an improved design of threaded closures for screw-plug ... session v - haresh sippy grpc 2017...
TRANSCRIPT
Excerpts from the ASME PVP 2016 technical paper An Improved Design of Threaded Closures
for Screw-Plug Heat Exchangers
by Haresh Sippy, MD, TEMA India Ltd
Excerpts from the ASME PVP 2017 technical paper
Design of Threaded Closures for High Pressure Screw-Plug Heat
Exchangers designed to ASME Section VIII Div. 2
by Haresh Sippy, MD, TEMA India Ltd
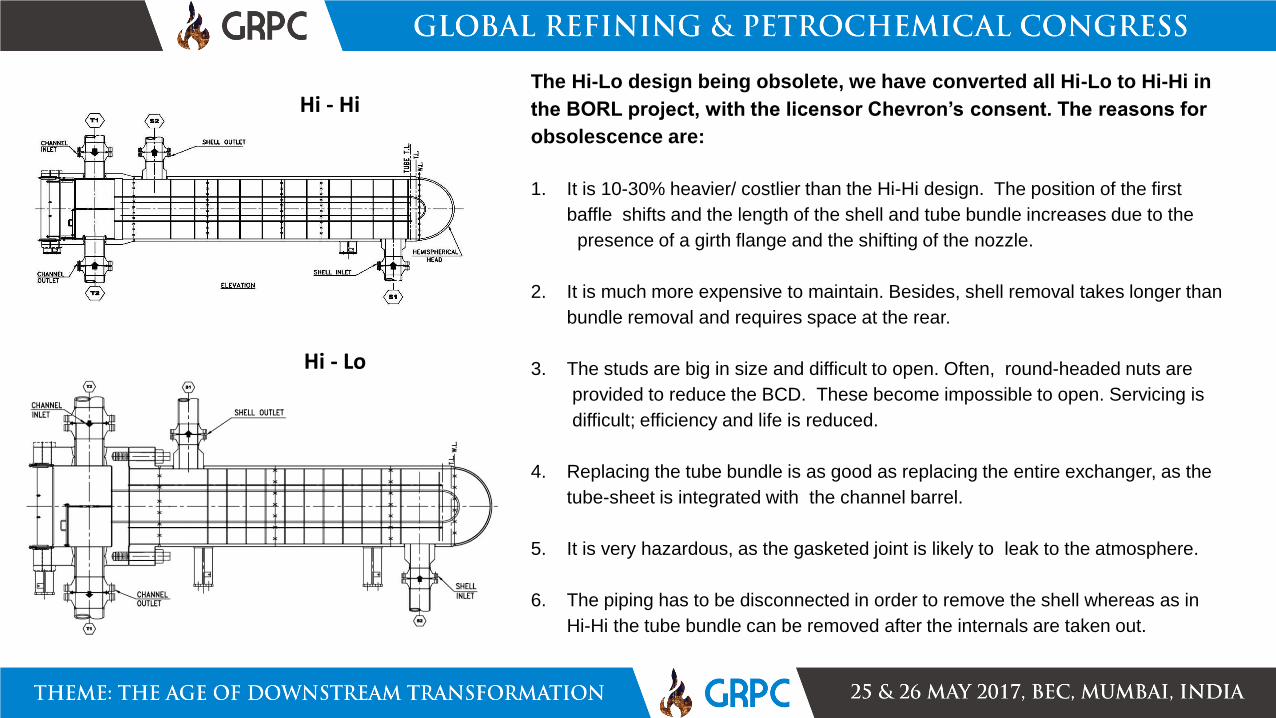
Hi - Hi
Hi - Lo
The Hi-Lo design being obsolete, we have converted all Hi-Lo to Hi-Hi in
the BORL project, with the licensor Chevron’s consent. The reasons for
obsolescence are:
1. It is 10-30% heavier/ costlier than the Hi-Hi design. The position of the first
baffle shifts and the length of the shell and tube bundle increases due to the
presence of a girth flange and the shifting of the nozzle.
2. It is much more expensive to maintain. Besides, shell removal takes longer than
bundle removal and requires space at the rear.
3. The studs are big in size and difficult to open. Often, round-headed nuts are
provided to reduce the BCD. These become impossible to open. Servicing is
difficult; efficiency and life is reduced.
4. Replacing the tube bundle is as good as replacing the entire exchanger, as the
tube-sheet is integrated with the channel barrel.
5. It is very hazardous, as the gasketed joint is likely to leak to the atmosphere.
6. The piping has to be disconnected in order to remove the shell whereas as in
Hi-Hi the tube bundle can be removed after the internals are taken out.
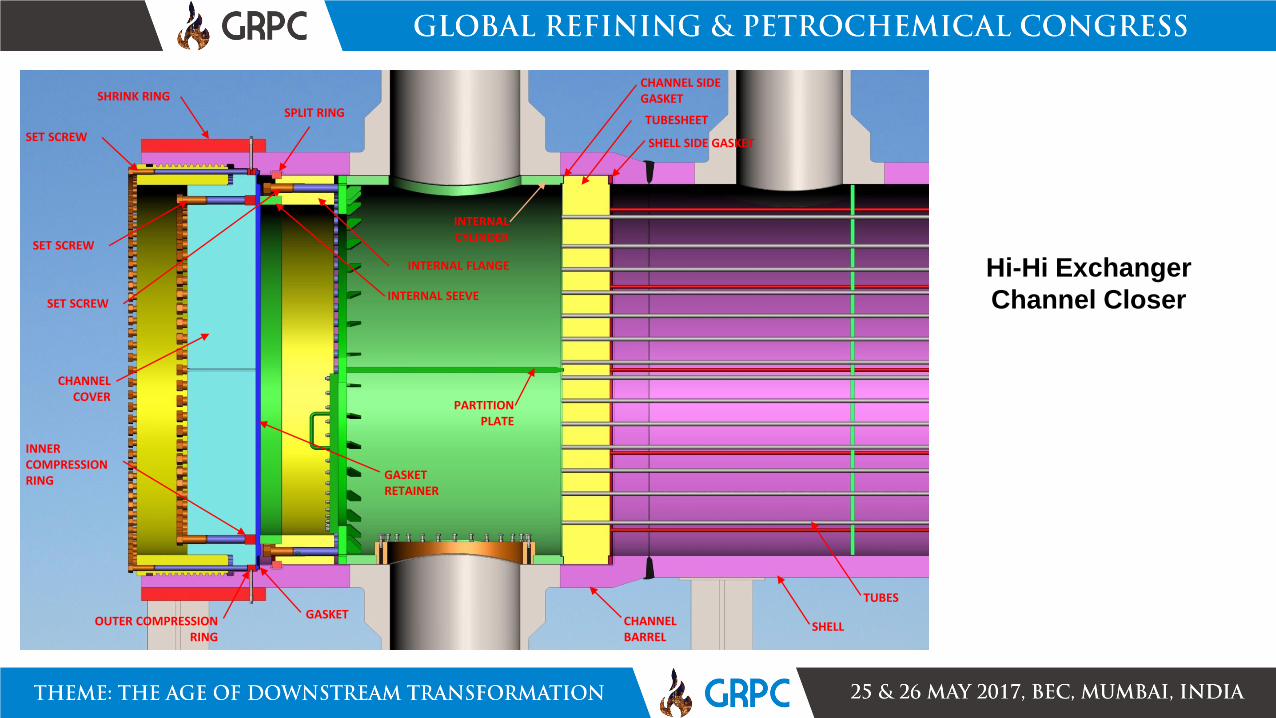
Hi-Hi Exchanger
Channel Closer
THREADED LOCK RING
TUBESHEET
SHRINK RING
SHELL SIDE GASKET
CHANNEL SIDE GASKET
INTERNAL CYLINDER
INTERNAL FLANGE
SPLIT RING
INTERNAL SEEVE
SET SCREW
SET SCREW
OUTER COMPRESSION RING
INNER COMPRESSION RING
CHANNEL COVER
SET SCREW
PARTITION PLATE
GASKETRETAINER
GASKETCHANNEL BARREL
TUBES
SHELL

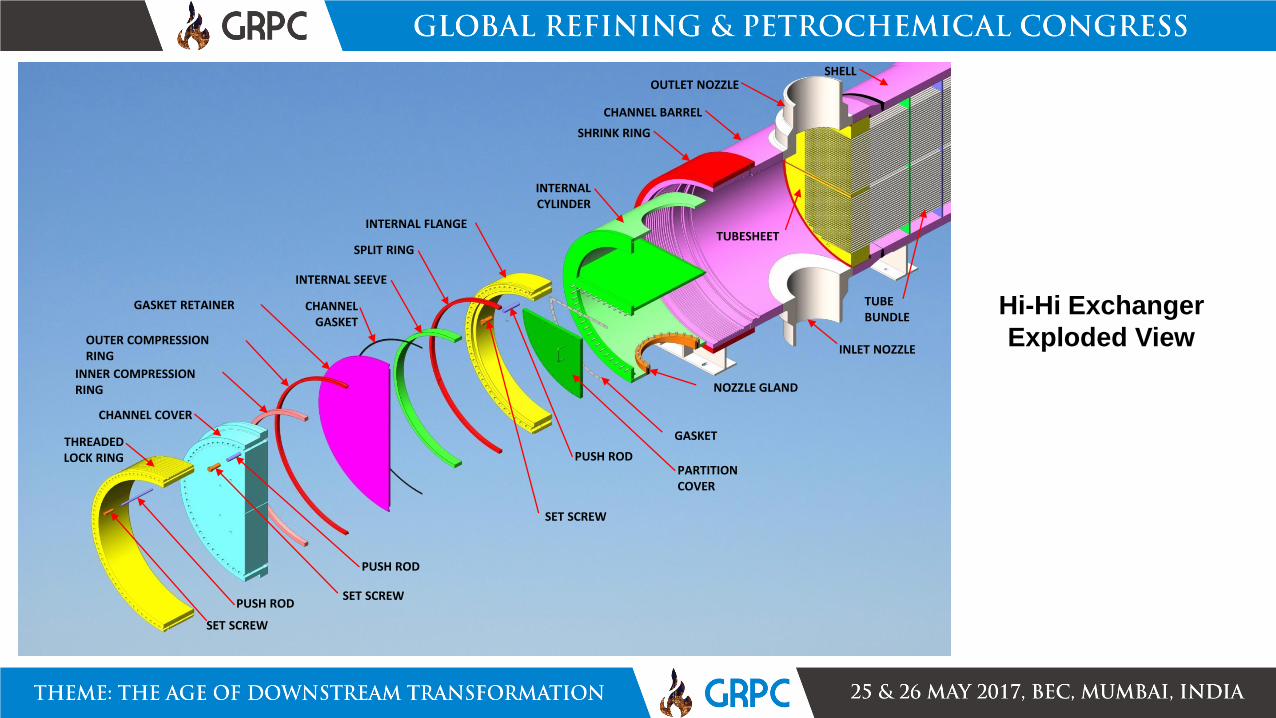
NOZZLE GLANDNOZZLE GLAND
PUSH ROD
INTERNAL CYLINDER
GASKET
PARTITION COVER
INTERNAL FLANGE
SET SCREW
SPLIT RING
INTERNAL SEEVE
CHANNEL GASKET
OUTER COMPRESSION RING
INNER COMPRESSION RING
CHANNEL COVER
GASKET RETAINER
THREADED LOCK RING
PUSH ROD
SET SCREWPUSH ROD
SET SCREW
OUTLET NOZZLE
INLET NOZZLE
TUBESHEET
SHRINK RING
CHANNEL BARREL
TUBE BUNDLE
SHELL
Hi-Hi Exchanger
Exploded View
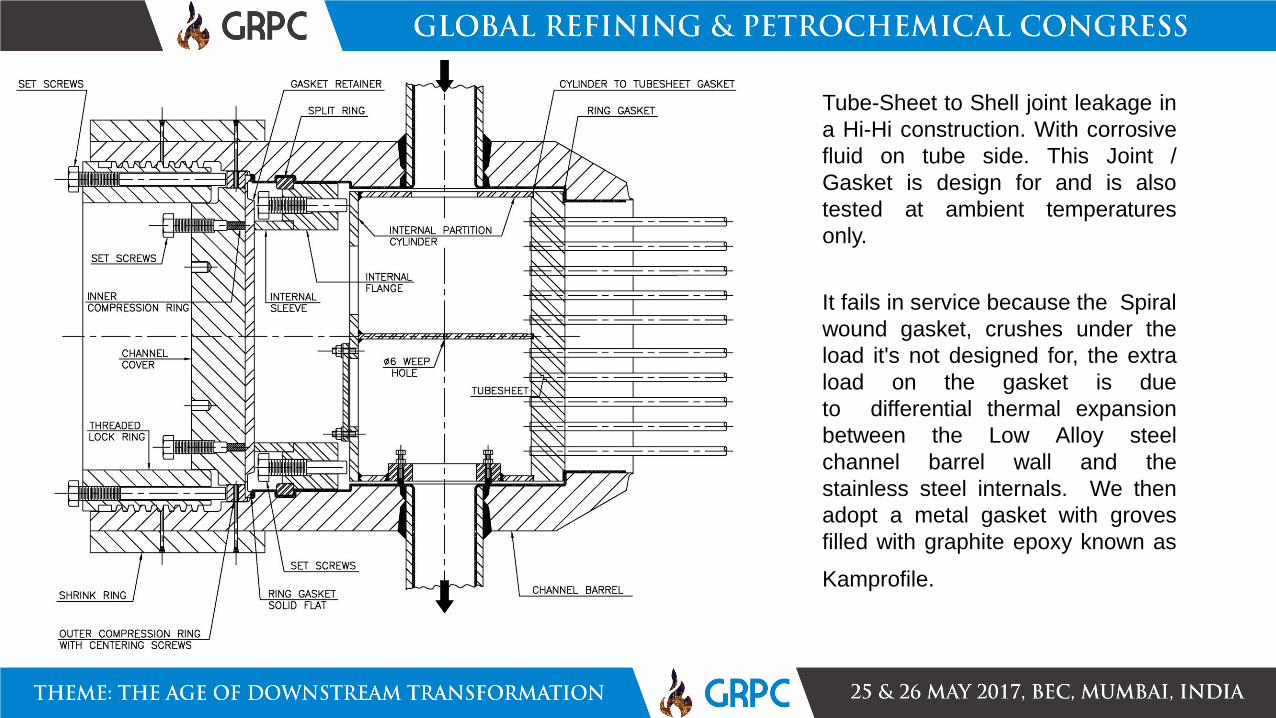
Tube-Sheet to Shell joint leakage in
a Hi-Hi construction. With corrosive
fluid on tube side. This Joint /
Gasket is design for and is also
tested at ambient temperatures
only.
It fails in service because the Spiral
wound gasket, crushes under the
load it's not designed for, the extra
load on the gasket is due
to differential thermal expansion
between the Low Alloy steel
channel barrel wall and the
stainless steel internals. We then
adopt a metal gasket with groves
filled with graphite epoxy known as
Kamprofile.
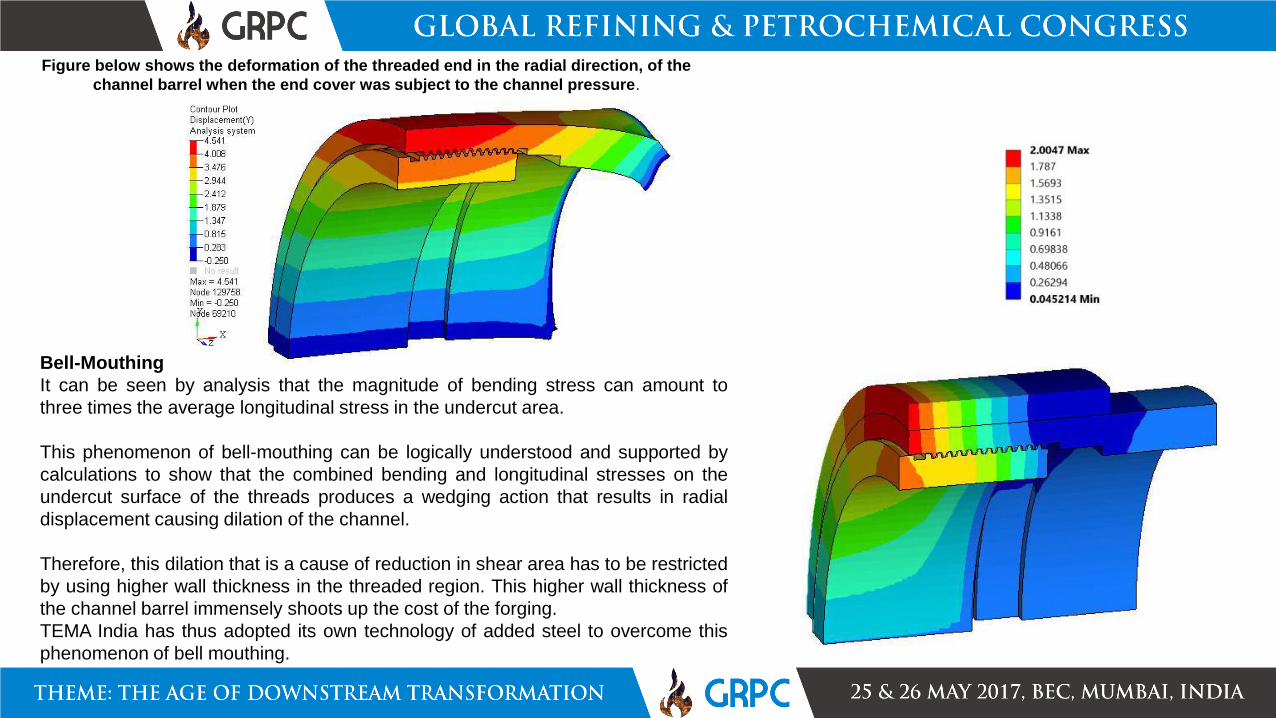
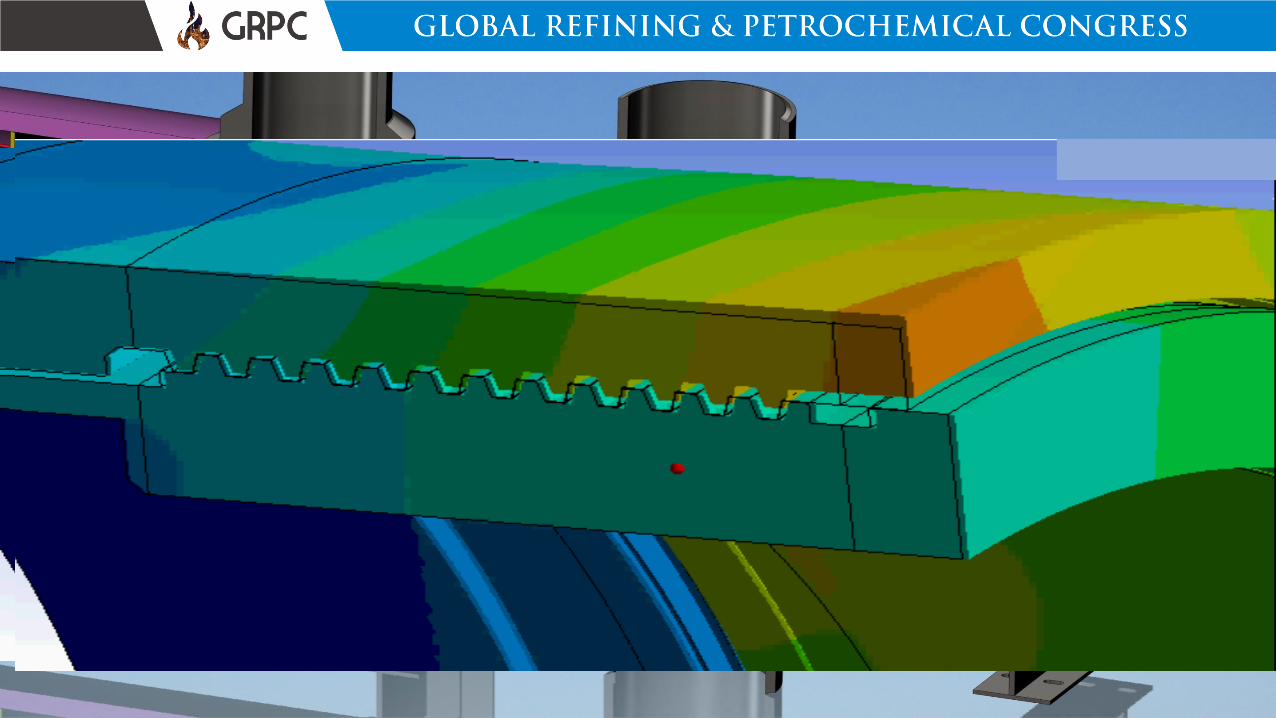
Figure below shows the deformation of the threaded end in the radial direction, of the
channel barrel when the end cover was subject to the channel pressure.
Bell-Mouthing
It can be seen by analysis that the magnitude of bending stress can amount to
three times the average longitudinal stress in the undercut area.
This phenomenon of bell-mouthing can be logically understood and supported by
calculations to show that the combined bending and longitudinal stresses on the
undercut surface of the threads produces a wedging action that results in radial
displacement causing dilation of the channel.
Therefore, this dilation that is a cause of reduction in shear area has to be restricted
by using higher wall thickness in the threaded region. This higher wall thickness of
the channel barrel immensely shoots up the cost of the forging.
TEMA India has thus adopted its own technology of added steel to overcome this
phenomenon of bell mouthing.

Our Kamprofile
Gaskets - solid metal
gaskets with grooves and
layer of graphite
Our Spiral Wound
Gaskets – metallic wound
strips with graphite
as fillers
Even though the threaded closures comply with the requirements of ASME Code, there are still
problems of jamming of screw threads due to lack of RIGIDITY. We have a situation where a pressure
vessel which apparently meets all Code rules and satisfactorily passed the Code required hydrostatic
test, seems to malfunction after a short period of operation.
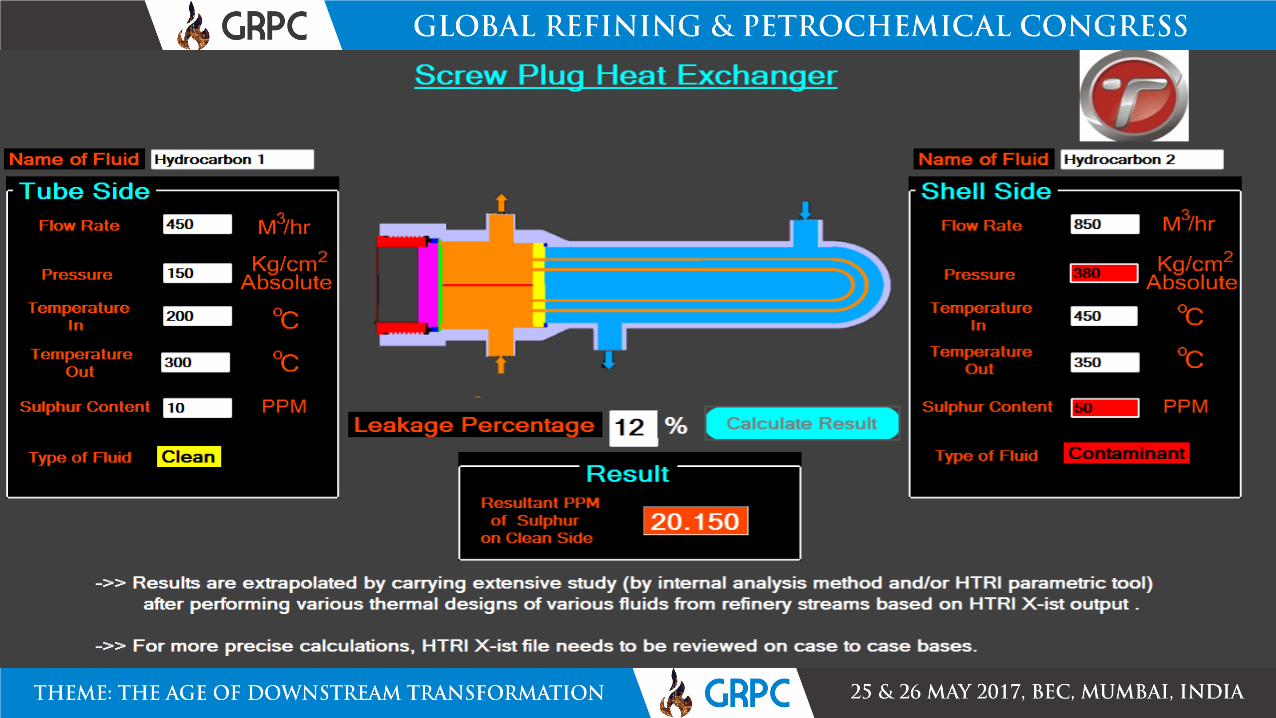
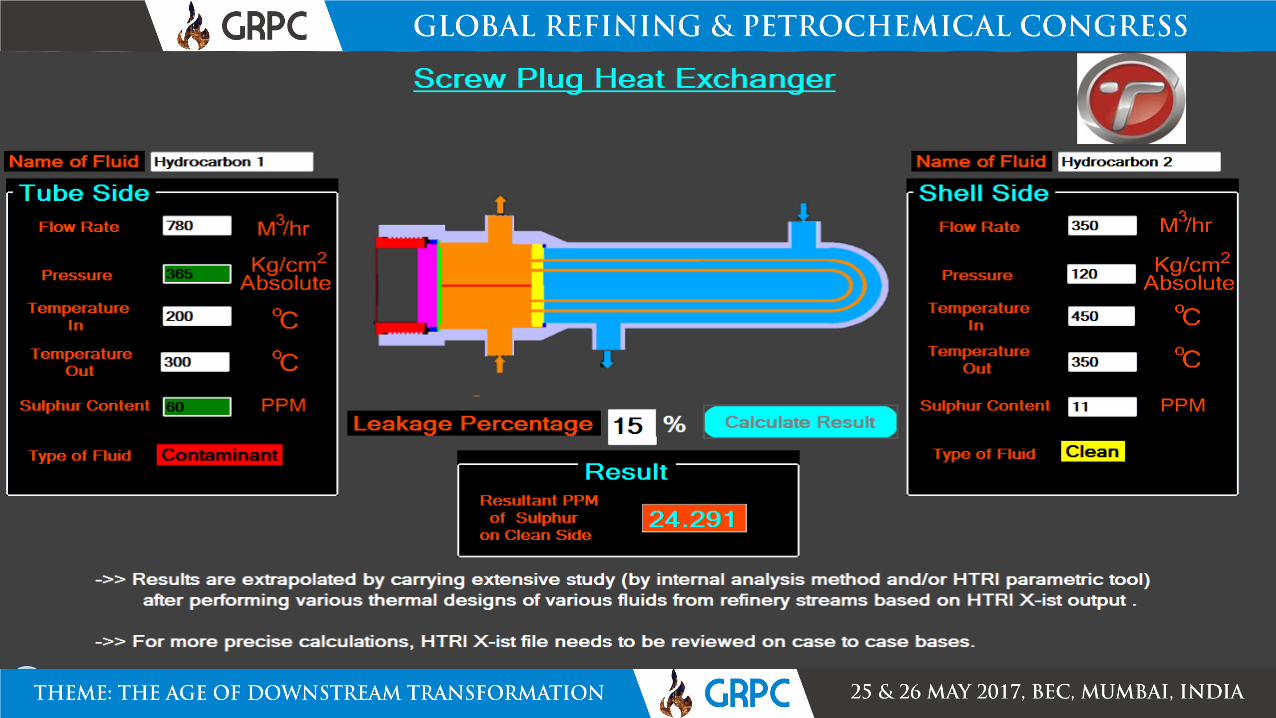
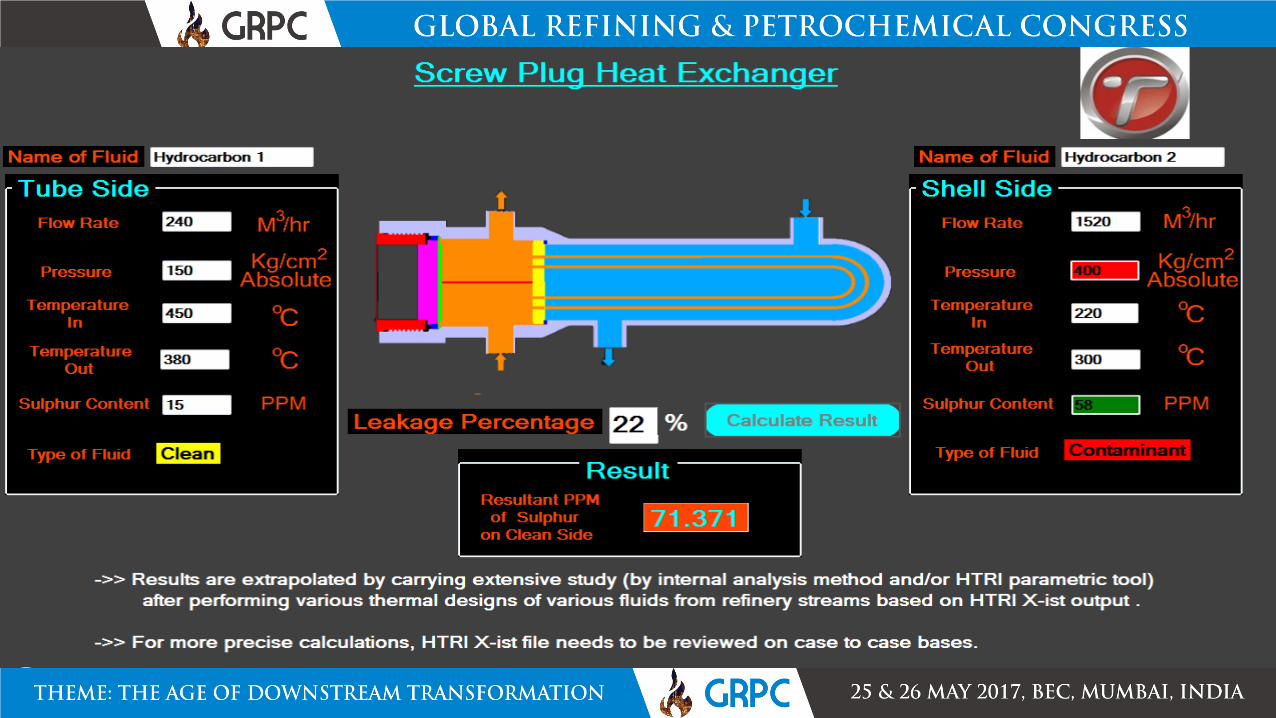
As ASME gasketed joint designs are based on stress considerations, due to critical requirements of
preventing intermixing of shell side and tube side fluids, an additional study was made to determine if
the existing design would meet the requirement for leak tightness as per EN 1591-1. Leak tightness
becomes a mandatory requirement in such exchangers which are used in oil refineries to produce
clean fuels.
For assessing the leak tightness of the joint, calculations were made as per EN 1591-1 which is also
incorporated in EN 13445 Part 3. It was found that the applied gasket force was in excess of that
required for obtaining leak tightness under the specified design conditions including effects of
progressive distortion due to frequent re-assembly.
To maintain uniform pressure on the gasket it is imperative that applied bolt load to be transferred
through a RIGID internal cylinder.
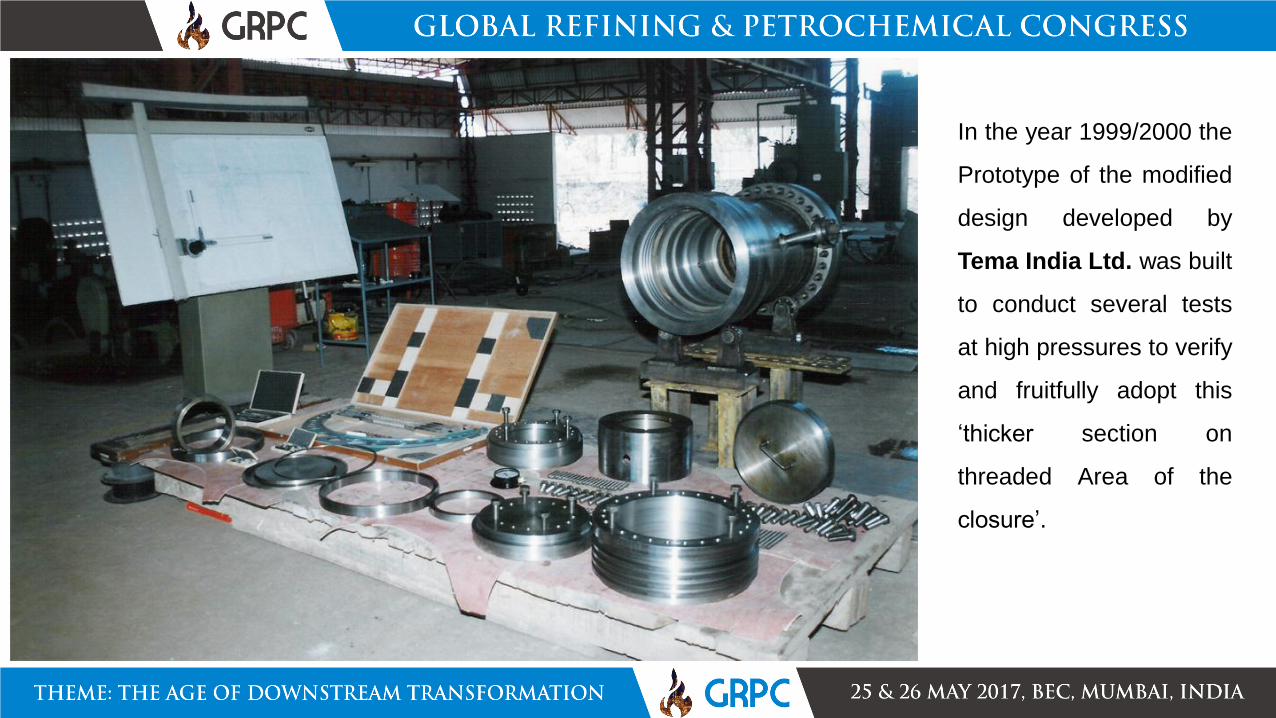
In the year 1999/2000 the
Prototype of the modified
design developed by
Tema India Ltd. was built
to conduct several tests
at high pressures to verify
and fruitfully adopt this
‘thicker section on
threaded Area of the
closure’.
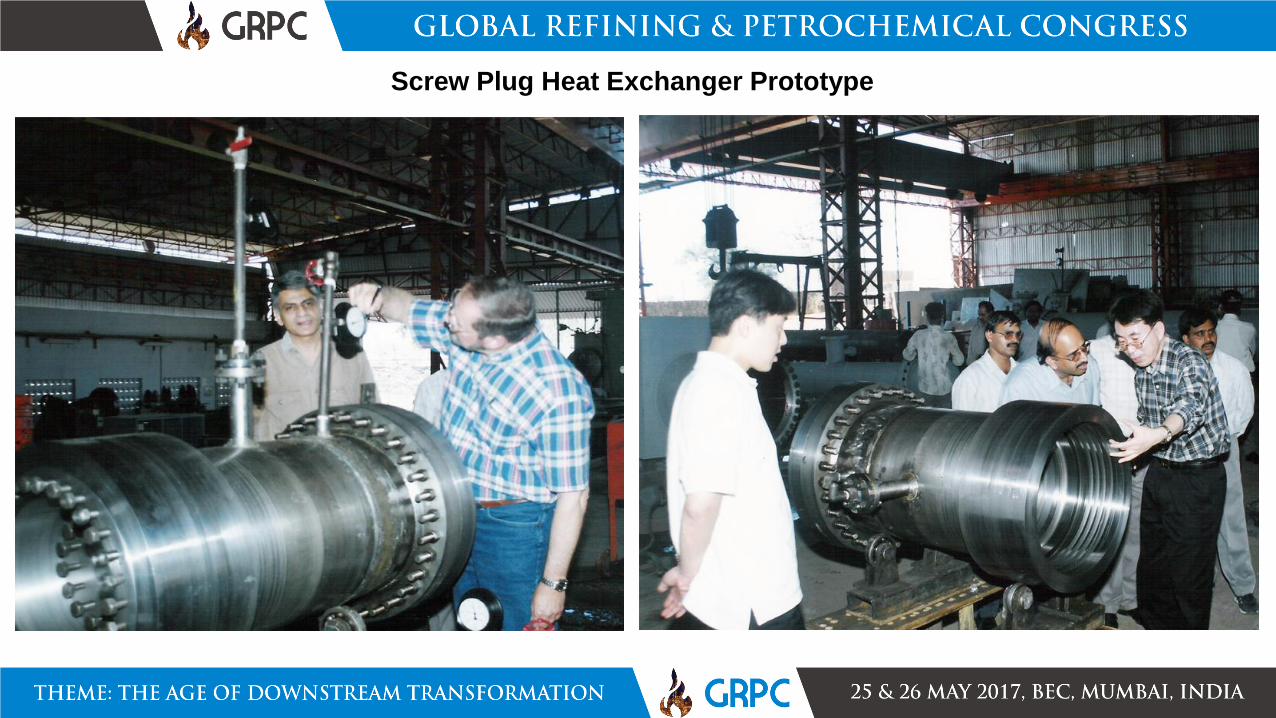
Screw Plug Heat Exchanger Prototype
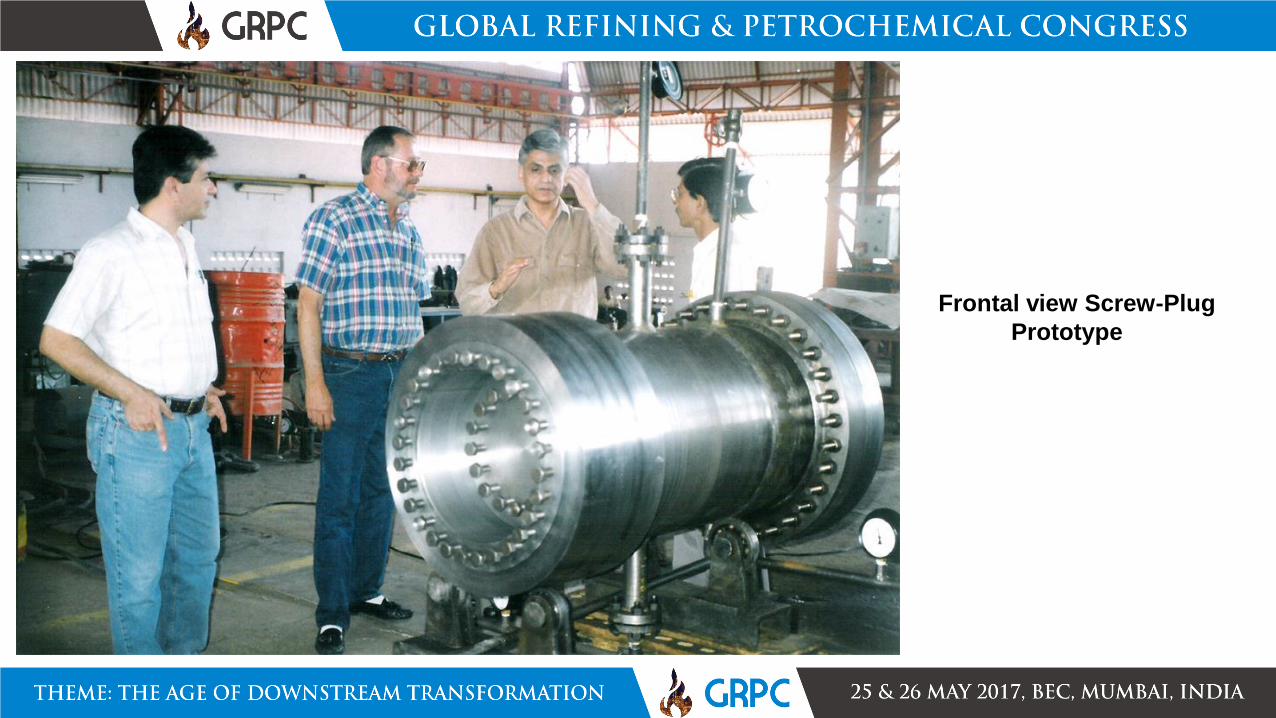
Frontal view Screw-Plug
Prototype

Shrink Fitting in Process Channel Barrel after PWHT
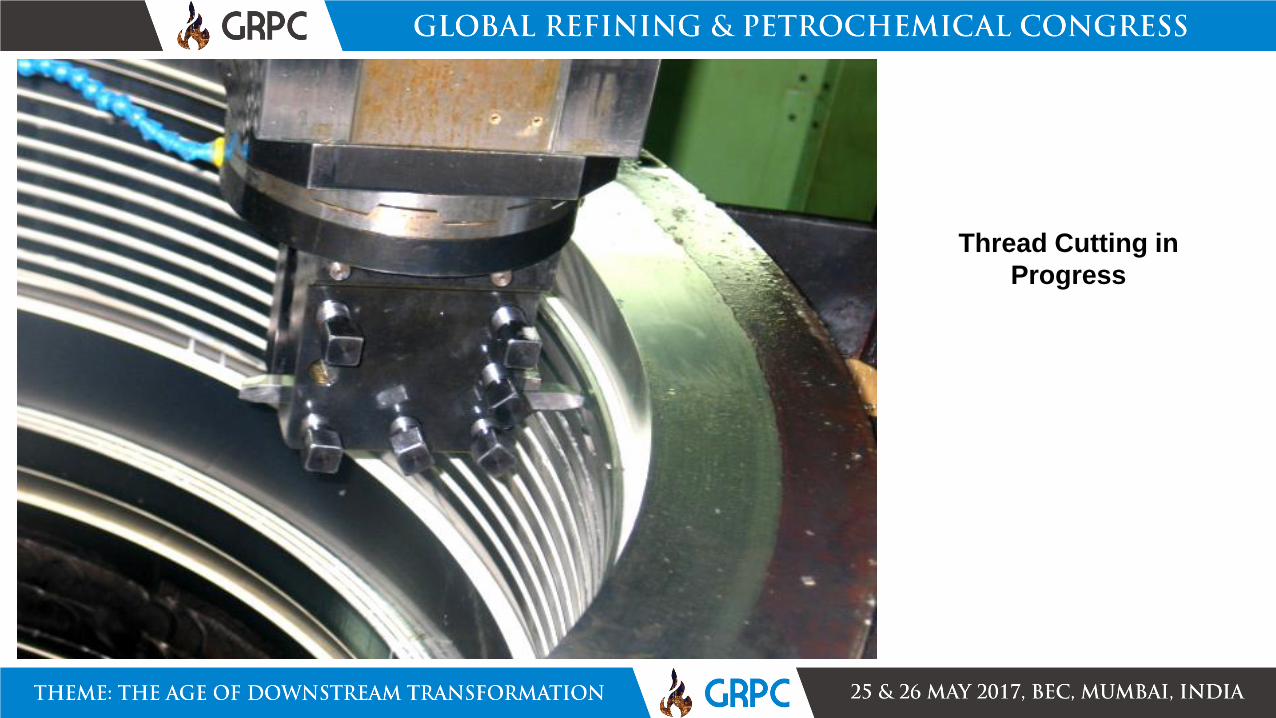
Thread Cutting in
Progress

A view of channel
internals inserted

HHPS Vapour / Treat
Gas Exchanger
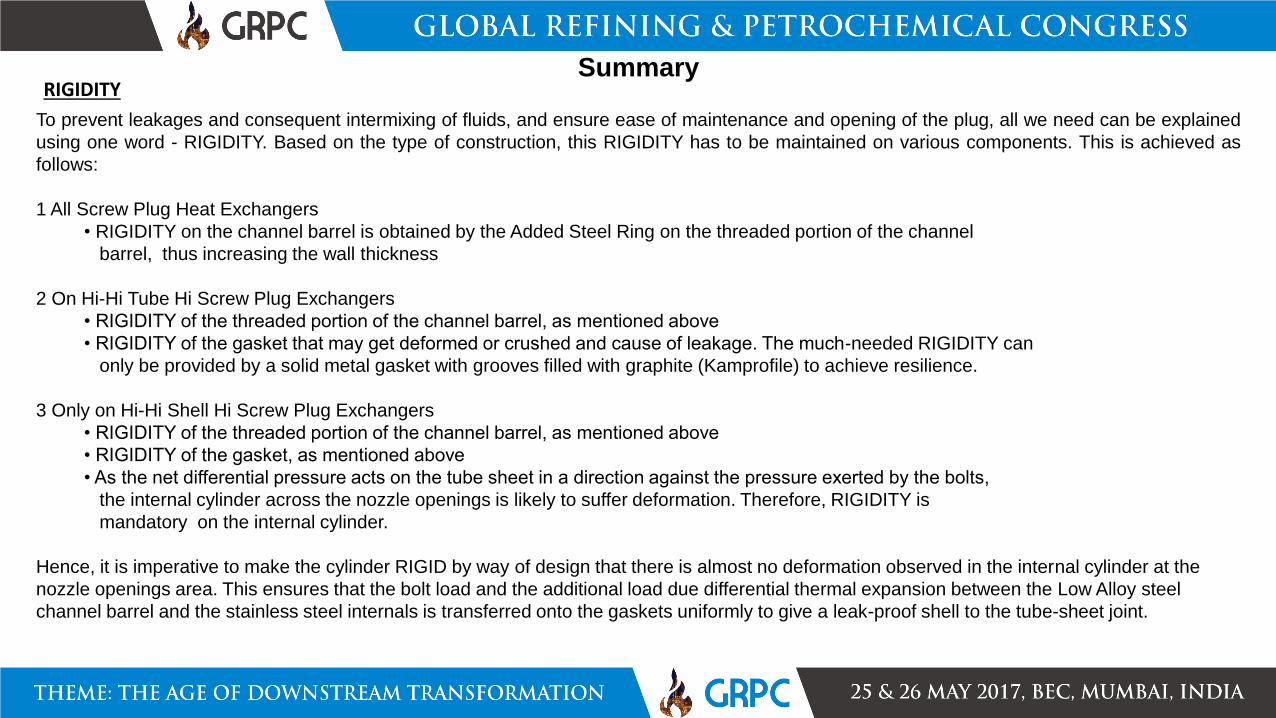
Summary
To prevent leakages and consequent intermixing of fluids, and ensure ease of maintenance and opening of the plug, all we need can be explained
using one word - RIGIDITY. Based on the type of construction, this RIGIDITY has to be maintained on various components. This is achieved as
follows:
1 All Screw Plug Heat Exchangers
• RIGIDITY on the channel barrel is obtained by the Added Steel Ring on the threaded portion of the channel
barrel, thus increasing the wall thickness
2 On Hi-Hi Tube Hi Screw Plug Exchangers
• RIGIDITY of the threaded portion of the channel barrel, as mentioned above
• RIGIDITY of the gasket that may get deformed or crushed and cause of leakage. The much-needed RIGIDITY can
only be provided by a solid metal gasket with grooves filled with graphite (Kamprofile) to achieve resilience.
3 Only on Hi-Hi Shell Hi Screw Plug Exchangers
• RIGIDITY of the threaded portion of the channel barrel, as mentioned above
• RIGIDITY of the gasket, as mentioned above
• As the net differential pressure acts on the tube sheet in a direction against the pressure exerted by the bolts,
the internal cylinder across the nozzle openings is likely to suffer deformation. Therefore, RIGIDITY is
mandatory on the internal cylinder.
Hence, it is imperative to make the cylinder RIGID by way of design that there is almost no deformation observed in the internal cylinder at the
nozzle openings area. This ensures that the bolt load and the additional load due differential thermal expansion between the Low Alloy steel
channel barrel and the stainless steel internals is transferred onto the gaskets uniformly to give a leak-proof shell to the tube-sheet joint.
RIGIDITY
To download the paper An Improved Design of Threaded Closures for Screw
Plug Heat Exchangers, visit
http://proceedings.asmedigitalcollection.asme.org/proceeding.aspx?articleid=2590185
The copyrights have been assigned to ASME.The paper will be available online December 2017 at
http://proceedings.asmedigitalcollection.asme.org
Connect with me on
www.linkedin.com/in/hareshsippy/
www.hareshsippy.com
https://twitter.com/HareshSippy/
https://www.facebook.com/hareshksippy/
Thank you