american ceramics society bulletin article on converting industrial waste into shale drilling...
Post on 13-Sep-2014
711 views
DESCRIPTION
An article detailing the discovery/process from a pair of Penn State materials scientists that outlines how industrial waste can be converted into proppant materials used in oil and gas drilling. Proppants--usually silica sand--is used to "prop open" tiny holes in rock layers to allow gas and oil and come out. This discovery would replace the need to mine sand and would help clear up industrial waste at the same time.TRANSCRIPT

www.ceramics.org | American Ceramic Society Bulletin, Vol. 93, No. 128
Proppants for shale gas and
oil recoveryEngineering ceramics for
stimulation of unconventional energy resources
By John R. Hellmann, Barry E. Scheetz, Walter G. Luscher, David G. Hartwich, and Ryan P. Koseski
The development and commercial-ization of natural gas- and oil-con-
taining shales during the past decade have been instrumental in making the United States self-sufficient in terms of natural gas supply, with significant export potential. Concurrently, the significant increase in natural gas supply has the nation poised to make natural gas the largest component in our energy mix, while simultaneously slashing our greenhouse gas emission. Likewise, the bountiful supply of natural gas as an energy source and chemical feedstock has spurred a resurgence in the petrochemical, synthetic fuels, fertilizer, and manufacturing industries. Similar benefits are occurring in the ceramics industry, and opportunities abound for even greater contributions from our community.
Directional drilling and hydraulic stimulation technology have been the main drivers for recovery of unconventional energy resources such as shale gas, gas from tight sands, and even coal bed methane. Natural gas is contained in fine, iso-lated porosity and adsorbed onto other organic constituents contained in the shale. The relatively impermeable nature of the shale requires creation of additional surface area to retrieve trapped natural gas in commercially viable quantities. Directional drilling accesses the deep, undulating shale seams to allow high recovery rates from intersecting fractures in the shale, while hydraulic stimulation fractures the shale to create the high surface area required for gas retrieval.
Hydraulic stimulation—known in the industry as “hydrofrac-turing"—is a critical technology for creating and maintaining high-permeability paths for resource recovery over the life of the well. This is commonly achieved by introducing a slurry of surfactants, corrosives, and aggregates under pressure to induce and maintain fractures emanating from the well bore. The aggregates are pinned by closure stresses after the stimulation pressure has been relieved and “prop” the fracture open, thereby providing a permeable pathway for oil and gas to migrate to the well bore for subsequent extraction. Hence, the aggregates are commonly referred to in the industry as “proppants.”
Many materials have been used as proppants during the past six decades, including walnut hulls, Brady and Ottawa sands, glass, sintered bauxite and kaolin, and fused zircon. Current state-of-the-art proppants are manufactured from sintered high-grade bauxite and kaolin. High-grade bauxites are preferred for achieving the high strength required for proppants in deep wells, where closure stresses in the gas-bearing strata can exceed 8,000 to 10,000 psi.
New research shows mixed glass cullet, mine tailings, and
drill-cutting waste streams are viable alternative sources of raw
materials for engineering proppants for shale and oil recovery.
c o v e r s t o r ybulletin

29American Ceramic Society Bulletin, Vol. 93, No. 1 | www.ceramics.org
Worldwide demand for proppants has increased more than 10-fold since the advent of shale gas extraction and is projected to exceed 100 billion pounds per year by 2017,1 of which approximately 10% comprises sintered bauxite-based materials. However, the demand for high-quality bauxite for primary aluminum metal production and for use in industrial refractories also has increased almost sixfold worldwide during the past decade.2 This has led to a significant shortage of bauxite, accompanied by a concomitant increase in cost and availability of high-strength ceramic proppants.
Recent reviews report that bauxite reserves face a strategic challenge, par-ticularly because the United States pos-sesses few untapped domestic sources and relies on imports. Best case scenari-os estimate development of new bauxite reserves is almost a decade away, and even then cannot meet our domestic needs.2 Therefore, the ability to manu-facture high-quality proppants from a broad array of alternative raw materials, indigenous to the site of deployment, offers significant strategic benefit.
Industrial waste streams and under-utilized minerals from other industrial processes are a potential raw-material source. Such materials are ubiquitous throughout the regions where new domestic energy reserves are being tapped, for example, in the Marcellus, Utica and Bakken plays. The potential cost benefits associated with their ready availability and minimized transporta-tion are enormous.
Manufacturing such materials into proppants represents a significant depar-ture from current industrial practice (i.e., high-temperature sintering of rela-tively expensive and increasingly scarce aluminosilicates such as bauxite and kaolin). During the past decade, work at Pennsylvania State University has demonstrated the feasibility of recycled glass cullet, fly ash, metallurgical slag, and mine tailings to manufacture prop-pants with properties and performance rivaling those of state-of-the-art sintered bauxite proppants.3–15 High-strength, neutrally buoyant proppants derived from lower-grade sintered bauxites have
been developed in collaboration with a major manufacturer and worldwide sup-plier of proppants.5,6,8 Dopant sintering aids promote desirable microstructural evolution and tailor surface reactivity and provide the ability to manufacture high-performance proppants from lower-grade, more readily available bauxite and kaolins than commonly used
Related work addressed manufacturing high-quality proppants from chemically bonded pozzolonic materials, such as fly ash and slags,14,15 ion-exchanged glass beads derived from domestic recycling of mixed glass cullet,12,13 and mine tail-ings comprised of andesite-, rhyolite-, and metabasalt-based glass-ceramics.9–11,
13 These waste-stream-based proppants rival commercially available sintered bauxite based materials with regard to strength, hardness, specific gravity, and permeability behavior according to industry-accepted testing protocols, such as ISO 13503.16,17 The work has been extended to manufacturing proppants from shale-based cuttings derived from the well-drilling process, as well as fer-rous swarf derived from metals manufac-turing and shows great promise.
An additional benefit of this work is the ability to fabricate high-strength proppants with tailored specific gravity and engineered surface reactivity. This offers potential to reduce the need for
environmentally damaging additives to hydraulic stimulation fluids that main-tain suspension and optimal delivery of proppants to the hydrofractured zone, and may accelerate the development of alternative stimulation technol-ogy, such as the use of liquid CO2 as a replacement for water. This approach warrants further evaluation and dem-onstration in locales where availability and treatment of water used in the hydraulic stimulation process is of immense environmental concern.
This paper summarizes our work in developing ceramic proppants with properties tailored to specific geologic characteristics from lower-grade alumi-nosilicate reserves, underutilized miner-als, and industrial and domestic waste streams
High-specific-strength bauxite-based proppants via microstruc-tural tailoring
Early work in our laboratories addressed alternative sintering cycles to achieve full densification concurrently with the microstructural and crystal-line phase evolution that is required for achieving high strength in bauxite- and kaolin-based proppants. Prior work had demonstrated that eliminating residual quartz, and suppressing cristobalite evo-lution during sintering was required for
(a)
(b)
(c)(d)
Figure 1. Role of sintering process parameters on microstructure of sintered bauxite proppants. The phase composition of sample (a) is 88 wt % mullite, 12 wt % cristobalite. The samples shown in images b, c, and d are 100% mullite4 bonded by an aluminosilicate glass.
Table 1. Role of processing parameters on properties and microstructure Image Sintering Soak time (min) Heating rate (˚C/min) Density (g/cm3) Characteristic temperature (˚C) strength (MPa) a 1,550 30 12 2.95 129 b 1,600 60 16 2.95 213 c 1,650 90 20 2.90 190 d 1,550 30 20 2.90 248
www.ceramics.org | American Ceramic Society Bulletin, Vol. 93, No.130
Engineering ceramics for stimulation of unconventional energy resources
achieving optimal strengths. We exam-ined the role of processing parameters given in Table 1 on the microstructural and crystalline phase development and, subsequently, density and strength in sintered-bauxite compositions (Figure 1). Characteristic strength, σ (measured in diametral compression), and specific gravity comparable to state-of-the-art commercial proppants (250 MPa and 2.9 g/cm3, respectively) were achieved at substantially lower temperatures than commonly used in commercial manu-facturing (1,550°C versus 1,650°C) by manipulating the liquid phase sintering mechanisms and dwell time in tem-perature regimes where quartz dissolu-tion was accelerated and cristobalite crystallization was suppressed, all the
while achieving full densification dur-ing liquid-phase sintering.4,6 More rapid heating rates and shorter sintering dwell times than typically used in commercial manufacturing yielded higher character-istic strengths, because of the evolution of a fine-grained microstructure com-prised primarily of mullite and corun-dum.4 Characteristic strengths rivaling those of state-of-the-art bauxite-based proppants were achieved, but at signifi-cantly higher heating rates and shorter sintering dwell times, offering substan-tial energy savings and environmental impacts relative to current industrial practice.
Manipulating liquid-phase sintering via doping
Conventional wisdom circa 2000 was that potassia and iron oxide impuri-ties in bauxite- and kaolin-based raw materials resulted in lower-strength proppants18. A rapid escalation in baux-ite and kaolin prices during the past decade triggered an evaluation of the role of these impurities on microstruc-ture and crystalline-phase evolution in lower-grade bauxites and kaolin for proppant manufacturing. In particular, if liquid-phase evolution, viscosity of the liquid phase, and rate of particle rearrangement could be reliably manip-ulated during each stage of liquid-phase sintering, then microstructure and crystalline-phase evolution could be tailored to yield the high strengths required for proppant applications.
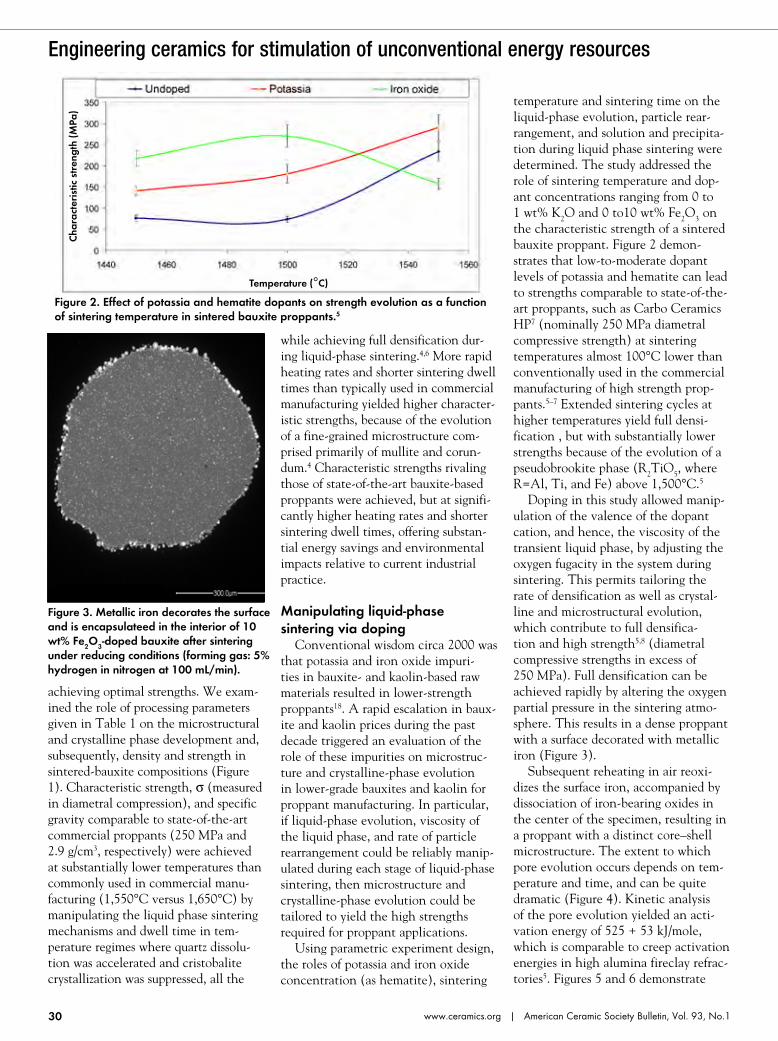
Using parametric experiment design, the roles of potassia and iron oxide concentration (as hematite), sintering
temperature and sintering time on the liquid-phase evolution, particle rear-rangement, and solution and precipita-tion during liquid phase sintering were determined. The study addressed the role of sintering temperature and dop-ant concentrations ranging from 0 to 1 wt% K2O and 0 to10 wt% Fe2O3 on the characteristic strength of a sintered bauxite proppant. Figure 2 demon-strates that low-to-moderate dopant levels of potassia and hematite can lead to strengths comparable to state-of-the-art proppants, such as Carbo Ceramics HP7 (nominally 250 MPa diametral compressive strength) at sintering temperatures almost 100°C lower than conventionally used in the commercial manufacturing of high strength prop-pants.5–7 Extended sintering cycles at higher temperatures yield full densi-fication , but with substantially lower strengths because of the evolution of a pseudobrookite phase (R2TiO5, where R=Al, Ti, and Fe) above 1,500°C.5
Doping in this study allowed manip-ulation of the valence of the dopant cation, and hence, the viscosity of the transient liquid phase, by adjusting the oxygen fugacity in the system during sintering. This permits tailoring the rate of densification as well as crystal-line and microstructural evolution, which contribute to full densifica-tion and high strength5,8 (diametral compressive strengths in excess of 250 MPa). Full densification can be achieved rapidly by altering the oxygen partial pressure in the sintering atmo-sphere. This results in a dense proppant with a surface decorated with metallic iron (Figure 3).
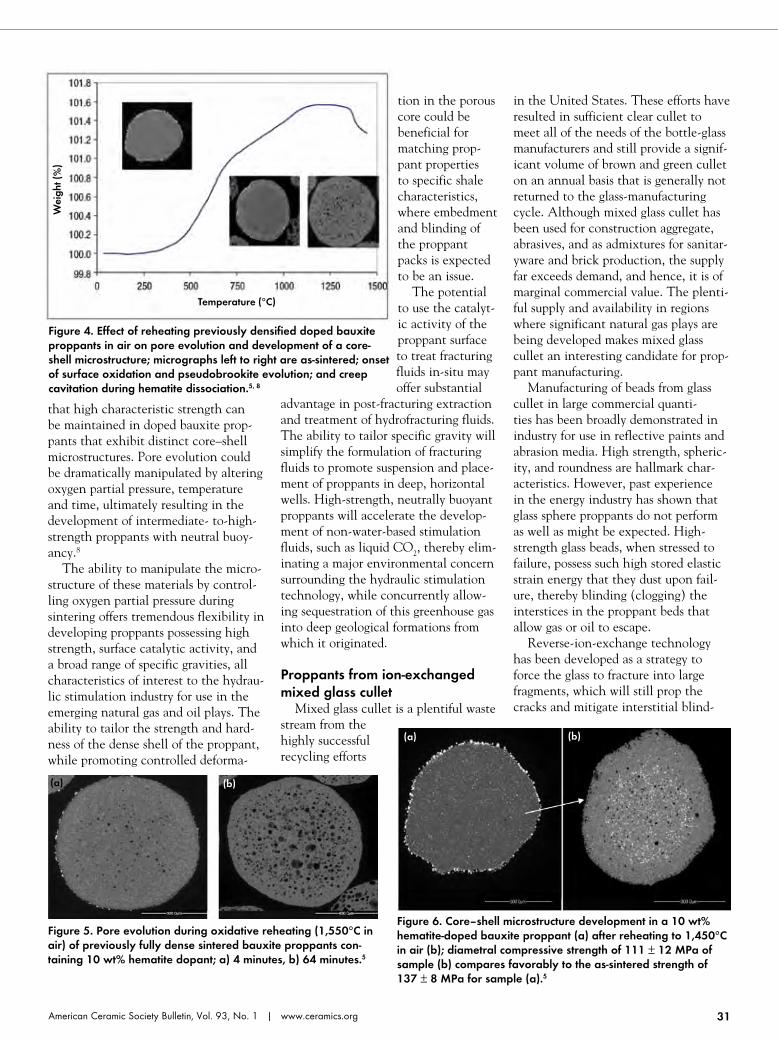
Subsequent reheating in air reoxi-dizes the surface iron, accompanied by dissociation of iron-bearing oxides in the center of the specimen, resulting in a proppant with a distinct core–shell microstructure. The extent to which pore evolution occurs depends on tem-perature and time, and can be quite dramatic (Figure 4). Kinetic analysis of the pore evolution yielded an acti-vation energy of 525 + 53 kJ/mole, which is comparable to creep activation energies in high alumina fireclay refrac-tories5. Figures 5 and 6 demonstrate
Figure 3. Metallic iron decorates the surface and is encapsulateed in the interior of 10 wt% Fe2O3-doped bauxite after sintering under reducing conditions (forming gas: 5% hydrogen in nitrogen at 100 mL/min).
Cha
ract
eris
tic s
tren
gth
(MPa
)
Temperature (°C)
Figure 2. Effect of potassia and hematite dopants on strength evolution as a function of sintering temperature in sintered bauxite proppants.5
31American Ceramic Society Bulletin, Vol. 93, No. 1 | www.ceramics.org
that high characteristic strength can be maintained in doped bauxite prop-pants that exhibit distinct core–shell microstructures. Pore evolution could be dramatically manipulated by altering oxygen partial pressure, temperature and time, ultimately resulting in the development of intermediate- to-high-strength proppants with neutral buoy-ancy.8
The ability to manipulate the micro-structure of these materials by control-ling oxygen partial pressure during sintering offers tremendous flexibility in developing proppants possessing high strength, surface catalytic activity, and a broad range of specific gravities, all characteristics of interest to the hydrau-lic stimulation industry for use in the emerging natural gas and oil plays. The ability to tailor the strength and hard-ness of the dense shell of the proppant, while promoting controlled deforma-
tion in the porous core could be beneficial for matching prop-pant properties to specific shale characteristics, where embedment and blinding of the proppant packs is expected to be an issue.
The potential to use the catalyt-ic activity of the proppant surface to treat fracturing fluids in-situ may offer substantial
advantage in post-fracturing extraction and treatment of hydrofracturing fluids. The ability to tailor specific gravity will simplify the formulation of fracturing fluids to promote suspension and place-ment of proppants in deep, horizontal wells. High-strength, neutrally buoyant proppants will accelerate the develop-ment of non-water-based stimulation fluids, such as liquid CO2, thereby elim-inating a major environmental concern surrounding the hydraulic stimulation technology, while concurrently allow-ing sequestration of this greenhouse gas into deep geological formations from which it originated.
Proppants from ion-exchanged mixed glass cullet
Mixed glass cullet is a plentiful waste stream from the highly successful recycling efforts
in the United States. These efforts have resulted in sufficient clear cullet to meet all of the needs of the bottle-glass manufacturers and still provide a signif-icant volume of brown and green cullet on an annual basis that is generally not returned to the glass-manufacturing cycle. Although mixed glass cullet has been used for construction aggregate, abrasives, and as admixtures for sanitar-yware and brick production, the supply far exceeds demand, and hence, it is of marginal commercial value. The plenti-ful supply and availability in regions where significant natural gas plays are being developed makes mixed glass cullet an interesting candidate for prop-pant manufacturing.
Manufacturing of beads from glass cullet in large commercial quanti-ties has been broadly demonstrated in industry for use in reflective paints and abrasion media. High strength, spheric-ity, and roundness are hallmark char-acteristics. However, past experience in the energy industry has shown that glass sphere proppants do not perform as well as might be expected. High-strength glass beads, when stressed to failure, possess such high stored elastic strain energy that they dust upon fail-ure, thereby blinding (clogging) the interstices in the proppant beds that allow gas or oil to escape.
Reverse-ion-exchange technology has been developed as a strategy to force the glass to fracture into large fragments, which will still prop the cracks and mitigate interstitial blind-
Figure 4. Effect of reheating previously densified doped bauxite proppants in air on pore evolution and development of a core-shell microstructure; micrographs left to right are as-sintered; onset of surface oxidation and pseudobrookite evolution; and creep cavitation during hematite dissociation.5, 8
Figure 5. Pore evolution during oxidative reheating (1,550°C in air) of previously fully dense sintered bauxite proppants con-taining 10 wt% hematite dopant; a) 4 minutes, b) 64 minutes.5
Figure 6. Core–shell microstructure development in a 10 wt% hematite-doped bauxite proppant (a) after reheating to 1,450°C in air (b); diametral compressive strength of 111 ± 12 MPa of sample (b) compares favorably to the as-sintered strength of 137 ± 8 MPa for sample (a).5
Wei
ght (
%)
Temperature (°C)
(a) (b)
(a) (b)
www.ceramics.org | American Ceramic Society Bulletin, Vol. 93, No.132
Engineering ceramics for stimulation of unconventional energy resources
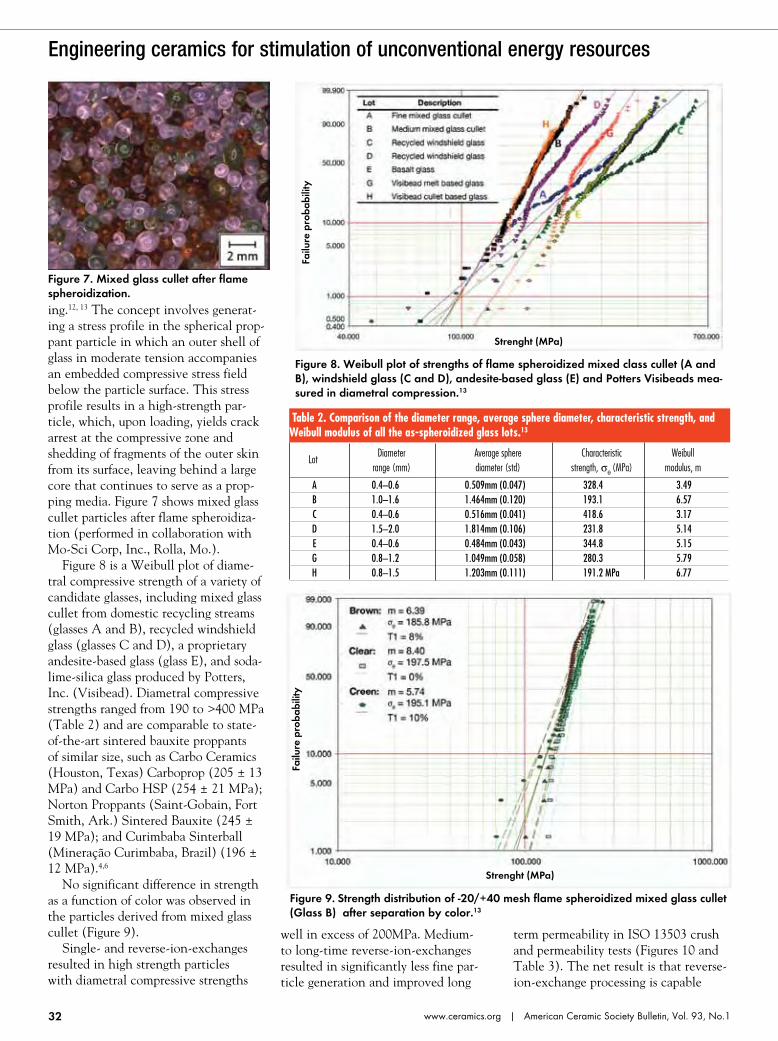
ing.12, 13 The concept involves generat-ing a stress profile in the spherical prop-pant particle in which an outer shell of glass in moderate tension accompanies an embedded compressive stress field below the particle surface. This stress profile results in a high-strength par-ticle, which, upon loading, yields crack arrest at the compressive zone and shedding of fragments of the outer skin from its surface, leaving behind a large core that continues to serve as a prop-ping media. Figure 7 shows mixed glass cullet particles after flame spheroidiza-tion (performed in collaboration with Mo-Sci Corp, Inc., Rolla, Mo.).
Figure 8 is a Weibull plot of diame-tral compressive strength of a variety of candidate glasses, including mixed glass cullet from domestic recycling streams (glasses A and B), recycled windshield glass (glasses C and D), a proprietary andesite-based glass (glass E), and soda-lime-silica glass produced by Potters, Inc. (Visibead). Diametral compressive strengths ranged from 190 to >400 MPa (Table 2) and are comparable to state-of-the-art sintered bauxite proppants of similar size, such as Carbo Ceramics (Houston, Texas) Carboprop (205 ± 13 MPa) and Carbo HSP (254 ± 21 MPa); Norton Proppants (Saint-Gobain, Fort Smith, Ark.) Sintered Bauxite (245 ± 19 MPa); and Curimbaba Sinterball (Mineração Curimbaba, Brazil) (196 ± 12 MPa).4,6
No significant difference in strength as a function of color was observed in the particles derived from mixed glass cullet (Figure 9).
Single- and reverse-ion-exchanges resulted in high strength particles with diametral compressive strengths
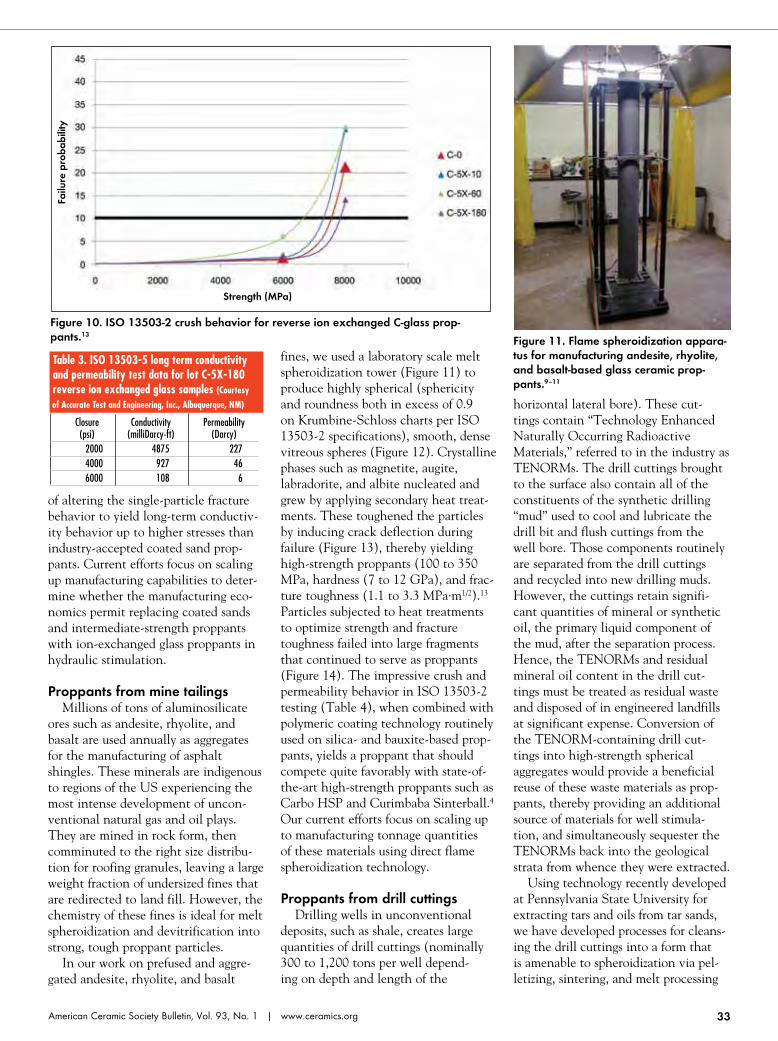
well in excess of 200MPa. Medium- to long-time reverse-ion-exchanges resulted in significantly less fine par-ticle generation and improved long
term permeability in ISO 13503 crush and permeability tests (Figures 10 and Table 3). The net result is that reverse-ion-exchange processing is capable
Figure 7. Mixed glass cullet after flame spheroidization.
Figure 8. Weibull plot of strengths of flame spheroidized mixed class cullet (A and B), windshield glass (C and D), andesite-based glass (E) and Potters Visibeads mea-sured in diametral compression.13
Table 2. Comparison of the diameter range, average sphere diameter, characteristic strength, and Weibull modulus of all the as-spheroidized glass lots.13
Lot
Diameter Average sphere Characteristic Weibull range (mm) diameter (std) strength, σθ (MPa) modulus, m
A 0.4–0.6 0.509mm (0.047) 328.4 3.49 B 1.0–1.6 1.464mm (0.120) 193.1 6.57 C 0.4–0.6 0.516mm (0.041) 418.6 3.17 D 1.5–2.0 1.814mm (0.106) 231.8 5.14 E 0.4–0.6 0.484mm (0.043) 344.8 5.15 G 0.8–1.2 1.049mm (0.058) 280.3 5.79 H 0.8–1.5 1.203mm (0.111) 191.2 MPa 6.77
Figure 9. Strength distribution of -20/+40 mesh flame spheroidized mixed glass cullet (Glass B) after separation by color.13
Failu
re p
roba
bilit
y
Strenght (MPa)
Failu
re p
roba
bilit
y
Strenght (MPa)
33American Ceramic Society Bulletin, Vol. 93, No. 1 | www.ceramics.org
of altering the single-particle fracture behavior to yield long-term conductiv-ity behavior up to higher stresses than industry-accepted coated sand prop-pants. Current efforts focus on scaling up manufacturing capabilities to deter-mine whether the manufacturing eco-nomics permit replacing coated sands and intermediate-strength proppants with ion-exchanged glass proppants in hydraulic stimulation.
Proppants from mine tailingsMillions of tons of aluminosilicate
ores such as andesite, rhyolite, and basalt are used annually as aggregates for the manufacturing of asphalt shingles. These minerals are indigenous to regions of the US experiencing the most intense development of uncon-ventional natural gas and oil plays. They are mined in rock form, then comminuted to the right size distribu-tion for roofing granules, leaving a large weight fraction of undersized fines that are redirected to land fill. However, the chemistry of these fines is ideal for melt spheroidization and devitrification into strong, tough proppant particles.
In our work on prefused and aggre-gated andesite, rhyolite, and basalt
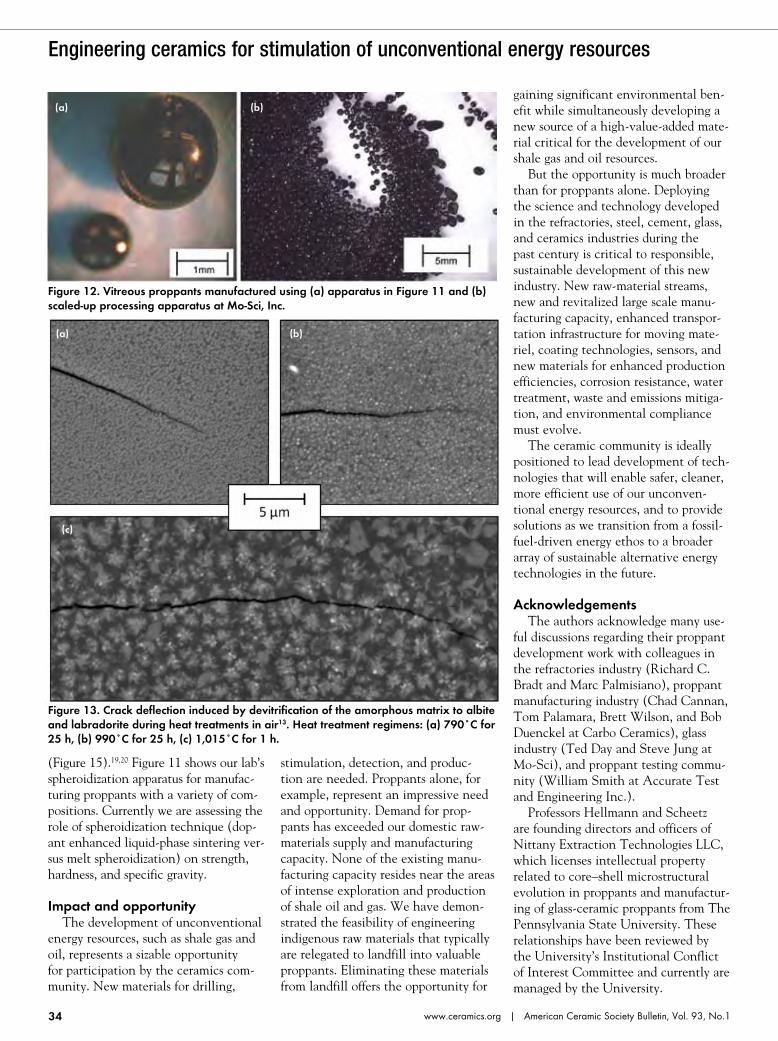
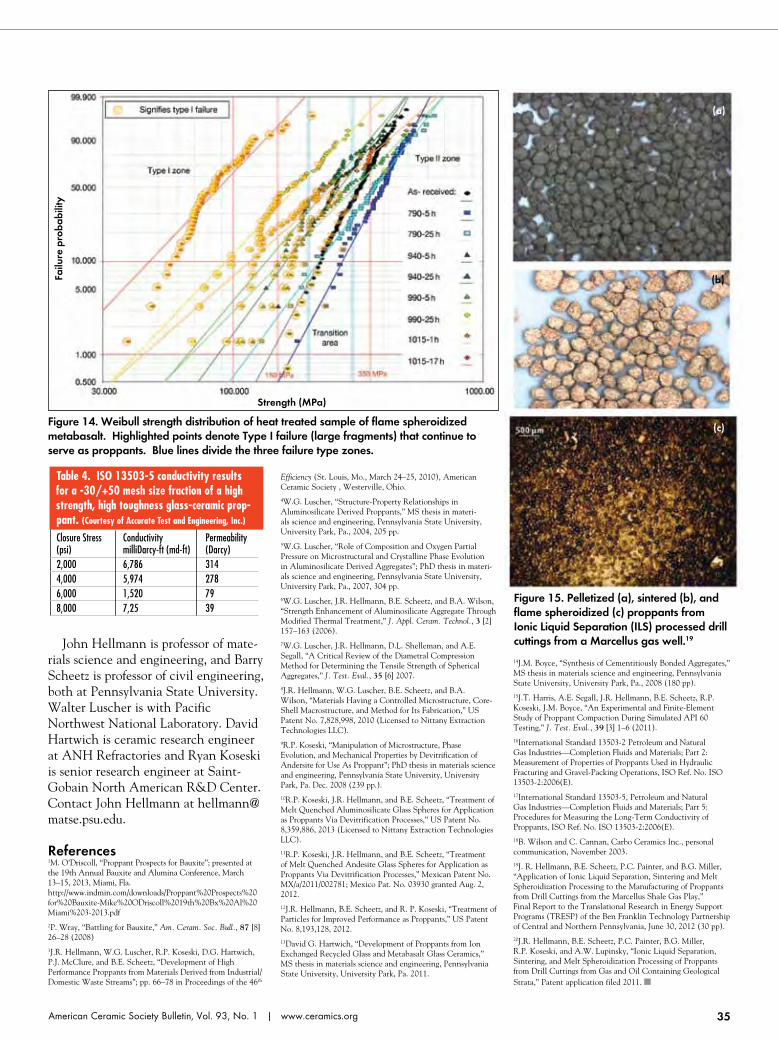
fines, we used a laboratory scale melt spheroidization tower (Figure 11) to produce highly spherical (sphericity and roundness both in excess of 0.9 on Krumbine-Schloss charts per ISO 13503-2 specifications), smooth, dense vitreous spheres (Figure 12). Crystalline phases such as magnetite, augite, labradorite, and albite nucleated and grew by applying secondary heat treat-ments. These toughened the particles by inducing crack deflection during failure (Figure 13), thereby yielding high-strength proppants (100 to 350 MPa, hardness (7 to 12 GPa), and frac-ture toughness (1.1 to 3.3 MPa·m1/2).13 Particles subjected to heat treatments to optimize strength and fracture toughness failed into large fragments that continued to serve as proppants (Figure 14). The impressive crush and permeability behavior in ISO 13503-2 testing (Table 4), when combined with polymeric coating technology routinely used on silica- and bauxite-based prop-pants, yields a proppant that should compete quite favorably with state-of-the-art high-strength proppants such as Carbo HSP and Curimbaba Sinterball.4 Our current efforts focus on scaling up to manufacturing tonnage quantities of these materials using direct flame spheroidization technology.
Proppants from drill cuttingsDrilling wells in unconventional
deposits, such as shale, creates large quantities of drill cuttings (nominally 300 to 1,200 tons per well depend-ing on depth and length of the
horizontal lateral bore). These cut-tings contain “Technology Enhanced Naturally Occurring Radioactive Materials,” referred to in the industry as TENORMs. The drill cuttings brought to the surface also contain all of the constituents of the synthetic drilling “mud” used to cool and lubricate the drill bit and flush cuttings from the well bore. Those components routinely are separated from the drill cuttings and recycled into new drilling muds. However, the cuttings retain signifi-cant quantities of mineral or synthetic oil, the primary liquid component of the mud, after the separation process. Hence, the TENORMs and residual mineral oil content in the drill cut-tings must be treated as residual waste and disposed of in engineered landfills at significant expense. Conversion of the TENORM-containing drill cut-tings into high-strength spherical aggregates would provide a beneficial reuse of these waste materials as prop-pants, thereby providing an additional source of materials for well stimula-tion, and simultaneously sequester the TENORMs back into the geological strata from whence they were extracted.
Using technology recently developed at Pennsylvania State University for extracting tars and oils from tar sands, we have developed processes for cleans-ing the drill cuttings into a form that is amenable to spheroidization via pel-letizing, sintering, and melt processing
Figure 10. ISO 13503-2 crush behavior for reverse ion exchanged C-glass prop-pants.13
Figure 11. Flame spheroidization appara-tus for manufacturing andesite, rhyolite, and basalt-based glass ceramic prop-pants.9–11
Table 3. ISO 13503-5 long term conductivity and permeability test data for lot C-5X-180 reverse ion exchanged glass samples (Courtesy of Accurate Test and Engineering, Inc., Albuquerque, NM)
Closure Conductivity Permeability (psi) (milliDarcy-ft) (Darcy) 2000 4875 227 4000 927 46 6000 108 6
Failu
re p
roba
bilit
y
Strength (MPa)
www.ceramics.org | American Ceramic Society Bulletin, Vol. 93, No.134
Engineering ceramics for stimulation of unconventional energy resources
(Figure 15).19,20 Figure 11 shows our lab’s spheroidization apparatus for manufac-turing proppants with a variety of com-positions. Currently we are assessing the role of spheroidization technique (dop-ant enhanced liquid-phase sintering ver-sus melt spheroidization) on strength, hardness, and specific gravity.
Impact and opportunityThe development of unconventional
energy resources, such as shale gas and oil, represents a sizable opportunity for participation by the ceramics com-munity. New materials for drilling,
stimulation, detection, and produc-tion are needed. Proppants alone, for example, represent an impressive need and opportunity. Demand for prop-pants has exceeded our domestic raw-materials supply and manufacturing capacity. None of the existing manu-facturing capacity resides near the areas of intense exploration and production of shale oil and gas. We have demon-strated the feasibility of engineering indigenous raw materials that typically are relegated to landfill into valuable proppants. Eliminating these materials from landfill offers the opportunity for
gaining significant environmental ben-efit while simultaneously developing a new source of a high-value-added mate-rial critical for the development of our shale gas and oil resources.
But the opportunity is much broader than for proppants alone. Deploying the science and technology developed in the refractories, steel, cement, glass, and ceramics industries during the past century is critical to responsible, sustainable development of this new industry. New raw-material streams, new and revitalized large scale manu-facturing capacity, enhanced transpor-tation infrastructure for moving mate-riel, coating technologies, sensors, and new materials for enhanced production efficiencies, corrosion resistance, water treatment, waste and emissions mitiga-tion, and environmental compliance must evolve.
The ceramic community is ideally positioned to lead development of tech-nologies that will enable safer, cleaner, more efficient use of our unconven-tional energy resources, and to provide solutions as we transition from a fossil-fuel-driven energy ethos to a broader array of sustainable alternative energy technologies in the future.
AcknowledgementsThe authors acknowledge many use-
ful discussions regarding their proppant development work with colleagues in the refractories industry (Richard C. Bradt and Marc Palmisiano), proppant manufacturing industry (Chad Cannan, Tom Palamara, Brett Wilson, and Bob Duenckel at Carbo Ceramics), glass industry (Ted Day and Steve Jung at Mo-Sci), and proppant testing commu-nity (William Smith at Accurate Test and Engineering Inc.).
Professors Hellmann and Scheetz are founding directors and officers of Nittany Extraction Technologies LLC, which licenses intellectual property related to core–shell microstructural evolution in proppants and manufactur-ing of glass-ceramic proppants from The Pennsylvania State University. These relationships have been reviewed by the University’s Institutional Conflict of Interest Committee and currently are managed by the University.
Figure 12. Vitreous proppants manufactured using (a) apparatus in Figure 11 and (b) scaled-up processing apparatus at Mo-Sci, Inc.
Figure 13. Crack deflection induced by devitrification of the amorphous matrix to albite and labradorite during heat treatments in air13. Heat treatment regimens: (a) 790˚C for 25 h, (b) 990˚C for 25 h, (c) 1,015˚C for 1 h.
(a) (b)
(a) (b)
(c)
35American Ceramic Society Bulletin, Vol. 93, No. 1 | www.ceramics.org
About the authors
John Hellmann is professor of mate-rials science and engineering, and Barry Scheetz is professor of civil engineering, both at Pennsylvania State University. Walter Luscher is with Pacific Northwest National Laboratory. David Hartwich is ceramic research engineer at ANH Refractories and Ryan Koseski is senior research engineer at Saint-Gobain North American R&D Center. Contact John Hellmann at [email protected].
References1M. O’Driscoll, “Proppant Prospects for Bauxite”; presented at the 19th Annual Bauxite and Alumina Conference, March 13–15, 2013, Miami, Fla.http://www.indmin.com/downloads/Proppant%20Prospects%20for%20Bauxite-Mike%20ODriscoll%2019th%20Bx%20Al%20Miami%203-2013.pdf2P. Wray, “Battling for Bauxite,” Am. Ceram. Soc. Bull., 87 [8] 26–28 (2008)3J.R. Hellmann, W.G. Luscher, R.P. Koseski, D.G. Hartwich, P.J. McClure, and B.E. Scheetz, “Development of High Performance Proppants from Materials Derived from Industrial/Domestic Waste Streams”; pp. 66–78 in Proceedings of the 46th
Annual Refractories Symposium, Innovative Materials for Energy
Efficiency (St. Louis, Mo., March 24–25, 2010), American Ceramic Society , Westerville, Ohio.4W.G. Luscher, “Structure-Property Relationships in Aluminosilicate Derived Proppants,” MS thesis in materi-als science and engineering, Pennsylvania State University, University Park, Pa., 2004, 205 pp.5W.G. Luscher, “Role of Composition and Oxygen Partial Pressure on Microstructural and Crystalline Phase Evolution in Aluminosilicate Derived Aggregates”; PhD thesis in materi-als science and engineering, Pennsylvania State University, University Park, Pa., 2007, 304 pp.6W.G. Luscher, J.R. Hellmann, B.E. Scheetz, and B.A. Wilson, “Strength Enhancement of Aluminosilicate Aggregate Through Modified Thermal Treatment,” J. Appl. Ceram. Technol., 3 [2] 157–163 (2006).7W.G. Luscher, J.R. Hellmann, D.L. Shelleman, and A.E. Segall, “A Critical Review of the Diametral Compression Method for Determining the Tensile Strength of Spherical Aggregates,” J. Test. Eval., 35 [6] 2007.8J.R. Hellmann, W.G. Luscher, B.E. Scheetz, and B.A. Wilson, “Materials Having a Controlled Microstructure, Core-Shell Macrostructure, and Method for Its Fabrication,” US Patent No. 7,828,998, 2010 (Licensed to Nittany Extraction Technologies LLC).9R.P. Koseski, “Manipulation of Microstructure, Phase Evolution, and Mechanical Properties by Devitrification of Andersite for Use As Proppant”; PhD thesis in materials science and engineering, Pennsylvania State University, University Park, Pa. Dec. 2008 (239 pp.).10R.P. Koseski, J.R. Hellmann, and B.E. Scheetz, “Treatment of Melt Quenched Aluminosilicate Glass Spheres for Application as Proppants Via Devitrification Processes,” US Patent No. 8,359,886, 2013 (Licensed to Nittany Extraction Technologies LLC).11R.P. Koseski, J.R. Hellmann, and B.E. Scheetz, “Treatment of Melt Quenched Andesite Glass Spheres for Application as Proppants Via Devitrification Processes,” Mexican Patent No. MX/a/2011/002781; Mexico Pat. No. 03930 granted Aug. 2, 2012.12J.R. Hellmann, B.E. Scheetz, and R. P. Koseski, “Treatment of Particles for Improved Performance as Proppants,” US Patent No. 8,193,128, 2012.13David G. Hartwich, “Development of Proppants from Ion Exchanged Recycled Glass and Metabasalt Glass Ceramics,” MS thesis in materials science and engineering, Pennsylvania State University, University Park, Pa. 2011.
14J.M. Boyce, “Synthesis of Cementitiously Bonded Aggregates,” MS thesis in materials science and engineering, Pennsylvania State University, University Park, Pa., 2008 (180 pp).15J.T. Harris, A.E. Segall, J.R. Hellmann, B.E. Scheetz, R.P. Koseski, J.M. Boyce, “An Experimental and Finite-Element Study of Proppant Compaction During Simulated API 60 Testing,” J. Test. Eval., 39 [3] 1–6 (2011).16International Standard 13503-2 Petroleum and Natural Gas Industries—Completion Fluids and Materials; Part 2: Measurement of Properties of Proppants Used in Hydraulic Fracturing and Gravel-Packing Operations, ISO Ref. No. ISO 13503-2:2006(E).17International Standard 13503-5, Petroleum and Natural Gas Industries—Completion Fluids and Materials; Part 5: Procedures for Measuring the Long-Term Conductivity of Proppants, ISO Ref. No. ISO 13503-2:2006(E).18B. Wilson and C. Cannan, Carbo Ceramics Inc., personal communication, November 2003.19J. R. Hellmann, B.E. Scheetz, P.C. Painter, and B.G. Miller, “Application of Ionic Liquid Separation, Sintering and Melt Spheroidization Processing to the Manufacturing of Proppants from Drill Cuttings from the Marcellus Shale Gas Play,” Final Report to the Translational Research in Energy Support Programs (TRESP) of the Ben Franklin Technology Partnership of Central and Northern Pennsylvania, June 30, 2012 (30 pp).20J.R. Hellmann, B.E. Scheetz, P.C. Painter, B.G. Miller, R.P. Koseski, and A.W. Lupinsky, “Ionic Liquid Separation, Sintering, and Melt Spheroidization Processing of Proppants from Drill Cuttings from Gas and Oil Containing Geological Strata,” Patent application filed 2011. n
Figure 14. Weibull strength distribution of heat treated sample of flame spheroidized metabasalt. Highlighted points denote Type I failure (large fragments) that continue to serve as proppants. Blue lines divide the three failure type zones.
Figure 15. Pelletized (a), sintered (b), and flame spheroidized (c) proppants from Ionic Liquid Separation (ILS) processed drill cuttings from a Marcellus gas well.19
Failu
re p
roba
bilit
y
Strength (MPa)
Table 4. ISO 13503-5 conductivity results for a -30/+50 mesh size fraction of a high strength, high toughness glass-ceramic prop- pant. (Courtesy of Accurate Test and Engineering, Inc.)
Closure Stress Conductivity Permeability (psi) milliDarcy-ft (md-ft) (Darcy) 2,000 6,786 314 4,000 5,974 278 6,000 1,520 79 8,000 7,25 39
(a)
(b)
(c)