awsdi5.20 kobelco - exocorexocor.com/downloads/product-datasheets/ojds1-dw50.pdf · kobelco...
TRANSCRIPT
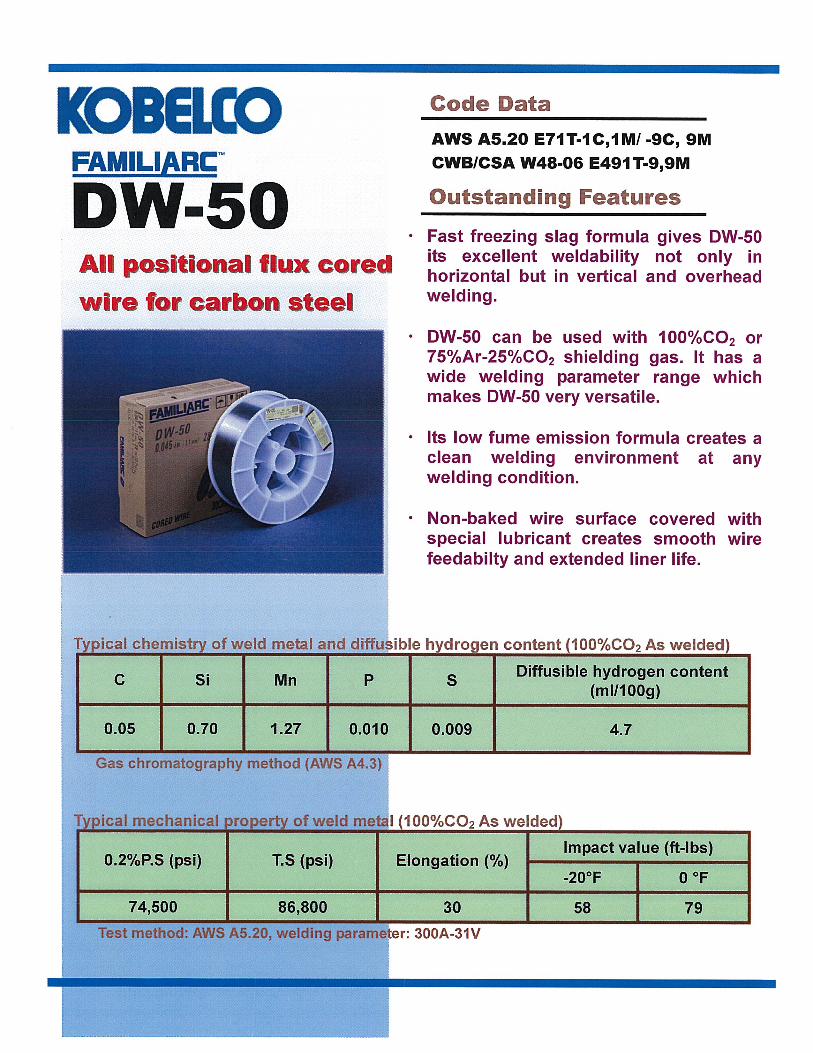
KOBELCO AWSDI5.20
~1MIL!F~RC CWBICSA W48-06 E491T-9,9M
DW-50 u in• Fast freezing slag formula gives DW-50
• e its excellent weldability not only inhorizontal but in vertical and overhead
t welding.
• DW-50 can be used with 100%C02 or75%Ar-25%C02 shielding gas. It has awide welding parameter range whichmakes DW-50 very versatile.
• Its low fume emission formula creates aclean welding environment at anywelding condition.
• Non-baked wire surface covered withspecial lubricant creates smooth wirefeedabilty and extended liner life.
T ical chemist of weld metal and diffu ible h dro en content 100%C02 As welded
C Si Mn P S Diffusible hydrogen content(mill OOg)
0.05 0.70 1.27 0.010 0.009 4.7
Gas chromatography method (AWS A4.3)
T ical mechanical ro e of weld me I lOO%CO2As weldedImpact value (ft-lbs)
0.2%RS (psi) T.S (psi) Elongation (%)-20°F 0 °F
74,500 86,800 30 58 79Test method. AWS A5.20, welding parame er: 300A-31V

KOBELCO FAMIL~RC~ DW-50 AWS
Excellent wire feeding(kg?)
Feeding Resistance WELDING CONDITIONS
10 Wire Diameter: 0.045”~ ResistancenD Ave.37kgf Shielding Gas: 100%C02 (4OCFH)
Length of Cable: 19.5feet
(V) Arc Voltage40 Ave 35 4V
30 Macrostructure of butt joint(3G)20 220A
~. ~10
~ ~
(A) Stable Arc!! t.~ Welding Current
300 Ave.281 2A it ~200
100 -. £~.
I I DD~t(ubo~ooKng I ii J20 30 40
Welding time (sec.)
Recommended weldin conditions and de osition rateWire size Wire feed speed Current Arc Voltage Deposition rate Wire stick-out
(in.) (in.lmin) (A) (V) (lbslhr) (in.)
140 120 23-26 4.0
200 160 25-28 6.0
0.045 290 200 27-30 8.0 314”
330 220 27-30 9.0
400 250 28-30 10.5
120 140 24-27 3.5
175 180 24-27 5.5 3i4”
0.052 265 240 26-28 8.5
300 260 27-29 10.01”
395 300 29-31 11.5
100 180 24-27 4.53,4’,
165 240 25-28 7.0
1116 190 260 26-29 8.0
250 300 29-31 10.0 1”
300 340 30-32 11.5Tables shown are approximate values that will vary with changes In welding conditions.Voltages shown are for 100%C02 shielding gas. For 75%Ar-25%C02 use two volts less than shown.DC-Electrode positive ~Arc voltage Is measured at wire feeder.
KOBELCO WELDING OF AMERICA INC. Tel: 281-240-5600 Fax: 281-240-56254755 Alpine su ite25O Stafford ,TX 77477 http:I!www.kobelcowelding.com