an introduction to lean accounting - gianesin, canepari...
TRANSCRIPT

An Introduction to Lean Accounting
Asolo, 17 aprile 2009
© BMA Inc. 2009. All rights reserved.

The Philosophy of LeanMaximize competitive
advantage through operational excellenceoperational excellence
Improve the flow and you
© BMA Inc. 2009. All rights reserved.
yimprove profitability

Traditional thinking and lean thinking ad t o a t g a d ea t gare in conflict
Traditional Standard Lean
ASSUMPTIONS
Costing
ASSUMPTIONS
Thinking ASSUMPTIONS
• Profit comes from full utilization of resources
ASSUMPTIONS• Profit from maximizing
flow on pull from customers
• Direct labour is a variable cost and the most important conversion cost
customers.• Labour is fixed, and waste
is the most important cost• Control through visual
• Control the business thru detailed tracking
• All excess capacity is bad
Control through visual management and continuous attention to flow & waste
© BMA Inc. 2009. All rights reserved.
• Excess capacity provides flexibility

Why Lean Accounting?y g
• Traditional Standard Costing was developed for mass production
– The philosophy is that profitability is maximized when labor and machine utilization are maximized
• The focus of Standard costing is on lowest cost per item through economies of scalethrough economies of scale
• This does not apply in a high variability, multi-product environment
– Here profitability is maximized when the rate of flow is
© BMA Inc. 2009. All rights reserved.
maximized

What’s the problem?What s the problem?T diti l t tTraditional management systems:
– Actively work against Lean transformation & other lean improvements.
– Are expensive and wasteful.– Provide misleading, wrong, and harmful
information.M ti t l t d th thi– Motivate people to do the wrong things.
– Are complex and confusing to people.
Here’s a Few Simple Examples
© BMA Inc. 2009. All rights reserved.
p p

Actively work against lean manufacturing
Drill on CNC Machine
Batch 2500
Inspect & Pack
1 i t 4 i t1 minute 4 minutes
Machine on LatheGrind
4 minutes6 minutes
Total labor time: 15 minutesLabor cost: $5.00Overhead cost: $15.00
Lead Time: 6 weeksInventory 25 daysBatch size 2500
© BMA Inc. 2009. All rights reserved.
$Material Cost $1.50TOTAL COST: $21.50
On-Time delivery = 82%

Lean manufacturing changesLean manufacturing changesC t ll• Create a cell.
• Use an drilling machine with quick change over.• Reduce the batch size.• Reduce the lead time.• Reduce inventory.• Almost perfect delivery.Almost perfect delivery.• Created additional capacity on the CNC
machine.machine.
© BMA Inc. 2009. All rights reserved.

Lean improvementsLean improvements
Drill on Drilling Machine
Machine on Lathe Machine
4 minutes 4 minutes Lean Cell
Grind Inspect & Pack
4 minutes6 minutes
Total labor time: 18 minutesLabor cost: $6.00Overhead cost: $18.00
Lead Time: 2 daysInventory 5 daysBatch size 250
© BMA Inc. 2009. All rights reserved.
$Material Cost $1.50TOTAL COST: $25.50
On-Time delivery = 98%
The problemWe have made great improvement.
BUT th d t t h d thBUT…. the product cost has gone up and the project is in doubt.
In fact, the changes were highly beneficialhighly beneficial both operationally and financially.
It is the standard costing that is leading us i th di ti
© BMA Inc. 2009. All rights reserved.
in the wrong direction.

There is no “Standard” Cost!In a lean environment, the cost
of the product is related to of the product is related to flow…
•Waste affects cost so that there is no one ‘standard’ cost of a product•Cost varies with production scrap mix quality downtime etc•Cost varies with production, scrap, mix, quality, downtime etc
• If you control the flow, you control the cost
B i i fl th h th V l St
© BMA Inc. 2009. All rights reserved.
• By improving flow through the Value Streamwe improve capacity = flexibility
Performance MeasurementsPerformance Measurements
Traditional accounting performance measurements motivate non-lean actions.Measuring labor efficiency, machine utilization,
and overhead absorption leads to largeand overhead absorption leads to large batches and high inventory.
© BMA Inc. 2009. All rights reserved.

Transaction-based control t t t hsystems cost too much
Entering and administering transactions is wasteful and time-consuming.
EXAMPLE:A production plant with 150 people, 120 products, and revenue of p p p p , p ,$15M required over 4,000,000 transactions per year.
Job costing proc rement in entor controlJob costing, procurement, inventory control, accounts payable, accounts receivable:
38 equivalent heads spent processing and38 equivalent heads spent processing and using the transactions.
12 7% of revenue
© BMA Inc. 2009. All rights reserved.
12.7% of revenue
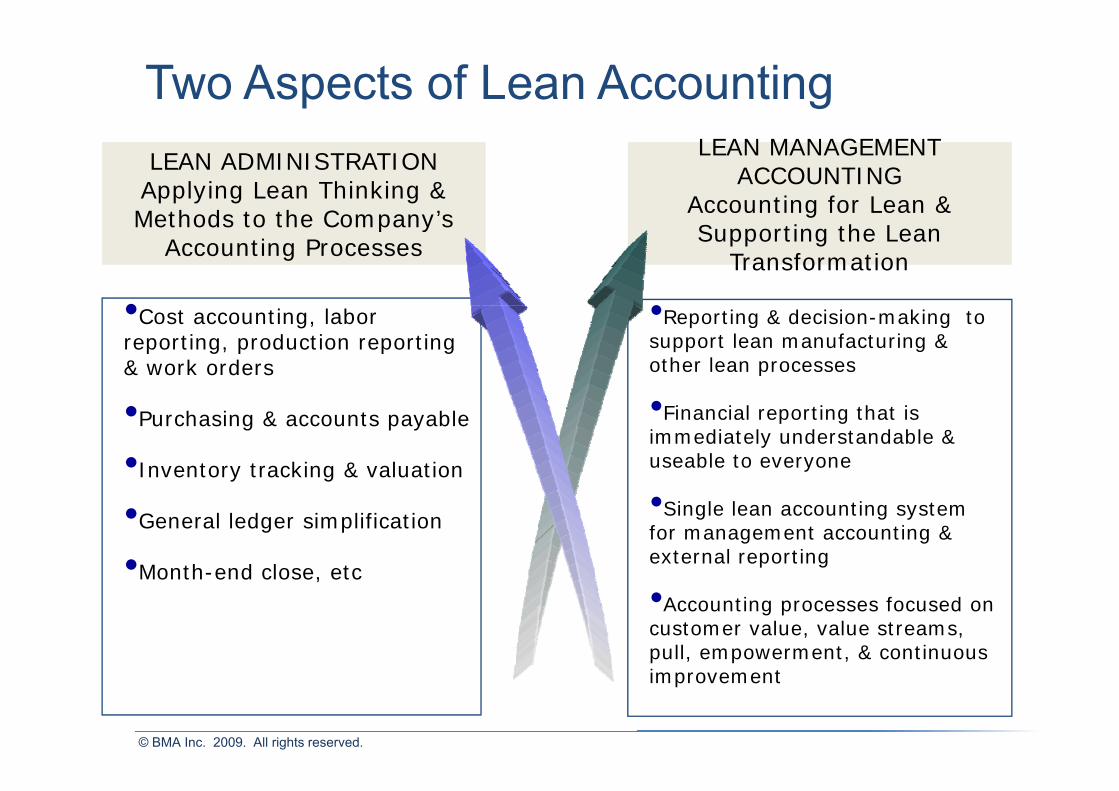
Two Aspects of Lean AccountingLEAN ADMINISTRATION
Applying Lean Thinking & Methods to the Company’s
LEAN MANAGEMENT ACCOUNTING
Accounting for Lean & Methods to the Company s Accounting Processes
gSupporting the Lean
Transformation
• ••Cost accounting, labor reporting, production reporting & work orders
•Reporting & decision-making to support lean manufacturing & other lean processes
•Purchasing & accounts payable
•Inventory tracking & valuation
•Financial reporting that is immediately understandable & useable to everyone
•General ledger simplification
•Month-end close etc
•Single lean accounting system for management accounting & external reporting
Month end close, etc•Accounting processes focused on customer value, value streams, pull, empowerment, & continuous
© BMA Inc. 2009. All rights reserved.
improvement

Lean is a People Process►The aim of lean is a production system that highlights
problems and a human system that produces people who are willing and able to identify and solve themare willing and able to identify and solve them
►Eliminating waste is done by people using
rigorous problem
►Behaviours that focus on
improvement & rigorous problem-solving methods
improvement & problem-solving
►Involving people►Lean is a set of
collaborative and inquisitive g p pin lean is at leastas important as
lean tools.
collaborative and inquisitive behaviours that result in a
culture of continuous improvement
All of this All of this requires Trustrequires Trust
© BMA Inc. 2009. All rights reserved.
improvement.

Lean Accounting has Seven AimsPerformance Performance
measures thatmeasures thatSupport relevant, Support relevant,
accurate & timelyaccurate & timelyElimination Elimination
ofofDrive the growth of Drive the growth of the business bythe business bymeasures that measures that
motivate leanmotivate lean––cell cell & value stream & value stream
measuresmeasures
accurate & timely accurate & timely decision making decision making
using contribution using contribution costingcosting
of of unnecessary unnecessary accounting accounting
transactionstransactions
the business by the business by increasing customer increasing customer value using Target value using Target
CostingCostingmeasuresmeasures costingcosting transactionstransactions CostingCosting
Value Stream Value Stream Costing, replacing Costing, replacing Standard Costing =Standard Costing =
Highlighting impact Highlighting impact of lean improvements of lean improvements
–– eliminate waste,eliminate waste,
Motivate lean Motivate lean behaviour in the behaviour in the
budgetingbudgeting
© BMA Inc. 2009. All rights reserved.
Standard Costing Standard Costing Value Stream Profit & Value Stream Profit &
Loss AccountLoss Account
eliminate waste, eliminate waste, improve capacity, improve capacity,
improve flowimprove flow
budgeting budgeting process process

Box ScoreCaspian CompanyPAMotorsMotors GOALCurrent 5-Feb 12-Feb 19-Feb 26-Feb 5-Mar 12-Mar 19-Mar 26-Mar 31-Mar
Units per Person 31.77 30.46 32.51 32.19 33.71 35.2
On-Time Shipment 96.2% 98.2% 98.5% 97.6% 97.2% 98.0%
NA
L
First Time Thru 42% 44% 43% 47% 54% 62%
Dock-to-Dock Days 12.50 11.9 10.94 9.33 8.90 8.0
Average Cost $115.78 $115.78 $114.62 $112.66 $111.74 $107.01
AP days - AR days 8 0 8 0 8 0 8 0 8 0 8 0
OPE
RA
TIO
N
AP days - AR days 8.0 8.0 8.0 8.0 8.0 8.0
Productive 22% 22% 22% 21% 21% 22%
Non-Productive 58% 58% 58% 41% 41% 37%
Available Capacity 20% 20% 20% 38% 38% 41%CA
PAC
ITY
Revenue $366,487 $321,499 $331,546 $325,481 $326,240 $325,000
Material Costs $112,196 $109,812 $113,243 $111,172 $111,431 $111,007
Conversion Costs $92,564 $95,743 $95,233 $99,463 $98,194 $94,039
AN
CIA
L
Inventory $310,622 $295,712 $271,857 $231,848 $221,163 $198,798
Value Stream Profit $161,727 $115,944 $123,070 $114,846 $116,615 $119,953
Value Stream ROS 44.13% 36.06% 37.12% 35.29% 35.75% 36.91%
46.00% Hurdle Rate -1.87% -9.94% -8.88% -10.71% -10.25%
FIN
A
© BMA Inc. 2009. All rights reserved.
46.00% Hurdle Rate 1.87% 9.94% 8.88% 10.71% 10.25%

Value Stream Profit and Loss Account
M t S t S P t
New Product D i
Support C t
TOTAL DIVISION
VALUE STREAMS
Motors Systems Spare Parts Design Costs DIVISION
Sales $326,240 $748,894 $453,215 $1,528,349Additional Revenue $0 $0 $12,422 $12,422
Material Costs $111,431 $232,774 $149,561 $87,909 $12,764 $594,439Conversion Costs $57,628 $70,406 $81,579 $203,769 $37,645 $451,027
Outside Process Costs $32,433 $22,991 $22,661 $7,531 $85,616Other Costs $16 040 $57 816 $29 459 $72 721 $176 036Other Costs $16,040 $57,816 $29,459 $72,721 $176,036
Tooling Costs $4,843 $12,544 $6,588 $23,975
Value Stream Profit $103,865 $352,363 $175,789 ($364,399) ($57,940) $209,678ROS 31.8% 47.1% 38.8% -23.7% -3.8% 13.7%ROS 31.8% 47.1% 38.8% 23.7% 3.8% 13.7%
$925,314$918,807($6,507)
Opening InventoryClosing InventoryInventory Change ($6,507)
$51,147
$152 024
Corporate Overhead
Division Profit
Inventory Change
© BMA Inc. 2009. All rights reserved.
$152,0249.9%Division ROS
Division Profit
The Heart of Lean AccountingThe Heart of Lean Accounting
• A defined Value Stream• A defined Value Stream• Agreed Performance Measures• Direct Value Stream costs• Direct Value Stream costs
– Revenue/ customer valueMaterial costs– Material costs
– People costs (including direct support)– Machine costs– Machine costs– Space and energy costs
• CapacityCapacity• Box Score
© BMA Inc. 2009. All rights reserved.

The Value Stream
Managing by value streamManaging by value stream
© BMA Inc. 2009. All rights reserved.

What is a value stream?What is a value stream?“All of the actions, both value creating and non-
l ti i dvalue creating, required to bring a product from concept to launch andconcept to launch and from order to cash collection. These includecollection. These include actions to process information from the customer and actions to transform the product on it t th t ”
© BMA Inc. 2009. All rights reserved.
its way to the customer.”

Why do we organize by value stream?
F ti t l• Focus on creating customer value.• Accountability.• Departments can be “optimized” but we need to
optimize the flow through the value stream.• Develop lean thinking managers & specialists.
“As you get the kinks out of your physical production, order-taking, and product d l i ill b b i hdevelopment, it will become obvious that reorganizing by value stream is the best way to sustain your achievement.”
© BMA Inc. 2009. All rights reserved.
Lean Thinking, Womack & Jones

Steps in value stream definitionSteps in value stream definition
1. Identify product families with similar production flow.
2 Identify and minimize
5. Move forward and backwards through the value streams2. Identify and minimize
“monuments”3. Create a production flow
t i
value streams– Value added services– Purchasing and Sales &
Marketingmatrix– Product families on the Y-
axisM hi k t
Marketing– Administrative tasks
– Machines or work centers on the X-axis
4. Make sure the value t l t i l dstreams you select include
significant business.
© BMA Inc. 2009. All rights reserved.

Product process matrixProduct-process matrix
ging
atio
n
ents
ecei
ve c
astin
g/fo
rg
tial I
nspe
ctio
n
the
A
Axe
s 12
ofili
ng
Axe
s 14
eat T
reat
men
t
the
B
the
D
Axe
s 9
PC
e-Po
lish
olis
h
urfa
ce te
stin
g
atin
g
ssiv
atio
n
int
ll Sy
stem
Cal
ibra
alib
ratio
n C
ert
hipp
ing
& In
voic
e
stal
latio
n
n_Si
te C
ert
ocum
ent A
djus
tme
Re
Init
Lat
5 A
Pro
5 A
He
Lat
Lat
5 A
SP
Pre
Po
Su
Pla
Pa
Pa
Fu
Ca
Sh
Ins
On
Do
AA6 X X X X X XAA6-12 X X X X X X X X X X X XAA6-14 X X X X X X X X X X X XAB19 X X X X X X X X X X X X X X X X XAB21 X X X X X X XAB21 X X X X X X XAB21-2 X X X X X X X X X X X XAB33 X X X X X XAB39 X X X X X X XCenter A X X X X X X X X XCenter B X X X X X XCenter F X X X X X X XBi-Center X X X X X X X X X X X XM12-XX X X X X X XM12-Custom X X X X X XM13 X X X X X X X X XM13 Custom X X X X X X XM13-Custom X X X X X X XRes-Active A12 X X X X X X XRes-Acrive A13 X X X X X X X X X X X XRes-Active BB2 X X X X X XRes-Active BB7 X X X X X X XQual-Tite X X X X X X X X X
© BMA Inc. 2009. All rights reserved.
Qual-Tite Custom X X X X X XWilson 99 X X X X X X X X XWilson 101 X X X X X X

Product-process matrixt d f l tsorted for value streams
ng
on
nts
eive
cas
ting/
forg
in
al In
spec
tion
he A
xes
12
filin
g
xes
14
t Tre
atm
ent
he B
he D
xes
9
C Po
lish
sh
face
test
ing
ing
siva
tion
nt Sy
stem
Cal
ibra
tio
brat
ion
Cer
t
ppin
g &
Invo
ice
alla
tion
Site
Cer
t
umen
t Adj
ustm
en
Rec
e
Initi
a
Lat
h
5 A
x
Pro
f
5 A
x
Hea
t
Lat
h
Lat
h
5 A
x
SPC
Pre
-
Pol
is
Sur
f
Pla
ti
Pas
s
Pai
n
Ful
l
Cal
ib
Shi
p
Inst
a
On_
Doc
u
AA6-12 X X X - - - X - - - X X X X - - - - - X X X XAB19 X X X X X X X X X X X - - - X X X X X X - - - AA6-14 X X X X X X X X - - X - - - X - X - - X - - - AB21-2 X X X X X X X X - - X - - - X - X - - X - - - Bi-Center X X X X X X X X - - X - - - X - X - - X - - - Res-Acrive A13 X X X X X X X X - - X - - - X - X - - X - - - Center A X X - X - - X X - - X - - - X - X - - X - - - M13 X X - X - - X X - - X - - - X - X - - X - - - Qual-Tite X X - X - - X X - - X - - - X - X - - X - - - Wilson 99 X X - X - - X X - - X - - - X - X - - X - - -Wilson 99 X X X X X X X X X AB21 X X X - X - X - - - X - - - - - - - - X - - - AB39 X X X - X - X - - - X - - - - - - - - X - - - Center F X X X - X - X - - - X - - - - - - - - X - - - Res-Active A12 X X X - X - X - - - X - - - - - - - - X - - - Res-Active BB7 X X X - X - X - - - X - - - - - - - - X - - -
12 CM12-Custom X X X - X - X - - - - - - - - - - - - X - - - M13-Custom X X X X - - X - - - X - - - - - - - - X - - - AA6 X X X X - - X - - - - - - - - - - - - X - - - AB33 X X X X - - X - - - - - - - - - - - - X - - - Center B X X X X - - X - - - - - - - - - - - - X - - - M12-XX X X X X - - X - - - - - - - - - - - - X - - -
© BMA Inc. 2009. All rights reserved.
Res-Active BB2 X X X X - - X - - - - - - - - - - - - X - - - Qual-Tite Custom X X X X - - X - - - - - - - - - - - - X - - - Wilson 101 X X X X X X

Criteria for value streamsCriteria for value streams• Family of products with similar productionFamily of products with similar production
flow.• Include all the people & processes thatInclude all the people & processes that
support the value stream production process.• The value stream team a reasonable sizeThe value stream team a reasonable size• Minimize monuments
Machine/departments shared by more than one– Machine/departments shared by more than one value stream
• Extend value stream as close to the customerExtend value stream as close to the customer as possible and as close to the suppliers.
© BMA Inc. 2009. All rights reserved.

Here’s a typical value streamHere s a typical value streamTh t i l d d i th M t l t t i• These are steps included in the value stream
– Sales & Marketing*– Customer Service*
• Most value streams contain monuments. Machines or processes that are shared by more than one value stream.– Customer Service
– Purchasing – Materials handling – Parts fabrication
more than one value stream. – Short term: Work around them– Long term: Eliminate monuments
& “right size” the equipmentParts fabrication – Machining – Anodizing – Assembly
• In the early stages of value stream management you may find there
t h l ith th– Shipping – Maintenance – Production engineering
are not enough people with the right skills
– Short term: Have them work in more than one value stream
– Quality assurance – Cost accounting
more than one value stream– Long term: Cross-train people to
do different kinds of tasks.
© BMA Inc. 2009. All rights reserved.

There are some people or departments outside the value streams
Examples:– Plant or division manager– Financial accounting– Human resources– Information systems– Facilities management
© BMA Inc. 2009. All rights reserved.