by ed landauer, c.q.e., p.e. november 13, 2012. short run spc what it is what it isn’t spc is not...
TRANSCRIPT

Short Run SPC
ASQ Portland Section 0607
By Ed Landauer, C.Q.E., P.E. November 13, 2012

Short Run SPCWhat it isWhat it isn’t
SPC is not intended to be a substitute for inspection and testing
Programs such as JIT make Short Run SPC more common
What Constitutes a Short Run?A run of 25 parts?A run of 100 parts?A run of 1000 parts?A run of 50,000 parts?A single part?

General Categories of Short RunsNot enough parts in a single production run
to develop or maintain control limits on the process
Process cycles are so short that production runs are over before sufficient data can be gathered
Many different parts are made for many different customers
Examples

Example: CNC MachineExtremely complex machineHas dozens of different toolsThat produce hundreds of different
partsWith thousands of characteristics
Example: CNC Machine- Generic Operations
Select a tool
Position a tool
Rotate a tool
Move the part
Remove the metal
Example: CNC MachineNearly all problems encountered
after the initial set-up involve the ability of the machine to position the tool precisely
For example, the location of a single hole provides information on the location of the tool in both the x and y directions
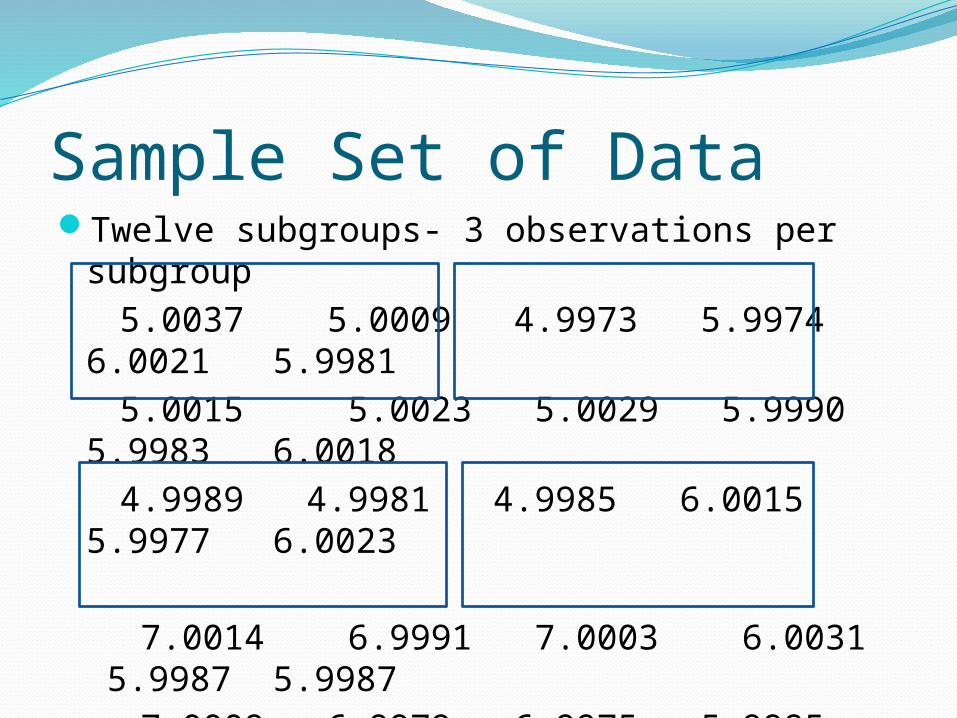
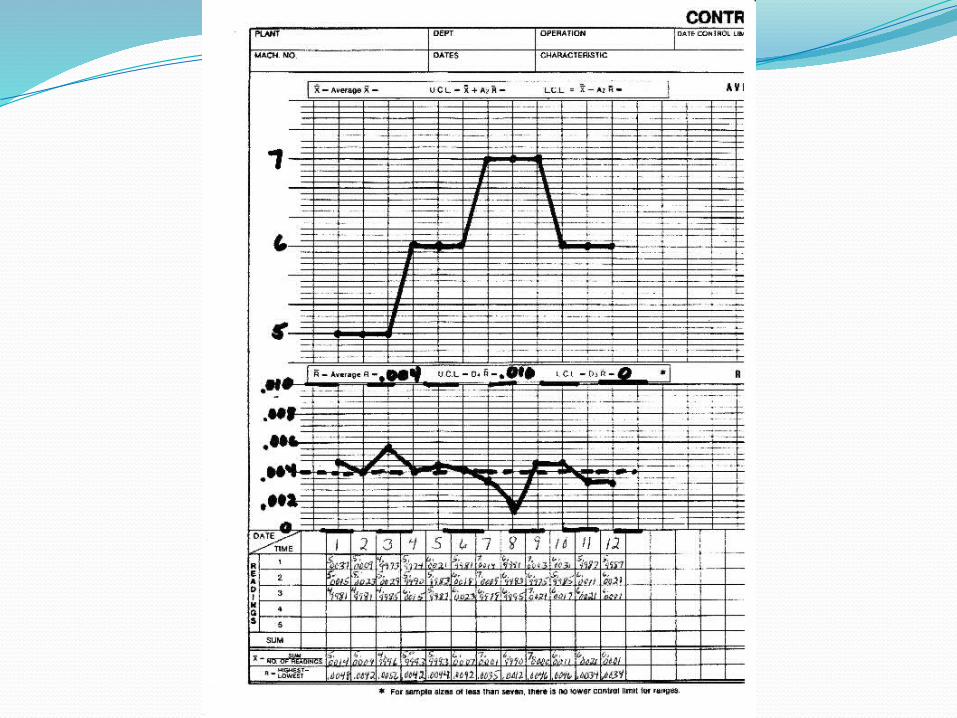
Sample Set of DataTwelve subgroups- 3 observations per
subgroup 5.0037 5.0009 4.9973 5.9974 6.0021
5.9981 5.0015 5.0023 5.0029 5.9990 5.9983
6.0018 4.9989 4.9981 4.9985 6.0015 5.9977
6.0023
7.0014 6.9991 7.0003 6.0031 5.9987 5.9987
7.0009 6.9979 6.9975 5.9985 6.0011 6.0021
6.9979 6.9995 7.0021 6.0017 6.0021 6.0001
Method 1: Target Average and Range ChartsSubtract nominal (or target) value
from the actual measurements
x* = x - nominal
Can plot several parts from a given process on a single chart
Can plot several features from a single part on a single chart
Method 1: RestrictionsNominal (or target) values must be
close to each other with the same tolerance
Or the most restrictive tolerance must be used for all
Method 1: Control Limits• Calculate averages and ranges of the deviations from target
• Control limit formulas are the same as for traditional control charts

Method 2: Standardized Variables Control Charts
Good for recurring families of partsThey are independent of the unit of
measureThey are scaled so that different
characteristics can be plotted on the same chart
They are “true” process control
charts
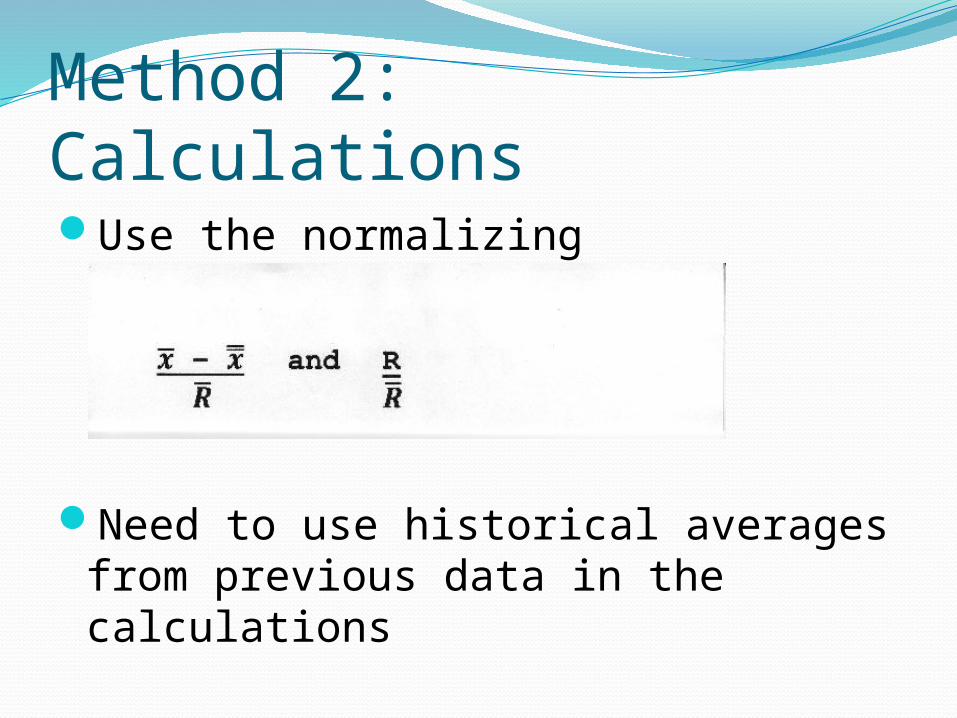
Method 2: CalculationsUse the normalizing transformations
Need to use historical averages from previous data in the calculations
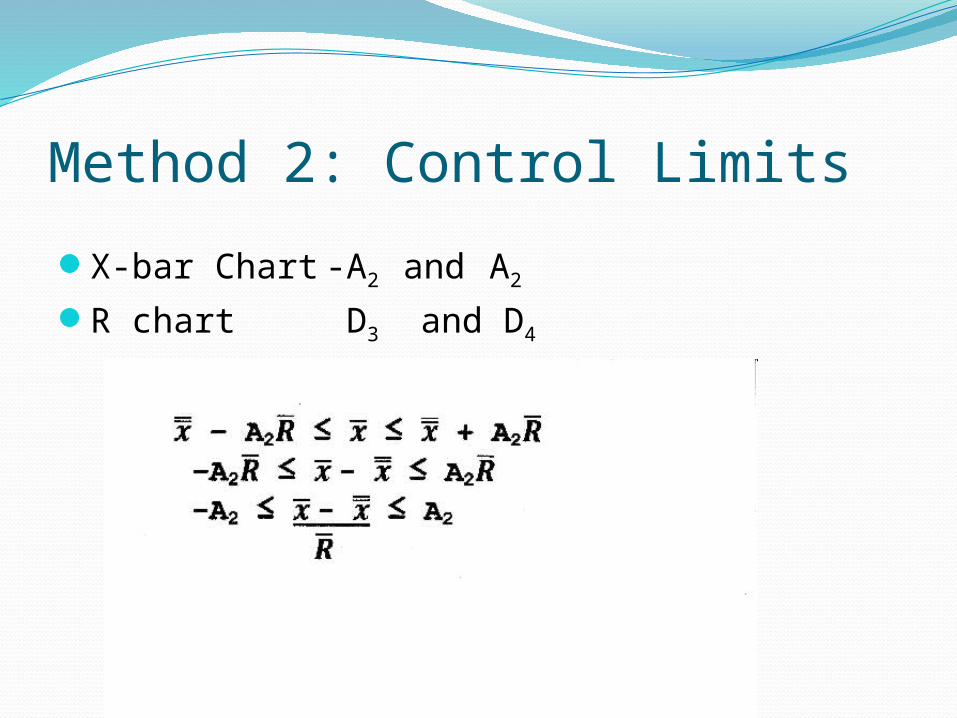
Method 2: Control LimitsX-bar Chart -A2 and A2
R chart D3 and D4

Short Run Attribute Chart- c-chartJob shop welding processProduces small quantities of single
order only partsOperation always involves joining
parts of similar material and size
Can plot chart of weld imperfections per 100 inches of weld

Short Run Attribute Chart- p-chartJob shop welding processSimilar operation to previous slidePlot chart of the number of weld
imperfections per total welds per 100 inches of weld

SummaryOnly minor change in mechanics to
move from traditional SPC to Short Run SPC
The biggest difference in the perception of Statistical Process Control rather than Statistical Product Control

Questions?