appendix a - home - springer978-1-4615-2063...case study 5 fresh cream gateaux - large-scale...
TRANSCRIPT

Appendix A
A.1 Introduction
Five practical case studies have been constructed to illustrate the application of the HACCP Principles to different areas of food and drink production and preparation. The authors of these case study examples are people within the food and drink industry, who have hands-on experience of implementing HACCP. Each example has been carefully chosen so that this appendix represents a wide range of process environments and technologies, and products have been included which are normally considered 'high' or 'low' risk from the product safety viewpoint.
Case Study 1 Paella - large scale manufacturing, hands on - high risk. Case Study 2 Hamburger preparation - hands-on in fast-food restaurant - high risk. Case Study 3 Lime juice cordial - large-scale manufacturing, automated - low risk. Case Study 4 Potato salad - retail sale, delicatessen and salad bar -low risk. Case Study 5 Fresh cream gateaux - large-scale manufacturing, hands-on - high risk.
Some points to consider when looking at the case studies are:
• Several different styles are represented. HACCP does not always have to be documented in the same regimented way, but can follow a company style.
• HACCP Teams do not always use the CCP Decision Tree, and may rely on the experience of team members. However, when it is used, the decision tree is a great help in structuring thinking and checking decisions.
• Scope of the HACCP Study must always be clearly defined. All
207

Appendix A
case studies cover safety hazards, but Case Study 1 only looks at microbiological safety hazards, and Case Study 3 has its scope expanded to cover spoilage in addition to safety. In this example note that only the points critical to safety are called CCPs.
Note: each case study detailed here is theoretical and the findings may not be exhaustive. The contributors are experienced in the products concerned, but the case studies are not necessarily identical to their own company approaches. The examples are not intended as specific recommendations for similar processes/ products, but as a demonstration of the application of the HACCP Principles.
A.2 Case Study 1 - Paella T. Mayes, Unilever Research Laboratory, Col worth House, England.
A.2.1 Limitations
For reasons of confidentiality some specific aspects of this case study, including the product description, are hypothetical. The overall approach taken is, however, based on a real manufacturing operation.
A.2.2 Case Study
208
(a) Background
The company concerned (a small specialist manufacturer of chillstored products) decided to move into the chill, ready-to-eat market and carried out a series of modifications to the factory environment in order to introduce a High Hygiene Area. During product commissioning trials, a HACCP Study was carried out in order to ensure that product safety could be assured. Company management fully supported the HACCP Study.
(b) The HACCP Study Team
The HACCP Study Team consisted of the following:
(i) Company Quality Assurance Manager (ii) Production Supervisor
(iii) Production Engineer (iv) Factory Microbiologist (v) An external Chairman familiar with HACCP
(vi) A Technical Secretary

HACCP Case Studies
(c) Terms of Reference
To identify the microbiological hazards and associated Critical Control Points, Critical Limits, Monitoring System and Corrective Actions for ready-to-eat paella.
(d) Product description
Ready-to-eat paella for retail sale. Use by date within 12 days at <7°C from date of manufacture. Raw materials are listed below:
(i) Peeled chopped onions (ii) Peeled crushed garlic (iii) Green and red peppers (iv) Long-grain rice (v) Parcooked chicken pieces (vi) Cooked shelled shrimps (vii) Cooked mussels (viii) Frozen peas (ix) Cooked king prawns (x) Chicken stock (xi) Parsley (blanched)
(e) Consumer use instructions
Chill-stored Ambient-stored Ambient -stored Ambient -stored Frozen -stored Frozen -stored Frozen -stored Frozen -stored Frozen -stored Ambient -stored Ambient -stored
Consumer use instructions are: store refrigerated and consume within 3 days of purchase. Microwave on full power (700 Woven) for 3-4 minutes, stirring several times.
(f) Final product microbiological specification
Total Viable Count B. cereus Salmonella spp. L. monocytogenes Coliforms E. coli
(g) Processing
<1 X 103/g < 1 X 102/g Absent in 25 g Absent in 25 g <1 X 102/g <l/g
Refer to the flow diagram in Figure A.l. All raw materials are sourced from approved suppliers. Equip
ment is designed to the latest hygiene standards. Process stages 9-16 inclusive are carried out in a High Hygiene Area (HHA) , physically segregated from the remaining processing activities. Staff in the HHA work ~o high standards of hygiene, and
209

Appendix A
1. Raw materials (receipt and storage) , 2. Boil stock in kettle 3. Prepare and flash fry
cooker 2 min onions + garlic + rice 1_ + peppers in brat pan r Add to kettle cooker ____ --II
4. Simmerfor 10 min
5. Prepare and flash fry diced chicken in brat pan
Add to kettle cooker ----..... ,
6. Add shrimps, mussels and peas
7. Mix, boil for 10-15 min , 8. Cool to 65°C (minimum) using chill water jacket , 9. Transfer to cooling trays using stainless scoops ,
10. Cool in forced air cooling tunnel 8 h , 11. Store at chill (4°C), 12 h max
12. Packaging material (receipt and storage)
13. Portion into product pack using stainless scoops
14. Manual addition of king prawns and parsley
15. Close pack, label with use-by date , 16. Store at 5°C, 12 h max. , 17. Distribute to retailer <5°C
t
HIGH HYGIENE AREA
18. Store in shop at 5,]OC (use-by date is 12 days from manufacture)
t 19. Refrigerate and consume within 3 days of purchase
Figure A.1 Paella - flow diagram.
210

HACCP Case Studies
temperature in the product assembly areas is 10 cC. Product flows logically through the factory.
(h) Hazards of concern
For the purpose of the case study the hazards of concern to the safety of the final product are considered to be:
B. cereus Salmonella spp. L. monocytogenes E. coli )
Infectious vegetative pathogens (IVP)
A.2.3 Identification of Hazards, Preventative Measures, CCPs, Critical Limits, Monitoring and Corrective Actions
Each process step was discussed by the Study Team and hazards and Preventative Measures identified. The CCP Decision Tree was then used (Table A.l) to identify those process steps that were Critical Control Points - see explanations below. Finally, Critical Limits, Monitoring and Corrective Actions were identified for each CCP. All control data are recorded in Table A.1.2.
Note: in some cases different answers can be obtained from use of the CCP Decision Tree, but this should not affect the identification of CCPs.
211

Appendix A
Table A.1 Use of CCP Decision Tree
Process Step Q1 Q2 Q3 Q4 Q5 Comment
1 Yes Yes No Yes Yes Therefore not a CCP. (N.B. exceptions to this are king prawns and parsley added at step 14, for these raw mater-ials)
Yes Yes No Yes No Therefore a CCP 2 Yes Yes No Yes Yes Therefore not a CCP 3 Yes Yes No Yes Yes Therefore not a CCP 4 Yes Yes Yes Therefore a CCP; how-
ever hazards con-trolled by this CCP are also adequately covered subsequently by step 7, so step 4 can, in effect, be removed from the CCP list
5 Yes Yes No Yes Yes Therefore not a CCP 6 Yes Yes No Yes Yes Therefore not a CCP 7 Yes Yes Yes Therefore a CCP 8 Yes Yes Yes Therefore a CCP 9 Yes Yes No Yes No Therefore a CCP
10 Yes Yes No Yes No Therefore a CCP 11 Yes Yes No Yes No Therefore a CCP 12 Yes Yes No Yes No Therefore a CCP 13 Yes Yes No Yes No Therefore a CCP 14 Yes Yes No Yes No Therefore a CCP 15 Yes Yes No Yes No Therefore a CCP 16-18 Yes Yes No Yes No Therefore a CCP 19 Yes Yes No Yes No Therefore a CCP
212

Tab
le A
.2
HA
CC
P S
tud
y t
able
-P
aell
a
Pro
cess
ste
p
Haz
ard
s P
rev
enta
tiv
e C
CP
C
riti
cal
Mo
nit
ori
ng
C
orr
ecti
ve
mea
sure
s li
mit
s ac
tio
ns
1 S
tora
ge
of
raw
P
rese
nce
of
IVP
, S
up
pli
er a
ssu
ran
ce
No
-b
ut
mat
eria
ls
B.
cere
us
corr
ect
sto
rag
e se
e st
ep
con
dit
ion
s 1
4
2 B
oil
sto
ck i
n
Pre
sen
ce o
f IV
P,
Bo
ilin
g o
f st
ock
N
o
ket
tle
B.
cere
us
3 F
lash
fry
on
ion
s,
Pre
sen
ce o
f IV
P,
Raw
mat
eria
l N
o
gar
lic,
ric
e +
B
. ce
reu
s su
pp
lier
ass
ura
nce
p
epp
ers
4 S
imm
er 1
0 m
in
Pre
sen
ce o
f IV
P,
Tim
e/te
mp
erat
ure
N
o
B.
cere
us
5 F
lash
fry
ch
ick
en
Pre
sen
ce o
f IV
P,
Raw
mat
eria
ls
No
B
. ce
reu
s su
pp
lier
ass
ura
nce
6 A
dd
sh
rim
ps,
P
rese
nce
of
IVP
, R
aw m
ater
ials
N
o
mu
ssel
s, p
eas
B.
cere
us
sup
pli
er a
ssu
ran
ce
7 M
ix,
bo
il 1
0 m
in
Pre
sen
ce o
f IV
P,
Tim
e/te
mp
erat
ure
Y
es
98°C
± 2
°C,
Ch
art
reco
rder
Is
ola
te a
ny
B
. ce
reu
s 1
2 m
in ±
2
un
der
-m
in
coo
ked
b
atch
. C
oo
k
furt
her
if
stil
l in
ket
tle
Cal
ibra
tio
n o
f P
rob
es t
o
Cal
ibra
te
Rec
alib
rate
if
tem
per
atu
re p
rob
es
agre
e w
ith
2
/yea
r re
qu
ired
re
fere
nce

Tab
le A
.2
con
tin
ued
Pro
cess
ste
p
Haz
ard
s P
rev
enta
tiv
e C
CP
C
riti
cal
Mo
nit
ori
ng
C
orr
ecti
ve
mea
sure
s li
mit
s ac
tio
ns
8 C
oo
l to
65°
C m
in
Rec
on
tam
inat
ion
T
emp
erat
ure
Y
es
67°C
± 2
°C
Ch
art
reco
rder
R
e-h
eat
if
Man
ual
ch
eck
te
mp
erat
ure
ea
ch b
atch
fa
lls
bel
ow
65
°C
9 T
ran
sfer
to
R
eco
nta
min
atio
n
Hy
gie
ne
clea
nin
g/
Yes
F
oll
ow
S
up
erv
isio
n
Rei
nfo
rce
coo
lin
g t
ray
s d
isin
fect
ion
of
tray
s H
HA
d
uri
ng
H
HA
g
uid
elin
es
pro
du
ctio
n
pri
nci
ple
s S
ing
le u
se o
f R
evie
w c
/d
tray
s b
etw
een
p
roce
du
res
clea
nin
g/
dis
infe
ctio
n
10
C
oo
l in
tu
nn
el
Rec
on
tam
inat
ion
H
yg
ien
ic d
esig
n
Yes
F
oll
ow
S
up
erv
isio
n
Rei
nfo
rce
8h
an
d g
row
th
and
op
erat
ion
H
HA
H
HA
g
uid
elin
es
pri
nci
ple
s T
ime/
tem
per
atu
re
9 h
± 1
h
Bat
ch r
eco
rds
Blo
ck
pro
du
ct +
in
form
QA
11
S
tore
at
chil
l R
eco
nta
min
atio
n
Hy
gie
nic
des
ign
an
d
Yes
F
oll
ow
S
up
erv
isio
n
Rei
nfo
rce
4°C
/12
h an
d g
row
th
op
erat
ion
H
HA
H
HA
g
uid
elin
es
pri
nci
ple
s T
ime/
tem
per
atu
re
4°C
± 1
°C,
Bat
ch r
eco
rds
Blo
ck
12
h
± 2
h
pro
du
ct a
nd
in
form
QA

12
Pac
kag
ing
I Co
nta
min
atio
n
I Su
pp
lier
ass
ura
nce
I Y
es
I Foll
ow
S
up
erv
isio
n
Rei
nfo
rce
mat
eria
ls r
ecei
pt
wit
h I
VP
, H
HA
H
HA
an
d s
tora
ge
B.
cere
us
gu
idel
ines
p
rin
cip
le
for
rem
ov
al
of
ou
ter
wra
pp
ing
S
up
pli
er c
erti
fica
te
I W.i
thin
In
tak
e te
stin
g
Do
no
t u
se
-p
ath
og
en f
ree
mlc
ro-
acco
rdin
g t
o
mat
eria
l b
iolo
gic
al
sup
pli
er
ou
tsid
e sp
ecif
icat
ion
p
erfo
rman
ce
spec
ific
a-ti
on
. R
e-au
dit
of
sup
pli
er
to
pre
ven
t re
-o
ccu
rren
ce
13
P
ort
ion
in
to
I Reco
nta
min
atio
n I H
yg
ien
ic o
per
atio
n I Y
es
I Foll
ow
S
up
erv
isio
n
Rei
nfo
rce
pro
du
ct p
ack
H
HA
H
HA
g
uid
elin
es
pri
nci
ple
C
lean
ing
/ E
qu
ipm
ent
Su
per
vis
ion
R
ein
forc
e d
isin
fect
ion
of
clea
ned
/ V
isu
al c
hec
k
HH
A
do
sin
g e
qu
ipm
ent
dis
infe
cted
p
rin
cip
le
ever
y 4
h
Tim
e/te
mp
erat
ure
I 1
4°C
± 2
°C,
I Batc
h r
eco
rds
Blo
ck
of
pro
du
ct
2h
p
rod
uct
an
d
info
rm Q
A
14
Ad
dit
ion
of
kin
g I P
rese
nce
of
IVP
, S
up
pli
er a
ssu
ran
ce I Y
es
I W~thin
Inta
ke
test
ing
D
o n
ot
use
p
raw
ns
+ p
arsl
ey B
. ce
reu
s m
lcro
-ac
cord
ing
to
m
ater
ial
bio
log
ical
su
pp
lier
o
uts
ide
spec
ific
atio
n
per
form
ance
sp
ecif
ica-
tio
n.
Re-
au
dit
su
pp
lier
to
pre
ven
t re
-o
ccu
rren
ce

Tab
le A
.2
con
tin
ued
Pro
cess
ste
p
Haz
ard
s P
rev
enta
tiv
e C
CP
C
riti
cal
Mo
nit
ori
ng
C
orr
ecti
ve
mea
sure
s li
mit
s ac
tio
ns
Hy
gie
nic
op
erat
ion
F
oll
ow
S
up
erv
isio
n
Rei
nfo
rce
HH
A
HH
A
gu
idel
ines
p
rin
cip
le
15
C
lose
pac
k a
nd
R
eco
nta
min
atio
n
Hy
gie
nic
op
erat
ion
Y
es
Fo
llo
w
Su
per
vis
ion
R
ein
forc
e la
bel
HH
A
HH
A
gu
idel
ines
p
rin
cip
les
Cle
anin
g/
Eq
uip
men
t S
wab
tes
ts
Rei
nfo
rce
dis
infe
ctio
n o
f cl
ean
ed/
HH
A
equ
ipm
ent
dis
infe
cted
p
rin
cip
les
ever
y 1
6 h
16
-S
tore
at
4°C
G
row
th o
f T
ime/
tem
per
atu
re
Yes
P
rod
uct
D
atel
bat
ch
Ret
aile
r to
1
8
dis
trib
uti
on
an
d
con
tam
inan
ts
tem
per
atu
re
cod
e re
mo
ve
fro
m
reta
il s
ale
5°C
± l
aC
sale
if
max
, 1
2
ou
tsid
e d
ate
day
s co
de
Tem
per
atu
re
As
abo
ve
reco
rder
s
19
R
efri
gera
te a
nd
G
row
th o
f T
ime/
tem
per
atu
re
Yes
6°
C ±
laC
, 3
Co
nsu
mer
to
A
dju
st
con
sum
e w
ith
in
con
tam
inan
ts
day
s ±
1 d
ay c
hec
k
tem
per
atu
re
3 d
ays
of
refr
iger
atio
n
con
tro
l o
n
pu
rch
ase
tem
per
atu
re
refr
iger
ato
r an
d s
tora
ge
Dis
card
ti
me
pro
du
ct
ou
tsid
e d
ate
cod
e o
r sl
ore
d >
4
day
s

A.3 Case Study 2 - Hamburger preparation in a fast-food restaurant D./. Phillips, Grand Metropolitan Foods Europe, Uxbridge, England.
A.3.1 Introduction
Because the HACCP process is more commonly used for food manufacturing situations where there are usually several discrete processing steps it may appear more difficult to apply to restaurant operations. Generally speaking, there tends to be more product handling in a restaurant operation than in a manufacturing situation and fewer 'process steps' and perhaps a greater opportunity for cross-contamination. It is therefore essential that proper precautions are taken to ensure that food is safe when presented to the consumer. Bryan (1981) quoted a survey carried out in the USA, which identified the 10 most common contributory reasons for food poisoning associated with all types of restaurant operations as being:
• Improper cooling • Twelve hours or more between preparation and eating • Infected people handling food • Inadequate reheating • Improper hot holding • Contaminated ingredients • Food from unsafe sources • Improper cleaning of equipment • Raw/cooked cross-contamination • Inadequate cooking
A HACCP approac.Q. aimed at identifying all potential hazards associated with materials, recipes, processes, and product handling, and establishing Critical Control Points to eliminate or reduce the hazards to an acceptable level, is as relevant in restaurant management as it is in food manufacturing.
A.3.2 Hazard analysis of product formulation
A HACCP Study of the recipe should be used to identify:
1. Any potential hazardous ingredients, which would require processing in the restaurant to make them safe.
2. The potential for any of the ingredients to become hazardous during storage in the restaurant or as a result of crosscontamination.
217

Appendix A
3. All of the time/temperature profiles for both storage, processing and product holding.
The two most important factors affecting product safety of ingredients before their use in the restaurant are the adequacy of the Supplier Assurance procedures and the distribution and storage conditions. Ingredients must only be purchased according to strict specifications from suppliers that are capable of managing food safety, and who preferably are applying HACCP to their own manufacturing processes. Suppliers must be audited regularly to ensure their compliance with the product specification and their overall quality system.
As can be seen from the ingredients table in the example given, the meat and the bun are the only ingredients that are actually further processed in the restaurant and therefore the integrity of the ingredients at delivery plays a major part in ensuring that the finished product is safe for the consumer. A hazard analysis of the individual ingredients and the preventative measures required at the supplier are shown in Table A.3.
A.3.3 Critical Control Points in product preparation
218
An example of the process steps that occur during hamburger preparation is shown in Table A.4.
As with any HACCP Process it is very important to validate that the process sequence is correct and is actually what is happening in the restaurant, particularly to ensure that no steps have been omitted. Similarly, it is important to see how product is moved around the restaurant, how the hygienic practices of the employees is working, and how equipment is cleaned and stored before use.
Each step of the process must then be studied in detail to identify the presence of hazards or factors that could lead to hazards occurring, and identify the points at which control can be applied, together with the Critical Limits, the Monitoring Procedures and Corrective Actions. A hazard analysis of the process is shown in Table A.5.
The hazard analysis confirms that the critical control points fall into three categories.
1. Prevention of cross-contamination of bacteria or foreign matter either by product-to-product or people-to-product routes.
2. Prevention of microbiological growth through abuse of storage holding times and temperatures.

HACCP Case Studies
Table A.3 Hazard Analysis - hamburger preparation
Ingredients
Meat patties
Buns
Mayonnaise
Lettuce/onion
Tomatoes
Ketchup
Pickles
Hazards
Contamination with Salmonella, E. coli, Staphylococcus aureus
Bone contamination
Pathogen contamination Foreign matter
Salmonella from eggs
Growth of pathogens
Pathogens
Foreign matter
Pest infestation/ foreign matter
Toxins in canned tomato paste/foreign matter
Foreign matter
Preventative Measures
GMP Product and environmental monitoring Finished product specifications for minimizing pathogen levels Bone elimination devices > 2mm
GMP Bake temperature> 85°C GMP Metal detection < 2.5 mm Fe < 3.5 mm non-Fe
GMP Positive release or certificates of analysis pH < 4.2 Temperature < 4°C Shelf life < 4 months
Chlorination with 100 ppm Chlorine Shelf life < 7 days GMP Metal detection < 2.5 mm Fe < 3.5 mm non-Fe
Visual inspection
Supplier assurance Canning GMPs
GMP
3. Cooking of raw products such as beef to destroy any pathogenic organisms that may be present. In fact, beef is the only product used for hamburgers in the restaurant that is processed to make it safe and this fact reinforces the importance of an effective Supplier Assurance programme for all products to ensure that all potentially hazardous foods and ingredients are properly identified and processed by the supplier to ensure their safety.
219

Tab
le A
.4 P
roce
ss s
tep
tab
le -
ham
bu
rger
pre
par
atio
n
Sta
ge
1 D
eliv
er
2 S
tora
ge
3 P
re-p
rep
arat
ion
4 C
ooki
ng
5 H
old
6 P
rep
arat
ion
7 A
ssem
bly
/wra
p
8 H
old
9 S
erv
ice
May
on
nai
se
1--4
°C
I 1-
-4°C
I T
ran
sfer
to
cl
ean
, sa
nit
ized
T
4 h
max
at
amb
ien
t I
Let
tuce
1--4
°C
I 1-
-4°C
I T
ran
sfer
to
pan
s
To
mat
o
Am
bie
nt
I A
mb
ien
t
I W
ash
an
d
slic
e
4 h
max
at
4 h
max
at
amb
ien
t am
bie
nt
I
Bu
n
Am
bie
nt
I A
mb
ien
t
I N
on
e
Mea
t
-18
°C m
ax
I -1
8°C
max
I T
ran
sfer
to
fre
ezer
ca
bin
et
I T
oas
t 66
°C C
oo
k>
68°
C
I I
10
min
max
ho
ld
>
62°
Ham
bu
rger
I
>
72°C
10
min
max
I C
ust
om
er
Pic
kle
s
Am
bie
nt
I A
mb
ien
t
I T
ran
sfer
to
pan
s
Ket
chu
p
Am
bie
nt
I A
mb
ien
t
I T
ran
sfer
to
d
isp
ense
r
On
ion
1--4
°C
I 1-
-4°C
I T
ran
sfer
to
pan
s
4 h
max
h
old
J

Tab
le A
.5
HA
CC
P C
on
tro
l C
har
t -
ham
bu
rger
pre
par
atio
n
CC
P
Pro
cess
Ste
p
Haz
ard
P
rev
enta
tiv
e C
riti
cal
Lim
its
Mo
nit
ori
ng
C
orr
ecti
ve
Act
ion
M
easu
re
Pro
ced
ure
1 D
eliv
ery
M
icro
bio
log
ical
T
emp
erat
ure
M
eat
pat
ties
E
ach
del
iver
y
Rej
ect if
ou
tsid
e
gro
wth
if
con
tro
l -1
8°C
li
mit
te
mp
erat
ure
L
ettu
ce
1 (C
hec
k p
er
No
tify
dis
trib
uto
r ab
use
d
On
ion
1-
-4°C
O
per
atio
ns
May
on
nai
se
Man
ual
p
roce
du
res)
F
ore
ign
mat
eria
ls
Pac
kag
ing
in
tact
A
ll p
ack
s A
s ab
ov
e A
s ab
ov
e u
nd
amag
ed a
nd
se
cure
2 S
tora
ge
Cro
ss-
con
tam
inat
ion
(a
) F
ore
ign
C
om
ple
te c
ov
erin
g
No
ex
po
sed
V
isu
al
Co
ver
, d
isca
rd i
f m
ater
ial
of
pro
du
ct
pro
du
ct
co
nta
min
ati
on
is
ev
iden
t (b
) M
icro
-C
ov
erin
g (
to
As
abo
ve
As
abo
ve
As
abo
ve
bio
log
ical
p
rev
ent
gro
wth
if
con
tam
inat
ion
) te
mp
erat
ure
ab
use
d
Tem
per
atu
re
Mea
t p
atti
es
Dai
ly t
emp
erat
ure
A
lert
en
gin
eer.
co
ntr
ol
rest
rict
s -1
8°C
ch
eck
s an
d r
eco
rd
Rej
ect
if o
uts
ide
gro
wth
L
eUu
ce
1 li
mit
O
nio
n
1--4
°C
May
on
nai
se
Sto
ck c
on
tro
l W
ith
in d
ates
U
se F
IFO
Dai
ly
Dis
card
pro
du
cts
st
ock
ch
eck
ex
ceed
ing
sh
elf
li
fe

Tab
le A
.5 c
on
tin
ued
CC
P
Pro
cess
Ste
p
Haz
ard
P
rev
enta
tiv
e C
riti
cal
Lim
its
Mo
nit
ori
ng
C
orr
ecti
ve
Act
ion
M
easu
re
Pro
ced
ure
3 P
re-p
rep
arat
ion
(i
) M
ayon
nai
se
(a)
Dec
ant
into
F
ore
ign
mat
eria
l C
om
ple
te c
ov
erin
g
No
exp
ose
d
Vis
ual
C
ov
er,
dis
card
if
ho
ldin
g p
ans
of
pro
du
ct
pro
du
ct
con
tam
inat
ion
is
evid
ent
Ch
emic
allm
icro
-C
lean
an
d
Cle
aned
an
d
Vis
ual
D
o n
ot
use
. b
iolo
gic
al
san
itiz
ed u
ten
sils
sa
nit
ized
bef
ore
R
etra
inin
g
use
C
ross
-C
lean
, sa
nit
ized
A
s ab
ov
e V
isu
al
As
abo
ve
con
tam
inat
ion
p
ans
and
sp
atu
las
(b)
Sto
rage
F
ore
ign
mat
eria
l C
over
ing
of
No
ex
po
sed
V
isu
al
Co
ver
, d
isca
rd i
f (b
efor
e p
rod
uct
p
rod
uct
co
nta
min
atio
n i
s tr
ansf
er t
o
evid
ent
pre
par
atio
n
tabl
e)
Mic
rob
iolo
gic
al
Tem
per
atu
re
4°C
max
V
isu
al d
aily
ch
eck
R
ejec
t if
ou
tsid
e g
row
th i
f co
ntr
ol
(1-4
°C)
lim
it
con
tam
inat
ed
(ii)
L
ettu
ce/
onio
n/p
ick
les
(a)
Fil
l h
old
ing
F
ore
ign
mat
eria
l C
om
ple
te
No
exp
ose
d
Vis
ual
C
ov
er,
dis
card
if
pan
s co
ver
ing
of
pro
du
ct
con
tam
inat
ion
is
pro
du
ct
evid
ent
Cle
an a
nd
C
lean
ed a
nd
V
isu
al
Do
no
t u
se.
san
itiz
ed u
ten
sils
sa
nit
ized
bef
ore
R
etra
inin
g
use

(b)
Sto
rag
e F
ore
ign
A
s ab
ov
e A
s ab
ov
e A
s ab
ov
e A
s ab
ov
e m
ater
ial
(iii
) T
omat
oes
(a)
Was
h
Cro
ss-
Use
of
ded
icat
ed,
Cle
aned
an
d
Vis
ual
D
o n
ot
use
. co
nta
min
atio
n
clea
n a
nd
sa
nit
ized
bef
ore
R
etra
inin
g
san
itiz
ed s
ink
u
se
(b)
Co
rin
g!
Cro
ss-
Cle
an,
san
itiz
ed
slic
ing
co
nta
min
atio
n
ute
nsi
ls
Fo
reig
n m
ater
ial
Eq
uip
men
t cl
ean
, C
lean
ed a
nd
V
isu
al
Do
no
t u
se.
san
itiz
ed a
nd
in
sa
nit
ized
bef
ore
R
etra
inin
g
go
od
rep
air
use
(i
v)
Bu
n
Sto
rag
e F
ore
ign
mat
eria
l C
om
ple
te c
ov
erin
g
No
ex
po
sed
V
isu
al
Co
ver
, d
isca
rd i
f of
pro
du
ct
pro
du
ct
con
tam
inat
ion
is
evid
ent
Sto
re 1
5 c
m o
ff
Fo
od
sto
red
off
V
isu
al
Pu
t o
n t
roll
ey.
floo
r fl
oo
r D
isca
rd if
con
tam
inat
ion
is
evid
ent
(v)
Mea
t p
atti
es
Sto
rag
e F
ore
ign
mat
eria
l C
om
ple
te c
ov
erin
g
No
ex
po
sed
V
isu
al
Co
ver
, d
isca
rd i
f o
f p
rod
uct
p
rod
uct
co
nta
min
atio
n i
s ev
iden
t (v
i)
Ket
chu
p
Dec
ant
into
bo
ttle
s F
ore
ign
mat
eria
l A
s ab
ov
e A
s ab
ov
e A
s ab
ov
e A
s ab
ov
e C
lean
an
d
Cle
aned
an
d
Vis
ual
D
o n
ot
use
. sa
nit
ized
ute
nsi
ls
san
itiz
ed b
efo
re
Ret
rain
ing
u
se
Cro
ss-
Cle
an a
nd
A
s ab
ov
e A
s ab
ov
e A
s ab
ov
e co
nta
min
atio
n
san
itiz
ed b
ott
les

Tab
le A
.5
con
tin
ued
CC
P
Pro
cess
Ste
p
Haz
ard
P
rev
enta
tiv
e C
riti
cal
Lim
its
Mo
nit
ori
ng
C
orr
ecti
ve
Act
ion
M
easu
re
Pro
ced
ure
4 M
eat
coo
kin
g
Mic
rob
iolo
gic
al
Co
rrec
t co
ok
ing
M
eat
coo
k-o
ut
Ch
eck
s co
mp
lete
d
Ref
er to
eq
uip
men
t su
rviv
al
tim
e/te
mp
68
°C M
IN
min
imu
m 4
X d
ay;
Op
erat
ion
s re
cord
an
d s
ign
M
anu
al
Cro
ss-
Sep
arat
e h
and
lin
g
Kee
p r
aw a
nd
V
isu
al
Dis
card
if
seen
. co
nta
min
atio
n
of
raw
an
d c
oo
ked
co
ok
ed m
eats
R
etra
inin
g
pro
du
ct
sep
arat
e D
o n
ot
han
dle
A
s ab
ov
e A
s ab
ov
e ra
w/c
oo
ked
mea
ts
Co
lou
r-co
ded
A
s ab
ov
e A
s ab
ov
e to
ng
s u
sed
to
h
and
le c
oo
ked
m
eat
Bu
n t
oas
tin
g
Cro
ss-
Co
rrec
t h
and
lin
g
Sta
ff n
ot
han
dli
ng
V
isu
al
Dis
card
if
seen
. co
nta
min
atio
n
un
coo
ked
fo
od
R
etra
inin
g
5 H
old
ing
M
icro
bio
log
ical
T
emp
erat
ure
S
alad
pro
du
cts
Use
of
dis
card
D
isca
rd p
rod
uct
g
row
th i
f m
axim
um
4 h
at
tim
es
exce
edin
g h
old
ing
te
mp
erat
ure
am
bie
nt
tim
e ab
use
d

Bu
ns/
mea
t 6
8 ±
D
aily
tem
per
atu
re
Ale
rt e
ng
inee
r.
6°C
ch
eck
s; r
eco
rd a
nd
R
ejec
t if
ou
tsid
e H
old
ing
si
gn
li
mit
te
mp
erat
ure
F
ore
ign
bo
dy
C
ov
erin
g o
f C
ov
ered
V
isu
al
Co
ver
if
seen
st
eam
er
6 M
icro
wav
ing
of
Cro
ss-
bu
n a
nd
mea
t co
nta
min
atio
n
(a)
Fo
reig
n
Cle
an a
nd
C
lean
an
d s
anit
ize
Vis
ual
D
o n
ot
use
. m
ater
ial
san
itiz
ed
bef
ore
use
an
d
Ret
rain
ing
eq
uip
men
t o
ng
oin
g
(b)
Mic
ro-
Cle
an a
nd
san
itiz
e C
lean
an
d s
anit
ize
Vis
ual
D
o n
ot
use
. b
iolo
gic
al
con
tact
su
rfac
es
bef
ore
use
an
d
Ret
rain
ing
(h
and
/wo
rk)
on
go
ing
(e.
g.
han
dle
lbu
tto
ns)
7 P
rep
arat
ion
C
ross
-co
nta
min
atio
n
Mic
rob
iolo
gic
al!
( i)
Per
son
al
Cle
an a
nd
V
isu
al
Do
no
t u
se.
chem
ical
!fo
reig
n
hy
gie
ne
san
itiz
ed h
and
s R
etra
inin
g
bo
die
s (i
i)
Cle
an a
nd
C
lean
an
d
Vis
ual
D
o n
o u
se.
san
itiz
ed
san
itiz
ed b
efo
re
Ret
rain
ing
su
rfac
es
use
an
d o
ng
oin
g
reg
ula
rly

Tab
le A
.S
con
tin
ued
CC
P
Pro
cess
Ste
p
Haz
ard
P
rev
enta
tiv
e C
riti
cal
Lim
its
Mo
nit
ori
ng
C
orr
ecti
ve
Act
ion
M
easu
re
Pro
ced
ure
8 A
ssem
bly
/wra
p
Cro
ss-
con
tam
inat
ion
F
ore
ign
mat
eria
l W
rap
in
tact
P
rod
uct
V
isu
al
Dis
card
if
un
dam
aged
an
d
con
tam
inat
ion
is
secu
re
evid
ent.
R
etra
inin
g
9 H
old
ing
M
icro
bio
log
ical
T
emp
erat
ure
/tim
e M
ax h
old
ing
tim
e D
aily
ch
eck
s;
Dis
card
pro
du
ct
gro
wth
if
hea
t ch
ute
79
± 6
°C
10
min
re
cord
an
d s
ign
T
rou
ble
sho
ot
tem
per
atu
re
pro
ced
ure
. ab
use
d
Ale
rt e
ng
inee
r S
erv
ing
tem
per
atu
re D
isca
rd t
imes
6
6 ±
17°
C
10
S
erv
ice
(if
eate
n
Cro
ss-
on
pre
mis
es)
con
tam
inat
ion
(a
) F
ore
ign
G
ener
al r
esta
ura
nt
Res
tau
ran
t cl
ean
V
isu
al
Rec
tify
/ret
rain
m
ater
ial
clea
nli
nes
s an
d t
idy
S
ign
ed d
aily
ch
eck
list
(b
) C
hem
ical
C
are
tak
en w
ith
U
se a
way
fro
m
Vis
ual
A
s ab
ov
e u
se o
f ch
emic
als
cust
om
ers

HACCP Case Studies
Cross-contamination of products with microorganisms from raw unprocessed food or from staff poses one of the major potential hazards in any restaurant and must be prevented by identifying:
(a) Procedures and practices which may contaminate potentially hazardous foods;
(b) Environmental conditions that may allow the growth and transfer of microorganisms on food contact surfaces.
Typically, such cross-contamination is prevented by:
• use of colour-coded tongs for handling raw and cooked meat, chicken and fish
• three-sink system for washing, rinsing and sanitizing all utensils
• regular use of sanitizers for wiping all product contact surfaces • stringent application of hand washing and hand sanitizers • wherever possible, avoiding the introduction of potentially
hazardous raw foods such as whole eggs, raw chicken or fish into the restaurant
Control of storage times and temperatures is essential to avoid the uncontrolled multiplication of any bacteria that may be present. This is achieved through:
(a) defining shelf lives and storage conditions of all incoming ingredients, and ensuring that these are adhered to during distribution;
(b) operating to strict 'First in, First out' (FIFO principles; (c) defining maximum preparation times and discard times for all
products within the restaurant, at all relevant stages of preparation and providing an easy-to-follow system for restaurant staff;
(d) providing hot holding units and steamers capable of maintaining temperatures of >60 dc.
For beef patties, which are produced from 100% beefthat has been formed and frozen, cooking in the restaurant is the major control point assuring the absence of pathogens in the finished hamburger. Raw beef may contain Salmonella spp., Staph. aureus, and E. coli 0157, all of which can be effectively destroyed by thorough cooking. However, control still has to commence with the patty manufacturer and with the suppliers of the original beef
227

Appendix A
to mInImIZe the presence of pathogens, and monitoring programmes, specifications and auditing of Good Manufacturing Practices at the manufacturer should all be in place. Cooking temperatures are therefore strictly controlled with all of the meat being cooked to a minimum internal temperature of 68°C. Broiler speeds are calibrated before start-up and temperatures are regularly checked throughout the day.
A.3.4 Monitoring
Monitoring of all food safety control points can be carried out through the use of check lists which can be used by the restaurant manager. Monitoring of product quality is also carried out throughout the supply and distribution chain to ensure that product specifications, shelf life and temperature criteria are being rigidly complied with. All of the operating procedures are detailed in an Operations Manual which specifies all food safety items, operating procedures and corrective actions.
A.3.S Record keeping
The monitoring of the CCPs must be properly documented and recorded in a suitable format, validated and signed by the responsible person. Records should be kept for at least 1 year.
A.3.6 Verification
228
HACCP Systems must be verified to ensure that they are working effectively and should aim to establish that:
(a) appropriate control points have been established to control all known potential hazards;
(b) control measures are working effectively.
Verification is carried out in a number of ways. Firstly, verification of control points associated with supplier and distribution control is carried out by regular audits of all suppliers and distributor records, quality ~ystems, HACCP Systems, as well as GMP audits. Secondly, at the restaurant level, a team of in dependent auditors carry out regular audits of every restaurant, checking that every control point is in place and that all Critical Limits are being adhered to. These audits are very detailed and any critical safety factors are highlighted for immediate attention. Thirdly, any customer complaints are systematically analysed to ensure that all hazards have been identified and are being controlled.
Managing food safety effectively is crucial for the success of

HACCP Case Studies
fast-food businesses; the HACCP Principles of identifying potential hazards and implementing appropriate control measures provide the most efficient means of maintaining such management.
A.4 Case Study 3 - Lime juice cordial N.S. Hagger, Britvic Soft Drinks Ltd., Chelmsford, England.
AA.l Introduction
This case study will provide an insight into the institution of the Hazard Analysis Critical Control Point (HACCP) system, as applied within Britvic Soft Drinks Ltd., through looking at a hypothetical unpasteurized soft drink product - lime juice cordial. Britvic are using HACCP for the control of microbiological, chemical and foreign body hazards, and to prevent product spoilage in addition to food safety. The Britvic HACCP System is illustrated in Figure A.2.
Stage 5-Continuous improvement
Stage 1 - ___ ~ The Team '-------r---'
'-\. , , , , , , , , , , '-, '- Stage6-
r---I-------, '- '- Auditing Identify new ':a \, hazards "" i.e. changes to product, processing, plant
" ",,"
" " "
//Implement
// Corrective action
Stage 4-Recording
Figure A.2 Britvic HACCP Approach.
AA.2 Stage 1 - the HACCP Team
Stage 2-Flow Diagrams Hazard Analysis
Stage 3-Critical Points for control (i.e. CCPs)
The form entitled 'HACCP Team Details' (Figure A.3) is completed. This is to ensure that a record is made of all team members, and the relevant details for that particular HACCP Team are kept together for reference.
229

Appendix A
Location
Products
Date
Details of Team members
Britvic Soft Drinks Limited. Factory
Unpasteurized soft drink containing fruit, e.g. lime juice cordial containing 50% juice.
Xx/XX/94
Factory Quality Manager Laboratory Technician (Microbiology) Syrup Room Supervisor Line Engineer Line Supervisor
Details of Team members co-opted Warehouse checker
Figure A.3 HACCP Team details.
A.4.3 Stage 2 - Flow Diagrams and Hazard Analysis
230
The Hazard Analysis stage consists of identification and description of potential hazards, followed by the assessment of risks associated with the process.
Hazards associated with foods and drinks are normally categorized as microbiological, chemical and foreign body or physical hazards. It is important to note that for this case study, the definition of Hazard is a potential to cause harm in the product in terms of food safety and spoilage.
In order for the HACCP Team to be able to progress towards hazard analysis, first they ·complete accurate Process Flow Diagrams. The HACCP Team 'walk' the entire process before, during and after completion of the flow diagrams. Flow diagram 1 summarizes processes from raw material receipt to final product delivery for all soft drink products made on this production line. The aim of this Flow Diagram (Figure A.4) is to tune the team into a common understanding of what the production site does and where processes occur on the site.

HACCP Case Studies
Copies of relevant engineering diagrams are useful for finer details, which can be transferred in a simplified form to Flow Diagram 1.
Flow Diagram 2 (Figure A.5) details the process of the specific soft drink being considered for this study, i.e. lime juice cordial. The HACCP Team now use their combined knowledge and expertise to describe each activity or operation in its logical sequence in the Flow Diagram, and detail is most important. For the purposes of this case study a basic, non-complicated Flow Diagram has been constructed.
Once both Flow Diagrams are complete, relevant specifications for raw materials, packaging, finished products, storage and delivery are collected together for team use. For this case study, much of the additional information is detailed on the Product Description Sheet (Figure A.6).
Before the hazard analysis stage, the team members familiarize themselves with existing documentation and specifications to understand the process thoroughly and establish what is already in place. The information considered from existing documentation was that:
• the temperature of product throughout manufacturing is ambient;
• the process time is 15 minutes at the batch stirring stage, followed by 1 hour to package the batch;
• there are no 'dead legs' present in the production line; • there is no rework mechanism; • the high-care areas include dry pack weighing, batch prepara
tion and product filler to capper; • the storage of glass bottles is in cardboard boxes in the enclosed
warehouse before distribution; • the cleaning of the process lines is by steam, Cleaning in Place
(CIP) and manual breakdown of pipework. The cleaning solution is caustic based.
Starting at the beginning of Flow Diagram 2, each part of the process is taken in order and entered onto the 'part of process' section on the Hazard Analysis Table (Table A.6).
Each potential hazard is then analysed by considering the severity and the likelihood of its occurrence. In other words, each potential hazard is investigated in detail to establish whether or not it is a real hazard.
In Britvic Soft Drinks, the HACCP Team carry out the hazard analysis by assigning specific levels of concern to each potential hazard. These concern levels relate to the Britvic operation and
231

Frui
t ba
se
Am
bien
t B
ulk
stor
e st
orag
e st
orag
e 1%
soln
si
lo
silo
Unp
rese
rved
co
ld s
tore
4°
C
Pum
ped
Pum
ped
to
calib
rate
d to
ba
se ta
nk
calib
rate
d ba
se ta
nk
Pum
ped
to b
atch
tan
k
Pre
serv
ed
Pum
ped
to
calib
rate
d ba
se ta
nk
Col
ours
dr
y po
wde
r
Sod
ium
m
etab
isu
lphi
te
Asc
orbi
c ac
id
Aci
dity
re
gula
tor
Add
ed to
bat
ch ta
nk
Sw
eete
ner
F
lavo
ur
Flam
m
able
st
ore

Pas
teur
ized
90°
C ±
1°C
30
-45
s
Coo
led
to 2
0°C
Prim
ary
pack
agin
g F
iller
Cap
per
Foi
ler
and
crim
pe
r
Cap
cod
er
Labe
ller
To in
clud
e ea
ch s
tep
invo
lved
in
prod
uctio
n o
f a p
rod
uct
from
rec
eipt
I :
of r
aw m
ater
ials
ont
o si
te.
1 Prim
ary
pack
agin
g 1
__
I Pac
ked
into
cas
es
2 D
etai
ls s
houl
d in
clud
e pr
oces
s/op
erat
ion
nam
e, d
irect
ion
of p
rodu
ct fl
ows.
3 A
LL p
lant
sho
uld
be i
nclu
ded.
4 W
here
va
ria
tion
s e
xist
due
to
prod
uctio
n o
f diff
ere
nt p
rodu
cts
thes
e m
ust b
e no
ted.
Cas
e co
ded
Pal
letiz
ed
Ful
l goo
ds w
areh
ouse
Des
patc
h
Fig
ure
A.4
S
um
mar
y o
f so
ft d
rin
ks
pro
du
ctio
n -
Pro
cess
Flo
w D
iag
ram
1.

Appendix A
Pumped to batch tank
Non-return glass bottles
Warehouse
Rinsed
Figure A.5 Lime juice cordial - Process Flow Diagram 2.
1. The product is made up of 70° Brix sugar solution, lime juice concentrate, lime flavour, preservative (sodium metabisulphite) and water.
2. Manufactured for the UK.
3. The acid level is of particular importance to product taste.
4. Filtered through a 5-micron filter before filling.
5. Additions are made to the batch tank via a suitably sized sieve.
6. This product is not pasteurized.
7. The product has a 6-month shelf life.
8. The pH is = 2.4.
9. Lime fruit percentage 50%.
10. Sensory flavour when diluted 1 + 4 to conform to accepted standard.
11. Microbiological guidelines:
Osmotolerant <1 Yeast <1 Bacteria <1 Mould
per 100 ml per 100 ml per 100 ml
12. Pack type and size - glass bottle 1 litre.
13. The product is stored at ambient or chilled once purchased by the consumer.
Figure A.6 Lime juice cordial - product description sheet.
234

HACCP Case Studies
Table A.6 Hazard Analysis - lime juice cordial
Part of process Hazard Means of control Category
1. Raw materials
1.1 Water Mains water Microbial Weekly microbial Food safety incoming contamination analysis
Chemical Daily chemical contamination analysis Foreign body Filtration contamination (insects, debris)
Water filters Microbial growth Cleaning effect- Quality ively
Water pump Microbial growth Cleaning effect- Quality (to batch Chemical residues ively and speci-tank) fication of
food-grade grease 1.2 Fruit base
Incoming Microbial growth - Microbial analysis Quality ingredients yeast if contamination is Addition to No hazard suspected batch tank identified
1.3 Sugar solution Incoming Microbial Visual inspection Quality ingredient contamination and and microbial
growth potential - analysis yeast Chemical Chemical analysis contamination SQA and agreed
specifications Bulk storage Increase in Microbial analysis Quality silo microflora Ensure efficiency Food safety
Contamination of CIP chemical with surface drain system contact chemicals Check after each
CIP Sugar filter Microbial growth Effective cleaning Quality
and therefore - checked by cross-contamina- microbial tion swabbing every 2
weeks Sugar pumps As above As above plus Quality (to batch engineer's visual tank) inspection
Microbial swabs every 3 months only
235
Appendix A
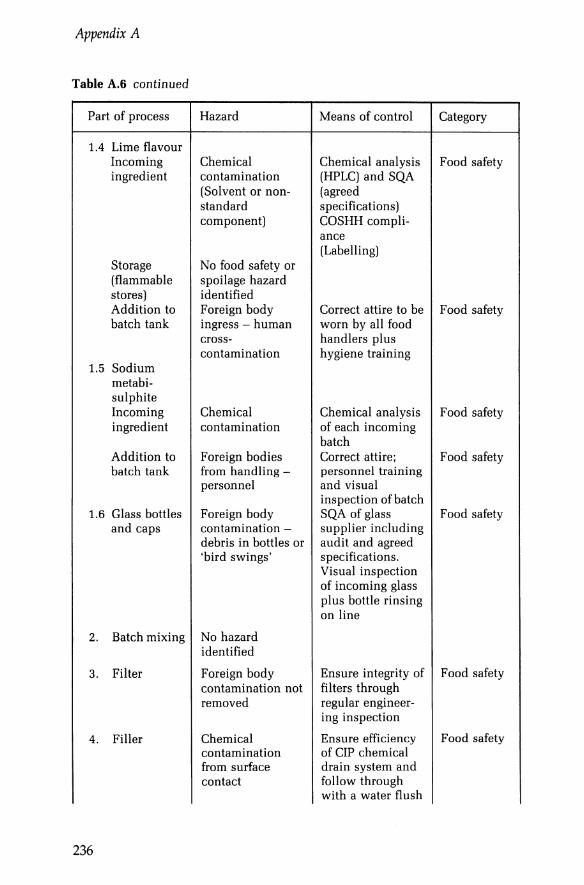
Table A.6 continued
Part of process Hazard Means of control Category
1.4 Lime flavour Incoming Chemical Chemical analysis Food safety ingredient contamination (HPLC) and SQA
(Solvent or non- (agreed standard specifications) component) COSHH compli-
ance (Labelling)
Storage No food safety or (flammable spoilage hazard stores) identified Addition to Foreign body Correct attire to be Food safety batch tank ingress - human worn by all food
cross- handlers plus contamination hygiene training
1.5 Sodium metabi-sulphite Incoming Chemical Chemical analysis Food safety ingredient contamination of each incoming
batch Addition to Foreign bodies Correct attire; Food safety batch tank from handling - personnel training
personnel and visual inspection of batch
1.6 Glass bottles Foreign body SQA of glass Food safety and caps contamination - supplier including
debris in bottles or audit and agreed 'bird swings' specifications.
Visual inspection of incoming glass plus bottle rinsing on line
2. Batch mixing No hazard identified
3. Filter Foreign body Ensure integrity of Food safety contamination not filters through removed regular engineer-
ing inspection
4. Filler Chemical Ensure efficiency Food safety contamination of CIP chemical from surface drain system and contact follow through
with a water flush
236

HACCP Case Studies
Part of process Hazard Means of control Category
5.
6.
7.
Capper Microbial Microbial analysis Quality contamination of caps by batch (6 from dirty caps caps < 20 TVC)
Foiler and Foreign body - Continuous on- Food safety Crimper glass line checks to
ensure no signs of neck area chipping
Packing and No hazard Despatch identified
help the HACCP Team to think about what would happen if the potential hazard occurred - would it have a serious outcome or not? The concern level assigned is then used to determine the real hazards, for example, Concern Levell, the hazard is not realistic -rising to Concern Level 4, there is a real hazard.
Looking more closely at the information on the Hazard Analysis Table (Table A.6), this HACCP Study of lime juice cordial gives some interesting information. Picking out some of the points will show how much useful data has been gathered so far.
1. Mains water contains microbial levels that may affect final product quality.
2. If any of the raw materials used in manufacture of the soft drink are chemically contaminated the highest severity of risk will be realized, i.e. this is a food safety issue.
3. Foreign bodies may enter the process via the raw materials, e.g. debris in water.
4. Microbial growth in sugar needs to be minimized as this type of yeast growth will potentially go on to ferment the final product, leading to product spoilage.
5. The cleaning process needs to be able to remove excess surface contact chemicals in the sugar silos and the filler.
6. The syrup room process of additions to the batch tanks is a critical area - the wrong raw material chemicals must not be used in batch make- up, also the batch is at the stage when the product is most at risk to foreign bodies from human error.
7. The microbial contamination from the capper process could allow all products on line 1 to have mould spores added to each bottle, again causing product spoilage.
237

Appendix A
8. The crimper, if not carefully maintained, could allow two hazards to be realized: if over-crimping occurs, neck ring glass may be added to bottles, while under-crimping may lead to air ingress into the bottles, potentially causing microbial growth.
9. Foreign-body debris in the non-return bottles needs to be effectively removed or detected.
The Team have been able, through Hazard Analysis, to identify potential hazards by preparing Flow Diagrams and to assess the severity of each hazard by considering the likelihood of that hazard occurring and the risk to the consumer and/or product. The Team then define controls which are relevant and cost effective to control each hazard.
AAA Stage 3 - Control of Critical Points
238
Following the Hazard Analysis the HACCP Team go on to select those areas as critical for control of food safety, i.e. Critical Control Points (CCPs) - those areas where realistic hazards must be controlled. Control points critical for control of product spoilage are also identified. These are classed as Quality Control Points (QCPs).
The Control Point Information sheet (Tables A.7 and A.8) is completed by selecting from the Hazard Analysis Table (Table A.6) all parts of the process that present a realistic hazard. The remainder of the sheet is then filled in by the Team for each CCP.
The means of control has to be as simple and effective as possible, and once specific parts of the process have been selected either as CCPs or QCPs, the department responsible must be identified. The relevant control systems are then put in place, if not already present.
The key information the HACCP Team have now generated is a clear definition of 'what', 'when', 'where', 'who' and 'how' for each Control Point. These data are then drawn together to document responsibilities and actions in work instructions, such as cleaning schedules, hygiene programmes, and calibration regimes. Documentation is part of the Factory Quality system and is therefore developed in line with the Company's agreed approach to documenting the CP activities to ISO 9000 standard.
The HACCP Team, by using the Control Point Information Sheet (Tables A.7 and A.8) for the production of lime juice cordial, has found 19 Control Points, 10 of which are CCPs associated with chemical contamination or glass faults and debris in the bottles. This is because, with a pH of 2.4, a high sugar content and added preservative the risk of microbiological food

Tab
le A
.7
Co
ntr
ol
Po
int
Info
rmat
ion
Sh
eet
-S
afet
y
Pro
cess
H
azar
d
Mea
ns
of
Fre
qu
ency
S
pec
ific
atio
ns
Dep
artm
ent
Co
mm
ents
/ st
ep
con
tro
l o
f co
ntr
ol
for
CC
P
resp
on
sib
le f
or
acti
on
(C
CP
No.
) co
ntr
ol
if o
uts
ide
lim
its
Mai
ns
Fo
reig
n b
od
ies
Wat
er f
ilte
rs
Co
nti
nu
ou
s M
ain
ten
ance
of
En
gin
eers
C
han
ge
filt
er
wat
er (
1)
wat
er f
ilte
rs d
aily
F
ilte
r in
tact
C
hem
ical
C
hem
ical
M
inim
um
E
C R
egu
lati
on
s Q
C
Lia
ise
wit
h
con
tam
inat
ion
an
aly
sis
dai
ly
Ch
emic
al
sup
pli
ers
Ag
ree
con
trac
t fo
r q
ual
ity
of
wat
er
Bu
lk s
ug
ar
Ch
emic
al
CIP
dra
in d
ow
n
Eac
h c
lean
N
o c
hem
ical
P
rod
uct
ion
T
est
for
silo
(2)
co
nta
min
atio
n
Wat
er f
lush
re
sid
ue
det
ecte
d
det
erg
ent
fro
m C
IP
-v
isu
al
resi
du
es
insp
ecti
on
L
ime
Ch
emic
al
Ch
emic
al
Ev
ery
bat
ch
HP
LC
, st
and
ard
Q
C
Rev
iew
fl
avo
ur
(3)
con
tam
inat
ion
an
aly
sis
of
fin
al
ing
red
ien
ts
Ch
emic
al
sup
pli
er
pro
du
ct
det
ecte
d
con
trac
t an
d
spec
ific
atio
n
agre
ed
Ad
ded
to
F
ore
ign
bo
die
s C
orr
ect
Ev
ery
H
and
le t
o
Pro
du
ctio
n
Fo
reig
n b
od
y
bat
ch t
ank
-
fro
m h
and
lin
g
han
dli
ng
d
eliv
ery
C
OS
HH
to
be
scre
ened
(4
) C
orr
ect
use
of
reg
ula
tio
ns;
fr
om
bat
ch
pro
tect
ive
Tra
ined
cl
oth
ing
o
per
ato
rs
So
diu
m
Ch
emic
al
Ch
emic
al
Ev
ery
bat
ch
HP
LC
, st
and
ard
Q
C
Rev
iew
m
etab
i-co
nta
min
atio
n
anal
ysi
s o
f fi
nal
in
gre
die
nts
C
hem
ical
su
pp
lier
sulp
hit
e (5
) p
rod
uct
d
etec
ted
co
ntr
act

Tab
le A
.7
con
tin
ued
Pro
cess
H
azar
d
Mea
ns
of
Fre
qu
ency
S
pec
ific
atio
ns
Dep
artm
ent
Co
mm
ents
/ st
ep
con
tro
l o
f co
ntr
ol
for
CC
P
resp
on
sib
le f
or
acti
on
(C
CP
No.
) co
ntr
ol
if o
uts
ide
lim
its
Ad
ded
to
Fo
reig
n b
od
ies
Vis
ual
E
very
bat
ch
No
fo
reig
n b
od
ies
Pro
du
ctio
n/s
yru
p
Fo
reig
n b
od
y
bat
ch t
ank
-
fro
m h
and
lin
g
insp
ecti
on
of
fro
m p
erso
nn
el
roo
m
to b
e sc
reen
ed
(6)
bat
ch a
nd
to
en
ter
the
bat
ch
an
d r
emo
ved
co
rrec
t at
tire
fr
om
bat
ch o
r so
urc
ed f
rom
fi
nal
pro
du
cts
No
n-r
etu
rn
Fo
reig
n b
od
ies
QC
ch
eck
s o
n
Co
nti
nu
ou
s N
o d
ebri
s in
' P
rod
uct
ion
H
old
sto
ck
-b
ott
les
(7)
-g
lass
li
ne
bo
ttle
s Q
C
det
erm
ine
Ap
pro
ved
A
nn
ual
au
dit
le
vel
of
bo
ttle
s su
pp
lier
A
gre
ed
con
tain
ing
sp
ecif
icat
ion
d
ebri
s R
evie
w
sup
pli
er
con
trac
t F
ilte
red
(8)
F
ore
ign
bo
die
s E
ffec
tive
C
on
tin
uo
us
Inta
ct f
ilte
r;
En
gin
eers
C
han
ge
filt
er
filt
rati
on
m
ain
tain
ed d
aily
F
ille
r (9
) C
hem
ical
C
hem
ical
dra
in
Aft
er e
ach
N
o c
hem
ical
P
rod
uct
ion
an
d
Pro
du
ct t
este
d
con
tam
inat
ion
sy
stem
C
IP
resi
du
e d
etec
ted
E
ng
inee
rs
to e
nsu
re n
o
fro
m C
IP
CIP
to
be
Vis
ual
in
spec
tio
n
fore
ign
co
ncl
ud
ed w
ith
o
f fi
ller
bo
wl
chem
ical
s a
wat
er f
lush
b
efo
re u
se
pre
sen
t F
oil
er a
nd
F
ore
ign
bo
die
s Q
C c
hec
ks
on
C
on
tin
uo
us
No
ch
ipp
ing
of
Pro
du
ctio
n
Ho
ld s
tock
-cr
imp
er
-g
lass
li
ne
nec
k a
rea
det
erm
ine
(10)
le
vel
co
nta
inin
g
gla
ss/m
ain
tain
cr
imp
er

Tab
le A
.8 C
on
tro
l P
oin
t In
form
atio
n S
hee
t -
Sp
oil
age
Pro
cess
ste
p
Haz
ard
M
ean
s o
f co
ntr
ol
Fre
qu
ency
S
pec
ific
atio
ns
Dep
artm
ent
Co
mm
ents
/act
ion
(Q
CP
No.
) o
f co
ntr
ol
for
QC
P
resp
on
sib
le f
or
if o
uts
ide l
imit
s co
ntr
ol
Wat
er f
ilte
rs
Mic
rob
ial
gro
wth
C
lean
ing
D
aily
N
o v
isib
le d
ebri
s P
rod
uct
ion
In
crea
se c
lean
ing
(Q
l)
an
d v
isib
le
insp
ecti
on
W
ater
pu
mp
M
icro
bia
l g
row
th
Flu
sh w
ith
wat
er
3-m
on
thly
N
o v
isib
le d
ebri
s M
ain
ten
ance
In
crea
se c
lean
ing
(Q
2)
an
d v
isib
le
insp
ecti
on
F
ruit
bas
e M
icro
bia
l g
row
th
Mic
rob
ial
On
ly i
f <
yea
st/l
Oa
ml
QC
S
en
d s
am
ple
to
(Q
3)
anal
ysi
s su
spec
t M
icro
bio
log
y
be
con
firm
ed b
y
con
tam
ina-
Cen
tral
ti
on
L
abo
rato
ry
Su
gar
M
icro
bia
l M
icro
bia
l E
ver
y
Am
eric
an
QC
Mic
rob
iolo
gy
R
ejec
t ta
nk
er
-so
luti
on
(Q
4)
con
tam
inat
ion
an
aly
sis;
vis
ual
d
eliv
ery
B
ott
lers
Sta
nd
ard
an
d s
yru
p r
oo
m
retu
rn t
o s
up
pli
er
insp
ecti
on
B
ulk
sto
rag
e M
icro
bia
l g
row
th
QC
D
aily
A
mer
ican
Q
C
Ad
dit
ion
al
silo
(Q
5)
Mic
rob
ial
Bo
ttle
rs S
tan
dar
d
Mic
rob
iolo
gy
an
aly
sis
of
fin
al
pro
du
ct
Su
gar
fil
ter
Mic
rob
ial
gro
wth
C
lean
ing
2
-wee
kly
M
icro
bia
l Q
C
Incr
ease
cle
anin
g
(Q6)
sw
abb
ing
M
icro
bio
log
y
freq
uen
cy
Su
gar
pu
mp
s M
icro
bia
l g
row
th
Cle
anin
g
3-m
on
thly
M
icro
bia
l Q
C
Incr
ease
cle
an
ing
(Q
7)
swab
bin
g a
nd
M
icro
bio
log
y
freq
uen
cy
En
gin
eer'
s v
isu
al
an
d E
ng
inee
rs
insp
ecti
on
C
app
er (
Q8)
M
icro
bia
l M
icro
bia
l E
ver
y b
atch
6
cap
s an
aly
sed
Q
C
Co
nfi
rm f
inal
co
nta
min
atio
n
anal
ysi
s <
20
TV
C
Mic
rob
iolo
gy
p
rod
uct
no
t af
fect
ed b
y
mic
rob
es
det
ecte
d i
n c
aps
Fo
iler
an
d
Mic
rob
ial
gro
wth
Q
C
Ev
ery
bat
ch
No
gro
wth
Q
C
Incr
ease
cle
anin
g
crim
per
(Q
9)
Mic
rob
ial
Mic
rob
iolo
gy
an
d v
isib
le
anal
ysi
s in
specti
on

Appendix A
safety issues are small. An additional nine control points were found to be QCPs for the control of spoilage microorganisms (predominantl y yeasts).
AA.S Stage 4 - Recording
Examples of recording are not included in this case study.
AA.6 Stage 5 - Continuous improvement
Following implementation of HACCP to Stage. 4, recording of information is extremely important to keep the momentum of the System going. In addition, new products, new packages and new processes will inevitably be introduced to a factory and or production line, which will introduce potential new hazards. These new hazards need to be incorporated into the HACCP Study so that new CCPs can be identified and redundant CCPs rejected. This means that a regular review is needed.
The HACCP Team would carry out Stage 2 'The Hazard Analysis' incorporating any potential new hazards, changes to the Flow Diagrams and the Hazard Analysis Table. Depending upon the significance of the hazard, this may be carried out by (i) completely redoing the Hazard Analysis Stage; or (ii) inserting the relevant details onto the existing paperwork. Whichever method is selected, copies of all originals should be maintained for reference. By retaining original copies, historical information is provided for reference in the event of a hazard being realized or if a similar situation arises in the future.
If new CPs are identified, the HACCP Team carry out Stage 3 incorporating the new CPs on the Control Point Information Sheet (Table A.7). Depending on the significance of the hazard, this could mean that the Control Point Information Sheet may need to be (i) completely redone; or (ii) have new/altered CPs inserted. Stage 4 Recording then needs to be updated, and set up for new CCPs as necessary.
Records of HACCP information will eventually build up, and local decisions are made at each factory as to which information is retained.
AA.7 Stage 6 - Auditing
242
The auditing of the whole HACCP System ensures that all Critical Control Points are under control and that any corrective action needing to be implemented is carried out. Auditing is therefore

HACCP Case Studies
part of the continuous improvement plan following the implementation of HACCP. Each department should have a list of CPs relevant to the department's function. The Britvic auditing process is presently carried out by someone external to the site, to ensure the HACCP work is running smoothly and the CPs are being monitored by the relevant departments.
The auditor views and records his or her findings when he or she is satisfied that CPs are being actioned through work instructions, cleaning schedules, hygiene programmes and calibration regimes. The result of the audit is entered onto audit sheets. The Control Point Sheets themselves can be extended and used for this purpose by adding additional columns for audit data and results.
The results of the audit are then discussed with relevant personnel; this may be the whole factory management team or the quality management. An audit performance rating will be given when the auditor has assessed all stages of the HACCP system, i.e. Control of Critical Points, Recording and Continuous Improvement. Copies of audit records are retained by the auditor and factory manager, and a copy is forwarded to the company HACCP Co-ordinator .
In conclusion, the production of soft drinks, with regard to microbial food safety, is considered within the food and drink industry as low risk. However, this case study has briefly shown how manufacture of any product may, through Hazard Analysis of the process and Control Points identification, be used to control not only the risk to food safety, in this case particularly chemical and physical hazards, but also to product spoilage, thus ensuring consumer satisfaction.
A.5 Case Study 4 - Potato salad, retail sale C.A. Wallace, with assistance from J. Hughes, J. Sainsbury plc, London, England.
A.5.l Introduction
This case study covers the introduction of a new product to the delicatessen and salad bar counters of a retail supermarket. Hazard analysis had previously been carried out on existing salad products, and the main purpose of this study was to ensure that no new hazards would be introduced which would not be controlled effectively by the existing control mechanisms.
243

Appendix A
A.S.2 HACCP Team members
The HACCP Team was made up of the following:
• Store Food Safety Officer - Team Leader • Delicatessen Manager • Warehouse Manager • Head Office Technologist
All Team members had a minimum of 3 years' experience in the retailing of fresh food, and had received training in the application of HACCP.
A.S.3 HACCP Study Terms of Reference
The HACCP Study covers food safety hazards from receipt by the store warehouse to consumption by the consumer. The potato salad had already been established as a safe product when supplied, and was covered during manufacture by the supplier's HACCP Plan.
This HACCP Study does not cover spoilage. The HACCP Team proposed to address this separately due to time constraints. As spoilage microorganisms can grow in the product, then storage times and temperatures will become more important, along with the cross-contamination risk, when the spoilage study is carried out.
A.S.4 The Product
244
The product is a low-pH, chilled potato salad, made up of cooked potato and mayonnaise, and garnished with chives. It is manufactured by an existing approved supplier of prepared salads. The product characteristics are as follows:
(i) pH - 4.0 ± 0.1 (ii) Storage temperature - <5.0 °C
(iii) Pack size - 2 kg (iv) Pack type - plastic tub with lid (v) Shelf life - packed product, 15 days at <5.0 °C;
once opened, 4 days at <5.0 °C
The product formulation will not support the growth of pathogens due to its low pH. However, the potential for contamination with pathogens which may survive, and in particular those which have a low infective dose (e.g. Salmonella spp.) will need to be considered during the HACCP Study.

HACCP Case Studies
A.5.5 The Process
1. Receive prepared salad
• 2. Store at <5°C
• 3. Transfer to delicatessen preparation area
• 4. Decant into bowls
• 5. Transfer
• 6. Display on delicatessen counter
• 7. Weigh-up and label
• 8. Hand to customer
12. Checkout
•
• 9. Transfer
• 10. Display on salad bar
• 11. Customer fills pot
13. Transport to home refrigerator
• 14. Home storage
• 15. Consumption
Figure A.7 Potato salad, retail sale - Process Flow Diagram.
245

A.S
.6
Haz
ard
An
aly
sis
and
CC
P I
den
tifi
cati
on
Tab
le A
.9
Haz
ard
An
aly
sis
and
CC
P D
ecis
ion
-p
ota
to s
alad
ret
ail
sale
Pro
cess
ste
p
Haz
ard
P
rev
enta
tiv
e M
easu
re
Q1
Q2
Q
3 Q
4
Q5
C
CP
?
1.
Rec
eiv
e p
rep
ared
N
o h
azar
d i
den
tifi
ed a
s sa
lad
p
rod
uct
on
po
siti
ve
rele
ase
to s
pec
at
sup
pli
er
and
man
ufa
ctu
red
to
H
AC
CP
Sy
stem
2.
Sto
re a
t <
5°C
N
o h
azar
d i
den
tifi
ed
3.
Tra
nsf
er t
o
No
haz
ard
id
enti
fied
d
elic
ates
sen
p
rep
arat
ion
are
a
4.
Dec
ant
into
bo
wls
-
Cro
ss-c
on
tam
inat
ion
E
ffec
tive
cle
anin
g
Y
Y
N
Y
N
./
wit
h p
ath
og
ens
from
bo
wl
pro
ced
ure
s o
r u
ten
sils
-
Ch
emic
al c
on
tam
inat
ion
C
lean
ing
pro
ced
ure
Y
Y
N
Y
N
./
fr
om
cle
anin
g r
esid
ues
fo
llo
wed
-
Cro
ss-c
on
tam
inat
ion
S
taff
per
son
al h
yg
ien
e Y
Y
N
Y
N
./
w
ith
fo
reig
n m
ater
ial
from
p
roce
du
res
and
tra
inin
g
env
iro
nm
ent
and
o
per
ato
rs
Go
od
ret
ail
pra
ctic
es a
nd
en
vir
on
men
tal
man
agem
ent.
(P
est
con
tro
l, e
ffec
tiv
e cl
ean
ing
, p
rev
enta
tiv
e m
ain
ten
ance
, et
c.)
5.
Tra
nsf
er t
o N
o h
azar
d i
den
tifi
ed
del
icat
esse
n c
ou
nte
r (p
rep
arat
ion
are
a im
med
iate
ly b
ehin
d
cou
nte
r)

6.
Dis
pla
y o
n
-C
ross
-co
nta
min
atio
n
Eff
ecti
ve c
lean
ing
Y
Y
N
Y
N
./
d
elic
ates
sen
co
un
ter
wit
h p
ath
og
ens
from
p
roce
du
res
serv
ing
ute
nsi
ls
./
-C
ross
-co
nta
min
atio
n
Sta
ff p
erso
nal
hy
gie
ne
Y
Y
N
Y
N
wit
h p
ath
og
ens
from
sta
ff
pro
ced
ure
s an
d t
rain
ing
p
ract
ices
./
-
Ch
emic
al c
ross
-C
lean
ing
pro
ced
ure
s Y
Y
N
Y
N
co
nta
min
atio
n f
rom
fo
llo
wed
cl
ean
ing
res
idu
es
./
-C
ross
-co
nta
min
atio
n
Go
od
ret
ail
pra
ctic
es a
nd
Y
Y
N
Y
N
w
ith
for
eign
mat
eria
l fr
om
en
vir
on
men
t m
anag
emen
t en
vir
on
men
t an
d s
taff
S
taff
per
son
al h
yg
ien
e p
roce
du
res
an
d t
rain
ing
7.
Wei
gh
-up
an
d l
abel
-
Cro
ss-c
on
tam
inat
ion
E
ffec
tive
cle
anin
g
Y
Y
N
Y
N
./
Sal
ad i
s w
eig
hed
in
to
wit
h p
ath
og
ens
from
p
roce
du
res
po
t an
d l
idd
ed.
Lab
el
serv
ing
ute
nsi
ls
./
pla
ced
acr
oss
lid
, -
Cro
ss-c
on
tam
inat
ion
S
taff
per
son
al h
yg
ien
e Y
Y
N
Y
N
se
alin
g e
dg
es
wit
h p
ath
og
ens
from
sta
ff
pro
ced
ure
s an
d t
rain
ing
p
ract
ices
./
-
Ch
emic
al c
ross
-C
lean
ing
pro
ced
ure
s Y
Y
N
Y
N
co
nta
min
atio
n f
rom
fo
llo
wed
cl
ean
ing
res
idu
es
./
-C
ross
-co
nta
min
atio
n
Go
od
ret
ail
pra
ctic
es a
nd
Y
Y
N
Y
N
w
ith
for
eign
mat
eria
l fr
om
en
vir
on
men
t m
anag
emen
t en
vir
on
men
t an
d s
taff
S
taff
per
son
al h
yg
ien
e p
roce
du
res
and
tra
inin
g
8.
Han
d t
o c
ust
om
er
No
haz
ard
id
enti
fied
9.
Tra
nsf
er t
o s
alad
bar
C
ross
-co
nta
min
atio
n w
ith
B
ow
ls f
ull
y c
ov
ered
Y
Y
N
Y
N
./
fo
reig
n m
ater
ial
from
d
uri
ng
tra
nsf
er
env
iro
nm
ent

Tab
le A
.9
con
tin
ued
Pro
cess
ste
p
Haz
ard
P
reve
nta
tive
Mea
sure
Q
1 Q
2 Q
3 Q
4 Q
5 C
CP
?
10.
Dis
pla
y o
n s
alad
bar
-
Cro
ss-c
on
tam
inat
ion
E
ffec
tive
cle
anin
g
Y
Y
N
Y
N
./
wit
h p
ath
og
ens
fro
m
pro
ced
ure
s se
rvin
g u
ten
sils
./
-
Cro
ss-c
on
tam
inat
ion
S
nee
ze g
uar
ds
in p
lace
Y
Y
N
Y
N
w
ith
pat
ho
gen
s fr
om
C
ou
nte
r h
eig
ht
des
ign
ed
cust
om
ers
(sn
eezi
ng
, et
c.)
to p
rev
ent
chil
d a
cces
s ./
-
Ch
emic
al c
ross
-C
lean
ing
pro
ced
ure
s Y
Y
N
Y
N
co
nta
min
atio
n f
rom
fo
llo
wed
cl
ean
ing
res
idu
es
./
-C
ross
-co
nta
min
atio
n
Go
od
ret
ail
pra
ctic
es a
nd
Y
Y
N
Y
N
w
ith
fo
reig
n m
ater
ial
fro
m
env
iro
nm
ent
man
agem
ent
env
iro
nm
ent
and
E
ffec
tive
des
ign
of
sala
d
cust
om
ers
bar
co
un
ter
11
. C
ust
om
er f
ills
po
t -
Cro
ss-c
on
tam
inat
ion
B
ow
ls f
ull
y c
ov
ered
Y
Y
N
Y
N
./
w
ith
fo
reig
n m
ater
ial
from
d
uri
ng
tra
nsf
er
env
iro
nm
ent
-C
ross
-co
nta
min
atio
n
Eff
ecti
ve c
lean
ing
Y
Y
N
Y
N
./
w
ith
pat
ho
gen
s fr
om
p
roce
du
res
serv
ing
ute
nsi
ls

-C
ross
-co
nta
min
atio
n
Sn
eeze
gu
ard
s in
pla
ce
Y
Y
N
Y
N
,/
wit
h p
ath
og
ens
from
C
ou
nte
r h
eig
ht
des
ign
ed
cust
om
ers
(sne
ezin
g, e
tc.)
to
pre
ven
t ch
ild
acc
ess
,/
-C
hem
ical
cro
ss-
Cle
anin
g p
roce
du
res
Y
Y
N
Y
N
con
tam
inat
ion
fro
m
foll
ow
ed
clea
nin
g r
esid
ues
,/
-
Cro
ss-c
on
tam
inat
ion
G
oo
d r
etai
l p
ract
ices
an
d
Y
Y
N
Y
N
wit
h f
orei
gn m
ater
ial
from
en
vir
on
men
t m
anag
emen
t en
vir
on
men
t an
d
Eff
ecti
ve d
esig
n o
f sa
lad
cu
sto
mer
s b
ar c
ou
nte
r
12
. C
hec
ko
ut
No
haz
ard
id
enti
fied
13
. T
ran
spo
rt t
o h
om
e N
o h
azar
d i
den
tifi
ed
refr
iger
ato
r (s
poil
age
to b
e co
nsi
der
ed
sep
arat
ely
)
14
. H
om
e st
ora
ge
No
haz
ard
id
enti
fied
15
. C
on
sum
pti
on
N
o h
azar
d i
den
tifi
ed

Appendix A
A.5.7 Controlling the CCPs
250
The HACCP Team found that the CCPs identified were all already in place for other salad products on both the delicatessen and salad bar counters. As no new CCPs were required, it was decided not to construct a HACCP Control Chart specifically for this product, but to add it to the existing documentation. A summary follows for the control of each hazard type requiring a CCP.
(a) Hazard - cross-contamination with pathogens from bowls and utensils Hazard - chemical contamination from cleaning residues
The Preventative Measures for both of these hazards, which occur at several places in the operation, are similar. Effective cleaning procedures, which are carried out properly by trained staff, are essential to prevent these hazards. The Critical Limits are that each item has been effectively cleaned before each use. This could be monitored on an ongoing basis by the delicatessen staff and intermittently by their supervisor, using visual inspection. Corrective action will include not using any items which have been inadequately cleaned, and retraining staff where appropriate.
(b) Hazard - cross-contamination with pathogens from staff practices Hazard - cross-contamination with foreign material from staff and environment
The Preventative Measures for these hazards involve hygiene procedures for both staff and environment, also known as Good Manufacturing or Good Retail Practices (IFST, 1991). These procedures will control the availability of items which may enter the product as foreign material, as well as the design of equipment and practices to prevent ingress, eg the covering of bowls during the transfer to the salad bar at process step 9. In addition, the personal hygiene procedures will reduce the potential for crosscontamination from staff.
For effective control of these hazards, the required procedures must be in place and staff must be fully trained. In other words, the Critical Limit is that the procedures are carried out effectively on an ongoing basis. This type of procedure would be monitored on an ongoing basis through visual inspection by the staff themselves and their supervisors, and through intermittent audits

HACCP Case Studies
by the store Food Safety Officer and Head Office technologists. Corrective action would include immediate correction of any fault and retraining of staff where necessary.
(c) Hazard - cross-contamination with pathogens or foreign material from customers at the salad bar
The Preventative Measures for these hazards relate to the effective design of the salad bar counter, and it is important to get it right before it is brought into use. The main factors are the height of the counter, guards to protect the food and ease of cleaning. Once these have been designed in, the counter requires continuous visual monitoring and action must be taken to correct any fault which is identified.
Note: in every case described above any deviation from the critical limits are recorded in the counter log book, along with the corrective action taken. This is signed off by the member of staff and their supervisor.
A.S.B Implementation and maintenance
Since the CCPs required are already being implemented for other products on both the delicatessen and salad bar counters, the potato salad product can easily be slotted into the normal management plan.
Maintenance requirements are fulfilled by monthly audits of the systems by the store Food Safety Officer, and by an annual indepth food safety audit by Head Office technologists. At both of these audits the non-compliances and corrective action log book is reviewed and signed off.
A.6 Case Study 5 - Fresh cream gateaux S.E. Mortimore, with assistance from the Memory Lane Team, at Cardiff, Wales.
A.6.1 Introduction
This case study covers the large-scale production of a fresh cream and jam gateau.
251

Appendix A
A.6.2 HACCP Team members
The RACCP Team was organized as follows:
1. Core team • Factory Production Manager • RACCP Officer • Engineering Manager
• SQA Technologist 2. Co-opted members • Cream and Jam Line
Supervisor • Microbiology Manager
A.6.3 Terms of Reference
252
The RACCP Study covers food safety hazards of all types -biological, chemical and physical. The RACCP Study did not include any cleaning operations; this was considered in a separate RACCP Plan.

A.6.4 Product description
Fresh cream and jam gateau Facility
HACCP Case Studies
The purpose-built factory produces a variety of decorated gateaux for sale to the retail industry. The factory is based on a large new industrial estate and produces both chilled and frozen products.
The product
The product has a fresh cream and jam filling between two sponges. It is a chilled product and must be kept below 5 °C through the distribution chain. The shelf life is 3 days from date of manufacture.
Manufacture
Sponge batters are baked at ISO-170°C through a travelling oven for 18.5 minutes. They are then cooled to ambient, automatically sliced and filled. There is a wide variety of fillings for the sponges. The sponges are flow-wrapped and put into cartons.
Principal hazards and preventative measures
Principal biological hazards are the potential presence of pathogens in various ingredients and cross-contamination during processing. Preventative Measures include approved suppliers and certificates of conformance, sensitive ingredient testing, baking and segregation.
Intended use
The product is targetted at the general public and may therefore be consumed by high-risk individuals. Salmonella and Listeria control is therefore critical.
HACCP Plan Ref. No. JC 2/1
253

Appendix A
Granulated Bulk sugar flour
I I Debag Meter flour I from silo
Putlo bulk lidded tub
I Store
I Batch weigh
I Skimmed milk powder
I Debag
I
Intake raw materials
I Store raw materials
I Baking powder
I
T
I I
Salt
I Debag
I
I Shortening
I Debox
I Putlo bulk Putlo bulk Putlo bulk Unwrap lidded tub lidded tub lidded tub
I I Store Store
I I Batch Batch Batch weigh weigh weigh
I Water
Meter
I Whole pasteurized liquid egg <5°C
I Transfer egg to dispense area
Batch weigh
~I MIXER ~ I
Mix
I Pump to aerator
I Aerate mix check cup weight
I Pump to depositor
I Clean -------I.~ Deposit batter to tins greased tins check batter deposit weight
I I Automated Automatically tin greasing load to oven
I I Automated Bake sponge tin turning (150-170°C for 18.5 min)
r AJtomaticallY depan sponge
I
Automatic • tin wash ......... --
HACCPPlan ReI. No. JC 2/1 Approved by: A. Mann Date: 28.3.92
Tins Product
I Convey to spiral cooling
I Coolon spiral cooler
/ Convey for decoration (automatic) ,
Figure A.8 Sponge base - Process Flow Diagram.
254
Within 1 hour

I Packaging
I Labels
~ Outer Unit case carton labels labels
I I Debox Debox
I I Putto Putto trar trar
Outers
Transfer Transfer to line to line
Transfer to line
Cartons
Debox
I Put to trays
I Transfer to line
I Putto carton erector
Intake raw materials
I Store raw materials
Flow wrap film
I
Debox
I Put to trays
I Transfer to line
I Putto flow wrap machine
I Sponges (SP1/1)
I Convey from spiral for decoration
Inspect sponges (visual)
I Feed spong" to cutter (automatic)
I
I Cream
Whip
Remove top Put to automatically depositor
De!Sit cream J onto base slice
Spread cream manually
I
I Jam
I Debox
I
I Caster sugar
I Debox
I Putto Put to container container
I I Transfer Transfer to line to line
TIp to depOSitor
Automatically dQSejamon .... ...,... __ ---1
top 01 cream
I Replace top manoally
I... Automatic ___ --I sprinkler
Inspect finished product (visual)
I Flow wrap 'HIGH CARE' AREA
1 Product automatically loaded to carton and sealed
Put to I -- coding ----I~~ Label price and code
HACCP Plan Ref. No. SP1/1 Approved by: A. Mann Date: 28.3.92
machine I Metal detect
I Place unit products into outers Tape closed
I Apply outer labels
I Load to pallet
I Blast chill
I Despatch 0-5'C
Figure A.9 Fresh cream and jam gateau; assembly and finishing -Process Flow Diagram.
255

Appendix A
A.6.S The process.
As the company produces several varieties of finished product, the sponge bases were considered as a separate Process Flow Diagram, i.e. a modular approach was taken: see Figures A.8 and A.g.
A.6.6 Hazard Analysis
Hazard Analysis was carried out on both of the Process Flow Diagrams.
Table A.tO Hazard Analysis Chart - sponge bases
Process Step Hazard Preventative Measure
1. Incoming raw materials (a) Granulated (a) Physical Visually inspect and
sugar contamination check packaging integrity on arrival. Sieve all dry ingredients
(b) Bulk Flour (b+c) Physical, Obtain certificate of (c) Skimmed chemical, conformance from
milk microbiological suppliers. Specify powder contamination aflatoxin-free grain flour.
(Salmonella) Carry out SQA audits on all suppliers annually. Baking at Step 12
(d) Baking (d+e) Physical Visually inspection and powder contamination check packaging integrity
(e) Salt on receipt (f) Shortening (f) Chemical « 5% Sieve all dry ingredients.
erucic acid) Agreed specifications. Certificate of Analysis
(g) Water (g) Chemical Certificate of Analysis contamination from Water Authority Biological of an on-site sample contamination Physical contamination
(h) Whole (h) Biological SQA Audit - annually. pasteurized contamination Certificate of Conform-liquid egg (Salmonella) ance from supplier.
Baking at Step 12
2. Storage of raw Physical, chemical and Store as per GMP Manual materials biological cross- (a) Whole egg and
contamination cream - store at Growth of pathogens 5°C, covered
256

HACCP Case Studies
Process Step Hazard Preventative Measure
3. Debox, debag, Physical con tam ina- Hygiene training, sieve decant, etc. tion dry ingredients
4. Put ingredients Physical contamina- Use only clean, dry into bulk, tion, microbiological containers lidded tubs as growth appropriate
5. Store bulk tubs Physical contamina- Store in clean, covered tion bins
6. Transfer egg to Growth of pathogens Limit time of storage at dispense area ambient
7. Batch weigh! Physical contamina- Hygiene training meter tion ingredients to mixer
8. Mix ingredients Cross-contamination Effectively cleaned and (unclean mixer) well-maintained physical, microbial machinery contamination - toxin
9. Aerate mix No hazard identified
10. Convey tins to Physical contamina- Wash and rinse tins depositor tion through automated tin
Chemical contamina- wash tion Grease tins using only
food-quality grease
11. Deposit batter No hazard identified to tins
12. Bake sponge Survival of vegetative Bake sponge at through oven pathogen spores specified time and
temperature
13. Depan sponges No hazard identified onto spiral cooler
14. Cool sponges on No hazard identified. spiral cooler However, biological
contamination (moulds) would be an issue if spoilage organisms were included in the study
15. Convey for Physical cross- GMP and Environmental decoration contamination Control
257

Appendix A
Table A.ll Hazard Analysis Chart - cream and jam gateau assembly
Process Step Hazard Preventative Measure
1. Intake raw materials (a) Packaging (a) Chemical. (a) Taint test packaging
physical, biological every delivery and contamination visually inspect. SQA
Audit of Food contact packaging suppliers
(b) Sponge bases (b) No hazard identified
(c) Pasteurized (c) Biological - SQA visit to Supplier and cream vegetative Certificate of Confirmance
pathogens by batch (d) Caster sugar (d) Physical Visually inspect raw (e) Jam contamination material packaging
(e) Physical- integrity on receipt and insects, large examine sample for stalks physical contamination Chemical- SQA visit to Supplier and pesticide Certificate of residues Conformance by batch
2. Storage of raw Physical. chemical. Dry, ambient warehouse materials biological cross- Cream < 5°C
contamination from equipment, environ-ment, people
3. Debox, debag Physical and biological Hygiene training cross-contamination Regular removal of waste
packaging
4. Transfer packaging Physical contamina- Keep all containers fully and ingredients to tion covered line
5. Whip and put Physical and biological Correct handling cream to depositor cross-contamination procedures
Clean hygienic equipment Hygiene training
6. Put caster sugar to No hazard identified -sprinkler
7. Put unit carton No hazard identified -
labels to labelling machine
B. Put packaging to No hazard identified -
appropriate packing machine
258

HACCP Case Studies
Process Step Hazard Preventative Measure
9. Convey sponges Physical con tam ina- Visually inspect sponges for decoration tion - as an indicator
10. Feed sponge to Physical contamina- Maintain cutter (as GMP) cutter tion
11. Remove top of No hazard identified -sponge
12. Deposit cream No hazard identified -onto base slice
13. Spread by hand Physical and biological Hygiene training cross-contamination
14. Deposit jam As above As above automatically and replace top sponge by hand
15. Sprinkle caster No hazard identified -
sugar over top
16. Inspect finished No hazard identified -
product
17. Flow wrap Incorrect seal leading Hermetic seal and test to biological cross-contamination
18. Load product Damaged product Sturdy packaging. to outer carton leading to biological Travel test before and seal and physical launch
contamination
19. Label, price and Untraceable product, Check product label code biological growth (in- and code
correct shelf life code)
20. Metal detect Metal contamination Effective metal detection not detected
21. Place to outers and Untraceable product Check outer code label
22. Blast chill « 5°C) Microbiological growth Chill quickly to < 5°C within 2 h max
23. Load to pallet for Microbiological growth Maintain temperature despatch due to incorrect storage < 5°C
and distribution temperature
259

Appendix A
A.6.7 Critical Control Point identification
260
The Team used the CCP Decision Tree only to check that their identification of CCPs was correct, the initial identification being carried out using the experience of the Team itself.

Tab
le A
.12
HA
CC
P C
on
tro
l C
hart
-cre
am
an
d j
am
gate
au
HA
CC
P P
lan
P
ag
e 1
of
3 A
pp
rov
ed
by
: A
. M
an
n
HA
CC
P T
eam
Lead
er
Refe
ren
ce N
um
ber
JC21
1 D
ate
: 2
8/3
/92
Pro
cess
ste
p
CC
P N
o.
Haz
ard
to
be
Pre
ven
tati
ve
Co
ntr
ol
Pro
ced
ure
s M
on
ito
rin
g
Res
po
nsi
ble
co
ntr
oll
ed
mea
sure
s C
riti
cal
Act
ion
s to
be
Pro
ced
ure
F
req
uen
cy
per
son
lsJ
Lim
its
tak
en i
f d
evia
tio
n
occ
urs
Inco
min
g r
aw
1.1
Afl
ato
xin
O
bta
in
Afl
ato
xin
: R
ejec
t b
atch
In
spec
t E
ver
y b
atch
In
com
ing
m
ater
ial
Cer
tifi
cate
s o
f <
10
mg
/kg
C
erti
fica
te o
f G
oo
ds
Cle
rk
Flo
ur
An
aly
sis
fro
m
An
aly
sis
SQ
A M
anag
er
sup
pli
ers
Mai
ns
wat
er
1.2
C
hem
ical
co
n-
Car
ry o
ut
on
-C
hem
ical
co
n-
Co
nta
ct W
ater
T
esti
ng
to
W
eek
ly
QA
Man
ager
ta
min
atio
n
site
mic
ro
tam
inat
ion
A
uth
ori
ty
inclu
de t
ox
ic
chec
ks
an
d
(see
sp
ec.)
su
bst
ance
s o
bta
in
Reg
ula
tory
G
iard
ia/
Cer
tifi
cate
of
Co
mp
lian
ce
Cry
pto
-A
nal
ysi
s o
f sp
ori
diu
m.
loca
l sa
mp
le-
Insp
ect
3-m
on
thly
Q
A M
anag
er
Wat
er
Cer
tifi
cate
s o
f A
uth
ori
ty
An
aly
sis
fro
m
Wat
er
Au
tho
rity
Jam
1.
3 P
esti
cid
e C
erti
fica
tes
of
Wit
hin
leg
al
Co
nta
ct
Insp
ect
An
nu
al
SQ
A M
anag
er
resi
du
es
An
aly
sis
fro
m
lim
its
Pu
rch
asin
g
Cer
tifi
cate
ap
pro
ved
M
anag
er
sup
pli
er
SQ
A A
ud
it
An
nu
ally
S
QA
Man
ager

Tab
le A
.12
con
tin
ued
HA
CC
P P
lan
P
age
2 o
f 3
Ap
pro
ved
by:
A
. M
ann
H
AC
CP
Tea
m L
ead
er
Ref
eren
ce N
um
ber
JC
2/1
Dat
e:
28/3
/92
Pro
cess
ste
p C
CP
No.
H
azar
d t
o b
e P
rev
enta
tiv
e C
on
tro
l P
roce
du
res
Mo
nit
ori
ng
R
esp
on
sib
le
con
tro
lled
m
easu
res
Cri
tica
l A
ctio
ns
to b
e P
roce
du
re
Fre
qu
ency
p
erso
n(s
)
Lim
its
tak
en if
dev
iati
on
o
ccu
rs
Cre
am
1.4
S
alm
on
ella
S
up
pli
er
Ab
sen
t/2
5g
R
ejec
t b
atch
L
abo
rato
ry
Ev
ery
del
iver
y
QA
Man
ager
an
d L
iste
ria
Qu
alit
y
test
s L
iste
rio,
A
ssu
ran
ce
Sa
lmo
nel
la,
Sy
stem
P
roce
du
re
No
's x
xx
A
pp
rov
ed
Info
rm
SQ
A a
ud
it
6-m
on
thly
S
QA
Man
ager
su
pp
lier
p
urc
has
ing
Sto
rage
of
raw
2.
0 P
hy
sica
l co
n-
Sto
re a
s N
o p
hy
sica
l,
Ho
ld a
nd
A
uto
mat
ic
Dai
ly c
hec
ks
War
eho
use
m
ater
ials
ta
min
atio
n,
spec
ifie
d,
i.e.
ch
emic
al c
on
-in
form
QA
te
mp
erat
ure
-
con
tin
ue
Man
ager
an
d
bio
log
ical
cr
eam
< 5
°C,
tam
inat
ion
. M
anag
er
reco
rder
. d
uri
ng
use
. O
per
ato
r g
row
th
egg
for
Mai
nta
in
Vis
ual
ly
Ev
ery
bat
ch
spec
ifie
d m
ax
tem
per
atu
re
insp
ect
lab
el
tim
e. K
eep
< 5
°C
to e
nsu
re
cov
ered
st
ock
ro
tati
on
Bat
ch w
eigh
3
.0
Ph
ysi
cal
con
-S
iev
e N
o p
hy
sica
l R
ejec
t an
d
Ch
eck
sif
ter
Hal
f-h
ou
rly
O
per
ato
r in
gre
die
nts
ta
min
atio
n
ing
red
ien
ts
con
tam
ina-
chec
k o
ther
o
ver
-siz
e ti
on
sa
mp
les
in
bat
ch
Bak
e sp
on
ge
4.0
S
urv
ival
of
Bak
e sp
on
ge
Bak
e at
70°
C
Sto
p
Au
tom
atic
C
on
tin
uo
us
Op
erat
or
thro
ug
h o
ven
veg
etat
ive
at s
pec
ifie
d
for
2 m
in
pro
du
ctio
n.
char
t re
cord
er
pat
ho
gen
s ti
me/
m
inim
um
R
ejec
t fa
ult
y
tem
per
atu
re
core
p
rod
uct
. te
mp
erat
ure
A
dju
st o
ven
te
mp
erat
ure
/ ti
me

HA
CC
P P
lan
P
age
3 o
f 3
Ap
pro
ved
by:
A
. M
ann
H
AC
CP
Tea
m L
ead
er
Ref
eren
ce N
um
ber
JC
2/1
Dat
e:
28/3
/92
Pro
cess
ste
p
CC
P N
o.
Haz
ard
to
be
Pre
ven
tati
ve
Co
ntr
ol
Pro
ced
ure
s M
on
ito
rin
g
Res
po
nsi
ble
co
ntr
oll
ed
mea
sure
s C
riti
cal
Act
ion
s to
be
Pro
ced
ure
F
req
uen
cy
per
son
(s)
Lim
its
tak
en i
f d
evia
tio
n
occ
urs
Flo
w w
rap
5.
0 B
iolo
gica
l H
erm
etic
In
tact
sea
l S
top
lin
e,
Vis
ual
E
ver
y 1
5 m
in
QA
In
spec
tor
con
tam
ina-
seal
ad
just
, n
oti
fy
insp
ecti
on
ti
on
Q
AM
Lab
el c
od
e 6.
0 U
ntr
acea
ble
P
rod
uct
lab
el
Co
rrec
t S
top
lin
e,
Vis
ual
E
ver
y 1
5 m
in
QA
In
spec
tor
pro
du
ct
and
co
de
info
rmat
ion
, d
iver
t pro
du
ct
insp
ecti
on
le
gib
le l
abel
p
rod
uce
d.
Rep
lace
lab
el
sto
ck n
oti
fy
QA
M
Met
al d
etec
t 7.
0 M
etal
co
n-
Met
al d
etec
tor
Ab
sen
t -
Sto
p l
ine,
M
etal
E
ver
y 3
0 m
in
QA
In
spec
tor
tam
inat
ion
fe
rro
us
2.0
mg
re
cali
bra
te,
det
ecti
on
N
on
-fer
rou
s n
oti
fy Q
AM
. ch
eck
usi
ng
2.
5 m
g
Ho
ld s
tock
te
st p
iece
s.
man
ufa
ctu
red
C
alib
rate
D
aily
L
ine
En
gin
eer
sin
ce p
rev
iou
s m
etal
det
ecto
r ch
eck
Des
pat
ch
8.0
Gro
wth
of
Lo
w
0-5
°C
Ho
ld,
info
rm
Co
nti
nu
ou
s D
aily
rev
iew
W
areh
ou
se
pat
ho
gen
s te
mp
erat
ure
Q
AM
. S
amp
le
char
t re
cord
er
Man
ager
d
uri
ng
sto
rag
e an
d t
est
-w
areh
ou
se
Tra
nsp
ort
an
d
pro
du
ct
and
M
anag
er
dis
trib
uti
on
d
istr
ibu
tio
n
veh
icle
. C
hec
k
Mo
nth
ly
War
eho
use
re
cord
er
Man
ager
ca
lib
rati
on

Appendix A
A.6.8 CCP monitoring
As the HACCP Team expected, the control measures identified during the study were currently in place with the exception of having the Water Authority test a local (factory) sample of water. New log sheets were drawn up for each CCP, each crossreferencing the HACCP Plan number. CCP 'monitors' were given briefings to explain the significance of CCPs on introduction of the new log sheets. They were also retrained in Corrective Action Procedures.
A.6.9 HACCP Plan maintenance
264
The company HACCP Officer was asked to maintain an audit schedule for the HACCP Plan and each core team member was trained in audit techniques. As the Plan has only nine CCPs, it was decided to carry out a formal audit every month alongside the company formal GMP audit.
The audit includes a review of CCP log sheets, SQA audits, Certificates of Analysis, Corrective Actions taken and the status of any ongoing Improvement Programmes. The results of the audits are discussed at the subsequent board meetings.

Appendix B
Examples of practical hazard control
Hazard
Hazard category: Biological Heat-stable pre-formed toxins, e.g. Staphylococcus aureus, Bacillus cereus emetic toxin
Vegetative pathogens, e.g. Salmonella spp., L. monocytogenes, V. parahaemolyticus, Y. enterocolytica, etc.
cont'd
Preventative measures
~a\V materials • Specification for organism and/or toxin • Evidence of control during supplier
process • Testing • Certificate of analysis
People • Hand wash procedures • Covering cuts/wounds, etc. • Occupational health procedures • Management control of food handlers
Build up during process • Control of time that ingredients, intermedi
ate and finished products are held \Vithin the organism's gro\Vth temperature range
• Design of process equipment to minimize dead spaces
• 'Clean as you go' procedures
Ra\V materials • Lethal heat treatment during process • Specification for organisma • Testinga • Evidence of control during supplier
processa
• Certificate of analysisa • Temperature control to prevent gro\Vth to
hazardous levelsb • Intrinsic factorsb such as pH and acidity;
aw - salt, sugar, drying; organic acids; chemical preservatives
• Processesb such as irradiation, electrostatic field sterilization, etc.
265

Appendix B
Hazard Preventative measures
Cross-contamination at the facility (from the environment and raw materials)
• Intact packaging • Pest control • Secure building (roof leaks, ground water,
etc.) • Logical process flow, including where
necessary: (i) segregation of people, clothing,
equipment, air, process areas (ii) direction of drains and waste
disposal
·Critical when your process has no lethal heat treatment bN.B. Salmonella spp may cause infection at low numbers in your product. Therefore absolute confidence in your raw materials as supplied is necessary. Remember also that heat-labile toxins will not necessarily be destroyed by other processes/controls such as irradiation or acidity
Spore formers, e.g. Cl. botulinum, Cl. perfringens, B. subtilis, B. licheniformis, B. cereus
266
Raw materials • Specification • Evidence of control during supplier
process • Testing • Certificates of analysis • Lethal heat treating during process:
(i) Fo3 process required for low acid products for ambient storage
(ii) Lethal combination of heat treatment and acidity or sugar level for high acid/sugar products for ambient storage
(iii) For products to be stored at chilled conditions « 5°C) a sub-lethal heat treatment may be used but this must be accompanied by intrinsic factors which will prevent the growth of psychrotrophic organisms (e.g. Cl. botulinum) during the product shelf life
(iv) For all the above processes, pack integrity, cooling water chlorination and cooling container handling are critical
• Temperature control to prevent growth to hazardous levels
• Intrinsic factors such as pH and acidity; aw - salt, sugar, drying; organic acids; chemical preservatives

Hazard
Food-borne viruses, e.g. Hepatitis A, SRSV
Parasites
Protozoa, e.g. Cryptosporidium parvum, Giardia intestinal is (lamblia)
Mould (mycotoxinsj, e.g. patulin, aflatoxin, ergot, tricothecenes
Examples of practical hazard control
Preventative measures
• Other processes lethal to the organism of concern, e.g. irradiation, etc.C
Cross-contamination at the facility (from the environment and raw materials)
• Intact packaging • Pest control • Secure building (roof leaks, ground water,
etc.) • Logical process flow, including where
necessary: (i) segregation of people, clothing,
equipment, air, process areas (ii) direction of drains and waste
disposal
• Avoidance of products likely to be grown in sewage-contaminated waters, especially molluscan shellfish
• Strict SQA control concerning irrigation and wash water of salads and vegetables
• Consideration given to proven lethal treatments such as irradiation or heat treatment
• Stringent personal hygiene procedures among food handlers
• SQA procedures to include farm animal husbandry and veterinary inspection for control of parasites such as Toxiplasma gondii, Taenia in beef and pork, and Trichinella in pork
• Freezing (-18°C), heating (> 76°C), drying and salting
• Use of filtered water • Pasteurization of raw milk • Heat treatment of water used as an ingredient
• SQA control of harvesting and storage to prevent mould growth and mycotoxin formation in cereals, ground nuts , dried fruit
• Heat treatment during process to destroy mould and prevent growth in product
• Controlled dry storage • Intrinsic factors to reduce aw to < 0.7
"Remember that heat-labile toxins will not necessarily be destroyed by other processes/ controls, such as irradiation or acidity
cont'd 267

Appendix B
Hazard
Hazard category: physical Intrinsic physical contamination of raw materialsd
e.g. Bone - meat/fish Extraneous vegetable matter - fruit stones, stalks, pips, nutshells Glass Wood Metal Plastic Pests
Physical cross-contaminants e.g. Glass
Wood
Metal
Preventative measures
Liquids • Filtering • Magnets • Centrifugal separation
Powders • Sifting • Magnets • Metal detection • Air separation
Flowing particulates, e.g. nuts, dried fruit, IQF fruit and vegetables
• Inspection • Screening • Sifting • Magnets • Metal detection • Washing • Stone and sand traps • Air separation • Flotation • Electronic colour sorting
Large solid items, e.g. carcasses, fish, cabbages, cauliflowers, frozen pastry, packaging
• X-ray detection • Metal detection • Deboners • Visual inspection • Electronic scanning
• Elimination of all glass except lighting, which must be covered - light breakage procedure
• Glass packed products - glass breakage procedures, inversion/washinglblowing of glass packaging before use
• Exclusion of all wooden materials such as pallets, brushes, pencils, tools from exposed product areas
• Segregation of all packaging materials • Equipment design - preventative mainten
ance
dN.B. Supplier Quality Assurance procedures should include maximum acceptable levels in specifications. Sampling and visual inspection will supplement above preventative measures
268

Hazard
Plastic
Pests
Building fabric
Hazard category: chemical Cleaning chemicals
Pesticides, veterinary residues and plasticizers in packaging
Toxic metalslPCBs
Nitrates, nitrites and nitrosamines and other chemical additives
cont'd
HACCP Case Studies
Preventative measures
• Avoidance of all loose metal items - jewellery, drawing pins, nuts and bolts, small tools
• Metal detection - sensitivity appropriate for the product, calibrated (3-monthly) and checked (hourly). ferrous, non-ferrous and stainless; fail-safe divert systems; locked reject cages; traceability
• Avoidance of all loose plastic items - pen tops, buttons on overalls, jewellery
• Breakage procedures in place where hard brittle plastic is used
• Pest control programme: (i) Prevention - e.g. facility design, avoid
ance of harbour age areas, waste management, ultrasonic repellants
(ii) Screening/proofing - e.g. strip curtains, drain covers, mesh on windows, air curtains, netting
(iii) Extermination - e.g. electric fly killers, poisoning, bait boxes, perimeter spraying, fogging
• Design and maintenance
• Use of non-toxic, food-compatible cleaning compounds
• Safe operating practices and written cleaning instructions
• Separate storage for cleaning reagents • Covered designated labelled containers for
all chemicals • Specification to include suppliers' com
pliance with maximum legal usage levels • Verification of suppliers' records • Annual surveillance programme of selected
raw materials • Specifications and surveillance where
appropriate As contaminants: • Specifications and surveillance where
appropriate As additives: • Safe operating practices and written additive
instructions • Special storage in covered, designated,
labelled containers
269

Appendix B
Hazard
Allergens/food intolerance
270
Preventative measures
• Validation of levels through usage rates, sampling and testing
• Awareness of the potential allergenic properties of certain ingredients. Special consideration given to adequate labelling, and to the control of the reworking of product in production for the following ingredients
• Dairy Milk products Cheese products Cream products Whey
• Nuts and legumes Peanuts/peanut butter, almonds, brazil nuts, cashews, coconuts, hazelnuts, macadamia nuts, pecans, soy/soy flour/ soy protein/soybean meal, textured vegetable protein, walnuts
• Cereal flours Barley, buckwheat, corn, cornstarch, corn meal, corn syrup, oats, rice, rye, wheat
• Chocolate and cocoa products
• Eggs Eggs, egg solids, dried eggs
• Seafood Fish, including shellfish
• Others Cottonseed, malt, monosodium glutamate, nutmeg, papaya, peaches, potatoes, strawberries, sulphites, tartrazine, tomatoes, wheat germ, yeast

Appendix C
Pathogen profiles
The following profiles of important food poisoning organisms are reproduced by kind permission of Grand Metropolitan Foods Europe. The information contained within the tables is intended as an introduction to the properties of these pathogens and should be used as a general guide only. This information has been drawn from various sources and was up to date when compiled.
271

Ap
pen
dix
C
Pat
ho
gen
pro
file
sa
Nat
ura
lly
fo
un
d
Ass
oci
ated
fo
od
s
Wh
y i
mp
ort
ant
Infe
ctiv
e d
ose
Incu
bat
ion
per
iod
Sy
mp
tom
s
Sa
lmo
nel
la s
pp
.
Po
ult
ry,
do
mes
tic
and
w
ild
an
imal
s, m
an,
inse
cts,
wil
d b
ird
s
Raw
mil
k,
raw
po
ult
ry,
shel
l eg
gs,
raw
mea
t
Co
mm
on
fo
od
po
iso
nin
g
org
anis
m d
ue
to p
oo
r h
yg
ien
e o
r in
corr
ect
pro
cess
ing
. S
ever
e sy
mp
tom
s.
Rar
ely
fat
al
Lo
w 5
-24
/ml
mil
k;
4/kg
m
ilk
po
wd
er;
0.4
-9.3
/ 1
00
g c
hee
se
12
-72
h
Nau
sea,
vo
mit
ing
, ab
do
min
al p
ain
, h
ead
ac
he,
ch
ills
, d
iarr
ho
ea,
feve
r. L
asts
2-3
day
s (o
r m
ore
)
Org
anis
m
Lis
teri
a m
on
ocy
tog
enes
Y
ersi
nia
en
tero
coli
tica
So
il,
veg
etat
ion
, m
an,
sew
age,
wat
er,
an
imals
u
biq
uit
ou
s
Co
lesl
aw,
raw
mil
k,
soft
ch
eese
, ra
w m
eat,
ice
cr
eam
, v
eget
able
s
Can
gro
w s
low
ly a
t re
frig
erat
ion
te
mp
erat
ure
s.
Ub
iqu
ito
us
org
anis
m.
Mo
rtal
ity
rat
e 3
0%
of
tho
se i
nfe
cted
Un
kn
ow
n -
pro
bab
ly
low
for
im
mu
no
co
mp
rom
ized
8 d
ays-
3 m
on
ths
Flu
-lik
e il
lnes
s to
m
enin
git
is.
May
cau
se a
bo
rtio
n i
n
pre
gn
ant
wo
men
Wat
er,
pig
s, s
mal
l ro
den
ts,
pet
s
Raw
mil
k,
ice
crea
m,
veg
etab
les,
raw
po
rk
Incr
easi
ng
nu
mb
er
of
rep
ort
ed c
ases
. G
ives
sy
mp
tom
s si
mil
ar
to a
pp
end
icit
is l
ead
ing
to
un
nec
essa
ry
op
erat
ion
s
Un
kn
ow
n -
pro
bab
ly
hig
h (
> 1
06
)
1-1
0 d
ays
Dia
rrh
oea
, fe
ver,
v
om
itin
g,
shar
p p
ain
in
lo
wer
rig
ht
sid
e o
f ab
do
men
Vib
rio
p
ara
ha
emo
lyti
cus
Sea
foo
d,
coas
tal
mar
ine
env
iro
nm
ents
, in
test
ines
o
f m
arin
e an
imal
s
Sea
foo
d
Par
ticu
larl
y i
mp
ort
ant
in
raw
sea
foo
d.
Res
po
nsi
ble
fo
r 5
0-7
0%
o
f en
teri
tis
case
s in
Ja
pan
No
t fu
lly
est
abli
shed
p
rob
ably
hig
h (
> 1
06
)
bu
t m
ay b
e 1
04
4-9
6 h
Acu
te g
astr
oen
teri
tis:
n
ause
a, v
om
itin
g,
abd
om
inal
cra
mp
s, f
ever
ch
ills
, d
iarr
ho
ea.
Can
be
fata
l

Mo
rph
olo
gy
G
ram
-neg
ativ
e G
ram
-po
siti
ve
Gra
m-n
egat
ive
Gra
m-n
egat
ive
sho
rt r
od
s.
sho
rt r
od
s.
sho
rt r
od
s.
curv
ed o
r st
raig
ht
rod
s P
erit
rich
ou
s fl
agel
la
0.4
-0.5
X 0
.5-2
.0 !-
-lm
0.5
-1.0
X 1
.0-2
.0 !-
-lm
wit
h f
lag
ellu
m.
0.5
-0.7
X 1
.0-3
.0 !
lm
(Ple
om
orp
hic
fo
rms
also
0
.5-0
.8 X
1.4
-2.6
!--lm
ap
pea
r)
Ox
yg
en
Fac
ult
ativ
e an
aero
be
Aer
ob
e o
r m
icro
-F
acu
ltat
ive
anae
rob
e F
acu
ltat
ive
anae
rob
e re
qu
irem
ents
ae
rop
hil
ic
Gro
wth
M
axim
um
45
-47
4
5
44
4
3
tem
per
atu
res
(0C
) O
pti
mu
m
37
2
5-3
0
32
-34
3
7
Min
imu
m
5.1
0
0-1
1
2.8
pH
ran
ge
Max
imu
m
9.0
9
9 1
1
Op
tim
um
6
.5-7
.5
7-7
.5
7.0
-8.0
7
.5-8
.5
Min
imu
m
4 (H
ell
4.4
at
30
0 e
4.6
(at
25
°e b
ut
no
t at
4
.5-5
ci
tric
; (p
H 5
.0 a
t 4
°C)
3°C
) 4
.4 l
acti
c;
5.4
ace
tic)
Min
imu
m Q
w
for
0.9
5
0.9
2
0.9
5
0.9
4
gro
wth
Max
imu
m s
alt
%
8 1
0
5-8
8
allo
win
g g
row
th
(7%
at
3°C
) H
alo
ph
ile
(min
imu
m
salt
0.5
%)

Ap
pen
dix
C
con
tin
ued
Nat
ura
lly
fo
un
d
Ass
oci
ated
fo
od
s
Wh
y i
mp
ort
ant
Infe
ctiv
e d
ose
Incu
bat
ion
per
iod
Sy
mp
tom
s
Clo
stri
diu
m b
otu
lin
um
So
il,
fres
h w
ater
se
dim
ents
, v
eget
atio
n,
i.e,
ub
iqu
ito
us
Imp
rop
erly
pro
cess
ed o
r co
nta
min
ated
can
ned
fo
od
s
Sp
ore
s ca
n s
urv
ive
extr
emes
of
hea
t, d
ryin
g
and
ch
emic
al e
xp
osu
re.
To
xin
hea
t-la
bil
e b
ut
dea
dly
Ver
y l
ow
, 0.
2 !1
g to
xin
< 1
8-9
6 h
Diz
zin
ess,
blu
rred
v
isio
n,
inab
ilit
y t
o
swal
low
~ p
aral
ysi
s +
dea
th
Org
anis
m
Clo
stri
diu
m p
erfr
ing
ens
Ba
cill
us
cere
us
So
il,
mar
ine
sed
imen
ts,
du
st,
faec
es
Gro
un
d b
eef,
ch
ick
en,
turk
ey,
po
rk,
dai
ry
pro
du
cts
Co
mm
on
fo
od
po
iso
nin
g
org
anis
m.
Hea
t-re
sist
ant
spo
res.
Cau
ses
infe
ctio
n
by
hea
t-la
bil
e to
xin
fo
rmed
du
rin
g
spo
rula
tio
n i
n g
ut
Hig
h: 4
X 1
09
cell
s (8
-10
mg
to
xin
) m
ediu
m c
ou
nt
in U
K
imp
lica
ted
fo
od
7 X
1
05g
8-2
4 h
Dia
rrh
oea
, n
ause
a,
flat
ule
nce
So
il,
veg
etat
ion
, ra
w
mil
k
Ric
e, s
pic
es,
mea
t, m
ilk
, v
eget
able
pro
du
cts,
nu
ts
Hea
t-re
sist
ant
spo
res.
C
an f
orm
to
xin
in
fo
od
(e
met
ic o
r d
iarr
ho
eal)
or
by
mu
ltip
lica
tio
n i
n g
ut
(dia
rrh
oea
l)
1.2
X
10
3 re
po
rted
(7
6% o
f fo
od
s h
ad
lO
B/g
)
Dia
rrh
oea
to
xin
6-1
5 h
em
etic
to
xin
'/2
-6 h
Nau
sea,
vo
mit
ing
an
d
dia
rrh
oea
Sta
ph
ylo
cocc
us
aure
us
Sk
in,
skin
gla
nd
s an
d
mu
cou
s m
emb
ran
es,
i.e.
n
ose
, th
roat
, cu
ts,
bo
ils,
et
c.
Fis
h,
mea
t, m
ilk
, ch
eese
, p
asta
Can
eas
ily
be
pas
sed
to
fo
od
by
han
dli
ng
in
corr
ectl
y.
Fo
rms
hea
tre
sist
ant
tox
in
1 m
g t
ox
in (
1 n
glg
food
)
2-6
h
Nau
sea,
vo
mit
ing
an
d
dia
rrh
oea
las
tin
g 1
-2
day
s

Mo
rph
olo
gy
G
ram
-po
siti
ve
Gra
m-p
osi
tiv
e G
ram
-po
siti
ve
Gra
m-p
osi
tiv
e sp
ore
-fo
rmin
g r
od
s.
spo
re-f
orm
ing
ro
ds.
sp
ore
-fo
rmin
g r
od
s.
cocc
i.
(Su
b-t
erm
inal
sp
ore
s)
(Su
b-t
erm
inal
sp
ore
s)
1.0
-1.2
X 3
.0-7
.0 !
lm
0.7
-0.9
!lm
dia
mete
r 0
.5-2
.4 X
1.7
-22
.0!l
m
0.9
-1.3
X 3
.0-9
.0 !
lm
Sp
her
ical
/ov
oid
in
g
rap
e-li
ke
clu
ster
s
Ox
yg
en
An
aero
bic
A
nae
rob
ic (
may
gro
w i
n
Fac
ult
ativ
e an
aero
be
Fac
ult
ativ
e an
aero
be
req
uir
emen
ts
pre
sen
ce o
f O
2 in
lo
g
(Le.
no
rmal
ly a
ero
bic
) p
has
e)
Gro
wth
M
axim
um
48
5
0
49
4
8
tem
per
atu
res
(0C
) O
pti
mu
m
30
-37
4
3-4
5
30
3
7
Min
imu
m
3.3
(n
on
-1
2
10
ty
pic
al (
som
e 4°
C)
7-1
1
pro
teo
l yti
c)
10
.0 (
pro
teo
-ly
tic)
pH
ran
ge
Max
imu
m
9.0
8
.3
9.3
9
.8-1
0
Op
tim
um
6
.5-7
.0
6-7
.5
6-7
.5
6.0
-7.0
M
inim
um
4
.6 (
pro
teo
-5
.0
4.3
5
4.0
ly
tic)
5
.0 (
no
n-
pro
teo
lyti
c)
Min
imu
m O
w fo
r 0
.94
(p
rote
oly
tic)
0
.95
0
.91
2
0.8
6 (
gen
erat
ion
tim
e
gro
wth
0
.97
(n
on
-pro
teo
lyti
c)
30
0 m
in)
(op
tim
um
Ow
0.9
8)
Sal
t to
lera
nce
(%
) 1
0 (
pro
teo
lyti
c)
6 1
0
18
.2 (
To
xin
pro
du
cti
on
5
(no
n-p
rote
oly
tic)
1
0)

Ap
pen
dix
C
con
tin
ued
Nat
ura
lly
fo
un
d
Ass
oci
ated
fo
od
s
Wh
y i
mp
ort
ant
Infe
ctiv
e d
ose
Incu
bat
ion
per
iod
Esc
her
ich
ia c
oli
En
vir
on
men
t -
soil
, w
ater
, fa
eces
/man
ure
. D
iges
tiv
e tr
act
of
anim
als.
R
aw m
ilk
, m
eat
Raw
mil
k,
imp
rop
erly
p
roce
ssed
or
con
tam
inat
ed d
airy
p
rod
uct
s, r
aw m
eat
Ind
icat
or
of
po
or
hy
gie
ne
or
imp
rop
er
pro
cess
ing
. S
ever
al t
ox
igen
ic s
trai
ns
pro
du
cin
g h
eat-
stab
le
and
hea
t-la
bil
e to
xin
s
Hig
h 1
05 _
10B
/g
8-2
4 h
Org
anis
m
Ca
mp
ylo
ba
cter
jej
un
i T
ox
igen
ic m
ou
lds
So
il,
wat
er,
farm
was
te.
Dig
esti
ve
trac
t o
f an
imal
s.
Raw
mil
k, m
eat
Po
ult
ry,
mea
ts,
raw
mil
k
On
e o
f th
e m
ost
im
po
rtan
t ca
use
s o
f d
iarr
ho
ea i
n t
he
wo
rld
. D
o n
ot
gro
w w
ell
in
food
s.
Fo
od
is
veh
icle
of
infe
ctio
n
Lo
w 5
X 1
02/g
48
h-l
wee
k
So
il,
du
st,
man
ure
, an
imal
fee
ds,
sto
red
ce
real
s
Bre
ad,
chee
se,
jam
, et
c.
Gro
w w
her
e m
any
b
acte
ria
can
no
t, i
.e.
hig
h
acid
, lo
w a
w
foo
ds.
Var
ies
-lo
w
Var
ies
Vir
use
s
Atm
osp
her
e, w
ater
, o
n
all
liv
ing
org
anis
ms
Sh
ellf
ish
, m
ilk
, cr
eam
, fr
uit
ju
ice,
sal
ads,
co
ld
mea
t, i
ce c
ub
es
Cau
se h
epat
itis
A a
nd
g
astr
oen
teri
tis.
D
o n
ot
mu
ltip
ly i
n f
oo
d
-it
is
just
th
e c
arri
er
Var
ies
-lo
w
(po
ssib
ly 1
00
par
ticl
es)
Var
ies

Sy
mp
tom
s V
om
itin
g,
feve
r,
Pro
fuse
dia
rrh
oea
P
rod
uct
ion
of
Gas
tro
ente
riti
s, f
ever
, d
iarr
ho
ea (
som
etim
es
(so
met
imes
blo
od
y),
m
yco
tox
ins,
e.g
. v
om
itin
g,
dia
rrh
oea
b
loo
dy
), s
tom
ach
st
om
ach
cra
mp
s, n
ause
a,
afla
tox
in m
ay c
ause
fo
od
cr
amp
s, n
ause
a d
izzi
nes
s, f
ever
in
tox
icat
ion
. C
ance
r p
oss
ible
lo
ng
-te
rm e
ffec
t
Mo
rph
olo
gy
G
ram
-neg
ativ
e G
ram
-neg
ativ
e M
any
dif
fere
nt
size
s an
d
Man
y d
iffe
ren
t sh
apes
. sh
ort
ro
ds.
sp
iral
ly c
urv
ed r
od
s.
shap
es m
ay b
e v
isib
le
20
-80
nm
in
siz
e.
1.1
-1.5
X 2
.0-6
.0 !
-tm
0.2
-0.8
X 0
.5-5
.0 !
-tm
bu
t n
ot
alw
ays
(co
coid
/sp
her
ical
wh
en
o
ld)
Ox
yg
en
Fac
ult
ativ
e an
aero
be
Ob
lig
ate
mic
roae
rop
hil
e A
ero
bic
N
on
e.
req
uir
emen
ts
Cu
ltu
red
in
6-1
0%
O2
Vir
use
s ca
nn
ot
wit
h 5
% C
O2
rep
rod
uce
th
emse
lves
b
ut
rely
on
th
e h
ost
Gro
wth
M
axim
um
45
.5
47
V
arie
s N
ot
app
lica
ble
-d
o n
ot
tem
per
atu
res
(0C
) O
pti
mu
m
30
-37
4
2-4
5
gro
w i
n f
oo
d
Min
imu
m
2.5
3
2
pH
ran
ge
Max
imu
m
9.5
9
-9.5
1
1.1
S
urv
ival
bet
wee
n p
H
Op
tim
um
7
6.5
-7.5
V
aria
ble
3
-10
M
inim
um
4
.4
4.9
-5.3
1
.6
Min
imu
m O
w fo
r 0
.95
N
ot
kn
ow
n
0.7
0
No
gro
wth
in
fo
od
g
row
th
Sal
t to
lera
nce
(%
) 6
-8
2.0
V
aria
ble
V
aria
ble

Ap
pen
dix
C
con
tin
ued
Nat
ura
lly
fo
un
d
Ass
oci
ated
fo
od
s
Wh
y i
mp
ort
ant
Infe
cti v
e d
ose
Aer
om
on
as h
yd
rop
hil
a
Fre
shvv
ater
, se
vvag
e,
seav
vate
r
Sea
foo
d,
red
mea
t,
po
ult
ry,
ravv
mil
k
Imm
un
oco
m p
rom
ized
p
atie
nts
at
risk
. C
apab
le o
f gr
ovvt
h at
re
frig
erat
ion
.
tern
per
atu
res.
T
vvo
tox
in t
yp
es
pro
du
ced
No
t kn
ovvn
Org
anis
m
Ple
sio
mo
nas
sh
igel
loid
es
Wat
er,
aqu
atic
an
imal
s,
svvi
ne,
dogs
, ca
ts,
shee
p,
mo
nk
eys
Oy
ster
s an
d o
ther
fo
od
s o
f aq
uat
ic o
rig
in
No
t v
ery
vir
ule
nt
bu
t h
igh
in
cid
ence
in
en
vir
on
men
t.
Hea
t-la
bil
e an
d s
tab
le
tox
ins
pro
du
ced
No
t kn
ovvn
Bac
illu
s su
bti
lis
So
il,
veg
etat
ion
Mo
stly
mea
t, p
astr
y a
nd
ri
ce d
ish
es.
Cu
star
d p
ovvd
er,
bre
ad,
may
on
nai
se,
pic
kle
d
on
ion
s
Hea
t-re
sist
ant
end
osp
ore
s.
Imp
ort
ant
con
tam
inan
t in
bak
ed p
rod
uct
s
Hig
h 1
05 -
10
9
Bac
illu
s li
chen
ifo
rmis
So
il,
veg
etat
ion
Co
ok
ed m
eat,
veg
etab
le
dis
hes
, b
oil
ed s
ausa
ge,
cu
star
d p
ie,
bre
ad
Hea
t-re
sist
ant
end
osp
ore
s.
Imp
ort
ant
con
tam
inan
t in
, e.
g. p
ies,
pas
trie
s,
bre
ad p
rod
uct
s
No
t kn
ovvn
. A
ver
age
no
. o
f ce
lls
fou
nd
in
fo
od
s ca
usi
ng
il
lnes
s =
10B
/g (
hig
h)

Incu
bat
ion
per
iod
N
ot
kn
ow
n
No
t k
no
wn
1
0 m
in-1
4 h
2
-14
h
(med
ian
2.5
h)
(med
ian
8 h
)
Sy
mp
tom
s D
iarr
ho
ea,
abd
om
inal
D
iarr
ho
ea,
ab
do
min
al
Cra
mp
s, v
om
itti
ng
, D
iarr
ho
ea,
cram
ps,
p
ain
, v
om
itin
g,
feve
r.
pai
n,
vo
mit
ing
, fe
ver
. n
ause
a, o
ccas
ion
ally
v
om
itin
g
May
cau
se m
enin
git
is,
May
cau
se m
enin
git
is,
dia
rrh
oea
, h
ead
ach
e,
sep
tica
emia
se
pti
caem
ia
flu
shin
g
Mo
rph
olo
gy
G
ram
-neg
ativ
e G
ram
-neg
ativ
e G
ram
-po
siti
ve
rod
s G
ram
-po
siti
ve
stra
igh
t ro
ds,
ro
un
ded
st
raig
ht
rod
s w
ith
sp
ore
-fo
rmin
g.
spo
re-f
orm
ing
ro
ds.
en
d.
rou
nd
ed
en
ds.
0
.7-0
.8 X
2-3
!-tm
0
.6-0
.8 X
1.5
-3 !
-tm
0.3
-1 X
1.0
-4.4
!-tm
0
.8-1
.0 X
3 !
-tm
Ox
yg
en
Fac
ult
ativ
e an
aero
be
Fac
ult
ativ
e an
aero
be
Fac
ult
ativ
e an
aero
be
Fac
ult
ativ
e an
aero
be
req
uir
emen
ts
Gro
wth
M
axim
um
42
4
0-4
4
55
Gro
wth
occ
urs
at
30
-55
te
mp
erat
ure
s (0
C)
Op
tim
um
2
8
37
-38
4
3-4
6
60
max
imu
m
Min
imu
m
1-4
8
12
pH
ran
ge
Min
imu
m
4 5
4.6
G
row
th
occ
urs
b
etw
een
M
axim
um
10
7
.7
9.2
5
.7 a
nd
6.5
Min
imu
m O
w f
or
No
t k
no
wn
N
ot
kn
ow
n
0.9
01
-0.9
31
N
ot
kn
ow
n;
pro
bab
ly
gro
wth
0
.95
Sal
t to
lera
nce
(%
) T
ole
rate
s 4
Lim
ited
gro
wth
at
4 b
ut
No
gro
wth
at
> 1
5
7 N
o g
row
th a
t 7.
5 d
ep
en
ds
on
med
ium

Ap
pen
dix
C c
on
tin
ued
Nat
ura
lly
fo
un
d
Ass
oci
ated
fee
ds
Wh
y i
mp
ort
ant
Infe
ctiv
e d
ose
Incu
bat
ion
per
iod
Sy
mp
tom
s
Vib
rio
vu
lnif
icu
s
Sal
twat
er,
mo
llu
scs,
se
afo
od
Sea
foo
d,
esp
ecia
lly
sh
ellf
ish
Inv
asiv
e an
d r
apid
ly
leth
al p
ath
og
en.
56
% f
atal
No
t k
no
wn
Sh
ort
, 7
h to
sev
eral
day
s (m
edia
n 1
6-3
8 h
)
Fev
er,
chil
ls,
hy
po
ten
sio
n,
nau
sea.
L
ess
freq
uen
tly
v
om
itin
g,
dia
rrh
oea
, ab
do
min
al p
ain
s
E.
coli
015
7 H
7
Org
anis
m
Cry
pto
spo
nd
ium
p
arv
um
Dai
ry c
attl
e, s
hee
p
faec
es,
mea
t an
d r
aw
mil
k
Bee
f an
d m
eats
, ra
w
mil
k,
ham
bu
rger
s
En
tero
hae
mo
rrh
agic
. S
ever
e sy
mp
tom
s,
po
ssib
ly f
atal
No
t k
no
wn
3-9
day
s
Hae
mo
rrh
agic
co
litu
s (H
C),
hae
mo
lyti
c u
rem
ic s
yn
dro
me
(HU
S),
an
d t
hro
mb
oti
c th
rom
bo
cyto
pen
ic
pu
rpu
ra (
TP
P).
Wat
er,
sew
age
Wat
er s
up
pli
es,
raw
m
ilk
Oo
cyst
s re
sist
ant
to
chem
ical
dis
infe
ctio
n.
Su
rviv
e u
p t
o 1
yea
r in
aq
ueo
us
solu
tio
n
Lo
w;
< 1
0 o
ocy
sts
2-1
4 d
ays
Dia
rrh
oea
, ab
do
min
al
pai
ns,
vo
mit
ing
, m
ay
hav
e fl
u-l
ike
sym
pto
ms
Gia
rdia
in
test
ina
l is
(la
mb
lia
)
Wat
er,
sew
age,
sm
all
inte
stin
e o
f m
an,
pri
mat
es,
pig
s
Wat
er s
up
pli
es,
fru
it
sala
d (
food
han
dle
r)
Fo
rm r
esis
tan
t cy
sts
Lo
w,
< 1
0 c
yst
s
1-3
wee
ks
Ch
ron
ic d
iarr
ho
ea

Mo
rph
olo
gy
Ox
yg
en
req
uir
emen
ts
Gro
wth
te
mp
erat
ure
s (0
C)
pH
ran
ge
Min
imu
m U
w
Sal
t to
lera
nce
(%
)
Oth
er c
on
tro
l m
easu
res
Gra
m-n
egat
ive
stra
igh
t o
r cu
rved
rod
s.
0.5
-0.8
X
1.4
-2.6
!lm
Fac
ult
ativ
e an
aero
be
Min
imu
m
5 M
axim
um
40
O
pti
mu
m
37
No
t k
no
wn
No
t k
no
wn
Max
imu
m
6 M
inim
um
0
.1
Op
tim
um
1
-2
HC
-cr
amp
y a
bd
om
inal
p
ain
, w
ater
y d
iarr
ho
ea
wh
ich
bec
om
es v
ery
b
loo
dy
. H
US
-b
loo
dy
dia
rrh
oea
, k
idn
ey f
ailu
re,
dea
th.
TP
P -
HU
S w
ith
fev
er
Gra
m-n
egat
ive
rod
. 1
.1-1
.5 X
2
-6 !
lm
Fac
ult
ativ
e an
aero
be
10
4
5
37
Pro
bab
ly 4
.4-9
.5
(gen
eral
E.
coli
)
Pro
bab
ly 0
.95
(g
ener
al
E.
coli
)
Pro
bab
ly 6
-8%
(g
ener
al
E.
coli
)
Oo
cyst
s 4
-6 !
lm d
iam
eter
Oo
cyst
s d
o n
ot
gro
w i
n
foo
d
Oo
cyst
s d
o n
ot
gro
w i
n
foo
d
Oo
cyst
s d
o n
ot
gro
w i
n
food
Oo
cyst
s d
o n
ot
gro
w i
n
foo
d
Oo
cyst
s d
o n
ot
gro
w i
n
foo
d
Oo
cyst
s re
sist
60
%
alco
ho
l.
Via
bil
ity
lo
st b
y b
oil
ing
o
r b
y d
ryin
g
10
-20
X 5
-10
!lm
C
ysts
: 1
2-1
5 X
8
-10
!lm
Cy
sts
do
no
t g
row
in
fo
od
Cy
sts
do
no
t g
row
in
fo
od
Cy
sts
do
no
t g
row
in
fo
od
Cy
sts
do
no
t g
row
in
fo
od
Cy
sts
do
no
t g
row
in
fo
od

282
Appendix D
Glossary
Audit A systematic and independent examination to determine whether activities and results comply with the documented procedures; also whether these procedures are implemented effectively and are suitable to achieve the objectives.
Cleaning in Place (CIP) The cleaning of pipework and equipment, while still fully assembled, through the circulation of cleaning chemicals.
Corrective Action Procedures to be followed when a deviation occurs from the critical limits, i.e. the CCP goes out of control.
Critical Control Point (CCP) A point, step or procedure at which control can be applied and a food safety hazard can be prevented, eliminated, or reduced to acceptable levels.
CCP Decision Tree A logical sequence of questions to be asked for each hazard at each process step. The answers to the questions lead the HACCP team to decisions determining which process steps are CCPs.
Critical Limit An absolute tolerance value which must be met for each control measure at a CCP. Values outside the Critical Limits indicate a deviation and potentially unsafe product.
Gantt chart A project implementation timetable. The Gantt chart shows at a glance the timing and dependencies of each project phase.
Hazard A property which may cause the product to be unsafe for consumption.
HACCP Control Chart Matrix or table detailing the control criteria (i.e. critical limits, monitoring procedures and corrective action procedures) for each CCP and preventative measure. Part of the HACCP Plan.
HACCP Plan The document which defines the procedures to be followed to assure the control of product safety for a specific process.

Glossary
HACCP Study A series of meetings and discussions between HACCP Team members in order to put together a HACCP Plan.
HACCP Team The multidisciplinary group of people who are responsible for developing a HACCP Plan. In a small company each person may cover several disciplines.
Hazard Analysis Chart A working document which can be used by the HACCP team when applying HACCP Principle I, i.e. listing hazards and describing preventative measures for their control.
Intrinsic factors Basic, integral features of the product, due to its formulation, e.g. pH, aw .
Monitoring A planned sequence of observations or measurements to assess whether a CCP is under control. Records of monitoring are kept for future use in verification.
PERT chart A diagrammatic representation of the dependency network and critical path to completion of a project plan.
Potable water Wholesome, drinkable water. Preventative measure A factor which can be used to control an
identified hazard. Preventative measures will eliminate or reduce the hazard to an acceptable level.
Process Flow Diagram A detailed stepwise sequence of the operations in the process under study.
Quality Management System A structured system for the management of quality in all aspects of a company's business.
Supplier Quality Assurance (SQA) The programme of actions to ensure the safety and quality of the raw material supply. Includes preparation of and procedures to assess supplier competency, e.g. inspections, questionnaires.
Target level A value within the Critical Limits which can be used to take action and prevent the occurrence of a deviation.
Verification The procedures (other than those used in monitoring) which ensure that the HACCP Study has been carried out correctly and that the HACCP Plan continues to be effective.
283

284
Appendix E
Abbreviations and definitions
AEA ATP c
(lP CCP CFDRA Codex
EC FAO FDA FIFO FMEA HACCP HAZOP HHA HMSO IAMFES
ICMSF
IOF IFST ILSI ISO m
Action Error Analysis Adenosine tri-phosphate The maximum allowable number of defective sample units (2-dass plan) or marginally acceptable units (3-dass plan). When more than this number are found in the sample, the lot is rejected Cleaning in Place Critical Control Point Campden Food and Drink Research Association Codex Alimentarius Commission, an FAO/WHO Organization European Community Food and Agriculture Organization The US Food and Drug Administration First in, First out - principles of stock rotation Failure Mode and Effect Analysis Hazard Analysis Critical Control Point Hazard and Operability Study High Hygiene Area Her Majesty's Stationary Office International Association of Milk, Food and Environmental Sanitarians International Commission for Microbiological Specifications for Foods International Dairy Federation Institute of Food Science and Technology, London International Life Sciences Institute International Standards Organization A microbiological limit which separates good quality from defective quality (2-class) or from marginally acceptable quality (3-dass). Values </= mare acceptable; values >m are either marginally acceptable or unacceptable.

M
MAP MORT MRL PERT n
NACMCF
NASA QMS SPC SQA SRSV TVC WHO
Abbreviations and definitions
A microbiological limit in a 3-class sampling plan which separates marginally acceptable product from defective product. Values >M are unacceptable. Modified Atmosphere Packaging Management Oversight and Risk Tree Maximum Residue Level Programme Evaluation and Review Technique The number of sample units examined from a lot to satisfy the requirements of a particular sampling plan. National Advisory Committee for Microbiological Criteria for Foods (USA) National Aeronautics and Space Administration Quality Management System Statistical Process Control Supplier Quality Assurance Small Round Structured Virus Total Viable Count World Health Organization
285

References and further reading
References
286
Beckers, H.J., Daniels-Bosman, M.S.M., Ament, A., et al (1985) Two outbreaks of salmonellosis caused by Salmonella indiana. A survey of the European summit outbreak and its implications. International Journal of Food Microbiology, 2, 185-95.
Bird, M. (1992) Effective Leadership, BBC Business Matters Publications, London.
Brown, M. (1992) Successful Project Management, British Institute of Management, Hodder and Stoughton.
Camp den Food and Drink Research Association (1992) HACCP: A Practical Guide, Technical Manual No. 38.
CDR Weekly, Listeriosis Update, (13) 26 March 1992. Codex Committee on Food Hygiene (1993) Guidelines for the Application
of the Hazard Analysis Critical Control Point (HACCP) System, in Training Considerations for the Application of the HACCP System to Food Processing and Manufacturing, World Health Organization, WHO/FNU/ FOS/93.3 II.
Council Directive 93/43/EEC (June 14,1993) on The Hygiene of Foodstuffs, Official Journal of the European Communities, July 19, 1993, No. L 175/1.
Council Directive 891107/EEC (1989) concerning Food Additives Authorised for use in Foodstuffs intended for Human Consumption.
EURACHEM/WELAC (1993) Accreditation for Chemical Laboratories: Guidance on the Interpretation of the EN 45000 Series of Standards and ISOIlEC, Guide 25. (Available in the UK from Laboratory of the Government Chemist, Teddington, Middlesex, TWll OLY.)
ICMSF (1980) Microbial Ecology of Foods, Volume 1, Factors Affecting Life and Death of Micro-organisms, Volume 2, Food Commodities, Academic Press, New York.
ICMSF (1986) Micro-organisms in Foods 2. Sampling for Microbiological Analysis: Principles and Specific Applications, 2nd edn, Blackwell Scientific Publications, Oxford.
IFST (1993) Shelf Life of Foods - Guidelines for its determination and Prediction, Institute of Food Science and Technology, London.
International Standards Organisation (1987). (a) ISO 9000 Series, Quality Management and Quality Assurance Standards:
Guidelines for Selection and Use. (b) ISO 9001, Quality Systems - Model for Quality Assurance in Design/Development, Production, Installation, and Servicing.

Video
References and further reading
(c) ISO 9002, Quality Systems - Model for Quality Assurance in Production and Installation.
(d) ISO 9003, Quality Systems - Model for Quality Assurance in Final Inspection and Test.
IFST (1991) Food and Drink - Good Manufacturing Practice: A Guide to its Responsible Management, 3rd edn, Institute of Food Science and Technology, London.
HMSO (1990) Food Safety Act, HMSO, London, UK. HMSO (1991) Food Safety Act 1990 Code of Practice No.9: Food Hygiene Inspections, HMSO, London, UK. Jay, A. (1993) Effective Presentation, Pitman Publishing in association with
the Institute of Management Foundation, London. National Advisory Committee on Microbiological Criteria for Foods (1992)
Hazard Analysis and Critical Control Point System (adopted March 20, 1992), International Journal of Food Micro-biology, 16, 1-23.
Oates, D. (1993) Leadership - The Art of Delegation, The Sunday Times, Century Business.
Pierson, M.D. and Corlett, D.A. (1992) HACCP Principles and Application, Van Nostrand Reinhold, New York.
Price, F. (1984) Right First Time - Using Quality Control for Profit, Gower, Aldershot.
Rowntree, D. (1981) Statistics Without Tears, Penguin. Shapton, D.A. and Shapton, N. F. (1991) Principles and Practices for the Safe
Processing of Foods, H.J. Heinz Company, Butterworth-Heinemann, Oxford.
Shapton, N.F. (1989) Food Safety - A Manufacturer's Perspective, Hobsons Publishing pic., Cambridge.
Socket, P.N. (1991) A Review: The Economic Implications of Human Salmonella Infection, Journal of Applied Bacteriology, 71, 289-95.
Sprenger, R. (1991) Hygiene for Management, 5th edn, Highfield Publications, Rotherham and London.
Suokas, J. and Pyy, P. (1988) Evaluation of the Validity of Four Hazard Identification Methods with Event Descriptions, Research Reports, Technical Research Centre of Finland.
HACCP. Food Quality Management Training Series, Video 3. Available from: Food Quality Management, Lakenmakersstraat 170, B-2800 Mechelen, Belgium. Tel: 32 15 55 72 01. Fax: 32 15 55 79 31.
Further reading
Bryan, F. (1981) Hazard Analysis of Food Service Operations. Food Technology, 35(2), 78-87.
IAMFES (1991) Procedures to Implement the Hazard Analysis Critical Control Point System, International Association of Milk, Food and Environmental Sanitarians Inc .. Ames, Iowa, USA.
287

References and further reading
288
ICMSF (1988) Micro-organisms in Foods 4. Application of the Hazard Analysis Critical Control Point (HACCP) System to Ensure Microbiological Safety and Quality, Blackwell Scientific Publications, Oxford.
Lloyds Register Quality Assurance Ltd. Quality Systems for the Food and Drink Industries. Guidelines for the Use of BS 5750 Part 2, 1987 in the Manufacture of Food and Drink (ISO 9002: 1987, EN 29002: 1987), Issue 2, 1991.
Mayes, T. (1992) Simple User's Guide to Hazard Analysis Critical Control Point Concept for the Control of Microbiological Safety, Food Control, 3(1), 14-19.
IFST (1990) Guidelines for the Handling of Chilled Foods, Institute of Food Science and Technology, London.
IFST (1992) Guidelines to Good Catering Practice, Institute of Food Science and Technology, London.
ILSI Europe (1992) A Simple Guide to Understanding and Applying the HACCP Concept, ILSI Europe.
LFRA (in press 1994) Auditing HACCP Systems, Leatherhead Food Research Association, Leatherhead, England.

Index
Absolute tolerance, see Critical Limits Acceptable Daily Intake (AD!) levels 47 Accreditation, laboratory 198-203, 205 Acetic acid 57, 58 ACidity 56-7 Action Error Analysis (AEA) 143 Action levels, Critical Limits 120 Action limits 152 Additives, chemical 46-7, 269-70
CCP Decision Trees 105 Supplier Quality Assurance 66
AD! (Acceptable Daily Intake) levels 47 Aeromonas hydrophila 40, 278-9 Aflatoxins 41-2, 267 Agents for raw materials 70-1 Allergens 44, 270 Amendments, HACCP Plan 178-9 Analytical skills 22 Antibiotics 46
Supplier Quality Assurance 64, 65 Aspergillus flavus 41 ATP bioluminescence 114 Attribute data 153 Audit 163-75
case studies 242-3, 264 continuous improvement strategy
186 HACCP Plan amendments 178 programmes 166 of quality 197 records 160 Supplier Quality Assurance 68-9
Auditors 165-6 ISO 9001 197
training 26 Awareness training 29, 180, 181
Bacillus 38-9 cereus 38-9, 56, 274--5
control 265, 266 lieheniformis 39, ~66, 278-9 subtilis 39, 266, 278-9
Bacteria 36-40 Benzoic acid 57, 58-9 Biological hazards 35---42, 265-7
shelf life 77-8 Supplier Quality Assurance 64--6 terms of reference 82
Birds 50 Brainstorming 86, 89-90
Failure Mode and Effect Analysis (FMEA) 144--5
Briefing areas 155 Brokers for raw materials 70--1 B toxin, type 9 Buildings, factory 74, 194
fabric 269
Calcium propionate 59 Calibration records 160 Campylobaeter jejeuni 37, 276-7 Canada 9 Certificates of analysis 70, 172, 185-6 Challenge testing 78, 187 Checklists, audit 169-70, 171-3 Chemical additives 46-7, 269-70
CCP Decision Trees 105 Supplier Quality Assurance 66

Index
Chemical Critical Limits 113 Chemical hazards 35, 4~7, 269-70
factory issues 74 risk assessment 94 Supplier Quality Assurance 64-6 terms of reference 82
Chemical safety 75 Chocolate chip ice cream, case study
Control Chart 134-40 Critical Limits 115-19 development specification 62-3 Hazard Analysis Chart 91-3, 97-9 hazard brainstorming 90 monitoring procedures 12~9 Process Flow Diagrams 85, 134 process step decision matrix 107-10 product description 83 raw material decision matrix 64-6 terms of reference 82-3
Citric acid 57, 58 Cleaning, factory 74, 75, 76, 190
case studies 250 chemicals 43, 269
Clonorchis sinensis 41 Clostridium 38
botulinum 36, 38, 266, 274-5 food poisoning incident 9 preservatives 58
perfringens 38, 266, 274--5 Clothing 74--5, 76 Common cause variation 149, 151 Communication skills 22
training 26 Compliance audit 165 Computers
failure 195 software packages
Gantt and PERT charts 34 pathogen growth 77 training packages 181
Constraints 162 Contact review 193 Continuous improvement strategy
18~, 242-3 Continuous monitoring 120-1
corrective actions 122, 130 Continuous sampling 12-13 Control Charts 79, 81, 111-41
audit 168, 173 case study 261-3 verification 145, 173
290
Control options, see Preventative measures
Control points 51-3 see also Critical Control Points; Process
control points Controls, challenging 14~5 Corrective actions 5-6, 121-32
audit 168, 173 case studies 21~16, 221-6, 250-1,
261-3 feedback to CCP monitors 158 ISO 9001 196 records 159 responsibility for 122, 132-3 training 26, 28
Costs of HACCP System 8, 162 of preventative measures 106 of training 162, 181
Creative skills 22 Critical Control Points (CCPs) 5, 51-3
case studies 21~16, 218-19, 238-42, 246-51, 260-4
Control Chart 81 Critical Limits 112 Decision Trees 100-10, 207
case studies 211-12, 260 document review 168 identification 100-10 modular approach 142-3 monitoring procedures 120, 155-8 monitors 155-8
case study 264 training 28, 156, 180
Process Flow Diagram 80 raw materials 61, 62 Statistical Process Control 148 training 26
Critical Limits 5, 112-20 case studies 221-6, 250, 261-3 CCP monitors 156-8 Statistical Process Control 148 validation 145
Critical Path 34 Cri tical tasks 31 Cross-checking of laboratory analyses
202 Cross-contamination risk
case studies 227, 250-1 factory issues 73, 74, 75, 76 freezing process 72

hazard control 266, 267, 268-9 ISO 9001 195 raw materials 61-2
Cryptosporidium parvum 41, 267, 280-1 Customers
pressure for HACCP 14--15 product usage instructions 209
Data analysis 175-7 Process Flow Diagrams 83-4
Decision trees Critical Control Points 100-10, 207
case studies 211-12, 260 raw materials 60-6, 101-3
continuous improvement strategy 185-6
Delay stages 72, 73 Delivery 196 Deoxynivalenol 42 Department of Agriculture (USA) 14 Department of Health (UK) 15 Dependent tasks 31
see also PERT charts Design control 193 Destruction of non-complying products
131 Deviations, reporting 158 Discontinuous monitoring 121 Distribution
hazard analysis 88 personnel 20
Diversion of non-complying products 131
Documentation 6, 158-61 case studies 228, 231-4, 238 CCP monitors 156-8 control 193-4 corrective actions 122, 132 HACCP Plan 79-80 and media 16 of quality 197 reviews 16fr70, 171-3 target levels 120
Drains 74 Dried products 71-2 Due Diligence defence 13-14
Emerging hazards 177-8, 180-1 Emerging pathogens 39-40 EN45001 199, 201
Index
Enforcement authorities 15 Engineering expertise 20 'E' number system 47 Environmental control 195 Environmental Health Officers (EHOs)
15 Equipment
factory 74, 87 for HACCP 147-8 ISO 9001 194, 195
Ergot 42, 267 Escherichia coli 37, 27fr7, 280-1
Supplier Quality Assurance 65 European Community Directives 13,
4fr7 Evaluation skills 22 Experimental data 113 External expertise 21
for Critical Limits 113 External pressures for HACCP use
13-16
Factory issues 73-6 design 190 HACCP requirements 154--5 hazard analysis 87, 88 ISO 9001 194
Failure, Mode and Effect Analysis (FMEA) 2, 188
challenging controls 143-5 Feedback to CCP monitors 158 Fermentation 71 Follow-up, audit 173-4 Food Micromodel 77 Food poisoning
contributory reasons 217 incidents 8-10 microorganisms 36-42
Food Research Associations 178 Food Safety Act (UK, 1990) 13-15 Foreign materials, see Physical hazards France 9 Freezing processes 72
brainstorming 89-90 Fresh cream gateaux case study 207,
251-64 Fusarium graminearum 42
Gantt charts 31-2, 34 Germany 9
291

Index
Giardia intestinalis (lamblia) 41, 267, 280-1
Glass 48, 268 Good Manufacturing Practices 205
and physical hazards 48, 50 training 26
Government 13-14 Gram-negative bacteria 36-8 Gram-positive bacteria 36, 38-9 Growth regulators 46
HACCP experts 21 HACCP Plan 29-34, 79-81
document review 166-8 record keeping 159-60 updating and amending 178-9 verification 145
HACCP Team audit of 168 case studies 208, 229, 231, 244, 252 meetings 155 personnel 20-3 product development 55 structure 23-4 training 24-7, 180
Hamburger preparation case study 207, 217-29
Hazard analysis 5, 84-95 case studies 211-27, 231-41, 243,
246-51, 256-63 continuous improvement strategy
184-5 document review 168 modular approach 142 non-food applications 188
Hazard and Operability Study (HAZOP) 143
Hazards emerging 177-8, 180-1 identification 84-95 Process Control Points 186 significance and control 35-50,
265-70 terms of reference 81
Health and safety assessments 190 Hepatitis A 267 Hepatitis B 40 History of amendments sheets 178-9 Holding stages 72, 73 Holland 9 Hormones 46
292
Improvement projects continuous 183-6
case study 242-3 HACCP interaction with 30-1 prioritization for 16-18
Ingredients 60 see also Raw materials
Insects 36, 50 Inspection and testing
ISO 9001 195 limitations 10 monitoring systems 121
Internal expertise 20-1 International standardization of
HACCP 16 Intrinsic factors 55-60, 87-8 Investigative audit 165 Irradiation 72 ISO 9000 191-2, 198, 203, 205
compliance with HACCP 15 record keeping 161 systems audit 165
ISO 9001 192-8 ISO 9002 192, 193 ISO 9003 192 ISO Guide 25 199, 201 Italy 9
La bora tories accreditation 198-203, 205 Supplier Quality Analysis 70
Lactic acid 57, 58 Laundering procedures 74-5 Layout, factory 73
hazard analysis 88 suppliers 67
Leader, HACCP Team 22-3 responsibility for corrective action
133 training 25
Leadership skills 22 Legal control points 190 Legislation 13-15
changes 177 record keeping 159 as reference for hazard analysis 87
Lime juice cordial case study 207, 229-43
Listeria 65 monocytogenes 36, 39, 272-3
control 95-6, 265

food poisoning incidents 9 Literature data
for Critical Limits 113 for hazard analysis 86-7
Local Authority Departments 15 Low Acid Canned Food Regulations
(USA) 14 Lower Action Level 152-3 Lower Warning Level 152-3
Macrobiological hazards 36 Maintenance
HACCP System 163, 181-2, 205 case studies 251, 264
preventative 190 Management
responsibility 193 senior
acceptance of preventative measures 104 involvement 19-20
skills 26 Management Oversight and Risk
(MORT) 143 Manual monitoring procedures 130 Mathematical modelling, Critical Limits
113 Mean 151-2 Mean Range chart 152-3 Media 15-16 Meetings
audit 170, 173 HACCP Team 155
Metal 49, 268-9 detection 103, 105-6 Failure Mode and Effect Analysis
chart 144 toxic 44--5, 269
Supplier Quality Assurance 66 Microbiological applications, statistical
techniques 153--4 Microbiological Critical Limits 114 Microbiological hazards 36-42, 265--7
factory issues 74 shelf life 77-8 Supplier Quality Assurance 64--6 terms of reference 82
Microbiologists 21 Milestone tasks 34 Ministry of Agriculture (New Zealand)
14
Index
Modular approach to HACCP 142-3 Monitoring
CCPs 120, 155-8 procedures 120-1, 123--9
audit 168-9 case studies 213--16, 221-6, 228, 261-4
requirements 5 responsibility for 132 sheets 156-8, 160 training 26
Monitors, Critical Control Points 155-8 case study 264 training 28, 156, 180
Mould 41-2, 267, 276-7 Moving Average Control charts 154 Mycotoxins 41-2, 267
Natural additives 47 Natural foods 177 Netherlands 9 New Zealand 14 Nisin 59 Nitrates 45, 47, 269-70 Nitrites 45, 47, 269-70
Supplier Quality Assurance 66 N-nitroso compounds 45, 269-70 Non-complying products
audit 173, 174 corrective actions 130-1 ISO 9001 196
Non-critical tasks 34 Non-food applications 188-9 Normal distribution 150, 151 Norwalk virus 40-1
Off-line monitoring procedures 121 Ohmic heating 72-3 On-line monitoring procedures 120-1
corrective actions 122, 130 Operations expertise 20 Organic acids 57-8 Overhead services 74
Packaging hazard analysis 88 ISO 9001 196 migration 46 process 76 systems 72
Paella case study 207, 208-16
293

Index
Parasites 41, 267 Pasteurized milk 120, 130 Patulin 42, 267 Perishable products 82 Personal attributes, team members 22 Personnel, factory 74-5
HACCP requirements 155 hazard analysis 88 hazard control 265 ISO 9001 195 training 180
PERT charts 33, 34 Pesticides 43--4, 269
Supplier Quality Assurance 65, 66 Pests 36,50
control 74, 268, 269 pH 56-8 Physical Critical Limits 113 Physical hazards 47-50, 268-9
factory maintenance 74 Supplier Quality Assurance 64,65,66 terms of reference 82
Plan, see HACCP Plan Plastic 50, 268, 269 Plasticizers 46, 269
Supplier Quality Assurance 66 Plesiomonas shigelloides 40, 278-9 Polychlorinated biphenyls (PCBs) 45-6,
269 Potassium sorbate 58 Potato salad case study 207, 243-51 Pre-audit reviews 166
Supplier Quality Assurance 68 Presentation
food 177-8 Process Flow Diagrams 84, 85
Preservatives 58-9 Preventative maintenance schedules
190 Preventative measures 51, 265-70
case studies 213-16, 219, 221-6, 246-51, 256-63
CCP Decision Trees 103 continuous improvement strategy
185 corrective actions 122-30 costs 106 document review 168 and hazard analysis 90-4 identification 95-9 validation 145
294
Principles, HACCP 4-6 Prioritization for improvement 16-18,
184, 185 Problem-solving skills 27 Procedural Document 160-1 Process capability 149-51 Process control 194-5 Process Control Charts 151-3 Process control points 51-3
audit 169 identification 186-7
Process design 88 Process Flow Diagrams
audit 167, 168, 169-71 case studies 209-10, 230-1, 232-3,
244,254-6 construction 83--4, 85, 134 continuous improvement strategy
184-5 HACCP Plan 79, 80 Supplier Quality Assurance systems
67 training 25 verification 145
Process operation modules 142 Process technologies 71-3
developments 177 Product description 83
case studies 209, 231, 234, 244, 253 Product development department 55 Product identification 194 Production department
expertise 20 responsibility for monitoring 132
Product safety 76 Programme Evaluation and Review
Technique (PERT) charts 33, 34 Project Managers 30 Project planning skills 26 Project sponsors
appointment 19 . responsibilities 30 Proprionic acid 57, 58 Protective clothing 74-5, 76 Protozoa 41, 267 Published data
for Critical Limits 113 for hazard analysis 86-7
Purchasing ISO 9001 194 personnel 20-1

Quality, product benefits of HACCP 3-4, 8 physical hazards 48
Quality Assurance expertise 20 Quality Control Points (QCPs) 238, 242 Quality Management Systems (QMSs)
191-205
Range 152-3 Raw materials
audit 172 CCP Decision Trees 60-6, 101-3,
185-6 handling 75 hazard analysis 87 hazard control 265--7 safe supply 60-71
Recall plans 194 Records, see Documentation Reference materials 86--7 Refresher training 180 Reports, audit 173, 175 Research and Development personnel
20 Responsibilities 132
for control 239-41, 261-3 for corrective action 122, 132-3 of management 193 for monitoring 132
Reworking non-complying products 131
Risk assessment 94-5 Rodents 50 Rolling Average Control charts 154
Salmonella 272-3 control 103, 265, 266 ealing 9 effects 36, 37 food poisoning incidents 9, 10 indiana 9 insects harbouring 36 napoli 8--10 risk assessment 94 sampling plans 12-13 Supplier Quality Assurance 64, 65 typhi 37
Sampling plans limitations 11-13 non-complying products 131 training 26
Schedules, audit 166--75 Senior management
Index
acceptance of preventative measures 104
involvement 19-20 Servicing 198 Shelf life 76--8, 187 Shigella 37
dysenteriae 37 Site plans
document review 166 Supplier Quality Assurance 67
Small Round Structured Viruses (SRSV) 40,267
Smoking 59 Sodium
benzoate 58--9 metabisulphite 47 nitrate 58 nitrite 58 propionate 59
Sorbic acid 57, 58 Special cause variation 149, 151 Specifications 67-8 Spoilage
case studies 241, 244 prediction 187
Staff, see Personnel, factory Standard Deviation 150, 151-2 Standardization of HACCP 16 Staphylococcus aureus 36, 39, 265, 274--5
food poisoning incidents 9 Statistical Process Control (SPC)
148--54, 205 expertise 21 monitoring procedures 121 training 27
Statistical techniques 148--54 ISO 9001 198
Statistical validity, monitoring procedures 121
Stock rotation 75 Stones 49 Storage 75, 88
case studies 227 ISO 9001 196
Structured approach, hazard analysis 90-4
Style, Process Flow Diagrams 84, 85 Sulphur dioxide 59 Summaries, audit 173, 175
295

Index
Supplier Quality Assurance (SQA) 20, 60-71,205
audit 172 continuous improvement strategy
185-6 hazard control 267 ISO 9001 193
Suppliers case studies 218 pressure for HACCP 15 prioritization for improvement 17
Surfaces, factory 74 Switzerland 9 Systems audit 164-5
Taenia saginata 41 Tampering opportunities 189-90 Target levels, Critical Limits 120 Tartrazine 47 Team, see HACCP Team Technical expertise 20 Technology 71-3
developments 177 Terms of reference 80, 81-3, 187
case studies 209, 244, 252 Testing, see Inspection and testing Thermal processes 71 Third party inspectors, Supplier Quality
Assurance 70 Third party laboratory accreditation 201 Toxic metals 44-5, 269
Supplier Quality Assurance 66 Toxicologists 21 Toxoplasma gondii 41 Traceability of products 194, 195 Training
auditors 165-6 case studies 244 CCP monitors 28, 156, 180 continuous improvement strategy
186 costs 162 in emerging hazards 180-1 food hygiene 17, 74
296
cleaning schedules 75 HACCP awareness 29, 181 HACCP Team 24-7, 180 ISO 9001 197 new staff 180 ongoing requirements 179-81 records 160 refresher 180 skills 27, 181
Trichinella spiralis 41 Tricothecenes 42, 267
United Kingdom enforcement authorities 15 food poisoning incidents 9 Food Safety Act (1990) 13-15 government 14
United States of America 9, 14 Unsafe products 188 Updates, HACCP Plan 178-9 Upper Action Level 152-3 Upper Warning Level 152-3
Verifica tion of HACCP System 6, 145
case study 228-9 mic~obiological factors 114 ongoing 163-75, 178
of Process Flow Diagrams 84 Veterinary residues 46, 269 Vibrio
cholerae 38 parahaemolyticus 37-8, 265, 272-3 vulnificus 40, 280-1
Viruses 40-1, 267, 276--7
Warning bands 125 Waste materials 195 Water activity 59 Wood 49-50, 268
X-ray detection 106
Yersinia enterocolitica 39-40, 265, 272-3

Integrated Solid Waste Management: A Lifecycle Inventory P R White, Environmental Scientist, Procter & Gamble Ltd, UK, M Franke, Environmental SCientist, Procter and Gamble GmbH, Germany and P Hindle, Director of Environmental Quality Europe, Procter and Gamble European Technical Centre, Brussels, Belgium
This book combines the two emerging concepts of Integrated Waste Management (IWM) and Lifecycle Inventory. IWM uses a range of treatment options including recycling, composting, biogasification, incineration and land filling, to minimise the environmental impacts from solid waste management, at an affordable cost. Lifecycle Analysis is used to predict the overall environmental impacts of waste management systems, in terms of energy consumption, and emissions to air, water and land. September 1994: 234x156: c.256pp, 30 line ill"s: Hardback: 0·7514·0046·7: c. £79.00
NEW IN HACCP ....
Hazard Analysis Critical Control Point (HACCP) in Meat, Poultry and Seafoods A M Pearson and T R Dutson, Agricultural Experimental Station, Oregon State University, Oregon, USA
This volume presents the latest information on the HACCP concept and its use in improving the microbiological safety of meat, poultry and seafoods.
Contents: Origin of the HACCP concept. The HACCP concept and how it fits into FSIS programs. Implementation of the HACCP concept on farms and ranches. Implementation of the HACCP program by mea t and poultry slaughterers. Implementation of the HACCP program during processing and distribution of meat and poultry products. Implementation of the HACCP program by the fresh and processed seafood industry. Statistical quality control in the HACCP program. Relationship of the HACCP concept to total quality management. The HACCP concept and how it can be used by delicatessens and meat, poultry and fish retailers. The HACCP program and how it can be adapted to restaurants and food service establishments. The HACCP concept and the consumer. Organization and management of the HACCPprogram by industry. Predictive microbiology and HACCP. National and international cooperation in governmental regulations for mea t, poultry and fish inspection. January 1995: 234x156: c.416pp, 60 line i1/1IS,5 halftone ilills: Hardback: 0-7514·0229·X: c. £85.00
For further information please contact:
Antonia Sharpe Chapman & Hall, 2-6 Boundary Row, London SE1 8HN
Tel: 071 865 0066 Fax: 071 522 9623
Q o o LL
z -~ o o m ~ W Z

Q o o LL
z -~ o o til
~ W Z
Related titles from
Chapman & HaiL ..
Beverages Technology, chemistry and microbiology by A Varnam and J Sutherland
Beverages provides thorough and integrated coverage in a user-friendly way, and is the second of an important series dealing with major food product groups. It is an invaluable learning and teaching aid and is also of great use to the food industry and regulatory personnel. Food Products Series 2: March 1994: 2341'156: 48Opp, 70 line iI/us: Paperback: 0-412-45720-2: £24.99
Brewing 1i:+:1 1:1.%.'31 M J Lewis and T W Young This book provides thorough coverage, at an introductory level, of the essentials of brewing science and its relationship with brewing technology. The book will be of interest to students and professionals working in malting, brewing and allied industries, particularly those new to the industry or those trainins,!or formal qualifications. August 1994: 2341'156: c.25Opp, 100 line iI/us: Paperback: 0-412-26420-X: c. £19.95
Chemical Engineering for the Food Industry Edited by P Fryer, D L Pyle, C D Rielly and C A Zaror This book has arisen from important courses on chemical engineering for the food industry run by the University of Cambridge Programme for Industry. It covers the major principles and applications of process engineering in the food industry and is invaluable for all those embarking on a career in food processing. November 1994: 2341'156: c.340pp, 201line,6 halftone illus: Hardback: 0-412-49500-7: c. £40.00
Food I nd ustry a nd the Environment Practical issues and cost Implications Edited by J M Dalzell Food manufacturers are now under considerable pressure to ensure that their company's activities are environmentally sensitive, but there is also increased internal pressure to maintain or increase profitability in the face of fierce competition. This book shows how these seemingly conflicting pressures on a business can be reconciled, and describes in a clear and objective way the environmental issues surrounding the food industry. July 1994: 2341'156: c.432pp, 62 line il/us,13 halftone iI/us: Hardback: 0-7514-0031-9: £79.00
Handbook of Organic Food Processing and Production Edited by S Wright Significant sales growth of organic products over the last five years has occurred in both the EC and the USA. This factor along with the defining of the word 'organic' by the EC in January 1993 has resulted in the need for this highly practical book which describes authoritatively and comprehensively what is involved in the processing and production of organic food ingredients and products. Emphasis is placed firmly on technological, economic and regulatory issues with a Significant input by both American and EC based authors. Organic food manufacturers, retailers and wholesalers will find the book an important concentrated source of information as will organiC farmers and growers and those in academic research institutions. October 1994: 2341'156: c.32Opp, 40 line il/us,5 halftone iI/u s: Hardback: 0-7514-0045-9: c. £69.00