at 2/14-1635
TRANSCRIPT

Avis Technique 2/14-1635
Vêtage
Built-up cladding
Vorgehängte hinterlüftete Fassadenbekleidung
Plaques à base de ciment revêtues d’un système d’enduit
ThermoChoc Titulaire : FERMACELL S.A.S
30 Rue de l’Industrie 92 563 Rueil Malmaison Cedex
Tél. : 01.47.16.92.90 Fax : 01.47.16.92.91 E-mail : [email protected] Internet : www.fermacell.fr
Usine : Fermacell-Aestuver Calbe/Saale (DE)
Distributeur : FERMACELL S.A.S
Commission chargée de formuler des Avis Techniques (arrêté du 21 mars 2012) Groupe Spécialisé n°2
Constructions, cloisons et façades légères
Vu pour enregistrement le 4 février 2015
Secrétariat de la commission des Avis Techniques CSTB, 84 avenue Jean Jaurès, Champs sur Marne, FR-77447 Marne la Vallée Cedex 2 Tél. : 01 64 68 82 82 - Fax : 01 60 05 70 37 - Internet : www.cstb.fr
Les Avis Techniques sont publiés par le Secrétariat des Avis Techniques, assuré par le CSTB. Les versions authentifiées sont disponibles gratuitement sur le site internet du CSTB (http://www.cstb.fr) CSTB 2015

2 2/14-1635
Le Groupe Spécialisé N° 2 « Constructions, façades et cloisons légères » de la Commission chargée de formuler des Avis Techniques a examiné le 23 septembre 2014, le procédé de vêtage THERMOCHOC, présenté par la Société FERMACELL SAS. Il a formulé le présent Avis. Cet Avis a été formulé pour les utilisations en France européenne.
1. Définition succincte
1.1 Description succincte Procédé de vêtage constitué d’un isolant en blocs MULTIPOR et de plaques FERMACELL Powerpanel H2O fixées sur une ossature solidari-sée au support par des fixations au travers de l’isolant. Les plaques sont posées horizontalement ou verticalement et reçoivent un système d’enduit.
1.2 Identification des composants Les marquages sont conformes au § 6 du Dossier Technique.
2. AVIS
2.1 Domaine d’emploi accepté Mise en œuvre du vêtage sur parois planes verticales, neuves ou
préexistantes, en maçonnerie d'éléments ou en béton, situées en étage et rez-de-chaussée.
Mise en œuvre possible en linteaux de baies. Pose possible sur Constructions à Ossature Bois (COB) conformes au
NF DTU 31.2, limitée à une hauteur de 9 m (+ pointe de pignon) en situations a, b et c et 6 m (+ pointe de pignon) en situation d.
Exposition au vent conformément au tableau 1 du § 2 du Dossier Technique.
2.2 Appréciation sur le procédé
2.21 Satisfaction aux lois et règlements en vigueur et autres qualités d’aptitude à l’emploi
Stabilité Le vêtage ne participe pas aux fonctions de transmission des charges, de contreventement et de résistance aux chocs de sécurité. Elles incombent à l'ouvrage qui le supporte. La stabilité du vêtage sur cet ouvrage est convenablement assurée dans le domaine d'emploi proposé.
Sécurité en cas d’incendie Le procédé ne fait pas obstacle au respect des prescriptions réglemen-taires. Les vérifications à effectuer (notamment quant à la règle dite du "C + D", y compris pour les bâtiments en service) doivent prendre en compte les caractéristiques suivantes : Système d’isolation par l’extérieur comportant une lame d’air Classement au feu du procédé : cf. Tableau 3 du Dossier Technique Recoupement de la lame d’air possible par la solution de traitement
des joints horizontaux de fractionnement décrite au §3.114 du Dos-sier Technique et représentée en figure 5.
Masses combustibles : - Plaque seule : 0,75 MJ/m², - Système dans son intégralité : 0,7 MJ/kg (cas défavorable, valeur
basée sur le PCS selon rapport n° RA 13-0346) - Panneau Multipor : 0 MJ/m², - Ossature bois : masse en kg/m² x 17.
Prévention des accidents lors de la mise en œuvre Elle peut être normalement assurée.
Stabilité en zones sismiques En l’absence de justification, le procédé de vêtage ThermoChoc peut être mis en œuvre sans disposition particulière, selon le domaine d’emploi accepté, en zones de sismicité et bâtiments de catégories d’importance suivants (selon les arrêtés des 22 octobre 2010 et ses modificatifs) :
Zones de sismicité
Classes de catégories d’importance des bâtiments
I II III IV
1 X X X X
2 X X
3 X
4 X
X Pose autorisée sans disposition particulière selon le domaine d’emploi accepté
Pose autorisée sans disposition particulière selon le do-maine d’emploi accepté pour les établissements scolaires (appartenant à la catégorie d’importance III) remplissant les conditions du paragraphe 1.11 des Règles de Construc-tion Parasismiques PS-MI 89 révisées 92 (NF P06-014),
Pose autorisée sans disposition particulière selon le domaine d’emploi accepté pour les bâtiments de catégorie d’importance II remplissant les conditions du paragraphe 1.1 des Règles de Construction Parasismiques PS-MI 89 révisées 92 (NF P06-014).
Pose non autorisé à l’exception des renvois et
Isolation thermique Le respect de la Réglementation Thermique 2012 est à vérifier au cas par cas selon le bâtiment visé.
Eléments de calcul thermique Le coefficient de transmission thermique surfacique Up d’une paroi intégrant un système d’isolation par l’extérieur à base de bardage ventilé se calcule d’après la formule suivante :
jii
icp n
EUU
Avec : Uc est le coefficient de transmission thermique surfacique en
partie courante, en W/(m2.K). i est le coefficient de transmission thermique linéique du pont
thermique intégré i, en W/(m.K). Ei est l’entraxe du pont thermique linéique i, en m. n est le nombre de ponts thermiques ponctuels par m² de pa-
roi. j est le coefficient de transmission thermique ponctuel du pont
thermique intégré j, en W/K. Les coefficients et doivent être déterminés par simulation numé-rique conformément à la méthode donnée dans les règles Th-Bât, fascicule 5. En absence de valeurs calculées numériquement, les va-leurs par défaut données au § III.9.2-2 du Fascicule 4/5 des Règles Th-U peuvent être utilisées. Au droit des points singuliers, il convient de tenir compte, en outre, des déperditions par les profilés d’habillage.
Etanchéité A l'air : elle incombe à la paroi support, A l'eau :
- Pour les supports béton et maçonnerie d’éléments : Le système permet de réaliser des murs de type XIII au sens des « Conditions Générales d’emploi des systèmes d’isolation ther-mique par l’extérieur faisant l’objet d’un Avis Technique » (Cahier du CSTB 1833, Mars 1983).
- Pour les supports COB : Elle est assurée de façon satisfaisante compte tenu du domaine d’emploi accepté.
1 Le paragraphe 1.1 de la norme NF P06-014 décrit son domaine
d’application

2/14-1635 3
Données environnementales Le procédé ThermoChoc ne dispose d’aucune Déclaration Environne-mentale (DE) et ne peut donc revendiquer aucune performance envi-ronnementale particulière. Il est rappelé que les DE n’entrent pas dans le champ d’examen d’aptitude à l’emploi du procédé.
Aspects sanitaires Le présent avis est formulé au regard de l’engagement écrit du titu-laire de respecter la réglementation, et notamment l’ensemble des obligations réglementaires relatives aux substances dangereuses, pour leur fabrication, leur intégration dans les ouvrages du domaine d’emploi accepté et l’exploitation de ceux-ci. Le contrôle des informa-tions et déclarations délivrées en application des réglementations en vigueur n’entre pas dans le champ du présent avis. Le titulaire du présent avis conserve l’entière responsabilité de ces informations et déclarations.
Informations utiles complémentaires Les performances obtenues pour les chocs de conservation des per-formances correspondent, selon les Cahiers du CSTB 3546-V2 et 3534, à la classe d’exposition Q4 pour les parois difficilement remplaçables.
2.22 Durabilité - Entretien2 La durabilité propre des constituants du système et leur compatibilité permettent d’estimer que ce vêtage présentera une durabilité équiva-lente à celles des bardages rapportés du fait de l’expérience reconnue et réussie dont FERMACELL bénéficie avec ce système. La durabilité du gros-œuvre est améliorée par la mise en œuvre de ce vêtage, notamment en cas d'isolation thermique associée. Pour les configurations du système avec les revêtements minéraux épais weber.cal PF et weber.cal PG, la tenue en place et les proprié-tés fonctionnelles ne sont pas altérées lorsque des microfissures vien-nent à se produire. L’encrassement lié à l'exposition en atmosphère urbaine ou indus-trielle, ainsi que le développement de micro-organismes peuvent nécessiter un entretien d'aspect avant 10 ans.
2.23 Fabrication et contrôle La fabrication des plaques FERMACELL Powerpanel H2O fait l’objet d’un autocontrôle systématique régulièrement surveillé par le CSTB, per-mettant d’assurer une constance de la qualité. Pour la fabrication des panneaux isolants Multipor, la société XELLA a mis en place un contrôle de production dans ses propres usines et procède à un contrôle régulier tel que défini dans l’ATE 05/0093. La fabrication des différents composants de la société Saint-Gobain Weber fait l'objet d'un contrôle interne de fabrication systématique tel que défini dans le plan de contrôle associé à l’ETA-09/0243. La fabrication des différents composants de la société ParexGroup fait l'objet d'un contrôle interne de fabrication systématique tel que défini dans le plan de contrôle associé à l’ETA-04/0014.
2.24 Fourniture La Société FERMACELL établira, pour chaque chantier, la nomenclature de l’ensemble des composants décrits dans l’Avis Technique (pour les parties courantes et les points singuliers). La Société FERMACELL fournira, par le biais de son réseau de distribu-tion, le mortier-colle, l’isolant, les tasseaux bois, les plaques FERMACELL Powerpanel H2O, les fixations des plaques, ainsi que les accessoires nécessaires au traitement des joints de plaques. La Société PROTEKTOR fournira, pour chaque chantier en tenant compte de ses spécificités, le kit des accessoires définis au §3.10 du Dossier Technique. La Société ETANCO fournira, par le biais de son réseau de distribution, les fixations (vis) de l’ossature. En fonction du revêtement choisi, la Société Saint-Gobain Weber ou la société ParexGroup fournira le système d’enduit par le biais de leur réseau de distribution.
2.25 Mise en œuvre Ce procédé nécessite de respecter les tolérances de planéité du sup-port et exige une mise en œuvre soignée, notamment dans le traite-ment des points singuliers. Ce vêtage se pose en respectant les étapes suivantes et leurs condi-tions de pose : reconnaissance préalable du support, un calepinage des éléments et profilés complémentaires, jointoiement, application du système d’enduit.
2 L’aptitude à l’emploi et la durabilité des systèmes d’entretien propo-
sés dans le Dossier Technique ne sont pas visés par l’Avis.
2.3 Cahier des Prescriptions Techniques
2.31 Conditions de conception
Fixation au gros-œuvre Les fixations à la structure porteuse doivent être choisies compte tenu des conditions d'exposition au vent et de leur valeur de résistance de calcul à l'arrachement dans le support considéré. Dans le cas de supports en béton plein de granulats courants ou ma-çonneries, la résistance à l’état limite ultime des chevilles sera celle calculée dans l’ATE ou l’ETE. Dans le cas de supports dont les caractéristiques sont inconnues, la résistance à l’état limite ultime des chevilles sera vérifiée par une reconnaissance préalable, conformément au document « Détermina-tion sur chantier de la résistance à l’état limite ultime d’une fixation mécanique de bardage rapporté » (Cahier du CSTB 1661-V2).
Planéité du support Les DPM doivent prévoir les planéités générale et locale décrites au § 8.21 du Dossier Technique.
Isolant Multipor Les désaffleurements supérieurs à 1 mm seront corrigés avec une planche à poncer.
Ossature bois La conception et la mise en œuvre de l’ossature bois seront conformes aux prescriptions du document « Règles générales de conception et de mise en œuvre de l'ossature bois et de l'isolation thermique des bar-dages rapportés faisant l'objet d'un Avis Technique » (Cahier du CSTB 3316-V2), renforcées par celles ci-après : La coplanéïté des tasseaux devra être vérifiée entre tasseaux adja-
cents avec un écart admissible maximal de 2 mm. Tasseaux en bois ayant une résistance mécanique correspondant au
moins à la classe C18 (classement visuel suivant norme NF B 52-001), de durabilité naturelle ou conférée de classe d’emploi 3b selon le FD P 20-651.
Au moment de leur mise en œuvre, les tasseaux en bois devront avoir une humidité cible maximale de 18 %, avec un écart entre deux éléments au maximum de 4 %. Le taux d’humidité des élé-ments doit être déterminé selon la méthode décrite par la norme NF EN 13183-2 (avec un humidimètre à pointe).
La résistance admissible de la cheville aux charges verticales à prendre en compte doit être celle correspondante à une déformation sous charge égale à 1 mm.
La longueur maxi des tasseaux est de 5,40 m. L’entraxe des montants devra être de 600 mm au maximum (porté
à 645 mm sur COB).
Ossature métallique L’ossature sera de conception bridée, conforme aux prescriptions du document « Règles générales de conception et de mise en œuvre de l'ossature métallique et de l'isolation thermique des bardages rappor-tés faisant l'objet d'un Avis Technique » (Cahier du CSTB 3194 et son modificatif 3586-V2), renforcées par celles ci-après : La coplanéïté des montants devra être vérifiée entre montants
adjacents avec un écart admissible maximal de 2 mm. La résistance admissible de la cheville aux charges verticales à
prendre en compte doit être celle correspondante à une déformation sous charge égale à 1 mm.
La longueur maxi des montants est de 3 m. L’entraxe des montants est au maximum de 600 mm. L’ossature devra faire l’objet, pour chaque chantier, d’une note de calcul établie par l’entreprise de pose assistée, si nécessaire, par le titulaire la Société FERMACELL SAS.
2.32 Conditions de mise en œuvre
Pose sur supports béton et maçonneries
Les joints de fractionnement tous les 8 m maximum en vertical et tous les 8 m maximum en horizontal sont fermés.
Pose sur Constructions à Ossature Bois (COB) Pose sur COB, conformes au NF DTU 31.2. Etant donné les fractionnements à joints fermés imposés (à chaque niveau en vertical et tous les 8 m en horizontal), la hauteur d’ouvrage est limitée à : 9 m maximum (+ pointe de pignon) dans les situations a, b et c, 6 m maximum (+ pointe de pignon) en situation d. On se conformera aux prescriptions du NF DTU 31.2 et au §10 du Dossier Technique.

4 2/14-1635
L’ossature sera recoupée tous les niveaux. Un fractionnement des plaques et du système d’enduit sera donc réalisé à chaque plancher. Les tasseaux seront posés et fixés au droit des montants d’ossature de la COB.
Application du système d’enduit Les composants visés sont applicables moyennant le respect des dis-positions définies au §3.9 du Dossier Technique. La mise en œuvre de l’enduit de base doit être réalisée conformément au « CPT enduit sur PSE ». L’application de l’enduit de base weber.therm XM ou Maïté Mono-composant doit être soignée, et ce d’autant plus lorsque le revête-ment de finition est appliqué en faible épaisseur et ne permet pas de masquer les défauts esthétiques. L’armature doit être complètement enrobée dans la couche de base. Les temps de malaxage et les temps de repos doivent être scrupuleu-sement respectés. Par temps froid et humide, le séchage de l’enduit de base peut néces-siter plusieurs jours. Ce produit doit être mis en œuvre sans risque de gel dans les 24 heures suivant l’application. Après séchage, l'épaisseur minimale de la couche de base weber.therm XM doit être de 5,0 mm. Après séchage, l'épaisseur minimale de la couche de base armée Maïté Monocomposant doit être 3,0 mm. Lors de vérification ultérieure sur la couche de base, une valeur de 20 % inférieure à cette valeur minimale peut être exceptionnelle-ment acceptée ponctuellement.
En cas d’utilisation du système avec la finition weber.maxilin HP, seule la finition est applicable par temps froid (entre 0 et +15 °C), les conditions d’application à température habituelle devant être respec-tées pour l’enduit de base. En cas de température supérieure, we-ber.maxilin HP doit être remplacé par weber.tene XL+. L’application d’un produit d’impression avant les revêtements miné-raux épais weber.cal PF et weber.cal PG n’est pas admise. La juxtaposition sur une même façade de la finition weber.maxilin HP et de la finition weber.tene XL+ est exclue. En cas d’application de la finition lisse SILICANE peinture, la passe supplémentaire d’enduit de base Maïté Monocomposant doit être appli-quée avec soin et doit être suffisamment plane.
Conclusions
Appréciation globale L'utilisation du procédé ThermoChoc dans le domaine d'emploi accepté est appréciée favorablement.
Validité Jusqu’au 30/09/2017.
Pour le Groupe Spécialisé n° 2 Le Président D. ROYER
3. Remarques complémentaires du Groupe Spécialisé
Cette technique de vêtage s’adresse à des entreprises à double com-pétences, qui maîtrisent la pose des bardages rapportés ainsi que l’application des enduits de façade. Ce procédé a fait l’objet d’une consultation du Groupe Spécialisé n°7 pour l’évaluation des systèmes d’enduits appliqués sur les plaques FERMACELL Powerpanel H2O. Un essai a été réalisé selon la norme NF EN 26891 et les dispositions constructives retenues permettent de considérer que le tassement possible des fixations du revêtement extérieur de ce vêtage est dans tous les cas inférieur à 1 mm lorsque les dispositions du Dossier tech-nique sont respectées. L’adhérence du collage des panneaux isolant Multipor sur des pan-neaux à base de bois n’étant pas considérée comme satisfaisante, la colle PARMOB est considérée comme un produit de maintien provisoire pour la mise en œuvre de l’isolant. Par conséquent, un calepinage spécifique des panneaux isolant devra être respecté et réalisé de sorte que chaque panneau soit maintenu par un montant de l’ossature support des plaques. La manipulation de l’isolant doit se faire avec beaucoup de précaution. Les plaques FERMACELL Powerpanel H2O ne participent pas au contre-ventement du bâtiment.
Le Rapporteur Bardage rapporté du Groupe Spécialisé n° 2
S. GILLIOT
2/14-1635 5
Dossier Technique établi par le demandeur
A. Description 1. Principe Procédé de vêtage ThermoChoc constitué d’un isolant en blocs MULTIPOR et de plaques FERMACELL Powerpanel H2O support d’un sous-enduit armé avec un treillis de fibres de verre et une finition associée. Dans le cas de parois en béton armé ou maçonnées, l’isolant MULTIPOR est appliqué par collage sur la paroi support. Dans le cas de COB conformes au NF DTU 31.2, l’isolant MULTIPOR est également maintenu provisoirement par collage sur la paroi support. Les plaques FERMACELL Powerpanel H2O sont fixées mécaniquement sur une ossature métallique ou bois (tasseaux bois) reprise par vis-sage dans la maçonnerie ou les montants de l’ossature bois (cas COB) au travers de l’isolant. Cette ossature ménage une lame d’air ventilée continue entre l’arrière-face des plaques et l’isolant. Les plaques reçoivent un système d’enduit.
2. Domaine et limite d'emploi Le système de vêtage ThermoChoc, utilisant un isolant minéral rigide et des plaques de ciment associées à un système d’enduit extérieur, est applicable sur des parois planes et verticales en neuf et en rénova-tion sur : Béton conforme aux DTU 22.1 et 23.1, Maçonnerie conforme au NF DTU 20.1, Constructions à Ossature Bois (COB) conformes au NF DTU 31.2
avec voile extérieur, dont la hauteur est inférieure à 9 m (+ pointe de pignon).
Ces parois peuvent être neuves ou existantes, aveugles ou comportant des baies et/ou accidents de façades (angles, fenêtres, portes…). Parmi les panneaux supports des parois extérieures cités dans le NF DTU 31.2, seuls sont admissibles les panneaux suivants : panneaux contreplaqués certifiés NF Extérieur CTB-X, d’épaisseur
minimale 9 mm ; panneaux de particules certifiés CTB-H, d’épaisseur minimale 10
mm; panneaux OSB/4 certifiés CTB-OSB 4 et panneaux OSB/3 certifies
CTB-OSB 3, d’épaisseur minimale 9 mm. Le tableau 1 ci-dessous détermine, en fonction des entraxes de fixa-tions des plaques, les valeurs de dépressions maximales admissibles sous vent normal en Pa selon les Règles NV 65 modifiées. Tableau 1 : Valeurs admissibles sous vent normal, selon les Règles NV 65 modifiées, de dépressions en Pa, pour un entraxe entre montants de 600 mm (645 mm sur COB)
Entraxe de fixation VIS AGRAFES
250 mm 1560 1120
200 mm 1950 1400
150 mm 2600 1870
100 mm 3900 2810
3. Eléments constitutifs
3.1 Mortier léger Multipor (fixation de l’isolant) Poudre à base de ciment Portland blanc et d’hydroxyde de calcium, à mélanger avec de l’eau. Ce mortier est utilisé pour coller les panneaux isolants Multipor sur supports béton ou maçonnerie. Conditionnement : sacs en papier de 20kg. Caractéristiques :
- Résistance à la compression : CS II 1,5 à 5 N/m² (conformément à la norme NF DTU 26.1)
3.2 Produit de maintien pour la mise en œuvre : Colle PARMOB
Pâte prête à l'emploi (sans ciment), composée de liant copolymère acrylique en dispersion aqueuse, de charges minérales et d’adjuvants. Caractéristiques selon les modalités du guide EOTA n°004 :
- Masse volumique apparente (kg/m3) : 1632 - Extrait sec à 105 °C (%) : 79,1 - Taux de cendres à 450 °C (%) : 75,5 - Taux de cendres à 900 °C (%) : 43,0 - Rétention d'eau (%) : 98,6 (sous 60 mmHg de vide résiduel)
Conditionnement : seaux en plastique de 25 kg.
≤ 10
3.3 Isolant minéral rigide Multipor Les panneaux isolants Multipor sont fabriqués avec de la poudre de quartz, de la chaux fine blanche, du ciment et des granulats en ajou-tant de l’aluminium comme agent porogène et durcis à la vapeur dans des autoclaves. Ils sont hydrofugés dans la masse. Les panneaux isolants Multipor sont certifiés ACERMI.
3.31 Classement ISOLE I3 S3 O2 L3 E(2)
3.32 Dimensions Les panneaux sont fabriqués dans les dimensions suivantes : Epaisseurs nominales : 80 mm à 200 mm ± 2 mm Longueurs nominales : 600mm ± 2 mm Largeurs nominales : 390mm ± 2 mm
3.33 Caractéristiques physiques et mécaniques Tableau 2 - Caractéristiques des panneaux Multipor
Caractéristiques Résultats Norme d’essai
Masse volumique apparente 107,5 ± 7,5 kg/m3
Diffusion de vapeur d’eau µ = 3 NF EN 12086
Absorption d’eau : immersion brève à court terme
0,44 kg/m²
EN 1609, méthode B
Conductivité ther-mique λ = 0.045 W/m.K EN 12667
Résistance à la pres-sion ≥ 350 kPa EN 826
Variations dimen-sionnelles - thermique - hydrique
Variations dimen-sionnelles ± 0,5 % ± 0,5 %
EN 1604 48h
à (70 ± 2) °C à (23 ± 2) °C et (90
± 5) % HR
Résistance à la trac-tion (verticalement au plan du panneau)
≥ 80 kPa EN 1607
Résistance à la flexion ≥ 80 kPa EN 12089, méthode
B
Déformation sous charge ponctuelle de 1000 N
≤ 1 mm EN 12430
Classement au feu A1 EN 13501-1
3.4 Mortier de remplissage Multipor (mortier de réparation)
Poudre à base de de ciment Portland blanc et d’hydroxyde de calcium et de charges légères minérales, à mélanger avec de l’eau. Ce mortier est utilisé pour réparer des panneaux d’isolant MULTIPOR accidentellement épaufrés sur chantier (cf. § 8.4).

6 2/14-1635
Caractéristiques : - Conductivité thermique = 0,16 W/mK. - Résistance à la compression : 2,5 à 5 MPa. - Classement au feu : A1 incombustible.
Conditionnement : sacs en papier de 10kg
3.5 Ossature
3.51 Ossature métallique L’ossature métallique ne doit pas être employée sur support COB. Elle est conforme aux prescriptions du document : « Conditions géné-rales de conception et de mise en œuvre de l’ossature métallique et de l’isolation thermique des bardages rapportés faisant l’objet d’un Avis Technique » (Cahier du CSTB 3194 et son modificatif 3586-V2). Profilés en tôle d’acier protégés contre la corrosion par une galvanisa-tion à chaud conformément à la norme NF EN 10346. Un autre mode de protection peut être utilisé à condition qu’il offre des performances égales ou supérieures (exemple : Alu Zinc). Masse de revêtement Z 275 correspondant à une épaisseur de 20 m par face. L’épaisseur minimale des profilés avec protection est de 1,54 mm (valeur de rejet hors protection 1,5 mm). Les profilés sont de type :
Oméga : largeur d’âme (a) : 50 mm épaisseur (b): 22 mm largeur d’aile (c): 20 mm
Des perforations sont ménagées par la société Protektor dans les ailes au pas de 330 mm afin de faciliter leur fixation par vissage (vis de type SPIT Prolong à tête fraisée). Les profilés seront disposés en réseau vertical.
Cornière : Dimensions : 50 mm x 50 mm Epaisseur 0,58 mm
3.52 Ossature bois L’ossature bois peut être employée sur tous les types de support visés au § 2. La conception et la mise en œuvre de l’ossature bois seront conformes aux prescriptions du document « Règles générales de conception et de mise en œuvre de l'ossature bois et de l'isolation thermique des bar-dages rapportés faisant l'objet d'un Avis Technique » (Cahier du CSTB 3316-V2). Tasseaux en résineux C18 de classe d’emploi 3b. Perçage de diamètre 11 mm et fraisage pour le logement de la tête de vis au pas de 300 mm. Les tasseaux doivent avoir les dimensions suivantes : Epaisseur : 22 mm Largeur minimale : 60 mm Classement visuel C18 suivant norme NF B 52-001. L’entraxe maximal pourra être porté à 645 mm dans le cas de COB. Les tasseaux seront disposés en réseau vertical.
3.6 Fixation de l’ossature
3.61 Fixation dans un support en maçonnerie ou en béton armé
Cheville de grande longueur de type PROLONG pour béton et maçon-nerie pleines et creuses de la société SPIT ou cheville équivalente sous ATE (ETAG 020). Vis à tête fraisée : gamme F Torx 40. Longueur : de 140 à 270 mm. Vis classe 5,8 acier zingué corps polyamide 6,6 sans halogène. Le choix de la longueur de la cheville sera déterminé suivant la nature du support et l’épaisseur d’isolant. L’ancrage minimal sera de 70 mm pour les épaisseurs d’isolant infé-rieures ou égales à 100 mm et 90 mm pour les épaisseurs supérieures à 100 mm.
3.62 Fixation dans les montants de COB conformes au NF DTU 31.2
Vis de type SUPER WOOD TF / ZBJ de la Société ETANCO. Vis à tête fraisée. Longueur : de 200 à 320 mm. Diamètre : 8 mm. Acier zingué bichromaté jaune. Le choix de la longueur de la cheville sera déterminé par l’épaisseur de l'isolant. L’ancrage minimal dans le montant de la COB sera de 80 mm quelle que soit l’épaisseur d’isolant. L’entraxe des tasseaux support des plaques sera identique à l’entraxe des éléments de l’ossature support, qui sera de 645 mm au plus.
3.7 Plaques (support d’enduit) Les plaques à liant ciment, à bords droits, sont fabriquées par la socié-té FERMACELL dans l’unité de production de Calbe située en Alle-magne. Les plaques sont commercialisées sous la marque FERMACELL Powerpanel H2O et font l’objet d’un Agrément Technique Européen ETA-07/0087.
3.71 Composition Les plaques FERMACELL Powerpanel H2O sont composées d’agrégats légers (billes d’argile et de verre expansés) liés avec du ciment et armées sur les deux faces d’un treillis de fibres de verre résistant aux alcalis.
3.72 Caractéristiques dimensionnelles Epaisseur : 12,5 mm ± 1,0 mm Formats disponibles : 1000 x 1200 mm 2600 x 1200 mm 3010 x 1200 mm
Tolérances dimensionnelles : ± 3,0 mm dans la longueur et ± 2,0 mm dans la largeur.
Masse surfacique : env.13 kg/m²
3.73 Caractéristiques physiques et mécaniques Densité : env.1000 kg/m³ Facteur de résistance à la diffusion de la vapeur d’eau : = 56
Conductibilité thermique : 10,tr = 0,173 W/(m.K)
Module d’élasticité : 5200 N/mm² Résistance à la flexion > 6,0 N/mm² selon EN 12467 Résistance au billage : diamètre d’empreinte ≤ 12 mm Coefficient de résistance thermique : R10,tr = 0,07 (m²K)/W Alcalinité (pH) : 10 Variations dimensionnelles : 0,15 mm/m dans la plage comprise
entre 30 et 65 % HR, et 0,10 mm/m entre 65 et 85% HR. Absorption d’eau selon EN 520 :
- absorption d’eau en surface : 650 g/m², - absorption d’eau totale des plaques : 8,5 %.
3.8 Fixation des plaques Les fixations doivent être distantes d’au moins 15 mm du bord de plaque et d’au moins 10 mm du bord de l’ossature bois. Elles doivent être disposées suivant un pas de 250 mm. Dans le cas de l’ossature bois, les fixations sont soit des vis, soit des agrafes, les fixations doivent permettre une pénétration dans les tasseaux de l’ossature bois de 20 mm au moins.
3.81 Vis (sur ossature bois ou métal) Vis FERMACELL Powerpanel H2O de dimensions 3,9 x 35 mm auto foreuses, à tête à empreinte cruciforme, protégées contre la corrosion par un traitement spécifique consistant en l’application d’une couche d’épaisseur 10 à 12 micromètres de zinc et de polymères. Les vis sont conformes à la norme EN 14592+A1 et répondent à la classe de corrosion C4 suivant la norme EN ISO 12944-2.
3.82 Agrafes (sur ossature bois uniquement) Les agrafes doivent être conformes à la norme NF EN 14592+A1. Elles peuvent être : en acier inoxydable à branches divergentes, en acier protégé par une galvanisation à chaud. Leurs dimensions sont les suivantes : largeur comprise entre 10 et 15 mm, longueur 45 mm,
b c
a
2/14-1635 7
Diamètre du fil compris entre 1,5 et 2 mm.
3.9 Traitement des joints
3.91 Bande de renforcement auto-adhésive FERMACELL Powerpanel HD
Bande à base de Polyester (PES). Caractéristiques :
- Poids : 6 g/ml - Epaisseur : 120 m.
3.92 Colle de renforcement FERMACELL Powerpanel HD
Colle utilisée pour le traitement des joints. Caractéristiques :
- Densité : 1,25 g/cm³ (20°C) - Valeur de pH : 7,0 - Viscosité : 80 – 104 Pa (23°C)
Température d’application : comprise entre > + 5°C et + 30°C Résistant à la pluie après 8 heures Recouvrable après 24 heures Consommation : 60g/ml de joint Stockage : 12 mois
3.10 Systèmes d’enduit
3.101 Système d’enduit Saint Gobain Weber Système d’enduit décrit dans l’ETA-09/0243.
3.1011 Produit de base
weber.therm XM Poudre à base de ciment et de chaux aérienne, à mélanger avec de l’eau. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg.
3.1012 Armatures Armatures normales visées dans l’ETA-09/0243, faisant l’objet d’un Certificat CSTBat en cours de validité et présentant les performances suivantes :
T 1 Ra 1 M 2 E 2
Référence Société
R 131 A 101 C+ Saint-Gobain Adfors
R 131 A 102 C+ Saint-Gobain Adfors
R 178 A 102 C+ Saint-Gobain Adfors
3.1013 Produits d’impression
weber.unipor pur Poudre à mélanger avec de l’eau, à appliquer optionnellement avant les finitions weber.unicor G, weber.unicor DPP, weber.unicor ST. Caractéristiques : cf. ETA-09/0243. Conditionnement : sachets de 0,5 kg net conditionnés dans des
seaux plastiques de 20 L.
weber.prim sil Liquide pigmenté prêt à l’emploi, à appliquer optionnellement avant les finitions weber.maxilin sil R et weber.maxilin sil T. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 15 L.
weber régulateur Liquide pigmenté prêt à l’emploi, à appliquer optionnellement avant les finitions weber.tene XL+, weber.maxilin HP, weber.tene styl base, weber.tene ST, weber.tene SG et weber.maxilin silco. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 10 ou 20 kg.
3.1014 Revêtements de finition
Revêtements minéraux minces
weber.unicor ST Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition talochée.
Granulométrie : 1,2 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg net.
weber.unicor DPP Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition ribbée. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg net.
weber.unicor G Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition talochée. Granulométrie : 2,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg net.
Revêtements minéraux épais
weber.cal PF Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition d’aspect gratté-fin. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg net.
weber.cal PG Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition d’aspect gratté-moyen. Granulométrie : 2,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : sacs en papier de 25 kg net.
Revêtements silicatés
weber.maxilin sil T Pâte prête à l’emploi à base de liant silicate, pour une finition talochée. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
weber.maxilin sil R Pâte prête à l’emploi à base de liant silicate, pour une finition ribbée. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
Revêtements organiques
weber.tene ST Pâte prête à l’emploi à base de liant vinylique, pour une finition ribbée. Granulométrie : 2 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
weber.tene XL+ Pâte prête à l’emploi à base de liant vinylique, pour une finition talo-chée. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
weber.tene SG Pâte prête à l’emploi à base de liant acrylique et de granulats de marbre naturel, pour une finition talochée. Granulométrie : 3 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
weber.maxilin HP Pâte prête à l’emploi à base de liant vinylique, pour une finition fine-ment talochée, qui s’applique à des températures comprises entre 0 et +15 °C. Granulométrie : 2 mm.

8 2/14-1635
Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
weber.tene styl base Pâte prête à l’emploi à base de liant vinylique, pour une finition talo-chée. Granulométrie : 1 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 20 kg.
weber.maxilin silco Pâte prête à l’emploi à base de liant acrylosiloxane, pour une finition talochée. Granulométrie : 1,5 mm. Caractéristiques : cf. ETA-09/0243. Conditionnement : seaux en plastique de 25 kg.
3.102 Système d’enduit Parex Group Système d’enduit décrit dans l’ETA-04/0014.
3.1021 Produit de base
MAÏTÉ Monocomposant Poudre à mélanger avec de l’eau. Caractéristiques : cf. ETA-04/0014. Conditionnement : sacs en papier de 30 kg.
3.1022 Armatures Armatures normales visées dans l’ETA-04/0014, faisant l’objet d’un Certificat CSTBat en cours de validité et présentant les performances suivantes : Armatures AVU (R131 A102 C+ de la société Saint-Gobain Adfors) et AVPC (R131 A101 C+ de la société Saint-Gobain Adfors et SSA-1363 F+ de la société Valmieras Stikla Skiedra) T 1 Ra 1 M = 2 E 1
3.1023 Produits d’impression
REVLANE+ RÉGULATEUR Liquide prêt à l’emploi, à base de liant acrylique, à appliquer avant les revêtements de finition REVLANE+ IGNIFUGÉ RIBBÉ, REVLANE+ IGNIFUGÉ TALOCHÉ, GRANILANE + et REVLANE+ SILOXANÉ IGNIFUGÉ. Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 20 kg.
SILICANE FOND Liquide incolore à base de liant silicate de potassium, - mélangé à 100 % en poids de SILICANE PEINTURE : à appliquer
obligatoirement avant les revêtements de finition SILICANE TALOCHÉ et SILICANE PEINTURE,
utilisé pur : à appliquer optionnellement avant le revêtement de finition CALCIFIN.
SILICANE FOND est également utilisé également comme diluant du revêtement SILICANE PEINTURE. Caractéristiques : cf. ETA-04/0014. Conditionnement : bidon en plastique de 5 L ou de 25 L.
3.1024 Revêtements de finition
REVLANE+ IGNIFUGÉ RIBBÉ Pâtes prêtes à l’emploi à base de liant acrylique, pour une finition ribbée. Granulométries (mm) :
- REVLANE+ IGNIFUGÉ RIBBÉ FIN : 1,6 - REVLANE+ IGNIFUGÉ RIBBÉ GROS : 2,5.
Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 25 kg.
REVLANE+ IGNIFUGÉ TALOCHÉ Pâtes prêtes à l’emploi à base de liant acrylique, pour une finition talochée. Granulométries (mm) :
- REVLANE+ IGNIFUGÉ TALOCHÉ FIN : 1,0 - REVLANE+ IGNIFUGÉ TALOCHÉ GROS : 1,6.
Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 25 kg. GRANILANE+
Pâte prête à l’emploi à base de liant acrylique contenant des granulats de marbre colorés, pour une finition talochée. Granulométrie (mm) : 1,8. Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 25 kg.
REVLANE+ SILOXANÉ IGNIFUGÉ Pâtes prêtes à l’emploi à base de liant acrylosiloxane, pour une finition talochée (REVLANE+ SILOXANÉ IGNIFUGÉ TF) ou ribbée (REVLANE+ SILOXANÉ IGNIFUGÉ RB). Granulométries (mm) :
- REVLANE+ SILOXANÉ IGNIFUGÉ TF : 1,0 - REVLANE+ SILOXANÉ IGNIFUGÉ RB : 1,6.
Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 25 kg.
SILICANE TALOCHÉ Pâte prête à l’emploi à base de liant silicate, pour une finition talochée. Granulométrie (mm) : 1,0. Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 25 kg.
Maïté Monocomposant avec SILICANE PEINTURE Produit identique au produit de base (cf. § 3.1021), revêtu de la fini-tion lisse décrite au § 3.1025.
Maïté Monocomposant avec MARBRI Granulats Produit identique au produit de base (cf. § 3.1021), revêtu de granu-lats de marbre appliqués par projection. Granulométrie de MARBRI Granulats (mm) : 3 à 6 Caractéristiques : cf. ETA-04/0014. Conditionnement : sacs en plastique de 25 kg.
EHI GM et EHI GF Poudres à mélanger avec de l’eau, à appliquer par projection, pour une finition rustique, rustique-écrasée ou grattée. Granulométries maximales (mm) :
- EHI GM : 3,0 - EHI GF (Grain Fin) : 2,0
Caractéristiques : cf. ETA-04/0014. Conditionnement : sacs en papier de 30 kg.
CALCIFIN Poudre à base de chaux aérienne, à mélanger avec de l’eau, pour une finition talochée. Granulométrie (mm) : 1,0. Caractéristiques : cf. ETA-04/0014. Conditionnement : sacs en papier de 25 kg.
3.1025 Finition lisse Peinture de façade associée à l’application préalable d’une passe sup-plémentaire d’enduit de base.
SILICANE PEINTURE Liquide à base de liant silicate, à mélanger avec SILICANE FOND pour chaque couche. Caractéristiques : cf. ETA-04/0014. Conditionnement : seaux en plastique de 16 L.
3.11 Accessoires
3.111 Renfort d’angle Cornière d’angle en aluminium confectionnée avec un tissu de fils de verre et un revêtement PVC de dimensions 125 x 125 mm de type 9103 de la société PROTEKTOR.

2/14-1635 9
3.112 Profil « goutte d’eau » pour linteau PVC associé à un treillis de fibres de verre de type 3794 de la société PROTEKTOR
3.113 Grille de ventilation Type 3614 de la société PROTEKTOR
3.114 Pièce de jonction et traitement de joint horizontal de fractionnement
Protection contre les intempéries pour un traitement du joint horizon-tal (interruption du système ThermoChoc) tous les 2 niveaux au plus. Tôle d’acier galvanisé dont les caractéristiques dimensionnelles sont indiquées à la figure 5.
3.115 Joint vertical de fractionnement et de dilatation Constitué de 2 profilés d’arrêt d’enduit en PVC associé à un treillis de fibres de verre de type 3796 de la société PROTEKTOR.
4. Fabrication
4.1 Procédé de fabrication de l’isolant rigide minéral MULTIPOR
Les panneaux isolants Multipor sont fabriqués avec de la poudre de quartz, de la chaux fine blanche, du ciment et des granulats en ajou-tant de l’aluminium comme agent porogène et durcis à la vapeur dans des autoclaves. Les panneaux d’isolant Multipor sont fabriqués dans l’usine de Köln-Porz (DE) et dans l’usine de Stulin DE).
4.5 Procédé de fabrication des plaques FERMACELL Powerpanel H2O
Les différents composants, dont les proportions sont calculées auto-matiquement, sont mélangés mécaniquement et humidifiés.
Une première couche de ciment est disposée de façon uniforme en fond d’un moule métallique préalablement huilé. Un treillis à base de fibres de verre est ensuite disposé avant que le mélange formant la couche intermédiaire de la plaque ne soit épandu. Une dernière couche de ciment avec treillis fibres de verre, préparée indépendamment est ensuite déposée sur la couche intermédiaire. Cette dernière couche, ainsi déposée, présente en face extérieure un film plastique qui sera ôté après séchage des plaques. Les plaques sont ensuite conduites vers un séchoir. En sortie du tunnel de séchage, les plaques sont démoulées puis disposées sur racks et soumises à un séchage com-plet. Les plaques FERMACELL Powerpanel H2O sont fabriquées dans l’usine Fermacell-Aestuver de Calbe/Saale (DE).
4.6 Procédé de fabrication enduits
4.61 Système d’enduit Saint-Gobain Weber La fabrication des composants principaux et l’attestation de leur con-formité sont définies dans l’ETA-09/0243. Les composants principaux sont fabriqués dans les usines de la Société Saint-Gobain Weber France S.A., sauf weber.unipor pur fabriqué par la société HD Distribu-tion à Bourg-en-Bresse (01). Le produit de base weber.therm XM est fabriqué à Auneuil (60) et
Nemours (77). Les revêtements de finition weber.unicor ST et weber.unicor DPP
sont fabriqués à Dissay (86). Le revêtement de finition weber.unicor G est fabriqué à Ludres (54). Les revêtements de finition weber.cal PF et weber.cal PG sont fabri-
qués à Auneuil (60) et Nemours (77). Les produits d’impression weber régulateur, weber.prim sil sont
fabriqués à Servas (01). Les revêtements de finition weber.maxilin sil R, weber.maxilin sil T,
weber.tene ST, weber.tene XL+, weber.tene SG, weber.maxilin HP, weber.tene styl base et weber.maxilin silco sont fabriqués à Servas (01).
4.62 Système d’enduit ParexGroup La fabrication des composants principaux et l’attestation de leur con-formité sont définies dans l’ETA-04/0014. Le produit de base MAÏTÉ MONOCOMPOSANT est fabriqué dans les
usines de ParexGroup à Malesherbes (45) et à Portet-sur-Garonne (31).
Le produit d’impression REVLANE+ RÉGULATEUR et les revêtements de finition REVLANE+ IGNIFUGÉ TALOCHÉ, REVLANE+ IGNIFUGÉ RIBBÉ et REVLANE+ SILOXANÉ IGNIFUGÉ sont fabriqués dans les usines de Materis Peintures à La Bridoire (73) et de ParexGroup à Malesherbes (45).
Le produit d’impression SILICANE FOND, les revêtements de finition GRANILANE+ et SILICANE TALOCHÉ et la peinture SILICANE PEINTURE sont fabriqués dans l’usine de Materis Paints à Cassano Valcuvia (Italie).
Les revêtements de finition EHI GM et EHI GF sont fabriqués dans les usines de ParexGroup à Malesherbes (45) et à l’Isle-sur-la-Sorgue (84).
Le revêtement de finition CALCIFIN est fabriqué dans l’usine de ParexGroup à Portet-sur-Garonne (31).
Les granulats de marbre MARBRI GRANULATS sont produits à l’usine de OmG à Saint-Béat (31).
4.7 Procédé de fabrication colle PARMOB La fabrication des composants principaux et l'attestation de leur con-formité sont définies dans l'ATE-04/0014. Le produit de collage COLLE PARMOB est fabriqué à l'usine de Materis Paints à Cassano Valcuvia (Italie).
5. Contrôle de Fabrication
5.1 Mortier léger Multipor Le Mortier léger Multipor constitué de chaux et de charges minérales est fabriqué par Xella Dämmsysteme GmbH dans son usine de Stulln en Allemagne. Contrôle à réception des liants (conforme aux normes EN 197 et EN 459) et des charges minérales (granulométrie). Le laboratoire de l’usine contrôle en permanence les propriétés du produit conformément aux exigences des normes en vigueur et au profil d’exigences propre à l’entreprise. Faible teneur en chromate conformément à TRGS 613.

10 2/14-1635
5.2 Isolant Multipor La Société XELLA a mis en place un contrôle de production dans ses propres usines et procède à un contrôle régulier. Toutes les données, exigences et directives définies par le fabricant sont notées systémati-quement sous forme d’instructions d’exploitation et de procédures écrites. Le contrôle de production assure que le produit correspond à l’ATE 05/0093. Les détails sur l’étendue, le type et la fréquence des contrôles et des vérifications effectuées dans le cadre du contrôle de production cor-respondent au plan de vérification 24, qui fait partie de la documenta-tion technique pour cette autorisation technique européenne ETA-93/005 : Les panneaux Multipor font l’objet de contrôles au niveau de : La réception des matières premières : un contrôle est réalisé à
chaque livraison, En cours de fabrication : masse volumique, température et étale-
ment Sur le produit fini : 1 panneau toutes les 8 heures (par poste) est
prélevée, s’il y a 2 fabrications différentes 1 panneau de chaque se-ra prélevée. La résistance à la flexion, l’absorption d’eau, la masse volumique et un contrôle visuel d’aspect sont effectués. Un échantil-lon témoin est conservé.
Le contrôle de l’épaisseur est effectué également en continu. Les résultats du contrôle de production dans l’usine sont enregistrés et évalués. Les enregistrements contiennent au moins les indications suivantes : EN 12089 :1997-06 : Matériaux calorifuges pour la construction,
détermination du comportement sous charge de flexion, EN 12430 :1998-06 : Matériaux calorifuges pour la construction,
détermination du comportement sous charge ponctuelle, EN 13501-1 :2002-06 : Classification de produits de construction et
types de construction avec leur comportement au feu – partie 1 : Classification avec les résultats des contrôles pour le comportement au feu de matériaux de construction.
Le plan de vérification est déposé auprès de l’Institut allemand pour la technique de construction.
5.3 Plaques FERMACELL Powerpanel H2O Les plaques font l’objet d’un suivi du CSTB. Il porte sur les contrôles suivants : Réception des matières premières : un contrôle est réalisé à chaque
livraison, En cours de fabrication : masse volumique, température et étale-
ment, Sur le produit fini : 1 plaque toutes les 8 heures (par poste) est
prélevée, s’il y a 2 fabrications différentes 1 plaque de chaque sera prélevée. La résistance à la flexion, l’absorption d’eau, la masse vo-lumique et un contrôle visuel d’aspect sont effectués. Un échantillon témoin est conservé.
Le contrôle de l’épaisseur est effectué également en continu.
5.4 Systèmes d’enduit Pour les produits fabriqués par la société Saint-Gobain Weber, on se référera à l’Agrément Technique Européen ETA-09/0243. La fabrication des différents composants fait l’objet d’un contrôle interne de fabrica-tion systématique tel que défini dans le plan de contrôle associé à l’ETA. Pour les produits fabriqués par la société ParexGroup, on se référera à l’Agrément Technique Européen ETA-04/0014. La fabrication des différents composants fait l’objet d’un contrôle interne de fabrication systématique tel que défini dans le plan de contrôle associé à l’ETA.
5.5 Colle PARMOB Contrôles sur les matières premières à chaque lot :
- Granulométrie des charges. - Extrait sec du liant. - Masse volumique du liant.
Contrôles sur le produit fabriqué à chaque lot : - Masse volumique. - Viscosité. - Densité. - pH - extrait sec à 105 °C
6. Identification des composants
6.1 Isolant L’isolant est certifié ACERMI sous le n°14/191/999.
6.2 Plaques FERMACELL Powerpanel H2O Marquage des plaques : Les plaques reçoivent sur leur face de parement un marquage spéci-fiant : Le nom commercial, Le nom du fabricant, Le numéro de procès-verbal d’identification des plaques (iBMB – P-
3484/9765-MPA BS), Le classement en réaction au feu (A1), La date et l’heure de production.
6.3 Systèmes d’enduit / Peinture Pour les produits fabriqués par la société Saint-Gobain Weber, on se référera à l’Agrément Technique Européen ETA-09/0243. Pour les produits fabriqués par la société ParexGroup, on se référera à l’Agrément Technique EuropéenETA-04/0014.
6.4 Colle PARMOB Pour ce produit fabriqué par la société ParexGroup, on se référera à l'Agrément Technique Européen ETA-04/0014.
7. Fourniture et assistance technique
7.1 Fourniture La Société FERMACELL établira, pour chaque chantier, la nomenclature de l’ensemble des composants décrits dans l’Avis Technique (pour les parties courantes et les points singuliers). La Société FERMACELL fournira, par le biais de son réseau de distribu-tion, le mortier-colle, l’isolant, les tasseaux bois, les plaques FERMACELL Powerpanel H2O, les fixations des plaques, ainsi que les accessoires nécessaires au traitement des joints de plaques. La Société PROTEKTOR fournira, pour chaque chantier en tenant compte de ses spécificités, le kit des accessoires définis au § 3.11. La Société ETANCO fournira, par le biais de son réseau de distribution, les fixations (vis) de l’ossature. La Société SPIT fournira, par le biais de son réseau de distribution, les chevilles PROLONG. En fonction du revêtement choisi, la Société Saint-Gobain Weber ou la Société ParexGroup fournira le système d’enduit par le biais de leur réseau de distribution.
7.2 Assistance technique La mise en œuvre est effectuée par toutes entreprises spécialisées dans le bardage et l’enduisage. La Société FERMACELL S.A.S peut prêter assistance à toute entreprise qui souhaite en faire la demande. De plus, la Société XELLA THERMOPIERRE organise régulièrement des formations techniques dans ses centres de formations agréés. Toute entreprise souhaitant participer à un stage de formation peut en faire la demande directement auprès des Sociétés XELLA THERMOPIERRE et FERMACELL S.A.S.
8. Mise en œuvre
8.1 Conditions générales de mise en œuvre La température extérieure ne doit pas être inférieure à +5°C et supé-rieure à +30°C La paroi support de l’isolant ne doit pas présenter de ruissellement d’eau.
8.2 Réception du support Les parois support du procédé ThermoChoc sont définies au §2.
8.21 Cas général des maçonneries, en neuf et en rénovation
Cas du neuf Dans le cas de supports neufs, les balèvres saillantes supérieures à 2 mm seront éliminées.
2/14-1635 11
Dans le cas de défauts de planimétrie du support supérieurs à 10 mm aussi bien horizontalement que verticalement entre deux points situés à une distance maximale de 1000 mm, il est nécessaire de procéder à un ragréage du support, réalisé sur chantier au moyen d’un mortier bâtard ou d’un mortier prêt à l’emploi bénéficiant d’un Avis Technique, ceci afin d’assurer un collage du panneau isolant sur toute sa surface (module 600 mm x 390 mm).
Cas de la rénovation Les éléments rapportés sur les façades à isoler tels que gouttières, descentes d’eaux pluviales, luminaires, etc… devront être démontés avant travaux Dans le cas de rénovation thermique et si la paroi ne permet pas, en l’état, d’assurer le collage de l’isolant, il est nécessaire de repiquer le support et de le ré-enduire d’un renformis. L’épaisseur du renformis doit permettre de satisfaire aux exigences de planéité décrites précé-demment. Ce renformis, après un délai d’un mois, servira de support à la mise en œuvre du procédé ThermoChoc. La pose de l’isolant, par collage sur la paroi, est alors effectuée. Elle peut être attribuée au lot Gros Œuvre ou au lot Façade. Les systèmes d’ETICS existant doivent être déposés.
8.22 Cas de COB conformes au NF DTU 31.2 Les panneaux Multipor peuvent être maintenu par collage sur le pare-ment extérieur du mur à ossature bois conformément aux supports visés au §2. Un calepinage spécifique de l’isolant devra être respecté et réalisé en décalant alternativement les rangées de 300 mm de sorte que chaque panneau soit maintenu par un tasseau de l’ossature.
Cas du neuf Dans le cas du neuf, les plans d’exécution de la COB permettent de relever le positionnement de l’ossature primaire, de façon à ce que les tasseaux de l’ossature recevant les plaques FERMACELL Powerpanel H2O soient fixés au droit des éléments verticaux de l’ossature support.
Cas de la rénovation Dans le cas de réhabilitation, où un repérage sur plan n’est pas dispo-nible, il convient dans ce cas de relever l’emplacement des ossatures primaires au moyen des lignes de fixations du parement extérieur existant du mur à ossature bois (constitué de panneaux d’OSB par exemple) devenu visible après que le bardage et le pare-pluie ont été ôtés.
8.3 Stockage et manipulation des composants
8.31 Isolant Multipor Les palettes sont stockées à l’extérieur, sur une aire plane. Elles doi-vent restées houssées jusqu’au montage. L’emballage de l’isolant Multipor le protège de l’humidité pendant le transport et le stockage. Les parties supérieures des palettes entamées seront recouvertes avec leurs housses d’origine.
8.32 Plaques FERMACELL Powerpanel H2O Les plaques FERMACELL Powerpanel H2O sont livrées sur palettes et protégées des salissures par un film plastique. Elles sont généralement transportées à l’aide d’un chariot élévateur ou d’un transpalette. Un stockage à l’extérieur est possible à condition que les plaques soient protégées des salissures et de l’humidité (film plastique d’origine ou bâche). Un stockage des plaques sur chant (plaques disposées verticalement contre un appui) est exclu. Les plaques déjà dépalettisées doivent être manipulées sur chant. Le transport manuel des plaques peut être facilité par des outils adaptés (pince/lève plaques). En l’absence de cet outillage, le port de gants est indispensable. Lors de la manipulation et jusqu’à leur complète mise en œuvre, il faut veiller à ne pas abîmer les arêtes et les angles des plaques.
8.4 Mise en œuvre de l’isolant Dans le cas de support béton ou maçonnerie : Le collage de l’isolant Multipor s’effectue avec le Mortier léger Multipor. La colle est préparée à l’aide d’un malaxeur. Préparation : mélanger la poudre avec environ 50 % en poids d’eau,
soit environ 10L d’eau par sac de 20 kg, à l’aide d’un malaxeur pen-dant au moins de 4 minutes.
Temps de repos avant application : 5 minutes. Durée d’utilisation pratique : 3 heures Mode d’application :
- en plein à la taloche crantée de 10 mm. - La colle doit être appliquée en une seule intervention (une seule
couche).
- Le panneau Multipor est enduit sur toute sa surface. - Le panneau ainsi préencollé est ensuite appliqué sur le mur sup-
port, avec un intervalle latéral de 2 cm par rapport au panneau précédemment posé. Il suffit ensuite de le faire glisser en main-tenant une pression horizontale perpendiculaire au mur, afin de le placer chant contre chant avec le panneau précédent.
- Les panneaux sont posés bord à bord (les chants des panneaux ne sont jamais collés entre eux).
- Un calepinage spécifique de l’isolant devra être respecté et réalisé en décalant alternativement les rangées de 300 mm de sorte que chaque panneau soit maintenu par un tasseau de l’ossature.
- Les joints verticaux des panneaux sont décalés à chaque nouvelle rangée d’au moins 1/3 de la longueur du panneau Multipor soit, au moins 200 mm.
- Les éventuels désaffleurements supérieurs à 1 mm seront corri-gés avec une planche à poncer.
- Les éventuelles épaufrures pouvant présenter une surface de 20 cm² au plus et d’une profondeur maximale de 5 cm pourront être réparées à l’aide du mortier de remplissage Multipor. Pour des épaufrures plus importantes, les panneaux d’isolant devront être remplacés.
Consommation minimale : 3,0 kg/m² de produit en poudre. Temps de séchage avant nouvelle intervention : au moins 24
heures. Dans le cas de support COB : Le maintien provisoire de l’isolant Multipor s’effectue avec la colle PARMOB. Préparation : homogénéiser la pâte prête à l’emploi. Temps de repos avant application : 5 minutes. Durée d’utilisation pratique : 3 heures. Mode d’application :
- en plein à la taloche crantée de 10 mm. - La colle doit être appliquée en une seule intervention (une seule
couche). - Le panneau Multipor est enduit sur toute sa surface. - Le panneau ainsi préencollé est ensuite appliqué sur le mur sup-
port, avec un intervalle latéral de 2 cm par rapport au panneau précédemment posé. Il suffit ensuite de le faire glisser en main-tenant une pression horizontale perpendiculaire au mur, afin de le placer chant contre chant avec le panneau précédent.
- Les panneaux sont posés bord à bord (les chants des panneaux ne sont jamais collés entre eux).
- Un calepinage spécifique de l’isolant devra être respecté et réalisé en décalant alternativement les rangées de 300 mm de sorte que chaque panneau soit maintenu par un tasseau de l’ossature.
- Les joints verticaux des panneaux sont décalés à chaque nouvelle rangée d’au moins 1/3 de la longueur du panneau Multipor soit, au moins 200mm.
- Les éventuels désaffleurements supérieurs à 1 mm seront corri-gés avec une planche à poncer.
- Les éventuelles épaufrures pouvant présenter une surface de 20 cm² au plus et d’une profondeur maximale de 5 cm pourront être réparées à l’aide du mortier de remplissage Multipor. Pour des épaufrures plus importantes, les panneaux d’isolant devront être remplacés.
Consommation minimale : 3,0 kg/m² de produit en poudre. Temps de séchage avant nouvelle intervention : au moins 24
heures.
Dispositions particulières : En cas de joints ouverts entre panneaux Multipor, l’intervalle sera bouché avec le mortier de remplissage Multipor défini au §3.1. Dans le cas d’un panneau d’isolant présentant une surface d’épaufrure supérieure à 20 cm², le panneau isolant ne peut pas être mis en œuvre et doit être mis au rebut.
8.5 Mise en œuvre de l’ossature support des plaques
La mise en œuvre de l’ossature ne peut intervenir qu’après un délai de 24 heures au minimum après le collage de l’isolant. Il convient d’augmenter la densité du nombre de tasseaux ou profilés en rive de bâtiment. A partir du bord de la façade et sur une longueur de 1200 mm minimum, les tasseaux ou profilés doivent alors être disposés selon un entraxe maximal de 300 mm, comme indiqué sur le schéma suivant :
12 2/14-1635
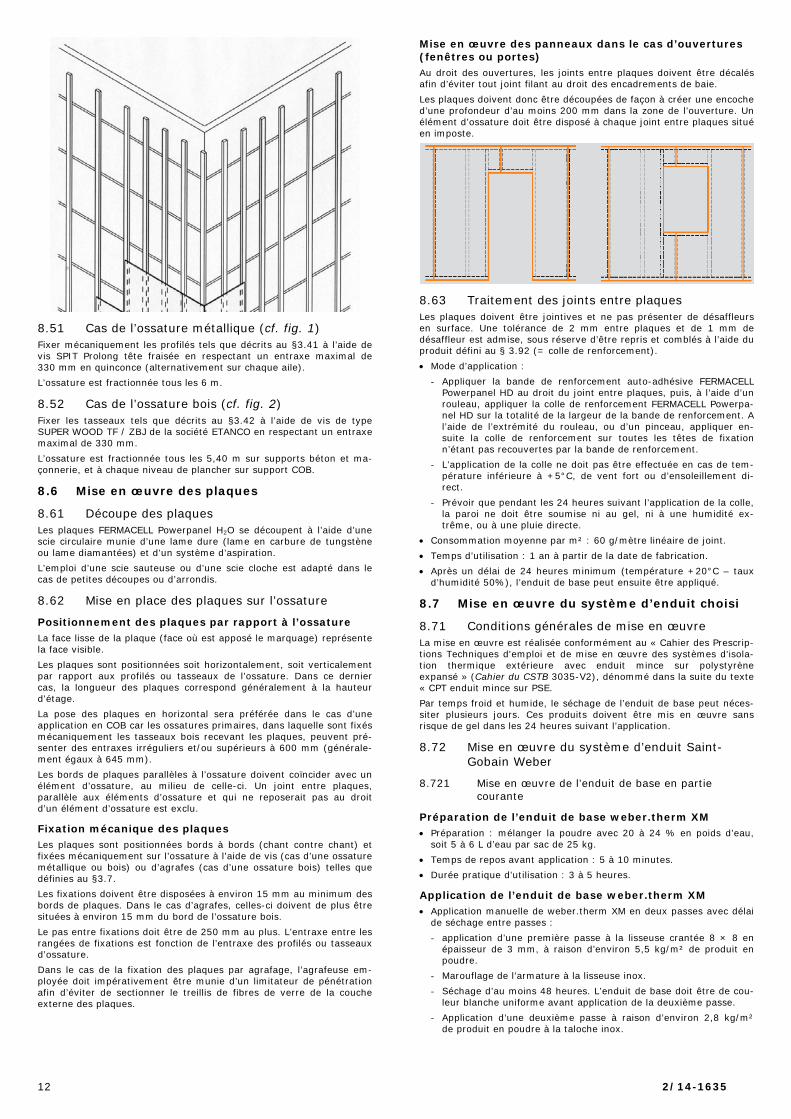
8.51 Cas de l’ossature métallique (cf. fig. 1) Fixer mécaniquement les profilés tels que décrits au §3.41 à l’aide de vis SPIT Prolong tête fraisée en respectant un entraxe maximal de 330 mm en quinconce (alternativement sur chaque aile). L’ossature est fractionnée tous les 6 m.
8.52 Cas de l’ossature bois (cf. fig. 2) Fixer les tasseaux tels que décrits au §3.42 à l’aide de vis de type SUPER WOOD TF / ZBJ de la société ETANCO en respectant un entraxe maximal de 330 mm. L’ossature est fractionnée tous les 5,40 m sur supports béton et ma-çonnerie, et à chaque niveau de plancher sur support COB.
8.6 Mise en œuvre des plaques
8.61 Découpe des plaques Les plaques FERMACELL Powerpanel H2O se découpent à l’aide d’une scie circulaire munie d’une lame dure (lame en carbure de tungstène ou lame diamantées) et d’un système d’aspiration. L’emploi d’une scie sauteuse ou d’une scie cloche est adapté dans le cas de petites découpes ou d’arrondis.
8.62 Mise en place des plaques sur l’ossature
Positionnement des plaques par rapport à l’ossature La face lisse de la plaque (face où est apposé le marquage) représente la face visible. Les plaques sont positionnées soit horizontalement, soit verticalement par rapport aux profilés ou tasseaux de l’ossature. Dans ce dernier cas, la longueur des plaques correspond généralement à la hauteur d’étage. La pose des plaques en horizontal sera préférée dans le cas d’une application en COB car les ossatures primaires, dans laquelle sont fixés mécaniquement les tasseaux bois recevant les plaques, peuvent pré-senter des entraxes irréguliers et/ou supérieurs à 600 mm (générale-ment égaux à 645 mm). Les bords de plaques parallèles à l’ossature doivent coïncider avec un élément d’ossature, au milieu de celle-ci. Un joint entre plaques, parallèle aux éléments d’ossature et qui ne reposerait pas au droit d’un élément d’ossature est exclu.
Fixation mécanique des plaques Les plaques sont positionnées bords à bords (chant contre chant) et fixées mécaniquement sur l’ossature à l’aide de vis (cas d’une ossature métallique ou bois) ou d’agrafes (cas d’une ossature bois) telles que définies au §3.7. Les fixations doivent être disposées à environ 15 mm au minimum des bords de plaques. Dans le cas d’agrafes, celles-ci doivent de plus être situées à environ 15 mm du bord de l’ossature bois. Le pas entre fixations doit être de 250 mm au plus. L’entraxe entre les rangées de fixations est fonction de l’entraxe des profilés ou tasseaux d’ossature. Dans le cas de la fixation des plaques par agrafage, l’agrafeuse em-ployée doit impérativement être munie d’un limitateur de pénétration afin d’éviter de sectionner le treillis de fibres de verre de la couche externe des plaques.
Mise en œuvre des panneaux dans le cas d’ouvertures (fenêtres ou portes) Au droit des ouvertures, les joints entre plaques doivent être décalés afin d’éviter tout joint filant au droit des encadrements de baie. Les plaques doivent donc être découpées de façon à créer une encoche d’une profondeur d’au moins 200 mm dans la zone de l’ouverture. Un élément d’ossature doit être disposé à chaque joint entre plaques situé en imposte.
8.63 Traitement des joints entre plaques Les plaques doivent être jointives et ne pas présenter de désaffleurs en surface. Une tolérance de 2 mm entre plaques et de 1 mm de désaffleur est admise, sous réserve d’être repris et comblés à l’aide du produit défini au § 3.92 (= colle de renforcement). Mode d’application :
- Appliquer la bande de renforcement auto-adhésive FERMACELL Powerpanel HD au droit du joint entre plaques, puis, à l’aide d’un rouleau, appliquer la colle de renforcement FERMACELL Powerpa-nel HD sur la totalité de la largeur de la bande de renforcement. A l’aide de l’extrémité du rouleau, ou d’un pinceau, appliquer en-suite la colle de renforcement sur toutes les têtes de fixation n’étant pas recouvertes par la bande de renforcement.
- L’application de la colle ne doit pas être effectuée en cas de tem-pérature inférieure à +5°C, de vent fort ou d’ensoleillement di-rect.
- Prévoir que pendant les 24 heures suivant l’application de la colle, la paroi ne doit être soumise ni au gel, ni à une humidité ex-trême, ou à une pluie directe.
Consommation moyenne par m² : 60 g/mètre linéaire de joint. Temps d’utilisation : 1 an à partir de la date de fabrication. Après un délai de 24 heures minimum (température +20°C – taux
d’humidité 50%), l’enduit de base peut ensuite être appliqué.
8.7 Mise en œuvre du système d’enduit choisi
8.71 Conditions générales de mise en œuvre La mise en œuvre est réalisée conformément au « Cahier des Prescrip-tions Techniques d'emploi et de mise en œuvre des systèmes d'isola-tion thermique extérieure avec enduit mince sur polystyrène expansé » (Cahier du CSTB 3035-V2), dénommé dans la suite du texte « CPT enduit mince sur PSE. Par temps froid et humide, le séchage de l’enduit de base peut néces-siter plusieurs jours. Ces produits doivent être mis en œuvre sans risque de gel dans les 24 heures suivant l’application.
8.72 Mise en œuvre du système d’enduit Saint-Gobain Weber
8.721 Mise en œuvre de l’enduit de base en partie courante
Préparation de l’enduit de base weber.therm XM Préparation : mélanger la poudre avec 20 à 24 % en poids d’eau,
soit 5 à 6 L d’eau par sac de 25 kg. Temps de repos avant application : 5 à 10 minutes. Durée pratique d’utilisation : 3 à 5 heures.
Application de l’enduit de base weber.therm XM Application manuelle de weber.therm XM en deux passes avec délai
de séchage entre passes : - application d’une première passe à la lisseuse crantée 8 × 8 en
épaisseur de 3 mm, à raison d’environ 5,5 kg/m² de produit en poudre.
- Marouflage de l’armature à la lisseuse inox. - Séchage d’au moins 48 heures. L’enduit de base doit être de cou-
leur blanche uniforme avant application de la deuxième passe. - Application d’une deuxième passe à raison d’environ 2,8 kg/m²
de produit en poudre à la taloche inox.

2/14-1635 13
- Dans le cas des finitions minérales épaisses weber.cal PF et we-ber.cal PG, la surface de la deuxième passe de l’enduit de base encore fraîche est rainurée /crantée de manière prononcée au ba-lai de cantonnier ou à l’aide de weber.therm strieur, ou à l’aide d’un platoir cranté de façon à la laisser rugueuse et à favoriser l’accroche du revêtement de finition.
ou Application mécanisée de weber.therm XM en deux passes frais
dans frais : - Application régulière et en passages successifs, à la machine à
enduire équipée d’une lance à produit pâteux avec buse de 6 ou 8 mm, jusqu’à dépose d’une charge de 5,5 kg/m² de produit en poudre.
- Marouflage de l’armature à la taloche inox. - Application d’une deuxième passe à raison d’environ 2,8 kg/m²
de produit en poudre à la taloche inox. - Dans le cas des finitions minérales épaisses weber.cal PF et we-
ber.cal PG,, la surface de la deuxième passe de l’enduit de base encore fraîche est rainurée /crantée de manière prononcée au ba-lai de cantonnier ou à l’aide de weber.therm strieur, ou à l’aide d’un platoir cranté de façon à la laisser rugueuse et à favoriser l’accroche du revêtement de finition.
ou Application mécanisée de weber.therm XM en deux passes avec
délai de séchage entre passes : - Application régulière et en passages successifs, à la machine à
enduire équipée d’une lance à produit pâteux avec buse de 6 ou 8 mm, jusqu’à dépose d’une charge de 5,5 kg/m² de produit en poudre.
- Marouflage de l’armature à la taloche inox. - Séchage d’au moins 48 heures. L’enduit de base doit être de cou-
leur blanche uniforme avant application de la deuxième passe. - Application d’une deuxième passe à raison d’environ 2,8 kg/m²
de produit en poudre à la taloche inox. - Dans le cas des finitions minérales épaisses weber.cal PF et we-
ber.cal PG, la surface de la deuxième passe de l’enduit de base encore fraîche est rainurée /crantée de manière prononcée au ba-lai de cantonnier ou à l’aide de weber.therm strieur, ou à l’aide d’un platoir cranté de façon à la laisser rugueuse et à favoriser l’accroche du revêtement de finition.
Épaisseur minimale à l’état sec L’épaisseur minimale de la couche de base armée à l’état sec doit être de 5,0 mm.
Délai d’attente avant nouvelle intervention Au moins 48 heures et jusqu’à obtention d’une couleur blanche uni-forme. Dans le cas de l’application frais dans frais, attendre au moins 4 jours et jusqu’à obtention d’une coloration blanche uniforme.
8.722 Application des produits d’impression L’application des produits d’impression avant les revêtements miné-raux minces (cf. §3.951), les revêtements silicatés (cf. § 3.952) et les revêtements organiques (cf. §3.953) est optionnelle ; se reporter à la fiche technique des produits. Si la finition visée est un revêtement minéral épais (cf. §3.954), l’application préalable d’un produit d’impression n’est pas admise.
weber.unipor pur : Pour réguler la porosité de l’enduit de base, ce produit d’impression est éventuellement appliqué préalablement aux finitions weber.unicor G, weber.unicor DPP, weber.unicor ST. Préparation : verser 10 L d’eau dans le seau contenant 500 g de
produit et malaxer. Laisser reposer 20 minutes, ajouter 5 L d’eau et malaxer à nouveau.
Durée de vie du mélange : 24 heures. Mode d'application : au rouleau, à la brosse ou au pulvérisateur. Consommation minimale : 0,15 L/m². Temps de séchage : au moins 24 heures.
weber.prim sil Pour uniformiser la couleur ou la porosité de l’enduit de base, ce pro-duit d’impression est éventuellement appliqué préalablement aux finitions weber.maxilin sil R et weber.maxilin sil T. Préparation : produit à diluer avec 10 % d’eau. Mode d'application : au rouleau ou à la brosse. Consommation minimale : 0,20 L/m². Temps de séchage : au moins 12 heures, suivant les conditions
climatiques.
weber régulateur Pour uniformiser la couleur ou la porosité de l’enduit de base, ce pro-duit d’impression est éventuellement appliqué préalablement aux finitions weber.tene XL+, weber.maxilin HP, weber.tene styl base, weber.tene ST, weber.tene SG et weber.maxilin silco. Préparation : produit prêt à l’emploi. Mode d'application : au rouleau. Consommation minimale : 0,20 L/m². Temps de séchage : au moins 16 heures, suivant les conditions
climatiques.
8.723 Application des revêtements de finition
Application des revêtements minéraux minces Humidifier l’enduit de base à l’avancement et attendre la disparition du film d’eau avant application de ces revêtements de finition ou appli-quer la veille le produit d’impression weber.unipor pur (comme indiqué au § 3.24).
weber.unicor ST Préparation : mélanger la poudre avec 26 à 30 % en poids d’eau,
soit 6,5 à 7,5 L d’eau par sac de 25 kg, à l’aide d’un malaxeur pen-dant 3 minutes. Le taux de gâchage et la durée du malaxage doi-vent être constants pour éviter les différences de teintes après séchage.
Temps de repos avant application : 5 à 10 minutes. Mode d’application : à la taloche inox crantée (de 6 à 8 mm), puis à
la lisseuse. Frotasser à la taloche plastique alvéolée pour obtenir l’aspect taloché « grain rentré » ou à la taloche bois pour obtenir l’aspect taloché « grain veiné » ou à la taloche mousse souple pour obtenir l’aspect taloché « grain sorti ».
Consommation minimale : 3,5 kg/m² de produit en poudre.
weber.unicor DPP Préparation : mélanger la poudre avec 23 à 26 % en poids d’eau,
soit 5,7 à 6,5 L d’eau par sac de 25 kg, à l’aide d’un malaxeur pen-dant 3 minutes. Le taux de gâchage et la durée du malaxage doi-vent être constants pour éviter les différences de teintes après séchage.
Temps de repos avant application : 5 à 10 minutes. Mode d’application : à la lisseuse inox, tiré au grain puis frotassé au
fur et à mesure à la taloche plastique pour obtenir l’aspect ribbé. Consommation minimale : 1,8 kg/m² de produit en poudre.
weber.unicor G Préparation : mélanger la poudre avec 26 à 30 % en poids d’eau,
soit 5,7 à 6,5 L d’eau par sac de 25 kg, à l’aide d’un malaxeur pen-dant 3 minutes. Le taux de gâchage et la durée du malaxage doi-vent être constants pour éviter les différences de teintes après séchage.
Temps de repos avant application : 5 à 10 minutes. Mode d’application : à la lisseuse inox, tiré au grain puis frotassé à
la taloche mousse dure ou à la taloche plastique pour obtenir l’aspect taloché.
Consommation minimale : 3,5 kg/m² de produit en poudre.
Application des revêtements minéraux épais Humidifier l’enduit de base préalablement cranté et attendre la dispari-tion du film d’eau avant d’appliquer ce type de revêtement de finition.
weber.cal PF gratté-fin Préparation : mélanger la poudre dans une pompe à mortier avec
16 à 20 % en poids d’eau, soit 4 à 5 L d’eau par sac de 25 kg, pen-dant 5 à 10 minutes. Le taux de gâchage et le temps de mélange doivent être constants pour éviter les différences de teintes après séchage.
Mode d’application : projeté, puis dressé à la règle crantée pour obtenir une épaisseur maximale de 8 mm, puis gratté avec un grat-ton à dents courtes. Eliminer délicatement les poussières avec un balai après grattage.
Consommation minimale : 15,0 kg/m² de produit en poudre.
weber.cal PG gratté-moyen Préparation : mélanger la poudre dans une pompe à mortier avec
16 à 20 % en poids d’eau, soit 4 à 5 L d’eau par sac de 25 kg, pen-dant 5 à 10 minutes. Le taux de gâchage et le temps de mélange doivent être constants pour éviter les différences de teintes après séchage.

14 2/14-1635
Mode d’application : projeté, puis dressé à la règle pour obtenir une épaisseur moyenne de 8 mm et, après un délai d’attente de 2 heures minimum, gratté au gratton à dents longues ou grand mo-dèle ou avec le tranchant de la truelle ou avec une brosse métal-lique pour obtenir l’aspect recherché.
Consommation minimale : 15,0 kg/m² de produit en poudre.
Application des revêtements silicatés Appliquer éventuellement au préalable le produit d’impression we-ber.prim sil, comme indiqué au § 3.94.
weber.maxilin sil T Préparation : mélanger l’ensemble du seau pour obtenir une pâte
homogène si possible à l’aide d’un agitateur électrique pendant 1 à 2 minutes.
Mode d’application : appliquer la finition en une passe avec une taloche inox ou plastique. Régler l’épaisseur sur les plus gros grains. Resserrer les grains de l’enduit par mouvements circulaires de ma-nière à obtenir un aspect taloché uniforme.
Consommation minimale : 2,8 kg/m² de produit prêt à l’emploi.
weber.maxilin sil R Préparation : mélanger l’ensemble du seau pour obtenir une pâte
homogène si possible à l’aide d’un agitateur électrique pendant 1 à 2 minutes.
Mode d’application : appliquer la finition en une passe avec une taloche inox ou plastique. Régler l’épaisseur sur les plus gros grains. Faire rouler les grains de l’enduit par mouvements circulaires, verti-caux ou horizontaux selon l’aspect recherché des ribbes.
Consommation minimale : 2,8 kg/m² de produit prêt à l’emploi.
Application des revêtements organiques Appliquer éventuellement au préalable le produit d’impression weber régulateur, comme indiqué au § 3.94.
weber.maxilin HP Précautions d’emploi : la mise en œuvre de cette finition ne peut
s’effectuer qu’à des températures comprises entre 0 et +15 °C, hors gel. En cas de température supérieure, weber.maxilin HP peut être remplacé par weber.tene XL. Ces deux revêtements différents ne doivent cependant pas être appliqués sur une même façade.
Mode d'application : à la taloche inox, puis lissage à la taloche plastique pour obtention d’un aspect resserré.
Consommation minimale : 2,5 kg/m² de produit prêt à l’emploi.
weber.tene XL+ Préparation : réhomogénéiser le produit à l’aide d’un malaxeur. Mode d'application : à la taloche inox, puis resserrer les grains par
mouvement circulaire de la taloche. Consommation minimale : 2,5 kg/m² de produit prêt à l’emploi.
weber.tene ST Préparation : réhomogénéiser le produit à l’aide d’un malaxeur. Mode d'application : à la taloche inox, puis frotassage à la lisseuse
plastique pour obtenir l’aspect ribbé. Consommation minimale : 2,5 kg/m² de produit prêt à l’emploi.
weber.tene SG Préparation : réhomogénéiser le produit à l’aide d’un malaxeur. Mode d'application : à la lisseuse inox, puis resserrage des granulats
à la taloche. Consommation minimale : 5,5 kg/m² de produit prêt à l’emploi.
weber.tene styl base Préparation : réhomogénéiser le produit à l’aide d’un malaxeur. Mode d’application : en une passe ou en deux passes, à la taloche
inox, puis resserrage à la taloche inox. Consommations minimales (produit prêt à l’emploi) :
- 1,0 kg/m² en une passe, pour une finition grain fin. - 1,5 kg/m² en deux passes, pour une finition grain fin resserré
(aspect plus lisse).
weber.maxilin silco Préparation : réhomogénéiser le produit à l’aide d’un malaxeur. Mode d’application : à la lisseuse inox, puis talochage pour obtenir
la finition attendue. Consommation minimale : 2,5 kg/m² de produit prêt à l’emploi.
8.73 Mise en œuvre du système d’enduit Parex Group
8.731 Mise en œuvre de l’enduit de base en partie courante
Préparation de l’enduit de base MAÏTÉ Monocomposant Préparation : mélanger la poudre avec 17 % en poids d’eau (soit
environ 5,1 L d’eau par sac de 30 kg), à l’aide d’un malaxeur élec-trique.
Temps de repos avant application : 5 à 10 minutes.
Conditions d’application de l’enduit de base MAÏTÉ Monocomposant Application manuelle en deux passes avec délai de séchage entre
passes : - Application d’une première passe à raison d’environ 3,0 kg/m² de
produit en poudre à la taloche crantée n° 12. - Marouflage de l’armature à la lisseuse inox. - Séchage de 24 heures. - Application d’une seconde passe à raison : - d’environ 2,4 kg/m² de produit en poudre à la taloche crantée
n°12 dans le cas d’une finition EHI GM ou EHI GF. Cette deuxième passe est laissée crantée,
- d’environ 1,5 kg/m² de produit en poudre à la taloche inox dans le cas des autres revêtements de finition.
ou Application manuelle en deux passes dite « frais dans frais » :
- Application d’une première passe à raison d’environ 3,0 kg/m² de produit en poudre à la taloche crantée n° 12.
- Marouflage de l’armature à la lisseuse inox. - Délai d’attente d’au moins 2 heures. - Application d’une seconde passe à raison : □ d’environ 2,4 kg/m² de produit en poudre à la taloche crantée
n° 12 dans le cas d’une finition EHI GM ou EHI GF. Cette deu-xième passe est laissée crantée,
□ d’environ 1,5 kg/m² de produit en poudre à la taloche inox dans le cas des autres revêtements de finition.
ou application mécanisée en une seule passe :
- Application régulière et en passages successifs, à la machine à enduire équipée d’une lance à produit pâteux avec buse de 6 ou 8 mm, jusqu’à dépose d’une charge de 4,5 kg/m² de produit en poudre.
- Marouflage de l’armature à la taloche inox. - Lissage-réglage à la lame à enduire sans recharge.
Épaisseur minimale de la couche de base à l’état sec 3,0 mm.
Délais d’attente avant nouvelle intervention Au moins 12 heures pour les autres finitions, après vérification du
durcissement suffisant de la couche de base. Sinon, attendre au moins 24 heures.
8.732 Application des produits d’impression REVLANE+ RÉGULATEUR à appliquer obligatoirement avant les finitions REVLANE+ IGNIFUGÉ RIBBÉ, REVLANE+ IGNIFUGÉ TALOCHÉ, GRANILANE+ et REVLANE+ SILOXANÉ IGNIFUGÉ : Préparation : réhomogénéiser à l’aide d’un malaxeur électrique. Mode d’application : à la brosse ou au rouleau à poils longs. Consommation minimale : 0,20 kg/m². Temps de séchage : environ 6 heures selon les conditions clima-
tiques. SILICANE FOND à appliquer obligatoirement avant les finitions SILICANE TALOCHÉ et SILICANE PEINTURE : Préparation : mélanger à 100 % en poids de SILICANE PEINTURE à
la teinte, afin d’avoir la même couleur que SILICANE TALOCHÉ. Mode d’application : à la brosse ou au rouleau à poils longs. Consommation minimale : 0,10 kg/m² de produit préparé. Temps de séchage : au moins 24 heures selon les conditions clima-
tiques. SILICANE FOND à appliquer optionnellement avant la finition CALCIFIN : Préparation : réhomogénéiser à l’aide d’un malaxeur électrique. Mode d’application : à la brosse ou au rouleau à poils longs. Consommation minimale : 0,08 kg/m² de produit pur.

2/14-1635 15
Temps de séchage : au moins 12 heures selon les conditions clima-tiques.
8.733 Application des revêtements de finition REVLANE+ IGNIFUGÉ RIBBÉ Mode d’application : à la lisseuse inox puis frotassage à la taloche
plastique de façon à serrer les grains pour obtenir l’aspect ribbé. Consommations minimales (kg/m²) :
- REVLANE+ IGNIFUGÉ RIBBÉ FIN : 2,5 - REVLANE+ IGNIFUGÉ RIBBÉ GROS : 3,0
REVLANE+ IGNIFUGÉ TALOCHÉ Mode d’application : à la lisseuse inox puis frotassage à la taloche
plastique ou inox de façon à serrer les grains pour obtenir l’aspect taloché.
Consommations minimales (kg/m²) : - REVLANE+ IGNIFUGÉ TALOCHÉ FIN : 2,2 - REVLANE+ IGNIFUGÉ TALOCHÉ GROS : 2,7
GRANILANE+ Mode d’application : à la lisseuse inox, puis frotassage à la taloche
plastique ou inox de façon à serrer les grains. Consommation minimale (kg/m²) : 4,5 REVLANE+ SILOXANÉ IGNIFUGÉ
Mode d’application : à la lisseuse inox, puis frotassage à la taloche plastique ou inox de façon à serrer les grains pour obtenir l’aspect taloché (REVLANE+ SILOXANÉ IGNIFUGÉ TF) ou frotassage à la ta-loche plastique pour obtenir l’aspect ribbé (REVLANE+ SILOXANÉ IGNIFUGÉ RB).
Consommations minimales (kg/m²) : - REVLANE+ SILOXANÉ IGNIFUGÉ TF : 2,4 - REVLANE+ SILOXANÉ IGNIFUGÉ RB : 2,0
SILICANE TALOCHÉ Mode d’application : à la taloche ; laisser raffermir et serrer le
produit à la taloche inox (aspect taloché fin) ou feutrer à la taloche éponge (aspect enduit de maçon).
Consommation minimale (kg/m²) : 1,5. MAÏTÉ MONOCOMPOSANT avec SILICANE PEINTURE Préparer MAÏTÉ MONOCOMPOSANT comme décrit au § …. Appliquer
MAÏTÉ MONOCOMPOSANT à la taloche inox en une passe régulière et soignée, à raison d’environ 2,0 kg/m² de produit en poudre.
Laisser sécher au moins 24 heures. Réhomogénéiser SILICANE PEINTURE à l’aide d’un malaxeur élec-
trique. Appliquer SILICANE FOND comme décrit au § 3.24 et laisser sécher
au moins 24 heures. Diluer SILICANE PEINTURE avec 20 % en poids de SILICANE FOND,
puis l’appliquer au rouleau ou à la brosse en deux couches, à raison d’au moins 0,2 kg/m² par couche de produit préparé avec un délai de séchage minimal de 24 heures entre les couches.
MAÏTÉ MONOCOMPOSANT avec MARBRI GRANULATS Application du MAÏTÉ MONOCOMPOSANT à la taloche inox puis
réglage à la taloche crantée n° 12 à raison d’au moins 3,4 kg/m² de produit en poudre pour un bon accrochage des granulats. Lissage de cette enduction à l’aide d’un spalter humidifié (brosse américaine en soie de 20 cm).
Aussitôt après, projection des granulats à saturation, au pistolet sous pression (type sablon). Un prémélange de plusieurs sacs de granulats et une légère humidi-fication de ceux-ci, permettent d’éviter d’éventuels nuançages (quel que soit le coloris choisi, il est nécessaire de prévoir 20 % minimum de granulats blancs). Dans le cas de surfaces importantes, fractionnement du support en surfaces de 15 à 20 m² à l’aide de bandes adhésives, afin de per-mettre une application sans interruption et d’éviter les nuançages.
Consommation minimale de MARBRI GRANULATS (kg/m²) : 8,0.
EHI GM Préparation :
Mélanger la poudre avec environ 23 % en poids d’eau (soit environ 7 L d’eau par sac de 30 kg). Gâcher obligatoirement dans une bé-tonnière ou dans un malaxeur de machine à projeter les mortiers, par sacs complets, pendant 3 à 5 minutes. Durée d’emploi du mélange : environ 1 heure.
Mode d’application : à l’aide d’un pot de projection (« cornet ma-gique » de chez Putzmeister ou similaire) ou d’une machine à proje-ter.
Finition rustique ou rustique-écrasée : - Appliquer la couche de finition en deux passes, dont la première
en épaisseur d’environ 5 mm. - Dès le raffermissement de la première, projeter la seconde
(épaisseur : 5 à 6 mm). Pour la finition rustique, laisser la se-conde passe sous forme de grain à l’état brut ; pour la finition rustique-écrasée, l’écraser à l’aide d’une lisseuse inox ou d’une taloche plastique.
- Consommation minimale (kg/m²) : 14 (produit en poudre). Finition grattée :
- Appliquer la couche de finition, dressée et serrée, en épaisseur d’environ 13 mm.
- Dès que l’enduit a suffisamment durci (quelques heures après ou le lendemain, suivant la température), éliminer la couche superfi-cielle de l’enduit à l’aide d’un grattoir.
- Consommation minimale (kg/m²) : 16 (produit en poudre). EHI GF Préparation :
Mélanger la poudre avec 26 à 27 % en poids d’eau (soit 7,8 à 8,1 L d’eau par sac de 30 kg). Gâcher obligatoirement dans une béton-nière ou dans un malaxeur de machine à projeter les mortiers, par sacs complets, pendant 3 à 5 minutes. Durée d’emploi du mélange : environ 1 heure.
Mode d’application : à l’aide d’un pot de projection ou d’une ma-chine à projeter.
Finition rustique ou rustique-écrasée : - Appliquer la couche de finition en deux passes, dont la première
en épaisseur d’environ 5 mm. - Dès le raffermissement de la première, projeter la seconde
(épaisseur : 5 à 6 mm). Pour la finition rustique, laisser la se-conde passe sous forme de grain à l’état brut ; pour la finition rustique-écrasée, l’écraser à l’aide d’une lisseuse inox ou d’une taloche plastique.
- Consommation minimale (kg/m²) : 14 (produit en poudre). Finition grattée :
- Appliquer la couche de finition, dressée et serrée, en épaisseur d’environ 10 à 11 mm.
- Dès que l’enduit a suffisamment durci (quelques heures après ou le lendemain, suivant la température), éliminer la couche superfi-cielle de l’enduit à l’aide d’un grattoir. L’épaisseur après grattage est d’environ 8 à 9 mm.
- Consommation minimale (kg/m²) : 16 (produit en poudre). CALCIFIN Préparation : mélanger la poudre avec 24 à 26 % en poids d’eau,
soit 6 à 6,5 L d’eau par sac de 25 kg, à l’aide d’un malaxeur pen-dant 5 minutes. Le taux de gâchage et la durée du malaxage doi-vent être constants pour éviter les différences de teintes après séchage.
Temps de repos avant application : environ 5 minutes. Durée pratique d’utilisation : environ 2 heures. Mode d’application : à la lisseuse inox, puis frotassage à la taloche
plastique ou inox de façon à serrer les grains pour obtenir l’aspect taloché.
Consommation minimale : 1,8 kg/m² de produit en poudre.
8.74 Application de la finition par peinture
Avec produits de la société ParexGroup Préparer MAÏTE Monocomposant comme décrit au § 8.731. Appliquer MAÏTE Monocomposant à la taloche inox en une passe régulière et soignée, à raison d’environ 2,0 kg/m² de produit en poudre. Laisser sécher au moins 24 heures. Réhomogénéiser SILICANE PEINTURE à l’aide d’un malaxeur élec-trique. Appliquer SILICANE FOND comme décrit au § 8.732 et laisser sécher au moins 24 heures. Diluer SILICANE PEINTURE avec 20 % en poids de SILICANE FOND, puis l’appliquer au rouleau ou à la brosse en deux couches, à raison d’au moins 0,2 kg/m² par couche de produit préparé avec un délai de séchage minimal de 24 heures entre les deux couches.

16 2/14-1635
9. Points singuliers
9.1 Traitement des encadrements de baies Après le marouflage du treillis de fibres de verre des parties courantes, et dans l’enduit de base encore frais, des renforts d’armature aux angles de baies doivent être réalisés au moyen de bandes découpées dans le treillis selon des dimensions minimales de 300 x 600 mm et disposées en diagonal tel qu’indiqué sur les schémas ci-dessous. Ces mouchoirs sont recouverts par l’enduit de base du système d’enduit choisi.
9.2 Joint de fractionnement des plaques Un joint de fractionnement doit être réalisé horizontalement tous les 8 m au plus (ou tous les 2 niveaux au plus) et verticalement tous les 8 m au plus. Un joint de fractionnement doit être réalisé dans l’épaisseur de la plaque et de la finition conformément aux figures 3, 4, 5 et 6. Le profilé tel que décrit au § 3.115 sera appliqué sur la plaque et noyé dans la couche d’enduit.
9.3 Joint de dilatation Un joint de dilatation comme décrit au § 3.115 doit coïncider avec chaque joint de dilatation du gros-œuvre. L’isolant doit être scié sur toute la hauteur du joint de dilatation, puis garni d’un mastic élastomère sur la partie extérieure de l’isolant. Le profilé de joint de dilatation est appliqué sur les plaques et noyé dans la couche d’enduit. Après application de l’enduit, la bande de protection est ôtée ou dé-coupée. Dans ce dernier cas, veiller à ne pas couper trop profondé-ment avec pour ne pas risquer d’endommager la partie centrale, souple, du joint.
9.4 Traitement en pied d’ouvrage Dans le cas d’un pied d’ouvrage situé sur un terrain naturel, le départ du vêtage s’effectue à une distance d’au moins 150 mm du sol (cf. fig. 9 et 10). Dans le cas d’un pied d’ouvrage se situant sur une dalle de faible longueur (terrasse, balcon), le départ du vêtage peut s’effectuer à une distance d’au moins 20 mm du sol à l’exception de l’isolant dont le départ se situe au niveau du point le plus élevé du sol fini (cf. fig. 8 et 9).
9.5 Traitement en angles
Traitement d’un angle sortant Le montant situé en rive doit être disposé à 100 mm au minimum du bord du mur support. Dans le cas d’une mise en œuvre sur ossature métallique, une cornière d’angle, telle que définie au § 3.41, doit être disposée sur la face interne des plaques FERMACELL Powerpanel H2O et fixée mécanique-ment aux plaques à l’aide de vis FERMACELL Powerpanel H2O. Dans le cas d’une mise en œuvre sur ossature bois, deux tasseaux, disposés de façon à former un angle, sont fixés mécaniquement (vis) l’un avec l’autre, pour former une pièce d’angle prenant appui sur l’isolant. Les plaques FERMACELL Powerpanel H2O sont ensuite fixées sur cette pièce d’angle au moyen de vis FERMACELL Powerpanel H2O. Dans les deux cas, une baguette de renfort d’angle tramée est dispo-sée dans la couche d’enduit, comme indiqué aux figures 10 et 11.
Traitement d’un angle rentrant Dans le cas d’une mise en œuvre sur ossature métallique, une cornière d’angle, telle que définie au § 3.41, doit être disposée sur la face interne des plaques FERMACELL Powerpanel H2O et fixée mécanique-ment aux plaques à l’aide de vis FERMACELL Powerpanel H2O.
Dans le cas d’une mise en œuvre sur ossature bois, deux tasseaux, disposés de façon à former un angle, sont fixés mécaniquement (vis) l’un avec l’autre, pour former une pièce d’angle prenant appui sur l’isolant. Cette pièce est ensuite reprise dans le mur support au moyen d’une fixation définie au §3.7. Les plaques FERMACELL Powerpanel H2O sont ensuite fixées sur cette pièce d’angle au moyen de vis FERMACELL Powerpanel H2O. Le traitement d’angle rentrant est illustré sur les figures 12 et 13.
9.6 Traitement des baies
Traitement au niveau de l’appui
Cas de rénovation thermique avec conservation de l’appui existant Il est possible de conserver l’appui existant, à condition de l’araser au droit de la maçonnerie. Après la mise en œuvre du vêtage Ther-moChoc, on procédera à la pose d’un capotage à l’aide d’une bavette (Alu ou zinc) comme indiqué sur les figures 14b et 15b.
Cas du neuf et de rénovation avec appui neuf Après avoir, le cas échéant, retiré l’appui existant et réalisé la mise en œuvre du vêtage ThermoChoc, on procédera à la pose d’un appui neuf coulé ou préfabriqué. Cet appui doit uniquement reposer sur la maçonnerie, comme indiqué sur les figures 14a et 15a.
Traitement du tableau
Les tableaux reçoivent une plaque FERMACELL Powerpanel H2O fixée par collage à l’aide de la colle définie au § 3.1 et mécaniquement par vis à 50 mm de l’appui en partie basse et à 50 mm du linteau en partie haute, et au pas de 300 mm (cf. fig. 16 et 17).
Traitement au niveau du linteau La sous-face du linteau reçoit une plaque FERMACELL Powerpanel H2O fixée par collage à l’aide de la colle définie au § 3.1 et par vissage (cf. fig. 18 et 19). Un profilé goutte d’eau est disposé le long du bord inférieur des plaques FERMACELL Powerpanel H2O posées verticalement au niveau du linteau (cf. fig. 19 et 20).
9.7 Traitement des dessous de toiture L’arrêt du vêtage doit se situer à une distance minimale de 20 mm du cache-moineau, à l’exception de l’isolant, mis en œuvre jusqu’en sous-face de l’avancée de toiture (cf. fig. 20 et 21).
10. Pose sur Constructions à Ossature Bois (COB) (fig. 24 à 28)
La paroi externe est conforme au NF DTU 31.2. La présence d’un pare pluie sur la face externe du panneau à base de bois conforme au NF DTU 31.2 n’est pas obligatoire. Elle peut être néanmoins conseillée pour la protection du support aux intempéries en l’absence d’un bâchage en phase transitoire. Un pare vapeur avec un Sd de 57 m est disposé côté intérieur. Les panneaux d’isolant Multipor sont maintenus provisoirement sur les panneaux extérieur de la COB suivant §8.4. Dans tous les cas, un calepinage spécifique de l’isolant devra être respecté et réalisé en décalant alternativement les rangées de 300 mm de sorte que chaque panneau d’isolant soit maintenu par un tasseau de l’ossature. Les tasseaux supports des plaques seront posés et fixés au droit des montants d’ossature de la COB. Des tasseaux intermédiaires peuvent être prévus pour le maintien de l’isolant. Les plaques sont posées selon le § 8.6 sur les tasseaux verticaux fixés au droit des montants de la COB. En aggravation du §9.2, l’ossature sera recoupée tous les niveaux. Un fractionnement des plaques et du système d’enduit sera donc réalisé à chaque niveau de plancher, et verticalement tous les 8 m.
11. Entretien et réparation
11.1 Entretien Afin de supprimer les salissures consécutives à la pollution atmosphé-rique ou au rejaillissement de terre en partie basse, un simple lavage à l’eau additionnée ou non d’un détergent peu agressif et approprié, suivi d’un rinçage suffit dans la majorité des cas.
11.2 Réfection des dégradations
Cas de chocs superficiels Dans le cas de chocs peu importants ayant entraîné des dégradations n’excédant pas une surface de 2 cm², il est possible de reprendre le défaut par l’application, dans la zone endommagée, des mêmes en-duits que ceux utilisés pour le système d’enduit appliqué.

2/14-1635 17
Cas de chocs importants Dans le cas de chocs plus importants, il est possible de remplacer la partie présentant des dégradations : soit par une plaque FERMACELL Powerpanel H2O, dans le cas où la
dégradation n’affecte qu’une plaque. soit par la totalité du parement situé entre joints de fractionnement. Dans le cas de remplacement d’une plaque il est nécessaire de retrou-ver les montants d’ossature. Découper ensuite à la disqueuse l’enduit et la plaque au droit des joints sans altérer les montants d’ossature. Entailler l’enduit à 45° dans les angles et dégager l’armature sur environ 100 mm à partir des bords de la découpe et dégrader le revê-tement existant dans la partie ainsi dégagée. Fixer une nouvelle plaque FERMACELL Powerpanel H2O sur les mon-tants dégagés. Préparer un morceau d’armature dont les dimensions seront d’environ 50 mm plus grandes que celles de la partie découpée, puis reprendre les opérations décrites dans l’article « Mise en œuvre du système d’enduit choisi » en rabattant l’armature dégagée. Cette réfection permet de traiter techniquement les désordres mais la réparation reste visible par la différence d’aspect entre la finition neuve et ancienne, que ce soit une finition par enduit ou par peinture. Seule la réfection par le remplacement de la totalité du parement situé entre joints de fractionnement peut permettre de réduire considéra-blement la visibilité de la reprise.
Cas de zones très sensibles aux chocs Dans le cas d’une zone où le risque de chocs est particulièrement élevé, il est possible, lorsque prescrit dans les DPM, de prévoir un resserrement des joints de fractionnement afin de faciliter l’intervention de remplacement du parement endommagé et la reprise de l’enduit et de la finition.
12. Conseils et formation Les sociétés XELLA THERMOPIERRE et FERMACELL assurent la forma-tion du personnel et/ou l’assistance au démarrage sur chantier, auprès des utilisateurs qui en font la demande, ceci afin de préciser les dispo-sitions spécifiques de mise en œuvre du procédé de vêtage Ther-moChoc.
B. Résultats expérimentaux Résultats d'essais de caractérisation de l'isolant Multipor : rapport
LNE n°2013/1023 P113478 Résultats d'essais de chocs : CSTB RE EEM n° 12 26037825 - clas-
sement Q4 en difficilement remplaçable Résultats d'essais hygrothermiques et résultats d'essais d'adhérence
des systèmes d'enduit : CSTB RE n° R2EM/EM 13-048 Résultats des essais de déboutonnage CSTB : RE CLC 12-26042743
(vis) et RE CLC 13-26043586 (agrafes) Résultats d'essais de déplacement vertical - cas paroi maçonnée
(SPIT) Résultats d'essais de déplacement vertical FCBA Rapport
n° 403/14/614 Résultats d'essais de déboutonnage : CSTB RE CLC 12_26042743
(vis) et RE CLC 13_26043586 (agrafe) Rapport de classement de réaction au feu A2-s1,d0 du système
THERMOCHOC avec des configurations d’enduit de la société Saint-Gobain Weber : RA 13-0346 en date du 28/01/2014. Cet essai valide les dispositions suivantes : - système ThermoChoc + sous-enduit weber.thermXM + finitions
SAINT GOBAIN WEBER France SA listée dans le Tableau 3 du Dossier Technique,
- treillis de renfort avec un PCS ≤ 1,6 MJ/m², - isolant Multipor classé A1, - avec ou sans couche d’impression, - collé ou fixé mécaniquement sur tout panneau dérivé du bois de
densité ≥ 510 kg/m3 et sur tout substrat non métallique classé A1 ou A2-s1,d0 de densité ≥ 510 kg/m3,
- mise en œuvre avec tasseau bois ou ossature métallique en l’isolant et la plaque FERMACELL Powerpanel H2O,
- avec ou sans lame d’air. Résultats d'essais d'adhérence de la colle sur support bois CTB-X :
Rapport d’essais R2EM/EM 14-016 du 10/02/2014. Résultats d'essais d'adhérence de la colle sur isolant Multipor :
Rapport d’essais R2EM/EM 13-144 du 22/10/13.
C. Références C1. Données Environnementales3 Le procédé ThermoChoc ne fait pas l’objet d’une Déclaration Environ-nementale (DE). Il ne peut donc revendiquer aucune performance environnementale particulière. Les données issues des DE ont notamment pour objet de servir au calcul des impacts environnementaux des ouvrages dans lesquels les procédés visés sont susceptibles d’être intégrés.
C2. Autres références Plusieurs milliers de m² d’isolant Multipor ont déjà été appliqués en façade de bâtiments. Plusieurs milliers de m² de plaques FERMACELL Powerpanel H2O ont été mises en œuvre en façade ventilée en tant que support d’enduit. Plusieurs centaines de m² du système ThermoChoc ont été mis en œuvre depuis début 2013.
3 Non examiné par le Groupe Spécialisé dans le cadre de cet Avis

18 2/14-1635
Tableaux et figures du Dossier Technique
Tableau 3 - Classements au feu en fonction des revêtements de finition
Système Finition Classement au feu
Système ThermoChoc + sous-enduit weber.therm XM + Finitions SAINT
GOBAIN WEBER FRANCE SA
Weber.unicor ST
A2-s1,d0
Weber.unicor DPP Weber.unicor G
Weber.cal F Weber.cal G Weber.cal PF Weber.cal PG Weber.lite F Weber.lite G
Weber.maxilin sil T Weber.maxilin sil R
Weber.tene XL Weber.tene SG
Weber.maxilin silco Weber.maxilin HP
F Weber.tene styl base
Système ThermoChoc + système d’enduit Parex Group
REVLANE + IGNIFUGE RIBBE
F
REVLANE + IGNIFUGE TALOCHE GRANILANE+
REVLANE + SILOXANE IGNIFUGE SILICANE TALOCHE
MAITE MONOCOMPOSANT avec SILICANE PEINTURE
MAITE MONOCOMPOSANT avec MARBRI GRANULATS
EHI GM EHI GF
CALCIFIN

2/14-1635 19
Sommaire des figures
Figure 1 – Traitement en partie courante d’ouvrage avec pose sur ossature métallique ......................................................... 20
Figure 2 – Traitement en partie courante d’ouvrage avec pose sur ossature bois .................................................................. 21
Figure 3 – Traitement d’un joint de fractionnement avec ossature métallique ....................................................................... 22
Figure 4 – Traitement d’un joint de fractionnement avec ossature bois ................................................................................ 23
Figure 5 – Traitement d’un joint de fractionnement horizontal avec interruption de la lame d’aire (tous les 2 niveaux) .............. 24
Figure 6 – Traitement d’un joint de dilatation avec ossature métallique ............................................................................... 25
Figure 7 – Traitement d’un joint de dilatation avec ossature bois ........................................................................................ 26
Figure 8 – Traitement en pied d’ouvrage avec pose sur ossature métallique ........................................................................ 27
Figure 9 – Traitement en pied d’ouvrage avec pose sur ossature bois ................................................................................. 28
Figure 10 – Traitement de l’angle sortant avec pose sur ossature métallique ....................................................................... 29
Figure 11 – Traitement de l’angle sortant avec pose sur ossature bois ................................................................................ 30
Figure 12 – Traitement de l’angle rentrant avec pose sur ossature métallique ...................................................................... 31
Figure 13 – Traitement de l’angle rentrant avec pose sur ossature bois ............................................................................... 32
Figure 14a – Traitement des baies avec appui neuf reposant sur le mur support (pose sur ossature métallique) ....................... 33
Figure 14b - appui existant arasé au droit de la maçonnerie (pose sur ossature métallique) .................................................. 33
Figure 15a – appui neuf reposant sur le mur support (pose sur ossature bois) ..................................................................... 34
Figure 15b - appui existant arasé au droit de la maçonnerie (pose sur ossature bois) ........................................................... 34
Figure 16 – Traitement du tableau (pose sur ossature métallique) ...................................................................................... 35
Figure 17 – Traitement du tableau (pose sur ossature bois) ............................................................................................... 36
Figure 18 – Traitement du linteau (pose sur ossature métallique) ....................................................................................... 37
Figure 19 – Traitement du linteau (pose sur ossature bois) ................................................................................................ 38
Figure 20 – Traitement des dessous de toiture avec pose sur ossature métallique ................................................................ 39
Figure 21 – Traitement des dessous de toiture avec pose sur ossature bois ......................................................................... 40
Figure 22 – Traitement en acrotère................................................................................................................................. 41
Figure 23 – Raccord avec un système d’enduit existant ..................................................................................................... 42
Figure 24 – Principe de pose sur COB, perspective ............................................................................................................ 43
Figure 25 – Principe de pose sur COB, détails .................................................................................................................. 44
Figure 26 –Pose sur COB, coupe verticale sur appui de baie (AA) ....................................................................................... 45
Figure 27 –Pose sur COB, coupe horizontale sur tableau de baie (BB) ................................................................................. 46
Figure 28 – Pose sur COB – Assemblage des plaques Fermacell .......................................................................................... 47

20 2/14-1635
Figure 1 – Traitement en partie courante d’ouvrage avec pose sur ossature métallique

2/14-1635 21
Figure 2 – Traitement en partie courante d’ouvrage avec pose sur ossature bois
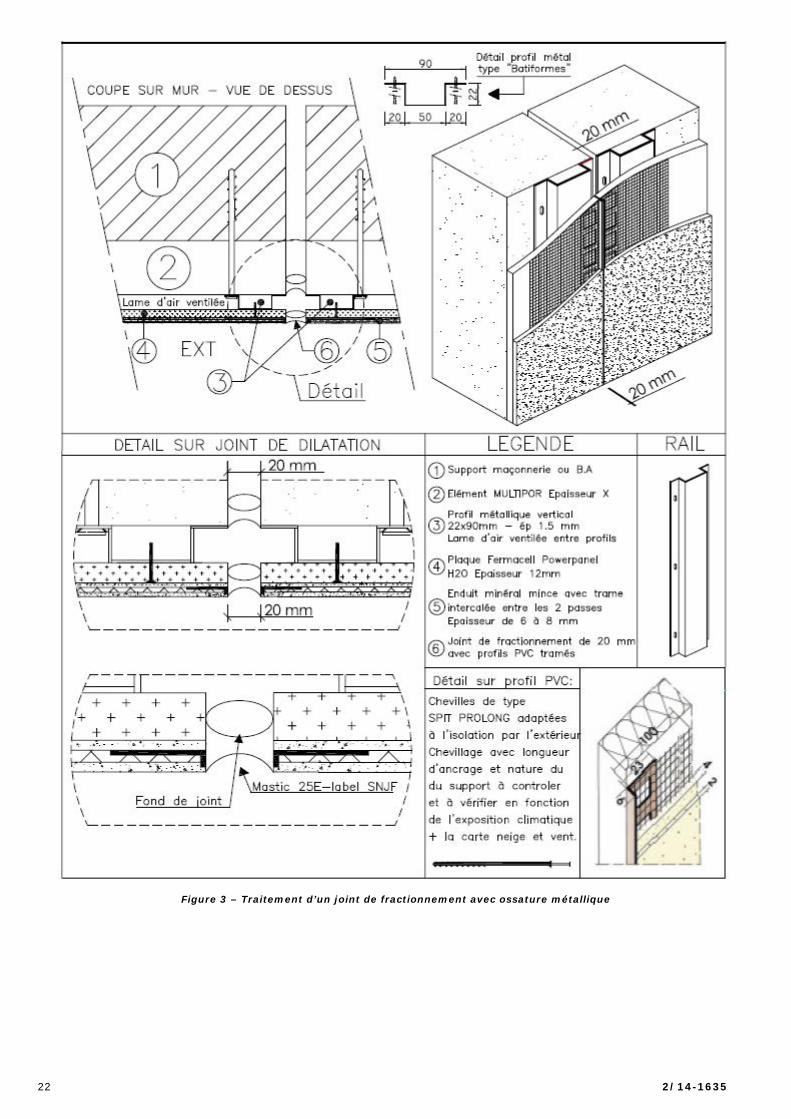
22 2/14-1635
Figure 3 – Traitement d’un joint de fractionnement avec ossature métallique
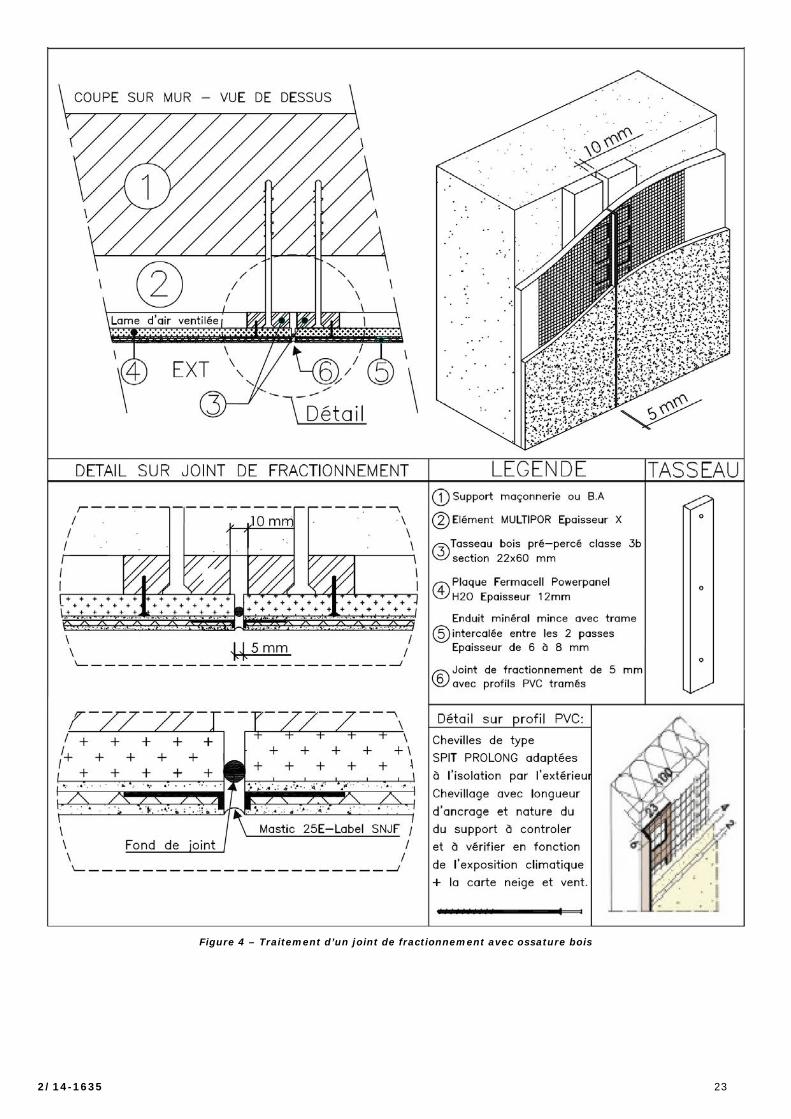
2/14-1635 23
Figure 4 – Traitement d’un joint de fractionnement avec ossature bois

24 2/14-1635
Figure 5 – Traitement d’un joint de fractionnement horizontal avec interruption de la lame d’aire (tous les 2 niveaux)

2/14-1635 25
Figure 6 – Traitement d’un joint de dilatation avec ossature métallique
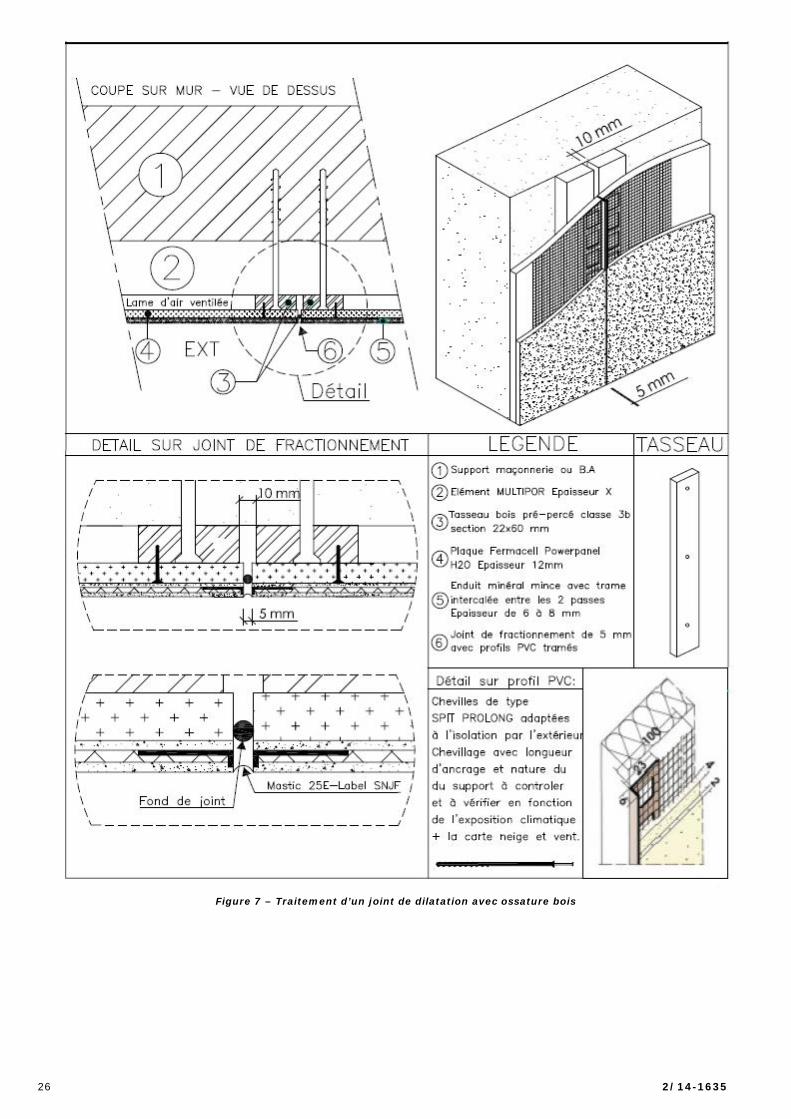
26 2/14-1635
Figure 7 – Traitement d’un joint de dilatation avec ossature bois

2/14-1635 27
Figure 8 – Traitement en pied d’ouvrage avec pose sur ossature métallique

28 2/14-1635
Figure 9 – Traitement en pied d’ouvrage avec pose sur ossature bois

2/14-1635 29
Figure 10 – Traitement de l’angle sortant avec pose sur ossature métallique
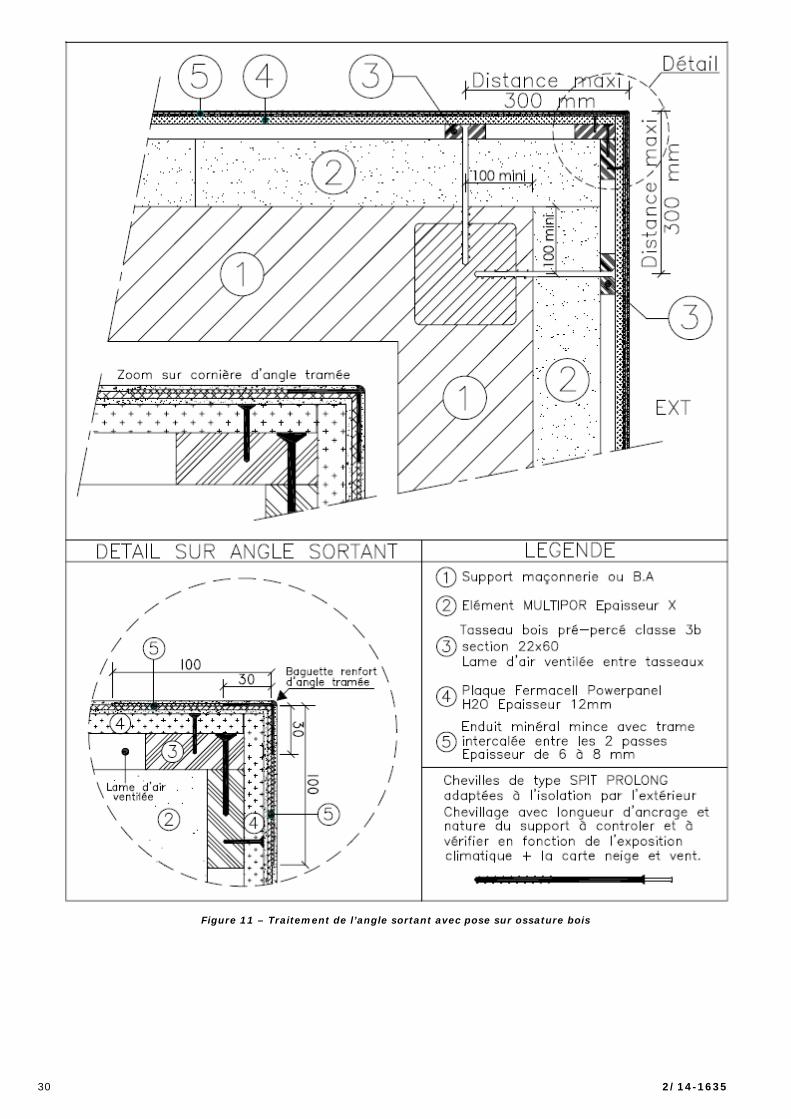
30 2/14-1635
Figure 11 – Traitement de l’angle sortant avec pose sur ossature bois

2/14-1635 31
Figure 12 – Traitement de l’angle rentrant avec pose sur ossature métallique

32 2/14-1635
Figure 13 – Traitement de l’angle rentrant avec pose sur ossature bois
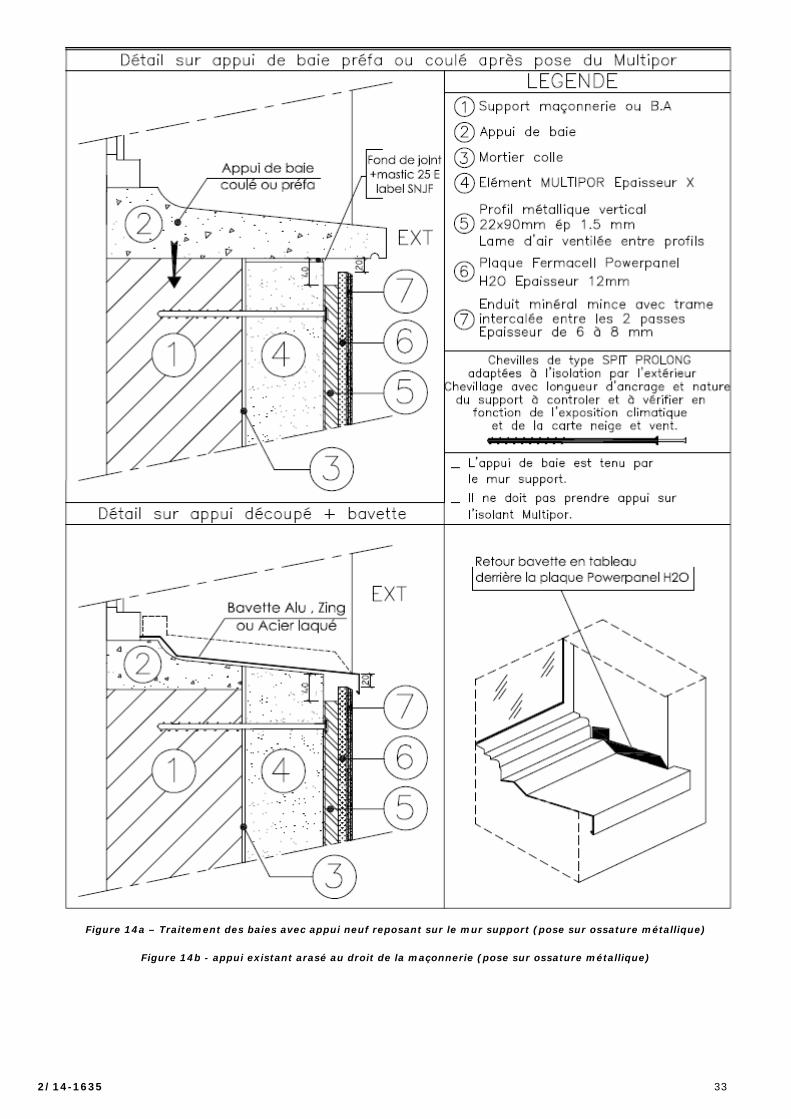
2/14-1635 33
Figure 14a – Traitement des baies avec appui neuf reposant sur le mur support (pose sur ossature métallique)
Figure 14b - appui existant arasé au droit de la maçonnerie (pose sur ossature métallique)

34 2/14-1635
Figure 15a – appui neuf reposant sur le mur support (pose sur ossature bois)
Figure 15b - appui existant arasé au droit de la maçonnerie (pose sur ossature bois)

2/14-1635 35
Figure 16 – Traitement du tableau (pose sur ossature métallique)

36 2/14-1635
Figure 17 – Traitement du tableau (pose sur ossature bois)

2/14-1635 37
Figure 18 – Traitement du linteau (pose sur ossature métallique)
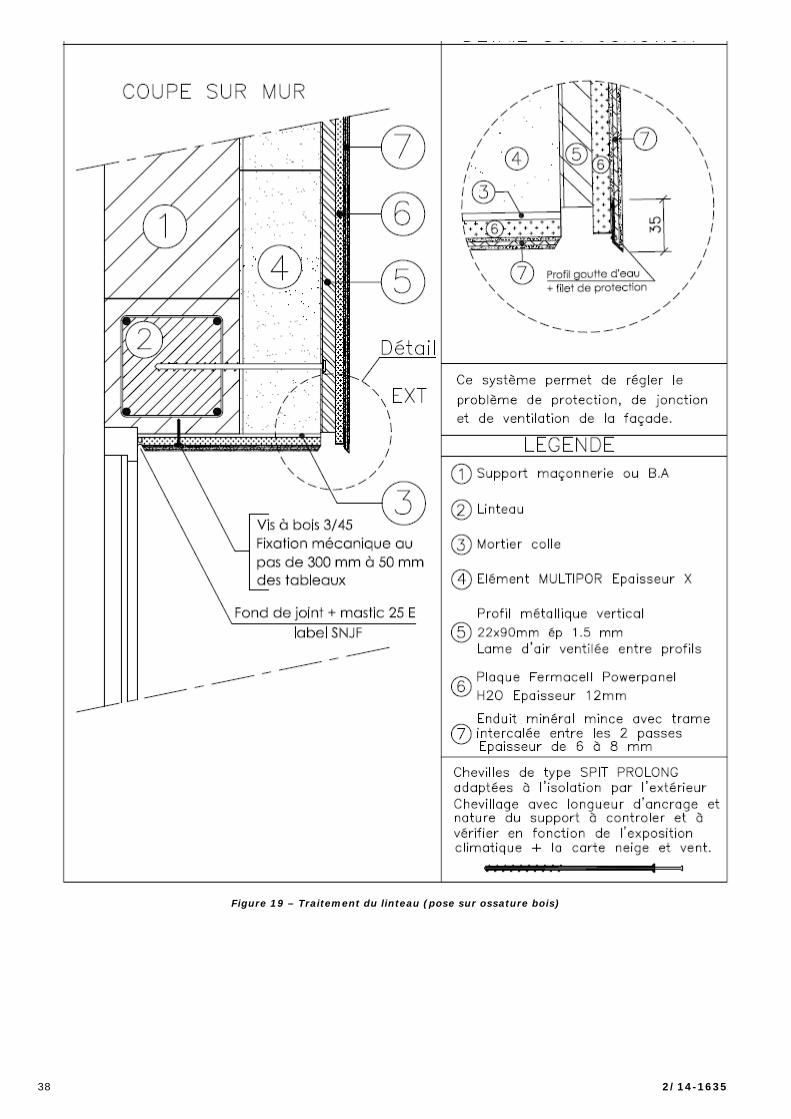
38 2/14-1635
Figure 19 – Traitement du linteau (pose sur ossature bois)

2/14-1635 39
Figure 20 – Traitement des dessous de toiture avec pose sur ossature métallique

40 2/14-1635
Figure 21 – Traitement des dessous de toiture avec pose sur ossature bois

2/14-1635 41
Figure 22 – Traitement en acrotère

42 2/14-1635
Figure 23 – Raccord avec un système d’enduit existant
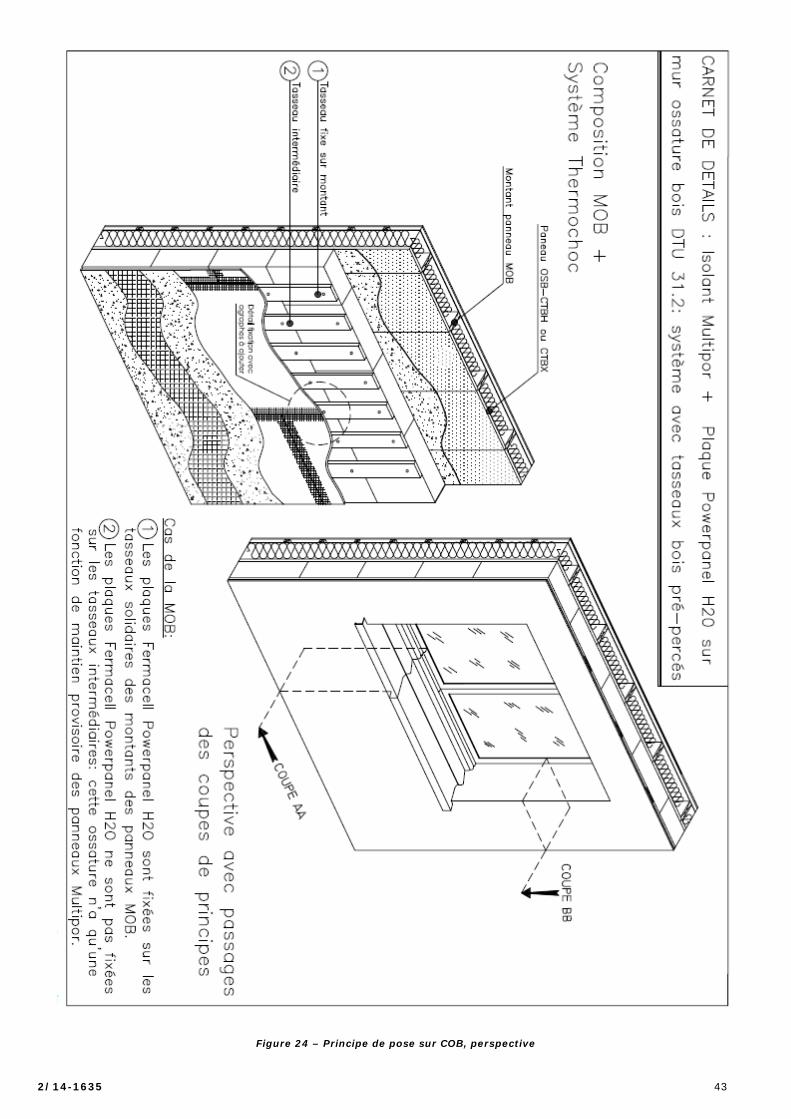
2/14-1635 43
Figure 24 – Principe de pose sur COB, perspective
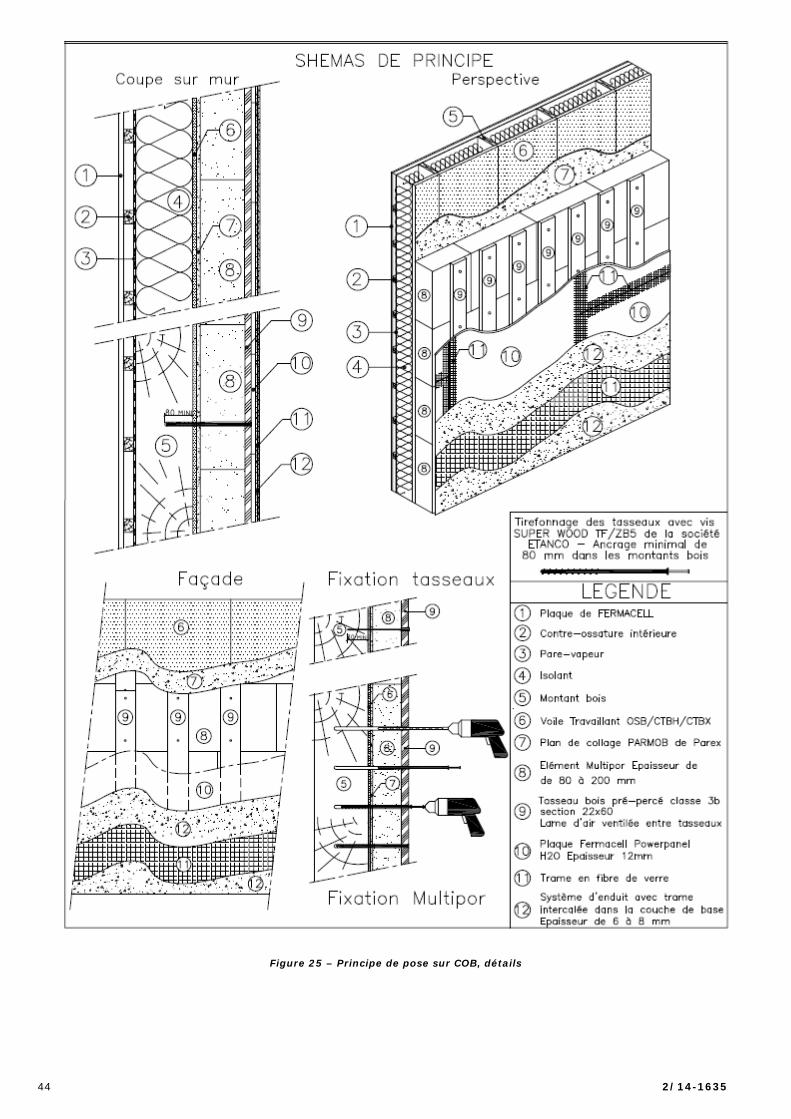
44 2/14-1635
Figure 25 – Principe de pose sur COB, détails

2/14-1635 45
Figure 26 –Pose sur COB, coupe verticale sur appui de baie (AA)

46 2/14-1635
Figure 27 –Pose sur COB, coupe horizontale sur tableau de baie (BB)

2/14-1635 47
Figure 28 – Pose sur COB – Assemblage des plaques Fermacell