analyzing on apperal merchandising
TRANSCRIPT

Analysing on Apparel Merchandising
A Prepared By: Supervised By:
Md.Abul Hossain.
Id:09221085
Batch:12-th.
Muhassina Ahmed
Assistant Professor
Dept.of Textile Engineering.
City University of Bangladesh

INTRODUCTION
Bangladesh is an under developing Country. The development and progress
of the country largely depends on export performance. In case of Bangladesh
among the export sectors the ready-made garments(RMG) are the main
earning source of foreign currency. In the garment and Textile industry,
merchandisers have been playing a vital role for the execution of export
orders. There are large number of merchandising personnel who are working
in the garment and textile sub-sectors.
In Eastern Europe, particularly in Russia, the term “merchandising”
Basically a merchandiser is someone who is continuously involved in
business promotion by buying and selling of goods.
The merchandiser is the person whose responsibility is to execute the orders
perfectly as per the costing and pricing.

TYPES & HIGHLIGHTS WORK OF MERCHANDISING
Two type of merchandising done in garment exports
1. Marketing merchandising. 2. Product merchandising.
work of Merchandising
To collect buyers addresses & contact with the buyers sending formal letters/profile.
Receiving buyer’s response and providing price quotation & Receiving samples . To furnish the pro-forma invoice and sending lab-dips of the materials (FAB & ACC)
Receiving the master L/C . floor booking , transfer authentication of the L/C .
Pushing the factory taking initial procurement to open the back-to-back L/C by bank.
Searching reliable fabric and accessories
To monitor the shipment of raw materials and arrival in the factory.
To order the test cutting with quality, check/inspect/advise for the bulk production.
To monitor production, quality and delivery.
Sending Samples to the buyer for approval.
Collecting accessories form different Suppliers.
Giving order to the specified garment factory.
Communicate with all the respective parties.
Coordinating the whole process at a regular manner.
Merchandiser is he who builds up relationship with the buyer and acts as a seller. He
plays a vital role in an organization in a sense that he bears more responsibility than
other in regards to execution of an order.
His aim is to impress the buyers by means of Right PQQT

KEY RESPONSIBILITY OF MERCHANDISING
Product Development
Market and product Analysis
Selling the concept
Booking orders
Confirming Deliveries
Designing and Sampling
Costing
Raw Material
Flow Monitoring
Production Follow Ups
Payments Follows
Internal & external communication,
Sampling
Lab dips
Accessories & trims
Preparing internal order sheets
Preparing purchase orders
Advising and assisting production,
Advising quality department about quality level
Mediating production and quality departments
Giving shipping instructions and following shipping,
Helping documentation department
Taking responsibility for inspections
Following up the shipment

MERCHANDISER SHOULD HAVE KNOWLEDGE IN FOLLOWING TOPICS
Textile Fiber (two types)
Natural Fibers : (sheep, goats, camelids, etc.) or vegetable-based fibers (cotton, flax, linen, and other plant fibers). Mineral fibers (asbestos, etc)
Synthetic fibers : nylon, polyester, acetates.
Yarn:
1. Single Yarn
a) Continuous Filament b) Spun Yarn C) Modified Continuous Filament.
2. Multi-folded Yarn/ Ply Yarn 3. Cabled Yarn.
4. Complex Yarn 5. Fancy Yarn.
Yarn Count:
Count is a number of indicating the mass per unit length or length per unit mass of
yarn.
Direct System (Length Fixed):
A). Tex B) Denier C) Pounds Per Spindle:
2.Indirect System ( Weight Fixed):
A). English Cotton Count B) Metric Count C) Worsted count:

SAMPLE
WOVEN FABRIC

Boiled wool Single knits Four-way stretch knits
Bunting Pique knit Jersey Knit
Sweater knits Rib knits Jersey

Double knits Slub knitt Rib knits
Tricot Double knit Fleece knit
Two-way stretch knits Power net Milanese

TECHNICAL SUPPORT FOR MERCHANDISER
Dyeing: Dyeing is the process of adding color to Textile
products like fibers, yarns, and fabrics.
Types of Dye & Use:
Dye Use
Acid Dye wool, nylon
Basic Dye acrylic, some polyesters
Direct Dye Cotton, rayon, other cellulosic’s
Disperse Dye polyester, acetate, other synthetics
Reactive Dye cotton, other cellulosic's, wool
Sulpher Dye cotton, other cellulosic's
Vat Dye cotton, other cellulosic's

Different Types Of Printing
Block Printing Digital printing Warp Printing
Burn Out Prints Plissé Prints Transfer Printing
Roller Printing Direct Printing Duplex Printing

Different Types Of Printing
Resist Printing Stencil Printing Spray Painting
Foil Printing Flock printing Discharge Printing
Screen Printing Batik Dyeing Jet Spray Printing

GARMENT FINISH
Pre –Shrinking Finish: Pre-shirking is needed almost on all fabrics because most textile materials
shrink when washed.
Softening Finish: Fabric softening is generally done together with desizing.
Brush and Sanding Finish: In many cases we may finish the fabric by brushing or sanding to give them smooth velvet–like or suede-like surface.
Mercerizing and Singeing Finish: Singeing and mercerizing are in many cases related and done at the same time. Singeing is passing the fabric through a flame (fire) so that the hair and nubs of the fabric are burnt off to give it a clean surface.
Resin Finish: Resin finish is to stabilize the fiber to make it shrinkage and crease resistant.
Permanent Press Finish: Permanent Press Finish (P.P. Finish) is generally done on TC fabrics;.
Water Repellent Finish: Water repellant finish is different from water proof finish. It means water, if showered on the fabric briefly, cannot make the fabric wet.eg. Rain coat, Umbrella.
Water Proof Finish: water cannot showered into the fabric by this finish even air cannot pass easily.eg. Tripol, Hose pipe treat by fats, wax, rubber etc.
Peach Skin Finish: Peach skin is a smooth finish applied to finely woven Micro Fiber fabric.
Soil Release Finish: Repel the stains and soil using repellants such as flour chemicals or create a surface that aids the removal of soils when cleaning or laundering using chemicals based on poly-acrylic acid.
Fire Retardant Finish: The finishing of fabrics with flame retardants can reduce the tendency to burn or reduce the tendency to propagate the flame.
Sanforization Finish: Shrinkage in garments is very important issue because when they shrink out of size, they cannot be worn.

GARMENT WASH
Normal wash/ garment wash/rinse wash
Pigment wash
Caustic wash
Enzyme wash
Stone wash
Stone enzyme wash
Tinting (Tie) & Over Dyeing(Dip Dyeing)
Super white wash hydroxyl
Bleach was
Acid wash
Silicon wash
Laundry wash
Monkey wash
Ring wash
Wrinkle wash
Sand blasting

Apparel Washing : Apparel Washing is the process to remove dirt and dust grey or color garments by
chemical to get good appearance and distinct performance of apparel.
Normal Wash : Wash in hot water (of about 40˚c) added with softener and detergent for 5-15 minutes.
Ringed in plain water and dry in tumble dryer.
Acid Wash : Acid wash mainly use for heavy fabric like Jeans and Denim. Acid wash is very common
with stone. Acid stone wash is very common term. During acid wash pumic stone is used. During loading
and unloading of the garments in the washing m/c. counting of garment should be done to avoid double
treatment of garment. If garment is double treat , then the garments will be rejected.
Wrinkle Wash : By using wrinkle wash chemical (Emxopret Eco) wash the garment to get wrinkle effect
on fabric of body .After giving and applying chemical conditioning (by sun light) is done. Finally drying.
Pigment wash : The purpose of the pigment wash is to get the solid color to fade evenly in washing ,
leading a prominent wash effect on the garment . Pigment wash needs 50˚c to 60˚c to wash .Then rinse in
plain water and dry in tumble dryer.
Stone wash : The idea of washing with porous volcanic stones is to give the garment a strong and rough
wash to achieve the pronounced washed effect through abrasion on the exposed areas, such as seams and
pocket corners.

Enzyme Wash : Enzyme is one kind of bio catalyst which used to break some of the fibers on the surface in
order to give the fabric soft ,sanded or “peached” effect. If garment is made of indigo denim, enzyme can replaced of stone, to give the denim a stone wash look, with better, nicer blue and white contrast on the
surface.
Bleach Washing : Bleach wash is simple; you just have to add bleach to the water in the tumble for
washing .Washing time is very important because any garment over-bleached cannot be corrected.
Laundry Washing : This is one kind of home washing. Apparel wash with some added of detergent at
30˚c for 1.5 hours. Finally squeeze and dried.
Monkey wash : It is one kind of dry wash. By using sand blast it make fading effect in a certain period.
Specially this wash is done on the garments made from denim or jeans pant. This wash occurred on a pant
by following monkey’s body, so it is called monkey wash.
Tinting (Tie) & Over Dyeing(Dip Dyeing) : In over dye, the garment should be put into tumble to dye into
the color you want. Direct or reactive dye depend on the dyed fabric or yarn which is used to apply. If you
use direct dye cost will be save. You must use color fixing agent after dyeing to make the color more stable.
Ring Wash : It is one kind of normal wash used for Woven garments. In this wash process softener -1%
and acid -0.5% are used at 40˚c for10-20 minutes.

Stone Enzyme Wash : At present ,in our country maximum denim garment is
washing by stone enzyme wash process. You can achieve a distinct effect by
combination of stone and enzyme. Every process almost same ,but after desizing and
hot wash stone enzyme process is done.
Super White Wash/ Magic Wash : Super White Wash is done on the garments made
from cotton grey fabrics. Due to this type of wash garments become extremely white.
You should use Whitening/OBA/ Fluorescent powder in the finishing process to make
the part whitener.
Silicon Wash : To soft the fabric silicon is used, but enzyme silicon wash and Stone
silicon wash is more popular for providing softer feel and good drape to the polyester/
cellulosic blended fabric. It also use Jean & Denim after enzyme or stone wash.
Silicon wash is popular for Sweater.
Caustic Wash : Caustic wash is very easy and common garments wash. This process is
done by two step. First step is pigment wash and last one is caustic wash. In this
process , garment treat with caustic solution (NaOH) at 80˚c for 1 hour 30 minutes.

Sand Blasting : It is one kind of mechanical wash process. It gives faded effect on
garments made from heavy fabric like Denim & Jeans. At present sand blasting is a very
popular garments wash, because of it is cheap and very good fading effect can be done. The
sand blasting process normally followed by a wash or dyeing process, The subsequent wash
may be normal wash, bleach wash, enzyme wash, over dyeing etc. For sand blasting ,nozzle
(dia-1/1.5 mm) ,tunnel board, compressor and chemical Al2O3 (sand) used. Aluminum m
oxide is used for sand blasting and imported from China. Turkey. Aluminum oxide looks
like normal sand , but very hard and fine granular. In this process fading is done on the
premarked areas of the garments patterns or design by folding or blocking techniques. The
area of garments fabric surface is instantly faded by blowing action of Aluminum oxide due
to frictional effect of Aluminum oxide.
De luster Process : De luster is one kind of chemical washing which create faded effect
and make dull of garments color. It makes extra looking of garments, Manmade fiber has a
natural brightness. By de luster process make the fiber semi dull or dull by white pigment i.e
Tetanium di oxide. For de luster process dyes which used for dyeing must have know before
processing then choose de luster chemical. For de luster of vat dyed fabric hydrous
(Na2S2O4) & caustic soda (NaOH)is used.

GARMENT ACCESSORIES & TRIMMINGS
ZIPPER/FASTENER
SEWING THREAD
LABELS : Main, Size, Care, Content, price, patch etc.
BUTTON : Horn, Metal, Seed etc
ELASTIC : Cotton, Polyester etc.
EYELET : Antique Matching etc
VELCRO : Hook & Pile
STRING/CORD : Cotton, Polyester etc.
PLASTIC CLIP
TAGS : Price tag, Hand Tag
STICKER : Hook & Pile
TAGPIN
HANGER
POLYBAG
BLISTER BAG
SCOTCH TAPE
GUMTAPE
CARTON : 3ply, 5ply, Size (L, W. H)

DEFECTS
Sewing defects
Open seams, wrong stitching techniques, non- matching threads, missing stitches, improper
creasing of the garment, erroneous thread tension and raw edges are some of the sewing defects
which can affect the garment quality adversely.
Color defects
Variation of color between the sample and the final garment, wrong color combinations and
mismatching dyes should always be avoided.
Sizing defects
Wrong gradation of sizes, difference in measurement of various parts of a garment like sleeves of
XL size for body of L size garment can deteriorate the garments beyond repair.
Garment defects
Broken or defective buttons, snaps, stitches, different shades within the same garment, dropped
stitches, exposed notches and raw edges, fabric defects, holes, faulty zippers, loose or hanging
sewing threads, misaligned buttons and holes, missing buttons, needle cuts or chews, pulled or
loose yarn, stains, unfinished buttonhole, short zippers, inappropriate trimmings etc. all can lead to
the end of a brand name even before its establishment.

MERCHANDISING FUNCTION

WORKFLOW OF SAMPLING
Salesmen samples or promotional samples
Proto samples or fit samples
Counter samples or reference samples or approval samples
Wash test samples
Photo samples
Fashion show samples
Pre-production samples
Production samples
Shipment samples

DEVELOP A SAMPLE:
SAMPLE IS THE PHYSICAL FORM OF BUYER’S SPECIFICATION OR STYLE/DESIGN.
AFTER DRAW A CACHE A SAMPLE IS PREPARED FOR THE BUYERS AND SENDS TO THE
BUYERS. SAMPLING MAY BE IN TWO WAYS.
1. SAMPLING AFTER CONFIRMATION PRICE.
2. SAMPLING BEFORE CONFIRMATION PRICE. FOR SAMPLING A MERCHANDISER NEED
FABRICS, YARN, LEVEL, ETC.
TYPES OF SAMPLE/STAGES OF SAMPLE:
1.1ST PATTERN: THE FIRST PHYSICAL VERSION OF ANY GARMENT AS PER THE
ARTWORK DONE BY DESIGNER AND/OR DEVELOPER.
2. 2ND PATTERN: USUALLY DESIGNER/ DEVELOPER ALWAYS ASKS FOR SOME
CHANGES TO THE FIRST PATTERN. SECOND PATTERN IS MADE AS PER COMMENTS.
3.SALES MAN SAMPLE:
SAMPLE IS MADE WHEN PRICE IS CONFIRMED AND ORDERS ARE ON SPECULATION,
USUALLY IN L SIZE IN ALL COLOR COMBINATIONS WHICH IS EXPECTED
4.PRODUCTION:
IT IS A REFERENCE TO THE BUYER THAT THE BULK IS BEING PRODUCED AS PER
SPECIFICATION. BUYER WANTS TO BE ASSURED THAT CORRECT MATERIAL IS
SOURCED AND LINE WORKMANSHIP CONFIRM TO THE QUALITY.

MARKETING/DEVELOPING SAMPLE:
5.COUNTER SAMPLE :(BASED ON BUYER REQUIREMENT,):
WHERE FIRST PATTERN IS MADE ON DESIGNERS ARTWORK, COUNTER
SAMPLE IS TO MAKE NOT ON DESIGNER’S ARTWORK, HAS TO FOLLOW ANOTHER SAMPLE GIVEN BY THE MERCHANDISER
6.FIT SAMPLE/RED TAG SAMPLE/ PROTO TYPE SAMPLE:
SAMPLES ARE MADE WITH ACTUAL COLOR AND MATERIAL TO BE WORN BY
THE MODELS ON THE EVENT OF SHOOTING FOR CATALOG.
7.APPROVAL SAMPLE:
IN ANY DISCRETE PERIOD OF TIME, WHENEVER IT REQUIRED ANY REVISION
IN THE SAMPLE, A NEW SAMPLE IS MADE (SOME TIMES MOCK-UP IS
WORKABLE TOO) AS PER NEW SPECIFICATION. IT IS SENT TO BUYER FOR HIS
APPROVAL OF THE CONFORMITY THAT- THE REVISION IS DONE CORRECTLY.

8.PREPRODUCTION SAMPLE/SIZE SET SAMPLE :
WHEN MATERIAL FOR BULK PRODUCTION ARRIVED, FACTORY MAKES A SAMPLE WITH THE
ACTUAL MATERIAL AND SENDS TO BUYER.
9.PRODUCTION SAMPLE:
THE SAMPLE IS GIVEN TO THE BUYER FROM THE PRODUCTION LINE IN THE PRODUCTION FLOOR
IS CALLED PRODUCTION SAMPLE.
10.SHIPPING SAMPLE:
A SAMPLE IS KEPT FROM EVERY PRE SHIPPING INSPECTION TO BE REFERRED, IF REQUIRED,
AFTER THE ORDER HAS BEEN DELIVERED. USUALLY FOR ANY DISPUTES (E.G. CLAIM) SHIPPING
SAMPLE IS IMPORTANT.
11.MOCK UP SAMPLE:
ANY PART OF THE GARMENT TO MAKE FOR PARTICULAR PURPOSE, NOT COMPLETE GARMENT.
SOMETIMES IT IS NECESSARY TO SEND TO THE BUYER ANY PART OF THE GARMENTS, SUCH AS
SLEEVE, COLLAR, NECK ETC AND SOME ACCESSORIES.
SWATCH:
SWATCH IS A PRESENTATION OF ALL THE MATERIALS IS (FABRIC & ACCESSORIES) USED FOR ANY
SPECIFIC STYLE/ORDER. USUALLY SMALL PIECE OF FABRIC AND EACH PIECE OF ACCESSORIES
ARE ATTACHED IN BOARD PAPER IN A SYSTEMATIC MANNER. SWATCH IS VERY IMPORTANT FOR
PRODUCTION LINE TO MAKE THE CORRECT CONSTRUCTION OF A GARMENT AND QC
DEPARTMENT ENSURES IT.

WORKFLOW OF SAMPLING

MEASUREMENT OF A SHIRT


FABRIC CONSUMPTION CALCULATION OF A WOVEN SHIRT
Rules:
{1/2 Chest X (B length + Sleeve length)}X 2 / 36 / Fabric width + wastes %
Body length = Body length + Seam allowance. (In case of wash garments, washing allowance to be added) Body width = Chest width + Seam allowance. (In case of wash garments, washing allowance to be added) Sleeve Length = Sleeve length + Seam allowance. (In case of wash garments, washing allowance to be added) Suppose: Body length = 32" + 1" (Seam Allowance ) = 33" Sleeve length = 23" + 2.5" (Cuff width) + 1.5" (Seam Allowance) = 27" 1/2 Chest Width = 24" + 1" (S.A) + 3" Pleat width = 28" Formula: = {1/2 Chest X (B length + Sleeve length)} X 2 / 36 / Fabric width + wastes % = {28" X (33+27)} X 2 / 36 / 44 + 5% = (28X60) X 2 / 36 / 44 + 5% = 2.22 YDS / PC

FABRIC CONSUMPTION CALCULATION OF A KNIT T-SHIRT
Rules: {(B/length + S/length + Sewing Allowance) X (1/2 Chest + Sewing Allowance)}X 2 X GSM X 12 /
10000000 + Wastage%
Body Length + Sleeve Length + 10 (for folding {sleeve & bottom}) * (1/2 Chest width + 4 C.M.) * 2 / 10,000 * G.S.M. (Gram per
square meter) Range / 1000 * 12 + 10% (wastages)
= K.G. per Dozen
Body length of the garments in cm - 73 cm
Sleeve length of the garments in cm - 19.5 cm
Approximate sewing allowance at body hem, shoulder joint, sleeve hem & armhole joint
(in cm). Say it is - 10 cm
Chest width (1/2) in cm - 52 cm
Approximate sewing allowance at both side seam (in cm) - 4 cm
Fabric GSM (finish) - 160 gsm
Approximate fabric wastage in various stages - 10%
{(73 + 19.5 + 10) X (52 + 4)} X 2 X 160 X 12 / 10000000 + 10%
= (102.5 X 56) X 2 X 160 X 12 / 10000000 + 10%
= 5740 X 2 X 160 X 12 /10000000 +10%
= 22041600 / 10000000 + 10%
= 2.20416 + 10 %
= 2.424576 Kg/dozen

MEASUREMENT OF A PANT(TROUSER)

FABRIC CONSUMPTION CALCULATION OF A PANT(TROSUER)
Formula
=Out seam + allowance x Thigh + allowance x 4/36 x Fabric width
Let,
Out seam-42 inches
In seam-32 inches
Waist-36 inches
Hip-40 inches
Thigh-Hip/4=40/4=10
Bottom-20 inches
Fabric width-58 inches
=Out seam + allowance x Thigh + allowance x 4/36 x Fabric width
={(42+ 2 + 2) X (10 + 1.5+1.5)} X 4 / 36X57
=1.165 yd/trosuer
=1.165 yd/trouser +{ Zipper fly+ Pocket facing(4)+back pocket bone+ belt loop}
=1.165+0.058
=1.21+5%
=1.21+0.060
=1.270X12(Per dozen)
=15.24 yards/dozen

Sewing Thread consumption depends on some factor 1.Thickness of Fabric
2.Plies of fabric to be sewn
3.Stitch type
4.Stitch density
5.Width of Seam
6.Garment Size
7.Design of the garment
8.Skillness
9.Quality of Thread
10.Thead cutting System (Automatic/ manual)
Different Stitch type show different consumption formula,
Stitch type –101=3+2TS
Stitch type –301=2+2TS
Stitch type –401=4+2TS
Stitch type –504=3+4WS+4TS
Where,
T=Fabric/Thickness of seam
S=No of Stitch per inch(SPI)
W=Seam Width
Find out thread consumption where seam thickness 0.02
inch, stitch per inch – 8,seam width-.25 inch, stitch type-
504(over edge/lock three thread).
Consumption/Thread per inch= 3+4WS+4TS
= 3+4 X .25 X 8 + 4 X 0.02 X 8
=11.64 Inches

BY CONSIDERING ABOVE FACTORS & STITCH TYPE WE FIND SOME
STANDARD FOR FOLLOWING STITCH AND M/C Stitch Type & Machine Required Thread in Inchs
1.Plain m/c one needle Needs 2.5 inch thread for per inch Stitch
2.Double needle/Two needle m/c Needs 5 inch thread for per inch Stitch
3.Over lock three thread m/c Needs 9 inch thread for per inch Stitch
4. Over lock four thread m/c Needs 12 inch thread for per inch Stitch
5. Over lock five thread m/c Needs 15 inch thread for per inch Stitch
6. Flat lock three thread m/c Needs 18 inch thread for per inch Stitch
7. Flat lock five thread m/c Needs 30 inch thread for per inch Stitch
8.Bar take m/c Needs 6 inch thread for .5 inch Stitch
9. Bar take m/c Needs 12 inch thread for 1 inch Stitch
10.Button hole m/c Needs 6 inch thread for .5 inch hole
11.Button hole m/c Needs 12 inch thread for 1 inch hole
12.Button attach m/c Needs 2.5 in thread for 2 eyes button attach
13.Button attach m/c Needs 5.5 in thread for 4 eyes button attach
14.Blind Stitch m/c Needs 6 inch thread for per inch Stitch
15. Kanchai machine Needs 4 inch thread for per inch Stitch per needle

Formula=M X SQ X TPI X P
Where,
M- Measurement
SQ- Sewing Quantity
TPI- Thread per inch
P-Part
Thread consumption for different component of a shirt
Collar,
L=M X SQ X TPI X P
=16 X 2 X 2.5 X 1
=80 Inch
W=3 X 2 X 2.5 X 2
=30 Inch
Collar band,
L=16 x 4 x 2.5 x 1
=160Inch
W=1 X 2 X 2.5 X 2
=10 Inch
Shoulder,
L=8 X 2 X 2.5 X 2
=80 Inch
THREAD CONSUMPTION OF A SHIRT(FULL SLEEVE)
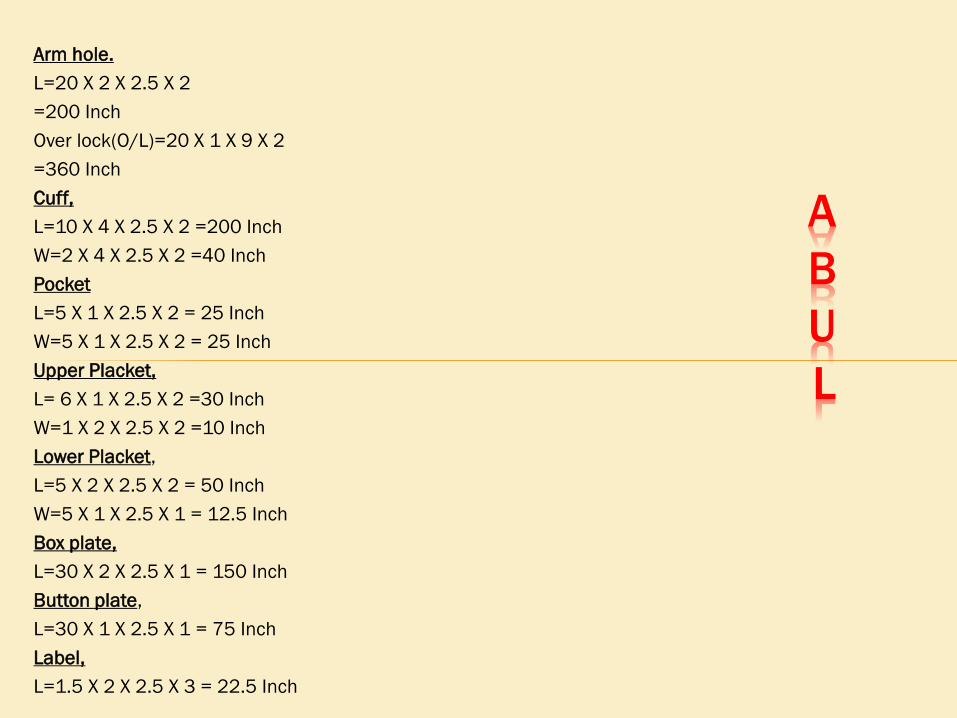
Arm hole.
L=20 X 2 X 2.5 X 2
=200 Inch
Over lock(O/L)=20 X 1 X 9 X 2
=360 Inch
Cuff,
L=10 X 4 X 2.5 X 2 =200 Inch
W=2 X 4 X 2.5 X 2 =40 Inch
L=5 X 1 X 2.5 X 2 = 25 Inch
W=5 X 1 X 2.5 X 2 = 25 Inch
Upper Placket,
L= 6 X 1 X 2.5 X 2 =30 Inch
W=1 X 2 X 2.5 X 2 =10 Inch
Lower Placket,
L=5 X 2 X 2.5 X 2 = 50 Inch
W=5 X 1 X 2.5 X 1 = 12.5 Inch
Box plate,
L=30 X 2 X 2.5 X 1 = 150 Inch
Button plate,
L=30 X 1 X 2.5 X 1 = 75 Inch
Label,
L=1.5 X 2 X 2.5 X 3 = 22.5 Inch
A
B
U
L

Yoke,
L= 21 X 1 X 2.5 X 1 = 52.5 Inch
Side seam,
L=20 X 1 X 2.5 X 2 = 100 Inch
Hem,
L=48 X 1 X 2.5 X 1 = 120 Inch
Button hole,
=Part X Required thread per part
=13 X 6 = 78 Inch
Button attach,
=Part X Required thread per part
=17 X 5.5 = 93.5 Inch
Under Sleeve,
L=21 XC 1 X 2.5 X 2 = 105 Inch
Over lock (O/L)=21 X 1 X 9 X 2 = 378 Inch
TOTAL=2487 Inch/69 yds/ 63.30 meter
With wastage (20%)=63.30 + 12.66=76 meter
For 500 pieces of shirt
76 X 500 = 37980 meter
Let, 3000 meters sewing thread are in each cone
No of cone=37980/3000
=13 Pieces cone

Formula, M X SQ X TPI X P
L= 40 X 3 X 2.5 X 1=300 Inch
W=15 X 2 X 2.5 X 2 = 150 Inch
Loop,
L=2.5 X 2 X 2.5 X 5 = 62.5 Inch
W=0.5 X 2 X 6 X 5= 30 Inch
Upper Fly,
L= 8 X 4 X 2.5 X 1= 80 Inch
Lower Fly,
L= 8 X 1 X 9 X 1=72 Inch
Zipper,
L= 8 X 4 X 2.5 X 1= 80 Inch
Button Hole,
=Part X Required thread per part
=1 X 12= 12 Inch
Front pocket bag,
L= 10 X 2 X 2.5 X 2=100 Inch
W= 8 X 2 X 2.5 X 2= 80 Inch
Front pocket opening,
L= 8 X 2 X 2.5 X 2= 80 Inch
Yoke
19 X 1 X 2.5 X 1 = 47.5 Inch
THREAD CONSUMPTION OF A PANT (TROUSER)

Coin pocket,
L= 4 X 1 X 2.5 X 1 = 10 Inch
W= 3.5 X 1 X 2.5 X 1 = 8.75 Inch
Over lock(O/L)=4 X 1 X 9 X 1= 36 Inch
Side seam,
L= 44 X 2 X 2.5 X 2 = 440 Inch
O/L=44 X 2 X 9 X 2 = 1584 Inch
In seam,
L= 35 X 2 X 2.5 X 2 = 350 Inch
O/L=35 X 1 X 9 X 2= 630 Inch
Hem,
L= 16 X 1 X 2.5 X 2= 80 Inch
Back rise (BR),
L= 16 X 2 X 2.5 X 1 = 80 Inch
High,
L= 3 X 2 X 2.5 X 1 = 15 Inch
Back pocket,
L= 6 X 2 X 2.5 X 2 = 60 Inch
W= 5 X 2 X 2.5 X 2= 50 Inch
TOTAL = 4436.5 Inch/123.33 yds/113 meter
With wastage (15%)=113 + 17
=130 meters/ Pant
For 500 pieces of pant
130 X 500 = 64979 meter
Let, 3000 meters sewing thread are in each cone
No of cone=64979/3000
=22 Pieces cone

N.B.-There is 5% wastage, Due to variation of style consumption may vary.
THREAD CONSUMPTION RATIO Stitch type Thread consumption
per cm stitch(cm)
No. of Needle Needle thread &
looper thread ratio
101 Chain stitch 4 cm 1 1 : 0
301 Lock stitch 2.5 cm 1 1 : 1
304 Zigzag lock stitch 7 cm 1 1 : 1
402,2 Chain stitch 5.5 cm 1 1 : 3
503,2 Over edge stitch 12 cm 1 1.2 : 1
504,3Over edge stitch 14 cm 1 1 : 5
512,4 mock safety stitch 18 cm 2 1 : 3.3
602,4 Covering stitch 25 cm 2 1 : 3.3
606,4 Flat lock 32 cm 4 1 : 3.5
801,4 Safety stitch 17.5 cm 2 1 : 1.4
802,5 Safety stitch 20 cm 2 1 : 1.34
805,6 Safety stitch 21 cm 3 1 : 2

COSTING & PRICING
To make the garment costing, we have to find out following things.
Fabric consumption.
Gross weight of other components of garment.
Fabric cost per kg.
Fabric cost per garment.
Other charges (print, embroidery, etc.)
Cost of trims (labels, tags, badges, twill tapes, buttons, bows, etc.)
CMT (Cost of Making & Trimming Basis) charges
Cost of accessories (hangers, inner boards, poly bags, cartons, etc)
Cost of a garment.
Price of a garment

GARMENTS COSTING SHEET (SHIRT) Style No. Description Season Size Date
50001
RAW MATERIAL COST
100% CTN long
sleeve men’s shirt Spring ‘12 S M L XL 12-4-12
NAME OF ITEM TYPE OF ITEM QUANTITY UNIT
PRICE/RATE TOTAL
(TAKA)
Fabric 100% CTN (Stripe) 2 yards TK. 50/yard TK.100
Sewing Thread 100% CTN 40/3 20 gm TK.150/ Kg TK. 3
Interlining Puseabll .5 yard TK. 10
Button Plastic 20 Pcs TK. 5
Label Woven 3 Pcs TK. 6
Poly Bag Polyethylene Printed 1 Pcs TK. 0.50
Neck Board 250 gm paper 1 Pcs TK. 0.10
Back Board 400 gm paper 1 Pcs TK. 0.90
Pin, Clip Brass/Plasnc TK. 1
Cartoon Box Paper 3 Ply 1 Pcs TK. 3
Miscellaneous TK. 6
Total cost of raw material TK. 136

Fixed & Variable cost = TK.20
Total Production cost = (136+13.55)=TK.169.55
Profit (20%)=TK.34
Commission = TK. 6
Grand total/Selling price of shirt= TK. 210
Custom & Vat(if external)=TK. 7
Caring cost of Freight charge =TK. 15
TOTAL COST = TK. 232/Shirt
PROCESS COST (CUTTING, MAKING & TRIMMING)- PRODUCTION TIMING ( MIN)/UNIT RATE (TK.)/UNIT TOTAL (TK.)/UNIT
Spreading 3 min TK. 0.20 TK. 0.60
Cutting 4 min TK. 0.50 TK. 2.00
Sewing 8 min TK. 1.00 TK. 8.00
Finishing 3 min TK. 0.25 TK. 0.75
Inspection 4 min TK. 0.25 TK. 1.00
Packing 4 min TK. 0.30 TK. 1.20
Total process cost TK. 13.55

COSTING & PRICING OF SHIRT IN (DOZEN)
Particulars Amount(US $)
Fabric (30 Yds X$0.95) Cost /Doz. 28.50
Accessories Cost./ Doz 06.00
CM (Cost of Manufacturing)/Doz. 10.00
Cost of Production 44.50
Transport Cost from factory to sea port or airport 0.23
(0.5% Of Cost of Production)
Clearing & forwarding Cost 0.90 (2% Of Cost of Production)
Overhead Cost (0.5% Of Cost of Production) 0.23
Total Cost 45.86
Commission (10% Of Total Cost ) 4.60
Net FOB Price 50.46
Freight (4% of Net FOB Price)2.02 2.02
Net C & F Price 52.48
Insurance Cost (1.5% of Net C&F Price) 0.79
Total Cost /Doz 53. 27 $

CARTON CONSUMPTION AND COSTING CALCULATION
Formula: (Length + Width) × (Width + High) × 2 + Wastage %
Measurement
Length = 92 cm = 0.92 m
Width = 80 cm = 0.80 m
High = 40 cm =0.40 m
Ply = 7
Quantity = 200 pcs carton
Price for 7 ply = $ 0.60 / sqm
For Carton,
= {(0.92 + 0.80) × (0.80 + 0.40)} × 2 + 5 %
= (1.72 × 1.20) × 2 + 5 %
= 4.128 + 5 %
= 4.33 sqm × $ 0.60
= $ 2.60 / carton box × 200 = $ 520
For knife Saver
Length x Width=.92 x .80= (0.0736 x 2 x .52)= $ 0.764
abul

POLY CONSUMPTION & COST
Length = 20 inch’s
Width = 15 inch’s
Thickness = 10 mm
So,
= 75000 / (L × W × T)
= 75000 / (20 × 15 × 10)
= 75000 / 3000
= 25 pcs
= 1 Lbs (25 pieces are produce by 1 lb of polymer chip)
1 pack =55 pounds market price pp=3500 BDT
LDPE=3800 BDT
So, 1 pound=3800/55=70 BDT
25pcs =70 BDT
1 pcs =2.8 BDT = $ .034
For / dozen =$ .034 x 12 = $ .4148
abul

EMBROIDERY COST:
We have to know,
In embroidery m/c 1 head= 18000 stitch/hour(general speed)
Where number of needle per head=20
Per head stitch per minute(S.P.M) =300
Stitch per hour = 60 X 3000=18000
12000 stitch = 1 unit
Let,
10 unit for need to make Chicken design
Per unit cost= $ .12
= 10 unit x $ .12
=US $ 1.2
abul
Some common design
N-Normal
A- Appleck
R- Reese
S- Sequency
B- Borring
C- Chicken
PE-Printing Embroidery
S-Sateen Stitch
T- Tatami Stitch
C-Chain Stitch

L/C (LETTER OF CREDIT)
Different types of L/C: Master L/C
Back to Back L/C
Revocable L/C
Irrevocable L/C
Confirmed L/C
Confirmed & irrevocable L/C
Transferrable of Divisible L/C
Red Clause L/C
Sight L/C
Usance L/C
Revolving L/C
Stand - By L/C

FABRIC CUTTING & SEWING
Cutting
It is the second section of apparel manufacturing. In this section the following works are completed-
a) Marker Making
b) Fabric Spreading
c) Fabric Cutting
Sewing :
Garment’s cut parts are assembled here by-
Plain sewing: The making or mending of clothing or household linens
Fancy sewing: Also fancywork. Purely decorative techniques such as shirring, smoking, and embroidery
Heirloom sewing: The imitation of fine hand-sewing and fancywork using a sewing machine and purchased trimmings.

WASHING / PRESSING/ IRONING / FINAL INSPECTION
Washing
It is most important factor in textile sector. In different
stages of production, various spot we found in products
that are needed to wash. Various spot we found in
products that are given below:
1. Oil spot
2. Dirty spot
3. Print spot
4. Fabrics spot
5. Etc
Pressing/ Ironing
In iron section products are ironing for better finishing. Ironing product looks so
nice and shines. For iron generally steam boiler is used. Steam boiler so much
useful for iron. Sometimes iron shoes are used in iron for better iron.
Final Inspection
Invitation to third party like SGS to final inspection

Observed time: It is the time taken by the operator to operator complete his/her job as observed time by work-study officer.
Basic time: It is the time taken by the operator to operator complete his/her job had she or he worked at 100% performance
Allowance time:
It is the time allowed to an operator for non-performing task such as going to laboratory/ toilet, rest, changing needle, taking instruction of supervisor etc.
Relaxation allowance:
It is the time allowed to an operator to attend to personal need.
Contingency allowance:
It is the time allowed to the operator when uncertain problem occur.
Machine delay allowance:
It is the allowed to an operator for delay due to machine maintenance.
Standard time:
It is the time required by operator to complete a job had she/he worked at 100% rating plus allowance time.

Bottleneck tome:
It is the highest time taken by an operator compared to other operator’s time, generally it is the time beyond the U.C.L.
Rating:
Rating is a speed of a qualif ied worker.
Organization efficiency:
It is the efficiency of the production time.
Basic work content:
It is the time contents the work without any undue loss of time.
Work count:
It is the value required by operation.
Ineffective time:
It is the time means time loss due to different design fault, production fault, f inishing fault etc .
Upper control limit:
Upper control limit is the time limit represents efficiency.
Lower control limit:
Lower control limit is the time limit representing 115% efficiency

PACKING & CARTOONING
Packing:
Primary Packages: Insertion a garment into a poly bag is considered as the primary package of
garments.Full visibility makes the customer to identify the color, size and style etc.
Secondary package: Secondary package of a garment could be another poly bag or inner carton. Inner
Carton or master poly bag containing a number of garments, provide traditional quotation and make
opportunities for
sales promotion. This container facility of pack number of garment pertaining to packing instruction.
A. Solid color
B. Solid color, assorted size
C. Assorted color assorted size
Shipping Pack= this refers to packaging for necessary for storage identification or Transportation.
Side Mark: Carton no. Carton Measurement. Net weight (Single product). Net weight (Six pcs
product). Gross weight (Full carton).
Main Mark: Buyer Name. Consignees add. Order no. Style no. Color/size/Breakdown. Destination.
Etc.
Cartooning
Carton Measurement: 3 ply (inner). 5ply (how much pcs), 7ply

SHIPMENT
Last final nod from his counter part (i.e. quality
assurance man from the buying house) and he
then requires packaging list and in-voice.
Finally shipment on-
Sea (ship)
Air (plane)

FINDINGS & RCOMANDATION
FINDINGS
Lack of proper communication of different level of department
Supplier delivery dates some times exceeds and causes production delay.
Wastage of material is more due to lack of effective training.
Some times lack of proper monitoring of operators causes fabric wastage.
RECOMMENDATION
Every department should communicate their problem with other
department of the company.
Air shipment.
A specific department for training and research, which will provide
adequate training and research facilities for personnel for development.
So it is very much necessary to control the discipline of the operators

A
B
U
L Primary sources
Direct conversation with company managers.
Observation of various organizational procedure.
Secondary source
This data is collect from relevant papers,
different books , publications and several reports
of different departments.

CONCLUSION
Today’s organization demands that the Merchandising management function deliver a valuable side of earning foreign currency and take part a vital role to
communicate international business. The experienced merchandiser always
demandable in every country. It may an honorable professional for educated
persons. For developing garment sector merchandising management system
will have to focuses on modern system