an investigation of measurement methods to test …
TRANSCRIPT

The Pennsylvania State University
The Graduate School
College of Engineering
AN INVESTIGATION OF MEASUREMENT METHODS TO
TEST CUTTING FLUID EFFECTS ON TOOL WEAR IN
THE PROCESSING OF ACME THREADS
A Thesis in
Industrial Engineering
by
Shai Shtub
©2011 Shai Shtub
Submitted in Partial Fulfillment
of the Requirements
for the Degree of
Master of Science
December 2011

ii
The thesis of Shai Shtub was reviewed and approved* by the following:
Edward C. De Meter
Professor of Industrial and Manufacturing Engineering
Thesis Advisor
Christopher Saldana
Professor for Industrial and Manufacturing Engineering
The Harold and Inge Marcus Career Assistant Professor
Paul Griffin
Professor of Industrial and Manufacturing Engineering
Peter and Angela Dal Pezzo Department Head Chair
*Signatures are on file in the Graduate School

iii
ABSTRACT
A single point threading process is used to cut threads for pipe designated for the oil drilling and
gas drilling industries. Thread geometries are complex and tightly toleranced. Threading insert
wear is the primary reason for threads going out of tolerance. The geometric errors of each
machined pipe thread are measured and tracked. If the errors reach a threshold, the tool offsets
are changed in order to accommodate loss of tool geometry. If the tool wear is too great, the
insert is flipped or replaced. Regardless, the machining process must be stopped for any
adjustments or insert replacement to occur. This stoppage negatively affects threading process
lead time, throughput and cost.
Currently there is significant interest from the academic community, pipe manufacturers, cutting
fluid suppliers and cutting insert suppliers in developing new technologies and processing
methods that will reduce the rate of threading insert wear for pipe threading processes.
PROBLEM TO BE SOLVED:
In general, technology-process development projects require an assessment procedure in which
alternatives are tested in a controlled, designed experiment and important dependent process
variables are measured. These experiments are replicated in order to provide statistical samples
and allow the use of statistical analysis tools to filter out the effects of random variation. The data
is subsequently analyzed and alternatives are identified as leading to the greatest overall
improvements in the process variables.
A well designed experiment uses dependent process variables that are highly sensitive to changes
in the process (e.g. differences in the alternatives) and/or that are subject to minimum random
variation. In turn this implies that the measurement system should have sufficiently high accuracy
and resolution. In general, a well designed experiment leads to the identification of superior
alternatives, having the least amount of time and cost.
The problem currently encountered by those seeking to improve gas pipe threading processes, is
that there are currently no prescribed methods for how to carry out tool wear experiments for
single point threading processes in general especially for ones to be used to machine complex
threads such as those found on drilling pipe.

iv
RESEARCH GOAL AND OBJECTIVES
The goal of this research was to develop experimental procedures that would effectively identify
changes in threading insert wear rate in response to changes in the threading process. The
objectives of this research were:
Design a set of simple experiments that can be carried out off-line of the production
equipment ordinarily used to thread drilling pipe
Identify experimental design procedures necessary to take into account the systematic
variation observed in threading pipe stock
Identify process variables that show the greatest sensitivity with regard to changes in
threading process
Identify measurement systems that are effective at measuring the critical process
variables
RESEARCH METHODLOGY
The basis for this research was an experimental study used to characterize the impact of different
cutting fluids on the wear rate of cutting inserts used to machine multi-vector threads into pipe
made of API L80 and API P110 steel. This study was a collaboration between TMK-IPSCO
(pipe manufacturer), Quaker Chemical (cutting fluid supplier), and Penn State. Despite its limited
scope, it is believed that the results of this investigation can be generalized to studying the effects
of all process variables on threading insert wear.
RESEARCH RESULTS
The threading cycle used in this investigation was a simplification of the threading process
carried out by TMK-IPSCO. Specifically, a 3‖ long, external ACME 8P thread was machined
into the straight end of a 2-3/8‖ OD pipe. This eliminated the need to form the ends of the pipes
prior to machining. In turn, it significantly reduced the time and cost necessary to carry out the
investigation. It also eliminated the need for TMK-IPSCO to divulge proprietary information
regarding their thread geometry and threading process.
The threading inserts used in this investigation were supplied by High Tech Tool. They are
comprised of the same substrate and coating as the threading inserts supplied to TMK-IPSCO.
The cutting speeds and in-feeds were varied depending on pipe grade. Each set was chosen from
ranges published to be suitable for generating the ACME 8P threads into the respective pipe

v
grades. Specific values were selected to induce a measurable amount of tool wear within a
reasonable rate of time.
Despite the simplifications discussed, the experimental design focused on assuring that the
threading processes and thread geometry used in this investigation were close enough to those
used by TMK-IPSCO to capture the critical interactions between the cutting fluid, threading
insert and pipe material and therefore data and conclusions from this thesis are a good
representation of the effects each cutting fluid would have if used in the TMK-IPSCO process.
Three measurement processes were developed in order to estimate the effects of the different
cutting fluids on the wear rate of the threading insert. Each process was used to monitor data
collected from the change in different variables. The three methods are:
1. Part dimension changes as a correlation to tool wear – a method that monitors the
geometric changes in the final machined part. This method was not efficient in this
experiment due to inconsistency in the shape of the raw pipe. This shape affected the
finished part dimensions as well as the stresses induced on the threading insert.
2. Tool weight loss method – a method that monitors weight change in the threading insert.
This method resulted in inconsistent results, due to the fact that the number of data points
collected using this method is smaller than in other methods. This brings forth a less
accurate statistical analysis. Also, there are several different phenomena which need to be
addressed in order to ensure this method is accurate. An example of this is built up edge
which would directly affect the weight of the threading insert and skew the results.
3. Image processing tool wear measurement system – this method monitors the changes
taking place with the threading insert itself. Eleven wear variables were developed and
monitored using this measurement method. The results found using this method showed
statistical differences between the different cutting fluids. Some of the developed
variables proved to be more valuable in the analysis than others due to the fact that the
results shown were different using the image processing equipment available for analysis.
The variables which have not resulted in good results are Rake Face – Tool Wear –
Crater Area and Rake Face Leading Edge – Tool Wear – Wear Width. Overall, it is
recommended to monitor all the variables in conjunction in order to get an overall final
picture which is clearer due to the fact that different sides and aspects of the insert are
being monitored.
vi
A major factor has affected the entire experiment development process. Egg shaped pipe directly
affects the wear rate of the threading inserts and the overall efficiency of the process. The unique
shape induces higher stresses than designed and therefore cause the threads to be out of
specifications and the inserts to wear faster than designed.
The discovery of the inconsistency in the pipe shape directly affected the data collected in the
first developed measurement method. Monitoring changes of the machined part dimensions is
affected by the lack of consistent shape of the raw material.
In order to overcome the effects of the raw material shape, a randomization system was
developed which takes the shape of a specific pipe out of the overall data. Randomizing consisted
of using each raw pipe with all different cutting fluids. This step ensures that any original shape
the raw pipe has, affects the results of all cutting fluids and all measurements and therefore the
egg shape does not affect the conclusions of the thesis.
Based on the experiments conducted and data collected, it is concluded that the Image Processing
Tool Wear Measurement System is the most efficient and accurate method of identifying the wear
rate induced on threading inserts.

vii
TABLE OF CONTENTS:
LIST OF FIGURES ix
LIST OF TABLES xiv
ACKNOWLEDGEMENTS xviii
Chapter 1 – INTRODUCTION 1
1. 1 Background 1
1. 2 Problem Statement 3
1. 3 Thesis Goals and Objectives 3
1. 4 Research Scope 4
1. 5 Impact on Engineering Practice 5
1. 6 Impact on Engineering Science 5
1. 7 Thesis Overview 5
Chapter 2 – BACKGROUND 7
Chapter 3 – LITERATURE REVIEW OF TOOL WEAR MEASUREMENT
METHODS 10
1.1 Tool Wear Measurement Methods 10
1.2 Selection and Testing of Cutting Fluids 14
Chapter 4 – METHODOLOGY 15
4.1 Threading Process 15
4.2 Cutting Fluid-Water Mixture Preparation 20
4.3 Tool Wear Measurement Methods 21
4.3.1 Image Processing Tool Wear Measurement System 21
4.3.1.1 Image Processing Tool Wear
Measurements 23
4.3.2 Tool Weight Loss Method 34
4.3.3 Part Dimension Changes as a Correlation to Tool Wear 38
4.4 Experiment Design 51
Chapter 5 – RESULTS 53
5.1 Tool Wear Data Presentation and Interpretation of Statistical Analysis
Results 54
5.2 Statistical Analysis Summary and Conclusions of Results 57
5.3 Discussion of Measurement Methods 60
5.4 General Observations 61

viii
Chapter 6 - FUTURE RESEARCH 63
APPENDIX A – TITRATION METHODS FOR EACH CUTTING FLUID 64
APPENDIX B – RESULT TABLES AND PLOTS FOR EACH WEAR VARIABLE 69
APPENDIX C – EXAMPLES OF THREADING INSERTS PICTURES 102
REFERENCES 105

ix
LIST OF FIGURES
*All threading tool pictures were resized from the original for editing purposes
Fig. 1 – HAAS SL30 Turning Center 15
Fig. 2 – ACME Thread Geometry 16
Fig. 3 – Experiment Set Up Diagram, A Look ―Inside‖ the CNC Turning Center 18
Fig. 4 – Sample Threaded Part 19
Fig. 5 – Micrometer Used for Measuring Outer Diameter 20
Fig. 6 – Exaggerated Diagram of ACME Thread Geometry Machined With a Chipped
Threading Edge 20
Fig. 7 – Tool Wear Measurement System 22
Fig. 8 – The Use of the Tool Holder to Capture an Image of the Rake Face 23
Fig. 9 – The Use of the Wax Mold Fixture to Capture an Image of the Top Flank 23
Fig. 10 – Illustration of the Rake Face with Wear Regions near the Cutting Edges 24
Fig. 11 – Illustration of the Leading Flank with Wear near the Leading Edge 25
Fig. 12 – Illustration of Top Flank with Wear near the Top Edge 25
Fig. 13 – Illustration of a Tool Wear Region and an Example of an Enclosed Spline
used for Wear Area Measurement 27
Fig. 14 – Illustration of Rake Face Showing Tool Wear and Coating Wear Regions 28
Fig. 15 – Crater Wear Region 28
Fig. 16 – Fractured Threading Insert 29
Fig. 17 – Examples of Line Segments used for Wear Width Measurements of Tool
Wear on the Insert Rake Face 31
Fig.18 - Examples of Line Segments used for Wear Width Measurements of Tool
Wear on Leading Flank 32

x
Fig. 19 – Examples of Spline used for Wear Area Measurement of Tool Wear on
the Leading Flank 32
Fig. 20 – Examples of Line Segments used for Wear Width Measurements of Tool
Wear on the Top Flank 33
Fig. 21 – Examples of Spline used for Wear Area Measurement of Tool Wear on the
Top Flank 33
Fig. 22 – Examples of Line Segments used for Wear Width Measurements of Coating
Wear on the Rake Face of an Insert 34
Fig. 23 – Scale Used for Tool Weight Loss Method 35
Fig. 24 – Tool Weight Loss Method L80 Result Plot 36
Fig. 25 – Too; Weight Loss Method P110 Result Plot 37
Fig. 26 – Three Wire Measurement System for ACME 8P Threads 39
Fig. 27 – Mitutoyo Digital Height Gage 40
Fig. 28 – Close Up of Three Wire Measurement System 41
Fig. 29 – Three Wire Measurement System 41
Fig. 30 – Custom Gage Head for Measuring Thread Depth 42
Fig. 31 – Thread Depth Measurement System 42
Fig. 32 – L80 Outer Diameter Measurements [inch] for 15 Passes and 500 sfm 44
Fig. 33 – L80 Pitch Diameter Measurements [inch] for 15 Passes and 500 sfm 44
Fig. 34 – L80 Thread Depth Measurements [inch] for 15 Passes and 500 sfm 44
Fig. 35 – P110 Outer Diameter Measurements [inch] for 15 Passes and 500 sfm 46
Fig. 36 – P110 Pitch Diameter Measurements [inch] for 15 Passes and 500 sfm 46
Fig. 37 – P110 Thread Depth Measurements [inch] for 15 Passes and 500 sfm 46
Fig. 38 - L80 Outer Diameter Measurements [inch] for 15 Passes and 650 sfm 47

xi
Fig. 39 - L80 Pitch Diameter Measurements [inch] for 15 Passes and 650 sfm 48
Fig. 40 - L80 Thread Depth Measurements [inch] for 15 Passes and 650 sfm 48
Fig. 41 - P110 Outer Diameter Measurements [inch] for 15 Passes and 650 sfm 49
Fig. 42 - P110 Pitch Diameter Measurements [inch] for 15 Passes and 650 sfm 50
Fig. 43 - P110 Thread Depth Measurements [inch] for 15 Passes and 650 sfm 50
Fig. 44 – Means Comparison Plot 55
Fig. 45 – Example of Stringy Chips Wrapping Around Different Parts of the Machine 61
Fig. 46 – Titration Method for Fuchs EcoCool 64
Fig. 47 - Titration Method for QC7035 65
Fig. 48 - Titration Method for QC2776 66
Fig. 49 - Titration Method for QC7102 67
Fig. 50 - Titration Method for Microcut 3680 68
Fig. 51 - Means Comparison Rake Face – Tool Wear - Wear Area (mm^2), API L80 69
Fig. 52 - Means Comparison Rake Face – Tool Wear - Wear Area (mm^2), API P110 71
Fig. 53 - Means Comparison Rake Face Top Edge-Tool Wear-Wear
Width (mm), API L80 72
Fig. 54 - Means Comparison for Rake Face Top Edge-Tool Wear-Wear
Width (mm), API P110 74
Fig. 55 - Means Comparison for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API L80 75
Fig. 56 - Means Comparison for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API P110 77
Fig. 57 - Means Comparison for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API L80 78

xii
Fig. 58 - Means Comparison for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API P110 80
Fig. 59 - Means Comparison for Rake Face-Tool Wear-Crater Area (mm^2), API L80 81
Fig. 60 - Means Comparison for Rake Face-Tool Wear-Crater Area (mm^2), API P110 83
Fig. 61 – Means Comparison for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API L80 84
Fig. 62 – Means Comparison for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API P110 86
Fig. 63 – Means Comparison for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API L80 87
Fig. 64 – Means Comparison for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API P110 89
Fig. 65 – Means Comparison for Leading Flank-Tool Wear-Wear
Area (mm^2), API L80 90
Fig. 66 – Means Comparison for Leading Flank-Tool Wear-Wear
Area (mm^2), API P110 92
Fig. 67 – Means Comparison for Leading Flank-Tool Wear-Wear
Width (mm), API L80 93
Fig. 68 – Means Comparison for Leading Flank-Tool Wear-Wear
Width (mm), API P110 95
Fig. 69 – Means Comparison for Top Flank-Tool Wear-Wear
Width (mm), API L80 96
Fig. 70 - Means Comparison for Top Flank-Tool Wear-Wear
Width (mm), API P110 98
Fig. 71 – Means Comparison for Top Flank-Tool Wear-
Wear Area (mm^2), API L80 99

xiii
Fig. 72 – Means Comparison for Top Flank-Tool Wear-Wear
Area (mm^2), API P110 101
Fig. 73 – A Chipped Rake Face of an Insert Used to Machine API L80 with EcoCool 102
Fig. 74 – An Insert that was used to Machine API L80 with QC7035 102
Fig. 75 - An Insert that was chipped while Machining API P110 with MC3680 103
Fig. 76 - Leading Flank of an Insert that was used to Machine API P110 with QC7102 103
Fig. 77 - Top Flank of an Insert that was used to Machine API L80 with QC2776 104

xiv
LIST OF TABLES
Table 1 – Mapping Tool Wear Measurement Methods 10
Table 2 – Wear Variables Explanation Index 30
Table 3 – Tool Weight Loss Method Results for L80 36
Table 4 - Tool Weight Loss Method Results for P110 37
Table 5 – Data [inch] for L80 using 15 Passes and 500 sfm 43
Table 6 – Data [inch] for P110 using 15 Passes and 500 sfm 45
Table 7 – Data [inch] for L80 using 15 Passes and 650 sfm 47
Table 8 – Data [inch] for P110 using 15 Passes and 650 sfm 49
Table 9 – Summary of Broken Threading Edges 53
Table 10 – Summary of Experimental Measurements Table for Rake Face-Tool
Wear-Wear Area (mm^2) 54
Table 11 – Wilcoxon Rank Test Results 56
Table 12 – Summary of Means Comparisons, API L80 58
Table 13 – Summary of Means Comparisons, API P110 58
Table 14 – Comparison between QC7102 and EcoCool 59
Table 15 - Raw Data for Rake Face – Tool Wear - Wear Area (mm^2), API L80 69
Table 16 - Wilcoxon Test for Rake Face – Tool Wear - Wear Area (mm^2), API L80 70
Table 17 – Raw Data for Rake Face – Tool Wear - Wear Area (mm^2), API P110 70
Table 18 - Wilcoxon Test for Rake Face – Tool Wear - Wear Area (mm^2), API P110 71
Table 19 - Raw Data for Rake Face Top Edge-Tool Wear-Wear Width (mm), API L80 72
Table 20 - Wilcoxon Test for Rake Face Top Edge-Tool Wear-Wear Width (mm),
API L80 73

xv
Table 21 - Raw Data for Rake Face Top Edge-Tool Wear-Wear Width (mm),
API P110 73
Table 22 - Wilcoxon Test Data for Rake Face Top Edge-Tool Wear-Wear
Width (mm), API P110 74
Table 23 - Raw Data for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API L80 75
Table 24 - Wilcoxon Test Data for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API L80 76
Table 25 - Raw Data for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API P110 76
Table 26 - Wilcoxon Test Data for Rake Face Leading Edge-Tool Wear-Wear
Width (mm), API P110 77
Table 27 - Raw Data for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API L80 78
Table 28 - Wilcoxon Test Data for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API L80 79
Table 29 - Raw Data for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API P110 79
Table 30 - Wilcoxon Test Data for Rake Face Trailing Edge-Tool Wear-Wear
Width (mm), API P110 80
Table 31 - Raw Data for Rake Face-Tool Wear-Crater Area (mm^2), API L80 81
Table 32 - Wilcoxon Test Data for Rake Face-Tool Wear-Crater
Area (mm^2), API L80 82
Table 33 - Raw Data for Rake Face-Tool Wear-Crater Area (mm^2), API P110 82
Table 34 - Wilcoxon Test Data for Rake Face-Tool Wear-Crater
Area (mm^2), API P110 83

xvi
Table 35 - Raw Data for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API L80 84
Table 36 - Wilcoxon Test Data for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API L80 85
Table 37 - Raw Data for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API P110 85
Table 38 - Wilcoxon Test Data for Rake Face Leading Edge-Coating Wear-Wear
Width (mm), API P110 86
Table 39 - Raw Data for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API L80 87
Table 40 - Wilcoxon Test Data for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API L80 88
Table 41 - Raw Data for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API P110 88
Table 42 - Wilcoxon Test Data for Rake Face Top Edge-Coating Wear-Wear
Width (mm), API P110 89
Table 43 - Raw Data for Leading Flank-Tool Wear-Wear Area (mm^2), API L80 90
Table 44 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear
Area (mm^2), API L80 91
Table 45 - Raw Data for Leading Flank-Tool Wear-Wear Area (mm^2), API P110 91
Table 46 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear
Area (mm^2), API P110 92
Table 47 - Raw Data for Leading Flank-Tool Wear-Wear Width (mm), API L80 93
Table 48 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear
Width (mm), API L80 94
Table 49 - Raw Data for Leading Flank-Tool Wear-Wear Width (mm), API P110 94

xvii
Table 50 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear
Width (mm), API P110 95
Table 51 - Raw Data for Top Flank-Tool Wear-Wear Width (mm), API L80 96
Table 52 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Width (mm), API L80 97
Table 53 - Raw Data for Top Flank-Tool Wear-Wear Width (mm), API P110 97
Table 54 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear
Width (mm), API P110 98
Table 55 - Raw Data for Top Flank-Tool Wear-Wear Area (mm^2), API L80 99
Table 56 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Area (mm^2), API L80 100
Table 57 - Raw Data for Top Flank-Tool Wear-Wear Area (mm^2), API P110 100
Table 58 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear
Area (mm^2), API P110 101

xviii
ACKNOWLEDGEMENTS
I would like to thank Dr. De Meter for his excellent guidance and support throughout all
experiments, analysis and writing of my thesis. A special thanks to Dr. Saldana for reviewing my
thesis. A special thanks to Dr. Bob Evans from Quaker Chemical for supporting this project. A
special thanks to Dan Supko and Randy Wells of the Pennsylvania State University for
supporting this project. I would also like to thank my wife, Ayelet, and parents, Avraham and
Ailona, for their help and support throughout the process.

1
Chapter 1
INTRODUCTION
1.1 Background
The metal cutting industry is experiencing a fierce competition due to globalization and the
slowdown in the world economy. One way to compete in the global market is to maximize the
efficiency along the value chain. There are different ways to increase efficiency in this industry,
one of which is maximizing the life of cutting tools and thus not only saving on the cost of tools
but also reducing setup time and increasing production time. Setup reduction is a corner stone in
the lean manufacturing concept aiming at minimizing waste and maximizing the value along the
supply chain.
Maximization of cutting tool life is a multi-dimensional effort that starts in the design of the
cutting tool, including the selection of materials and the processes used to manufacture the tool.
This effort continues with the proper use of the tool, including the selection of the best cutting
fluids used during its operation.
Unlike most published research in this area, this study focuses on the effort to extend tool life by
the selection of the best cutting fluid for a specific industry and a specific metal cutting operation.
Most research in this area was carried out by universities and research institutes who targeted
general issues in the metal cutting processes; this research is unique as it focuses on the selection
of cutting fluids for the manufacturing of specific types of drilling pipes for the oil and natural
gas industry.
This research is based on collaboration between three independent organizations:
1. TMK-IPSCO the manufacturer of drilling pipes for the oil and natural gas industries, who
supplied the pipes, the cutting fluid and the cutting tools currently used in the operation,
for the experiment.
2. Quaker Chemical Corporation the developer and manufacturer of cutting fluids, who
supplied four alternative cutting fluids.
3. The Harold and Inge Marcus Department of Industrial and Manufacturing Engineering at
the Pennsylvania State University who designed and performed the experiment aimed at
finding the best cutting fluid for TMK-IPSCO specific operation, as well as analyzed the
results of the experiment.

2
The pipes used in this research are manufactured from either API L80 steel or API P110 steel. A
multi-vector, thread geometry is machined into the tapered ends of the pipe. This thread
geometry was designed by TMK-IPSCO and is proprietary. This thread design enables the pipe
connections to be: 1) easily assembled and disassembled on site 2) capable of sealing off fluids
under great pressure 3) capable of providing sufficient flex in order to permit directional drilling
and horizontal drilling.
TMK-IPSCO currently uses a single point threading process to generate the threads on the ends
of its pipes. High Tech Tool supplies the threading inserts used in this process. TMK-IPSCO
supplies the cutting fluid (Fuchs EcoCool).
During the threading process, the insert geometry progressively wears, leading to a progressive
deterioration of the machined thread geometry. To a degree, this can be compensated for by
changing the radial tool offset in the machine controller. However, the insert ultimately wears to
the point that it must be rotated to expose a new set of edges or replaced entirely. To do so, the
operator must shut down the process.
On average, TMK-IPSCO can thread the ends of roughly fifteen pipes before a set of edges must
be replaced. TMK-IPSCO has stated that if this number could be increased to sixteen pipes (6.25
percent improvement), they will realize a significant reduction in both threading lead time and
threading cost.
Quaker Chemical Corporation has proposed substituting the currently used Fuchs EcoCool
cutting fluid with one of its own proprietary fluids. It is well known that cutting fluid chemistry
can have a significant impact on lubrication and tool wear. What is currently unknown is the best
way to compare the performances of the five alternative cutting fluids:
1. Fuchs EcoCool
2. Quaker Cool 7102
3. Quaker Cool 7035
4. Quaker Cool 2776
5. Microcut 3680
The first fluid was supplied by the TMK-IPSCO manufacturing plant in Brookfield Ohio. The
latter four were supplied by Quaker Chemical.

3
1.2 Problem Statement
The problem solved in this thesis is to design and to perform a controlled experiment in order to
select the best among five cutting fluids for threading operations performed on pipes
manufactured by TMK-IPSCO and used by the oil and natural gas industries by:
1. Developing measurement methods
2. Testing cutting fluids using the developed measurement methods
3. Analyzing the results.
1.3 Thesis Goals and Objectives
The goal of this research is to develop and test methodologies for the selection of the best cutting
fluid for a specific metal cutting operation. The cutting fluid currently used by industry as well as
four alternative cutting fluids will be tested on threading operations performed on pipes
manufactured by TMK-IPSCO and used by the oil and natural gas industries.
Three methodologies for the assessment of cutting tool wear will be evaluated. First, "Part
Dimension Changes", which quantifies tool wear rate based on the geometric dimensions of the
part machined. Second, "Tool Weight Loss", which quantifies tool wear rate based on the weight
loss of the threading insert used in the machining process. Finally, "Image Processing Tool Wear
Measurement System", which is based on using a digital image processing system combined with
a microscope in order to accurately measure the wear on the threading inserts.
As part of the third method eleven wear variables will be developed in order to assess the wear
induced on the insert at different areas of the insert.
The following specific objectives of the research are required to fulfill the previously mentioned
goals:
1. To evaluate the ability of the "Part Dimension Changes" method to identify the best
cutting fluid for the threading operations performed on pipes manufactured by TMK-
IPSCO.
2. To evaluate the ability of the "Tool Weight Loss" method to identify the best cutting fluid
for the threading operations performed on pipes manufactured by TMK-IPSCO.

4
3. To evaluate the ability of the "Image Processing Tool Wear Measurement System"
method to identify the best cutting fluid for the threading operations performed on pipes
manufactured by TMK-IPSCO.
1.4 Research Scope
The scope of this research includes the development, application and assessment of three
measurement methods to quantify the amount of tool wear induced on a threading insert while
machining ACME 8P threads using five different cutting fluids. These three methods were
developed in an attempt to distinguish and measure the different effects of the cutting fluids on
the tool wear rate in an effort to increase the efficiency of the threading process.
1. The first method, "Part Dimension Changes", quantifies tool wear rate based on the
geometric dimensions of the part machined. This method incorporates measuring
predefined dimensions related to the part which are defined by the ACME 8P standard.
2. The second measurement method, "Tool Weight Loss", is based on the weight loss of the
threading insert used in the machining process. As the threading insert wears, it loses
weight as a result of material being worn off due to the stresses applied during the
machining process.
3. The third method, "Image Processing Tool Wear Measurement System" is based on using
a digital image processing system combined with a microscope in order to accurately
measure the wear on the threading inserts. Eleven wear variables were developed in order
to assess the different wear induced on the insert at different areas of the insert. This wear
affects the final geometry of the threaded part and thus was monitored.
The results of the experiment will be analyzed to find if each of the three methods was capable of
identifying significant differences between the performances of the cutting fluids.

5
1.5 Impact on Engineering Practice
The American Engineers' Council for Professional Development has defined (volume 94)
"engineering" as:
"The creative application of scientific principles to design or develop structures, machines,
apparatus, or manufacturing processes…."
This research applied scientific principles to improve a manufacturing process. The methodology
developed, implemented and tested in this study is applicable to any metal cutting process in
which cutting fluids are used and improvement in the process efficiency through the selection of
the best cutting fluid is considered.
1.6 Impact on Engineering Science
The Free Dictionary defines engineering science as "the discipline dealing with the art or science
of applying scientific knowledge to practical problems"
The subject of this research is to find a solution to the practical problem of developing, testing
and implementing measurement methods of ACME threads to test cutting fluid effects on tool
wear. The main impact on the engineering science is the development of wear variables and the
identification of the most appropriate variables to assess the different wear induced on the insert
at different areas of the insert.
1.7 Thesis Overview
Following the introduction a literature review is presented where the literature on tool wear
measurements is classified by two dimensions:
1. Direct measurements vs. indirect measurements
2. Online measurements vs. offline measurements
The recent and most relevant publications in each class are listed and summarized. Next,
publications on the selection and testing of Cutting fluids are discussed in an effort to make the
6
difference between past research and this study clear and to highlight the contribution of this
study.
Following the literature review the methodology used in this research is explained including the
Threading Process that was used, the cutting fluid-water mixture preparation and a detailed
description of the three tool wear measurement methods:
1. Tool Weight Loss Method
2. Part Dimension Changes as a Correlation to Tool Wear
3. Image Processing Tool Wear Measurement System
This discussion is followed by the experimental design and a detailed description of the way the
experiment was executed.
The results of the experiment are presented next, including a presentation of tool wear data
analysis of the data and the interpretation of the analysis. Based on the analysis, conclusions are
drawn and a detailed discussion of measurement methods is presented. Finally ideas for future
research are listed along with the expected contribution of such research.
7
Chapter 2
BACKGROUND
This thesis summarizes the research supported by three independent organizations:
1. TMK-IPSCO the manufacturer of drilling pipes for the oil and natural gas industries,
2. Quaker Chemical Corporation the developer and manufacturer of cutting fluids.
3. The Harold and Inge Marcus Department of Industrial and Manufacturing Engineering at
the Pennsylvania State University who designed and performed the experiment aimed at
finding the best cutting fluid for TMK-IPSCO specific operation and as analyzed the
results of the experiment.
TMK-IPSCO manufactures drilling pipe for the oil and natural gas industries. The pipes are
manufactured from either API L80 steel or API P110 steel. The tapered ends of the pipe utilize a
proprietary thread geometry designed by TMK-IPSCO. This enables the pipe connections to be:
1) easily assembled and dissembled on site, 2) capable of sealing off fluids under great pressure,
and 3) capable of providing sufficient flex in order to permit directional drilling.
The pipes are shipped to TMK-IPSCO with straight ends. Prior to machining, each end is
induction heated and then swaged to form either a tapered male head or a tapered female head.
Afterwards the pipe is sent to a turning center where the taper is profile turned/bored and threaded
externally or internally.
TMK-IPSCO currently uses a single point threading process to generate the threads on the ends
of its pipes. High Tech Tool supplies the threading inserts used in this process. The insert
geometry is custom designed to generate TMK-IPSCO‘s proprietary thread geometry. Each insert
has three sets of threading edges. The insert substrate is made from tungsten carbide with the
following additional elements:
6 % cobalt
0.1% max Tantalum
0.1% max Titanium
0.1% max Niobium
0.4% Chromium
The sintered properties of the substrate material are:

8
Density: 14.9 g/cc
Hardness: 93.0 HRA
Grain size: 1-5 microns
The mechanical properties of the substrate material are:
Transverse rupture strength: 400,000 PSI
Compressive strength: 850,000 PSI
The substrate is coated with Titanium Aluminum Nitride (TAN).
During the threading process, the cut zone is flooded with coolant. This coolant is a solution of
water and Fuchs EcoCool cutting fluid. It is well known that the use of a cutting fluid-water
mixture can significantly reduce the rate of tool wear [2, 3, and 4]. Lubricants that penetrate the
tool-chip interface and tool-workpiece interfaces reduce sliding friction, heat generation and
adhesion. Water serves as a coolant and lowers the temperature of the cutting tool. Both
functions ultimately reduce adhesive wear, abrasive wear and crater wear of the cutting tool.
TMK-IPSCO inspects one hundred percent of its threads after machining, because the thread
geometry and thread surface finish change as a function of insert wear. During progressive
machining cycles, the operator changes the radial tool length offset to compensate for gradual
tool wear. However, this can only be done for so long. Once the tool wear becomes too large,
the insert must either be rotated within the tool holder to present a new set of cutting edges or
replaced. To do so, the operator must shut down the process.
On average, TMK-IPSCO can thread the ends of roughly fifteen pipes before the set of edges
must be replaced. TMK-IPSCO has stated that if this number could be increased to sixteen pipes
(6.25 percent improvement), they will realize significant reductions in both threading lead time
and threading cost.
Toward the satisfaction of this goal, Quaker Chemical Corporation has proposed substituting the
Fuchs EcoCool cutting fluid with one of its own proprietary fluids. They believe that the
additives within the EcoCool are insufficient to provide the necessary lubrication. The cutting
fluids that they believe may provide superior performance are:
Quaker Cool 7102 (QC7102)
Quaker Cool 2776 (QC2776)

9
Quaker Cool 7035 (QC7035)
MicroCut 3680 (MC3680)
What is currently unknown is how to quantify the wear rates induced by the different cutting
fluids proposed. An appropriate measurement method would accurately conclude whether the use
of any of the proposed Quaker fluids can lead to a significant reduction in wear rate for the TMK-
IPSCO threading process.
The goal of this research is to develop and to test methodologies for the selection of the best
cutting fluid for this specific metal cutting operation. The cutting fluid currently used as well as
the four alternative cutting fluids will be tested on threading operations performed on pipes
manufactured by TMK-IPSCO and used by the oil and natural gas industries.
Three methodologies for the assessment of cutting tool wear will be evaluated including the "Part
Dimension Changes", which quantifies tool wear rate based on the geometric dimensions of the
part machined, "Tool Weight Loss" which quantifies tool wear rate based on the weight loss of
the threading insert used in the machining process and the "Image Processing Tool Wear
Measurement System", which is based on using a digital image processing system combined with
a microscope in order to accurately measure the wear on the threading inserts.
As part of the third method eleven wear variables will be developed in order to assess the wear
induced on the insert at different areas of the insert.
The following specific objectives of the research are required to fulfill the previously mentioned
goals:
1. To evaluate the ability of the "Part Dimension Changes" method to identify the best
cutting fluid for the threading operations performed on pipes manufactured by TMK-
IPSCO.
2. To evaluate the ability of the "Tool Weight Loss" method to identify the best cutting fluid
for the threading operations performed on pipes manufactured by TMK-IPSCO.
3. To evaluate the ability of the "Image Processing Tool Wear Measurement System
"method to identify the best cutting fluid for the threading operations performed on pipes
manufactured by TMK-IPSCO.
This thesis describes the methodology and results of this investigation.

10
Chapter 3
LITERATURE REVIEW OF TOOL WEAR MEASUREMENT METHODS
3.1Tool Wear Measurement Methods
The measurement of tool wear is a significant issue that attracted practitioners‘ and researchers‘
attention since the early days of machine tools and metal cutting. Numerous papers have been
published on the subject dealing with the development, testing and implementation of Tool Wear
Measurement Methods, including the specific application of the Selection and testing of Cutting
fluids.
The literature on tool Wear Measurements can be classified by two dimensions:
Direct measurements vs. indirect measurements
Online measurements vs. offline measurements
Using this classification four groups (G1, G2, G3, and G4) emerge as depicted in Table 1.
Table 1 - Mapping Tool Wear Measurement Methods
off line measurements On line measurements
Direct measurements G1-Direct off line measurements G3-Direct On line
measurements
Indirect measurements G2-Indirect off line
measurements
G4-Indirect On line
measurements
Direct measurements are performed directly on the cutting tool measuring changes in its
geometry, weight etc.
Indirect measurements are performed on parameters that are correlated with the wear of the
cutting tool such as the power consumption of the machine or the noise generated during the
cutting operation.

11
On line measurements are performed during the cutting process while the tool is on the machine.
The tool wear is estimated from the measurement of one or more physical parameters appearing
during the machining process such as the cutting force, the vibrations or the acoustic emission.
Off line measurements are not performed during the cutting process but rather when the tool is
taken off the machine tool.
In the past most tool wear measurement methods were direct and the focus was on off line
measurements of parameters like changes in the tool geometry and weight. In recent years and
especially current research tend to focus on indirect on line measurements using technologies
such as vision systems, pattern recognition etc.
Practitioners are mostly interested in the development of procedures based on known technology
for tool-life testing such as those specified in ISO 3685 [1] that: "Establishes specifications for
the following factors of tool-life testing: work piece, tools, cutting fluid, cutting conditions,
equipment, assessment of tool deterioration and tool life, test procedures and the recording,
evaluation and presentation of results." These procedures are important for practitioners as tool
wear has a significant impact on the cost, quality and efficiency of the metal cutting industry.
ISO 3685 [1] states that flank wear "is the best known type of tool wear" (C.3.1 page 22) and
"Crater wear is the most commonly occurring type of face wear." (C.4 page 23). The procedures
to measure flank wear and crater wear are detailed in ISO 3685 [1] and are commonly used for
direct off line measurements (group G1 in Figure 1).
Indirect off line measurements (G2 in Figure 1) are not discussed extensively in the literature for
the simple reason that once the tool is removed from the machine, direct measurement is possible
and there is no advantage to apply indirect measurement in this case.
An early paper by Giusti [15] discusses direct on line measurements (group G3 in Figure 1) by
sensing traditional tool wear measurements like flank wear and crater wear. The paper presents a
listing of the main tool wear parameters according to CIRP specifications.
Dan and Mathew [16] reviewed the literature published during the seventies and eighties on tool
wear and failure monitoring techniques for turning. They emphasize the important distinction
between gradual wear where the tool reaches its limit of life by flank wear and/or crater wear as
opposed to fracture that occurs more readily in brittle tools under interrupted cutting conditions.

12
They point out that sometimes the fracture does not cause a complete tool failure but small
chipping of the cutting edge.
Byrne et al [12] presented a review of sensor systems for tool condition monitoring focusing on
industrial applications. Several approaches are discussed emphasizing those that have been
successfully employed in industry. According to the paper the trend is:" the use of multiple
sensors in systems for increased reliability, the development of intelligent sensors with improved
signal processing and decision making capability and the implementation of sensor systems in
open architecture controllers for machine tool control.‖ Based on the review the paper suggests
that monitoring systems with adequate reliability are available in the market and are in wide use
in industry but still higher reliability and flexibility of sensor systems are needed. Furthermore,
the systems must be integrated by interfacing machines and sensor systems for tool condition
monitoring with open architecture at both the hardware and software level. Development of such
systems will be a key in developing smart tools and machines, flexible machine tools with
increasing ranges of performance, flexible tooling and fixtures, and feedback for validating
process models, production scripts and knowledge acquisition
Jurkovic et al [11] developed a system for direct measurement of tool wear parameters. The
system consists of a light source used to illuminate the tool, CCD camera, laser diode with linear
projector, grabber for capturing the picture and a PC. The focus is on determination of profile
deepness with the help of projected laser raster lines on a tool surface. Using this approach a 3D
image of relief surface is obtained in a relatively inexpensive and short time.
Wang et al [13] developed an image processing procedure to detect and measure the tool flank
wear area. The results obtained with the proposed method show that it is effective and suitable for
unmanned, direct on line (G3 in Figure 1) measurement of flank wear.
Mook et al [10] suggest that in finish and hard turning, nose radius wear plays a greater role in
determining the surface quality of the finished product than the flank and crater wear of the
cutting tools due to the direct interaction between the tool nose area and the workpiece during
machining. Nose radius wear is measured from the 2D profiles using the before and after
machining images of the cutting tools precisely aligned for subtraction. The authors propose a
new method of measuring nose wear area from a single 2D image of the worn tool. By
converting the information from Cartesian coordinates into a polar-radius plot from which the
nose wear area is determined by simple subtraction.

13
Shahabi and Ratnam [18] developed a machine vision based method for the measurement of flank
wear and nose radius wear in single-point turning tools. By measuring the nose radius wear of
cutting tools and roughness profile of turned parts in a lathe operation, the flank wear width in the
nose area was determined from the nose radius wear using the tool setup and machining
geometry.
The roughness profile of the work piece was used to calculate the flank wear width. Comparison
with measurements performed with a toolmaker‘s microscope showed a mean deviation of 5.5%.
Thus it is concluded that flank wear can be determined fairly accurately from the work piece
roughness profile if the tool and machining geometry are known.
Yi Liao et al [14] developed a procedure to determine the condition of a cutting tool based on
high definition surface texture parameters. Using a laser holographic interferometer they rapidly
measure the whole workpiece surface to generate a 3D surface height map with micron level
accuracy. The interaction between the tool's cutting edges and the surface is extracted as a spatial
signature and used as a warning sign for tool change. The idea is that the workpiece produced by
a heavily worn tool exhibits more irregularities. Three surface texture parameters: image intensity
histogram, surface peak-to-valley height and surface waviness are used along with the surface
waviness to classify the different phases of tool wear. Based on the results of a controlled
experiment the authors conclude that these surface texture parameters can be used for on-line tool
wear monitoring.
Kious et al [5] compared indirect tool wear measurement based on measuring the cutting forces
by means of a dynamometer in high speed milling process to direct measurement of flank wear
performed off-line using a binocular microscope. The experimental setup used a horizontal high
speed milling machine. The objective was to establish a relationship between the acquired signals
variation and the tool wear. By analyzing the cutting force signatures during the milling operation
based on both temporal and frequential signal processing techniques relevant indicators of cutting
tool state were extracted. The results show that the variance and the first harmonic amplitudes
were linked to the flank wear evolution.
From the literature review it is clear that current research tend to focus on the development and
testing of on line indirect methods for Tool Wear Measurement [17] and on the evaluation of the
accuracy of these new Tool Wear Measurement Methods. Very little research is aimed at the
application of Tool Wear Measurement Methods to increase quality, efficiency and to reduce the
cost of specific metal cutting processes.

14
The current research is aimed at finding the Tool Wear Measurement method by which the best
cutting fluid for a specific process can be identified. Some research on the selection and testing of
cutting fluids is presented next:
3.2 Selection and testing of Cutting fluids
De Chiffre and Belluco [19] tested different measurement methods used to evaluate cutting fluid
performance in metal cutting operations. They analyzed the repeatability, resolution and cost
based on results from experimental data in turning, drilling, milling, reaming, and tapping. They
tested different workpiece materials, such as carbon steels, stainless steels and aluminum alloys,
as well as different kinds of cutting fluids, including water based products, straight mineral oils,
and vegetable oil based formulations.
They concluded from the analysis that tool life tests offer limited repeatability and resolution.
Tests based on cutting forces are demonstrating a much better repeatability and resolution.
Dragos et al [9] proposed and tested a method for the measurements of tool life in turning. The
proposed method provides a basis for the quantification of tool life measurement uncertainty.
They applied the procedure for the evaluation of cutting fluid efficiency. Experiments were run in
a factorial design, machining AISI 316L stainless steel with coated carbide tools. It was found
that "by taking three repetitions the uncertainty calculated with a coverage factor of two was on
average three times bigger than the experimental standard deviation".

15
Chapter 4
METHODOLOGY
This project was a collaboration between TMK-IPSCO, Quaker Chemical, and Penn State.
TMK-IPSCO provided advice on their threading processes and thread inspection. They also
provided raw pipe and Fuchs EcoCool for the threading experiments.
Quaker Chemical provided the four previously mentioned cutting fluids for evaluation. In
addition, they also provided advice on how to mix each of the cutting fluid–water mixtures (see
Appendix 1). Finally, Quaker provided access to their tool microscope – image processing
system, which was used for measuring tool wear. Penn State designed and executed the threading
experiments, measured the tool wear variables and analyzed the data.
4.1 Threading Process
This study was carried out using the Haas SL30 turning center located within the Penn State
FAME Lab. This machine, which is illustrated in Figure 1, has a 30 hp spindle and tail stock. It is
capable of chucking bars up to 3‖ in diameter and 4 ft. in length.
Figure 1 - HAAS SL30 Turning Center
It was decided to limit this study to the machining of external threads. It was felt that the
machining of internal threads would add the challenge of suppressing chatter due to the necessity

16
of using a boring bar style tool holder. Thus, the existence of chatter would have convoluted the
results of this investigation [1].
It was also decided to machine straight thread geometry rather than the TMK-IPSCO thread
geometry for the following reasons:
1. It would have required TMK-IPSO to supply a length of pipe with a formed head for each
thread that was cut. This would have significantly increased the material handling time
necessary to conduct a threading cycle as well as significantly drive up the pipe supply
cost to TMK-IPSCO. The use of a straight thread would allow many sections of thread to
be machined from a single length of pipe.
2. The turret of the turning center used at Penn State could not accommodate the size of the
tool holder necessary to hold the TMK-IPSCO style threading insert. It would have
required the fabrication of a special tool adaptor to hold it.
3. The TMK-IPSCO thread geometry and its threading processes are proprietary. It would
require TMK-IPSCO to divulge their specifications in order to replicate.
4. The TMK-IPSCO threading process is much more complex than the one used to machine
straight thread geometry. Yet it was known that machining a straight thread under
process conditions similar to those at TMK-IPSCO would capture all of the relevant
physical interactions between the cutting fluid and the threading process. Consequently
legitimate wear data, generated at a cheaper cost, would be available to assess the relative
performances of the cutting fluids.
After consulting with High Tech Tool, it was learned that they fabricated inserts to machine only
two types of straight thread geometry: ACME 6P and ACME 8P. In order to avoid thinning out
the pipe cross section, it was decided to use an ACME 8P tread, with a major diameter of 2.3125‖
and a minor diameter of 2.1775‖. An illustration of this thread profile is provided in Figure 2.
Figure 2 - ACME Thread Geometry

17
Sixty TNMA 43 NT 8P TAN-400 threading inserts were ordered from High Tech Tool along
with a MTVORO 16-4 (1‖ square) tool holder. The substrate material and coating used for these
inserts is identical to the inserts supplied to TMK-IPSCO.
TMK IPSCO agreed to supply Penn State with 2-3/8‖ OD pipe in 4 ft. lengths. Pipe was supplied
for both the API L80 and API P110 grades. Both grades have similar chemistry to AISI 4140
steel. API L80 has a minimum yield strength of 80,000 psi, a maximum yield strength of 95,000
psi, and a minimum tensile strength of 95,000 psi. TMK-IPSCO described this metal as ―gummy‖
to machine because it has a tendency to form built up edge.
API P110 has a minimum yield strength of 110,000 psi, a maximum yield strength of 140,000
psi, and a minimum tensile strength of 125,000 psi. TMK-IPSCO described this metal as being
much harder and more difficult to machine than the API L80.
Based on the pipe length and cut-off tool width (.125‖), it was decided that the sample thread
length to be machined should be 3‖. This length was sufficient in order to generate considerable
wear on the threading insert. At the same time, it was short enough to maintain large radial
stiffness in the pipe overhang and eliminate it as a potential source of chatter. In total, sixteen
thread samples could be machined and parted from a 4 ft. length of pipe.
A schematic of the turning center setup is illustrated in Figure 3. The entire length of pipe was
fed through the chuck bore. Prior to each machining cycle, the head of the pipe was extended
beyond the chuck jaws by approximately 3.5.‖ The jaws were subsequently closed and the
machining cycle was executed. Prior to the cut-off process, the drill bit held in the tail stock was
extended through the entire length of the overhung pipe. This allowed the parted thread section
to be caught rather than crash down into the chip auger. If this were not done, the threads could
be potentially damaged. The significance of this will be discussed shortly.

18
Figure 3 - Experiment Set-Up Diagram, a Look "Inside" the CNC Turning Center
The entire machining cycle consisted of the following steps:
1. A roughing tool was used to face the pipe. It was then used to rough turn the outside
diameter of the pipe.
2. A finishing tool was used to finish the thread OD and chamfer the end.
3. The threading tool was used to machine the thread. For the API L80 pipe, twelve
threading passes were taken using a constant chip load in-feed. The cutting speed was
650 sfm. For API P110, eighteen threading passes (constant chip load in-feed) were taken
at a cutting speed of 400 sfm.
4. After the threading operation, another threading cycle comprised of two spring passes
was executed to clean out burrs from the interior of the threads.
5. The finishing tool was used to carry out a spring pass on the thread OD to remove burrs
left on the outside diameter.
6. A third threading spring pass was used to ensure thread quality.
7. A cut-off tool was used to part the finished part from the raw pipe.
This cycle resulted in a sample threaded part such as the one illustrated in Figure 4.
The cutting speeds, number of in-feeds, and method of in-feed were chosen based on
recommendations provided by TMK-IPSCO, Kennametal, and High Tech Tool. The actual
values were decided upon after a number of preliminary trials. These specific values resulted in a
Drill bit used as “parts
catcher.”

19
threading process with little to no chatter; at least before significant tool wear was induced. At
the same time, they induced threading insert wear at a reasonable rate. As can be seen, due to its
greater hardness, the API P110 pipe could not be threaded as aggressively as the API L80. This
reinforced the opinions provided by TMK-IPSCO.
Figure 4 - Sample Threaded Part
During the execution of these experiments, great care was taken to maintain consistency between
the processing of each part. For example, due to the wear of the turning tools, the major diameter
of the thread had a tendency to grow with each successive part machined. If this growth were left
unchecked, not only would the threads go out of specification, but the cutting forces on the
threading insert would progressively become larger due to the increase in chip load.
As a consequence, the major diameter of every second part machined was inspected using a
micrometer (Figure 5). Once the outer diameter grew over 2.313‖, adjustments were made to the
tool offset or the insert was flipped/replaced to present a new set of cutting edges.
Each finished part was also visually inspected for errors that could be directly attributed to severe
tool wear. This included the surface finish of the threads as well as their thread profile. Severe
scratch marks in the threads or loss of the root profile (see Figure 6 for example) typically
indicated that the insert edges were chipping and that catastrophic insert fracture was eminent.
While running the Part Dimension Changes Experiment (section 4.3.4), it was discovered that a
large portion of the raw pipes are egg shaped. The threading of an egg shaped pipe can cause
spikes in chip load and result in extraordinary stresses on the threading insert. It was felt that this
phenomenon could potentially confound the tool wear data if left unaccounted for. Consequently

20
the other two experiments were designed to neutralize the effects of this phenomenon. This is
explained in the Experiment Design section of this report (4.4).
Figure 5 - Micrometer Used for Measuring Outer Diameter
Figure 6 - Exaggerated Diagram of ACME Thread Geometry
Machined with a Chipped Threading Edge
4.2 Cutting Fluid-Water Mixture Preparation
Each cutting fluid was delivered in a barrel along with specifications for its concentration in a
mixture [3]. In addition, a set of instructions for how to measure this concentration using a
titration method was also provided. The titration methods for each cutting fluid were developed
by Quaker Chemical and are presented in Appendix A.
Each cutting fluid was mixed in water to provide a seven percent concentration. The water was
comprised of a fifty-fifty mixture of tap water and distilled water. The distilled water was used to

21
dilute the hardness of the tap water at Penn State. The water hardness was measured by Quaker
Chemical prior to the beginning of the project.
The process of changing the cutting fluids within the turning center involved the following steps.
First, the old fluid was pumped out of the cutting fluid tank. Clean water was then added to the
tank and subsequently pumped through the entire machine using the coolant pump. This process
flushed out the old cutting fluid that was left inside the tubing and pipe within the machine. Once
this was done, the water was pumped out of the cutting fluid tank. The tank was subsequently
hand cleaned.
Once this was done, the new water-cutting fluid mixture was pumped into the cutting fluid tank.
The mixture was then pumped through the machine using the cutting fluid pump in order to
thoroughly mix it. Finally, the cutting fluid concentration was measured using the titration
method described previously.
4.3 Tool Wear Measurement
ISO standard 3685:1993 [1] provides guidelines for measuring wear when using a single-point
turning tool. The phrase "single-point" refers to the tool cutting the material with a single point.
The standard defines tool wear as the change of shape of the tool from its original shape during
cutting, resulting from the gradual loss of tool material or deformation. These guidelines were
used in this investigation.
4.3.1 Image Processing Tool Wear Measurement System
The tool wear variables were measured using a Nikon SMZ800 microscope coupled with the
Nikon EclipseNet measurement software. The system is illustrated in Figure 7. This system was
used to capture images of the rake face, the leading flank and the top flank of the insert. This
system was also used to identify and measure two dimensional wear regions on these surfaces.
The measurements included distance measurements and area measurements.

22
Figure 7 – Tool Wear Measurement System
To capture images of the rake face, the insert was held in its tool holder as shown in Figure 8.
This insured repeatability of the insert orientation with regard to the focal plane of the camera. To
obtain an image of the leading flank, the tool holder was flipped on its side. The images of both
surfaces were taken at 50X magnification.
Unfortunately it was not possible to flip the tool holder on its end to capture an image of the top
flank, because of interference issues with the camera. To overcome this problem, a wax mold
fixture was created to seat the insert. To capture an image of the top flank, the insert was
removed from its holder and placed in the wax fixture as shown in Figure 9. The image was
taken at 63X magnification. For all three cases, the magnification was chosen to maximize the
size of the wear areas within the image screen. This was done in order to maximize the resolution
of the measurements.

23
Figure 8 – The Use of the Tool Holder to Capture an Image of the Rake Face
Figure 9 – The Use of the Wax Mold Fixture to Capture an Image of the Top Flank
4.3.1.1 Image Processing Tool Wear Measurements
During trial experimentation, it was observed that nearly all of the significant, gradual wear on
the threading inserts appeared near the cutting edges that delineated the rake face, leading flank
and top flank. Very little wear was observed on the trailing flank. In all, five major wear regions
were identified. They are as follows:

24
Rake face – leading edge
Rake face – top edge
Rake face – trailing edge
Leading flank – leading edge
Top Flank – top edge
The first three regions are illustrated in Figure 10. The fourth region is illustrated in Figure 11.
The last region is illustrated in Figure 12. It should be noted that marks (referred to as 1 mm
marks) appear in Figure 10 and Figure 11. These marks were drawn relative to the image using
the software feature definition function. Each mark was drawn a distance of 1 mm from the top
edge. The purpose of these marks was to delineate the ends of the wear regions for which
measurements were to be taken. The use of these marks also enabled the adjustment of the
camera to insure that the entire relevant wear regions were captured within the image. Marks
were not necessary for the top flank image, because the entire cutting edge always appeared in the
image.
Figure 10 – Illustration of Rake Face with Wear Regions Near the Cutting Edges
Rake Face –
Leading Edge
Rake Face – Top Edge
Rake Face –
Trailing Edge 1mm Marks

25
Figure 11 – Illustration of Leading Flank with Wear Near the Leading Edge
Figure 12 – Illustration of Top Flank with Wear Near the Top Edge
With two important exceptions, the wear within a region manifested itself as an erosion or severe
deformation of either the tool coating or the tool coating and tool substrate. The latter, which is
referred to as ―tool wear‖, occurred near the original tool edges as is illustrated in Figures 13 and
Leading Flank – Leading Edge
1mm Mark
Top Flank – Top Edge
26
14. This type of wear has a direct impact on thread geometry. The former, which is referred to as
―coating wear,‖ occurred further away from the original tool edges as illustrated in Figure 14.
The other types of wear that were observed were crater wear and tool fracture. Both had
significant impacts on thread geometry. Figure 15 illustrates an example of crater wear. Crater
wear manifested itself as a pit that formed on the insert rake face at or near one of the edges. This
type of wear was only seen on six percent of the replicates tested. Furthermore, they were mostly
observed when the EcoCool was used.
It is not believed that these craters originated from the typical wear mechanisms (atomic diffusion
and adhesive wear) attributed to classic crater wear. One of the reasons is that the pits typically
originated on or very near a cutting edge rather than away from it. It is well known that classic
crater wear originates away from the cutting edges where the surface temperatures are the highest
[7].
Another reason to doubt the assumption that these were classic crater wear was the fact that
during a random inspection of new threading inserts, one insert was found to have a small crater
even before machining the first part. The crater was found to be coated with the general tool
coating material, leading to the conclusion that the crater occurred while manufacturing the insert
itself. Based on this evidence, it is very possible that the pits that were observed resulted from the
erosion of tool regions that were structurally weak from manufacturing.

27
Figure 13 – Illustration of a Tool Wear Region and an Example of an Enclosed Spline used for Wear Area
Measurement
Example of an
Enclosed Spline
used for Wear Area
Measurement
Tool Wear Region

28
Figure 14 – Illustration of Rake Face Showing Tool Wear and Coating Wear Regions
Figure 15 - Crater Wear Region
The fact that they were typically associated with the EcoCool could be due to their increased
sensitivity to cutting fluid performance. Regardless of origin or cause, crater wear was tracked in
this investigation and measured separately from the other gradual wear discussed previously.
Coating Wear Region
Crater Wear Region
Tool Wear Region
Example Spline used
for Wear Area
Measurement

29
Figure 16 illustrates a severe case of tool fracture. In this case, a large section of insert was cleft
from the main body. It is not believed that these failures were due to flaws in the inserts. Instead
it is believed that these fractures resulted from the rapid erosion of the cutting edges, which in
turn led to chatter and the associated, extreme spikes in the cutting forces.
Figure 16 - Fractured Threading Insert
Tool fracture was only observed in five percent of the replicates. When it did occur, it was
typically catastrophic as shown in Figure 16. However, in one case it was a small edge chip.
Regardless, when it did occur, tool fracture made the measurement of the other forms of wear
impossible to complete, since that section of the tool was destroyed. In these cases, it was
simply noted that the replicate failed due to tool fracture.
A listing of the measurements that were derived from the gradual wear regions is provided in
Table 2. The first column identifies the name of the wear variable. This name has three
components separated by two hyphens. The first component identifies the location of the wear
region. For example, ―Rake Face Top Edge‖ indicates that the wear region is on the rake face of
the insert near the top edge. The second component identifies the type of gradual wear (tool
wear, coating wear, or crater wear). The third component identifies the type of measurement
(width measurement or area measurement). The second column in Table 2 lists Figures where
these types of measurements are illustrated.

30
Table 2 –Wear Variables Explanation Index
Wear Variable Illustrated in Figure
Rake Face-Tool Wear-Wear Area (mm2) 13
Rake Face Top Edge-Tool Wear-Wear Width (mm) 17
Rake Face Leading Edge-Tool Wear-Wear Width (mm) 17
Rake Face Trailing Edge-Tool Wear-Wear Width (mm) 17
Rake Face-Crater Wear-Wear Area (mm2) 15
Rake Face Leading Edge-Coating Wear-Wear Width (mm) 22
Rake Face Top Edge-Coating Wear-Wear Width (mm) 22
Leading Flank-Tool Wear-Wear Area (mm2) 19
Leading Flank-Tool Wear-Wear Width (mm) 18
Top Flank-Tool Wear-Wear Area (mm2) 20
Top Flank-Tool Wear-Wear Width (mm) 21
Width measurements were taken from regions subject to tool wear or a combination of tool wear
and coating wear. To perform a width measurement of a wear region, the draw function within
EclipseNet was used to draw three ―width lines‖ from the cutting edge within the region. Each
width line was drawn orthogonal to the cutting edge, with its start point on the cutting edge and
its end point at the border of the wear region. The three lines were drawn at roughly equal
intervals along cutting edge. The length of each drawn line was computed by EclipseNet. The
―wear width measurement‖ was taken as the average length of the three lines.
Examples of wear width measurements for various tool wear regions are illustrated in Figures 17,
18, and 20. An example of a width measurement for the coating region is illustrated in Figure 22.
It should be noted that start points of the width lines lie on the cutting edges while the end points
lie along the end boundaries of the coating region. Consequently, the wear width line crosses not
only the coating region but the tool wear region before it as well. Thus a coating wear width
measurement is to be interpreted as the distance from the cutting edge to the furthest boundary of
coating wear.
Area measurements were taken from regions subject to either tool wear or crater wear. To obtain
an area measurement of a wear region, the draw function within EclipseNet was used to draw an
enclosed spline around a wear region. The area of each enclosed spline was computed by
EclipseNet. Examples of wear area measurements are illustrated in Figures 15, 19, and 21.

31
Note that additional pictures of worn inserts are presented in Appendix C.
1mm Marks
Example Line
Segments used
for Wear width
Measurements
Figure 17 – Examples of Line Segments used for Wear Width Measurements of Tool Wear on
the Insert Rake Face

32
Example Line
Segments used for
Wear Width
Measurements
1mm Mark
Figure 18 - Examples of Line Segments used for Wear Width Measurements
of Tool Wear on the Leading Flank
1mm Mark
Tool Wear Region
Figure 19 - Example of Spline used for Wear Area Measurement of Tool Wear
on the Leading Flank
Example Spline used
for Wear Area
Measurement

33
Figure 20 - Examples of Line Segments used for Wear Width Measurements of
Tool Wear on the Top Flank
Example Line Segments
used for Wear Width
Measurements
Figure 21 - Example of Spline used for Wear Area Measurement of Tool
Wear on the Top Flank
Tool Wear Region
flank wear area
Example Spline used for
Wear Area Measurement

34
4.3.2 Tool Weight Loss Method
Weight loss was measured using a sensitive digital scale. The scale used is a Sartorius model
CP224s (see figure 23). This scale has a Readability rating of 0.1 mg.
The experiment design was performing a measurement before and after each repetition. This
would result in ten weight loss measurements per cutting fluid for each pipe material. Even if an
insert was broken a weight measurement was taken in order to investigate the trend and perhaps
reach a conclusion regarding the relationship between insert weight loss and the actual tool wear.
This method was also designed in order to distinguish between the cutting fluids used in the
experiment. The hypothesis was that the cutting fluid which induced the least amount of weight
loss would also reduce the amount of tool wear and as a result be the preferred cutting fluid for
threading ACME 8P threads in 4140 L80 and P110 pipe.
1mm Marks
Figure 22 - Examples of Line Segments used for Wear Width Measurements of Coating Wear on
the Rake Face of an Insert
Example Line Segments
used for Wear Width
Measurements

35
Figure 23 - Scale used forTool Weight Loss Method
Weight was measured prior to any machining done with an insert and after the completion of a
repetition of a certain pipe material. Due to the fact that each insert has three threading edges,
each insert was used on more than one repetition. Before each weight measurement, an insert
cleaning process took place in order to ensure no cutting fluid residues or any other contaminants
remained on the insert and affected the weight measurement.
The cleaning process was performed while wearing latex gloves and was comprised of cleaning
the entire insert, from all different angles, with pure alcohol in order to remove all oils and other
residues which might have dried up on the insert. The second step was to bake the insert in an
oven at 300 degrees Fahrenheit for an hour in order to evaporate any liquids that might have been
absorbed by the insert while machining the pipe.
The scale would be reset (back to zero weight) prior to each weight measurement. The draft cube
on top of the weighing pan would be closed while the resetting process was taking place in order
to ensure the scale was truly on zero.
Once the scale was reset, the draft cube was opened and an insert placed on the scale pan.
Afterwards the draft cube was closed again and the measurement was taken after the scale
stabilized. Again, the entire weighing process was performed while wearing latex gloves to

36
ensure no oils or other residues were left of the inserts while handling them, which might affect
the results.
The results gathered for L80 are as follows (table 3)
Table 3 - Tool Wieght Loss Method Results for L80
The missing cell was a repetition that the weight loss was not measured for. A plot was drawn for
these results and it appears in figure 24.
For P110 the summary of results can be reviewed in the table 4. The missing cell in the Fuchs
column was not measured. The missing cells in the QC2776 column are not available as
explained in section 4.4 Experiment Design.
Figure 24 - Tool Weight Loss Method L80 Result Plot
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0031 0.0017 0.0024 0.0004 0.0003
0.0036 0.0004 0.0035 0.0002 0.0002
0.0029 0.0003 0.0002 0.0003 0.0018
0.0289 0.0007 0.0011 0.0002 0.0003
0.0015 0.0029 0.0011 0.0001 0.0006
0.0011 0.0004 0.0003 0.0003 0.0007
0.0022 0.0004 0.0019 0.0002 0.0008
0.0015 0.0009 0.0021 0.0006 0.0001
0.0008 0.0003 0.0009 0.0002 0.0002
0.0005 0.0043 0.0003 0.0001

37
Table 4- Tool Weight Loss Method Results for P110
A plot was drawn for these results and displayed in figure 25.
Figure 23- Tool Weight Loss Method P110 Result Plot
As seen from the data and plots, there is no evidence of superiority of one of the cutting fluid over
the others. This is true for both pipe materials. It was concluded that the weight loss method for
evaluating the effects of cutting fluids on tool wear is not an efficient method for evaluation due
to the following:
1. In running 10 repetitions there was no true superiority observed by any of the cutting
fluids.
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0005 0.0013 0.0004 0.0002 0.0005
0.0008 0.0005 0.0019 0.0003 0.0005
0.0003 0.0014 0.0003 0.0004 0.0009
0.0008 0.0003 0.0003 0.0002
0.0003 0.0002 0.0003 0.0003 0.0006
0.0005 0.0004 0.0001 0.0008
0.0003 0.0005 0.0002 0.0007
0.0003 0.0004 0.0002 0.0001
0.0003 0.0006 0.0006 0.0002
0.0003 0.0013 0.0001 0.0006

38
2. An investigation needs to take place to ensure there are no other effects taking place
while machining which might affect the insert wear and thus the weight loss method
results (built up edge for example).
3. A deeper investigation is necessary (more repetitions) in order to verify the ability of this
method to distinguish between the cutting fluid effects on tool wear.
4. Perform a similar experiment with a higher resolution scale in order to get better results
that would help differentiate the cutting fluids.
4.3.3 Part Dimension Changes as a Tool Wear Correlation
Another method which was explored in measuring tool wear was a measurement of the final part
machined by the threading insert. The threaded pipe part was designed with specific dimensions
and was expected to be machined to that designed geometry. It was hypothesized that the first
part machined, when the threading insert is new, would be machined to the exact specified
dimensions. These dimensions were expected to change as the insert began to wear with every
part machined using the same insert.
There were three dimensions measured and monitored in this experiment: Outer Diameter of
threaded part, Thread depth and Pitch diameter. It was decided that these three dimensions would
provide a detailed picture of the changes occurring to the threading insert.
Outer diameter was monitored in order to ensure that the stresses on the threading insert were
consistent. If the outer diameter would grow, there would be higher stresses applied to the
threading insert which was still machining to the same predefined depth of the original part.
When the outer diameter grew beyond a certain point the turning tool offset was moved in as
described in section 4.1 Threading Process.
Thread depth and pitch diameter are two dimensions relating to the thread geometry itself.
According to the ACME standard [8], this geometry had to be followed in order for the thread to
be acceptable and usable. It was hypothesized that as the threading insert wears, the thread depth
dimension would grow smaller and the pitch diameter would grow larger.
Each dimension was measured at two different physical areas on the part. It was found that there
is a difference in the dimensions when comparing the end of the pipe (the edge that is faced and

39
chamfered) to the edge closest to the lathe chuck. This difference was occurring due to part
stiffness, even though the part was designed to be as rigid as possible using a short threading
length of only 3 inches. The pipe‘s wall thickness was kept as thick as possible when turning the
raw pipe in order to add to the rigidity of the part while machining the threads.
Outside diameter measurements were taken using the 2‖-3‖ Micrometer pictured in figure 5. Pitch
diameter was measured using a specific ACME 8P 3 wire system (figure 26). The measurement
itself was taken using a Mitutoyo digital height gage (figure 27) and a granite surface plate.
Initially, and prior to each measurement taken, the height gage was zeroed relative to the surface
plate. Two of the wires were placed on the surface plate. The threaded part was placed on the two
wires and the wires were placed inside the threads. The third wire was placed on top of the
threaded part and the height gage was then used to measure the pitch diameter. An example of
this process is displayed in figures 28 and 29.
Figure 26 - Three Wire System for ACME 8P Threads
Using the pitch diameter formula supplied with the three wire system as well as the tolerances
provided in the Machinery‘s Handbook [8], the actual pitch diameter was calculated for each
measurement.
In order to measure thread depth, another Mitutoyo height gage was outfitted with a custom head
(figure 30) which was fabricated in the FAME Lab. The custom head was necessary as the
original head was not narrow enough to be placed inside the threads and make contact with the
bottom of the thread. The custom fabricated head was also designed to be a more rigid end point
to ensure accurate and repeatable readings.
A V-block was mounted under the height gage to help and ensure the threaded pipe is placed in
the same orientation relative to the height gage. The V-block placement was clearly marked to
40
ensure the repeatability of the measurements and the repeatable placement of the V-block. The
entire system is displayed in figure 31.
Zeroing this measurement method was done prior to each measurement taken. The zero plane was
the outer diameter or the outer part of the thread. This way, the only measurement taken would be
the distance between the major diameter at that specific point and the minor diameter of that point
of measurement. Subtracting these two values would result in the thread depth for that point.
Both Mitutoyo Gages were of resolution of 0.0001 inches.
Figure 27 - Mitutoyo Digital Height Gage

41
Figure 28 - Close Up of Three Wire Measurement Method
Figure 29 - Three Wire Measurement System

42
Figure 30 - Custom Gage Head for Measuring Thread Depth
Figure 31 - Thread Depth Measurement System

43
This measurement method was the first one developed in order to monitor tool wear with the
target result of identifying which cutting fluid induces the least amount of wear. During the
development of this experiment, the machining parameters were tried out as the data was
gathered.
The initial parameters for both pipe materials were of 15 threading passes per part while using
500 sfm of machining speed. The results of this experiment were gathered in an Excel
spreadsheet displaying each measurement and the side of the part it was taken from. The
following tables (5 and 6) are the results from running the experiment with these machining
parameters. Also displayed are the plots for these results (32, 33, 34, 35, 36 and 37).
All the machining done in this part of the experiment was carried out using one threading insert
per pipe material. The notion was to replace the threading insert once the measurements reached
the specified tolerances supplied in the ACME standard [8]. It was found that after machining 25
L80 parts and 50 P110 parts, the wear induced on the insert was not enough for the results to
show the wear trend.
Table 5 – Data [inch] for L80 Using 15 Passes and 500 sfm
Part
Number
Pipe
Number
Pipe
Type
Cutting
Fluid
type
Outer
Diameter
Start
Outer
Diameter
End
Pitch
Diameter
Measurement
Start
Actual
calculated
Pitch
Diameter -
Start
Pitch Diameter
Measurement
End
Actual
calculated
Pitch
Diameter -
End
Thread
Depth
Start
Thread
Depth
End
1 1 L80 Fuchs 2.3124 2.3125 2.3365 2.2558 2.3350 2.2543 0.0680 0.0680
2 1 L80 Fuchs 2.3125 2.3125 2.3365 2.2558 2.3350 2.2543 0.0680 0.0685
3 1 L80 Fuchs 2.3125 2.3125 2.3365 2.2558 2.3350 2.2543 0.0680 0.0685
4 1 L80 Fuchs 2.3125 2.3125 2.3365 2.2558 2.3355 2.2548 0.0680 0.0685
5 1 L80 Fuchs 2.3125 2.3126 2.3365 2.2558 2.3355 2.2548 0.0680 0.0685
6 1 L80 Fuchs 2.3125 2.3125 2.3365 2.2558 2.3360 2.2553 0.0680 0.0685
7 1 L80 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
8 1 L80 Fuchs 2.3124 2.3124 2.3370 2.2563 2.3355 2.2548 0.0680 0.0685
9 1 L80 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
10 1 L80 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
11 1 L80 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
12 1 L80 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0680
13 1 L80 Fuchs 2.3126 2.3125 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
14 1 L80 Fuchs 2.3126 2.3126 2.3375 2.2568 2.3360 2.2553 0.0680 0.0685
15 2 L80 Fuchs 2.3126 2.3126 2.3370 2.2563 2.3365 2.2558 0.0680 0.0685
16 2 L80 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3365 2.2558 0.0680 0.0685
17 2 L80 Fuchs 2.3125 2.3125 2.3375 2.2568 2.3365 2.2558 0.0680 0.0685
18 2 L80 Fuchs 2.3125 2.3125 2.3375 2.2568 2.3365 2.2558 0.0680 0.0685
19 2 L80 Fuchs 2.3125 2.3126 2.3370 2.2563 2.3365 2.2558 0.0680 0.0680
20 2 L80 Fuchs 2.3125 2.3126 2.3370 2.2563 2.3365 2.2558 0.0680 0.0680
21 2 L80 Fuchs 2.3125 2.3126 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
22 2 L80 Fuchs 2.3125 2.3126 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
23 2 L80 Fuchs 2.3125 2.3126 2.3370 2.2563 2.3360 2.2553 0.0680 0.0680
24 2 L80 Fuchs 2.3126 2.3126 2.3375 2.2568 2.3360 2.2553 0.0680 0.0680
25 2 L80 Fuchs 2.3126 2.3126 2.3375 2.2568 2.3365 2.2558 0.0680 0.0685

44
Figure 32 - L80 Outer Diameter Measurements [inch] for 15 Passes and 500 sfm
Figure 33 - L80 Pitch Diameter Measurements [inch] for 15 Passes and 500 sfm
Figure 34 - L80 Thread Depth Measurements [inch] for 15 Passes and 500 sfm
2.3124
2.3124
2.3125
2.3125
2.3126
2.3126
2.3127
0 5 10 15 20 25 30
L80 Outer Diameter Measurements
Outer Diameter Start
Outer Diameter End
2.2540
2.2545
2.2550
2.2555
2.2560
2.2565
2.2570
0 5 10 15 20 25 30
L80 Pitch Diameter Measurements
Actual calculated Pitch Diameter - Start
Actual calculated Pitch Diameter - End
0.0679000
0.0680000
0.0681000
0.0682000
0.0683000
0.0684000
0.0685000
0.0686000
0 5 10 15 20 25 30
L80 Thread Depth Measurements
Thread Depth Start
Thread Depth End

45
Table 6 – Data [inch] for P110 Using 15 Passes and 500 sfm
Part
Number
Pipe
Number
Pipe
Type
Cutting
Fluid
type
Outer
Diameter
Start
Outer
Diameter
End
Pitch
Diameter
Measurement
Start
Actual
calculated
Pitch
Diameter -
Start
Pitch Diameter
Measurement
End
Actual
calculated
Pitch
Diameter -
End
Thread
Depth
Start
Thread
Depth
End
1 2 P110 Fuchs 2.3122 2.3123 2.3380 2.2573 2.3370 2.2563 0.0675 0.0675
2 2 P110 Fuchs 2.3122 2.3122 2.3380 2.2573 2.3360 2.2553 0.0675 0.0675
3 2 P110 Fuchs 2.3122 2.3123 2.3380 2.2573 2.3370 2.2563 0.0675 0.0675
4 2 P110 Fuchs 2.3122 2.3123 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
5 2 P110 Fuchs 2.3122 2.3122 2.3380 2.2573 2.3360 2.2553 0.0675 0.0675
6 2 P110 Fuchs 2.3122 2.3122 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
7 2 P110 Fuchs 2.3122 2.3122 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
8 2 P110 Fuchs 2.3123 2.3122 2.3380 2.2573 2.3370 2.2563 0.0675 0.0675
9 2 P110 Fuchs 2.3123 2.3123 2.3380 2.2573 2.3370 2.2563 0.0675 0.0675
10 2 P110 Fuchs 2.3123 2.3124 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
11 2 P110 Fuchs 2.3123 2.3124 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
12 2 P110 Fuchs 2.3123 2.3124 2.3380 2.2573 2.3360 2.2553 0.0675 0.0675
13 2 P110 Fuchs 2.3123 2.3125 2.3380 2.2573 2.3365 2.2558 0.0675 0.0675
14 3 P110 Fuchs 2.3125 2.3125 2.3380 2.2573 2.3370 2.2563 0.0670 0.0680
15 3 P110 Fuchs 2.3126 2.3125 2.3380 2.2573 2.3370 2.2563 0.0675 0.0680
16 3 P110 Fuchs 2.3126 2.3125 2.3380 2.2573 2.3375 2.2568 0.0675 0.0680
17 3 P110 Fuchs 2.3125 2.3125 2.3380 2.2573 2.3375 2.2568 0.0675 0.0680
18 3 P110 Fuchs 2.3125 2.3125 2.3375 2.2568 2.3370 2.2563 0.0675 0.0680
19 3 P110 Fuchs 2.3125 2.3124 2.3375 2.2568 2.3365 2.2558 0.0675 0.0680
20 3 P110 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3360 2.2553 0.0675 0.0680
21 3 P110 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3360 2.2553 0.0680 0.0680
22 3 P110 Fuchs 2.3125 2.3123 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
23 3 P110 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
24 3 P110 Fuchs 2.3125 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
25 3 P110 Fuchs 2.3125 2.3126 2.3375 2.2568 2.3365 2.2558 0.0680 0.0685
26 3 P110 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3365 2.2558 0.0680 0.0685
27 3 P110 Fuchs 2.3124 2.3124 2.3370 2.2563 2.3360 2.2553 0.0680 0.0685
28 3 P110 Fuchs 2.3125 2.3125 2.3370 2.2563 2.3355 2.2548 0.0680 0.0685
29 4 P110 Fuchs 2.3122 2.3125 2.3370 2.2563 2.3355 2.2548 0.0680 0.0680
30 4 P110 Fuchs 2.3122 2.3125 2.3365 2.2558 2.3360 2.2553 0.0680 0.0685
31 4 P110 Fuchs 2.3122 2.3123 2.3370 2.2563 2.3360 2.2553 0.0680 0.0680
32 4 P110 Fuchs 2.3122 2.3122 2.3370 2.2563 2.3355 2.2548 0.0680 0.0680
33 4 P110 Fuchs 2.3123 2.3123 2.3370 2.2563 2.3355 2.2548 0.0680 0.0680
34 4 P110 Fuchs 2.3124 2.3122 2.3370 2.2563 2.3355 2.2548 0.0675 0.0680
35 4 P110 Fuchs 2.3124 2.3123 2.3370 2.2563 2.3360 2.2553 0.0680 0.0680
36 4 P110 Fuchs 2.3123 2.3123 2.3375 2.2568 2.3360 2.2553 0.0680 0.0680
37 4 P110 Fuchs 2.3123 2.3124 2.3375 2.2568 2.3360 2.2553 0.0680 0.0680
38 4 P110 Fuchs 2.3123 2.3122 2.3375 2.2568 2.3365 2.2558 0.0680 0.0685
39 4 P110 Fuchs 2.3123 2.3123 2.3380 2.2573 2.3365 2.2558 0.0675 0.0680
40 4 P110 Fuchs 2.3123 2.3123 2.3380 2.2573 2.3365 2.2558 0.0680 0.0680
41 4 P110 Fuchs 2.3124 2.3123 2.3380 2.2573 2.3365 2.2558 0.0680 0.0680
42 4 P110 Fuchs 2.3124 2.3123 2.3380 2.2573 2.3370 2.2563 0.0675 0.0680
43 5 P110 Fuchs 2.3123 2.3123 2.3380 2.2573 2.3365 2.2558 0.0675 0.0680
44 5 P110 Fuchs 2.3123 2.3123 2.3380 2.2573 2.3365 2.2558 0.0675 0.0680
45 5 P110 Fuchs 2.3123 2.3124 2.3375 2.2568 2.3365 2.2558 0.0675 0.0680
46 5 P110 Fuchs 2.3123 2.3125 2.3380 2.2573 2.3365 2.2558 0.0675 0.0680
47 5 P110 Fuchs 2.3124 2.3125 2.3380 2.2573 2.3370 2.2563 0.0680 0.0685
48 5 P110 Fuchs 2.3124 2.3124 2.3380 2.2573 2.3365 2.2558 0.0680 0.0685
49 5 P110 Fuchs 2.3125 2.3124 2.3380 2.2573 2.3365 2.2558 0.0680 0.0685
50 5 P110 Fuchs 2.3125 2.3124 2.3380 2.2573 2.3370 2.2563 0.0680 0.0685

46
Figure 35 - P110 Outer Diameter Measurements [inch] for 15 Passes and 500 sfm
Figure 36 - P110 Pitch Diameter Measurements [inch] for 15 Passes and 500 sfm
Figure 37 - P110 Thread Depth Measurements [inch] for 15 Passes and 500 sfm
2.3122
2.3122
2.3123
2.3123
2.3124
2.3124
2.3125
2.3125
2.3126
2.3126
2.3127
0 10 20 30 40 50 60
P110 Outer Diameter Measurements
Outer Diameter Start
Outer Diameter End
2.2545
2.2550
2.2555
2.2560
2.2565
2.2570
2.2575
0 10 20 30 40 50 60
P110 Pitch Diameter Measurements
Actual calculated Pitch Diameter -Start
Actual calculated Pitch Diameter -End
0.0668
0.0670
0.0672
0.0674
0.0676
0.0678
0.0680
0.0682
0.0684
0.0686
0 10 20 30 40 50 60
P110 Thread Depth Measurements
Thread Depth Start
Thread Depth End

47
It was decided to try and induce more wear on the inserts by increasing the SFM in the machining
cycle. When running trial and error programs, it was found that with 650 SFM it was possible to
machine 12 parts, and perhaps induce enough wear on the inserts. The following tables (7 and 8)
and plots (figures 38, 29, 40, 41, 42 and 43) are the results for running both L80 and P110 on the
new program.
For L80 the results are as follows:
Table 7 – Data [inch] for L80 Using 15 Passes and 650 sfm
Figure 38 - L80 Outer Diameter Measurements [inch] for 15 Passes and 650 sfm
Part
Number
Pipe
Number
Pipe
Type
Cutting
Fluid
type
Outer
Diameter
Start
Outer
Diameter
End
Pitch
Diameter
Measurement
Start
Actual
calculated
Pitch
Diameter -
Start
Pitch Diameter
Measurement
End
Actual
calculated
Pitch
Diameter -
End
Thread
Depth
Start
Thread
Depth
End
1X 3 L80 Fuchs 2.3121 2.3123 2.3400 2.2593 2.3395 2.2588 0.0670 0.0675
2X 3 L80 Fuchs 2.3122 2.3124 2.3400 2.2593 2.3400 2.2593 0.0670 0.0675
3X 3 L80 Fuchs 2.3122 2.3123 2.3400 2.2593 2.3400 2.2593 0.0670 0.0675
4X 3 L80 Fuchs 2.3123 2.3123 2.3405 2.2598 2.3400 2.2593 0.0670 0.0675
5X 3 L80 Fuchs 2.3123 2.3123 2.3410 2.2603 2.3400 2.2593 0.0675 0.0675
6X 3 L80 Fuchs 2.3123 2.3123 2.3405 2.2598 2.3395 2.2588 0.0675 0.0675
7X 3 L80 Fuchs 2.3123 2.3123 2.3405 2.2598 2.3400 2.2593 0.0675 0.0675
8X 3 L80 Fuchs 2.3124 2.3123 2.3410 2.2603 2.3400 2.2593 0.0675 0.0675
9X 3 L80 Fuchs 2.3124 2.3123 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
10X 3 L80 Fuchs 2.3124 2.3122 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
11X 3 L80 Fuchs 2.3124 2.3122 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
12X 3 L80 Fuchs 2.3124 2.3122 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
13X 3 L80 Fuchs 2.3124 2.3123 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
14X 3 L80 Fuchs 2.3125 2.3123 2.3410 2.2603 2.3395 2.2588 0.0675 0.0675
15X 4 L80 Fuchs 2.3125 2.3123 2.3410 2.2603 2.3400 2.2593 0.0675 0.0675
16X 4 L80 Fuchs 2.3125 2.3123 2.3415 2.2608 2.3400 2.2593 0.0675 0.0675
17X 4 L80 Fuchs 2.3125 2.3123 2.3415 2.2608 2.3400 2.2593 0.0675 0.0675
18X 4 L80 Fuchs 2.3125 2.3123 2.3415 2.2608 2.3405 2.2598 0.0675 0.0675
19X 4 L80 Fuchs 2.3125 2.3124 2.3425 2.2618 2.3400 2.2593 0.0675 0.0675
2.3121
2.3121
2.3122
2.3122
2.3123
2.3123
2.3124
2.3124
2.3125
2.3125
2.3126
0 5 10 15 20
L80 Outer Diameter Measurements
Outer Diameter Start
Outer Diameter End
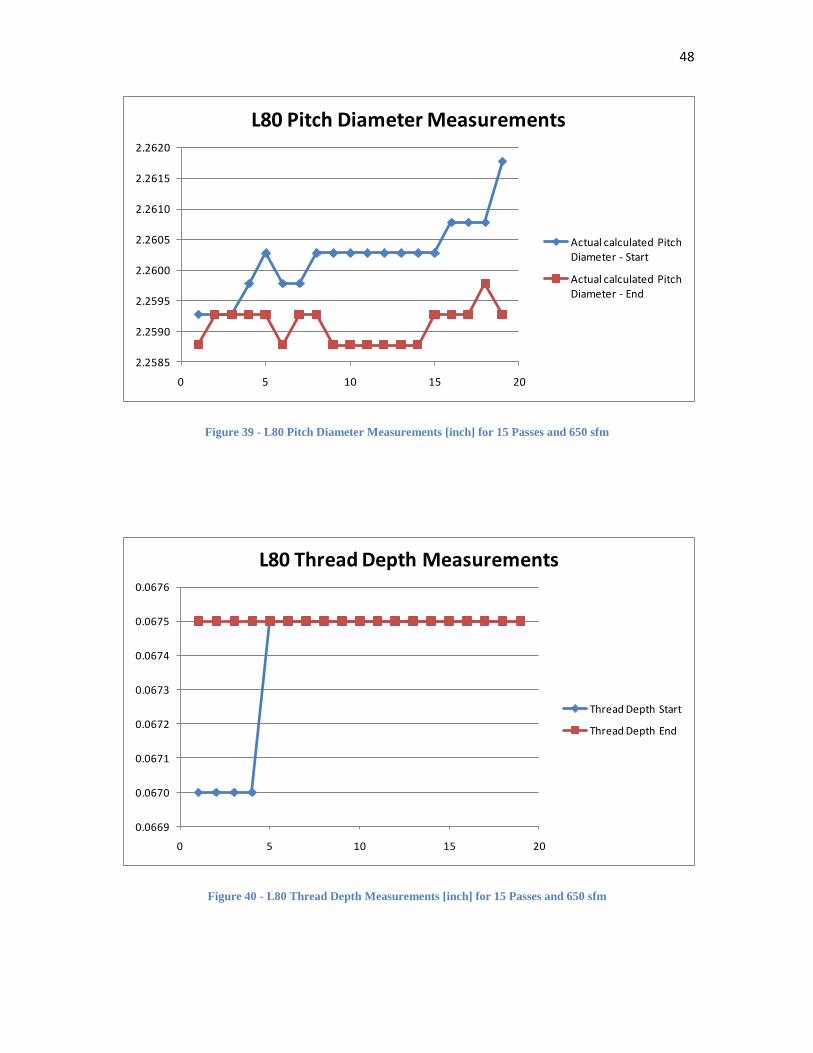
48
Figure 39 - L80 Pitch Diameter Measurements [inch] for 15 Passes and 650 sfm
Figure 40 - L80 Thread Depth Measurements [inch] for 15 Passes and 650 sfm
2.2585
2.2590
2.2595
2.2600
2.2605
2.2610
2.2615
2.2620
0 5 10 15 20
L80 Pitch Diameter Measurements
Actual calculated Pitch Diameter - Start
Actual calculated Pitch Diameter - End
0.0669
0.0670
0.0671
0.0672
0.0673
0.0674
0.0675
0.0676
0 5 10 15 20
L80 Thread Depth Measurements
Thread Depth Start
Thread Depth End

49
For P110 the results are as follows:
Table 8 – Data [inch] for P110 Using 15 Passes and 650 sfm
The reduction in the Outer Diameter is a result in an offset change while running the machining
program. This was done while monitoring the change in the Outer Diameter between each of the
parts machined.
Figure 41 - P110 Outer Diameter Measurements [inch] for 15 Passes and 650 sfm
Part
Number
Pipe
Number
Pipe
Type
Cutting
Fluid
type
Outer
Diameter
Start
Outer
Diameter
End
Pitch
Diameter
Measurement
Start
Actual
calculated
Pitch
Diameter -
Start
Pitch Diameter
Measurement
End
Actual
calculated
Pitch
Diameter -
End
Thread
Depth
Start
Thread
Depth
End
1P 6 P110 Fuchs 2.3125 2.3125 2.3395 2.2588 2.3380 2.2573 0.0675 0.0670
2P 6 P110 Fuchs 2.3142 2.3131 2.3400 2.2593 2.3390 2.2583 0.0675 0.0675
3P 6 P110 Fuchs 2.3133 2.3118 2.3400 2.2593 2.3380 2.2573 0.0675 0.0670
4P 6 P110 Fuchs 2.3135 2.3122 2.3400 2.2593 2.3380 2.2573 0.0675 0.0670
5P 6 P110 Fuchs 2.3134 2.3126 2.3400 2.2593 2.3380 2.2573 0.0675 0.0670
6P 6 P110 Fuchs 2.3136 2.3122 2.3400 2.2593 2.3385 2.2578 0.0675 0.0665
7P 6 P110 Fuchs 2.3136 2.3125 2.3405 2.2598 2.3380 2.2573 0.0675 0.0665
8P 6 P110 Fuchs 2.3141 2.3131 2.3400 2.2593 2.3390 2.2583 0.0680 0.0665
9P 6 P110 Fuchs 2.3145 2.3134 2.3405 2.2598 2.3385 2.2578 0.0680 0.0670
10P 6 P110 Fuchs 2.3146 2.3134 2.3400 2.2593 2.3380 2.2573 0.0680 0.0670
11P 6 P110 Fuchs 2.3145 2.3137 2.3400 2.2593 2.3380 2.2573 0.0680 0.0675
12P 6 P110 Fuchs 2.3146 2.3134 2.3405 2.2598 2.3385 2.2578 0.0675 0.0670
13P 7 P110 Fuchs 2.3147 2.3146 2.3400 2.2593 2.3380 2.2573 0.0680 0.0670
14P 7 P110 Fuchs 2.3155 2.3148 2.3400 2.2593 2.3400 2.2593 0.0675 0.0675
15P 7 P110 Fuchs 2.3157 2.3147 2.3410 2.2603 2.3400 2.2593 0.0680 0.0675
16P 7 P110 Fuchs 2.3157 2.3149 2.3410 2.2603 2.3400 2.2593 0.0685 0.0675
17P 7 P110 Fuchs 2.3157 2.3152 2.3415 2.2608 2.3400 2.2593 0.0685 0.0670
18P 7 P110 Fuchs 2.3161 2.3152 2.3415 2.2608 2.3390 2.2583 0.0595 0.0595
19P 7 P110 Fuchs 2.3160 2.3153 2.3415 2.2608 2.3400 2.2593 0.0550 0.0550
2.3115
2.3120
2.3125
2.3130
2.3135
2.3140
2.3145
2.3150
2.3155
2.3160
2.3165
0 5 10 15 20
P110 Outer Diameter Measuremets
Outer Diameter Start
Outer Diameter End

50
Figure 42 - P110 Pitch Diameter Measurements [inch] for 15 Passes and 650 sfm
Figure 43 - P110 Thread Depth Measurements [inch] for 15 Passes and 650 sfm
2.2570
2.2575
2.2580
2.2585
2.2590
2.2595
2.2600
2.2605
2.2610
0 5 10 15 20
P110 Pitch Diameter Measurements
Actual calculated Pitch Diameter - Start
Actual calculated Pitch Diameter - End
0.0000
0.0100
0.0200
0.0300
0.0400
0.0500
0.0600
0.0700
0.0800
0 5 10 15 20
P110 Thread Depth Measurements
Thread Depth Start
Thread Depth End

51
When studying the results from the different program speeds, for both pipe materials, it was
noticed that there are continuous inconsistencies in the growth and changes in the parts
dimensions. Unlike hypothesized, the dimensions were changing to both larger and smaller values
with no apparent consistency.
Looking deeper into result trends, it was concluded that there are two problems which might
cause this measurement method to fail:
1. Resolution of measurement equipment. The changes in the threading insert as well as the
dimensional changes in the work materials may be occurring at a size scale that is lower
than can be measured with contact measurement.
2. A different physical phenomenon was affecting the experiment and thus the results.
The second problem resulted in the discovery of the egg shaped pipe described in section 4.1
Threading Process and lead to the development of the Image Processing Tool Wear measurement
method.
4.4 Experiment Design
In the general experiment design, it was decided that each cutting fluid would be independently
tested with each pipe grade. An experiment involved using an insert to machine a fixed number
of sample threaded parts. Afterwards, the tool wear variables previously discussed would be
measured. Based on the tool wear data derived from preliminary experiments, it was determined
that the machining of eighteen sample parts was sufficient to generate significant tool wear when
machining API L80 pipe. Twelve sample parts were sufficient when machining the API P110
pipe. Each experiment involving a cutting fluid-pipe grade combination was to be replicated ten
times.
While running pilot cycles on both pipe grades, it was found that many of the raw pipes were egg
shaped. This shape remained even after the turning passes were conducted on the raw pipe.
Increasing the depth of the turning passes would reduce the pipe wall thickness to a point that the
part becomes too flexible, a fact that would affect the threading cycles and the stresses induced on
the threading inserts. There was a need to randomize the process of using the raw pipe in order to
remove the pipe shape issue from the experiment entirely.
52
It was not practical to completely randomize this experiment. This was due to the limited
quantities of cutting fluid available and the fact that the turning center reservoir had to be filled to
fifty gallons. Furthermore it was very time consuming to flush out the reservoir and prepare a
new batch of mixture. As a consequence, the turning center was filled with a specific cutting
fluid mixture only one time. During that period, ten replicate experiments involving that specific
cutting fluid and API L80 pipe were run consecutively. This was followed by ten consecutive
replicates involving the API P110 pipe.
In order to cope with the egg shape pipe issue, a randomization process was planned into the
experiment. Five different cutting fluids were to be compared. In order to make sure each cutting
fluid was used to machine the same percentage of egg shaped pipe, each pipe was used for
machining parts with all five cutting fluids. For example, from one pipe (pipe A), two parts were
machined using cutting fluid #1. This pipe would then be placed at a ―used-pipe‖ pile. When
switching to the next liquid (#2), pipe A would be retrieved and another two parts were machined
using liquid #2, and so on for the five cutting fluids.
Aside from the randomization process described above, all other external factors were adequately
controlled so that the variation in the wear results is due solely to the effects of the cutting fluids.
For cutting fluid QC2776, there were 5 threading edges used for material API P110 instead of the
usual 10 edges. This is due to the fact that this fluid was not performing as well as other liquids
tested when machining L80. A decision was made to stop the use of this cutting fluid after half
the repetitions as to not waste material and reduce the overall cost of the experiment when it was
already known that QC2776 was inferior.

53
Chapter 5
RESULTS
Five cutting fluids (EcoCool, MC3680, QC2776, QC7035 and QC7102) were tested on two pipe
grades (API L80, API P110). A total of one hundred sets of threading edges from fifty threading
inserts were used. Each edge was used to machine eighteen parts for pipe grade API L80 or
twelve parts for pipe grade API P110.
Five of the repetitions resulted in tool fracture. In four of the cases, no gradual wear data could be
collected. In one of the cases, the edge chipped while machining the last part. It was chipped in
such a way that some of the required data was still retrievable and used in the overall analysis.
A summary of these tool fractures is presented in Table 9. Columns two and four identify the
number of fractured edges that resulted from each combination of cutting fluid and pipe grade.
Columns three and five indicate the number of parts that were completed prior to the fracture.
As can be seen, the use of QC2776 in combination with the L80 pipe grade resulted in tool
fracture in three of the ten repetitions. The other two cases involved EcoCool in combination with
the L80 pipe grade and the MC3680 and the P110 pipe grade.
Table 9 - Summary of Broken Threading Edges
QC7102 and QC7035 were the only fluids used that did not result in tool fracture for any of the
repetitions.
Five of the one hundred repetitions were not completed due to a decision to stop the experiments
involving QC2776 and API P110 pipe. This decision was made because the cutting fluid
performed poorly with the API L80 pipe, and was performing even worse with the P110 pipe. It
made little sense to waste the material and time to further characterize it.
Cutting Fluid L80
Number of parts
completed with
broken edge
P110
Number of parts
completed with
broken edge
Fuch EcoCool 1 7 0
QC7102 0 0
QC7035 0 0
QC2776 3 9, 18, 16 0
Microcut 3680 0 1 12

54
With regard to the replicates for which gradual wear measurements were taken, the data was
collected and stored in a large spreadsheet. These results were analyzed using the statistical
analysis software JMP. All of the results are displayed in Appendix B. The results are explained
in the following sections.
5.1 Tool Wear Data Presentation and Interpretation of Statistical Analysis Results
The measurements and analysis for all wear variables are displayed in Appendix B for each
combination of cutting fluid and pipe grade. The data is organized by wear variable. The
complete results for all cutting fluids for each pipe grade are organized under each wear variable
heading. The results include a wear measurement data summary table, a means comparison plot,
and a comparison of means statistical analysis table.
Table 10 provides an example of a data summary table. The five columns display the wear
measurements for the five respective fluids. A red cell indicates a threading tool edge that was
broken while machining and therefore no data could be collected from that edge. An empty cell
indicates an edge that was not used as described earlier in this report (e.g. QC 2776). A cell with a
value of ‗0‘ represents a measurement with a value of ‗0‘ – no wear at all.
Table 10 - Summary of Experimental Measurements Table for Rake Face –Tool Wear-Wear Area (mm^2)
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1300 0.1000 0.1100 0.1300 0.1300
0.1000 0.1000 0.1300 0.1200
0.1100 0.0800 0.1200 0.1300 0.1300
0.1002 0.1200 0.1100 0.1300
0.1300 0.0900 0.1300 0.1200 0.1400
0.1400 0.0800 0.1300 0.1300 0.1200
0.1200 0.0800 0.1200 0.1100 0.1600
0.1000 0.0700 0.1100 0.1100 0.1300
0.1100 0.1000 0.1000 0.1200
0.1000 0.1100 0.1200 0.1200

55
This data was fed into the JMP statistical analysis software to generate a comparison of means
plot such as the one illustrated in Figure 44. The plot displays the measurement data for each
fluid. The grey line crossing the entire plot is the grand mean for all samples. The blue line
connects the samples mean for each cutting fluid.
For each combination of wear variable and pipe grade, a statistical comparison of means test was
executed to determine whether differences in the sample means were due to true differences in
the performances of the cutting fluids rather than just pure chance. Ordinarily it is desired to run
a parametric test such as the Student T comparison of means test. A parametric test provides the
greatest amount of detection resolution. However, to use such a test reliably requires a priori
knowledge of the type of probability distribution that describes each sample. For example, to use
the Student T test, it must be assumed that each sample is normally distributed. Furthermore, it
must be assumed that the variances of the distributions are equal or not.
Figure 44 - Means Comparison Plot
In order to reliably assess the type of a probability distribution requires a sample size of at least
forty. Unfortunately for this investigation, only ten were available at most for each sample.
Because of this fact, a nonparametric comparison of means test was employed. The test that was
used was the Wilcoxon Rank Sum test. The assumption behind this test is that the two samples
being compared are derived from distributions that are equal in form and variance. Based on
observations of the data distributions in the comparison of means plots, it was felt that this was a
reasonable assumption to make.
Instead of using the original values of tool wear, the Wilcoxon Test uses a new variable or
ranking system, the ―rank score‖. The actual means are assigned a score from one to the number

56
of the observations, starting from the lowest mean. The Score Sum and Score Mean are the sum
and average of these ranked scores. The score means are standardized. In this method the ranks
are used to analyze the data instead of the actual data.
The level of confidence (1 – α) of this test was set to ninety-five percent (e.g. α = .05). This
implies that for differences in means that exceed the critical value, there is a ninety-five percent
probability that this resulted from differences in cutting fluid performance rather than pure
chance.
An example of the results of this test is presented in Table 11. The results parameters/variables
are as follows [7]:
q* - Gives the quintile value used in the confidence intervals.
Alpha – Gives the alpha level used in the confidence intervals.
Level – Gives the pair used in the current comparison.
Score Mean Difference – Gives the difference of the score means.
STD Err Diff – Gives the standard error of the difference between the score means.
Z – Gives the standardized test statistic, which has an asymptotic standard normal
deviation under the null hypothesis.
P-Value – Gives the asymptotic two-sided p-Value for Z.
Hodges-Lehmann – Gives the Hodges-Lehmann estimator of location shift. It is the
median of all paired differences between observations in the two sided samples.
Table 11 - Wilcoxon Rank Test Results
The table lists ten pair-wise comparisons. Comparisons for which the p-Value is less than .05 are
identified as having a statistical difference. These are also identified by a * next to the value.
57
Some of the Wilcoxon data tables (Table 32 for example) have no values in the Z and p-Value
columns. This occurs when the values of the compared liquids are identical and the standard
deviation is zero, hence the Z and p-Values are missing.
5.2 Analysis Summary and Conclusions of Results
Table 12 provides a summary of the comparison of means tests for all experiments involving API
L80 pipe. Red cells mark the lowest sample mean for that wear variable. A yellow cell indicates a
statistically significant difference between the fluid with the lowest mean and the mean associated
with Fuchs EcoCool. A green cell indicates a statistically significant difference between the fluid
with the lowest mean and each of the means associated with the other four fluids. For example,
for the wear variable Rake Face-Tool Wear-Wear Area (mm^2), QC7102 has the lowest sample
mean. Furthermore, its mean value is statistically different than the means associated with the
other four fluids.
Observation of Table 12 reveals that QC7102 has the lowest sample mean for eight of the eleven
wear variables. Furthermore, in four of these cases, the mean is statistically lower than the means
of the other four fluids. When directly compared to EcoCool, this number jumps to six.
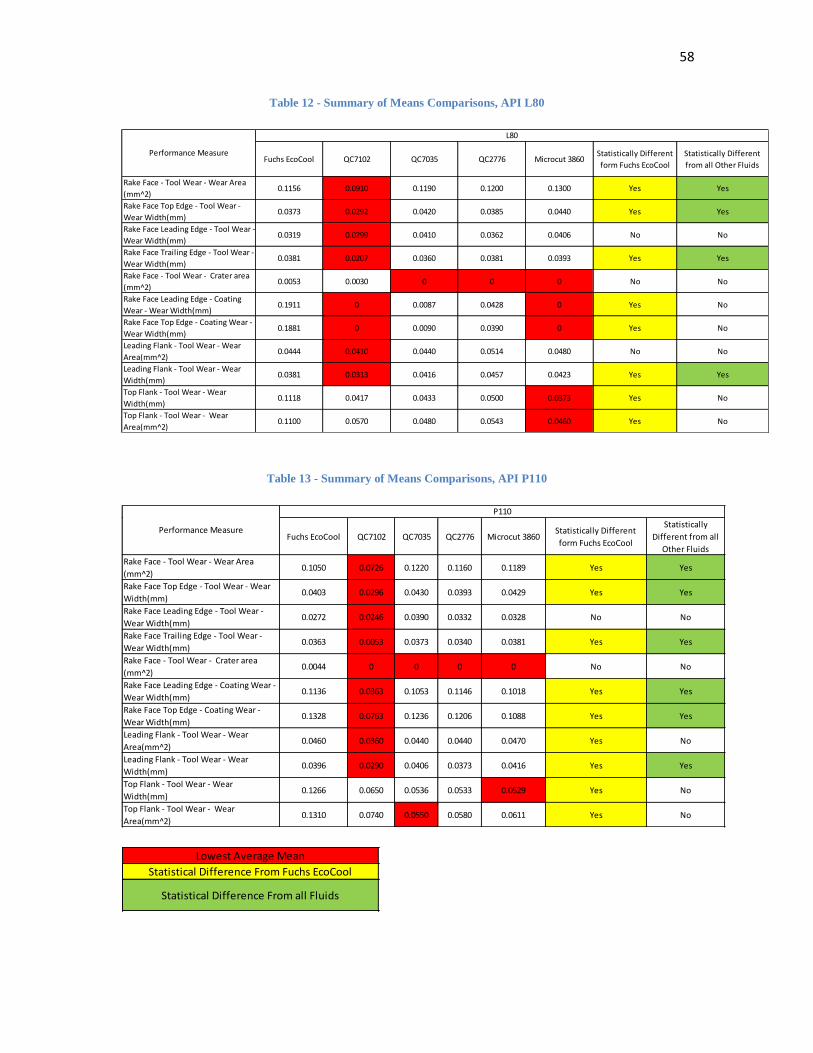
58
Lowest Average Mean
Statistical Difference From Fuchs EcoCool
Statistical Difference From all Fluids
Table 12 - Summary of Means Comparisons, API L80
Table 13 - Summary of Means Comparisons, API P110
Fuchs EcoCool QC7102 QC7035 QC2776 Microcut 3860Statistically Different
form Fuchs EcoCool
Statistically Different
from all Other Fluids
Rake Face - Tool Wear - Wear Area
(mm^2)0.1156 0.0910 0.1190 0.1200 0.1300 Yes Yes
Rake Face Top Edge - Tool Wear -
Wear Width(mm)0.0373 0.0292 0.0420 0.0385 0.0440 Yes Yes
Rake Face Leading Edge - Tool Wear -
Wear Width(mm)0.0319 0.0299 0.0410 0.0362 0.0406 No No
Rake Face Trailing Edge - Tool Wear -
Wear Width(mm)0.0381 0.0207 0.0360 0.0381 0.0393 Yes Yes
Rake Face - Tool Wear - Crater area
(mm^2)0.0053 0.0030 0 0 0 No No
Rake Face Leading Edge - Coating
Wear - Wear Width(mm)0.1911 0 0.0087 0.0428 0 Yes No
Rake Face Top Edge - Coating Wear -
Wear Width(mm)0.1881 0 0.0090 0.0390 0 Yes No
Leading Flank - Tool Wear - Wear
Area(mm^2)0.0444 0.0410 0.0440 0.0514 0.0480 No No
Leading Flank - Tool Wear - Wear
Width(mm)0.0381 0.0313 0.0416 0.0457 0.0423 Yes Yes
Top Flank - Tool Wear - Wear
Width(mm)0.1118 0.0417 0.0433 0.0500 0.0373 Yes No
Top Flank - Tool Wear - Wear
Area(mm^2)0.1100 0.0570 0.0480 0.0543 0.0460 Yes No
Performance Measure
L80
Fuchs EcoCool QC7102 QC7035 QC2776 Microcut 3860Statistically Different
form Fuchs EcoCool
Statistically
Different from all
Other Fluids
Rake Face - Tool Wear - Wear Area
(mm^2)0.1050 0.0726 0.1220 0.1160 0.1189 Yes Yes
Rake Face Top Edge - Tool Wear - Wear
Width(mm)0.0403 0.0296 0.0430 0.0393 0.0429 Yes Yes
Rake Face Leading Edge - Tool Wear -
Wear Width(mm)0.0272 0.0246 0.0390 0.0332 0.0328 No No
Rake Face Trailing Edge - Tool Wear -
Wear Width(mm)0.0363 0.0053 0.0373 0.0340 0.0381 Yes Yes
Rake Face - Tool Wear - Crater area
(mm^2)0.0044 0 0 0 0 No No
Rake Face Leading Edge - Coating Wear -
Wear Width(mm)0.1136 0.0363 0.1053 0.1146 0.1018 Yes Yes
Rake Face Top Edge - Coating Wear -
Wear Width(mm)0.1328 0.0763 0.1236 0.1206 0.1088 Yes Yes
Leading Flank - Tool Wear - Wear
Area(mm^2)0.0460 0.0360 0.0440 0.0440 0.0470 Yes No
Leading Flank - Tool Wear - Wear
Width(mm)0.0396 0.0290 0.0406 0.0373 0.0416 Yes Yes
Top Flank - Tool Wear - Wear
Width(mm)0.1266 0.0650 0.0536 0.0533 0.0529 Yes No
Top Flank - Tool Wear - Wear
Area(mm^2)0.1310 0.0740 0.0550 0.0580 0.0611 Yes No
Performance Measure
P110

59
Table 13 provides a summary of the comparison of means tests for all experiments involving API
P110 pipe. These results indicate that QC7102 has the lowest sample mean for nine of the eleven
wear variables. In six of these cases, the mean is statistically lower than the means of the other
four fluids. When directly compared to EcoCool, this number jumps to seven.
Based on the results presented in Tables 12 and 13, it is clear that QC7102 was by far the best
cutting fluid tested for both pipe grades. A direct comparison between QC7102 and EcoCool is
presented in Table 14.
When threading API L80 pipe, the use of QC7102 in lieu of EcoCool reduced tool wear by an
amount ranging from 6.22 percent to 100 percent with regard to the eleven wear variables. The
average reduction in tool wear for all eleven wear variables was 48.3 percent. For processes
involving API P110 pipe, the reduction in tool wear ranged from 9.54 percent to 100 percent,
with an average of 45.8 percent.
Based on these results, there is strong evidence that TMK-IPSCO could reap significant benefits
by switching from EcoCool to QC7102. Of course, if they do, this would imply that QC7102 will
be used for all other processes carried out in their pipe machining cycle. It is doubtful that the use
of QC7102 will lead to poorer tool wear in these cases. Nevertheless, TMK-IPSCO should run a
trial study in which QC7102 is used.
Table 14 - Comparison between QC7102 and EcoCool
Lower Mean Statistically Significant Wear reduction Percentage % Lower Mean Statistically Significant Wear reduction Percentage %
Rake Face - Tool Wear - Wear Area
(mm^2)QC7102 Yes 21.24 QC7102 Yes 30.82
Rake Face Top Edge - Tool Wear -
Wear Width(mm)QC7102 Yes 21.71 QC7102 Yes 26.65
Rake Face Leading Edge - Tool
Wear - Wear Width(mm)QC7102 No 6.22 QC7102 No 9.54
Rake Face Trailing Edge - Tool
Wear - Wear Width(mm)QC7102 Yes 45.76 QC7102 Yes 85.34
Rake Face - Tool Wear - Crater
area (mm^2)QC7102 No 43.28 QC7102 No 100
Rake Face Leading Edge - Coating
Wear - Wear Width(mm)QC7102 Yes 100 QC7102 Yes 68.01
Rake Face Top Edge - Coating
Wear - Wear Width(mm)QC7102 Yes 100 QC7102 Yes 42.57
Leading Flank - Tool Wear - Wear
Area(mm^2)QC7102 No 7.75 QC7102 Yes 21.74
Leading Flank - Tool Wear - Wear
Width(mm)QC7102 Yes 17.90 QC7102 Yes 26.88
Top Flank - Tool Wear - Wear
Width(mm)QC7102 Yes 62.75 QC7102 Yes 48.68
Top Flank - Tool Wear - Wear
Area(mm^2)QC7102 Yes 48.18 QC7102 Yes 43.51
L80 P110Performance Measure

60
5.3 Discussion of Measurement Methods
This thesis presents three measurement methods used to quantify the amount of tool wear induced
on a threading insert while machining ACME 8P threads using different cutting fluids. These
three methods were developed in an attempt to distinguish and measure the different effects of the
cutting fluids on the tool wear rate in order to increase the efficiency of the threading process.
The first method developed, Part Dimension Changes (section 4.3.3), quantifies tool wear rate
based on the geometric dimensions of the part machined. This method incorporates measuring
predefined dimensions related to the part which are defined by the ACME 8P standard. The data
collected has allowed the identification of a systematic error in the method design – the perfect
roundness of the raw pipe material.
The discovery of the egg shaped pipe resulted in the discontinuation of using the Part Dimension
Changes method due to discrepancies in the data collected which had direct effect on the ultimate
result of the experiment, identifying a way to distinguish between cutting fluid effects on tool
wear rate.
The second measurement method developed, Tool Weight Loss (section 4.3.2), is based on the
weight loss of the threading insert used in the machining process. As the threading insert wears, it
losses weight as a result of material being worn off due to the stresses applied during the
machining process. This method provided a smaller amount of data compared to the other
methods used in this investigation which required a deeper analysis to reach some of the
conclusions. With the experiment designed in this project it was impossible to identify the
superiority of one cutting fluid over the others. This is due to the small number of repetitions
performed, the resolution of the scale used and the effects of other phenomena which may affect
the results and need to be investigated separately (built up edge for example).
Overall, it was concluded not to use this method to determine the superiority of a cutting fluid in
reducing insert wear rate.
The third and preferred measurement method developed for measuring the effectiveness of
cutting fluid reduction of tool wear was the Image Processing Tool Wear Measurement System
(section 4.3.1). This method used a digital image processing system combined with a microscope
in order to accurately measure the wear on the threading inserts. Wear variables wear developed

61
in order to assess the different wear induced on the insert at different areas of the insert. This
wear affects the final geometry of the threaded part and thus was monitored.
The images taken using the system were analyzed using specialized software and data was
generated regarding the quantification of the wear for each variable. This data was statistically
analyzed and one cutting fluid was found to be superior to other cutting fluids used in this
experiment. This fluid was the Quaker Fluid QC7102.
Using this measurement method it was found that accurate and repeatable measurements could be
taken and thus provide a basis for a thorough analysis of the data.
5.4 General Observations
In addition to the results described thus far, a few additional observations are worth noting.
1. The pipe machined in this experiment creates chips that are very difficult to manage for
the machine operator. The chips do no break and occasionally wrap around the part,
chuck, tool holders etc. as shown in Figure 45. The chips are very long and flexible and
bunch up into large metal wire balls, which get stuck in the machine when an attempt is
made to auger them out. This requires the operator to stop the machining process in order
to remove these chips from the machine manually. This operation increased the overall
experiment time and was a safety issue for the operator.
Figure 45 - Example of Stringy Chips Wrapping Around Different Parts of the Machine

62
2. While using QC7035, it was noticed that it evaporated significantly faster compared to the
other cutting fluids. This issue caused the operator to stop machining in order to re-fill the
machine with more mixture. This operation was needed only when using QC7035.
3. Microcut 3680 has a significantly stronger, unpleasant smell when compared to the other
cutting fluids.
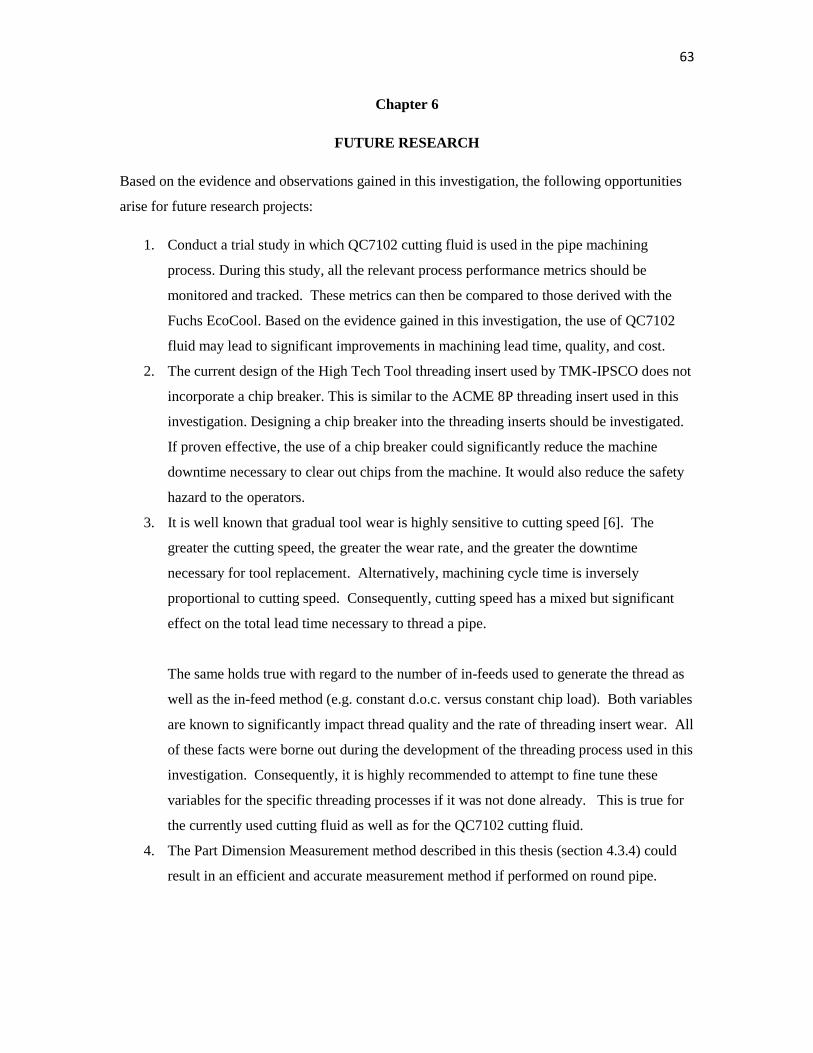
63
Chapter 6
FUTURE RESEARCH
Based on the evidence and observations gained in this investigation, the following opportunities
arise for future research projects:
1. Conduct a trial study in which QC7102 cutting fluid is used in the pipe machining
process. During this study, all the relevant process performance metrics should be
monitored and tracked. These metrics can then be compared to those derived with the
Fuchs EcoCool. Based on the evidence gained in this investigation, the use of QC7102
fluid may lead to significant improvements in machining lead time, quality, and cost.
2. The current design of the High Tech Tool threading insert used by TMK-IPSCO does not
incorporate a chip breaker. This is similar to the ACME 8P threading insert used in this
investigation. Designing a chip breaker into the threading inserts should be investigated.
If proven effective, the use of a chip breaker could significantly reduce the machine
downtime necessary to clear out chips from the machine. It would also reduce the safety
hazard to the operators.
3. It is well known that gradual tool wear is highly sensitive to cutting speed [6]. The
greater the cutting speed, the greater the wear rate, and the greater the downtime
necessary for tool replacement. Alternatively, machining cycle time is inversely
proportional to cutting speed. Consequently, cutting speed has a mixed but significant
effect on the total lead time necessary to thread a pipe.
The same holds true with regard to the number of in-feeds used to generate the thread as
well as the in-feed method (e.g. constant d.o.c. versus constant chip load). Both variables
are known to significantly impact thread quality and the rate of threading insert wear. All
of these facts were borne out during the development of the threading process used in this
investigation. Consequently, it is highly recommended to attempt to fine tune these
variables for the specific threading processes if it was not done already. This is true for
the currently used cutting fluid as well as for the QC7102 cutting fluid.
4. The Part Dimension Measurement method described in this thesis (section 4.3.4) could
result in an efficient and accurate measurement method if performed on round pipe.

64
APPENDIX A – TITRATION METHODS FOR EACH CUTTING FLUID
Figure 46 - Titration Method for Fuchs EcoCool

65
Figure 47 - Titration Method for QC7035

66
Figure 48 - Titration Method for QC2776

67
Figure 49 - Titration Method for QC7102

68
Figure 50 - Titration Method for Microcut 3680

69
APPENDIX B – RESULT TABLES AND PLOTS FOR EACH WEAR VARIABLE
The following data is the raw data and means comparisons plots for all wear variables and pipe
materials.
Rake Face – Tool Wear - Wear Area (mm^2)
L80 –
Table 15 – Raw Data for Rake Face – Tool Wear - Wear Area (mm^2), API L80
Figure 51 - Means Comparison Rake Face – Tool Wear - Wear Area (mm^2), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1300 0.1000 0.1100 0.1300 0.1300
0.1000 0.1000 0.1300 0.1200
0.1100 0.0800 0.1200 0.1300 0.1300
0.1002 0.1200 0.1100 0.1300
0.1300 0.0900 0.1300 0.1200 0.1400
0.1400 0.0800 0.1300 0.1300 0.1200
0.1200 0.0800 0.1200 0.1100 0.1600
0.1000 0.0700 0.1100 0.1100 0.1300
0.1100 0.1000 0.1000 0.1200
0.1000 0.1100 0.1200 0.1200

70
Table 16 - Wilcoxon Test for Rake Face – Tool Wear - Wear Area (mm^2), API L80
P110 -
Table 17 – Raw Data for Rake Face – Tool Wear - Wear Area (mm^2), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0900 0.0900 0.1100 0.1300 0.1300
0.1000 0.0700 0.1000 0.1300 0.1200
0.1100 0.0564 0.1100 0.1300 0.1100
0.1200 0.0800 0.1300 0.1300 0.1300
0.1500 0.0600 0.1300 0.1300 0.1200
0.1100 0.0700 0.1300 0.1200
0.0900 0.0700 0.1300 0.1200
0.0900 0.0700 0.1000 0.1100
0.0900 0.0800 0.1000
0.1000 0.0800 0.1100 0.1100

71
Figure 52 - Means Comparison Rake Face – Tool Wear - Wear Area (mm^2), API P110
Table 18 - Wilcoxon Test for Rake Face – Tool Wear - Wear Area (mm^2), API P110

72
Rake Face Top Edge – Tool Wear - Wear Width
L80 -
Table 19 - Raw Data for Rake Face Top Edge-Tool Wear-Wear Width (mm), API L80
Figure 53 - Means Comparison Rake Face Top Edge-Tool Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0400 0.0200 0.0366 0.0366 0.0466
0.0400 0.0333 0.0433 0.0433
0.0330 0.0330 0.0333 0.0433 0.0433
0.0330 0.0366 0.0366 0.0500
0.0433 0.0266 0.0433 0.0466 0.0466
0.0400 0.0300 0.0400 0.0466 0.0366
0.0366 0.0300 0.0400 0.0466 0.0500
0.0330 0.0266 0.0400 0.0366 0.0400
0.0366 0.0266 0.0433 0.0466
0.0333 0.0330 0.0400 0.0366

73
Table 20 - Wilcoxon Test for Rake Face Top Edge-Tool Wear-Wear Width (mm), API L80
P110 -
Table 21 - Raw Data for Rake Face Top Edge-Tool Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0433 0.0266 0.0300 0.0433 0.0400
0.0400 0.0300 0.0366 0.0400 0.0433
0.0466 0.0330 0.0366 0.0500 0.0433
0.0466 0.0300 0.0466 0.0400 0.0466
0.0533 0.0200 0.0466 0.0433 0.0500
0.0366 0.0300 0.0466 0.0433
0.0300 0.0300 0.0533 0.0433
0.0400 0.0300 0.0400 0.0366
0.0300 0.0330 0.0333
0.0366 0.0330 0.0400 0.0400
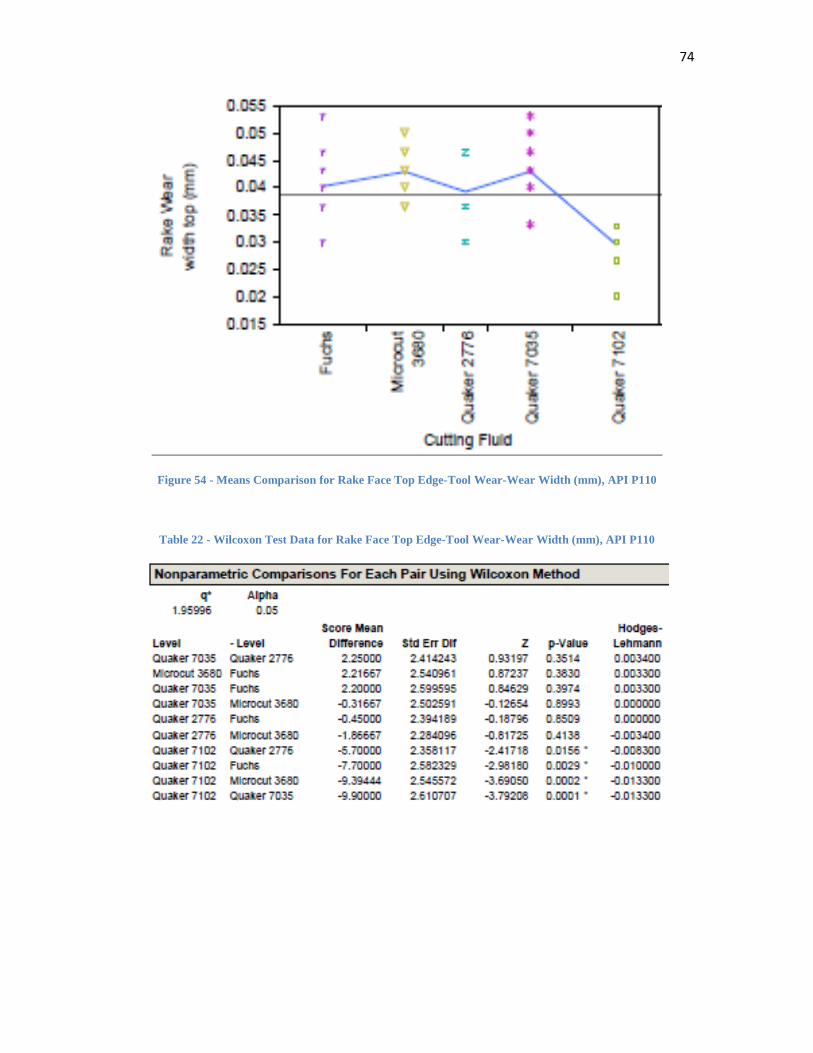
74
Figure 54 - Means Comparison for Rake Face Top Edge-Tool Wear-Wear Width (mm), API P110
Table 22 - Wilcoxon Test Data for Rake Face Top Edge-Tool Wear-Wear Width (mm), API P110

75
Rake Face Leading Edge – Tool Wear – Wear Width
L80 –
Table 23 - Raw Data for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API L80
Figure 55 - Means Comparison for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0375 0.0266 0.0300 0.0433 0.0400
0.0266 0.0300 0.0433 0.0333
0.0300 0.0330 0.0333 0.0433 0.0366
0.0300 0.0300 0.0366 0.0433
0.0300 0.0300 0.0400 0.0400 0.0500
0.0400 0.0200 0.0433 0.0400 0.0366
0.0366 0.0367 0.0433 0.0333 0.0466
0.0233 0.0300 0.0333 0.0466 0.0500
0.0366 0.0300 0.0400 0.0300
0.0266 0.0330 0.0433 0.0400

76
Table 24 - Wilcoxon Test Data for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API L80
P110 –
Table 25 - Raw Data for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0233 0.0300 0.0300 0.0400 0.0366
0.0330 0.0300 0.0300 0.0333 0.0366
0.0330 0.0200 0.0366 0.0433 0.0400
0.0300 0.0233 0.0330 0.0400 0.0366
0.0366 0.0233 0.0366 0.0400 0.0330
0.0233 0.0266 0.0366 0.0266
0.0300 0.0233 0.0366 0.0330
0.0166 0.0266 0.0400 0.0266
0.0200 0.0167 0.0400
0.0266 0.0266 0.0400 0.0266

77
Figure 56 - Means Comparison for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API P110
Table 26 - Wilcoxon Test Data for Rake Face Leading Edge-Tool Wear-Wear Width (mm), API P110

78
Rake Face Trailing Edge – Tool Wear – Wear Width
L80 –
Table 27 - Raw Data for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API L80
Figure 57 - Means Comparison for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0330 0.0433 0.0400 0.0433 0.0333
0.0366 0.0333 0.0466 0.0400
0.0366 0 0.0333 0.0366 0.0400
0.0233 0.0400 0.0333 0.0366
0.0433 0.0266 0.0366 0.0400 0.0366
0.0500 0.0200 0.0366 0.0466 0.0400
0.0333 0 0.0400 0.0333 0.0533
0.0333 0 0.0400 0.0300 0.0400
0.0466 0.0300 0.0200 0.0366
0.0300 0.0300 0.0300 0.0366

79
Table 28 - Wilcoxon Test Data for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API L80
P110 –
Table 29 - Raw Data for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0233 0 0.0300 0.0330 0.0466
0.0366 0 0.0300 0.0500 0.0400
0.0400 0 0.0333 0.0330 0.0330
0.0400 0.0266 0.0400 0.0400 0.0366
0.0433 0 0.0366 0.0500 0.0400
0.0366 0 0.0500 0.0366
0.0333 0 0.0333 0.0366
0.0366 0 0.0266 0.0333
0.0400 0.0266 0.0266
0.0333 0 0.0300 0.0400

80
Figure 58 - Means Comparison for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API P110
Table 30 - Wilcoxon Test Data for Rake Face Trailing Edge-Tool Wear-Wear Width (mm), API P110

81
Rake Face – Tool Wear - Crater Area
L80 –
Table 31 - Raw Data for Rake Face-Tool Wear-Crater Area (mm^2), API L80
Figure 59 - Means Comparison for Rake Face-Tool Wear-Crater Area (mm^2), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0200 0 0 0 0
0.0050 0 0 0
0 0 0 0 0
0 0 0 0
0.0200 0 0 0 0
0 0 0 0 0
0 0 0 0 0
0.0026 0 0 0 0
0 0 0 0
0 0.0300 0 0

82
Table 32 - Wilcoxon Test Data for Rake Face-Tool Wear-Crater Area (mm^2), API L80
P110 -
Table 33 - Raw Data for Rake Face-Tool Wear-Crater Area (mm^2), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0 0 0 0 0
0 0 0 0 0
0 0 0 0 0
0 0 0 0 0
0.040 0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0
0 0 0 0

83
Figure 60 - Means Comparison for Rake Face-Tool Wear-Crater Area (mm^2), API P110
Table 34 - Wilcoxon Test Data for Rake Face-Tool Wear-Crater Area (mm^2), API P110

84
Rake Face Leading Edge – Coating Wear – Wear Width
L80 –
Table 35 - Raw Data for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API L80
Figure 61- Means Comparison for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.2000 0 0 0 0
0.1966 0 0 0
0.1866 0 0.0933 0 0
0 0.1100 0 0
0.1733 0 0.0966 0.0866 0
0.1866 0 0 0 0
0.1866 0 0 0 0
0.1833 0 0 0 0
0.2200 0 0 0
0.1866 0 0 0

85
Table 36 - Wilcoxon Test Data for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API L80
P110 –
Table 37 - Raw Data for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1325 0 0.1666 0.1100 0.0866
0.1266 0.1000 0.0933 0.0866 0.0933
0.1500 0.0567 0.0966 0.0900 0.1266
0.1200 0.0600 0.1133 0.1033 0.1000
0.1100 0.0700 0.1033 0.1400 0.1266
0.1233 0 0.1033 0.1000
0.1133 0 0.0900 0.1300
0.1033 0 0.1000 0.0866
0.0600 0 0.0933
0.0966 0.0767 0.1366 0.0666
86
Figure 62 - Means Comparison for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API P110
Table 38 - Wilcoxon Test Data for Rake Face Leading Edge-Coating Wear-Wear Width (mm), API P110

87
Rake Face Top Edge – Coating Wear – Wear Width
L80 –
Table 39 - Raw Data for Rake Face Top Edge-Coating Wear-Wear Width (mm), API L80
Figure 63- Means Comparison for Rake Face Top Edge-Coating Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1400 0 0 0 0
0.1866 0 0 0
0.2033 0 0.1000 0 0
0 0.0866 0 0
0.1933 0 0.0866 0.0900 0
0.2033 0 0 0 0
0.1966 0 0 0 0
0.1800 0 0 0 0
0.1833 0 0 0
0.2066 0 0 0
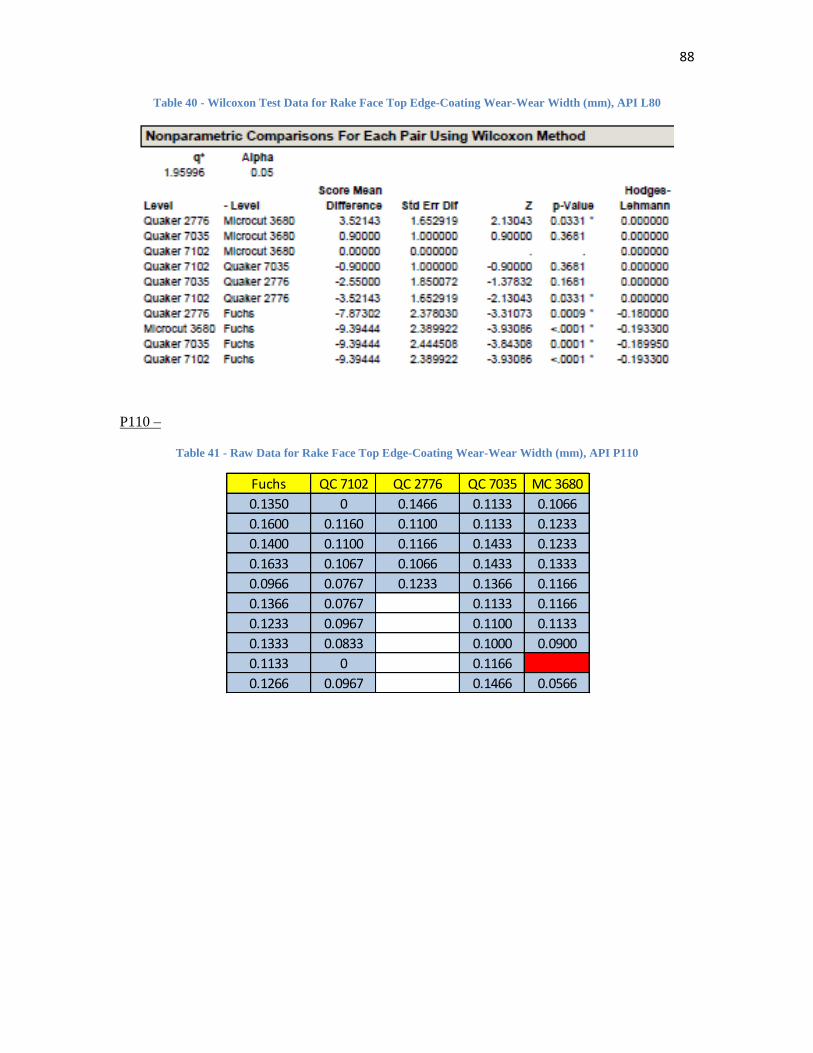
88
Table 40 - Wilcoxon Test Data for Rake Face Top Edge-Coating Wear-Wear Width (mm), API L80
P110 –
Table 41 - Raw Data for Rake Face Top Edge-Coating Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1350 0 0.1466 0.1133 0.1066
0.1600 0.1160 0.1100 0.1133 0.1233
0.1400 0.1100 0.1166 0.1433 0.1233
0.1633 0.1067 0.1066 0.1433 0.1333
0.0966 0.0767 0.1233 0.1366 0.1166
0.1366 0.0767 0.1133 0.1166
0.1233 0.0967 0.1100 0.1133
0.1333 0.0833 0.1000 0.0900
0.1133 0 0.1166
0.1266 0.0967 0.1466 0.0566

89
Figure 64 - Means Comparison for Rake Face Top Edge-Coating Wear-Wear Width (mm), API P110
Table 42 - Wilcoxon Test Data for Rake Face Top Edge-Coating Wear-Wear Width (mm), API P110

90
Leading Flank – Tool Wear – Wear Area
L80 –
Table 43 - Raw Data for Leading Flank-Tool Wear-Wear Area (mm^2), API L80
Figure 65 - Means Comparison for Leading Flank-Tool Wear-Wear Area (mm^2), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0400 0.0500 0.0500 0.0500 0.0500
0.0400 0.0400 0.0500 0.0400
0.0500 0.0300 0.0500 0.0500 0.0500
0.0400 0.0500 0.0400 0.0500
0.0500 0.0300 0.0600 0.0500 0.0500
0.0500 0.0400 0.0600 0.0400 0.0500
0.0500 0.0500 0.0400 0.0400 0.0600
0.0400 0.0300 0.0500 0.0400 0.0400
0.0400 0.0400 0.0400 0.0500
0.0400 0.0600 0.0400 0.0400
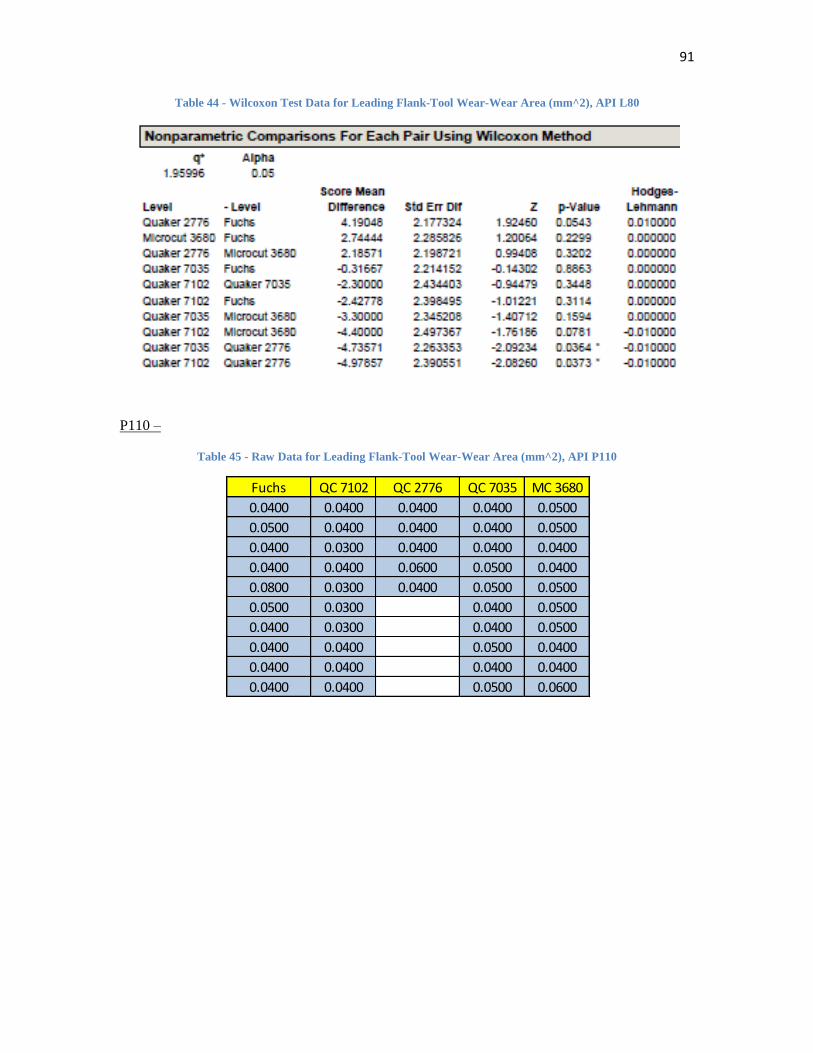
91
Table 44 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear Area (mm^2), API L80
P110 –
Table 45 - Raw Data for Leading Flank-Tool Wear-Wear Area (mm^2), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0400 0.0400 0.0400 0.0400 0.0500
0.0500 0.0400 0.0400 0.0400 0.0500
0.0400 0.0300 0.0400 0.0400 0.0400
0.0400 0.0400 0.0600 0.0500 0.0400
0.0800 0.0300 0.0400 0.0500 0.0500
0.0500 0.0300 0.0400 0.0500
0.0400 0.0300 0.0400 0.0500
0.0400 0.0400 0.0500 0.0400
0.0400 0.0400 0.0400 0.0400
0.0400 0.0400 0.0500 0.0600

92
Figure 66 - Means Comparison for Leading Flank-Tool Wear-Wear Area (mm^2), API P110
Table 46 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear Area (mm^2), API P110

93
Leading Flank – Tool Wear – Wear Width
L80 –
Table 47 - Raw Data for Leading Flank-Tool Wear-Wear Width (mm), API L80
Figure 67 - Means Comparison for Leading Flank-Tool Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0400 0.0467 0.0466 0.0466 0.0400
0.0366 0.0267 0.0433 0.0330
0.0330 0.0267 0.0466 0.0500 0.0500
0.0330 0.0400 0.0433 0.0433
0.0366 0.0266 0.0500 0.0466 0.0500
0.0400 0.0300 0.0466 0.0366 0.0433
0.0400 0.0300 0.0400 0.0433 0.0500
0.0433 0.0300 0.0500 0.0366 0.0366
0.0366 0.0300 0.0366 0.0400
0.0366 0.0330 0.0333 0.0366
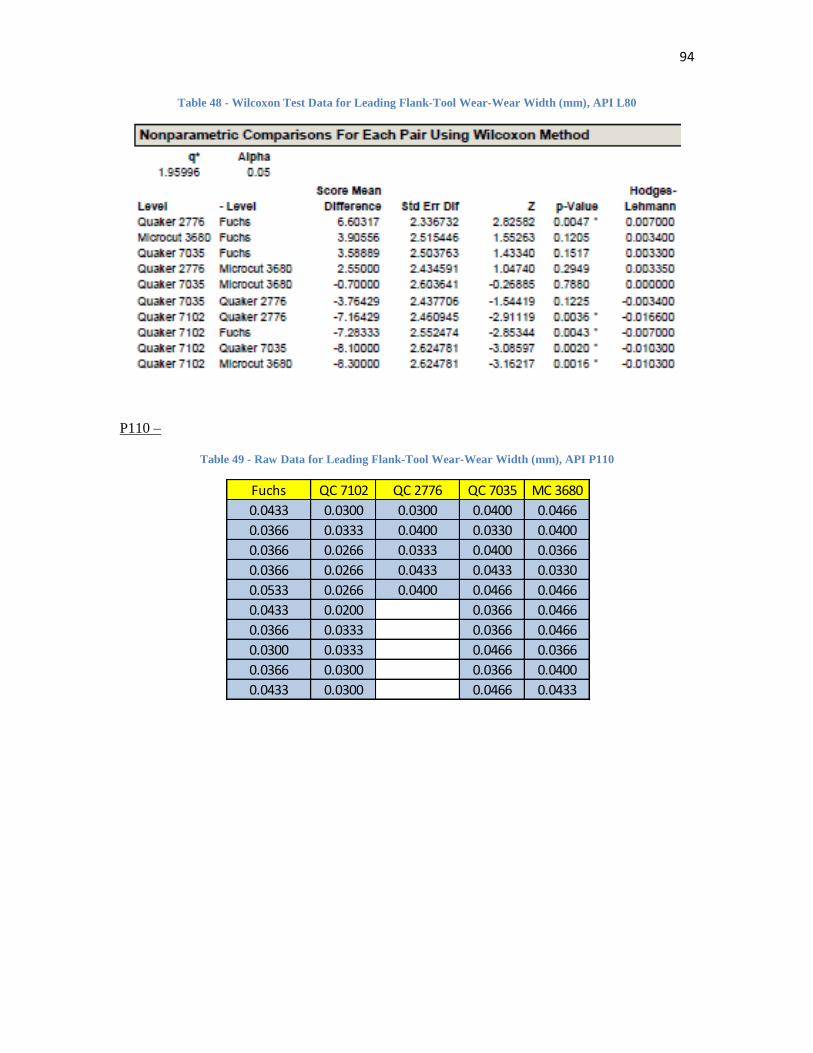
94
Table 48 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear Width (mm), API L80
P110 –
Table 49 - Raw Data for Leading Flank-Tool Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.0433 0.0300 0.0300 0.0400 0.0466
0.0366 0.0333 0.0400 0.0330 0.0400
0.0366 0.0266 0.0333 0.0400 0.0366
0.0366 0.0266 0.0433 0.0433 0.0330
0.0533 0.0266 0.0400 0.0466 0.0466
0.0433 0.0200 0.0366 0.0466
0.0366 0.0333 0.0366 0.0466
0.0300 0.0333 0.0466 0.0366
0.0366 0.0300 0.0366 0.0400
0.0433 0.0300 0.0466 0.0433

95
Figure 68 - Means Comparison for Leading Flank-Tool Wear-Wear Width (mm), API P110
Table 50 - Wilcoxon Test Data for Leading Flank-Tool Wear-Wear Width (mm), API P110

96
Top Flank – Tool Wear – Wear Width
L80 –
Table 51 - Raw Data for Top Flank-Tool Wear-Wear Width (mm), API L80
Figure 69 - Means Comparison for Top Flank-Tool Wear-Wear Width (mm), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1300 0.0500 0.0533 0.0500 0.0433
0.1300 0.0367 0.0466 0.0400
0.1133 0.0266 0.0500 0.0466 0.0300
0.0433 0.0400 0.0400 0.0366
0.1400 0.0567 0.0566 0.0400 0.0466
0.1200 0.0000 0.0533 0.0333 0.0300
0.0933 0.0433 0.0400 0.0433 0.0400
0.0966 0.0400 0.0566 0.0400 0.0366
0.1000 0.0500 0.0400 0.0333
0.0833 0.0700 0.0533 0.0366

97
Table 52 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Width (mm), API L80
P110 –
Table 53 - Raw Data for Top Flank-Tool Wear-Wear Width (mm), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1200 0.0800 0.0433 0.0566 0.0633
0.1400 0.0933 0.0600 0.0466 0.0566
0.1033 0.0633 0.0600 0.0533 0.0400
0.1133 0.0933 0.0566 0.0533 0.0433
0.1866 0.0500 0.0466 0.0533 0.0400
0.1366 0.0500 0.0566 0.0466
0.1133 0.0700 0.0400 0.0400
0.1100 0.0433 0.0500 0.0466
0.1133 0.0433 0.0566
0.1300 0.0633 0.0700 0.1000

98
Figure 70 - Means Comparison for Top Flank-Tool Wear-Wear Width (mm), API P110
Table 54 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Width (mm), API P110

99
Top Flank – Tool Wear – Wear Area
L80 –
Table 55 - Raw Data for Top Flank-Tool Wear-Wear Area (mm^2), API L80
Figure 71 - Means Comparison for Top Flank-Tool Wear-Wear Area (mm^2), API L80
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1300 0.0700 0.0500 0.0600 0.0500
0.1000 0.0500 0.0500 0.0500
0.1100 0.0300 0.0500 0.0500 0.0400
0.0500 0.0500 0.0400 0.0500
0.1200 0.0700 0.0500 0.0500 0.0400
0.1200 0.0300 0.0600 0.0400 0.0500
0.1000 0.0400 0.0600 0.0500 0.0400
0.1000 0.0500 0.0600 0.0400 0.0400
0.1100 0.0700 0.0400 0.0500
0.1000 0.1100 0.0600 0.0500

100
Table 56 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Area (mm^2), API L80
P110 –
Table 57 - Raw Data for Top Flank-Tool Wear-Wear Area (mm^2), API P110
Fuchs QC 7102 QC 2776 QC 7035 MC 3680
0.1300 0.0900 0.0400 0.0600 0.0700
0.1200 0.1000 0.0700 0.0500 0.0600
0.0900 0.0700 0.0600 0.0600 0.0500
0.1200 0.1100 0.0700 0.0500 0.0500
0.2900 0.0500 0.0500 0.0500 0.0500
0.1200 0.0600 0.0600 0.0500
0.1100 0.0800 0.0600 0.0500
0.1000 0.0600 0.0500 0.0600
0.1100 0.0400 0.0500
0.1200 0.0800 0.0600 0.1100

101
Figure 72 - Means Comparison for Top Flank-Tool Wear-Wear Area (mm^2), API P110
Table 58 - Wilcoxon Test Data for Top Flank-Tool Wear-Wear Area (mm^2), API P110

102
APPENDIX C – EXAMPLE PICTURES SHOWING THREAD WEAR
Figure 73 - A Chipped Rake Face of an Insert Used to Machine API L80 with EcoCool
Figure 74 – An Insert that was used to Machine API L80 with QC7035

103
Figure 75 – An Insert that was Chipped while Machining API P110 with MC3680
Figure 76 - Leading Flank of an Insert that was used to Machine API P110 with QC7102

104
Figure 77 – Top Flank of an Insert that was used to Machine API L80 with QC2776

105
REFERENCES
1. International Organization for Standardization. Tool-life testing with single-point
turning tools, 1993. ISO 3685.
2. L. De Chiffre (I), W. Belluco. Comparison of Methods for Cutting Fluid
Performance Testing Annals of the CIRP Vol. 49/1/2000
3. Wisley Falco Sales, Anselmo Eduardo Diniz and Álisson Rocha Machado.
Application of Cutting Fluids in Machining Processes. Journal of the Brazilian
Society of Mechanical Sciences
Print version ISSN 0100-7386
J. Braz. Soc. Mech. Sci. vol.23 no.2 Rio de Janeiro 2001
4. Dwight V. Squire, Chol K. Syn and Bradely L. Fix. Machinability. Study of
Aermet 100. Manufacturing and Materials Engineering Division, Lawrence
Livermore National Laboratory, Livermore CA 94550.
5. M. Kious, A. Ouahabi, M. Boudraa, R. Serra, A. Cheknane. Detection process
approach of tool wear in high speed milling Measurement 43 (2010) 1439–1446
6. Viktor P. Astakhov. The assessment of cutting tool wear. International journal of
machine tool & manufacture. November 2003
7. JMP 9.0.0, copyright 2010 SAS Institute Inc.
8. Erik Oberg, Franklin D. Jones, Holbrook L. Horton, Henry H. Ryffel. Robert E.
Green. Machinery‘s Handbook, 24th edition. 1991
9. Dragos A. Axinte, Walter Belluco, Leonardo De Chiffre. Reliable tool life
measurements in turning — an application to cutting fluid efficiency evaluation
International Journal of Machine Tools & Manufacture 41 (2001) 1003–1014
10. W. K. Mook & H. H. Shahabi & M. M. Ratnam. Measurement of nose radius wear
in turning tools from a single 2D image using machine vision Int J Adv Manuf
Technol (2009) 43:217–225
11. J. Jurkovic, M. Korosec, J. Kopac. New approach in tool wear measuring
technique using CCD vision system International Journal of Machine Tools &
Manufacture 45 (2005) 1023–1030
12. G. Byrne, D. Dornfeld, I. lnasaki, G. Ketteler, W. Konig and R. Teti. Tool
Condition Monitoring (TCM) - The Status quo and Industrial Application Research
Annals of the CIRP Vol. 44/2/1995
106
13. W.H. Wang, G.S. Hong and Y.S. Wong. Flank wear measurement by a threshold
independent method with sub-pixel accuracy International Journal of Machine Tools
& Manufacture 46 (2006) 199–207
14. Yi Liao David A. Stephenson Jun Ni. Assessment of tool wear based on surface
texture parameters Proceedings of the ASME 2009 International Manufacturing
Science and Engineering Conference MSEC2009 October 4-7, 2009, West Lafayette,
Indiana, USA
15. F. Giusti, M. Santochi and G. Tantussi. On-line sensing of flank and crater wear of
cutting tools, Ann. CIRP 36, 41-44 (1987).
16. Li Dan and J. Mathew. Tool wear and Failure monitoring techniques For turning a
review Int. J. Mach. Tools Manufact. Vol. 30. No. 4, pp. 579-598. 1990.
17. Xihui Liu, Chen Zhang, Jiwen Fang, Song Guo. New Method of Tool Wear
Measurement 2010 International Conference on Electrical and Control Engineering
Jun 25, 2010 - Jun 27, 2010 Wuhan, China
18. H. H. Shahabi & M. M. Ratnam. Assessment of flank wear and nose radius wear
from workpiece roughness profile in turning operation using machine vision Int J
Adv Manuf Technol (2009) 43:11–21
19. L. De Chiffre (I), W. Belluco. Comparison of Methods for Cutting Fluid
Performance Testing Annals of the CIRP Vol. 49/1/2000