bearing failure2
TRANSCRIPT
8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 1/8

8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 2/8
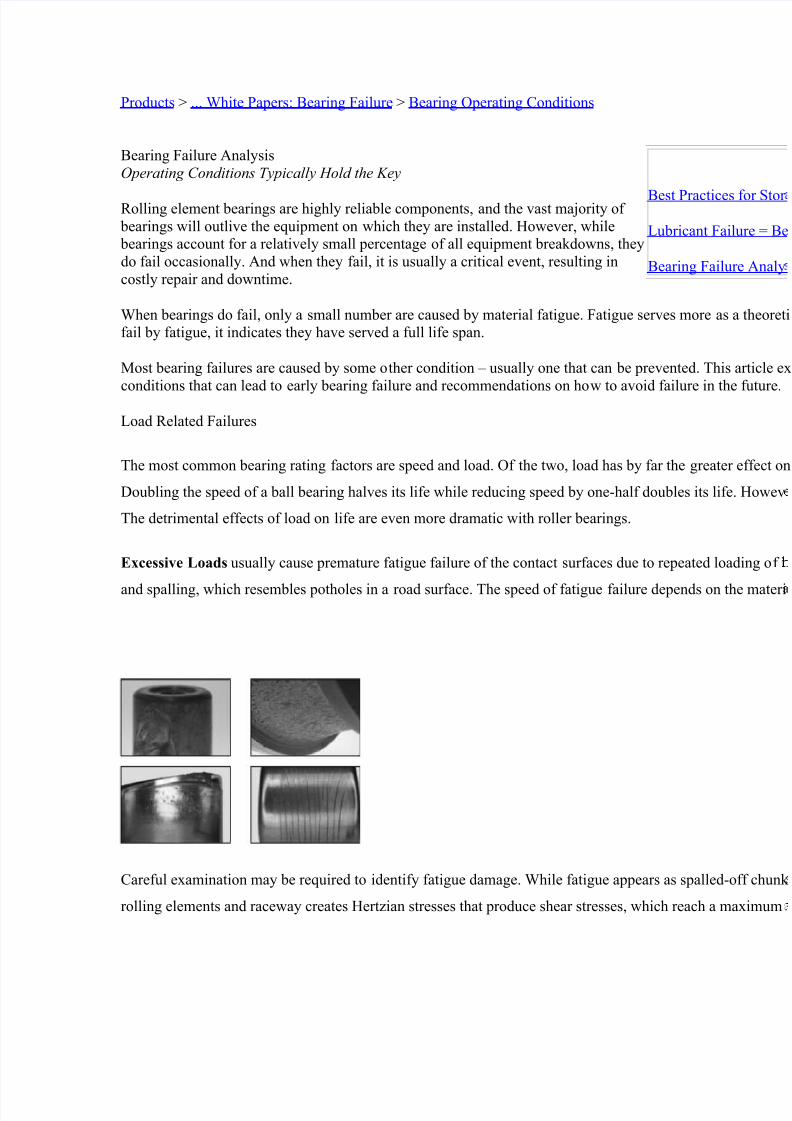
raceway fatigue that starts as tiny cracks beneath the surface. The cracks eventually grow and join oth
surface, a bearing can be fatigued and look undamaged.
Solution: Reduce bearing load or redesign the equipment using a bearing with greater load capacity.
Besides excessive loads, early fatigue failure can also be caused by tight shaft and/or housing fits, im
Bearing Fitting practices are often overlooked or ignored. Conditions such as poor contact on the be
ring. In addition, the outer ring of a bearing conforms to the shape of the housing bore, so an out-of-r
causing additional stress, heat generation and short life. Special attention should be paid to shaft cond
leading to early failure.
Tight fits can be identified by a heavy ball wear path in the bottom of the raceway around the entire c
clearance at operating temperature, the balls will be loaded excessively, resulting in a rapid temperatu
fatigue, even catastrophic failure.
Solution: Determine the proper shaft and housing tolerances for specific types of bearings under vari
Finally, make sure the shaft is clean and free of burrs.
True Brinelling occurs when loads exceed the elastic limit of the ring material. True brinell marks sh
leading to premature bearing failure. Any static overload or severe impact can cause true brinelling.

8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 3/8
Solution: Eliminate the overload or impact conditions.
Preloading removes a bearing’s internal clearance so it runs stiffer and truer. For example, spindles m
the lack of internal clearances limits a bearing’s speed capability; therefore, as operating speeds incre
Solution: As a rule, bearings should not be preloaded unless it is the only way to provide the needed
Reverse Loading is a problem with angular contact bearings. These bearings can carry heavy radial
opposite direction, the low shoulder on that side of the outer ring truncates the elliptical contact area
by increased vibration and early failure.
Solution: Simply install the bearing correctly.
High Temperatures
The maximum permitted temperature in rolling element bearings depends on the heat treatment of th
Gross overheating of the bearing above the heat stabilization temperature can anneal the bearing part
capacity, and subsequent failure.
Heat softened bearings can be recognized by discoloration of the rings, rolling elements and retainers
elements will deform. However, temperature imbalance failures often are so catastrophic that little is
One unusual consequence of overheating is “hollow ball.” Because heat cannot be conducted away fr
enough to melt the material there. Centrifugal forces, then, can cause heat-softened material to flow a
explode if the heat differential is high enough.
Solution: In general, bearing operating temperatures are governed by the operating viscosity of the lu
bearings 21 cSt, and for thrust bearings 32 cSt at the bearings’ operating temperature.
Vibration
Vibration of a bearing in a static state can force lubricant from between the rolling elements and their
particles away from the high points of contact. The particles are so small – down to one ten-millionth
lapping compound and tear away additional particles, spreading the damage and causing rough, noisy
8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 4/8
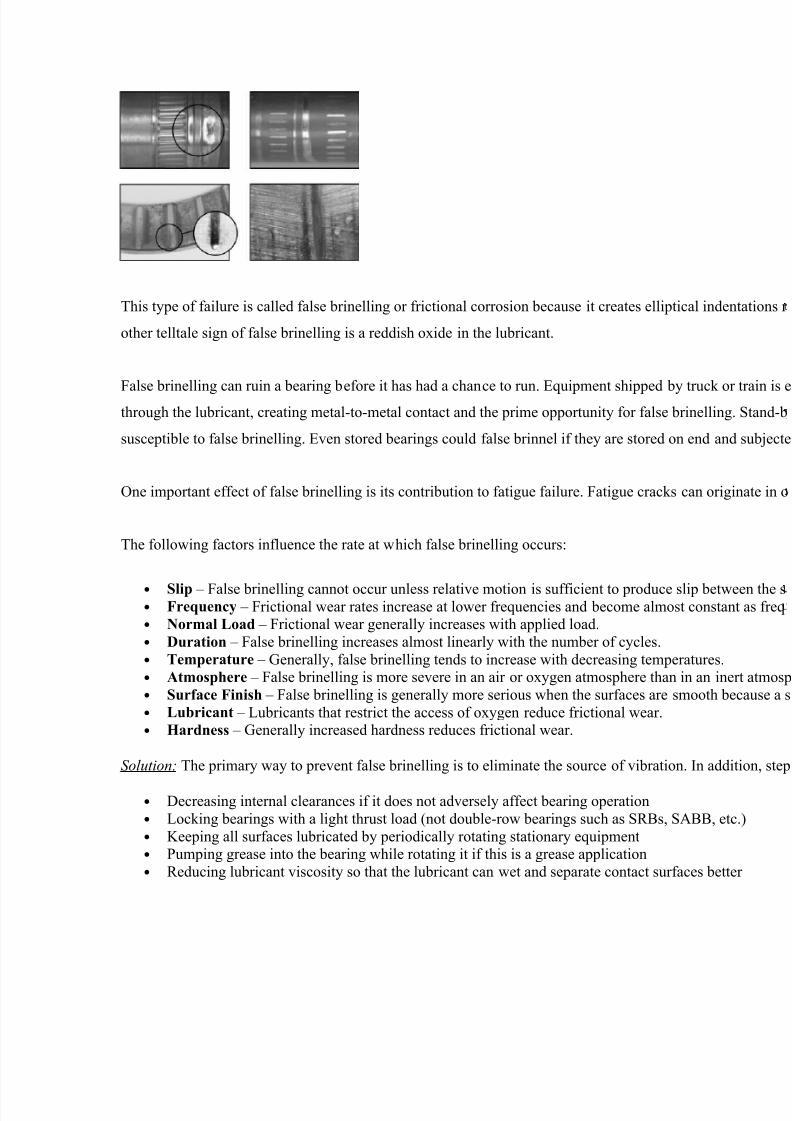
This type of failure is called false brinelling or frictional corrosion because it creates elliptical indent
other telltale sign of false brinelling is a reddish oxide in the lubricant.
False brinelling can ruin a bearing before it has had a chance to run. Equipment shipped by truck or tthrough the lubricant, creating metal-to-metal contact and the prime opportunity for false brinelling. S
susceptible to false brinelling. Even stored bearings could false brinnel if they are stored on end and
One important effect of false brinelling is its contribution to fatigue failure. Fatigue cracks can origin
The following factors influence the rate at which false brinelling occurs:
• Slip – False brinelling cannot occur unless relative motion is sufficient to produce slip betwee• Frequency – Frictional wear rates increase at lower frequencies and become almost constant • Normal Load – Frictional wear generally increases with applied load.
• Duration – False brinelling increases almost linearly with the number of cycles.
• Temperature – Generally, false brinelling tends to increase with decreasing temperatures.
• Atmosphere – False brinelling is more severe in an air or oxygen atmosphere than in an inert
• Surface Finish – False brinelling is generally more serious when the surfaces are smooth bec
• Lubricant – Lubricants that restrict the access of oxygen reduce frictional wear.
• Hardness – Generally increased hardness reduces frictional wear.
Solution: The primary way to prevent false brinelling is to eliminate the source of vibration. In additi
• Decreasing internal clearances if it does not adversely affect bearing operation
• Locking bearings with a light thrust load (not double-row bearings such as SRBs, SABB, etc.
• Keeping all surfaces lubricated by periodically rotating stationary equipment• Pumping grease into the bearing while rotating it if this is a grease application
• Reducing lubricant viscosity so that the lubricant can wet and separate contact surfaces better

8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 5/8
Contamination
Contamination is one of the leading causes of bearing failure. Despite their sturdy mechanical appear
tolerances on the order of millionths of an inch – more precise than an expensive wristwatch.
Symptoms of contamination are particle denting of the rolling elements and raceways, resulting in hi
on bearing type and size, relative lubricant film thickness and the size, hardness and distribution of so
mounting, the most direct and sustained area of entry is the housing seals and lubricant.
Bearing manufacturers realize the damaging effect of dirt and take extreme precautions to assemble a
clean rooms.
Solution: Clean work areas, tools, fixtures and hands to help reduce contamination failures. Also, kee
original packaging until they are to be installed. Bearings are wrapped in special, neutral, acid-free p
never be stored unwrapped or wrapped in plastic. The plastic traps moisture, causing rust.
When personnel handle clean bearings, particularly the rolling surfaces of separable bearings, they sh
stains bearing surfaces, leading to etching and corrosion. If gloves are not available, hands should be
Rolling element bearings should always be lubricated with clean grease or oil, and the lubricant shou
that they are not damaged and permitting contamination to enter the bearings.
8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 6/8
Corrosion
Corrosion is the destructive chemical or electromechanical reaction of a material with its environmen
susceptible to other forms of mechanical failure. Therefore, several factors must be considered to detof corrosion can be complex; however, a simple visual examination or study of events leading to the
Rust forms if water or corrosive agents reach the inside of the bearing in such quantities that the lubr
steel surfaces exposed to air. However, this film is not impenetrable, and if water or corrosive elemen
lead to deep-seated rust.
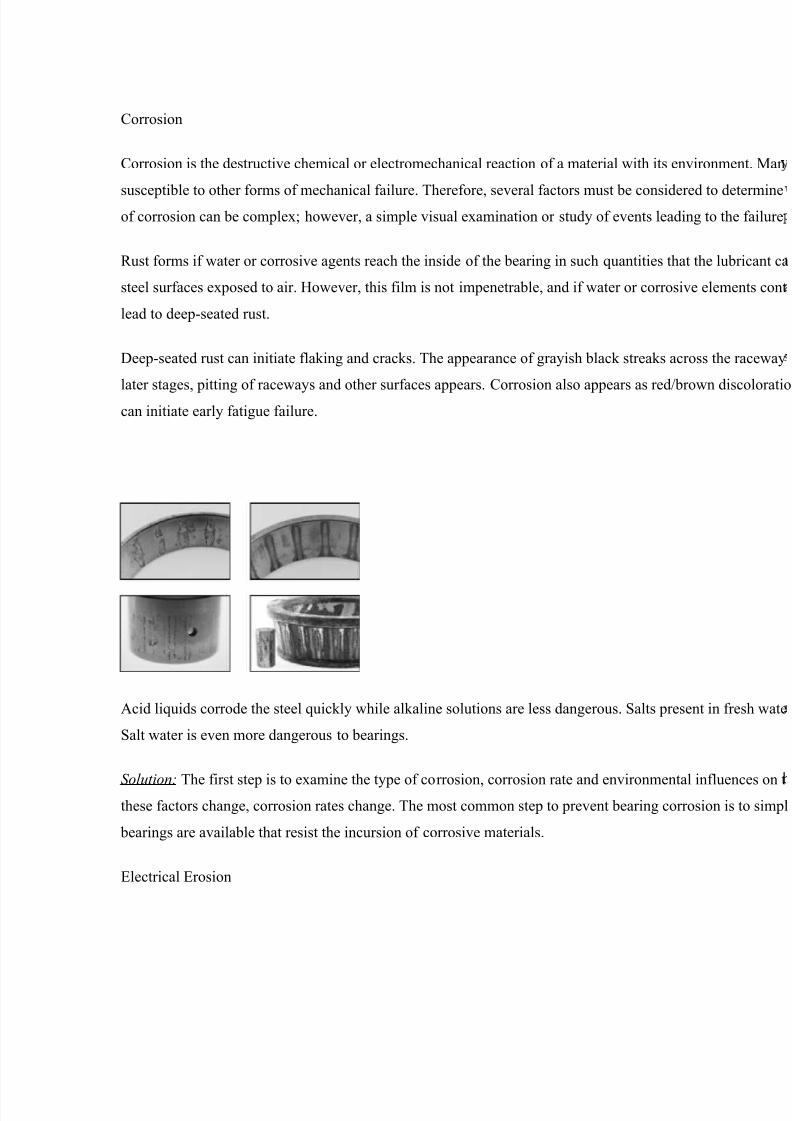
Deep-seated rust can initiate flaking and cracks. The appearance of grayish black streaks across the ra
later stages, pitting of raceways and other surfaces appears. Corrosion also appears as red/brown disccan initiate early fatigue failure.
Acid liquids corrode the steel quickly while alkaline solutions are less dangerous. Salts present in fre
Salt water is even more dangerous to bearings.
Solution: The first step is to examine the type of corrosion, corrosion rate and environmental influenc
these factors change, corrosion rates change. The most common step to prevent bearing corrosion is t
bearings are available that resist the incursion of corrosive materials.
Electrical Erosion
8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 7/8
In certain applications, electric current can pass through a bearing. In other instances, an electric faul
arcing and sparking across the working surfaces, resulting in burn and erosion damage that will destr
erosion are an incorrectly grounded electric arc welder and static electricity.
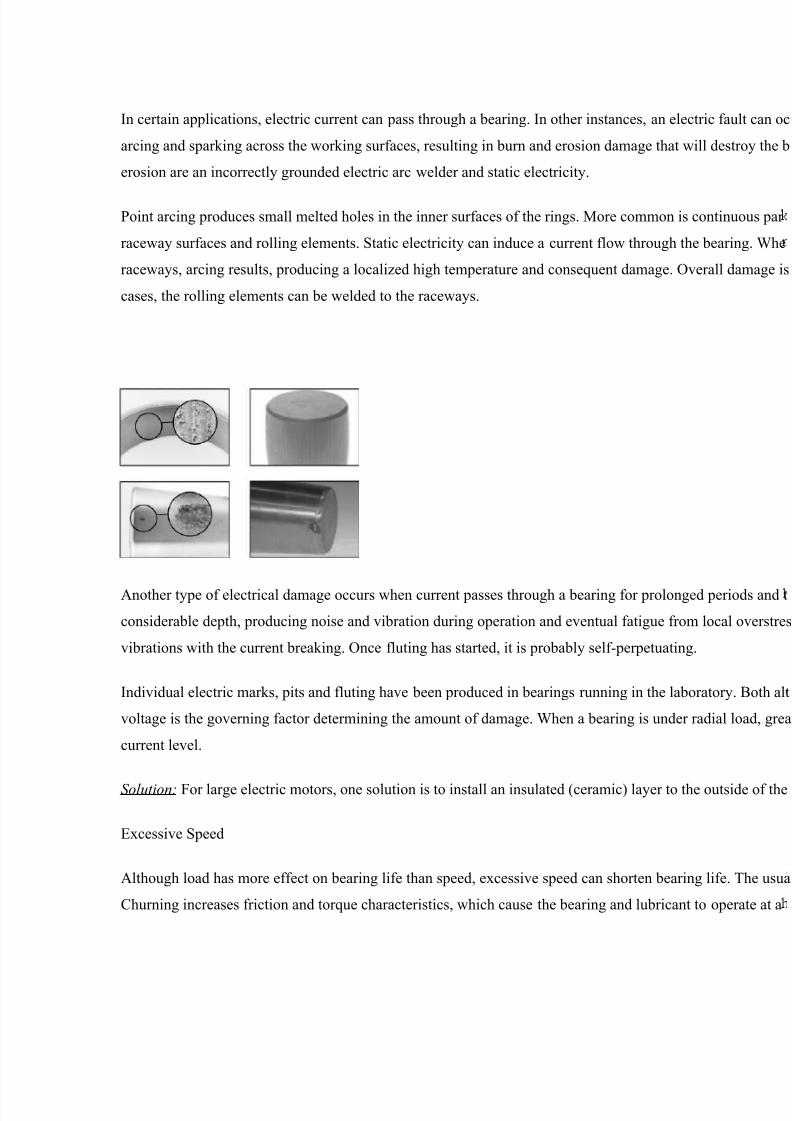
Point arcing produces small melted holes in the inner surfaces of the rings. More common is continuo
raceway surfaces and rolling elements. Static electricity can induce a current flow through the bearin
raceways, arcing results, producing a localized high temperature and consequent damage. Overall dam
cases, the rolling elements can be welded to the raceways.
Another type of electrical damage occurs when current passes through a bearing for prolonged period
considerable depth, producing noise and vibration during operation and eventual fatigue from local o
vibrations with the current breaking. Once fluting has started, it is probably self-perpetuating.
Individual electric marks, pits and fluting have been produced in bearings running in the laboratory. B
voltage is the governing factor determining the amount of damage. When a bearing is under radial lo
current level.
Solution: For large electric motors, one solution is to install an insulated (ceramic) layer to the outsid
Excessive Speed
Although load has more effect on bearing life than speed, excessive speed can shorten bearing life. T
Churning increases friction and torque characteristics, which cause the bearing and lubricant to opera

8/6/2019 Bearing Failure2
http://slidepdf.com/reader/full/bearing-failure2 8/8
the problems described under High Temperatures.
Another result of high speed is broken cages and retainers. High speeds increase inertial forces within
stopping or starting, can produce high forces between rolling elements and the retainer. Repeated for
Solution: Observe the speed ratings of the bearing. Also, ensure that the bearing is properly lubricate
adequate separation of bearing parts.
When Fatigue Is a Good Thing
Every mechanical component, including rolling element bearings, has a fatigue life. When a bearing
designed and served its full lifespan. Material fatigue is the way bearings are supposed to fail; therefo
bearing failure.
Material fatigue failure – normally called spalling – is a fracture of the running surfaces and subsequ
rings or rolling elements. This type of failure is progressive and, once started, will spread as a result o
vibration.
In theory, the bearing should outlive the equipment on which it is installed. If a bearing fails by norm
redesigned to use a bearing with a longer calculated fatigue life.