aspen hysys v8 test case certification 21 jan 13-final
DESCRIPTION
HYSYS Example descrptions.TRANSCRIPT

Confidential
This documentation contains AspenTech proprietary and confidential information and may not be disclosed, used or
copied without the prior consent of AspenTech.
Aspen HYSYS V8.0
Test-Case Certification

Confidential Test-Case Certification 2 Aspen HYSYS V8.0
Table of Contents
1 Introduction ........................................................................................................................................ 3
2 Test Procedure ................................................................................................................................... 3
3 Test Files Used for Certification ....................................................................................................... 4
4 Test File Comparison Results Summary ....................................................................................... 12
5 Test File Comparison Results Detail.............................................................................................. 14

Confidential Test-Case Certification 3 Aspen HYSYS V8.0
1 Introduction
The Aspen HYSYS V8.0 Test-Case Certification documents the results of a series of tests that
compare the results generated by Aspen HYSYS V8.0 with those generated by Aspen HYSYS
V7. 3, both updated with the latest patches available on the AspenTech Support website.
We hope that this will help you in the process of upgrading to V8.0 by demonstrating that
results from V8.0 are generally consistent with those from V7.3. We will also explain the
reasons for any differences that were found during certification testing.
2 Test Procedure This certification from AspenTech is based on the approved process and a set of canned
test files.
The tests run 43 of the example files included with Aspen HYSYS V7.3. These files are a
subset of example cases delivered in HYSYS and encompass all major functional areas.
These examples run in both V7.3 and V8.0. The results for the temperature, pressure, flow
rate and mass composition of all streams are compared.
The tests were performed using the Aspen Version Comparison Assistant. This tool
automates the process of running the tests and comparing the stream results. The Aspen
Version Comparison Assistant works with Aspen HYSYS and Aspen Plus, and is available for
you to use with your test files

Confidential Test-Case Certification 4 Aspen HYSYS V8.0
3 Test Files Used for Certification
Test File Name Description
Acid Gas Sweetening with DEA.hsc In this application a sour natural gas stream is stripped of H2S and CO2 in a Contactor (absorber) tower. The rich DEA (diethanolamine) is regenerated in a Stripping tower and the lean DEA is recycled back to the Contactor. To solve this example, the DBR Amine property package should be used.
Ammonia Synthesis.hsc This model has been set up to demonstrate OLE links, and the use of an external optimizer. The case can be used standalone, but it also works together with an Excel spreadsheet, from which the optimizer can be run using the Tools|Solver command.
AssayWithDifferentLightEndsBasis.hsc This model is to calculate light ends composition (molar basis) and TBP curves (mass basis) from input data on difference basis.
Atmospheric Crude Tower.hsc In this example 100,000 barrel/day of 29.32o API crude is fed into a pre-flash separator after passing through a preheat train. The vapor from this separator bypasses the crude furnace and is re-mixed with the hot pre-flash liquids leaving the furnace. The combined stream is then fed to the atmospheric crude column. The column operates with a total condenser, three coupled side strippers, and three pump around circuits.
Biodiesel Alkali Process.hsc This example models an alkali-catalyzed process for the transesterification process in commercial biodiesel production.

Confidential Test-Case Certification 5 Aspen HYSYS V8.0
Biodiesel process_3 phase separation.HSC This model provides an example of liquid product separation from a biodiesel production process.
BlackOilStreamBulkProperties.hsc This example models Oil and Gas feed stream when only bulk properties such as GOR, WOR, Std. Liquid Density and Watson K are provided.
BlackOilStreamWithPetroleumProperties.hsc This example models Oil and Gas feed stream when a library petroleum assay is being used.
ClausProcess.hsc The Claus process is widely used to recover sulfur from acid gases that contain hydrogen sulfide. This example models a Claus process using reactors and component splitters.
Crude Oil Fractionation Facility.hsc In this application, crude oil is processed in a fractionation facility to produce naphtha, kerosene, diesel, atmospheric gas oil, and atmospheric residue products.
Crude_Preheat_Train_with_Fired_Heater.hsc This model is to demonstrate how to evaluate the potential energy savings for a crude preheat train. The starting point is any feasible alternative to integrate a crude preheat train. It starts in the analysis of the maximum thermodynamically possible energy savings for the set of process streams under consideration.
Deep Cut Turbo-Expander Plant.hsc In this example, a natural gas stream containing N2, CO2, and C1 through n-C4 is processed in a refrigeration system to remove the heavier hydrocarbons. A turbo expander and propane refrigeration unit are modeled to achieve deep cut extraction.
Depressuring Example.hsc The purpose of this model is to compare the dynamic depressuring utility against a reference case listed below. M.A. Haque, S.M. Richardson, G. Saville, G.

Confidential Test-Case Certification 6 Aspen HYSYS V8.0
Chamberlain and L.Shirvill, Blowdown of Pressure Vessels - II. Experimental Validation of Computer Model and Case Studies, Institution of Chemical Engineers, Trans IChemE, Vol 70, Part B, February 1992.
Ethanol Dehydration.hsc This model demonstrates how to model separation sequences for ethanol dehydration using benzene.
Ethanol Plant.hsc An ethanol production process is modeled right from the fermentor outlet to the production of low grade and high grade (azeotropic) ethanol products.
FCC And Gas Plant.hsc This example is a model of a process for a FCC (Fluid Catalytic Cracking) unit; a FCC main fractionator and a gas plant with absorber oil and heat integration recycle streams. It is intended to demonstrate on how to model the FCC reactor, how to model the FCC main fractionator and gas plant columns, and how to model the recycle loops.
Hydraulics-SS-1.hsc This is an example of how flow networks in an Aspen Hydraulics subflowsheet can be connected to the main HYSYS flowsheet. In this example, three streams with different phases on the main HYSYS flowsheet are mixed in an Aspen Hydraulics subflowsheet into a single stream. There are additional source streams defined in the Aspen Hydraulics subflowsheet.
Hydraulics-SS-2.hsc This is another example of how flow networks in an Aspen Hydraulics subflowsheet can be connected to the main HYSYS flowsheet. In this example, three streams with different phases on the main HYSYS flowsheet are mixed in an Aspen Hydraulics subflowsheet into a single stream. There are additional source streams defined in the Aspen Hydraulics subflowsheet.

Confidential Test-Case Certification 7 Aspen HYSYS V8.0
Hydraulics-SS-3.hsc This is an example of flow network systems where a single stream splits into three streams with different outlet pressure specifications. The pressure specification on “Sink-1” results in a reverse flow at that boundary. The cases differ by the mass flow specification on the “Source” stream.
Hydraulics-SS-4.hsc This is second example of flow network systems where a single stream splits into three streams with different outlet pressure specifications. The pressure specification on “Sink-1” results in a reverse flow at that boundary. The cases differ by the mass flow specification on the “Source” stream.
HydrocrackerProductTransition.hsc This case demonstrates modeling a hydrocracker and using the standard hydrocracker product transition to get the HPS liquid on an assay basis. The kinetic lumps used by the hydrocracker have some large gaps between the boiling points of components, so the petroleum transition is not adequate for transitioning between the hydrocracker components and the assay components. The standard hydrocracker product transition maps from the hydrocracker component basis to the assay components in a smooth way so that the product is suitable for fractionation.
Hydrotreater model (short-cut).hsc This application models a diesel hydrotreater using the petroleum shift reactor.
LNG Plant Simulation.hsc This example provides a model for the LNG (Liquefied Natural Gas) process. It demonstrates on how to model the different sections of LNG process, and supplies a starting set of components and physical property parameters for modeling processes of this type.

Confidential Test-Case Certification 8 Aspen HYSYS V8.0
Mixer.hsc This is a steady-state example of a mixer unit operation that combines two vapor phase streams in an Aspen Hydraulics subflowsheet.
Mixer – Two Phase.hsc This is a steady-state example of a mixer unit operation that combines two multiphase (vapor and liquid) streams in an Aspen Hydraulics subflowsheet.
MultipleFluidPackageHF.hsc This application models a Depropanizer such as that used in an alkylation unit in a refinery. The depropanizer uses a different basis for the condenser, to allow for the correct HF/Water split from the hydrocarbon.
Naphtha Complex.HSC This example models naphtha upgrading in a refinery. Straight-run and import naphthas are used and the flowsheet contains rigorous reformer and isomer units. Manipulators are used to set the correct PNA values and to remove sulfur.
Natural Gas Dehydration with TEG.hsc This example is meant to provide a starting point for advanced simulation of natural gas dehydration using TEG (Triethylene Glycol). It presenting a set of components with their physical properties, and the TEG regenerator and the TEG contactor modules with their specific interconnections.
Petroleum Column.HSC This application models petroleum distillation columns in a refinery. The Petroleum Column is specifically designed to help with solving the following problems: • Simulating a petroleum column for a wide range of crude oils within an optimization or gradient generation scenario. In these situations, the column needs to be simulated over and over again, and the column should converge quickly and consistently in all scenarios. • Manually calibrating the Petroleum Column

Confidential Test-Case Certification 9 Aspen HYSYS V8.0
from plant data.
Pipeline Network1.hsc This is an example of gas pipeline network solution for a specified outlet pressure. The Equation Oriented formulation frees the inlet pressures, and therefore calculates the pressures to meet the flow and outlet pressure specifications.
Propylene Glycol Production Process.hsc This model demonstrates the production of propylene glycol by hydration of propylene oxide inside a CSTR (Continuous Stirred-Tank Reactor).
Propylene Glycol Production-2.hsc This is another model of the production of propylene glycol by hydration of propylene oxide inside a CSTR (Continuous Stirred-Tank Reactor).
Propylene-Propane Splitter.hsc This model includes the individual Stripper tower and Rectifier tower components of a propane/propylene splitter system. Two separate towers in the same column sub-flowsheet are used to illustrate the simultaneous solution power of Aspen HYSYS's Column sub-flowsheet.
Refinery-wide model.hsc This example illustrates using Petroleum Shift Reactors (short-cut models for refinery reactors) to build a refinery-wide flowsheet. It demonstrates how one could use a refinery-wide model to track materials (e.g. hydrogen) and utilities (e.g. steam, fuel,). It also shows how one could formulate the overall profit function on a spreadsheet and study refinery performance by manipulating the model degrees of freedom such as FCC conversion and reformer severity.

Confidential Test-Case Certification 10 Aspen HYSYS V8.0
Single Pipe steady .hsc This is a steady-state example of multiphase (vapor and liquid) flow through a single pipe in an Aspen Hydraulics subflowsheet.
Single pipe.hsc This application models a single vapor phase flowing through a single pipe in an Aspen Hydraulics subflowsheet.
Single Pipe – Two Phase.hsc This model demonstrates multiphase (vapor and liquid) flow through a single pipe in an Aspen Hydraulics subflowsheet.
Single Valve.hsc This is a steady-state example of multiphase (vapor and liquid) flow through a valve in an Aspen Hydraulics subflowsheet.
Sour Water Stripper.hsc In this model sour water is fed to a distillation tower for NH3 and H2S removal. The use of the Sour Peng Robinson (Sour_PR) is highlighted. Aspen HYSYS's built-in Case Study tool is used to examine the effects of varying column feed temperatures.
Sweet Gas Refrigeration Plant.hsc In this example, a natural gas stream containing N2, CO2, and C1 through n-C4 is processed in a refrigeration system to remove the heavier hydrocarbons. The lean, dry gas produced will meet a pipeline hydrocarbon dew point specification. The liquids removed from the rich gas are processed in a depropanizer column, yielding a liquid product with specified propane content.
Synthesis Gas Production.hsc Synthesis gas (H2/N2 on a 3:1 basis) is the necessary feedstock for an ammonia plant. This model explores the traditional process for creating synthesis gas.
Tee.hsc This example models a tee unit operation that splits a vapor phase stream into two separate streams in an Aspen Hydraulics subflowsheet.

Confidential Test-Case Certification 11 Aspen HYSYS V8.0
Tee – Two Phase.hsc This is a steady-state example of a tee unit operation that splits a multiphase (vapor and liquid) stream into two separate streams in an Aspen Hydraulics subflowsheet.

Confidential Test-Case Certification 12 Aspen HYSYS V8.0
4 Test File Comparison Results Summary
Aspen HYSYS versions V7.3 and V8.0
Report Date: 21-Jan-13
Tolerances: Temperature 0.1 C
Pressure 0.1 %
Total Flow 0.1 %
Stream Composition 0.001
Model/File Date V7.3 Run V7.3 Status Date V8.0 Run V8.0 Status Differences
Acid Gas Sweetening with DEA.hsc 21-Jan-13 7:10 PM Simulation Successful 21-Jan-13 7:11 PM Simulation Successful 0
Ammonia Synthesis.hsc 21-Jan-13 7:11 PM Simulation Successful 21-Jan-13 7:12 PM Simulation Successful 0
AssayWithDifferentLightEndsBasis.hsc 21-Jan-13 7:12 PM Simulation Successful 21-Jan-13 7:12 PM Simulation Successful 0
Atmospheric Crude Tower.hsc 21-Jan-13 7:13 PM Simulation Successful 21-Jan-13 7:13 PM Simulation Successful 0
Biodiesel Alkali Process.hsc 21-Jan-13 7:13 PM Simulation Successful 21-Jan-13 7:14 PM Simulation Successful 0
Biodiesel process_3 phase separation.HSC 21-Jan-13 7:14 PM Simulation Successful 21-Jan-13 7:14 PM Simulation Successful 0
BlackOilStreamBulkProperties.hsc 21-Jan-13 7:14 PM Simulation Successful 21-Jan-13 7:15 PM Simulation Successful 0
BlackOilStreamWithPetroleumProperties.hsc 21-Jan-13 7:15 PM Simulation Successful 21-Jan-13 7:15 PM Simulation Successful 37
ClausProcess.hsc 21-Jan-13 7:16 PM Simulation Successful 21-Jan-13 7:16 PM Simulation Successful 0
Crude Oil Fractionation Facility.hsc 21-Jan-13 7:17 PM Simulation Successful 21-Jan-13 7:17 PM Simulation Successful 0
Crude_Preheat_Train_with_Fired_Heater.hsc 21-Jan-13 7:17 PM Simulation Successful 21-Jan-13 7:18 PM Simulation Successful 0
Deep Cut Turbo-Expander Plant.hsc 21-Jan-13 7:18 PM Simulation Successful 21-Jan-13 7:18 PM Simulation Successful 0
Depressuring Example.hsc 21-Jan-13 7:18 PM Simulation Successful 21-Jan-13 7:19 PM Simulation Successful 0
Ethanol Dehydration.hsc 21-Jan-13 7:19 PM Simulation Successful 21-Jan-13 7:19 PM Simulation Successful 0
Ethanol Plant.hsc 21-Jan-13 7:19 PM Simulation Successful 21-Jan-13 7:20 PM Simulation Successful 0
FCC And Gas Plant.hsc 21-Jan-13 7:21 PM Simulation Successful 21-Jan-13 7:25 PM Simulation Successful 0
Hydraulics-SS-1.hsc 21-Jan-13 7:30 PM Simulation Successful 21-Jan-13 7:31 PM Simulation Successful 0

Confidential Test-Case Certification 13 Aspen HYSYS V8.0
Model/File Date V7.3 Run V7.3 Status Date V8.0 Run V8.0 Status Differences
Hydraulics-SS-2.hsc 21-Jan-13 7:31 PM Simulation Successful 21-Jan-13 7:31 PM Simulation Successful 0
Hydraulics-SS-3.hsc 21-Jan-13 7:32 PM Simulation Successful 21-Jan-13 7:32 PM Simulation Successful 0
Hydraulics-SS-4.hsc 21-Jan-13 7:32 PM Simulation Successful 21-Jan-13 7:33 PM Simulation Successful 0
HydrocrackerProductTransition.hsc 21-Jan-13 7:33 PM Simulation Successful 21-Jan-13 7:36 PM Simulation Successful 40
Hydrotreater model (short-cut).hsc 21-Jan-13 7:37 PM Simulation Successful 21-Jan-13 7:37 PM Simulation Successful 0
LNG Plant Simulation.hsc 21-Jan-13 7:37 PM Simulation Successful 21-Jan-13 7:37 PM Simulation Successful 0
mixer - Two Phase.hsc 21-Jan-13 7:38 PM Simulation Successful 21-Jan-13 7:38 PM Simulation Successful 0
mixer.hsc 21-Jan-13 7:38 PM Simulation Successful 21-Jan-13 7:39 PM Simulation Successful 0
MultipleFluidPackageHF.hsc 21-Jan-13 7:39 PM Simulation Successful 21-Jan-13 7:39 PM Simulation Successful 0
Naphtha Complex.HSC 21-Jan-13 7:41 PM Simulation Successful 21-Jan-13 7:46 PM Simulation Successful 217
Natural Gas Dehydration with TEG.hsc 21-Jan-13 7:46 PM Simulation Successful 21-Jan-13 7:46 PM Simulation Successful 0
Petroleum Column.HSC 21-Jan-13 7:47 PM Simulation Successful 21-Jan-13 7:47 PM Simulation Successful 0
Pipeline Network1.hsc 21-Jan-13 7:48 PM Simulation Successful 21-Jan-13 7:49 PM Simulation Successful 0
Propylene Glycol Production Process.hsc 21-Jan-13 7:49 PM Simulation Successful 21-Jan-13 7:49 PM Simulation Successful 0
Propylene Glycol Production-2.hsc 21-Jan-13 7:50 PM Simulation Successful 21-Jan-13 7:50 PM Simulation Successful 0
Propylene-Propane Splitter.hsc 21-Jan-13 7:50 PM Simulation Successful 21-Jan-13 7:51 PM Simulation Successful 0
Refinery-wide model.hsc 21-Jan-13 7:52 PM Simulation Successful 21-Jan-13 7:54 PM Simulation Successful 0
single Pipe - Two Phase.hsc 21-Jan-13 7:57 PM Simulation Successful 21-Jan-13 7:57 PM Simulation Successful 0
single Pipe steady .hsc 21-Jan-13 7:58 PM Simulation Successful 21-Jan-13 7:58 PM Simulation Successful 0
single pipe.hsc 21-Jan-13 7:58 PM Simulation Successful 21-Jan-13 7:59 PM Simulation Successful 0
single Valve.hsc 21-Jan-13 7:59 PM Simulation Successful 21-Jan-13 7:59 PM Simulation Successful 0
Sour Water Stripper.hsc 21-Jan-13 7:59 PM Simulation Successful 21-Jan-13 8:00 PM Simulation Successful 0
Sweet Gas Refrigeration Plant.hsc 21-Jan-13 8:00 PM Simulation Successful 21-Jan-13 8:00 PM Simulation Successful 0
Synthesis Gas Production.hsc 21-Jan-13 8:00 PM Simulation Successful 21-Jan-13 8:01 PM Simulation Successful 0
Tee - Two Phase.hsc 21-Jan-13 8:01 PM Simulation Successful 21-Jan-13 8:01 PM Simulation Successful 0
Tee.hsc 21-Jan-13 8:01 PM Simulation Successful 21-Jan-13 8:02 PM Simulation Successful 0

Confidential Test-Case Certification 14 Aspen HYSYS V8.0
Model/File Date V7.3 Run V7.3 Status Date V8.0 Run V8.0 Status Differences
BlackOilStreamWithPetroleumProperties.hsc 21-Jan-13 7:15 PM Simulation Successful 21-Jan-13 7:15 PM
Simulation Successful 37
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
MyBlackOilStream Flow 302392 445147 kg/h 47.208516% Yes
MyBlackOilStream Composition.C11* 0.0405891 0.0434569
0.0028678 Yes
MyBlackOilStream Composition.C12* 0.0392963 0.0412533
0.00195696 Yes
MyBlackOilStream Composition.C13* 0.0346418 0.0374357
0.00279389 Yes
MyBlackOilStream Composition.C14* 0.0348113 0.0384524
0.00364112 Yes
MyBlackOilStream Composition.C15* 0.0356603 0.0397751
0.0041148 Yes
MyBlackOilStream Composition.C16* 0.0337941 0.0370905
0.00329632 Yes
MyBlackOilStream Composition.C17* 0.0354124 0.0386275
0.00321503 Yes
MyBlackOilStream Composition.C18* 0.0280061 0.0303223
0.00231612 Yes
MyBlackOilStream Composition.C19* 0.024804 0.0271119
0.00230788 Yes
MyBlackOilStream Composition.C20* 0.0276481 0.0303501
0.00270208 Yes
MyBlackOilStream Composition.C21* 0.0247022 0.0284519
0.00374973 Yes
MyBlackOilStream Composition.C22* 0.0211304 0.0189608
0.00216955 Yes
MyBlackOilStream Composition.C24* 0.019808 0.0251838
0.00537575 Yes
MyBlackOilStream Composition.C25* 0.019969 0.0189333
0.00103565 Yes
MyBlackOilStream Composition.C26* 0.0200991 0.0185905
0.00150857 Yes
MyBlackOilStream Composition.C27* 0.0201965 0.0188642
0.00133233 Yes
MyBlackOilStream Composition.C32* 0.0146753 0.0156983
0.00102303 Yes
MyBlackOilStream Composition.C33* 0.0145776 0.0157578
0.00118021 Yes
5 Test File Comparison Results Detail

Confidential Test-Case Certification 15 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
MyBlackOilStream Composition.C34* 0.0126665 0.0138366
0.00117009 Yes
MyBlackOilStream Composition.C35* 0.0143647 0.0158676
0.00150288 Yes
MyBlackOilStream Composition.C36* 0.0124637 0.0136778
0.00121409 Yes
MyBlackOilStream Composition.C39* 0.0121094 0.0131971
0.00108771 Yes
MyBlackOilStream Composition.C40* 0.0119834 0.0134501
0.00146674 Yes
MyBlackOilStream Composition.C41* 0.0101665 0.0117671
0.00160052 Yes
MyBlackOilStream Composition.C42* 0.0100658 0.0120165
0.00195074 Yes
MyBlackOilStream Composition.C43* 0.00996152 0.0122908
0.0023293 Yes
MyBlackOilStream Composition.C44* 0.0114854 0.0147143
0.0032289 Yes
MyBlackOilStream Composition.C45* 0.00972401 0.0129536
0.00322961 Yes
MyBlackOilStream Composition.C7* 0.0305815 0.0220732
0.00850828 Yes
MyBlackOilStream Composition.C8* 0.0294112 0.0333493
0.00393804 Yes
MyBlackOilStream Composition.Ethane 0.00476511 0.00320302
0.00156209 Yes
MyBlackOilStream Composition.H2O 0.00994862 0.000959475
0.00898914 Yes
MyBlackOilStream Composition.i-Butane 0.00454442 0.00309566
0.00144877 Yes
MyBlackOilStream Composition.Methane 0.119647 0.0803171
0.0393299 Yes
MyBlackOilStream Composition.n-Butane 0.00450456 0.00309566
0.0014089 Yes
MyBlackOilStream Composition.Propane 0.00347788 0.00234858
0.0011293 Yes
Comment: The differences found are due to an update to the example case file. In V7.3, the compositions of feed
streams to separators were specified while these should have been calculated based on the petroleum assay
supplied. In V8.0 such specified values are removed and the change leads to different results.

Confidential Test-Case Certification 16 Aspen HYSYS V8.0
Model/File Date V7.3 Run V7.3 Status Date V8.0 Run V8.0 Status Differences
HydrocrackerProductTransition.hsc 21-Jan-13 7:33 PM Simulation Successful 21-Jan-13 7:36 PM
Simulation Successful 40
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
PRODUCT Composition.100-110* 0.0199205 0.0214481
0.00152757 Yes
PRODUCT Composition.120-130* 0.0071225 0.0150738
0.00795125 Yes
PRODUCT Composition.130-140* 0.007317 0.00481143
0.00250557 Yes
PRODUCT Composition.140-150* 0.00751074 0.0045964
0.00291434 Yes
PRODUCT Composition.160-170* 0.0345812 0.00805337
0.0265278 Yes
PRODUCT Composition.170-180* 0.00464257 0.00804864
0.00340607 Yes
PRODUCT Composition.180-190* 0.0034793 0.00748072
0.00400141 Yes
PRODUCT Composition.190-200* 0.00277093 0.00731788
0.00454695 Yes
PRODUCT Composition.200-210* 0.002536 0.00800324
0.00546724 Yes
PRODUCT Composition.210-220* 0.00278728 0.00918653
0.00639925 Yes
PRODUCT Composition.220-230* 0.00967984 0.0122475
0.00256763 Yes
PRODUCT Composition.230-240* 0.0110923 0.0135484
0.00245612 Yes
PRODUCT Composition.240-250* 0.0117815 0.0140215
0.00223999 Yes
PRODUCT Composition.270-280* 0.0141875 0.0129485
0.00123909 Yes
PRODUCT Composition.280-290* 0.0151027 0.0124388
0.00266391 Yes
PRODUCT Composition.290-300* 0.0160724 0.0138623
0.00221014 Yes
PRODUCT Composition.300-310* 0.0165738 0.0176679
0.00109407 Yes
PRODUCT Composition.310-320* 0.0173135 0.0208346
0.00352114 Yes
PRODUCT Composition.320-330* 0.0186216 0.0213597
0.00273809 Yes
PRODUCT Composition.340-350* 0.0216777 0.0206444
0.00103328 Yes
PRODUCT Composition.350-360* 0.0234007 0.0203216
0.00307917 Yes
PRODUCT Composition.360-370* 0.0252241 0.021045
0.00417908 Yes
PRODUCT Composition.370-380* 0.0464624 0.0285841
0.0178783 Yes
PRODUCT Composition.380-390* 0.0483737 0.0227417
0.025632 Yes
Confidential Test-Case Certification 17 Aspen HYSYS V8.0
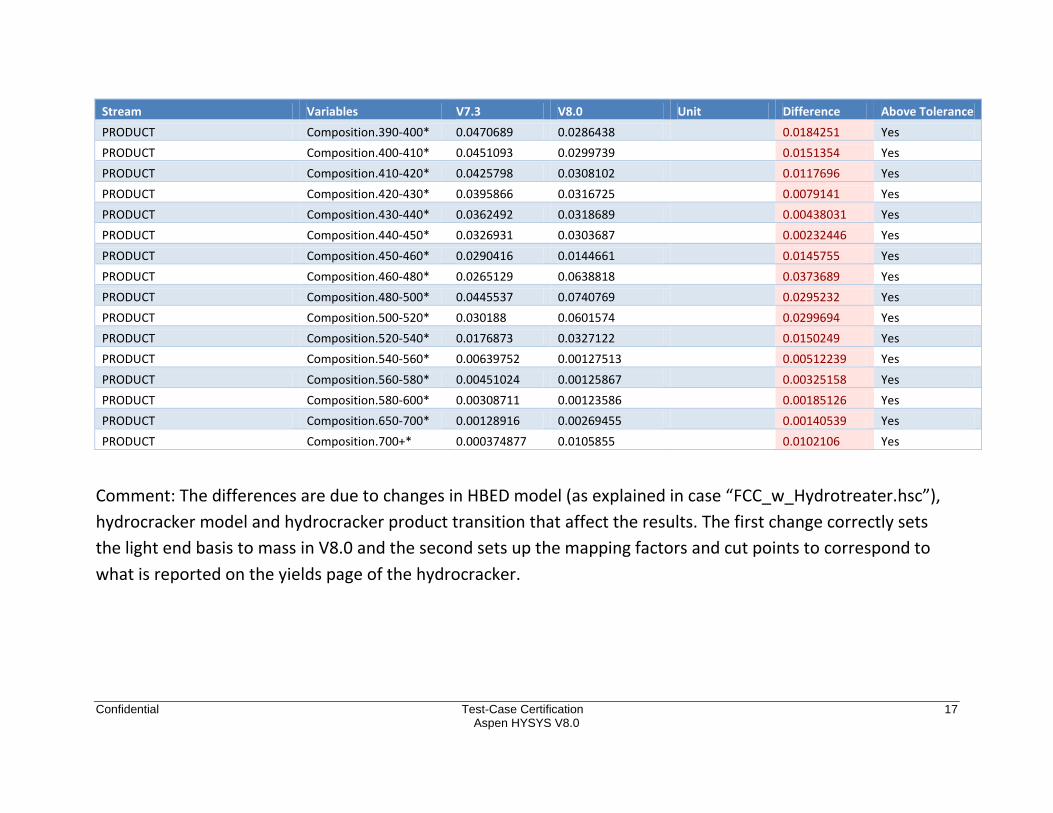
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
PRODUCT Composition.390-400* 0.0470689 0.0286438
0.0184251 Yes
PRODUCT Composition.400-410* 0.0451093 0.0299739
0.0151354 Yes
PRODUCT Composition.410-420* 0.0425798 0.0308102
0.0117696 Yes
PRODUCT Composition.420-430* 0.0395866 0.0316725
0.0079141 Yes
PRODUCT Composition.430-440* 0.0362492 0.0318689
0.00438031 Yes
PRODUCT Composition.440-450* 0.0326931 0.0303687
0.00232446 Yes
PRODUCT Composition.450-460* 0.0290416 0.0144661
0.0145755 Yes
PRODUCT Composition.460-480* 0.0265129 0.0638818
0.0373689 Yes
PRODUCT Composition.480-500* 0.0445537 0.0740769
0.0295232 Yes
PRODUCT Composition.500-520* 0.030188 0.0601574
0.0299694 Yes
PRODUCT Composition.520-540* 0.0176873 0.0327122
0.0150249 Yes
PRODUCT Composition.540-560* 0.00639752 0.00127513
0.00512239 Yes
PRODUCT Composition.560-580* 0.00451024 0.00125867
0.00325158 Yes
PRODUCT Composition.580-600* 0.00308711 0.00123586
0.00185126 Yes
PRODUCT Composition.650-700* 0.00128916 0.00269455
0.00140539 Yes
PRODUCT Composition.700+* 0.000374877 0.0105855
0.0102106 Yes
Comment: The differences are due to changes in HBED model (as explained in case “FCC_w_Hydrotreater.hsc”),
hydrocracker model and hydrocracker product transition that affect the results. The first change correctly sets
the light end basis to mass in V8.0 and the second sets up the mapping factors and cut points to correspond to
what is reported on the yields page of the hydrocracker.

Confidential Test-Case Certification 18 Aspen HYSYS V8.0
Model/File Date V7.3 Run V7.3 Status Date V8.0 Run V8.0 Status Differences
Naphtha Complex.HSC 21-Jan-13 7:41 PM Simulation Successful 21-Jan-13 7:46 PM
Simulation Successful 217
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
Isom Unit.BEN Flow 0.163047 0.186223 kg/h 14.214516% Yes
Isom Unit.C7+ Flow 1311.46 1299.77 kg/h 0.891610% Yes
Isom Unit.Cold Feed Temperature 16.0464 16.3274 C 0.281023 Yes
Isom Unit.Hypos Composition.A6 0.00630325 0.00973526
0.003432 Yes
Isom Unit.Hypos Composition.NP7 0.978607 0.974675
0.00393178 Yes
Isom Unit.IC4 Flow 350.653 349.77 kg/h 0.251741% Yes
Isom Unit.IC6 Flow 13190.2 13229 kg/h 0.294675% Yes
Isom Unit.IC6 Composition.5N6 0.0944841 0.0955358
0.00105166 Yes
Isom Unit.Isom Hydrogen Feed Flow 526.005 520.903 kg/h 0.969952% Yes
Isom Unit.Isom Hydrogen Feed Composition.A6 0.0193708 0.0270697
0.00769896 Yes
Isom Unit.Isom Hydrogen Feed Composition.H2 0.630102 0.618283
0.0118198 Yes
Isom Unit.Isom Hydrogen Feed Composition.NP6 0.0189334 0.0228907
0.00395733 Yes
Isom Unit.Isom Off Gas Flow 2334.67 2301.34 kg/h 1.427463% Yes
Isom Unit.Isom Off Gas Composition.H2 0.0861714 0.0832742
0.00289718 Yes
Isom Unit.Isom Off Gas Composition.IP4 0.278199 0.281056
0.00285693 Yes
Isom Unit.Isom Off Gas Composition.IP5 0.0724489 0.0699166
0.00253224 Yes
Isom Unit.Isom Off Gas Composition.NP4 0.111839 0.113133
0.00129331 Yes
Isom Unit.Isom Off Gas Composition.P3 0.330293 0.33352
0.0032273 Yes
Isom Unit.Isomerate Temperature 53.3227 53.4401 C 0.117474 Yes
Isom Unit.Isomerate Flow 27383.3 27414.3 kg/h 0.113205% Yes
Isom Unit.Isomerate- Temperature 53.3227 53.4401 C 0.117474 Yes
Isom Unit.Isomerate- Flow 27383.3 27414.3 kg/h 0.113205% Yes
Isom Unit.Isomerate ISOM1 Temperature 193.601 192.652 C 0.948961 Yes
Isom Unit.Isomerate pre-RON fit Temperature 53.3227 53.4401 C 0.117474 Yes

Confidential Test-Case Certification 19 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
Isom Unit.Isomerate pre-RON fit Flow 27383.3 27414.3 kg/h 0.113205% Yes
Isom Unit.Isomerate to Stab heater Flow 32392.5 32424.9 kg/h 0.100203% Yes
Isom Unit.Isomerate to Storage Flow 3389.02 3415.73 kg/h 0.788115% Yes
Isom Unit.NC4 Flow 364.298 362.827 kg/h 0.403813% Yes
Isom Unit.NC5 Flow 1653.27 1655.02 kg/h 0.105506% Yes
Isom Unit.NC6 Flow 369.012 370.309 kg/h 0.351462% Yes
Isom Unit.Other Flow 740.388 741.198 kg/h 0.109400% Yes
Isom Unit.ProdSep Off-gas- Flow 724.083 688.076 kg/h 4.972770% Yes
Isom Unit.ProdSep Off-gas- Composition.P1 0.041537 0.0426398
0.00110274 Yes
Isom Unit.Stabilizer Feed Flow 32392.5 32424.9 kg/h 0.100203% Yes
Isom Unit.Stabilizer Off-gas-- Flow 1610.58 1613.26 kg/h 0.166430% Yes
T-100.My SubFlowsheet.6301E Feed Flow 47833.5 48182 kg/h 0.728593% Yes
T-100.My SubFlowsheet.6301E Feed Composition.110-120* 0.1723 0.16777
0.00453041 Yes
T-100.My SubFlowsheet.6301E Feed Composition.130-140* 0.265988 0.269665
0.00367718 Yes
T-100.My SubFlowsheet.6301E Feed Composition.150-160* 0.136484 0.133807
0.002677 Yes
T-100.My SubFlowsheet.6301E Feed Composition.90-100* 0.0734338 0.0707026
0.00273119 Yes
T-100.My SubFlowsheet.6301E Feed Composition.Benzene 0.00945463 0.0134915
0.0040369 Yes
T-100.My SubFlowsheet.6301E Feed Composition.n-Hexane 0.0064345 0.00791774
0.00148324 Yes
T-100.My SubFlowsheet.6320F Liquid Temperature 213.673 212.925 C 0.748467 Yes
T-100.My SubFlowsheet.6320F Liquid Flow 6494.25 6826.15 kg/h 5.110715% Yes
T-100.My SubFlowsheet.6320F Liquid Composition.110-120* 0.279101 0.267806
0.0112949 Yes
T-100.My SubFlowsheet.6320F Liquid Composition.70-80* 0.0224785 0.0210473
0.00143116 Yes
T-100.My SubFlowsheet.6320F Liquid Composition.80-90* 0.0541532 0.0511952
0.00295805 Yes
T-100.My SubFlowsheet.6320F Liquid Composition.90-100* 0.27369 0.260957
0.0127336 Yes
T-100.My SubFlowsheet.6320F Liquid Composition.Benzene 0.0537501 0.0749863
0.0212362 Yes
T-100.My SubFlowsheet.6320F Liquid Composition.n-Hexane 0.0435521 0.0516952
0.00814308 Yes
T-100.My SubFlowsheet.6320F Off Gas Temperature 213.673 212.925 C 0.748467 Yes
T-100.My SubFlowsheet.6320F Off Gas Flow 279.954 280.796 kg/h 0.300811% Yes

Confidential Test-Case Certification 20 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
T-100.My SubFlowsheet.6320F Off Gas Composition.110-120* 0.216835 0.205289
0.0115455 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.130-140* 0.0650283 0.0636571
0.00137118 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.2-Mpentane 0.0211039 0.0221343
0.0010304 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.70-80* 0.0262537 0.0243699
0.00188378 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.80-90* 0.0576028 0.0539345
0.00366826 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.90-100* 0.268568 0.253573
0.0149946 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.Benzene 0.0652751 0.0901051
0.0248301 Yes
T-100.My SubFlowsheet.6320F Off Gas Composition.n-Hexane 0.0594773 0.0700302
0.0105529 Yes
T-100.My SubFlowsheet.Boilup Temperature 295.806 296.255 C 0.448586 Yes
T-100.My SubFlowsheet.Boilup Flow 71933.6 73423.6 kg/h 2.071427% Yes
T-100.My SubFlowsheet.Boilup Composition.110-120* 0.211199 0.205874
0.00532498 Yes
T-100.My SubFlowsheet.Boilup Composition.130-140* 0.305933 0.31283
0.00689742 Yes
T-100.My SubFlowsheet.Boilup Composition.140-150* 0.0964184 0.0984512
0.00203279 Yes
T-100.My SubFlowsheet.Boilup Composition.150-160* 0.140177 0.138855
0.00132237 Yes
T-100.My SubFlowsheet.Boilup Composition.90-100* 0.0672279 0.0630475
0.00418037 Yes
T-100.My SubFlowsheet.Boilup Composition.Benzene 0.00378138 0.00503467
0.00125329 Yes
T-100.My SubFlowsheet.Platformate Temperature 295.806 296.255 C 0.448586 Yes
T-100.My SubFlowsheet.Platformate Composition.110-120* 0.155104 0.150888
0.00421559 Yes
T-100.My SubFlowsheet.Platformate Composition.130-140* 0.290085 0.295718
0.00563284 Yes
T-100.My SubFlowsheet.Platformate Composition.140-150* 0.0965978 0.0983293
0.00173154 Yes
T-100.My SubFlowsheet.Platformate Composition.150-160* 0.157029 0.155031
0.00199894 Yes
T-100.My SubFlowsheet.Platformate Composition.90-100* 0.0404292 0.0378347
0.00259456 Yes
T-100.My SubFlowsheet.Reflux Temperature 213.673 212.925 C 0.748467 Yes
T-100.My SubFlowsheet.Reflux Flow 10246.2 10744.2 kg/h 4.860615% Yes
T-100.My SubFlowsheet.Reflux Composition.110-120* 0.279101 0.267806
0.0112949 Yes
T-100.My SubFlowsheet.Reflux Composition.70-80* 0.0224785 0.0210473
0.00143116 Yes
T-100.My SubFlowsheet.Reflux Composition.80-90* 0.0541532 0.0511952
0.00295805 Yes

Confidential Test-Case Certification 21 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
T-100.My SubFlowsheet.Reflux Composition.90-100* 0.27369 0.260957
0.0127336 Yes
T-100.My SubFlowsheet.Reflux Composition.Benzene 0.0537501 0.0749863
0.0212362 Yes
T-100.My SubFlowsheet.Reflux Composition.n-Hexane 0.0435521 0.0516952
0.00814308 Yes
T-100.My SubFlowsheet.To Condenser Temperature 241.443 240.459 C 0.98395 Yes
T-100.My SubFlowsheet.To Condenser Flow 17020.4 17851.2 kg/h 4.881042% Yes
T-100.My SubFlowsheet.To Condenser Composition.110-120* 0.278077 0.266823
0.0112541 Yes
T-100.My SubFlowsheet.To Condenser Composition.70-80* 0.0225406 0.0210996
0.00144099 Yes
T-100.My SubFlowsheet.To Condenser Composition.80-90* 0.0542099 0.0512382
0.0029717 Yes
T-100.My SubFlowsheet.To Condenser Composition.90-100* 0.273606 0.26084
0.0127655 Yes
T-100.My SubFlowsheet.To Condenser Composition.Benzene 0.0539397 0.0752241
0.0212844 Yes
T-100.My SubFlowsheet.To Condenser Composition.n-Hexane 0.0438141 0.0519836
0.00816955 Yes
T-100.My SubFlowsheet.To Reboiler Temperature 289.328 289.808 C 0.479833 Yes
T-100.My SubFlowsheet.To Reboiler Flow 112993 114499 kg/h 1.332666% Yes
T-100.My SubFlowsheet.To Reboiler Composition.110-120* 0.190815 0.186149
0.00466665 Yes
T-100.My SubFlowsheet.To Reboiler Composition.130-140* 0.300174 0.306691
0.00651732 Yes
T-100.My SubFlowsheet.To Reboiler Composition.140-150* 0.0964836 0.0984075
0.00192389 Yes
T-100.My SubFlowsheet.To Reboiler Composition.150-160* 0.146301 0.144658
0.0016433 Yes
T-100.My SubFlowsheet.To Reboiler Composition.90-100* 0.0574898 0.0540027
0.0034871 Yes
T-100.My SubFlowsheet.To Reboiler Composition.Benzene 0.00315875 0.00421441
0.00105566 Yes
C3+C4 Flow 8850.87 9160.82 kg/h 3.501920% Yes
C3+C4 Composition.110-120* 0.211646 0.205847
0.00579922 Yes
C3+C4 Composition.80-90* 0.0415564 0.0398011
0.00175536 Yes
C3+C4 Composition.90-100* 0.209313 0.202223
0.00708932 Yes
C3+C4 Composition.Benzene 0.0415034 0.0586377
0.0171343 Yes
C3+C4 Composition.i-Butane 0.0778762 0.0750374
0.00283878 Yes
C3+C4 Composition.i-Pentane 0.0313679 0.0296649
0.00170296 Yes
C3+C4 Composition.n-Butane 0.0483332 0.0467865
0.00154665 Yes
C3+C4 Composition.n-Hexane 0.034602 0.0413684
0.00676637 Yes

Confidential Test-Case Certification 22 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
C3+C4 Composition.Propane 0.0908396 0.0874605
0.00337908 Yes
Gasoline Product Temperature 166.548 166.754 C 0.206535 Yes
Gasoline Product Composition.110-120* 0.0930478 0.0904918
0.00255603 Yes
Gasoline Product Composition.130-140* 0.174024 0.17735
0.00332612 Yes
Gasoline Product Composition.140-150* 0.0579496 0.0589708
0.00102112 Yes
Gasoline Product Composition.150-160* 0.094203 0.092976
0.00122699 Yes
Gasoline Product Composition.90-100* 0.0317204 0.0300913
0.00162916 Yes
Isom Hydrogen Feed Composition.110-120* 0.0960638 0.0926777
0.00338612 Yes
Isom Hydrogen Feed Composition.90-100* 0.0725096 0.0691527
0.00335681 Yes
Isom Hydrogen Feed Composition.Benzene 0.0133051 0.0187839
0.00547877 Yes
Isom Hydrogen Feed Composition.Hydrogen 0.432842 0.429077
0.00376522 Yes
Isom Hydrogen Feed Composition.n-Hexane 0.0130054 0.0158849
0.0028795 Yes
Isom Off Gas Flow 2332.51 2299.31 kg/h 1.423185% Yes
Isom Off Gas Composition.Hydrogen 0.0862561 0.0833525
0.00290365 Yes
Isom Off Gas Composition.i-Butane 0.278459 0.281306
0.00284738 Yes
Isom Off Gas Composition.i-Pentane 0.0725165 0.0699789
0.00253764 Yes
Isom Off Gas Composition.n-Butane 0.111944 0.113234
0.00128961 Yes
Isom Off Gas Composition.Propane 0.330601 0.333817
0.00321583 Yes
Isomerate Temperature 53.3227 53.4401 C 0.117474 Yes
Isomerate Flow 27383.5 27414.5 kg/h 0.113204% Yes
Light Ends Temperature 129.22 130.818 C 1.59851 Yes
Light Ends Flow 9195.93 9495.48 kg/h 3.257407% Yes
Light Ends Composition.110-120* 0.203705 0.198592
0.00511246 Yes
Light Ends Composition.80-90* 0.0399971 0.0383983
0.00159878 Yes
Light Ends Composition.90-100* 0.201459 0.195096
0.00636241 Yes
Light Ends Composition.Benzene 0.0399461 0.0565711
0.016625 Yes
Light Ends Composition.Hydrogen 0.0220342 0.0203356
0.00169861 Yes
Light Ends Composition.i-Butane 0.0749541 0.0723928
0.00256124 Yes

Confidential Test-Case Certification 23 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
Light Ends Composition.i-Pentane 0.0301909 0.0286194
0.00157145 Yes
Light Ends Composition.n-Butane 0.0465196 0.0451376
0.00138198 Yes
Light Ends Composition.n-Hexane 0.0333036 0.0399104
0.00660676 Yes
Light Ends Composition.Propane 0.087431 0.0843781
0.00305295 Yes
Net Hydrogen Flow 4544.84 4657.56 kg/h 2.480326% Yes
Net Hydrogen Composition.110-120* 0.0960638 0.0926767
0.00338708 Yes
Net Hydrogen Composition.90-100* 0.0725096 0.0691522
0.00335735 Yes
Net Hydrogen Composition.Benzene 0.0133051 0.0187839
0.00547876 Yes
Net Hydrogen Composition.Hydrogen 0.432842 0.429074
0.00376784 Yes
Net Hydrogen Composition.n-Hexane 0.0130054 0.0158849
0.00287947 Yes
Net Hydrogen Product Flow 4173.24 4285.96 kg/h 2.701183% Yes
Net Hydrogen Product Composition.110-120* 0.0960638 0.0926767
0.00338708 Yes
Net Hydrogen Product Composition.90-100* 0.0725096 0.0691522
0.00335735 Yes
Net Hydrogen Product Composition.Benzene 0.0133051 0.0187839
0.00547876 Yes
Net Hydrogen Product Composition.Hydrogen 0.432842 0.429074
0.00376784 Yes
Net Hydrogen Product Composition.n-Hexane 0.0130054 0.0158849
0.00287947 Yes
Platformate Temperature 295.806 296.255 C 0.448586 Yes
Platformate Composition.110-120* 0.155104 0.150888
0.00421559 Yes
Platformate Composition.130-140* 0.290085 0.295718
0.00563284 Yes
Platformate Composition.140-150* 0.0965978 0.0983293
0.00173154 Yes
Platformate Composition.150-160* 0.157029 0.155031
0.00199894 Yes
Platformate Composition.90-100* 0.0404292 0.0378347
0.00259456 Yes
T-100 Feed Flow 47833.5 48182 kg/h 0.728593% Yes
T-100 Feed Composition.110-120* 0.1723 0.16777
0.00453041 Yes
T-100 Feed Composition.130-140* 0.265988 0.269665
0.00367718 Yes
T-100 Feed Composition.150-160* 0.136484 0.133807
0.002677 Yes
T-100 Feed Composition.90-100* 0.0734338 0.0707026
0.00273119 Yes
T-100 Feed Composition.Benzene 0.00945463 0.0134915
0.0040369 Yes

Confidential Test-Case Certification 24 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
T-100 Feed Composition.n-Hexane 0.0064345 0.00791774
0.00148324 Yes
T-100 Liquid Temperature 213.673 212.925 C 0.748467 Yes
T-100 Liquid Flow 6494.25 6826.15 kg/h 5.110715% Yes
T-100 Liquid Composition.110-120* 0.279101 0.267806
0.0112949 Yes
T-100 Liquid Composition.70-80* 0.0224785 0.0210473
0.00143116 Yes
T-100 Liquid Composition.80-90* 0.0541532 0.0511952
0.00295805 Yes
T-100 Liquid Composition.90-100* 0.27369 0.260957
0.0127336 Yes
T-100 Liquid Composition.Benzene 0.0537501 0.0749863
0.0212362 Yes
T-100 Liquid Composition.n-Hexane 0.0435521 0.0516952
0.00814308 Yes
T-100 Off Gas Temperature 213.673 212.925 C 0.748467 Yes
T-100 Off Gas Flow 279.954 280.796 kg/h 0.300811% Yes
T-100 Off Gas Composition.110-120* 0.216835 0.205289
0.0115455 Yes
T-100 Off Gas Composition.130-140* 0.0650283 0.0636571
0.00137118 Yes
T-100 Off Gas Composition.2-Mpentane 0.0211039 0.0221343
0.0010304 Yes
T-100 Off Gas Composition.70-80* 0.0262537 0.0243699
0.00188378 Yes
T-100 Off Gas Composition.80-90* 0.0576028 0.0539345
0.00366826 Yes
T-100 Off Gas Composition.90-100* 0.268568 0.253573
0.0149946 Yes
T-100 Off Gas Composition.Benzene 0.0652751 0.0901051
0.0248301 Yes
T-100 Off Gas Composition.n-Hexane 0.0594773 0.0700302
0.0105529 Yes
To Isom Composition.110-120* 0.0960638 0.0926767
0.00338708 Yes
To Isom Composition.90-100* 0.0725096 0.0691522
0.00335735 Yes
To Isom Composition.Benzene 0.0133051 0.0187839
0.00547876 Yes
To Isom Composition.Hydrogen 0.432842 0.429074
0.00376784 Yes
To Isom Composition.n-Hexane 0.0130054 0.0158849
0.00287947 Yes
To Isom Input Composition.110-120* 0.0960638 0.0926776
0.0033862 Yes
To Isom Input Composition.90-100* 0.0725096 0.0691528
0.00335681 Yes
To Isom Input Composition.Benzene 0.0133051 0.0187839
0.00547878 Yes

Confidential Test-Case Certification 25 Aspen HYSYS V8.0
Stream Variables V7.3 V8.0 Unit Difference Above Tolerance
To Isom Input Composition.Hydrogen 0.432842 0.429077
0.00376519 Yes
To Isom Input Composition.n-Hexane 0.0130054 0.0158849
0.0028795 Yes
Total C3 Flow 804.157 801.361 kg/h 0.347704% Yes
Total C4 Flow 8046.71 8359.46 kg/h 3.886637% Yes
Total C4 Composition.110-120* 0.232798 0.22558
0.00721725 Yes
Total C4 Composition.70-80* 0.0190551 0.0180054
0.00104969 Yes
Total C4 Composition.80-90* 0.0457094 0.0436165
0.0020929 Yes
Total C4 Composition.90-100* 0.230231 0.221609
0.00862152 Yes
Total C4 Composition.Benzene 0.0456511 0.0642589
0.0186078 Yes
Total C4 Composition.i-Butane 0.0856589 0.0822307
0.00342813 Yes
Total C4 Composition.i-Pentane 0.0345026 0.0325087
0.00199399 Yes
Total C4 Composition.n-Butane 0.0531634 0.0512716
0.00189179 Yes
Total C4 Composition.n-Hexane 0.03806 0.0453341
0.00727407 Yes
Total Fuel Gas Flow 345.059 334.657 kg/h 3.014455% Yes
Total Fuel Gas Composition.Ethane 0.285184 0.292461
0.00727753 Yes
Total Fuel Gas Composition.Hydrogen 0.58722 0.576999
0.0102215 Yes
Total Fuel Gas Composition.Methane 0.127575 0.130518
0.00294288 Yes
Unstab Platformate Flow 47833.5 48182 kg/h 0.728593% Yes
Unstab Platformate Composition.110-120* 0.1723 0.16777
0.00453041 Yes
Unstab Platformate Composition.130-140* 0.265988 0.269665
0.00367718 Yes
Unstab Platformate Composition.150-160* 0.136484 0.133807
0.002677 Yes
Unstab Platformate Composition.90-100* 0.0734338 0.0707026
0.00273119 Yes
Unstab Platformate Composition.Benzene 0.00945463 0.0134915
0.0040369 Yes
Unstab Platformate Composition.n-Hexane 0.0064345 0.00791774
0.00148324 Yes

Confidential Test-Case Certification 26 Aspen HYSYS V8.0
Comment: The differences found are due to updated mapping in the feed stream going into the Isom Unit
subflowsheet in V8.0. The mapping was not monotonically increasing in V7.3, and this was corrected in V8.0 and
the change affects results.