amman-try sponge & power (p) limited
TRANSCRIPT

SUMMARY ON
ENVIRONMENTAL IMPACT ASSESSMENT
REPORT
OF
AMMAN-TRY SPONGE & POWER (P) LIMITED [Expansion of Steel plant]
at
Sirasanambedu Village, PellakurMandal, SPSR Nellore District,
Andhra Pradesh
SUBMISSION TO:
ANDHRA PRADESH POLLUTION CONTROL BOARD
1.0. INTRODUCTION
AMMAN-TRY SPONGE & POWER (P) LIMITED is an existing steel plant situated at Sirasanambedu
Village, PellakurMandal, SPS Nellore District, Andhra Pradesh and obtained Environmental Clearance
from State Environment Impact Assessment Authority vide order No. SEIAA/AP/NLR-16/2008 Dated
29th June, 2010. Presently 55,500 TPA of MS Billets production is in operation. Now as a part of
expansion, company is planning to establish DRI Kilns to produce Sponge Iron of 3,46,500 TPA,
Installation of additional Induction Furnaces to expand the MS Billets production from 55,500 TPA
to 4,12,500 TPA, Installation of new Rolling Mill to produce TMT Bars/ Structural steel of 3,96,000
TPA, Installation of new waste Heat recovery based Power Plant of 24 MW, Installation of new
CFBC based Power Plant of 20 MW by Forward Integration in the existing Steel plant premises and in
the adjoining land at Sirasanambedu Village, Pellakur Mandal, SPSR Nellore District, Andhra Pradesh.
Now it has been proposed to expand the steel plant partly in the existing plant and partly in the
adjoining land. Total land available for the entire plant after expansion is 104.68 Acres i.e. 42.36 Ha.
(Existing – 85.40 acres & additional – 19.28 acres).
As per the Ministry of Environment, Forests & Climate Change, New Delhi notification, dated 14th
September, 2006 and its subsequent amendments, all Primary metallurgical processing industries are
classified under Category ‘A’. The Ministry of Environment, Forests & Climate Change (MOEF&CC),
New Delhi has accorded Terms of Reference (TOR) for the proposed expansion project vide letter no
F.No. J-11011/308/2019-IA II (I) dated 11th December 2019. The Environmental Impact Assessment
(EIA) Report has been prepared by incorporating the TOR issued by MOEF&CC.
Pioneer Enviro Laboratories & Consultants Private Limited, Hyderabad, which is accredited by NABET,
Quality Council of India, vide certificate No. NABET/EIA/1922/RA0149, for preparing EIA report for
Metallurgical Unit, have prepared Draft Environmental Impact Assessment (DEIA) report for the
proposed expansion project by incorporating the Terms of Reference (TOR) approved by Ministry of
Environment, Forest & Climate Change, New Delhi. The report contains detailed description of the
following:
Characterization of status of environment with in an area of 10 km radius from the plant for
major environmental components including air, water, noise, soil, flora, fauna and socio-
economic environment.
Assessment of air emissions, liquid waste and solid waste from the proposed expansion project
along with the noise level assessment.

Environmental Management Plan comprising of emission control measures proposed to be
adopted in the proposed expansion project, solid waste management, Greenbelt development.
Post Project Environmental Monitoring & Budget for Environmental Protection Measures.
1.1. ENVIRONMENTAL SETTING WITHIN 10 KM. RADIUS OF THE PLANT SITE
The following is the environmental setting within the 10 Km. radius of the Plant site:
S.NO. SALIENT FEATURES / ENVIRONMENTAL
FEATURES
DISTANCE W.R.T. SITE / REMARKS
1. Type & extent of Land Industrial land.
Total land: 104.68 Acres (existing 85.40 acres
+ additional land 19.28 acres).
Total land in possession.
2. National Park/ Wild life sanctuary /
Biosphere reserve / Tiger Reserve / Elephant
Corridor / migratory routes for Birds
Nelapttu Bird Sanctuary – 7.78 Kms.
Conservation plan has been prepared and is
approved by PCCF.
3. Historical places / Places of Tourist
importance / Archeological sites
Nil
4. Industrial areas / cluster /Critically polluted
area as per MoEF&CC Office Memorandum
dated 13th January 2010
Nil
5. Defense Installations Nil
6. Nearest village Sirasanambedu & Rajupalem – 1.1 Kms
7. Forests Venumbaka RF, Udipudi RF, Ekollu R.F.,
Nelaballe RF, Rosanuru PF are present within
10 Km.radius
8. Water body Swarnamukhi River-4.2 Kms.
Sirasanambeducheruvu – 480 meters
Two ponds existing adjacent the plant site
An unnamed stream is passing through the
government land between two parcels of the
site. The water stream length is 388 meters
and width is 5 meters. Culverts will be

S.NO. SALIENT FEATURES / ENVIRONMENTAL
FEATURES
DISTANCE W.R.T. SITE / REMARKS
constructed for connectivity between the two
parcels of the land
9. Highway NH # 5 : 7.1 Kms & SH # 61 : 3.4 Kms
10. Railway Station Naidupeta – 7.9 Kms.
11. Interstate Border Nil within 10 Km radius
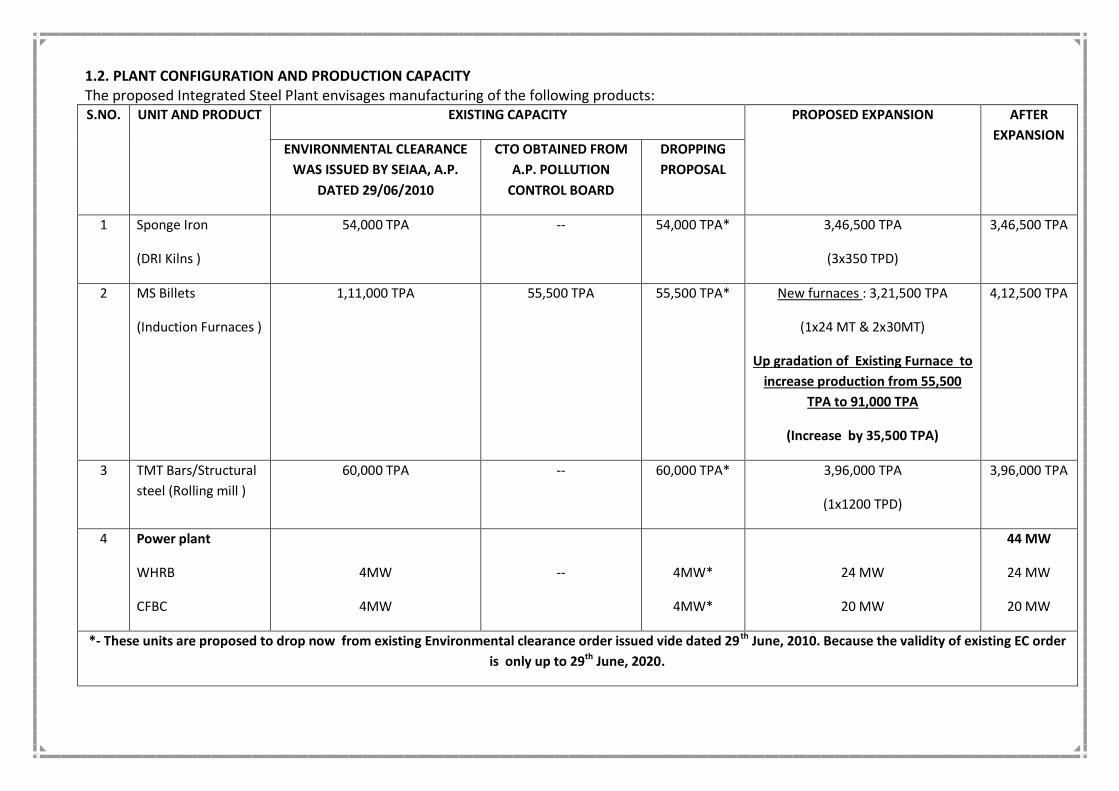
1.2. PLANT CONFIGURATION AND PRODUCTION CAPACITY The proposed Integrated Steel Plant envisages manufacturing of the following products: S.NO. UNIT AND PRODUCT EXISTING CAPACITY PROPOSED EXPANSION AFTER
EXPANSION ENVIRONMENTAL CLEARANCE
WAS ISSUED BY SEIAA, A.P.
DATED 29/06/2010
CTO OBTAINED FROM
A.P. POLLUTION
CONTROL BOARD
DROPPING
PROPOSAL
1 Sponge Iron
(DRI Kilns )
54,000 TPA
-- 54,000 TPA*
3,46,500 TPA
(3x350 TPD)
3,46,500 TPA
2 MS Billets
(Induction Furnaces )
1,11,000 TPA
55,500 TPA
55,500 TPA*
New furnaces : 3,21,500 TPA
(1x24 MT & 2x30MT)
Up gradation of Existing Furnace to
increase production from 55,500
TPA to 91,000 TPA
(Increase by 35,500 TPA)
4,12,500 TPA
3 TMT Bars/Structural
steel (Rolling mill )
60,000 TPA
-- 60,000 TPA*
3,96,000 TPA
(1x1200 TPD)
3,96,000 TPA
4 Power plant
WHRB
CFBC
4MW
4MW
--
4MW*
4MW*
24 MW
20 MW
44 MW
24 MW
20 MW
*- These units are proposed to drop now from existing Environmental clearance order issued vide dated 29th June, 2010. Because the validity of existing EC order
is only up to 29th June, 2020.

1.3. RAW MATERIALS
The following will be the raw material requirement after expansion project:
S.NO. RAW MATERIAL QUANTITY SOURCES DISTANCE (W.R.T PLANT)
MODE OF TRANSPORT
1. For DRI Kilns (Sponge Iron – 3,46,500TPA)
a) Iron ore 5,54,400 TPA Andhra Pradesh,
Karatnaka 300 - 500Kms.
By rail & road(through covered
trucks)
b) Dolomite 45,045 TPA Andhra Pradesh 100 - 200 Kms.
By road(through covered trucks)
c) Coal
Indian
4,50,450 TPA SCCL, Telangana
~ 500 Kms. By rail & road(through covered trucks)
(or)
Imported
2,88,288 TPA South African and Australian
~ 50 Kms. (from
Krishnapatanam Port)
Through sea route, rail route & by road
2. For Induction Furnace (MS Billets – 4,12,500 TPA)
a) Sponge Iron 3,81,944 TPA In-house generation and purchase from other sponge
iron units
100 Kms By road(through covered trucks)
b) Scrap 1,15,740 TPA Andhra Pradesh 50 - 300 Kms. By road(through covered trucks)
c) Ferro Alloys 6,134 TPA Andhra Pradesh 200 Kms By road(through covered trucks)
3. For Rolling Mill (TMT bars & Structural Steel – 3,96,000 TPA)
a) MS billets 4,15,500 TPA In-house generation and
purchase from other IF units
50 Kms By road(through covered trucks)
b) Furnace oil 13,068
KL/annum
Andhra Pradesh 100 - 300 Kms. By road (through Tankers)
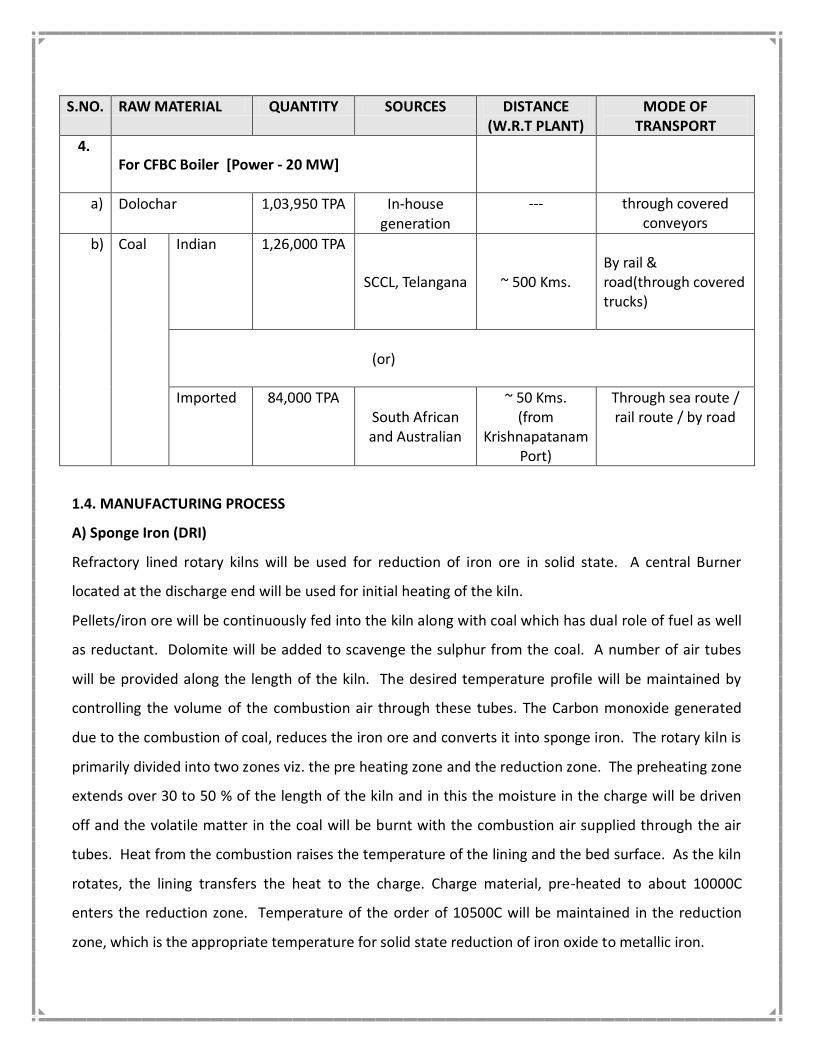
S.NO. RAW MATERIAL QUANTITY SOURCES DISTANCE (W.R.T PLANT)
MODE OF TRANSPORT
4. For CFBC Boiler [Power - 20 MW]
a) Dolochar 1,03,950 TPA In-house generation
--- through covered conveyors
b) Coal Indian 1,26,000 TPA
SCCL, Telangana ~ 500 Kms. By rail & road(through covered trucks)
(or)
Imported 84,000 TPA
South African and Australian
~ 50 Kms. (from
Krishnapatanam Port)
Through sea route / rail route / by road
1.4. MANUFACTURING PROCESS
A) Sponge Iron (DRI)
Refractory lined rotary kilns will be used for reduction of iron ore in solid state. A central Burner
located at the discharge end will be used for initial heating of the kiln.
Pellets/iron ore will be continuously fed into the kiln along with coal which has dual role of fuel as well
as reductant. Dolomite will be added to scavenge the sulphur from the coal. A number of air tubes
will be provided along the length of the kiln. The desired temperature profile will be maintained by
controlling the volume of the combustion air through these tubes. The Carbon monoxide generated
due to the combustion of coal, reduces the iron ore and converts it into sponge iron. The rotary kiln is
primarily divided into two zones viz. the pre heating zone and the reduction zone. The preheating zone
extends over 30 to 50 % of the length of the kiln and in this the moisture in the charge will be driven
off and the volatile matter in the coal will be burnt with the combustion air supplied through the air
tubes. Heat from the combustion raises the temperature of the lining and the bed surface. As the kiln
rotates, the lining transfers the heat to the charge. Charge material, pre-heated to about 10000C
enters the reduction zone. Temperature of the order of 10500C will be maintained in the reduction
zone, which is the appropriate temperature for solid state reduction of iron oxide to metallic iron.

This hot material will be transferred to Heat exchanger. In Heat exchanger the material will be cooled
to 1600C. The cooler discharge material consists of sponge iron lumps, sponge iron fines and char.
Magnetic and non-magnetic material will be separated through magnetic separators and stored in
separate bins. The hot flue gases will be taken to a Waste Heat Recovery Boilers and after heat
recovery they will be treated in high efficiency ESP and discharged into the atmosphere through stack
whose height will be in accordance with CPCB norms.
B) Steel Melting Shop
Initially scrap & other metallics such as sponge iron will be charged into the induction furnace. After
scrap & other metallics are fully melted, the temperature of the melt reaches above 1600oC, then DRI
will be continuously charged into the furnace. As soon as the charge is melted, bath samples will be
taken and temperature will be measured and the pure liquid steel and then to mould it in required size
billets. The SMS will consist of Induction furnace, Ladles, Cranes & Continuous Casting Machine (CCM).
MS Billets will be produced in Continuous Casting Machine. The production capacity of existing
Induction furnace will be increased by additional 35,500 TPA with upgradation . New Induction
furnaces of 1 x24 T & 2 x 30 T capacity will be installed in the proposed expansion project.
C) Rolling Mill
In the proposed expansion project, there will 1 x 1200 TPD reheating furnace is proposed for the
heating of billets. Furnace will be heated with Furnace oil. A bar and round mill will be installed in the
plant to produce 1200 TPD of TMT Bars/ Structural steel.
D) Power Generation
Through WHR Boilers
The exhaust waste flue gases from the sponge iron kilns will pass through waste heat recovery boilers
(WHRB). The rotary kiln gases will have a temperature of 10000C and the temperature of gases after
heat recovery will be 1700C. The steam generated from WHR Boilers will pass through steam turbine of
and will be coupled to generator to generate electricity. This power generated will be utilized for
captive requirements of the steel plant. 24 MW power will be generated through waste heat recovery
from hot flue gases from DRI Kilns.

Through CFBC Boiler
Coal (Imported/Indian) and dolochar will be used in CFBC Boiler to generate electricity. CFBC boiler will
be provided to generate steam. The steam generated from CFBC Boiler will pass through steam turbine
of and will be coupled to generator to generate electricity. As it is CFBC Boiler , SO2 emissions will be
controlled by lime dosing and due to lower combustion temperature of around 800- 850 Deg C in the
combustion chamber, no thermal NOx formation takes place. Hence CFBC technology is
environmentally beneficial technology.
This power generated will be utilized for captive requirements of the steel plant. Power generation
through CFBC Boiler is 20 MW.
1.5. WATER REQUIREMENT
Water required in the existing plant is 27 KLD and same being sourced from ground water. Water
required for the proposed expansion project will be 628 KLD and same will be sourced from ground
water. This includes make-up water for DRI Plant, Induction Furnace, Rolling Mill, Power Plant &
Domestic consumption. Air cooled condensers will be provided for power plant to reduce the water
requirement. Total water requirement after expansion will be 655 KLD. Water drawl permission from
State Ground Water Authority has been obtained for 660 KLD. The following is the break-up of total
water requirement including existing, expansion & after expansion:
S.NO. ITEM
QUANTITY IN KLD
EXISTING
PLANT
EXPANSION
PROJECT
AFTER
EXPANSION
1. DRI - 150 150
2. Induction Furnace 22 78 100
3. Rolling Mill - 68 68
4. Power Plant
Cooling tower make-up - - -
DM water for boilers - 260 260
DM Plant regeneration - 42 42
5. Domestic requirement 5 30 35

Total 27 628 655
1.6. WASTE WATER GENERATION
The effluent generated from the existing plant is 4KLD and that from the expansion will be 119 KLD.
The total wastewater generation after the expansion will be 123 KLD.The following will be the total
wastewater & it’s break-up.
S.NO. UNIT
QUANTITY IN KLD
EXISTING PLANT PROPOSED
EXPANSION
TOTAL AFTER
EXPANSION
1 DRI Kilns -- -- --
2 Induction Furnaces -- -- --
3 Rolling Mill -- -- --
4 Power Plant (CFBC)
Cooling tower Blowdown -- -- --
Boiler Blow down -- 53 53
DM Plant regeneration -- 42 42
5 Domestic 04 24 28
Total 04 119 123
Wastewater Characteristics (untreated)
PARAMETER CONCENTRATION
DM Plant Regeneration Boiler Blowdown Sanitary waste water
pH 5.0 – 10.0 9.5 – 10.5 7.0 – 8.5
BOD (mg/l) -- -- 200 – 250
COD (mg/l) -- -- 300 – 400
TDS (mg/l) 5000 – 6000 1000 800 – 900
Oil & Grease (mg/l) 10 -- 5 - 10

TSS (mg/l) -- -- 150-200
2.0 DESCRIPTION OF ENVIRONMENT
Base line data has been collected on ambient air quality, water quality, noise levels, soil, flora & fauna
and socio-economic details of people within 10 km radius of the plant for one season.
2.1. AMBIENT AIR QUALITY
Ambient air quality was monitored for PM2.5, PM10, SO2, NOx& CO at 8 stations including plant site
during March 2019 to May 2019. The following are the concentrations of various parameters at the
monitoring stations:
Parameter Concentration
PM2.5 : 20.1 to 39.9 g/m3
PM10 : 37.7 to 66.5 g/m3
SO2 : 6.1 to 14.1 g/m3
NOX : 7.5 to 22.6 g/m3
CO : 311 to 1195 g/m3
2.2. WATER QUALITY
Surface Water Quality
No surface water samples available in study area during the monitoring period. Hence surface water
analysis has not been carried out. However surface water sample has been collected from
Swarnamukhi River & pond proximate to the plant site in the month of August 2019. The surface water
quality is in accordance with BIS : 2296 standards.
Ground Water Quality
8 Nos. of ground water samples from open wells/bore wells have been collected from the nearby
villages to assess ground water quality impacts and analyzed for various Physico-Chemical parameters.
The analysis of samples shows that all the parameters are in accordance with BIS: 10500 specifications.

2.3. NOISE LEVELS
Noise levels were measured at 8 locations during day time & Night time. The noise levels at the
monitoring stations are ranging from 40.00 dBA to 64.38 dBA.
3.0 ANTICIPATED ENVIRONMENTAL IMPACTS AND MITIGATION MEASURES
3.1. PREDICTION OF IMPACTS ON AIR QUALITY
The likely emissions from the proposed expansion project are PM2.5, PM10, SO2, NOx & CO. The
predictions of Ground level concentrations have been carried out using Industrial Source Complex (ISC-
3) model. Meteorological data such as wind direction, wind speed, max. and min. temperatures
collected at the site have been used as input data to run the model.
The net resultant concentrations (Maximum baseline conc. + predicted incremental rise in conc.) of
PM2.5, PM10, SO2 and NOX& CO shown in Table below, by considering the emissions from other
industries in the area will be well within the National Ambient Air Quality Standards (NAAQS) when the
plant will commence the operation. Hence there will not be any adverse impact on air environment
due to the proposed expansion activities.
Item PM10
(g/m3)
SO2
(g/m3)
NOX
(g/m3)
CO
(g/m3)
Maximum baseline conc. in the study area 66.5 14.1 22.6 1195
Maximum predicted incremental rise in
concentration due to the proposed expansion
project.
1.2 12.4 7.7 --
Maximum predicted incremental rise in
concentration due to Vehicular Emissions from
the proposed expansion project.
1.1 -- 7.3 6.0
Net resultant concentrations during operation
of the plant after expansion
68.8 26.5 37.6 1201.0
National Ambient Air Quality Standards 100 80 80 2000
3.2. PREDICTION OF IMPACTS ON NOISE QUALITY
The major sources of noise generation in the proposed expansion project will be Kilns, Turbines,
Boilers, Compressors, DG set, etc. The ambient noise levels will be within the standards prescribed by
MoEF&CC i.e. the noise levels will be less than 75 dBA during day time and less than 70 dBA during
night time. Greenbelt of 35 Acres has already been developed in the existing plant premises. Additional
3000 nos. of plants will be planted as part of expansion. Hence, there will not be any significant
adverse impact due to noise on population in surrounding areas due to the proposed project.
3.3. PREDICTION OF IMPACTS ON WATER ENVIRONMENT
There will be no effluent generation in the DRI plant, Induction Furnace & Rolling mill as closed circuit
cooling system will be adopted. Effluent from power plant will be treated and after ensuring
compliance with SPCB norms, it will be utilized for dust suppression, ash conditioning and for greenbelt
development. Sanitary waste water will be treated in STP and treated water will be utilised in for dust
suppression, ash conditioning and for greenbelt development. Hence, there will not be any adverse
impact on environment due to the proposed expansion project.
3.4. PREDICTION OF IMPACTS ON LAND ENVIRONMENT
The effluent will be treated to achieve SPCB standards. In the existing plant Zero Liquid Discharge (ZLD)
is being maintained, similarly after expansion also Zero Liquid Discharge will be adopted. All the
required air pollution control systems will be provided to comply with CPCB / SPCB norms. All solid
wastes will be disposed / utilized as per CPCB / SPCB norms. Greenbelt of 35 Acres has already been
developed in the existing plant premises. Hence, there will not be any adverse impact on land
environment due to the proposed expansion project.
3.5. SOCIO - ECONOMIC ENVIRONMENT
The project creates employment to about 750 persons once the plant comes to the operational stage
and for 500 persons during construction stage. Priority will be given to locals for Semi-Skilled and
Unskilled jobs. Due to this the economic conditions, the educational and medical standards of the
people living in the study area will certainly move upwards which will result in overall economic
development, improvement in general aesthetic environment and increase in business opportunities.
CER activities will be taken up by the management as per MoEF&CC norms with a budget of RS 3.93
Crores.
The successful commissioning and running of the proposed expansion will attract more industrial
investments which in turn will benefit the society and the nation.
4.0 ENVIRONMENTAL MONITORING PROGRAMME
In the existing plant online stack monitoring has been provided. Ambient Air Quality, Stack monitoring
& effluent analysis will be carried out regularly as per CPCB norms and the analysis reports will be
submitted to Ministry of Environment & Forest, Chennai & SPCB regularly. Online stack monitoring
facility will be provided in the expansion project.
5.0. ADDITIONAL STUDIES
Existing plant is located at Sirasanambedu Village, PellakurMandal, SPSR Nellore District, Andhra
Pradesh. Total land available with company is 104.68 Acres. The proposed expansion project will be
taken up partly in the existing plant premises & also partly in the adjoining 19.28 Acres of land. No
Rehabilitation and Resettlement is involved in the proposed expansion project. Hence, no R & R study
has been carried out.
6.0. PROJECT BENEFITS
With the establishment of the proposed expansion project employment potential will increase. 750
persons will be employed by the company in the Rolls and 500 people will be involved during
construction. The economic status of the people in the area will improve further due to the expansion
project. Periodic medical checkups will be carried out. Top priority will be given to locals in
employment.CER activities will be taken up in the area as per the MoEF&CC norms.
7.0. ENVIRONMENT MANAGEMENT PLAN
7.1. AIR ENVIRONMENT
The proposed air emission control systems are given below in the proposed expansion project:
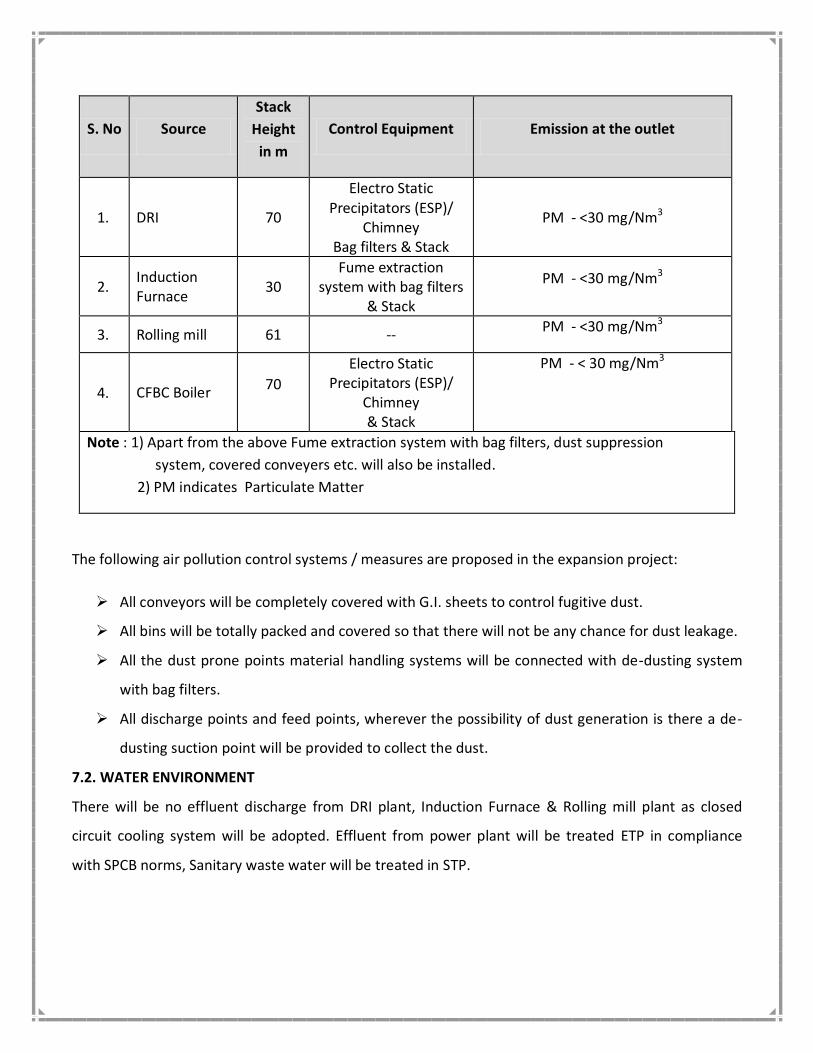
S. No Source
Stack
Height
in m
Control Equipment Emission at the outlet
1. DRI 70
Electro Static Precipitators (ESP)/
Chimney Bag filters & Stack
PM - <30 mg/Nm3
2. Induction Furnace
30 Fume extraction
system with bag filters & Stack
PM - <30 mg/Nm3
3. Rolling mill 61 -- PM - <30 mg/Nm3
4. CFBC Boiler 70
Electro Static Precipitators (ESP)/
Chimney & Stack
PM - < 30 mg/Nm3
Note : 1) Apart from the above Fume extraction system with bag filters, dust suppression
system, covered conveyers etc. will also be installed.
2) PM indicates Particulate Matter
The following air pollution control systems / measures are proposed in the expansion project:
All conveyors will be completely covered with G.I. sheets to control fugitive dust.
All bins will be totally packed and covered so that there will not be any chance for dust leakage.
All the dust prone points material handling systems will be connected with de-dusting system
with bag filters.
All discharge points and feed points, wherever the possibility of dust generation is there a de-
dusting suction point will be provided to collect the dust.
7.2. WATER ENVIRONMENT
There will be no effluent discharge from DRI plant, Induction Furnace & Rolling mill plant as closed
circuit cooling system will be adopted. Effluent from power plant will be treated ETP in compliance
with SPCB norms, Sanitary waste water will be treated in STP.

Effluent Treatment Plant:
pH of the boiler blowdown will be between 9.5 to 10.5. Hence, a neutralization tank will be
constructed for neutralizing the boiler blow down. DM plant regeneration water will be neutralized in a
neutralization tank. After neutralization these two effluent streams will be mixed with WTP rejects in a
Central Monitoring Basin(CMB). The treated effluent will be utilized for dust suppression, ash
conditioning and for Green belt development. No effluent will be let out of the plant premises even
after the expansion. Hence Zero discharge concept will be implemented. Sanitary waste water will be
treated in STP and after ensuring compliance with the norms, the treated sewage will be utilized for
ash conditioning, dust suppression and for greenbelt development.
7.3. NOISE ENVIRONMENT
The major sources of noise generation in the proposed expansion project will be Kilns, Turbines, Boiler,
Compressors, DG set etc. All the design/installation precautions as specified by the manufacturers with
respect to noise control shall be strictly adhered. High noise generating sources shall be insulated
adequately by providing suitable enclosures. Silencers will be provided to the DG Set. The ambient
noise levels will be within the standards prescribed by MoEF&CC i.e. the noise levels will be less than
75 dBA during day time and less than 70 dBA during night time. Ear plugs will be provided to the
workers who are working near noise generation area in the plant. 35 acres of greenbelt has already
been developed in the existing plant.
7.4. LAND ENVIRONMENT
The wastewater generated from the proposed expansion project will be treated in the Effluent
Treatment Plant to comply with the SPCB standards and will be used for dust suppression, ash
conditioning and for greenbelt development. All the required Air emission control systems will be
installed and operated to comply with SPCB norms. Solid wastes will be disposed off as per norms.
Extensive greenbelt has been developed in the existing plant premises.
Solid waste generation and disposal
S.NO. WASTE
QUANTITYIN TPA METHOD OF DISPOSAL
Existing Expansion After

Quantity Quantity expansion
1 Ash from DRI -- 2,02,702 2,02,702 Will be given to Brick manufacturers.
2 Dolochar -- 1,03,950 1,03,950 it will be used as fuel in CFBC Boiler.
3 Kiln Accretion
Slag
-- 3,119 3,119 Will be utilized in road construction
4 Wet Scraper
Sludge
-- 15,939 15,939 Will be given to brick manufacturers.
5 SMS Slag 5500 35,750 41,250 Slag from SMS is being crushed and
iron is recovered & remaining non –
magnetic material being inert
nature, is used as sub base material
in road construction / used for brick
manufacturing / civil construction
works like PCC and wall
construction. Similar practice will be
continued after expansion also.
6 Mill scales
from Rolling
Mill
-- 7,920 7,920 Will be given to Ferro alloy
manufacturing units.
7 End Cuttings -- 11,880 11,880 Will be recycled to SMS unit
8 Ash from
Power Plant
-- 56,700 56,700 Will be given to Brick manufacturers.
7.5. GREENBELT DEVELOPMENT
35.0 Acres of greenbelt has been developed in the plant premises.
15 m to 50 m wide greenbelt is being developed all around the plant.
Additional 3,000 nos. of saplings will be further planted as part of expansion proposal.

7.6. COST FOR ENVIRONMENT PROTECTION
Capital Cost for Environment Protection, Health & safety measures : Rs. 45.19 Crores
Recurring Cost / annum for Environmental protection, Health & safety measures: Rs.3.54 Crores
7.7. IMPLEMENTATION OF CREP RECOMMENDATIONS
All the CREP recommendations will be strictly followed.
*********