islands (grey phase). The GIXDprofiles analyzed at the top surface of thesesamples in Figure 2 show only Ni2Al3 and
nickel peaks; therefore, the grey phase in thenodular island is Ni2Al3, which formsaccording to reaction between liquidaluminum and nickel. The remainingaluminum and Al2O3 powders agglomerateinto large particles which can be easily removedfrom the sample surface.
The surface of the nickel samples coatedby slurries with Al:Al2O3 ratios of 7:3 and 10:0(sample No.3 and No.4, respectively) areshown in Figure 3. The surface appears rough;however, there are no observable nodularislands. The cross-sectional microstructureshows a continuous coating layer which canbe divided into two sub-layers. The first sub-layer is grey in color layer and is locatedadjacent to the pure nickel matrix. The secondsub-layer is right beneath the surface and iscomposed of dark grey and white color
Figure 1. Surface morphology of sample (a) No.1, (b) No.2, and cross-sectional microstructureof sample, (c) No 1, and (d) No.2.

334 Chiang Mai J. Sci. 2009; 36(3)
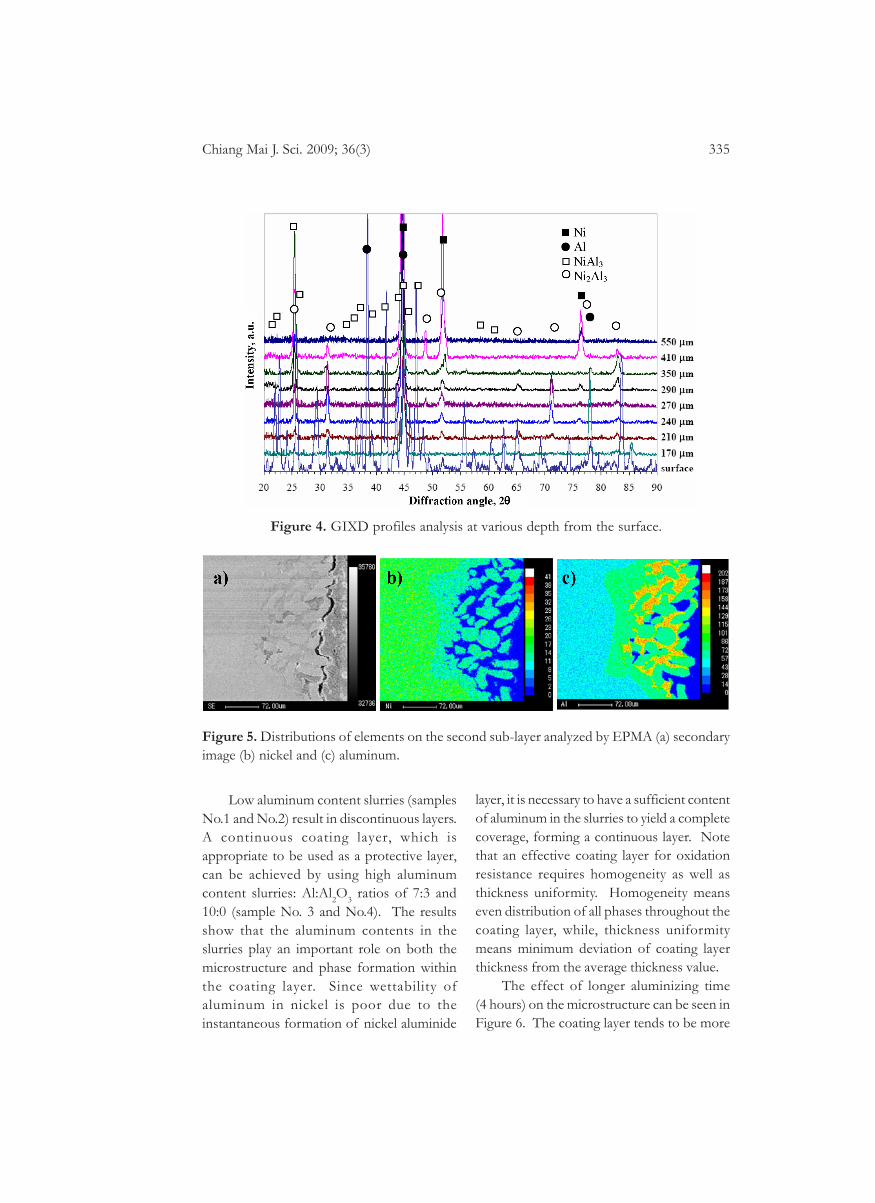
phases. The depth profile of these two sublayers were investigated by GIXD and areshown Figure 4. It can be clearly seen that atthe depth of 210 μm (the first sub-layer), thereexists only Ni2Al3. The second sub-layer (lessthan 210 μm from surface) mainly consistsof NiAl3 and (Al). The EPMA micrographs
in Figure 5 shows that the dark grey phase, aspreviously observed by optical microscope,contains mostly aluminum with a smallamount of nickel. The nickel is believed tobe dissolved in the aluminum matrix. Thephase that is white in color has a higher contentof nickel, indicating a NiAl3 phase.
Figure 2. GIXD profiles at the surface of aluminized samples(No.1-No.4) with various Al:Al2O3 ratios.
Figure 3. Surface morphology of sample (a) No.3, (b) No.4, and cross-sectional microstructure of sample, (c) No 3, and (d) No.4.
Chiang Mai J. Sci. 2009; 36(3) 335
Figure 4. GIXD profiles analysis at various depth from the surface.
Figure 5. Distributions of elements on the second sub-layer analyzed by EPMA (a) secondaryimage (b) nickel and (c) aluminum.
Low aluminum content slurries (samplesNo.1 and No.2) result in discontinuous layers.A continuous coating layer, which isappropriate to be used as a protective layer,can be achieved by using high aluminumcontent slurries: Al:Al2O3 ratios of 7:3 and10:0 (sample No. 3 and No.4). The resultsshow that the aluminum contents in theslurries play an important role on both themicrostructure and phase formation withinthe coating layer. Since wettability ofaluminum in nickel is poor due to theinstantaneous formation of nickel aluminide
layer, it is necessary to have a sufficient contentof aluminum in the slurries to yield a completecoverage, forming a continuous layer. Notethat an effective coating layer for oxidationresistance requires homogeneity as well asthickness uniformity. Homogeneity meanseven distribution of all phases throughout thecoating layer, while, thickness uniformitymeans minimum deviation of coating layerthickness from the average thickness value.
The effect of longer aluminizing time(4 hours) on the microstructure can be seen inFigure 6. The coating layer tends to be more

336 Chiang Mai J. Sci. 2009; 36(3)
homogeneous as compared to those in Figure1 and 3. The accumulative thicknesses of thecoating layers, including both the first and thesecond sub layers, are approximately similarregardless the aluminizing time. However, thethicknesses of each sub layers which indicatethe homogeneity of the coating layermicrostructure strongly depend on aluminizingtime. The thickness of the first sub-layerincreases with increasing aluminizing time andvice versa for the second sub-layer. Withappropriate Al:Al2O3 ratio content in slurryand holding time, the homogenous coatinglayer containing only the first sub layer, Ni2Al3,
Table 2. Thickness of the coated layer.Holding time (hours) 2.25 4
Al:Al2O3 ratio 10:0 7:3 10:0 7:3Thickness (μm) 596.7 423.8 515.6 410.4S.D. of thickness (μm) 19.8 14.0 30.1 7.6
can be formed. Although the slurry withhigher Al:Al2O3 ratio requires a longer timeto achieve the same level of homogeneity,the resulting layer thickness is higher. FromTable 2, adding the alumina powder reducesthe thickness of coating layer. The standarddeviation of the thickness, as shown inTable 2, decreases with increasing Al2O3content, indicating a higher degree ofuniformity of the layer thickness. These resultsare in agreement with those previouslyreported in which Al2O3 particles dispersemolten Al on the substrate and trap someexcess aluminum liquid [6].
Figure 6. Cross-sectional microstructure of aluminized samples with differentAl:Al2O3 ratios (a) No.5 (3:7), (b) No.6 (5:5), (c) No.7 (7:3) and (d) No.8 (10:0).

Chiang Mai J. Sci. 2009; 36(3) 337
Figure 7. Distribution of elements in the coated layer.
The formation mechanism of the coatinglayer might be explained as follows. At thealuminizing temperature, a aluminum powdermelts into a liquid phase into which nickel isdissolved. The nickel content in the liquid ishighest at the interface between the liquid andthe nickel matrix. Beyond the solubility limit,the excess nickel in the liquid reacts withaluminum, resulting in the formation of aNi2Al3 layer at the interface. A high contentof nickel in aluminum at the interface as wellas a concentration gradient of nickel, can bedetected by elemental line scans as shown inFigure 7. This result suggests that there is anoutward diffusion of nickel, resulting in thegrowth of the Ni2Al3 layer. For longeraluminizing processing (4 hours), the diffusiontime is sufficient for the growth of the Ni2Al3layer by consumption of all aluminum. Thisexplanation is manifested by the fact that thereis no liquid left on the top surface; the firstsub-layer is a homogeneous Ni2Al3 layer. For
shorter aluminizing time (2.25 hours), thealuminizing time is insufficient for nickel todiffuse and to consume all aluminum.Therefore, some Al-rich liquids are left on thetop surface. These liquids solidify uponcooling and form the second sub-layer aspreviously described.
The phasic type and structure detectedin the second sub-layer can be explained byusing a Ni-Al phase diagram (Figure 8). Ni2Al3precipitates in the liquid between 1000oC(aluminizing temperature) and 854oC. Below854oC, primary NiAl3 is formed. The eutecticreaction takes place at 639.9oC resulting informations of both (Al) and NiAl3 as a eutecticstructure. The precipitated Ni2Al3, primaryNiAl3 and eutectic structure of (Al) and NiAl3,as described previously, are shown inFigure 9. Consequently, for shorter aluminizingtime, the coating layer is inhomogeneous andcan be divided into two sub-layers containing(Al), NiAl3 and Ni2Al3 phases.

338 Chiang Mai J. Sci. 2009; 36(3)
Figure 8. Ni-Al binary phase diagram [8].
Figure 9. SEM Micrograph of the coated layer.

Chiang Mai J. Sci. 2009; 36(3) 339
4. CONCLUSIONAluminizing of nickel was successfully
performed by powder liquid coating processusing slurry mixtures of Al2O3 and Alpowders. The degree of homogeneity dependson the ratio of Al:Al2O3 and aluminizing time.Ni2Al3 forms in a homogeneous coating layer,whereas (Al), NiAl3 and Ni2Al3 occur in aninhomogeneous layer. Although the higherratio of Al:Al2O3 tends to produce morecontinuous coating layer, phase homogeneityand thickness uniformity are inferior to thosewith lower ratios. Phase homogeneity hasbeen shown to be improved by allowinglonger aluminizing time without obviouschanges in the coating layer thickness. Theoptimum coating condition in this experimentto achieve homogeneous Ni2Al3 layer is toutilize a slurry with a Al:Al2O3 ratio of 7:3and an aluminizing time of 4 hours at 1000oC.
ACKNOWLEDGEMENTThe authors would like express their
gratitude to the Thailand Research Fund forfinancial support under the contract numberMRG5080012. The authors also thankMs.Wanaporn Khanitnuntarak from ThaiTechnical Center, Thai Parkerizing Co.Ltd. forher supports on EPMA analysis.
REFERENCES
[1] Decker R.F. and Sims C.T., Themetallurgy of nickel-base alloys in theSuperalloys, edited by Sims C.T. andHagel W.C., John Wieley & son Inc.(Publisher), 1972: 33-75.
[2] Davis J.R., ASM Specialty Handbook -Nickel, Cobalt, and Their Alloys. 1st ed.US , ASM International, 2000: 7-87.
[3] Chester T. Sims, and William C. Hagel.The Superalloy. Canada, John Wiley &Sons, 1972: 287-350.
[4] Goward G.W., Progress in coating forgas turbine airfoils, Surface and Coating Tech.1998; 73-79: 108-109.
[5] Lee S.Y., Lee J.S., Kim K.B., Kim G.S.,Lee B.Y., Moon H.S., Eun H.B., Lee J.H.and Lee S.Y., Effects of aluminizing onthe oxidation and hot corrosion behaviorsof two phase nickel aluminides’,Intermetallics 2003; 11: 743-748
[6] Murakami K., Nishida N., Osamura K.and Tomota Y., Aluminizing of highpurity iron by powder liquid coating, Actameteria 2004; 52: 1271-1281.
[7] Ip S.W., Sridhar R., Toguri J.M.,Stephenson T.F. and Warner A.E.M.,Wettability of Nickel coated graphite byaluminum, Materials Science and Engineering1998; A244: 31-38.
[8] http://www.tms.org/pubs/journals/JOM/9712/Kattner-9712.fig.2d.gif