annexure i location map - welcome to...
TRANSCRIPT

Annexure 1 BCEL-Ketnamallee
List of Annexure Annexure I Location Map Annexure II Plant Layout Annexure III Process Description Annexure IV Treatment / disposal of solid waste & liquid effluents Annexure V Water Balance Diagram Annexure VI Ground Water Clearance Annexure VII Stack Emission Characteristics Annexure VIII Fugitive Emissions – Material Handling & Storage Annexure IX Ambient Noise Levels

Annexure 2 BCEL-Ketnamallee
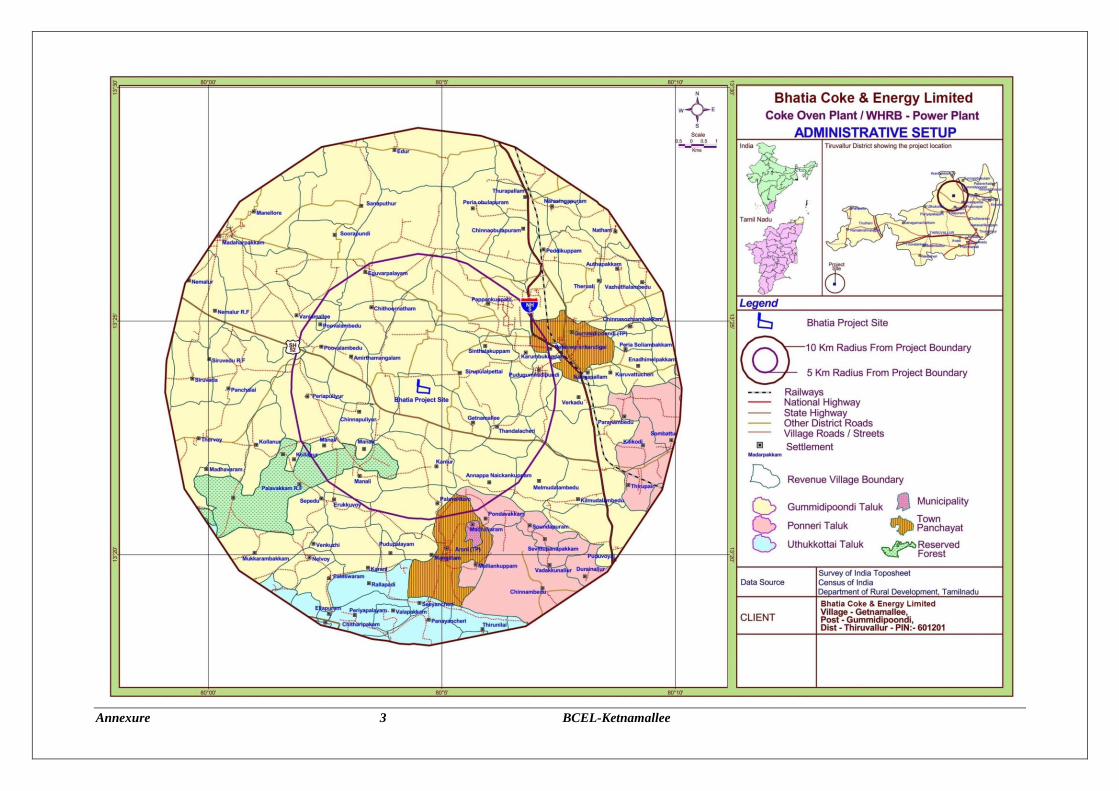
Annexure I
Location Map
Annexure 3 BCEL-Ketnamallee

Annexure 4 BCEL-Ketnamallee
Annexure II
Plant Layout

Annexure 5 BCEL-Ketnamallee
Annexure 6 BCEL-Ketnamallee
Annexure III
Process Description
Annexure 7 BCEL-Ketnamallee
Process Description – 5 MW Boiler Bhatia Group has established a Coke Oven Plant at Ketnamalli Village,
Gummidipoondi Taluk, Thiruvallur District in Tamil Nadu with a Capacity of 3.36
lac tonnes per annum. The plant enjoys a strategic location, being in close proximity
to the bustling Ennore Port on one side and consumers, the company’s end product
has found favour with nearly all the blue chip steel manufacturing units, various
consumer industries, foundries, and other industries in Southern India.
The plant comprises of running 4 Coke Oven battery of 157 (73 + 84) ovens. The
batteries are at tandem and the hot gas outlet is connected to 50 M Steel chimney /
50 M refractory brick chimney, with a damper and duct arrangement for gas
extraction for Boiler. Coking Coal is imported from various sources and the product
is marketed locally. Each battery of coke oven unit generates exhaust gas of about
48000 cu. m per hour at 900 deg. C in each.
Through futuristic technology, BCEL Group utilize is waste heat from the coke oven
plant to generate power.
Annexure 8 BCEL-Ketnamallee
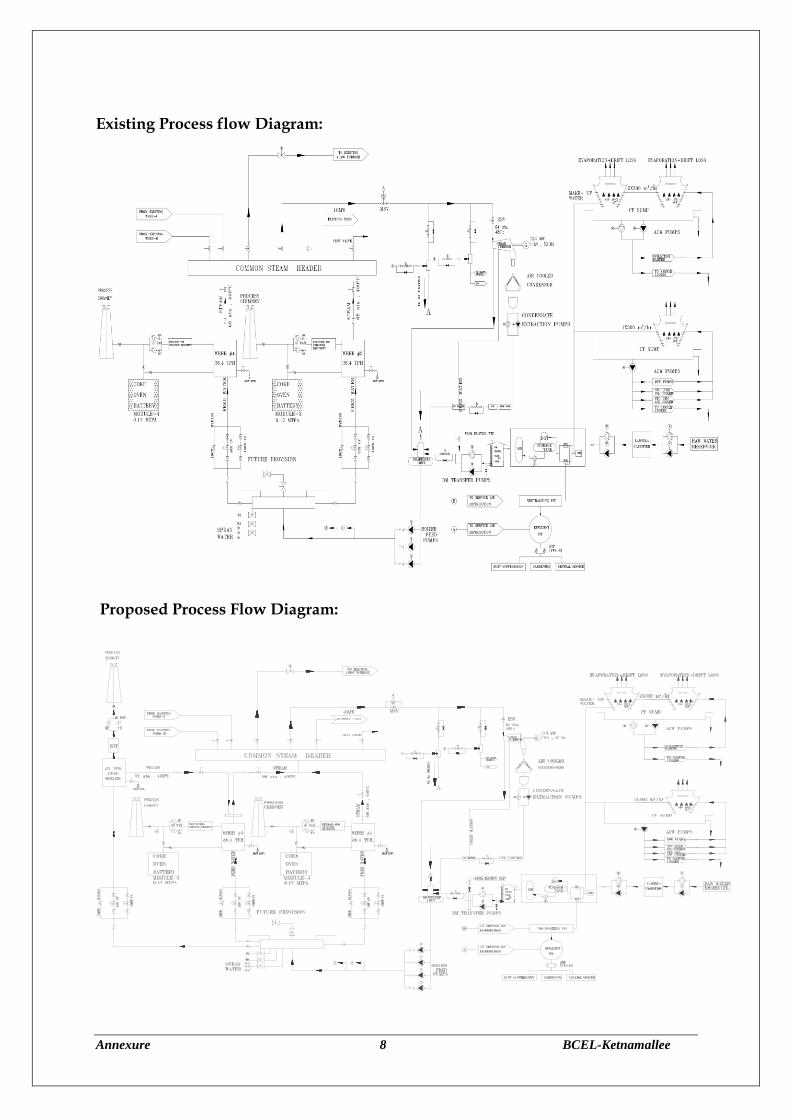
Existing Process flow Diagram:
Proposed Process Flow Diagram:
3
³
?
?
³
?

Annexure 9 BCEL-Ketnamallee
Plant System Description:- At present the Power generations in the 24 MW Power plant is 18 MW – 19 MW only
due to reduction in availability of Coke Oven gas from the coke oven batteries.
Hence the management has decided to add an additional steam generation facility
by installing ~ 25 TPH CFBC boilers to meet the 100% power generation in 12 MW
power plant. However 25 TPH CFBC boilers shall be integrated with the 2 x 12 MW
under operation. So that even during shutdown of any boiler, the steam shall be
available for power generation.
Thus BCEL intends to set up an additional 25 THP boiler in their existing plant in
Gummidipoondi, Tamil Nadu. The BCEL has installed the power plant of 2 x 12 MW
capacities is intended to always provide a constant power for export to TNEB Grid,
after consuming the auxiliary power requirement for the coke oven plant and power
plant auxiliaries.
Present Plant Capacity at BCEL: Unit - 1 No. of WHRB`s Installed : 02 Nos. Steam Generation capacity : 20 x 2 TPH per boiler No. of Turbine : 01 No. Commissioned Plant Capacity : 12.0 MW Present steam generation : 37.5 TPH Present power generation : 8.0 MW Gap in power generation : 4 MW. (Normal Condition) Unit – 2 The unit -2 power plant. No. of WHRB`s Installed : 02 Nos. Steam Generation capacity : 47.5 TPH No. of Turbine : 01 No. Commissioned Plant Capacity : 12.0 MW Present Power Generation : 10.0 MW Gap in Power Generation : 2 MW

Annexure 10 BCEL-Ketnamallee
Fuel Source and Consumption for 25 TPH Boiler
Type of Fuel 100% Imported Coal
GCV of Imported 4000 Kcal/Kg
Fuel Consumption for Boiler @ Imported Coal
5.42 TPH 130 TPD
Fuel Consumption at 100% PLF 0.04745 MTPA
Fuel Consumption at 85% PLF 0.04033 MTPA
Coal Storage days at site 7 days
Support Fuel & Source Light Diesel Oil (LDO) from nearest Oil Depot
Ash Generation
Type of Fuel 100% Imported Coal
Ash Qty in Primary Fuel 7.1%
Ash Generation 9.23 TPD
Plant Equipment Boiler & Auxiliaries
Boiler Circulating Fluidized Bed Combustion (CFBC)
Type Natural Circulation, Single Drum, Semi Outdoor Type Unit Designed for firing 100% Imported Coal / Coke Fines.
Steam Parameters Boiler Flow - 25 TPH Pressure - 71 kg/cm² Temperature - 490 ± 5°C
Fuel Handling System
Type of Fuel Imported Coal / Coke Fines
Design Capacity 30 TPH for 6 hours operation with bucket elevator
Ash Handling System
Bottom Ash Manually disposal system through trucks
Fly Ash Dense Phase Pneumatic Conveying System

Annexure 11 BCEL-Ketnamallee
Chimney
No. & Type of Chimney One (01) & RCC
Height of Chimney 60 meters
Electrostatic Precipitators (ESP) Steam generating unit shall be installed with one (1) electrostatic precipitator.
Electrostatic Precipitator will have minimum Two (02) fields in series for collection
of fly ash. The ESP will have a collection efficiency of around 99.91%. The outlet dust
concentration will be limited to 50 mg/Nm3 as per the latest regulation of Central
Pollution Control Board. ESP will be provided with suitable capacity for storing ash
collected in at least one (1) shift operation of the Boiler at 100% MCR.
Electrostatic Precipitator (Typical)
Flue gas temp. at ESP inlet 140°C
Flue gas temp. at ESP outlet 138°C
Outlet dust concentration at outlet of ESP 50 MG/Nm³ (max.)
Efficiency 99.91% approx.
Number of Precipitator One
Number of gas paths Single (01) stream
No. of Fields Two (02)
The coal to be fired in the boiler has Sulphur content of 1%. The minimum chimney height from the point of view of SO2 emission, as per CPCB standard, works out to about 60 meters. Particulate emission from the plant will be controlled within 50 mg/Nm³ by the use of electrostatic precipitators having the efficiency of the order of 99.91% and more. There will be no significant heat pollution of atmosphere as the hot flue gases, at outlet temperature of ESP is about 140 Deg. C, will be released at a sufficient height through the chimney and will be dispersed with the prevailing winds at that height. Existing Demineralized plant can be utilized for proposed 25 TPH CFBC boiler make-up. The quantity of boiler blow down very less, hence Liquid wastes from boiler area will be connected with existing neutralizing pit. Regeneration effluents will be treated by acid/alkali to meet CPCB standards for effluent discharge.
Annexure 12 BCEL-Ketnamallee
As far as coal dust suppression is concerned, water spraying arrangement will provided at suitable locations such as crusher house, loading & unloading facilities. In addition, water sprinklers will be provided in coal storage area to suppress the coal dust emission. The blowing of dry ash in the process of ash removal, particularly during the dry season, also represents a pollution hazard. Adequate dust suppression measures will be employed in the silo zone where the dry ash is proposed to be stored before dispatch. Ministry of Environment and Forests has stipulated that new power plants should develop ash utilization plan to use fly ash progressively. It is proposed to design fly ash collection system in dry form in silos for disposal. The dry ash is proposed to be mainly utilized to cement plants for the manufacture of Pozzolona cement or other construction material. It is planned to dispose the generated ash from power plant to cement plant, which is located at near to the proposed plant. Adequate acoustic measures will be provided in the plant so as to keep the noise levels below the acceptable values. Other provisions for pollution on line monitoring and control to ensure compliance with the requirements of the Tamil Nadu State Pollution Control Board will be made.
Annexure 13 BCEL-Ketnamallee
Annexure IV
Treatment / Disposal of Solid Waste & Liquid Effluents
Annexure 14 BCEL-Ketnamallee
Solid Wastes A small quantity of solid waste generated at present is coke breeze, about 10560 TPA which will be used in the Steel industries. Ash From proposed 5 MW coal fired power plant about 9.23 TPD total ash will be generated. Out of which 7.38 TPD of Fly ash and about 1.82 TPD of Bottom ash. Fly ash will be handled by Dense Phase Pneumatic Conveying System and disposed to the Cement Manufacturers & asbestos sheet manufactures . Bottom ash will be handled Manual disposal system through trucks and stored in Ash dykes. Waste water generated Description of effluent generated Qty (KLD) Industrial (Blow down) 42.00 Sewage 18.00 Total 60.00 The cooling water blow down is again recycled for Quenching & hence there is no discharge of effluent. The sewage is treated in 20 KLD Capacity Sewage Treatment Plant (STP), the treated sewage is used for greenbelt development within the plant premises. Sludge from STP will be used as manure for greenbelt within the plant premises.

Annexure 15 BCEL-Ketnamallee
Annexure V
Water Balance Diagram

Annexure 16 BCEL-Ketnamallee
Water Balance Diagram All values are in KLD
Proposed
Exiting
Raw
Water
Coke Quenching
WHRB Boiler
Make –up
Auxiliary cooling
Domestic
Consumption
Cooling pond/
settling tank
208
Cooling pond II
Proposed
Guard Pond
42
STP
Green Belt
86
10
20
28
3
16
363
Bore well
250
42
D.M. Plant Regeneration
5 5 D.M. Plant Regeneration
25 TPH Boiler Make-up
18 Boiler Blow down 6
Evaporation Loss
12
14
Greenbelt 210

Annexure 17 BCEL-Ketnamallee
Annexure VI
Ground Water Clearance
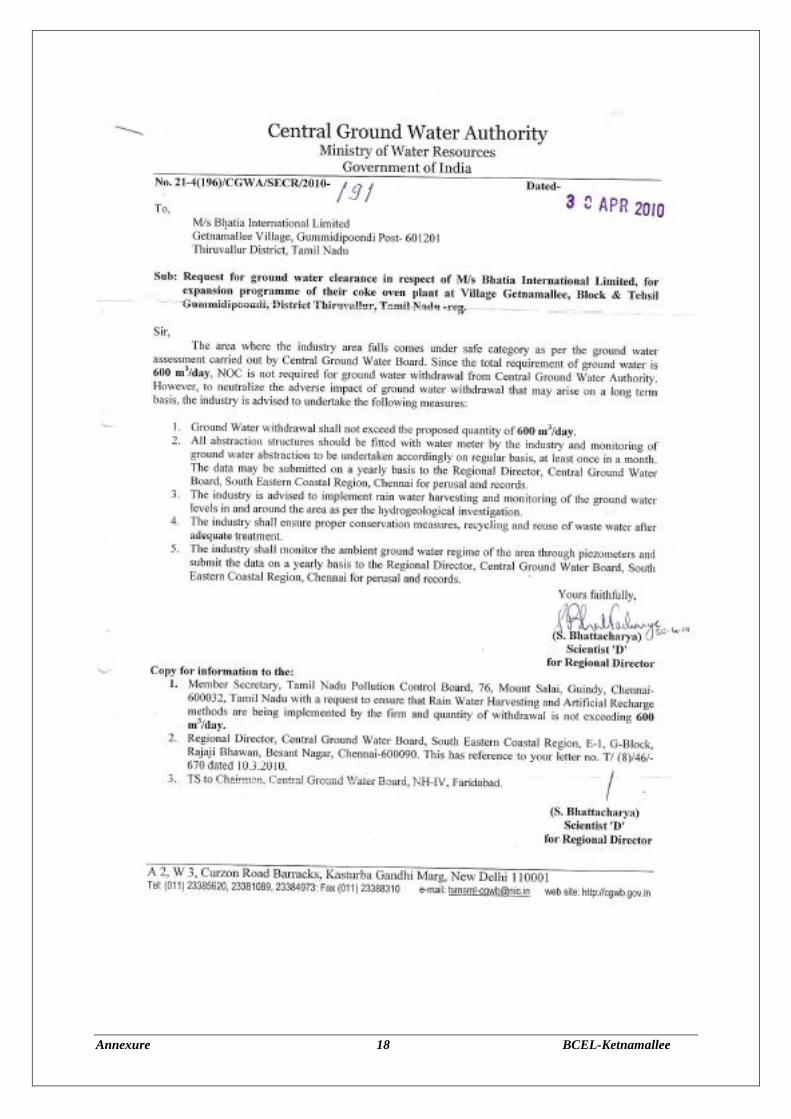
Annexure 18 BCEL-Ketnamallee
Annexure 19 BCEL-Ketnamallee
Annexure VII
Stack Emission Characteristics
Annexure 20 BCEL-Ketnamallee
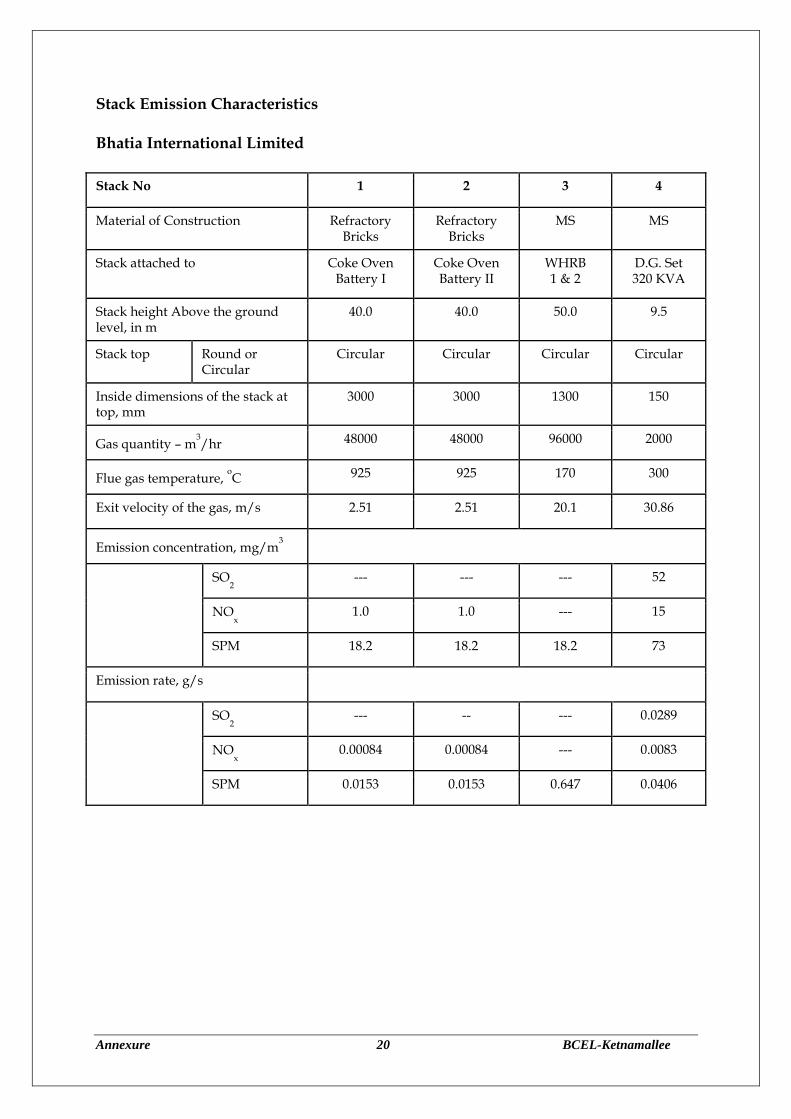
Stack Emission Characteristics Bhatia International Limited
Stack No 1 2 3 4
Material of Construction Refractory Bricks
Refractory Bricks
MS MS
Stack attached to Coke Oven Battery I
Coke Oven Battery II
WHRB 1 & 2
D.G. Set 320 KVA
Stack height Above the ground level, in m
40.0 40.0 50.0 9.5
Stack top Round or Circular
Circular Circular Circular Circular
Inside dimensions of the stack at top, mm
3000 3000 1300 150
Gas quantity – m3/hr 48000 48000 96000 2000
Flue gas temperature, oC 925 925 170 300
Exit velocity of the gas, m/s 2.51 2.51 20.1 30.86
Emission concentration, mg/m3
SO2 --- --- --- 52
NOx 1.0 1.0 --- 15
SPM 18.2 18.2 18.2 73
Emission rate, g/s
SO2 --- -- --- 0.0289
NOx 0.00084 0.00084 --- 0.0083
SPM 0.0153 0.0153 0.647 0.0406

Annexure 21 BCEL-Ketnamallee
Bhatia Coke and Energy Limited
Stack No 5 6 7 8*
Material of Construction Refractory Bricks
Refractory Bricks
MS RCC
Stack attached to Coke Oven Battery III &
WHRB 3
Coke Oven Battery IV &
WHRB 4
D.G. Set 500 KVA
Boiler (25 TPH)
Stack height Above the ground level, in m
50.0 50.0 9.5 60.0
Stack top Round or Circular
Circular Circular Circular Circular
Inside dimensions of the stack at top, mm
3000 3000 150 1200
Gas quantity – m3/hr 48000 48000 2000 89500
Flue gas temperature, oC 925 925 300 140
Exit velocity of the gas, m/s
2.51 2.51 30.86 22.0
Emission concentration,
mg/m3
SO2 --- --- 52 245.77
NOx 1.0 1.0 15 553.10
SPM 18.2 18.2 73 0.006
Emission rate, g/s
SO2 --- -- 0.0289 6.11
NOx 0.00084 0.00084 0.0083 13.75
SPM 0.0153 0.0153 0.0406 0.00015
*Proposed
Annexure 22 BCEL-Ketnamallee
Annexure VIII
Fugitive Emissions – Material Handling & Storage
Annexure 23 BCEL-Ketnamallee
Coal Handling & Preparation Truck loading hopper/Manual unloading hopper will be provided with dust suppression system to avoid nuisance of coal dust. Bagfilters system is provided in the crusher (Impactor) house. Settling pond to collect all the waste water from various units and stock pile through 150 mm dia outlet drains have been provided. The removal of sludge will have through monorail mounted grab bucket operated electrically, locally. This coal fine sludge is reclaimed to the coal stream. The belt conveyor system envisages Belt conveyor on closed gallery type system with continuous hooding device along the length of belt conveyor. This eliminates pollution to atmosphere besides causing any spillage in turn causing any loss. Further,
• Coal stock yard will be provided with water sprinkler • Coal conveyed in closed gantry conveyor from stock yard to Boiler House • Coal Crusher / Pulverisor carried out in closed conveyor • Fly Ash pneumatically conveyed to ash silo • From silo Fly Ash unloaded in closed trucks to Cement Factories / Asbestos
Cement Sheet Manufacturing Companies • Bottom ash stored in dyke with water column

Annexure 24 BCEL-Ketnamallee
Annexure IX
Ambient Noise Levels

Annexure 25 BCEL-Ketnamallee
Ambient Noise Levels Location Noise Level – dB(A)
Leq Min Max
At Entrance Gate 58.2 41.6 62.5
Near Eastern Boundary of unit 47.2 41.6 58.3
Near Coal Crusher House 49.7 41.6 60.9
Near Security watch tower 54.7 41.6 74.3
Adjacent to staff quarters 52.7 44.1 78.4