c 2016 reid edward ff - university of florida
TRANSCRIPT

DESIGN OF A COMPACT, LIGHTWEIGHT ABSORPTION CHILLER
By
REID EDWARD SHAEFFER
A DISSERTATION PRESENTED TO THE GRADUATE SCHOOLOF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE DEGREE OFDOCTOR OF PHILOSOPHY
UNIVERSITY OF FLORIDA
2016

c⃝ 2016 Reid Edward Shaeffer

To my parents, for their unconditional support and love

ACKNOWLEDGMENTS
I would like to thank my advisor, Dr. Saeed Moghaddam, for his support throughout my
studies. His guidance has taught me many skills that I will undoubtedly use for the rest of my
life.
I thank my committee members; Dr. David Hahn, Dr. Brent Gila, and Dr. Herbert
Ingley for their guidance in my academic career. I would like to thank Dr. Fregly at the for
his counsel; starting with my concerns about graduate school. I would also like to thank Dr.
Angela Lindner for her encouragement from the very beginning.
I cannot continue without mentioning my colleagues; Abdolreza Fazeli, Abhilash Paneri,
Devesh Chugh, Drew Gonsalves, Mehdi Mortazavi, Mike Schmid, Saitej Ravi, and Richard
Rode for their support. They have always been extremely generous and ready to help wherever
possible. It is not every day one comes across a group of friends such as them.
I would like to thank my lifelong friend Louis Searcy. Louis has always been there for me,
no matter the circumstances. He has shown me the potential life holds. It is without question
that I would not be here today without him.
4

TABLE OF CONTENTS
page
ACKNOWLEDGMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
LIST OF TABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
LIST OF FIGURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
ABSTRACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
CHAPTER
1 INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2 NUMERICAL METHODS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
2.1 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.2 Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.2.1 Fluid Property Functions . . . . . . . . . . . . . . . . . . . . . . . . . 262.2.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.2.3 Solver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 302.2.4 Half Effect . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.2.5 User Interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.2.6 Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 342.2.7 Validation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3 EXPERIMENTAL METHODS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3.1 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 403.2 Concept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
3.2.1 Absorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 413.2.2 Vacuum Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.3 Generation 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.3.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.3.2 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 463.3.3 Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
3.4 Generation 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.4.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.4.2 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.4.3 Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.5 Generation 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 513.5.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 513.5.2 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 513.5.3 Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3.6 Generation 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 533.6.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 533.6.2 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
5

3.6.3 Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.7 Generation 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
3.7.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.7.2 Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.7.3 Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.8 Generation 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.8.1 Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.9 Generation 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4 SYSTEM DEVELOPMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
4.1 Environmental Interaction . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.2 Instrumentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 734.3 Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.3.1 Filter Design and Fabrication . . . . . . . . . . . . . . . . . . . . . . . 744.3.2 Solution Pump . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 754.3.3 Heating Oil Flow Control . . . . . . . . . . . . . . . . . . . . . . . . . 764.3.4 Heat Exchanger Flow Distribution . . . . . . . . . . . . . . . . . . . . 78
5 PERFORMANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5.1 Experimental and Simulated . . . . . . . . . . . . . . . . . . . . . . . . . . . 815.2 Carnot Efficiency . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
6 COSTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
7 FUTURE WORK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
7.1 Surface Treatments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 977.2 Desorber Solution Exit Pump . . . . . . . . . . . . . . . . . . . . . . . . . . 1007.3 Membranes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1017.4 Octyl Alcohol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
8 CONCLUSION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
APPENDIX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
A.1 Heat Exchanger Material Considerations . . . . . . . . . . . . . . . . . . . . 106A.2 System Component Costs . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110A.3 Half Effect Cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
A.3.1 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . 113A.3.2 Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
A.4 Governing Equations of Energy and Species of a Falling Film . . . . . . . . . . 116A.4.1 Energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116A.4.2 Species . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
A.5 Circulation Ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120A.6 Coefficient of Performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121A.7 Sight Glass . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
6

A.7.1 Dynamics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122A.7.2 Thermodynamics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
A.8 Desorber/Condenser Heat Transfer Analysis . . . . . . . . . . . . . . . . . . . 129A.8.1 Desorber Heat Transfer Analysis . . . . . . . . . . . . . . . . . . . . . 129A.8.2 Condenser Heat Transfer Analysis . . . . . . . . . . . . . . . . . . . . 136A.8.3 Condenser Cooling Water Pressure Analysis . . . . . . . . . . . . . . . 141
A.9 Absorber/Evaporator Heat Transfer Analysis . . . . . . . . . . . . . . . . . . 145A.9.1 Absorber Heat Transfer Analysis . . . . . . . . . . . . . . . . . . . . . 145A.9.2 Evaporator Heat Transfer Analysis . . . . . . . . . . . . . . . . . . . . 149
A.10 Offset Strip Fin Heat Transfer Coefficient . . . . . . . . . . . . . . . . . . . . 153
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
BIOGRAPHICAL SKETCH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
7

LIST OF TABLES
Table page
1-1 Key differences between ammonia and lithium bromide systems. . . . . . . . . . . . 18
5-1 Operating Condition 1: Experimental data points. The nodes of the first columncorrespond to the points of Figure 2-2. . . . . . . . . . . . . . . . . . . . . . . . . 84
5-2 Experimental versus simulated performance at Operating Condition 1. . . . . . . . . 84
5-3 Operating Condition 2: Experimental data points. The nodes of the first columncorrespond to the points of Figure 2-2. . . . . . . . . . . . . . . . . . . . . . . . . 85
5-4 Experimental versus simulated performance at Operating Condition 2. . . . . . . . . 85
5-5 Operating Condition 3: Experimental data points. The nodes of the first columncorrespond to the points of Figure 2-2. . . . . . . . . . . . . . . . . . . . . . . . . 86
5-6 Experimental versus simulated performance at Operating Condition 3. . . . . . . . . 87
5-7 Carnot efficiencies for experimental operating conditions. . . . . . . . . . . . . . . . 91
A-1 Heat exchanger material considerations. . . . . . . . . . . . . . . . . . . . . . . . . 106
A-2 Summary of system costs. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110
8

LIST OF FIGURES
Figure page
1-1 Single effect absorption cycle schematic. . . . . . . . . . . . . . . . . . . . . . . . 16
1-2 Vapor compression cycle versus a basic absorption cycle. . . . . . . . . . . . . . . . 17
2-1 Component control volume. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2-2 Single effect cycle broken into a nodal network. . . . . . . . . . . . . . . . . . . . . 26
2-3 Interpolated ionic liquid fluid properties. . . . . . . . . . . . . . . . . . . . . . . . 28
2-4 General single effect absorption cycle Duhring plot. . . . . . . . . . . . . . . . . . . 32
2-5 Convergencece of the software VFAST during simulation. . . . . . . . . . . . . . . 32
2-6 Screenshot of the VFAST user interface. . . . . . . . . . . . . . . . . . . . . . . . 34
2-7 Duhring chart with various absorbents plotted. . . . . . . . . . . . . . . . . . . . . 34
2-8 COP versus desorber exit temperature. . . . . . . . . . . . . . . . . . . . . . . . . 35
2-9 Circulation ratio versus desorber exit temperature. . . . . . . . . . . . . . . . . . . 36
2-10 The quantity f (h4 − h3) versus desorber exit temperature. . . . . . . . . . . . . . 37
2-11 Comparison of simulation results with those in literature. . . . . . . . . . . . . . . . 39
3-1 Ratio of electrical to natural gas rates by state. . . . . . . . . . . . . . . . . . . . . 40
3-2 Typical flow scenario within a commercial system absorber. . . . . . . . . . . . . . 41
3-3 Falling film absorption boundary layers of temperature, velocity, and concentration. . 42
3-4 Effect of non-absorbable gases. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
3-5 Falling film concept. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
3-6 Symmetric falling film geometry concept. . . . . . . . . . . . . . . . . . . . . . . . 45
3-7 Generation 1 system. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
3-8 Copper layers joined through soldering. . . . . . . . . . . . . . . . . . . . . . . . . 47
3-9 Copper sample burn through during laser welding. . . . . . . . . . . . . . . . . . . 49
3-10 Copper laser absorption spectrum. . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3-11 Generation 2 heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3-12 Generation 2 laser welded edge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
9

3-13 Generation 3 heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3-14 Generation 3 laser welded edge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
3-15 Generation 3 heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
3-16 Generation 4 laser welded edge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3-17 Design versus manufactured heat exchanger. . . . . . . . . . . . . . . . . . . . . . 54
3-18 Generation 4 pressure history. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
3-19 Generator 4 desorber thermal communication. . . . . . . . . . . . . . . . . . . . . 56
3-20 Generation 5 heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
3-21 Weld failure due to solder contamination. . . . . . . . . . . . . . . . . . . . . . . . 57
3-22 Generation 5 nickel coated fins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
3-23 Generation 6 heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3-24 Generation 6 oil layer fins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
3-25 Pressed sheet profile. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3-26 Reduction in thermal communication between Generations 6 and 7. . . . . . . . . . 60
3-27 Typical manifold distribution profile. . . . . . . . . . . . . . . . . . . . . . . . . . 61
3-28 Manifold differential element. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3-29 Solution distribution manifold. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
3-30 Theoretical versus experimental manifold distribution. . . . . . . . . . . . . . . . . 67
3-31 Theoretical distribution at operating condition. . . . . . . . . . . . . . . . . . . . . 67
3-32 Manifold pressure curve using 55% wt. lithium bromide. . . . . . . . . . . . . . . . 68
3-33 Solder flow profile. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
3-34 Fin bonding quantification. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4-1 Diagram of system external connections. . . . . . . . . . . . . . . . . . . . . . . . 72
4-2 Correlating lithium bromide concentration. . . . . . . . . . . . . . . . . . . . . . . 74
4-3 System particulate filter. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4-4 Filter support and filtration media. . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4-5 Solution pump and charging chamber. . . . . . . . . . . . . . . . . . . . . . . . . 76
10
4-6 Heating oil air entrapment diagram. . . . . . . . . . . . . . . . . . . . . . . . . . . 77
4-7 Heat oil air purge fitting. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
4-8 Lateral heating temperature distribution. . . . . . . . . . . . . . . . . . . . . . . . 78
4-9 Custom solution heat exchanger. . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
4-10 Effect of solution heat exchanger effectiveness on COP. . . . . . . . . . . . . . . . 79
4-11 Solution heat exchanger flow distribution. . . . . . . . . . . . . . . . . . . . . . . . 79
4-12 Absorber solution temperatures. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
5-1 Assembled system. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
5-2 Assembled system as viewed from the side and rear. . . . . . . . . . . . . . . . . . 82
5-3 System pressure history. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5-4 Operating Condition 1 Duhring chart. . . . . . . . . . . . . . . . . . . . . . . . . . 83
5-5 Operating Condition 2 Duhring chart. . . . . . . . . . . . . . . . . . . . . . . . . . 84
5-6 Operating Condition 3 Duhring chart. . . . . . . . . . . . . . . . . . . . . . . . . . 86
5-7 Heat exchanger effectiveness. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
5-8 COP versus solution heat exchanger effectiveness. . . . . . . . . . . . . . . . . . . 89
5-9 Reversible absorption cycle plotted on a T − s diagram. . . . . . . . . . . . . . . . 90
5-10 Carnot absorption cycle efficiency for various reservoir temperatures. . . . . . . . . 91
6-1 Desorber materials costs. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
6-2 Desorber manufacturing costs. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
6-3 Absorber materials costs. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6-4 Absorber manufacturing costs. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6-5 Cost comparison between vapor compression and projected absorption system on acapacity basis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
7-1 Contact angle versus treatment time. . . . . . . . . . . . . . . . . . . . . . . . . . 98
7-2 Fin contact angle before and after treatment. . . . . . . . . . . . . . . . . . . . . . 98
7-3 Treated fin wicking length. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
7-4 Dropwise and film modes of condensation. . . . . . . . . . . . . . . . . . . . . . . 99
11

7-5 Dropwise and film condensation. . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
7-6 Supplementary desorber exit pump. . . . . . . . . . . . . . . . . . . . . . . . . . . 101
7-7 Improved membrane joining technique. . . . . . . . . . . . . . . . . . . . . . . . . 102
A-1 Crystallized lithium bromide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
A-2 Typical distribution bar geometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
A-3 Heat exchanger wall thermal circuit. . . . . . . . . . . . . . . . . . . . . . . . . . 107
A-4 Linear polarization resistance setup. . . . . . . . . . . . . . . . . . . . . . . . . . . 109
A-5 Half effect cycle schematic. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
A-6 Half effect cycle broken into a nodal network. . . . . . . . . . . . . . . . . . . . . . 112
A-7 Typical Duhring plot for a half effect cycle. . . . . . . . . . . . . . . . . . . . . . . 112
A-8 COP versus desorber exit temperature. . . . . . . . . . . . . . . . . . . . . . . . . 116
A-9 Falling film absorption boundary layers of temperature, velocity, and concentration. . 116
A-10 First law of thermodynamics applied to a two-dimensional differential control volume. 117
A-11 Conservation of species applied to a two-dimensional differential control volume. . . 119
A-12 Sight glass system diagram. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
A-13 Orifice system model. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
A-14 Sight glass level response to a sine wave input. . . . . . . . . . . . . . . . . . . . . 125
A-15 Sight glass level response to a step input. . . . . . . . . . . . . . . . . . . . . . . . 126
A-16 Generation 7 desorber sight glass. . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
A-17 Bubble formation on fin structure. . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
A-18 Sight glass bubble cavitation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128
A-19 Sight glass process on a T-ν diagram. . . . . . . . . . . . . . . . . . . . . . . . . 129
A-20 Heating oil fin geometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
A-21 Fin per inch profile. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
A-22 Oil cavity dimensions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132
A-23 Finned desorption area dimensions. . . . . . . . . . . . . . . . . . . . . . . . . . . 135
A-24 Condenser fin geometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
12

A-25 Condenser system head loss curves. . . . . . . . . . . . . . . . . . . . . . . . . . . 142
A-26 Cooling water cover deflection versus pressure. . . . . . . . . . . . . . . . . . . . . 143
A-27 Condenser deflection with bracing. . . . . . . . . . . . . . . . . . . . . . . . . . . 144
A-28 Condenser plate deflection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
A-29 Absorber cooling water fins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145
A-30 Absorber cooling water fin geometry. . . . . . . . . . . . . . . . . . . . . . . . . . 145
A-31 Finned absorption area dimensions. . . . . . . . . . . . . . . . . . . . . . . . . . . 146
A-32 Evaporator fin geometry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149
A-33 Finned evaporation area dimensions. . . . . . . . . . . . . . . . . . . . . . . . . . 150
A-34 Heat transfer test cell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154
A-35 Laser welded thermocouple. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155
A-36 Laser welded thermocouple calibration. . . . . . . . . . . . . . . . . . . . . . . . . 156
A-37 Experimental heat transfer coefficient measurements for oil. . . . . . . . . . . . . . 156
A-38 Experimental heat transfer coefficient measurements for cooling water. . . . . . . . 157
13

Abstract of Dissertation Presented to the Graduate Schoolof the University of Florida in Partial Fulfillment of theRequirements for the Degree of Doctor of Philosophy
DESIGN OF A COMPACT, LIGHTWEIGHT ABSORPTION CHILLER
By
Reid Edward Shaeffer
December 2016
Chair: Saeed MoghaddamMajor: Mechanical Engineering
In this thesis, an experimental absorption chiller featuring a unique architecture was
developed. Aspects of simulation, concept, fabrication, and experimental testing were
investigated.
Conventional absorption chillers use shell and tube construction for the various heat
exchange components featured in the cycle. A new architecture for absorption chillers is
proposed; one of compact plates offering improvements in heat and mass exchange. Due to
the thermodynamics of the absorption process, a lithium bromide/water chiller operates at
sub-atmospheric pressures. This requires that the entire cycle be a closed system, and the seals
of the components must have hermetic integrity. In order to accomplish this, a never before
seen vacuum chamber manufacturing technique was developed using lasers.
Absorption cycle simulation software was developed to rapidly test the performance of
different working fluids in absorption cycles under different operating conditions. The software
was written with its own custom fluid property database, and is readily capable of having
additional fluids defined. The software is the first of its kind to offer simulation using superior
directly measured fluid properties. Features are included to help users quickly solve a problem
that is notoriously ill conditioned. Simulation was envisioned to work in tandem with the
experimental system; attention was given towards creating simulation software that coupled
with experimental results to gain a deeper understanding of the system.
14

Upon successful completion of heat exchanger fabrication, a complete experimental
absorption system was assembled. After assembly, the whole system was tested to a leak
rate of less than 1 Pascal every 30 years. Experimental data for multiple operating conditions
is shown on Duhring charts and input into the software of Chapter 2 for simulation. The
experimentally measured values show good agreement with those predicted by simulation.
Experimental testing and simulation show that the circulation ratio and solution heat exchanger
effectiveness are key parameters affecting the efficiency of the absorption cycle. The coefficient
of performance (COP) of the experimental system exceeded or was comparable to that of
conventional absorption cycles, while functioning in an extremely compact system format.
15

CHAPTER 1INTRODUCTION
When it rains, it pours. This commonly heard phrase was originally coined by the Morton
Salt Company to advertise a novel table salt. Prior to the addition of an anti-coagulating
agent, table salt would clump together when it rained due to elevated humidity and the
hygroscopic nature of salt. A hygroscopic substance is one which has an attraction to water.
Table salt is an example of a weakly hygroscopic substance, other salts such as lithium bromide
have a greater attraction to water. This property is useful in engineering applications, such as
in absorption refrigeration cycles.
Figure 1-1. Single effect absorption cycle schematic.
Absorption chillers are unique in that they are driven by thermal energy rather than
mechanical work. For example, the ubiquitous vapor compression cycle found in automobiles
16

and homes receives mechanical power in the form of shaft work to a compressor. This work
may be extracted from the crankshaft of an engine, or through an electrically driven motor as
is the case in many homes. Absorption cycles may be thought of as a vapor compression cycle
whose compressor has been replaced by a heat engine. The dashed line of Figure 1-2 shows the
components analogous to the vapor compression cycle’s compressor. Unlike vapor compression,
absorption cycles operate with a binary working fluid instead of a single refrigerant. An
absorption cycle features a refrigerant as well as an absorbent. There are two main absorption
cycle working fluid pairs, ammonia/water and lithium bromide/water. In ammonia/water
systems, ammonia is the refrigerant and water takes the role of the absorbent. In lithium
bromide/water systems, water is the refrigerant and lithium bromide is the absorbent.
+
-Compressor
Motor
Condenser
Evaporator
Expansion
Valve
Condenser
Evaporator
Expansion
Valve
Generator
Absorber
Expansion
Valve
Solution
Pump
Vapor Compression Cycle Absorption Cycle
Heat InHeat
Rejected
Heat
Rejected
Heat
RejectedHeat InHeat In
Figure 1-2. Vapor compression cycle versus a basic absorption cycle.
Ammonia and water was the first absorption working fluid pair devised by Ferdinand
Carre in 1860 [1]. Because ammonia is the refrigerant, it has several unique operating
conditions. The freezing point of ammonia is quite low; ammonia water systems are able
to produce refrigeration temperatures below the freezing point of water. This is not possible
for lithium bromide systems as the evaporator is restricted to the freezing point of water. The
saturation pressure of ammonia corresponding to appropriate evaporator temperatures is above
atmospheric pressures. The evaporator is at the lowest pressure in the system, therefore the
entire cycle is positively pressurized with respect to the ambient. This is advantageous from
17

a manufacturing perspective, as will be discussed later. However, this has serious implications
from an operational standpoint. Ammonia is extremely toxic; if an ammonia system forms
a leak, positive pressure may force ammonia into human proximity. This has proven to
be problematic, with deaths occurring even as recently as this year [2]. The coefficient of
performance (COP, A.6) of ammonia/water systems is also somewhat low compared to that
of lithium bromide cycles. Typical ammonia cycle COP values range from 0.4 − 0.5. Due to
their hazardous operation and lower performance, ammonia/water cycles have sharply declined
in popularity since the introduction of lithium bromide systems in 1940 [1].Table 1-1 serves to
summarize key differences between ammonia and lithium bromide systems.
Table 1-1. Key differences between ammonia and lithium bromide systems.
Absorbent/Refrigerant Toxicity COP Pressures Evaporator Temperatures
Ammonia/water High 0.4-0.5 >Atmospheric <0C
Lithium Bromide/Water Low 0.6-0.8 <Atmospheric >0C
The operation of a basic absorption cycle begins in the desorber; refer to Figure 1-1.
In the desorber, a brine solution of water and lithium bromide is heated by thermal energy
input. The heat causes the solution to boil, evaporating off volatile water. This causes the
solution concentration to increase as water leaves the mixture. The water exits the desorber
as steam vapor, while the concentrated solution flows to the absorber. This process is akin to
concentrating saltwater by distillation.
The steam is condensed in the condenser. The condenser removes heat from the vapor
by a cooling supply, typically water supplied by a cooling tower. Saturated water leaves the
condenser, and is passed through an expansion valve to the low pressure side of the cycle. The
cycle can be considered a two pressure system, components above the pump and expansion
valves are higher pressure, and those below are at a lower pressure. The pressure in the
evaporator must be low enough to boil water at refrigeration temperatures. After the expansion
valve, the water readily boils in the evaporator due to the low pressure and incoming heat. The
18
phase change of the refrigerant consumes heat, creating refrigeration. The refrigerant exits
the evaporator as steam vapor, and is absorbed by the concentrated hygroscopic solution in
the absorber. The absorber must be cooled in order to remove heat of vaporization from the
incoming steam vapor, as well as cool the incoming solution from the desorber.
The aforementioned process is a single effect cycle. In addition to different working fluids,
there are alternate absorption cycle configurations. When stated without clarification, a lithium
bromide/water cycle almost always refers to a single effect configuration. This is the simplest
layout, the configuration shown in Figure 1-1 is a single effect cycle.
Because lithium bromide is a salt, it is highly corrosive and susceptible to crystallization.
Both of these characteristics are detrimental to physical systems. If conditions stray slightly
out of the window of operation, a the lithium bromide system will crystallize ( Fig. A-1) and
cease operation. A crystallization event causes a loss of cooling and requires major overhaul
to correct. This is not acceptable for facilities that depend upon reliable cooling. The issue
of corrosion has been somewhat mitigated through the use of corrosion inhibitors, which
may be toxic and not necessarily effective [3]. The corrosive nature of lithium bromide also
restricts the use of certain materials from system construction. Newly discovered alternative
absorbents, ionic liquids, can be used as a direct replacements and do not exhibit the negative
characteristics of lithium bromide.
19

CHAPTER 2NUMERICAL METHODS
2.1 Motivation
Simulation provides insight into processes taking place in an absorption cycle. This
knowledge is invaluable to the designer as it can be used to design heat exchangers, select
materials and sensors, and specify operating equipment. After fabrication, simulation may be
used to help guide how a system should operate. The work documented here involves both
numerical as well as experimental efforts. Much care was taken to couple these two endeavors.
The experimental system was designed using information taken from simulation studies. In
order to align experimental data with simulation efforts and relay data back into the model,
sensors were deliberately placed in the experimental system.
It is of interest to the engineer to be able to simulate absorption cycles. Simulation allows
designers to predict system heat and mass transfer parameters quickly without the need for
expensive, time consuming experimental work. It is also of interest to test the applicability
of new working fluids before going into the design phase of a system where dimensions and
materials may be required to change in order to accommodate new fluids.
Ionic liquids are a new class of salts that alleviate many problems associated with lithium
bromide absorbents. Ionic liquids are salts that are molten at low temperatures, often being
molten even at room temperature [4]. This feature eliminates the possibility of crystallization
within a cycle using them as the absorbent. In addition, ionic liquids are non-corrosive and
compatible with many metals [5]. This eliminates the need for toxic corrosion inhibitors or
special materials for construction. In addition, most ionic liquids are stable at the temperatures
seen in basic absorption cycles [6].
Ionic liquids are famous for their ability to be modified or “designed” for a particular
task by altering the chemistry of the liquid [7]. There are an immense number of ionic liquid
variations, Sigma-Aldrich notes that there are 1018 theoretically possible combinations, with
300 being commercially available [8]. The working fluid of a system plays a large role in both
20

the performance as well as the window of operation [9]. With such a large number of ionic
liquids, simulation is the only realistic method to investigate the performance of so many ionic
liquids in absorption cycles. This need is the motivation for the presented work on absorption
cycle modeling.
Currently, there is not an absorption modeling software available featuring ionic liquids.
Nor does there exist an absorption modeling software that allows users to define working fluids.
In response, a novel absorption simulation program was created by the author to overcome
these limitations in absorption modeling.
The goal of the simulation software is to be able to rapidly test the performance of new
fluids. The value of this approach may be gleaned from the vast number of potential new ionic
liquid absorbents. The ability to quickly eliminate ineffective working fluid pairs is invaluable
in the search for optimal working fluids. Due to the ability to readily load and test new fluids
for simulation, the software developed was named Variable Fluid Absorption Simulation and
Thermodynamics, or VFAST.
Only 3 publications exist on the topic of ionic liquid/water absorption cycles [10–12]. All 3
of these publications use theoretical models for fluid properties. Preißinger et al. and Dong et
al. [10, 12] use a non-random two-liquid (NRTL) model with activity coefficients. Yokozeki et
al. [11] uses an ideal mixture modified by Gibbs free energy to account for non-ideal behavior.
VFAST is the first simulation that uses superior directly measured fluid properties for increased
accuracy.
The most popular absorption modeling software packages are EES and ABSIM.
Engineering Equation Solver (EES) was created by Klein [13] in the 1970’s. EES is a general
thermal energy analysis software and is capable of absorption cycle modeling due to its fluid
database containing fluid properties of lithium bromide/water and ammonia/water mixtures.
This feature leaves it to up to the user to create his or her own absorption cycle model with
equations. This is a not a task for a general user, creation of an absorption model requires
extensive mathematical and thermodynamic expertise. Although EES is capable of analyzing
21

general absorption problems, it cannot simulate using alternative working fluids. The database
of EES does not include ionic liquids and does not support the addition of user defined fluids.
ABsorption SIMulation (ABSIM) was created at Oak Ridge National Lab in the 1980’s
to model absorption cycles. It has had continued support despite its age, and is reportedly
being updated to run on newer Windows operating systems. ABSIM was written in Fortran
and runs on operating systems up to Windows XP. It was created under the U.S. Department
of Energy (DOE) Absorption Program to test different cycle configurations and working fluids.
A component of the DOE program was the selection of possible working fluids and cycle
candidates [14]. ABSIM’s purpose was to tie these efforts together to allow for simulation of
candidate working fluids in different cycle configurations [15]. ABSIM was ahead of its time;
ionic liquids were just being discovered in the late 70’s [16], coinciding with ABSIM’s creation.
ABSIM’s fluid database was created at a time when the potential for ionic liquids in absorption
was not realized. The fluid database of ABSIM has remained unchanged and does not allow
users to add new fluids such as ionic liquids.
Several other broad-use software packages have been adapted for absorption cycle
modelling as well. Such software is intended for general chemical process analysis. Software
packages such as Aspen Plus have been used in absorption modeling [10, 17]. Again, these
software packages were not intended for absorption modeling nor do they contain fluid property
information for new fluids. In such cases, the user is left to create both absorption cycle models
as well as fluid property models.
2.2 Methods
The idea of simulation is to create a model for a system that will output an accurate
result given an input. All processes must obey the laws of conservation mass and energy. The
conservation of mass states that the time rate of change of mass of a fixed, steady system
must be zero. To explain this mathematically, the time rate of change of mass within a closed
system is written as:
22

dm
dt
∣∣∣i
= 0 (2–1)
dm = 0 (2–2)
∫ 2
1
dm = 0 =∑
m2 −∑
m1 (2–3)
Starting from the definition of the total energy of a substance, changes in kinetic and
potential energy are considered negligible across nodes of cycle components.
E = U +
1
2mv 2 +mgz (2–4)
dE
dt
∣∣∣i
= _Qi − _Wi (2–5)
For a steady system,
dE
dt
∣∣∣i
= 0 (2–6)
dE = dQ − dW (2–7)
∫ 2
1
dE =
∫ 2
1
Q −∫ 2
1
W (2–8)
23

E2 − E1 = 1Q2 − 1W2 (2–9)
Recalling Equation 2–4
U2 − U1 = 1Q2 − 1W2 (2–10)
U2 − U1 = 1Q2 −∫ 2
1
PdV (2–11)
Since the pressure within each control volume is constant,
U2 − U1 = 1Q2 − P
∫ 2
1
dV (2–12)
1Q2 = U2 + PV2 − U1 − PV1 (2–13)
1Q2 = H2 − H1 (2–14)
Using these laws, absorption cycle models were developed. To begin, nodes were placed
at all intersections of the system. A node is defined as the junction between two or more
components, i . Using these nodes as boundaries, control volumes may be defined for each
component in the system as typified in Figure 2-1. Each control volume is subject to the
aforementioned laws. In addition, there must be continuity of governing laws between adjacent
control volumes. Figure 2-2 depicts a schematic of a single effect cycle broken down into
24

1 2
Q
W
Component, iNode Node
Figure 2-1. Component control volume.
a nodal network. Using the idea of individual and coupled control volumes, a model of the
system may be created.
25

Condenser Desorber
Heat
AbsorberEvaporator
Win
Expansion
Pump
1 6
2
3 4
5
7
9
10
Qin/out
= Heatin/out
Q c
Qe
Qa
Qd
Win
= Workin
Valve
ExpansionValve
Exchanger
8
15 16
17 18
13 14
11 12
Figure 2-2. Single effect cycle broken into a nodal network.
2.2.1 Fluid Property Functions
The use of a fluid mixture complicates the analysis further. Once more, fluid property data
is often not available for many mixtures, and even less for ionic liquids. Fortunately, Ficke [18]
provided detailed empirical data points in her dissertation for selection ionic liquids. Ficke’s
publication is recent and state-of-the-art equipment was used to gather data. Her experimental
methods provide reassuring evidence of the accuracy of measurements.
Empirical data from Ficke was programmed into VFAST for manipulation. Ficke recorded
discrete data points, which does not translate into smooth property information. Continuous
fluid properties are required for simulation. The software developed here uses an iterative
process to converge to a solution. The fluid properties are an unknown variable, so the solver
26

must be able to iterate on the fluid properties. The solver uses a modified version of the
Newton-Raphson method to converge. Recalling the requirements of the Newton-Raphson
method, the derivative must exist for the method to succeed. Therefore, the fluid properties
must be continuous to converge.
To fill in the spaces between data points, interpolation was used. The fluid properties
of interest are state points described by pressure, temperature, concentration, and enthalpy.
These 4 parameters constitute 4 dimensions required for interpolation.
h = f (T ,P, x) (2–15)
Interpolation was implemented in VFAST over these 4 dimensions. The interpolation
scheme uses the natural neighbor algorithm for interpolation. The natural neighbor algorithm
has been established as an appropriate scheme for the task [19]. For extrapolation, the nearest
data point was used. This acts to bound the property function in order to keep the solver from
iterating too far outside of the area of empirical data, where errors can be large. A sample
interpolation of an ionic liquid over the four dimensions of interest can be seen in Figure 2-3.
To verify the accuracy of the absorption model, a simulation of established lithium
bromide/water cycles was performed. VFAST uses fluid properties for lithium bromide/water
from the open source fluid database CoolProp [20]. CoolProp created continuous lithium
bromide/water property functions using empirical correlations [21]. In addition to lithium
bromide/water, VFAST has access to the multitude of fluids within CoolProp that may be used
for simulation.
2.2.2 Governing Equations
Referring to the nodes of Figure 2-2, the governing equations for a single effect cycle are:
_m1 = _m4 + _m7 (2–16)
27

Figure 2-3. Fluid properties of the ionic liquid [EMIM][DEP]. Round markers indicate datapoints, while the interpolating surface was generated in VFAST.
_m1x1 = _m4x4 (2–17)
_W = _m1h2 + _m1h1 (2–18)
_m1h2 + _m4h4 = _m1h3 + _m4h5 (2–19)
_Qd + _m1h3 = _m4h4 + _m7h7 (2–20)
h5 = h6 (2–21)
28

_m1h1 + _Qa = _m4h6 + _m7h10 (2–22)
_Qc + _m7h8 = _m7h7 (2–23)
h8 = h9 (2–24)
_Qe + _m7h9 = _m7h10 (2–25)
_W = (Ph − Pl)_m1
ρ1(2–26)
ϵshx =T4 − T5
T4 − T2
(2–27)
_Qe = UAe
(T17 − T10)− (T18 − T9)
ln((T17−T10)(T18−T9)
) (2–28)
_Qc = UAc
(T15 − T8)− (T16 − T7)
ln((T15−T8)(T16−T7)
) (2–29)
_Qd = UAd
(T11 − T4)− (T12 − T7)
ln((T11−T4)(T12−T7)
) (2–30)
29

_Qa = UAa
(T6 − T14)− (T1 − T13)
ln((T6−T14)(T1−T13)
) (2–31)
Ph = f (T8, x8 = 0, quality = 0) (2–32)
Pl = f (T10, x10 = 0, quality = 1) (2–33)
_Qe = _m17cp (T17 − T18) (2–34)
_Qc = _m15cp (T16 − T15) (2–35)
_Qd = _m11cp (T11 − T12) (2–36)
_Qa = _m13cp (T14 − T13) (2–37)
2.2.3 Solver
The simulation software uses an iterative solver, thus initial guesses by the user are
required. The absorption cycle is extremely sensitive to initial guesses for convergence to occur,
often requiring a guess to be accurate within a few tenths of a decimal point. Fortunately,
there are two methods to given insight into what the initial guesses should be. The first
30

method 1) is to deviate from a known solution 2) visualize the cycle on a Duhring plot. When
working with new fluids, method 1) is not an option.
When considering modeling an absorption cycle, one should first plot the cycle on a
Duhring chart (c.f. Figure 2-4). The Duhring chart is to absorption what the T − s diagram
is to vapor compression. The Duhring plot of a binary mixture shows the vapor pressure
versus temperature for various concentrations. The path of the cycle can be visualized on
the chart. The Duhring chart extremely useful, as it provides a quick check to see if a set
of working conditions is possible for a system. An example of a Duhring plot may be seen in
Figure 2-4. After identifying the conditions surrounding the absorption cycle such as heating
supply temperature, cooling supply temperature, and evaporator temperature, the cycle may
be plotted. Using the plotted points as initial guesses, convergence usually occurs readily. A
sample convergence report from a VFAST simulation may be seen in Figure 2-5. It must be
noted that certain points of the cycle do not appear on the Duhring chart. This is because
the Duhring chart is relevant only for points of the cycle which in which the conditions are
saturated. For example, points 2 and 3 are subcooled liquids and do not have meaning when
plotted on a Duhring chart. Superheated fluids are an exception to this rule, such as point 7
where the exit of the desorber is assumed to be pure refrigerant. Points of a pure fluid plotted
to the right of the pure fluid’s curve correspond to superheated vapors.
2.2.4 Half Effect
VFAST is also capable of handling a lesser known cycle that is a variation of the single
effect configuration, a half effect cycle (c.f. Figure A-5). The governing equations used by
VFAST to model a half effect cycle may be found in the the Appendix A.3. A half effect
cycle provides the same function as a single effect, but with much lower quality heat. In
thermodynamics, the quality of heat is a term used to describe the temperature at which heat
is supplied. High quality heat is supplied at high temperature, while low quality heat is supplied
at a low temperature. This feature is extremely advantageous, as low quality heat is generally
less expensive than high quality heat. Often, low quality heat is simply thrown away as the
31

0 20 40 60 80 100 12010
2
101
100
101
102
103
[EMIM][MeSO3]
Temperature (°C)
Pre
ssu
re (
kP
a)
Pure Water
Weak Concentration
% Mass Fraction Absorbent
Strong Concentration
Increasing
Absorbent
Concentration
478
619,10
High
Low
Condenser DesorberAbsorberEvaporator
Figure 2-4. General single effect absorption cycle Duhring plot. The points in the figure aboverefer to Figure 2-2.
Figure 2-5. Convergencece of the software VFAST during simulation.
32

byproduct of industrial activities. Additionally, solar energy energy is a topic of increasing
interest, and will likely play an increasing role in the future [22]. Solar energy is a heat source
that is typically low quality without the use of extensive concentration [22, 23]. Kim et al.
[24] compared several absorption cycles for feasibility in creating an air-cooled solar driven
absorption chiller. Kim et al. concluded that the half-effect cycle was the most likely candidate.
Results of half effect simulations may be found in section A.3 of the Appendix.
2.2.5 User Interface
The user interface of VFAST allows the user to choose from a list of working fluid
pairs. A screenshot of the user interface may be seen in Figure 2-6. Initial guesses for the
unknown parameters must also be provided as VFAST uses an iterative solver. VFAST has
been programmed with example cases for default working fluid pairs, this choice may be made
as a starting point when deviating from known operating conditions of the same fluid. Once
these items are selected, VFAST will iterate until an acceptable error is met, or for a specified
number of iterations. The results of the last iteration are displayed on the cycle figure to the
user for evaluation. In addition, the points are also plotted on a Duhring plot for reference.
The user may also select to output all state point information at each node to an external file
such as an Excel workbook or a comma separated value (CSV) file.
33

Figure 2-6. Screenshot of the VFAST user interface.
2.2.6 Results
Figure 2-7 depicts lithium bromide as well as several different ionic liquids plotted on a
Duhring chart for comparison and visualization of operating temperatures. Recall that the
Duhring chart may be interpreted to estimate external loop temperatures as explained in Figure
2-4.
LiBr
[EMIM][DEP]
[EMIM][TFA]
[EMIM][EtSO4]
Figure 2-7. Duhring chart with various absorbents plotted.
34

In order to properly compare working fluids, all external environmental temperatures acting
upon the cycle were kept identical. Solution heat exchanger effectiveness and cooling capacities
were kept constant as well. Figure 2-8 shows the results of simulation for various desorber exit
temperatures. Variation of desorber exit temperature was chosen as it provides insight into the
capability of a particular working fluid used in an absorption system. Concurrently, the cooling
source and evaporator temperatures were fixed as they are often limited in practical application.
Figure 2-8. COP versus desorber exit temperature, T4.
Notice that the performance of the selected ionic liquids is typically less than that of
lithium bromide. The main reason for this is due to an increased circulation ratio stemming
from decreased refrigerant affinity exhibited by ionic liquids. The circulation ratio, f , makes an
appearance directly in the COP if written in the following form. A derivation of this form of
COP is shown in Appendix section A.6.
f =xstrong
xstrong − xweak(2–38)
35

COP =h10 − h9
h7 − h4 + f (h4 − h3)(2–39)
Where the subscripts refer to Figure 2-2. The circulation ratio versus desorber exit
temperature may be seen in Figure 2-9. As desorber exit temperature increases, the outward
flowing absorbent must reach greater concentrations to maintain the same vapor pressure.
Since the cooling source temperature was fixed, the weak concentration remained constant. As
the strong solution reaches greater concentrations, the circulation ratio f decreases according
to Equation 2–38.
Figure 2-9. Circulation ratio versus desorber exit temperature.
As higher exit temperatures are examined, notice that the circulation ratio of [EMIM][DEP]
crosses below that of [EMIM][TFA] yet the COP of the two absorbents never cross in Figure
2-8. This is because the value of the term (h4 − h3) changes slightly with increasing desorber
exit temperature, acting as compensation. When multiplied by the the circulation as shown in
Figure 2-10, the trend is perfected. Although (h4 − h3) differs slightly between absorbents with
increasing desorber exit temperature, it is still the circulation ratio that plays the dominant
36

role when comparing working fluids. The term h7 − h4 does not vary significantly between
absorbents as desorber exit temperature is increased.
Figure 2-10. The quantity f (h4 − h3) versus desorber exit temperature.
The increased circulation ratio of ionic liquid absorbents is due to decreased affinity for
the refrigerant; water in this case. Holmberg et al. [25] notes that in order to maximize COP,
the difference between saturation temperatures of the refrigerant and absorbent mixture should
be as large as possible for a given pressure. This difference is maximized by an increase in
affinity between the refrigerant and absorbent, which presents itself as an increased saturation
temperature. Othmer [26] concluded the same result, that affinity may be quantified in terms
of the ability of an absorbent to affect the vapor pressure. Othmer came to this conclusion by
observing that a steeper vapor pressure line corresponds to an increased of heat of mixing, a
measure of the degree of affinity of a solute in a solvent. This trend is confirmed here in Figure
2-7. For example, [EMIM][DEP] has the lowest COP, and is also the flattest vapor pressure line
in Figure 2-7 which leads to an increased circulation ratio.
Ionic liquids require high concentrations in order to achieve practical system operating
conditions. Because of their weak affinity towards water, a small decrease in concentration
results in a large change in vapor pressure. Therefore, the difference between the weak and
37

strong solution concentrations is low, leading to an increased circulation ratio, as seen in
Equation 2–38. An optimal ionic liquid will be one that exhibits high affinity for the refrigerant
as confirmed by a steep vapor pressure line when plotted on a Duhring chart.
2.2.7 Validation
The initial testing of VFAST used the text Absorption Chillers and Heat Pumps for
reference [13]. The text describes the operating conditions for an established single effect
lithium bromide system. VFAST was tested with this case, and the output was compared to
the conditions of the text. The output of VFAST had excellent agreement to the text.
In addition, VFAST was compared to a study in literature by Kilic et al. [27]. Figure
2-11 compares values calculated by VFAST to those by Kilic et al. The slight discrepancy
between values is due to two factors. The absorption cycle modelled by Kilic et al. utilizes a
second heat exchanger in the refrigerant line which is not present in the VFAST cycle. This
goal of this approach is to cool the refrigerant upstream of the expansion valve with that
leaving the evaporator. This configuration has been shown to offer little increase in efficiency,
and adds complexity to the cycle. Commercial systems do not include a heat exchanger on
the refrigerant side for this reason. However, because the authors have included it, their
values differ slightly. The second source of discrepancy is due to the choice of fluid property
correlation by the authors. There are several papers correlating thermodynamic properties for
lithium bromide mixtures, and all vary slightly in absolute values. The correlation used in the
fluid library of VFAST differs from the one used by Kilic et al.
38

COP CRTe=8 °C, Tc=40 °C
Te=4 °C, Tc=35 °C
Figure 2-11. Comparison of simulation results with those in literature.
39

CHAPTER 3EXPERIMENTAL METHODS
3.1 Motivation
Across the US, electricity and natural gas rates vary between states (Figure 3-1). In some
states such as Connecticut, electricity rates may be nearly 10 times higher than that of natural
gas [28, 29]. This trend is true for a majority of states, with only a few states paying less than
3 times the electrical rate for natural gas.
Figure 3-1. Ratio of electrical to natural gas rates by state. Adapted data from EIA. (2015).Electric Power Monthly: with data for January 2015. U.S. Energy InformationAdministration, (August) and Natural Gas Prices. (2016).
Many homes rely upon ubiquitous electrically-driven vapor compression air conditioners
without alternative. Absorption refrigeration is an ideal candidate as a competitor. Rather
than use electricity, absorption refrigeration relies upon thermal energy input to drive the
cycle. Natural gas could be burned to provide heat to drive an absorption cycle. Unfortunately,
there is not a residential sized absorption chiller on the market. Commercial absorption chillers
are based upon shell and tube heat exchanger technology, which was never developed with
consumer scales in mind. As a result, commercial absorption systems are massive, measuring
10’s of feet in all dimensions, and having capacities upwards of 100’s of tons. A typical home
requires only 1-5 tons of cooling. Because absorption chillers were based upon established
40

shell and tube heat exchanger designs, they are not optimized for the processes specific to
absorption cycles.
3.2 Concept
3.2.1 Absorption
The absorber is the heart of the absorption process. It is the largest component in the
system. Its design dictates the capacity, affects the coefficient of performance (COP), and
the window of operation. Its large size is due to absorption process kinetics, where water
vapor from the evaporator is absorbed into the concentrated solution from the desorber exit.
The absorption rate of water into a lithium bromide solution is a relatively slow process [30],
requiring a large absorption area to compensate.
Commercial systems employ a falling film over a tube bank in the absorber, shown
schematically in Figure 3-2. Cooling water flows through the inside of the tubes, while
concentrated solution from the desorber falls over the outside of the tubes.
Figure 3-2. Typical flow scenario within a commercial system absorber.
The process of absorption within the cycle is a coupled heat and mass transfer problem.
The coupling is evident in the governing equations of energy (3–1) and species (3–2) applied
to a differential element of falling film. These governing equations are explained in more detail
in section A.4. Absorption is a complex interaction of heat and mass transfer consisting of
three different boundary layers shown in Figure 3-3. To begin, hot solution from the desorber
must be cooled before it can begin to absorb water vapor. As the solution is cooled, its vapor
pressure decreases. This creates a pressure gradient such that Psolution < Pvapor . This gradient
41

causes mass transfer to take place at the interface. The vapor is absorbed, and diffuses into
the film. At the moment of absorption, the heat of vaporization is released by the water vapor
as it is absorbed, as well as a heat of mixing. The simultaneous interplay of these heat and
mass exchanges all affect the absorption rate.
u∂T
∂x= α
∂2T
∂y 2(3–1)
u∂C
∂x= D
∂2C
∂y 2(3–2)
Figure 3-3. Falling film absorption boundary layers of temperature, velocity, and concentration.
It is evident that promoting heat transfer from the solution facilitates absorption. Heat
flux to the wall is related through Equation 3–3. To increase the heat flux, the parameters
kl , δ, (Tsat − Ts) may be looked at. The thermal conductivity of the liquid, kl , cannot be
changed without modifying the fluid.
q′′s =
kl
δ(Tsat − Ts) (3–3)
42

Increasing the temperature difference may be one way of increasing the heat flux, although
this difference is usually fixed the by the environment in which the cycle operates. Another
option may be to maintain a thin solution film during the absorption process. Recall that
one element of the absorption process is condensation. Facilitating condensation will increase
absorption rate. Nusselt showed the effect of film thickness as a resistance to condensation
heat transfer in his classic analysis. Equation 3–3, part of his analysis, shows that condensation
is inversely proportional to film thickness. This is because the film presents a resistance to heat
transfer between vapor and the cooled surface.
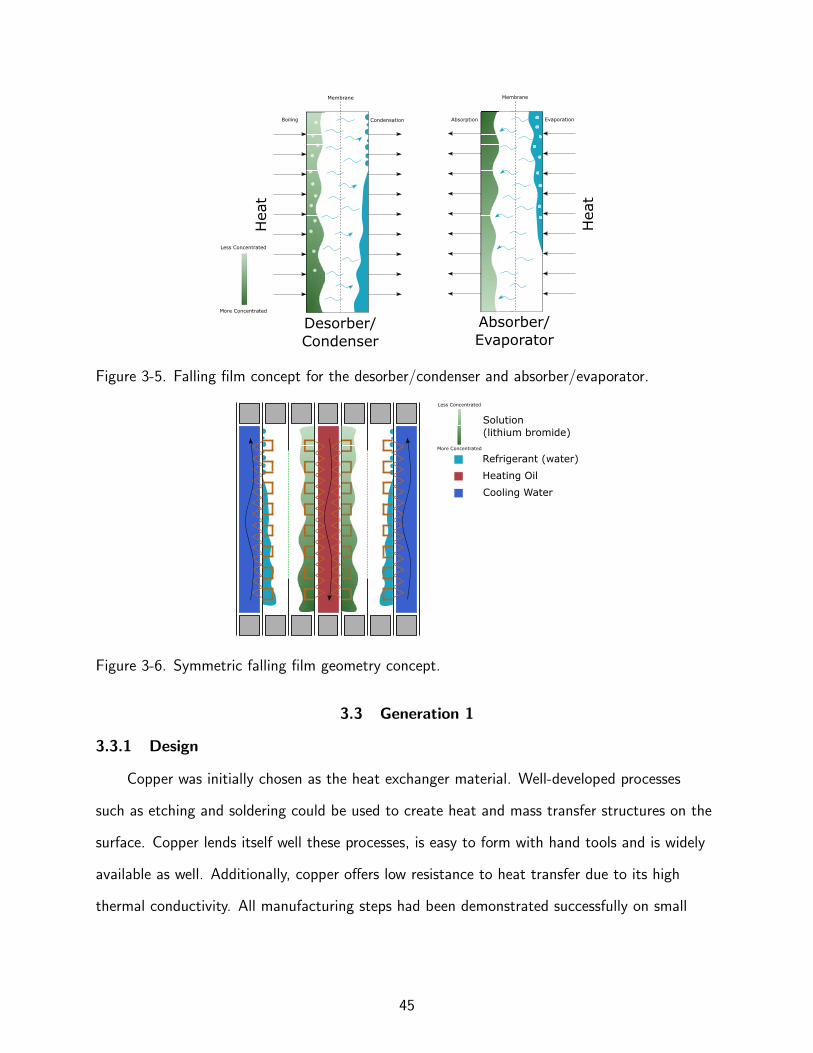
The use of a falling film on a planar surface retains the benefits of a falling film, while
eliminating the aforementioned maladies. In summation, a planar falling film prevails over
conventional technology in terms of heat and mass transfer. To illustrate the proposed planar
configuration, Figure 3-5 depicts the desorption and absorption processes with heat and mass
flows, while Figure 3-6 illustrates geometrical concepts.
3.2.2 Vacuum Requirements
With the falling film concept in mind, attention was directed towards attempts to realize
designs into physical manifestations. Recall that water is the refrigerant in the cycle, and
it must be boiled at low pressure to produce temperatures usable for refrigeration. Lithium
bromide systems are sensitive to leaks, the presence of non-absorbable gases adversely affects
operation. Non-absorbable gases may become present in the system by either ingress through
leaks or from gases produced internally by corrosion. Non-absorbable gases tend to obscure
absorption by concentrating at the vapor-solution interface as shown in Figure 3-4. This shroud
of non-absorbable gases inversely affects absorption rates.
The low pressure requirement is not exclusive to the refrigerant heat exchangers, the
entire absorption cycle operates at sub-atmospheric pressures. This condition requires that
all components, joints, or penetrations be hermetically sealed. Hermetic seals are among the
most stringent seals produced. The allowable rate of ingress of air into the system is extremely
low, else the thermodynamics of the cycle will become upset. Loss of vacuum is among the
43

g
Figure 3-4. Non-absorbable gases blanket the solution film, hindering absorption.
leading cause of errors in commercial chillers. Ingress of air into a systems leads to decreased
efficiency and capacity, increases the likelihood of crystallization, and accelerates corrosion
rates. Commercial systems are made of carbon steel, which tolerates corrosive lithium bromide
for a reasonable time period so long as there is an absence of oxygen required for corrosion
to take place. If left unchecked, corrosion often necessitates replacement of commercial units.
The lowest pressures experienced by typical systems are in the range of 650− 2300Pa.
A drawback of shell and tube architecture is the low seal integrity of the tubes in the
tube sheets, a problem exacerbated by the sheer number of tubes in a system. Commercial
units use copper or cupronickel for the tubes in the absorber, condenser, and evaporator
[31]. The tubesheet to which these are joined is made of steel for strength. The joint at the
interface of the tubes and tubesheet is created by expanding the tubes into place. During tube
rolling, the tubes are first inserted into the sheet, and are then expanded into place using a
tapered mandrel. Dissimilarities between the two metals, different thermal expansion rates, and
corrosion cause the seals to degrade over time to the point of leaking.
The heat exchangers presented in the following sections were designed to eliminate these
considerations while being an improvement over existing technologies. Consumer scale and
manufacturing cost were also given attention in each design.
44
Heat
Less Concentrated
More Concentrated
Boiling Condensation
Membrane
Heat
Evaporation
Membrane
Absorption
Desorber/
Condenser
Absorber/
Evaporator
Figure 3-5. Falling film concept for the desorber/condenser and absorber/evaporator.
Less Concentrated
More Concentrated
Solution
(lithium bromide)
Heating Oil
Refrigerant (water)
Cooling Water
Figure 3-6. Symmetric falling film geometry concept.
3.3 Generation 1
3.3.1 Design
Copper was initially chosen as the heat exchanger material. Well-developed processes
such as etching and soldering could be used to create heat and mass transfer structures on the
surface. Copper lends itself well these processes, is easy to form with hand tools and is widely
available as well. Additionally, copper offers low resistance to heat transfer due to its high
thermal conductivity. All manufacturing steps had been demonstrated successfully on small
45

scale sample parts. Unfortunately, the success rate was extremely low even for small parts and
difficulty scaled exponentially with increasing part size.
3.3.2 Fabrication
Figure 3-7. Generation 1 system featuring soldered copper heat exchangers. Photo courtesy ofauthor.
The major pitfall of creating thin wall copper heat exchangers lies in the difficulty in
creating hermetic, or vacuum tight, seals at joints. Thin copper sheets were unable to be
joined using temporary seals such as gaskets as they lacked the stiffness required to form such
a seal. Permanent joints such as diffusion bonding, brazing, and soldering were unsuccessful.
The high pressure and temperature used in diffusion bonding caused heat exchangers to
collapse. Brazing was eliminated as the temperatures required exceeded the limit of the internal
components. Soldering was the most appropriate method, and much work was done improving
the technique. Figure 3-7 shows an early assembled system composed of soldered heat
exchangers. Figure 3-8 shows an example of a heat exchanger geometry that was soldered.
46

Figure 3-8. Copper layers joined to brass chambers through soldering. Photo courtesy ofauthor.
3.3.3 Characteristics
Soldering success is highly dependent on geometry and environmental factors such as
cleanliness, temperature, heating, atmosphere, and time. If all parameters are not precisely
controlled, a hermetic seal will not be produced. The geometry of the heat exchanger layers
must be controlled so as to induce capillary wicking of the molten solder into the joints at
elevated temperatures. This geometry must be maintained throughout the heating process
despite inevitable thermal expansion and uneven heating. The copper surfaces must also be
free of oxides and contaminants at the moment the solder begins to flow, or else the copper
surface will not be wetted by solder. Copper begins to oxidize in the presence of oxygen, and is
accelerated at higher temperatures as well.
Other joining techniques were investigated as well. One sample was sent out for diffusion
bonding, and electron beam welding was also considered. During diffusion bonding, the part is
subject to intense heat and pressure. During this process, individual parts are formed into one
by diffusion on the molecular level at the joint interface. Unfortunately, the intense pressure
and heat of the process caused the unit to collapse. Electron beam welding involves applying a
beam of high speed electrons to the joint, welding the two parts into one. This process must
be carried out under vacuum to avoid attenuation of the electrons. Given the relatively large
47

size of the heat exchangers compared to what is typically electron beam welded, parts would
not fit inside commercial electron beam welding vacuum chambers.
3.4 Generation 2
3.4.1 Design
With the techniques developed to create heat and mass transfer enhancing structures on
copper surfaces, it was desirable to continue using copper sheets for the heat exchanger layers.
As was mentioned above, the primary drawback to working with copper was the inability to
create hermetic seals between heat exchanger layers. Seeking out alternative, more precise
joining techniques led to a conversation with a laser welding machine representative. The
company mentioned they would demonstrate the process on several samples. Figure 3-9 shows
a sample featuring a copper to copper seal. The obvious defect highlights an intrinsic property
of copper and laser welding. With the exception of large industrial laser welding equipment,
most laser welders use an Nd:YAG crystal as the medium. Nd:YAG lasers are typically operated
to emit wavelengths in the range of 1064 nm, although other wavelengths are possible
[32, 33]. Copper is highly reflective to light of this wavelength, as shown in the absorption
spectrum of Figure 3-10. This translates to a high load on the laser welding machine itself, as
it must produce powerful laser pulses to input enough energy to the highly reflective copper.
Enough energy must also be applied to overcome the high thermal conductivity of copper
dissipating heat away from the weld zone. Additionally, any impurity in the copper will have a
different absorptivity than the surrounding material. If the laser impacts such an impurity, the
result is an area of high energy absorption leading to a hole such as that of Figure 3-9.
After conversations with a laser welding service provider, it was decided to use a
combination of copper sheets and stainless steel 304. With these materials, the laser spot
diameter could be biased towards the more absorptive stainless steel. Stainless steel is an ideal
material for laser welding. It has good absorption of laser light, and low thermal conductivity
retains heat in the weld zone for a small heat affected zone (HAZ). Biasing the laser towards
48

~1 mm
Figure 3-9. Copper sample burn through during laser welding. Photo courtesy of author.
Figure 3-10. Copper laser absorption spectrum [34].
the stainless steel portion of a joint allows the stainless steel to melt at a higher temperature
and transfer heat to the copper sheet to form a seal.
49
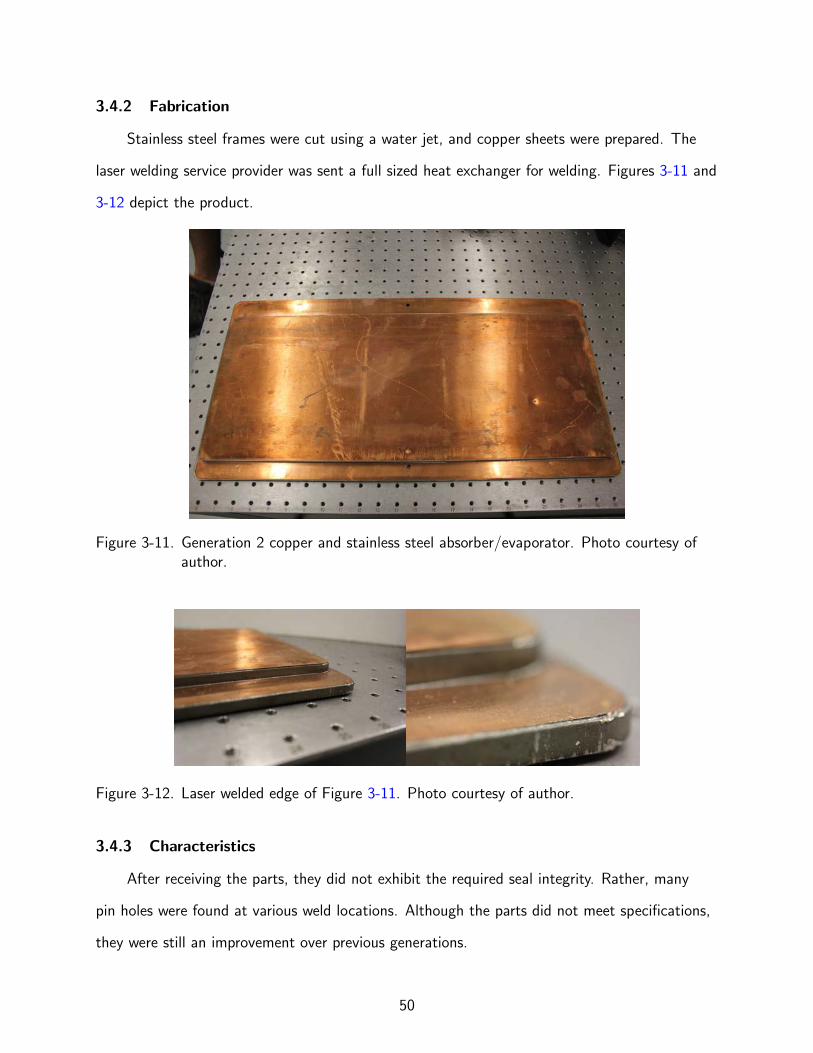
3.4.2 Fabrication
Stainless steel frames were cut using a water jet, and copper sheets were prepared. The
laser welding service provider was sent a full sized heat exchanger for welding. Figures 3-11 and
3-12 depict the product.
Figure 3-11. Generation 2 copper and stainless steel absorber/evaporator. Photo courtesy ofauthor.
Figure 3-12. Laser welded edge of Figure 3-11. Photo courtesy of author.
3.4.3 Characteristics
After receiving the parts, they did not exhibit the required seal integrity. Rather, many
pin holes were found at various weld locations. Although the parts did not meet specifications,
they were still an improvement over previous generations.
50

3.5 Generation 3
3.5.1 Design
After receiving Generation 3 parts back from laser welder that showed optimism, efforts
were turned to further understand the laser welding process. At this time, the company that
laser welded the sample of Figure 3-9 approached me about the possibility of purchasing a
machine. Looking forward, sending parts across the country for custom laser welding services
made looking at purchasing a laser welding machine itself an option. Factoring in the time
needed to become proficient and the cost of the machine, a purchase agreement was reached.
After becoming familiar with the machine, the capabilities and limitations of the process were
readily learned. Particularly promising was the ease of which stainless was laser welded. After
a successful prototype, a decision was made to create an all stainless steel heat exchanger. To
counter the low thermal conductivity of stainless steel, 250 µm thick sheets were specified.
The decision to move from copper to thin stainless sheets meant that structures could no
longer be etched into the surface. Rather, structures made of copper fins were soldered onto
the stainless steel sheets as shown in Figure 3-23. Again, stainless steel frames were cut using a
water jet.
3.5.2 Fabrication
Creation of thin walled vacuum chambers is desired within the vacuum community as
it allows for significantly shorter outgassing times [35]. This concept is relatively new, and
few publications exist on the topic, alluding to the difficulty of creating such a chamber. Of
the publications found, Bennett et al. [36] and Nemanic et al. [37] have created the thinnest
chambers at wall thicknesses of 910 and 600 µm, respectively. Both authors employed tungsten
inert gas (TIG) welding to create the chamber seals. TIG welding is ideal for thin materials due
to its precise arc control. Realizing the potential application for laser welding, the technique
was used for the first time to weld a hermetic heat exchanger. The first small scale prototype
was successful, featuring a wall thickness of just 250 µm, less than half of what was previously
thought to be possible.
51

Figure 3-13. Generation 3 generator/condenser front. Photo courtesy of author.
Figure 3-14. Generation 3 generator/condenser laser welded edge. Photo courtesy of author.
3.5.3 Characteristics
The latest generation of heat exchanger was closer than ever to reaching hermetic
seals. The heat exchanger still leaked, however the rate was lower than any of the previous
generations. Several issues detracted from the success of the part. First, notice the large
number of seams shown in Figures 3-13 and 3-14. The greater the seam length, the greater
the probability of a defect occurring. A reader may suppose that a defect could be repaired
through re-welding. This is normally true, however several defects were caused by solder
contaminating the weld pool. Recall that the fins of the heat exchanger were soldered onto the
surfaces. Any stray traces of solder in the welding area leads to permanent contamination of
52

the weld bead. Solder melts at a temperature much lower than that of stainless steel and tends
to erupt the weld pool, creating porous welds. The solder cannot be adequately cleaned out
of the weld zone. The third problem was with the choice of sheet metal thickness. 250 µm is
difficult to weld even with the precise control of a a laser. Straying the laser out of focus as
little as a few hundred microns can lead to burn through of the stainless steel sheet.
3.6 Generation 4
3.6.1 Design
Taking what had been gleaned from previous experiences about material, geometry, and
surface cleanliness, a new generation of heat exchanger was developed. The small scale sample
part of Generation 3 was hermetic, however the full sized unit was not. The only change was
an increase in the length and number of seams. At this point, it was evident that the number
of seals needed to be reduced in order to make full-sized unit. In order to do so, sheets were
formed to eliminate the need for layers. Knowledge about the capabilities of laser welding
made this design possible. Rather than have the middle cavity create its own layer, a dividing
sheet was simply laser welded inside to create a cavity within the pressed sheet. The latest
generation would incorporate thick, 900 µm formed sheets. Care was taken to prepare the
seams as clean as possible, free of solder.
Figure 3-15. Generation 4 generator/condenser front. Photo courtesy of author.
53

Figure 3-16 shows details on how connections and pressed sheets were laser welded in
Generation 4. Due to the success of Generation 4, these techniques were featured in future
generations.
Figure 3-16. Generation 4 generator/condenser edge. Photo courtesy of author.
Figure 3-17. Design and manufactured Generation 4 generator/condenser. Photo courtesy ofauthor.
3.6.2 Fabrication
The fourth generation of heat exchanger shown in Figures 3-15 and 3-17 marked a
milestone in the project as it successfully featured hermetic seals on all joints, on both sides of
the heat exchanger. This was a huge success, previous generations had only come close to the
required seal integrity. Generation 4 not only was successful, it was repeatable. This success
injected fresh optimism into the project and spurred the creation of an absorber using the same
techniques. Again, an absorber was produced featuring all hermetic seals, both sides. Figure
3-18 shows the pressure history of both sides of the generator/condenser heat exchanger.
54

Figure 3-18. Generation 4 pressure history. During typical operation, the heat exchanger isexpected to experience 7-15 kPa depending on operating conditions.
3.6.3 Characteristics
The compact design of the desorber placed the condenser cooling water layer in close
proximity to the desorber heating oil layer. Unfortunately, the proximity was close enough
to allow substantial thermal communication between the heating oil and cooling water. In a
traditional system, these two external fluid loops are located on either end of a cylindrical heat
exchanger shell to ensure that heat does not pass in between. Thermal connectivity between
the heating supply and the cooling water of the condenser decreases inversely affects the
system COP and capacity. Figure 3-19 depicts the amount of heat transferred between the
layers for a given oil inlet temperature. During the test, 25C water was flowed through the
condenser cooling water layer.
3.7 Generation 5
3.7.1 Design
Generation 5 was the first generation of heat exchanger to feature nickel plated fins as
shown in Figure 3-22. In order to increase corrosion resistance in the desorber, the solution
fins were nickel coated after being brazed to the stainless steel sheet. Nickel is resistant to
55

Figure 3-19. Generator 4 desorber thermal communication between heating and cooling layers.Temperatures note the heating source inlet temperature.
corrosion by lithium bromide, Griess et al. reports low corrosion rates an Oak Ridge National
Laboratory report [38].
3.7.2 Fabrication
Generation 5 marked an attempt to speed up the fabrication process. Each laser welded
heat exchanger has over 50,000 weld beads, which take a significant amount of time to form.
The laser was pulsed at 2.5 Hz, with an overlap of 80% of the laser diameter (700 µm).
Tungsten inert gas (TIG) welding was attempted as an alternative. Of the manual welding
techniques, TIG welding was chosen due to its precision and control.
56

Figure 3-20. Generation 5 generator/condenser front. Photo courtesy of author.
Figure 3-21. Weld failure due to solder contamination. Photo courtesy of author.
Figure 3-22. Generation 5 generator/condenser nickel coated fins. Photo courtesy of author.
57

3.7.3 Characteristics
Unfortunately, TIG welding was unsuccessful due to the increased heat affected zone
(HAZ) compared to that of laser welding. This created problems in areas where fins were
bonded to the backside of the sheet metal, such as the side areas of Figure 3-20. When
welding, the molten weld pool extended through the sheet metal to the solder, which
subsequently melted and contaminated the weld pool and led to cracks such as those in
Figure 3-21.
3.8 Generation 6
3.8.1 Design
Generation 6 was created in parallel with Generation 5 should TIG welding fail. Generation
6 featured all of the advancements of Generation 5 with the exception of nickel coated fins.
The oil fins of Generations 5 and 6 were switched from a wavy type (cf. A-29) to a taller offset
strip fin shown in Figure 3-24. Testing from the previous generation showed low heat transfer
from the oil loop to the system. A further investigation found that wavy fins were susceptible
to blockage from solder wicking into the fin channels during bonding. The previous fins were
also quite short, at only 0.125 in. compared to the new fins at 0.25 in.
Figure 3-23. Generation 6 generator/condenser. Photo courtesy of author.
58

Figure 3-24. Generation 6 generator/condenser oil fins. Photo courtesy of author.
3.9 Generation 7
Generation 7 sought to correct issues learned from testing with Generations 4 and 6 while
retaining the manufacturing techniques learned from previous generations. Several objectives
were laid out to guide the design process. Previous generations has suffered from thermal
communication between heating oil and condenser cooling water, there was no indication
how the solution manifold was performing at off-design conditions, and fin bonding quality of
previous generations had been quantified.
To reduce the amount of heat transfer between the layers, the generator sheets were
pressed deeper than before. The final product was near the limit of industry capability, several
iterations of dies were cut in order to achieve the final part. Tearing and wrinkling of the sheet
metal was problematic for the forming company. Figure 3-25 shows the increase in depth
between the first and second run of pressed sheets.
The problem of thermal communication between layers was effectively dealt with by
increasing the depth of the pressed sheet. Figure 3-26 depicts the decrease in heat transfer
between the heating layer and cooling water layer for the current and previous generation.
59

Figure 3-25. Pressed sheet depth comparison between Generations 6 and 7.
Figure 3-26. Reduction in thermal communication between Generations 6 and 7.
Manifolds play an important role in the success of absorption systems. Typically, the
limiting factor in the capacity of absorption systems is the absorption rate; a phenomena
governed by Fick’s law. Fick’s law says that the rate of absorption is proportional to the
area. The function of a manifold is to distribute absorbent onto the largest area possible for
maximum absorption, enabling cooling capacity. Previous desorber designs had used simple
calculations to model manifold distribution and pressure drop. Desiring more fidelity and
insight into the performance of a manifold, a more in depth analysis was performed. The
60

distribution of fluid is non-uniform down the length of a manifold as shown in Figure 3-27.
This applies only to this type of consecutive manifold, bifurcation style manifolds are exempt
from this assumption as flow naturally distributes in such a manifold. A bifurcation manifold
was not chosen for this application due to their high pressure drop, large size, and difficulty of
manufacturing.
Figure 3-27. Typical manifold distribution profile.
The physical dimensions of the manifold coupled with the fluid kinematic properties
influence how the flow is distributed. A poorly distributed flow as shown in Figure 3-27 occurs
when the pressure drop through the orifices is small relative to the dynamic head in the
manifold. Fraas et al. [39] showed this phenomena between manifolds distributing flow through
heat exchange material.
In order to design a manifold with the desired characteristics, a model or experimental
data is required. Wang [40] investigated this problem with the goal of creating a model to
predict manifold hydrodynamics. The ideas Wang presented in his work were used as aids in
formulating the solution for the case presented here. Beginning with a differential element
within the manifold as shown in Figure 3-28, equations of continuity and the conservation of
momentum may be written.
Continuity
61

x
yux
Px
ux+dx
Px+dx
uy
dx
A
Ay
Figure 3-28. Manifold differential element.
ρuxA− ρux+dxA− ρuyAy = 0 (3–4)
ux+dx = ux +∂ux∂x
dx (3–5)
Combining Equations 3–4 and 3–5
uxA−(ux +
∂ux∂x
dx
)A− uyAy = 0 (3–6)
uxA −uxA − ∂ux∂x
dxA− uyAy = 0 (3–7)
uy = −∂ux∂x
dxA
Ay
(3–8)
let
dx =L
n(3–9)
62

Where L is the length of the manifold, and n is the number of exit ports.
uy = −∂ux∂x
L
n
A
Ay
(3–10)
Momentum
ρu2xA+ PxA−(ux +
∂ux∂x
dx
)2
Aρ−(Px +
∂Px
∂xdx
)A = τwPdx (3–11)
ρu2xA +PxA −ρu2xA − 2ρAux∂ux∂x
dx −PxA − ∂Px
∂xdx A = τwPdx (3–12)
−2ρAux∂ux∂x
− ∂Px
∂xA = τwP (3–13)
τw may be taken from the Darcy-Weisbach equation
P = fL
Dh
ρu2x2
(3–14)
Using the definition of the hydraulic diameter, this is reduced to
τw = f ρu2x8
(3–15)
Flow through orifices is modeled by the following result:
_m =CDAy(
1−(dD
)4)0.5 [2ρ (Px − P0)]0.5 (3–16)
63

Px =
(uy
CD
)2ρ
2
(1−
(d
D
)4)
+ P0 (3–17)
∂Px
∂x=
∂
∂x
[(uy
CD
)2ρ
2
(1−
(d
D
)4)]
+∂P0
∂x(3–18)
Canceling out the last term as the pressure outside the manifold is constant with respect
to length.
∂Px
∂x=
(1
CD
)2ρ
2
(1−
(d
D
)4)
∂u2y∂x
(3–19)
Recalling the result from Equation 3–8
∂Px
∂x=
(1
CD
)2ρ
2
(1−
(d
D
)4)
∂
∂x
[(∂ux∂x
)2(L
n
A
Ay
)2]
(3–20)
∂Px
∂x=
(1
CD
)2ρ
2
(1−
(d
D
)4)(
L
n
A
Ay
)2∂
∂x
[(∂ux∂x
)2]
(3–21)
∂Px
∂x=
(1
CD
)2ρ
2
(1−
(d
D
)4)(
L
n
A
Ay
)2
2∂ux∂x
∂2x
∂x2(3–22)
Going back to the results from Equations 3–13 and 3–15.
−2ρAux∂ux∂x
− ∂Px
∂xA = τwP (3–23)
64

−2ρAux∂ux∂x
− ρ
C 2D
(1−
(d
D
)4)(
L
n
A
Ay
)2∂ux∂x
∂2x
∂x2A = f ρ
u2x8P (3–24)
Dividing by A and ρ,
−2ux∂ux∂x
− 1
C 2D
(1−
(d
D
)4)(
L
n
A
Ay
)2∂ux∂x
∂2x
∂x2= f
u2x2
P
4A(3–25)
−2ux∂ux∂x
− 1
C 2D
(1−
(d
D
)4)(
L
n
A
Ay
)2∂ux∂x
∂2x
∂x2= f
u2x2Dh
(3–26)
For fully developed laminar flow, f = 64Re
[41]
−2ux∂ux∂x
− 1
C 2D
(1−
(d
D
)4)(
L
n
A
Ay
)2∂ux∂x
∂2x
∂x2=
64µ
ρuxDh
ux2
2Dh
(3–27)
−2ux∂ux∂x
− 1
C 2D
(1−
(d
D
)4)(
L
n
A
Ay
)2∂ux∂x
∂2x
∂x2=
32µ
ρD2h
ux (3–28)
∂2x
∂x2+ 2
C 2D(
1−(dD
)4) (nL Ay
A
)2
ux +32µ
ρD2h
C 2D(
1−(dD
)4) (nL Ay
A
)2
ux
(∂ux∂x
)−1
= 0 (3–29)
The manifold discharges to a free space, leaving D to be infinitely large. Therefore,
limD→∞
(1−
(d
D
)4)
→ 1 (3–30)
∂2x
∂x2+ 2C 2
D
(n
L
Ay
A
)2
ux +32µC 2
D
ρD2h
(n
L
Ay
A
)2
ux
(∂ux∂x
)−1
= 0 (3–31)
BC1. u (0) = u
65

BC2. u (L) = 0
The choice of CD = 0.5 was from Johansen [42]. The smaller the port spacing, dx = Ln,
the more accurate the solution will be. A smaller port spacing increases the accuracy of the
Talyor series approximation used for ux+dx . The solution is only applicable for laminar flow
in the manifold body. For the outlets, the flow may be in any regime. The solution is only
applicable to steady, incompressible flows. The solution is only applicable to manifolds with
short runners, those on the order of Lrunner < 2Dorice . For longer runners, the length may
exceed the entrance length and an alternate model for pressure drop through the runners
should be used.
Using this model, the manifold shown in Figure 3-29 was created for experimental testing.
A part drawing of the manifold may be seen in the Appendix, Figure A-2. Made out of
stainless steel and coated with PTFE, the manifold would be durable and corrosion resistant.
The coating serves as a flow control element to keep droplets from coalescing laterally.
Figure 3-29. Solution distribution manifold. A part drawing may be seen in Figure A-2, Photocourtesy of author.
Using water, the manifold showed very good performance compared to the theoretical
lateral distribution predicted by the model, Figure 3-30.
The pressure drop measured across the manifold was also an important consideration.
Knowledge about the pressure drop through the manifold is required in order to select a pump
that can deliver the required flow. The results of modeling compared to experimental values
for different flow rates are shown in Figures 3-31 and 3-32. The red line indicates the design
66

Figure 3-30. Theoretical versus experimental manifold distribution for water. Note the smallvertical scale.
Figure 3-31. Theoretical distribution at operating condition.
67

operating point. The transition from droplet to jet flow out of the nozzles is plotted as well.
No particular regime is preferred, so long as the operating point is not jet flow with sufficient
velocity to allow the flow to depart the falling film structures.
Figure 3-32. Manifold pressure curve using 55% wt. lithium bromide.
The lack of quality bonded fins was a manufacturing problem that had to be addressed.
The technique used on previous generations was developed prior in the lab for joining copper to
copper parts. Plainly speaking, surfaces to be bonded were coated in flux, and pressed together
with a layer of solder ribbon between the parts. One side of the press featured a heating
platen to transfer heat to the parts. When one of the surfaces was switched to stainless steel,
several issues arose with the process. Firstly, stainless steel has a tendency to warp when
heated. This phenomena did not occur with copper, despite the two metals having nearly the
same coefficient of expansion [43]. The reason for this behavior is due to the difference in
thermal conductivity between the materials. Copper has a thermal conductivity ∼ 27X that
of stainless steel. Wherever stainless steel is heated, large temperature gradients are created
translating to stresses and eventually warpage if enough heat is applied. This is detrimental to
the bonding process, both the substrate and the fins should be as flat as possible to achieve
68
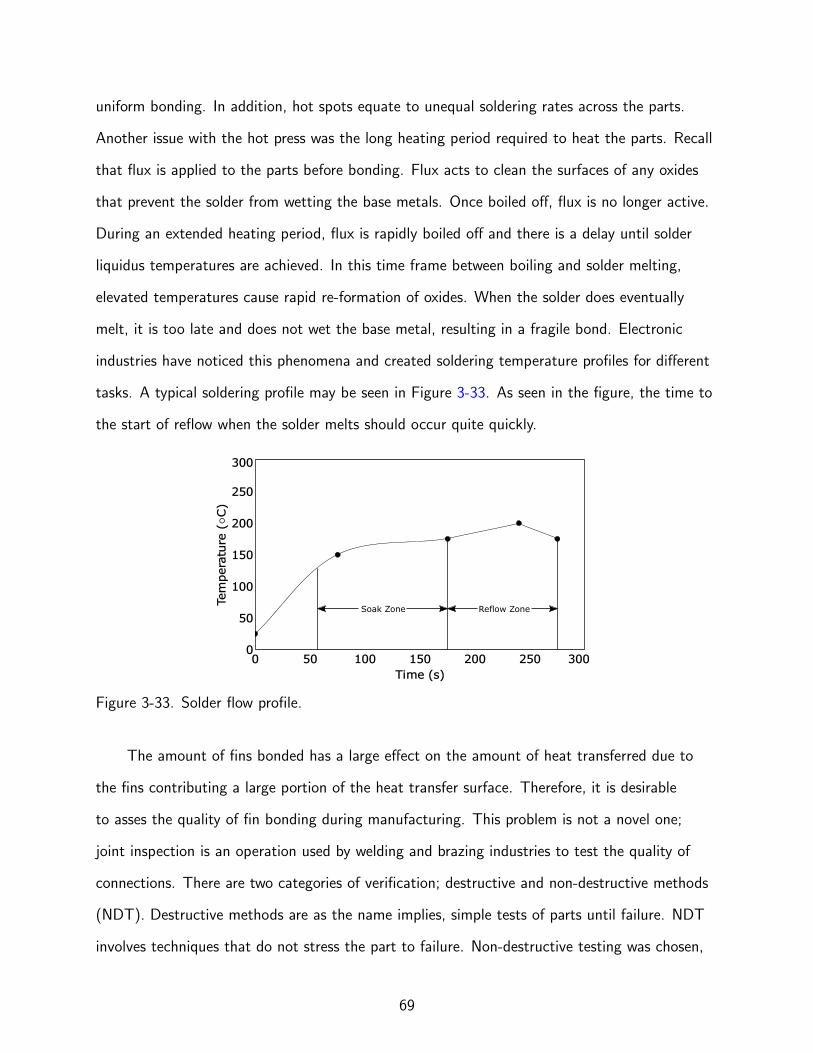
uniform bonding. In addition, hot spots equate to unequal soldering rates across the parts.
Another issue with the hot press was the long heating period required to heat the parts. Recall
that flux is applied to the parts before bonding. Flux acts to clean the surfaces of any oxides
that prevent the solder from wetting the base metals. Once boiled off, flux is no longer active.
During an extended heating period, flux is rapidly boiled off and there is a delay until solder
liquidus temperatures are achieved. In this time frame between boiling and solder melting,
elevated temperatures cause rapid re-formation of oxides. When the solder does eventually
melt, it is too late and does not wet the base metal, resulting in a fragile bond. Electronic
industries have noticed this phenomena and created soldering temperature profiles for different
tasks. A typical soldering profile may be seen in Figure 3-33. As seen in the figure, the time to
the start of reflow when the solder melts should occur quite quickly.
Soak Zone Reflow Zone
Figure 3-33. Solder flow profile.
The amount of fins bonded has a large effect on the amount of heat transferred due to
the fins contributing a large portion of the heat transfer surface. Therefore, it is desirable
to asses the quality of fin bonding during manufacturing. This problem is not a novel one;
joint inspection is an operation used by welding and brazing industries to test the quality of
connections. There are two categories of verification; destructive and non-destructive methods
(NDT). Destructive methods are as the name implies, simple tests of parts until failure. NDT
involves techniques that do not stress the part to failure. Non-destructive testing was chosen,
69

as confidence in the repeatability of the fin bonding process had not been established to the
point making destructive testing meaningful.
Halmshaw presents methods of NDT welded joints in a comprehensive text, [44]. Methods
include: visual, radiographic, ultrasonic, and penetration. Visual methods are not possible, as
the materials are opaque and the joint it obscured by the parts. Radiographic methods take
advantage of absorption of x-rays. Where a void exists, x-ray transmission will be inhibited and
appears as dark areas on the detection image. Ultrasonic methods work on principles similar
to that of x-rays, a void or change in medium alters the amount of sound wave transmission
and appears on the detector as a shift. Penetration methods involve coating the joint with
a penetrating dye, and examining the penetration of the dye into the joint; a technique not
possible due to the geometry of the heat exchanger.
My lab colleague, Saitej Ravi, suggested the use of thermal imaging as a method of
NDT joint examination. Halmshaw did not include this technique, perhaps thermal imaging
equipment was not widely used when the text was written. Chadhuri et al. explored the
possibility of thermal imaging as an NDT technique for a stainless steel to copper brazed joint
[45].
In order to achieve better fin bonding, the hot press method was replaced with a furnace.
A furnace allows for rapid, even heating to minimize oxide formation and warpage. Using this
technique, the fins shown in Figure 3-34 were bonded. To test the quality of the bond as well
as the measurement technique, an IR camera was used to view the fins as they were heated. A
known defect was purposely created in the fins to test the accuracy of the verification method.
70

Steady StateUnsteady Airflow Manufactured
Figure 3-34. Comparison of thermal testing with manufacturing process for a known defect.Photo courtesy of author.
71

CHAPTER 4SYSTEM DEVELOPMENT
4.1 Environmental Interaction
The experimental system interacted with the environment through the external loops
shown in Figure 4-1. Cooling to the condenser and absorber was provided through a
recirculating water chiller by Thermo Scientific. It is important to note that the condenser
and absorber were cooled by the same cooling water source, piped in parallel. Parallel piping
was chosen for system stability. Had the absorber and condenser been piped in series, it
would have restricted the system to a point which may not have been attainable. Although
a recirculating chiller was used here, alternative sources of cooling would be possible. The
evaporator heat input was provided through a recirculating water loop equipped with a heater.
Again, any source of heat input could be used, possibly in the form of a building chilled water
loop. Lastly, heat input to the desorber was provided by a recirculating oil bath by Julabo. The
heating fluid was a high temperature silicone oil. The only consideration for the heating fluid
medium would be that it should evenly distribute heat to the surfaces of the desorber. This
could be in the form of other heat transfer mediums, possibly hot fluid from a solar collector
array.
Figure 4-1. Diagram of external heat transfer loops connected to the system.
72

4.2 Instrumentation
The system was instrumented in order to determine the state points at all nodes shown
in Figure 2-2 for comparison with simulation values. Knowing the state of the fluid at every
point is crucial for performance evaluation and modeling as these points are used modeling. In
order to achieve this, the system was fully instrumented with pressure transducers, flow meters,
and thermocouples at every node in the system. Finding instrumentation that was hermetically
sealed proved to be difficult. Custom thermocouple pipe penetrations had to be designed in
order to measure temperature at various flow locations.
The requirements of the flow meter were particularly stringent. The meters were required
to hold vacuum, have a very low pressure drop, be corrosion resistant, and measure flow
density. The Emerson Micro Motion line of Coriolis flow meter was the only meter found
that met all of these specifications. Coriolis flow meters are extremely accurate and have
high turndown ratios, that is, they are accurate under a wide range of flows. The meters
were able to measure density as well as temperature. This feature was needed in order to
determine the concentration of lithium bromide. Knowing the concentration of lithium bromide
is critical to avoid crystallization that occurs when the solution becomes supersaturated. In
order to correlate density to concentration, the temperature and density of the solution must
be known. Assuming the solvent, water in this case, is incompressible and single phase liquid,
the concentration is a function of temperature and density only.
xLiBr = f (T , ρ) (4–1)
Correlations between temperature, density, and concentration are provided in literature.
Patek et al. provides the most inclusive review of research and goes on to present a unifying
correlation [21]. Using such correlations, the temporal density of a solution flow may be
converted to concentration as seen in Figure 4-2.
73

100ºC
50ºC
75ºC
Increasing
Temperature
Figure 4-2. Density and temperature may be used to correlate the concentration of lithiumbromide.
4.3 Equipment
4.3.1 Filter Design and Fabrication
In addition to theoretical challenges, there are also many operational and practical
hurdles associated with such a system. For example, it is crucial that the ports of the solution
manifolds of the desorber (cf. Figure 3-29) and absorber remain open and free of debris.
Foreign material in the manifolds poses a threat of plugging the ports, causing solution
maldistribution and increasing the pressure drop through the manifold. To ensure that debris
does not enter the heat exchangers, two filters were designed and fabricated for use in the
system. The filters were installed as a part of the closed system, therefore the filter was
required to be hermetic. In order to work as a part of a thermodynamic pressure and gravity
driven system, the filters were also required to have an extremely low pressure drop. Hermetic
filters were available in the market, however they were priced at a minimum of $5000 per filter.
This was unacceptable, two filters would have exceeded the allotted project budget for that
aspect.
A decision was made to create custom filters for use in the system. The filters consisted
of a 43 µm stainless steel mesh supported by a coarse stainless steel screen. Stainless steel
mesh was chosen as the filter media due to its large permeability offering low pressure drop.
Each unit had a filter mesh measuring around 4.5 in. on a side for a total area of 20.25 in.2 .
74

The filter was made by stacking the assembly together while leaving filter media protruding on
the edges. When laser welded, the stainless steel filter media melted into the edge weld bead,
capturing the media. Connections were welded on to complete the filter.
To ensure even distribution of flow across the filter, diverting plates shown in Figure 4-3
were welded on the inside of the inlet to the filters. Uniform flow distribution across the media
shown in Figure 4-4 ensures even caking of debris, and low velocities avoid pushing debris
through the filter.
Figure 4-3. Filter component halves. A diverter plate is installed on piece on the right. Photocourtesy of author.
Filter Support Filter Material
Figure 4-4. Filter support and filtration media. Photo courtesy of author.
4.3.2 Solution Pump
Recall that the entire system must be a closed, hermetic loop.This condition applies to
the pump as well, which must be vacuum sealed. There is a very small market of hermetic
pumps for commercial systems, which are much larger than the system requires here. Only one
75

manufacturer offers an appropriately sized hermetic pump, HNP Mikrosysteme of Germany.
The pump is intended for highly specialized applications requiring ultra precise volumetric doses
and would not be appropriate for the system due to its requirements on inlet flow purity.
In order to overcome this challenge, a hermetic pump was replicated by placing a pump
within a vacuum chamber. A small, inexpensive DC magnetically-driven pump was placed
within a vacuum chamber and its exit piped to an exit feedthrough fitting on the chamber
inner wall. Electrical supply to the pump was provided through a vacuum chamber electrical
feedthrough.
The pump also served a second purpose as a charging chamber. Lithium bromide solution
was inserted into this chamber, and its level was monitored to determine the correct system
charge volume. A photograph of the setup may be seen in Figure 4-5.
Figure 4-5. Dual purpose solution pump and charging chamber. Photo courtesy of author.
4.3.3 Heating Oil Flow Control
In the desorber heating layer, oil flows from top to bottom in order to reduce solution pool
boiling near the exit. Boiling of solution near the exit was found to obscure solution drainage.
Naturally, when filling from the top a bubble will exist in the cavity unless it is removed before
operation. When the design of Figure A-22 was completed, it was uncertain how well the flow
76

would match the ideal case and evenly distribute laterally across the heat exchanger. Initial
testing showed the side opposite the inlet to be much cooler, indicating it was not seeing
hot oil. Consider the effect of a bubble in the cavity as show in Figure 4-6, it will prevent oil
from evenly heating all areas. To facilitate easy purging of the oil layer, a special bleed fitting
(Figure 4-7) was designed and manufactured to attach to the desorber inlet. The fitting allows
a user to open a path for air to escape through a purge valve. Once the air is purged, oil will
begin to trickle out of the purge valve, indicating complete deaeration. After purging, even
temperature distribution was verified with an IRCameras IRC906SLS infrared camera. Figure
4-8 shows the rear of the desorber at reduced temperature steady state testing.
Air
Oil
Inlet
Oil
Exit
Heater
Desorber
Oil Bath
Figure 4-6. Air may be trapped in the heating layer of the desorber as shown here.
Bleeding Port
Oil Inlet
Figure 4-7. Heating oil purge fitting. Photo courtesy of author.
77

Figure 4-8. Even surface oil temperature distribution left to right. Photo courtesy of author.
4.3.4 Heat Exchanger Flow Distribution
The solution heat exchanger has a strong influence on the overall COP of the system.
Figure 4-10 from simulation depicts the trend of COP versus heat exchanger effectiveness.
initially, custom solution heat exchangers were fabricated using the same techniques used to
fabricate the third generation heat exchanger, shown in Figure 4-9. The custom soluation heat
exchangers held vacuum, further supporting conclusions about the full-sized unit of Generation
3. The custom solution heat exchanger held vacuum due to its low number of hermetic seams.
Making a custom solution heat exchangers was a difficult and time consuming process. As
an alternative, an off the shelf brazed plate heat exchanger was found that held vacuum and
offered a larger heat exchange area.
Figure 4-9. Custom solution heat exchanger. Photo courtesy of author.
Brazed plate heat exchangers, also known as compact heat exchangers, offer large heat
transfer areas in a small unit package. They are formed by stacking many alternating plates on
top of each other. Fluid flows in between the layers, alternating between hot and cold flows.
78

Figure 4-10. Effect of solution heat exchanger effectiveness on COP for various operatingconditions. Conditions 1 and 2 refer to experimental data of Chapter 5.
In addition to decreased COP, a poorly performing solution heat exchanger also leads
to a drop in performance and exacerbates crystallization threats. As solution heat exchanger
effectiveness decreases, the hot side exit temperature will increase. Coincidentally, this flow
is the inlet of the absorber. Recall that the solution must be cooled in order for absorption
to take place. As the solution enters the absorber at higher temperatures, absorption rates
decrease accordingly. Reduced absorption rates lead to higher concentrations and eventually
crystallization if left uncorrected.
Inlet
Exit
Inlet
Exitg g
Figure 4-11. Solution heat exchanger flow distribution.
During testing, a lack of heat transfer was noticed in the solution heat exchanger.
A calculation using theoretical Nusselt numbers for the geometry of the flows revealed
79

that only 25% of the plates were active in transferring heat. It is estimated that the flow
approximated the scenario shown in Figure 4-11. Resulting from poor heat transfer, high
inlet temperatures to the absorber were observed as shown in Figure 4-10. In order to correct
the flow distribution problem and wet all of the plates of the heat exchanger, a needle valve
was added downstream to increase the head loss to a height that sufficiently filled the heat
exchanger. Figure 4-12 shows the results of the modification. Notice how the absorber
solution inlet temperature decreased substantially. A plot comparing solution heat exchanger
effectiveness for maldistributed versus corrected heat exchanger operation may be seen in
Figure 5-7.
Maldistribution
Corrected
Figure 4-12. Absorber solution temperatures.
80
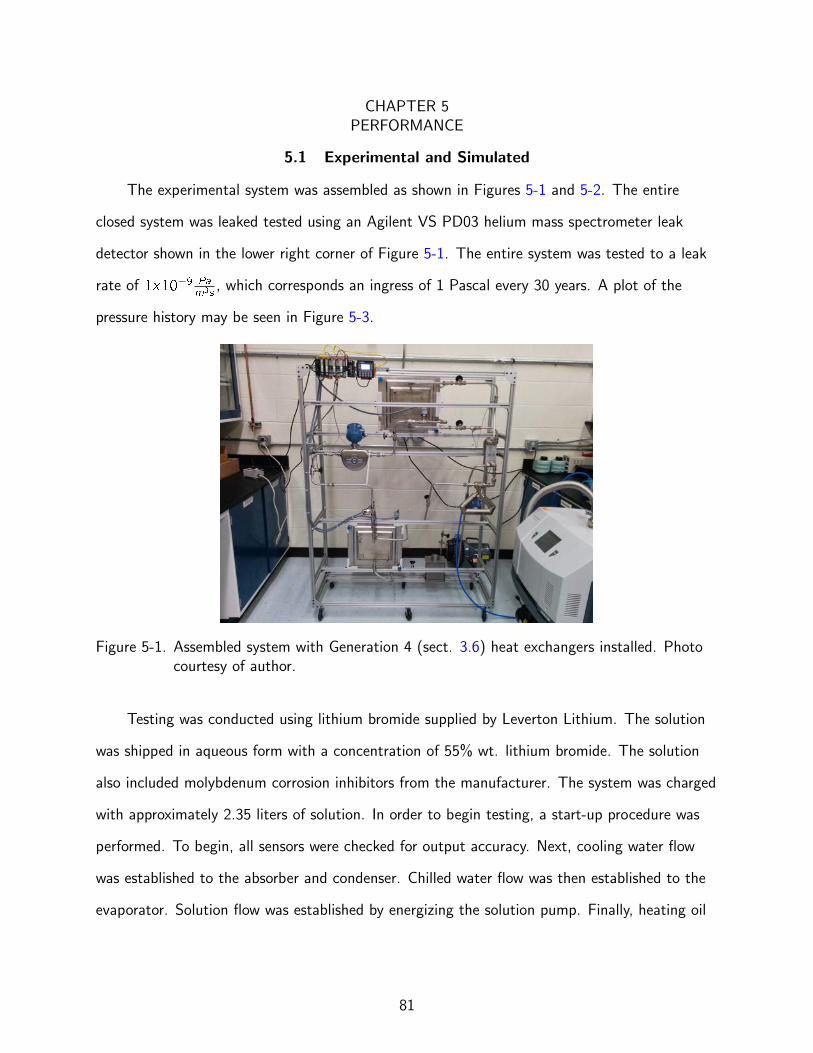
CHAPTER 5PERFORMANCE
5.1 Experimental and Simulated
The experimental system was assembled as shown in Figures 5-1 and 5-2. The entire
closed system was leaked tested using an Agilent VS PD03 helium mass spectrometer leak
detector shown in the lower right corner of Figure 5-1. The entire system was tested to a leak
rate of 1x10−9 Pam3s
, which corresponds an ingress of 1 Pascal every 30 years. A plot of the
pressure history may be seen in Figure 5-3.
Figure 5-1. Assembled system with Generation 4 (sect. 3.6) heat exchangers installed. Photocourtesy of author.
Testing was conducted using lithium bromide supplied by Leverton Lithium. The solution
was shipped in aqueous form with a concentration of 55% wt. lithium bromide. The solution
also included molybdenum corrosion inhibitors from the manufacturer. The system was charged
with approximately 2.35 liters of solution. In order to begin testing, a start-up procedure was
performed. To begin, all sensors were checked for output accuracy. Next, cooling water flow
was established to the absorber and condenser. Chilled water flow was then established to the
evaporator. Solution flow was established by energizing the solution pump. Finally, heating oil
81

Figure 5-2. System side and rear; heat exchangers are installed in both photos. Photo courtesyof author.
Figure 5-3. System pressure history. The decaying pressure is due to the system cooling downafter operation.
82

flow was applied to the generator. The temperature of the heating oil was slowly ramped up to
operating conditions.
System shut-down was the reverse of start-up. First, oil flow to the desorber was stopped.
It was important to keep chilled water circulating in order to vaporized un-absorbed refrigerant
back into solution. Cooling water flow was retained to cool solution incoming to the absorber
to facilitate absorption as was explained in section 3.2.1. Had all external loops been stopped,
the concentrated solution has the possibility to crystallize as it cools down. It is important
to dilute and restore the solution to a safe concentration that will not crystallize at ambient
conditions.
Figures 5-4 - 5-6 depict the results of testing plotted on Duhring charts, while Tables
5-1 - 5-5 contain the state points of the fluid at all nodes of the system numbered in Figure
2-2. Dissimilarities between theoretical and simulated data may be attributed to system heat
loss or slight variations in sensor data. Additionally, the simulation software assumes ideal
operating conditions for the system. Recall that system performance is sensitive to wetting
of the falling film surfaces and solution heat exchanger plates for optimal heat transfer to
take place. During experimentation, these areas may drift slightly out of design conditions,
contributing to alternate system performance values.
0 20 40 60 80 100 12010
2
101
100
101
102
103
Temperature (°C)
Pre
ssure
(kP
a)
Figure 5-4. Operating Condition 1 Duhring chart.
83

Table 5-1. Operating Condition 1: Experimental data points. The nodes of the first column
correspond to the points of Figure 2-2.
Node, i h(kJkg
)m(kg
s
)P (kPa) T (C) x (%wt.LiBr)
1 45.73 0.0109 1.38 24.27 0.43 COP 0.81
2 48.85 0.0109 7.96 25.60 0.43 ϵhx 0.85
3 145.6 0.0109 7.96 65.97 0.43 Qa 1351 W
4 195.2 0.0105 7.96 83.50 0.58 Qc 944 W
5 96.28 0.0105 7.96 33.32 0.58 Qd 1135 W
6 93.31 0.0105 1.38 31.77 0.58 Qe 911 W
7 2606 0.00039 7.96 57.01 - Ua 2442 Wm2K
8 173.4 0.00039 7.96 41.41 - Uc 1307 Wm2K
9 173.4 0.00039 1.38 11.80 - Ud 429.5 Wm2K
10 2522 0.00039 1.38 11.80 - Ue 738.6 Wm2K
Table 5-2. Experimental versus simulated performance at Operating Condition 1.
Case COP
Experimental 0.81
Simulation 0.87
0 20 40 60 80 100 12010
2
101
100
101
102
103
Temperature (°C)
Pre
ssu
re (
kP
a)
Figure 5-5. Operating Condition 2 Duhring chart.
84

Table 5-3. Operating Condition 2: Experimental data points. The nodes of the first column
correspond to the points of Figure 2-2.
Node, i h(kJkg
)m(kg
s
)P (kPa) T (C) x (%wt.LiBr)
1 47.60 0.0077 1.24 25.19 0.45 COP 0.79
2 49.33 0.0077 7.95 25.95 0.45 ϵhx 0.87
3 145.2 0.0077 7.95 67.20 0.45 Qa 1298 W
4 189.8 0.0073 7.95 82.20 0.57 Qc 912.4 W
5 91.34 0.0073 7.95 32.38 0.57 Qd 1124 W
6 94.20 0.0073 1.24 33.86 0.57 Qe 889.1 W
7 2611 0.00038 7.95 59.70 - Ua 2549 Wm2K
8 173.4 0.00038 7.95 41.40 - Uc 1292 Wm2K
9 173.4 0.00038 1.24 10.08 - Ud 380 Wm2K
10 2519 0.00038 1.24 10.08 - Ue 374 Wm2K
Table 5-4. Experimental versus simulated performance at Operating Condition 2.
Case COP
Experimental 0.79
Simulation 0.86
85

0 20 40 60 80 100 12010
2
101
100
101
102
103
Temperature (°C)
Pre
ssure
(kP
a)
Figure 5-6. Operating Condition 3 Duhring chart.
Table 5-5. Operating Condition 3: Experimental data points. The nodes of the first column
correspond to the points of Figure 2-2.
Node, i h(kJkg
)m(kg
s
)P (kPa) T (C) x (%wt.LiBr)
1 50.36 0.0141 1.55 26.20 0.43 COP 0.76
2 51.14 0.0141 11.85 26.53 0.43 ϵhx 0.832
3 171.9 0.0141 11.85 72.83 0.43 Qa 1994 W
4 210.8 0.0135 11.85 92.16 0.58 Qc 1501 W
5 100.7 0.0135 11.85 36.57 0.58 Qd 1902 W
6 100.1 0.0135 1.55 36.24 0.58 Qe 1452 W
7 2621 0.00063 11.85 65.10 - Ua 2615 Wm2K
8 205.9 0.00063 11.85 49.17 - Uc 1521 Wm2K
9 205.9 0.00063 1.55 13.40 - Ud 435.5 Wm2K
10 2525 0.00063 1.55 13.40 - Ue 836.5 Wm2K
86

Table 5-6. Experimental versus simulated performance at Operating Condition 3.
Case COP
Experimental 0.76
Simulation 0.85
The main differences between the three operating conditions are in the circulation
ratio, desorber exit temperature, and evaporator temperature. The former two influence the
circulation ratio directly. The circulation ratio is an extremely useful metric for understanding
how an absorption cycle will perform. The circulation ratio is defined as the ratio of the mass
flow rate of the weak solution to that of the refrigerant [13],
f =_m3
_m7
(5–1)
Through manipulation (c.f. A.5) the circulation ratio may be written as a function of the
strong and weak concentrations of the cycle.
f =xstrong
xstrong − xweak(5–2)
To give a physical analogy of the circulation ratio, it is analogous to the efficiency of
a pump. It can be thought of as a ratio of the amount of input going towards pumping
refrigerant versus that consumed by loses. When visualized on a Duhring chart, the circulation
ratio can be abstracted from the “width” of the solution track. A wider track indicates a
greater difference between weak and strong concentrations and thus a lower circulation ratio.
The circulation ratio also makes an appearance directly in the calculation of COP as
seen in Equation 5–3. Appendix section A.6 explains how the COP may be written in this
form. One can immediately see that a low circulation ratio is desired. In equation 5–3, the
term f (h4 − h3) is the sensible heat added to the solution during desorption. This heat must
87

eventually be discarded in the absorber in order to promote absorption as explained in Section
3.2.1.
COP =h10 − h9
h7 − h4 + f (h4 − h3)(5–3)
However, a solution heat exchanger acts to recover this heat. Cycle COP is a strong
function of heat exchanger effectiveness as seen in Figure 4-10. Its effect may be seen
in Equation 5–3. The numerator of can be interpreted as the heat of vaporization of the
refrigerant. The denominator can be interpreted as the sum of sensible heat, (h4 − h3) added
to the solution during desorption, plus the heat of vaporization of the refrigerant (h7 − h4).
One can now directly see the benefits of a low circulation ratio and the addition of a solution
heat exchanger. A solution heat exchanger acts to reduce the difference between the enthalpy
of the two solution flows, h4 − h3. This means that more of the heat input is going towards
vaporizing refrigerant than would be going towards increasing the temperature of the solution.
The effect of heat exchanger effectiveness upon COP may be seen in Figure and 5-8. Notice
how the heat exchanger effectiveness has a strong influence on the COP.
The caveat of using a heat exchanger with a large surface area lies in the problem of
flow distribution. Poor flow distribution in plate heat exchangers can drastically decrease the
effectiveness [46].
88

Figure 5-7. Heat exchanger effectiveness for maldistributed and corrected heat exchangeroperation.
Figure 5-8. COP versus solution heat exchanger effectiveness.
89
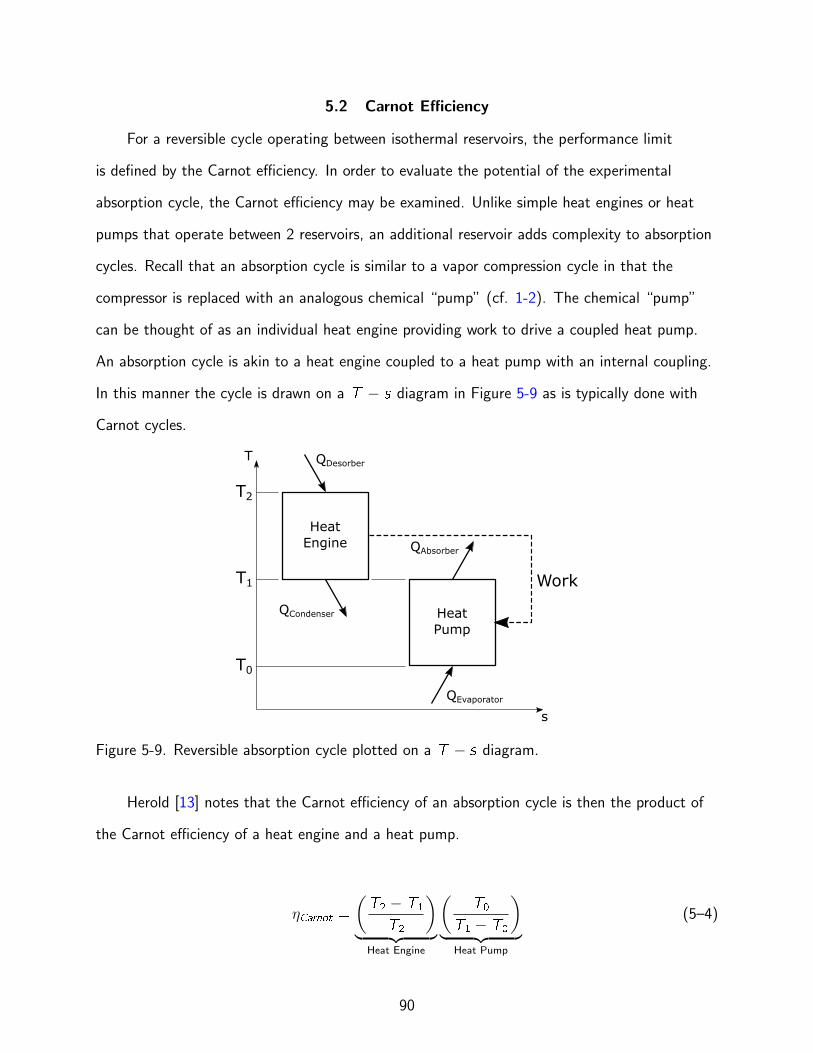
5.2 Carnot Efficiency
For a reversible cycle operating between isothermal reservoirs, the performance limit
is defined by the Carnot efficiency. In order to evaluate the potential of the experimental
absorption cycle, the Carnot efficiency may be examined. Unlike simple heat engines or heat
pumps that operate between 2 reservoirs, an additional reservoir adds complexity to absorption
cycles. Recall that an absorption cycle is similar to a vapor compression cycle in that the
compressor is replaced with an analogous chemical “pump” (cf. 1-2). The chemical “pump”
can be thought of as an individual heat engine providing work to drive a coupled heat pump.
An absorption cycle is akin to a heat engine coupled to a heat pump with an internal coupling.
In this manner the cycle is drawn on a T − s diagram in Figure 5-9 as is typically done with
Carnot cycles.
T
s
Work
T2
T1
T0
Heat
Engine
Heat
Pump
QDesorber
QCondenser
QAbsorber
QEvaporator
Figure 5-9. Reversible absorption cycle plotted on a T − s diagram.
Herold [13] notes that the Carnot efficiency of an absorption cycle is then the product of
the Carnot efficiency of a heat engine and a heat pump.
ηCarnot =
(T2 − T1
T2
)︸ ︷︷ ︸
Heat Engine
(T0
T1 − T0
)︸ ︷︷ ︸
Heat Pump
(5–4)
90

Unlike typical Carnot cycles, the absorption cycle includes heat exchange with 3 different
temperature reservoirs, T0,T1,T2. The variation of these variables produces an infinite
combination of temperatures over 3 dimensions. A plot of the resulting Carnot efficiency for
ranges of experimentally relevant reservoir temperatures may be seen in Figure 5-10.
T2
T0T1
T2
T0T1
7
2.5
3
3.5
4
4.5
5
5.5
6
6.5
Carnot
Figure 5-10. Carnot absorption cycle efficiency for various reservoir temperatures.
Carnot efficiencies for the experimental conditions described earlier may be seen in Table
5-7.
Table 5-7. Carnot efficiencies for experimental operating conditions.
Operating Condition ηCarnot
1 3.81
2 3.01
3 4.04
Notice that the most efficient cycle occurs when T2 and T0 are maximized and T1 is
minimized. Considering the two parts as separate, a heat engine is most efficient with the
hottest source temperature and the coolest heat refection temperature. A heat pump is most
91

efficient when the cold reservoir temperature is closest to that of the heat rejection reservoir.
These observations are confirmed in Figure 5-10.
92

CHAPTER 6COSTS
In the interest of possible commercialization, a cost analysis is provided. With the
exception of the connections, sensors, and pressed sheets; all pieces used to build heat
exchangers and the complete experimental system were custom made by the author in the
laboratory. The connections used were Swagelok VCR connections selected for their low
leak rates and ability to be opened and closed without wear. The pressed sheets were priced
proportionately to the production run; because the sheets were made in a short-run the costs
were relatively high. To make the pressed sheets, a tooling die was created for forming. The
cost of the die was significant, but represents a one-time cost. Sheet metal forming costs are
extremely sensitive to production volumes due to the significant work in setting up tooling. If
production runs were increased, part cost would drastically decrease. Only 14 pieces of each
type of pressed sheet were made for the desorber and absorber units.
The cost of constituent parts of the generator/condenser unit are shown in Figure
6-1. Major costs include the pressed sheets and fins at $650 and $297 respectively. If the
production run of pressed sheets was expanded, costs are estimated to come down to less
than $20 per sheet. The vast difference between the current and estimated price is due to the
current production run size. Significant setup time drives the current cost of sheets. Fins on
the other hand, are used quite frequently in the laboratory and were ordered on a much larger
production run; 175 fins arrays per order. Given the current production run of fins, it is not
certain that their unit price will decrease drastically with increased production runs. Taking
into account production run discounts on other parts, it is estimated that the cost parts for a
generator-condenser unit could decrease to below the $100 mark.
The costs associated with manufacturing components was also significant, as shown in
Figure 6-2 for the generator/condenser unit. The most expensive processes were laser welding
and brazing. The cost to laser weld a unit came directly from a laser welding service that was
used to create an earlier part, Generation 2.
93

2% 3%
12%
15%
21%
47%
Solution Manifolds
Sheet Metal
Stanless Steel Frames
Connection Fittings
Fins
Pressed Sheets
Total: $1397
Figure 6-1. Desorber materials costs.
44%
46%
5%5%
Brazing
Laser Welding
Drilling
Raw Material Processing
Total: $2975
Figure 6-2. Desorber manufacturing costs.
The same observations on bulk pricing also apply to the absorber as well. Figures 6-1
- 6-4 show an important trend. Although the physical length of the absorber/evaporator is
nearly double that of the desorber/condenser, the cost difference is minimal. In this concept
of heat exchanger cost does not necessarily scale with capacity. This is due to the efforts of
designing the units for ease of manufacturing and scalability. In doing so, the technologies,
materials, manufacturing techniques, and parts are shared between the two units. This
feature allows the heat exchanger to be scaled up physically with no changes in complexity or
manufacturing technique. Only additional materials are required, which are priced according
to bulk discounts and do not contribute significantly to the final cost of the unit. This feature
94

is also advantageous for commercialization as the same facility, equipment, raw material, and
tradesmen may be used to make either the generator/condenser or the absorber/evaporator.
31%
14%31%
5%
14%
3% 2%
Pressed Sheets
Stanless Steel Frames
Fins
Sheet Metal
Connection Fittings
Solution Manifolds
Evaporator Manifolds
Total: $1591
Figure 6-3. Absorber materials costs.
45%
45%
6%4%
Brazing
Laser Welding
Drilling
Raw Material Processing
Total: $3710
Figure 6-4. Absorber manufacturing costs.
As the unit described here was an experimental unit, it of interest to see how the unit
would compare to competing vapor compression equipment on a commercial scale. To estimate
such costs, the materials, equipment, and processes used to build the system were priced
according to large production run rates of approximately 1,000 units per month. A summary of
the individual costs of the system components can be seen in Figure A-2 of the appendix.
As was mentioned above, the cost of the absorption cycle components used here do not
scale one-to-one with capacity. Doubling the capacity does not transmute to double the cost.
On the other hand, vapor compression cycle costs are more sensitive to capacity as shown in
95

Figure 6-5. Figure 6-5 also shows how the estimated cost of the experimental system described
here would scale with capacity on a commercial scale. Notice the intersection of the two lines
at a capacity near 2 tons. Before making the assumption that a vapor compression system is
more economical under this crossover and that an absorption system would be preferred at
higher capacities, recall that energy input costs are not equal between the systems. The reader
is referred back to Figure 3-1 noting that electricity versus natural gas rates vary from state to
state. The most economical system will depend on location as well as capacity.
Figure 6-5. Cost comparison between vapor compression and projected absorption system on acapacity basis.
96

CHAPTER 7FUTURE WORK
7.1 Surface Treatments
Fluid-surface interactions play a large role in the system described above, and are equally
important in other similar areas such as energy and power generation [47]. A common
denominator of these areas is evaporation and condensation. The ability to spread a film
thinly across a surface is desirable to achieve high evaporation heat transfer coefficients. This
is the basic operating principle of falling film evaporators. One such method of creating a
thin film situation in the evaporator may be through the use of a hydrophilic surface. Copper
itself is neutral to slightly hydrophobic with a contact angle of around 90 [48]. In order to be
considered hydrophilic, the contact angle must be less than 90.
Min et al. describes a process to treat copper fins to create hydrophilic conditions at
the surface [49]. The treatment involves submersing the copper surface in a bath of aqueous
sodium hydroxide and potassium persulfate. Depending on the chemical ratios and treatment
time, different results may be obtained. To test the process, a solution was created in an
attempt to yield the lowest contact angle possible. Copper fins used in heat exchanger
fabrication were submerged in solution, and contact angle with water was tested for various
treatment times. Figure 7-1 shows the results of testing, while Figure 7-2 shows the contact
angle before and after treatment.
In addition to hydrophilicity, if the surface could be modified to have capillary a
wicking structure, heat transfer would be further improved. It has been shown that thin
film evaporation can be greatly enhanced through the use of a wicking structure [50]. Creating
microstructures with characteristics lengths needed to produce capillary forces in water on
the physical scale required here does not have an obvious solution. Creating capillary wicking
structures is typically restricted to microfabrication techniques. My colleague Mehdi Mortazavi
noted that sand blasting copper surfaces tended to create chaotic features on the surface that
promoted wicking. To verify this, fins were sand blasted and treated for hydrophilicity using
97

Figure 7-1. Contact angle versus treatment time.
Before Treatment After Treatment (1 hr.)
Figure 7-2. Fin contact angle before and after 1 hr. of treatment. Photo courtesy of author.
the technique described above. The results may be seen in Figure 7-3. To test the wicking
structure, the fin was slowly dipped into a tray of deionized water by mounting the fin to a very
slow motorized stage. The level the fluid rises is the wicking length; values of approximately
0.25 in. were observed. Longer wicking lengths indicated greater capillary forces.
Figure 7-3. Sand blasted and treated fins showing wicking capability. Photo courtesy of author.
98

In other areas, such as the condenser, a hydrophobic surface is preferred. It is well
understood that condensation is inversely related to condensate film thickness, where a film
presents a finite thermal resistance. Eliminating a condensate film can drastically increase heat
transfer coefficients [51], which is known as dropwise condensation (cf. Figure 7-5). Typically,
condensate films are eliminated through various surface treatments. It is not advised to design
a system using heat transfer coefficients obtained from dropwise condensation as the condition
may not be maintainable [52]. However, advancements in coatings may offer solutions to this
problem [53]. Figure 7-5 shows a stainless steel surface which has been treated to become
hydrophobic.
Figure 7-4. Dropwise (left) and film (right) condensation.
99

Figure 7-5. Dropwise and film condensation on a stainless steel tube. The surface shown onthe left has been coated with PTFE, while the right is a lightly polished rawsurface. Photo courtesy of author.
7.2 Desorber Solution Exit Pump
In order to make a system more robust, an additional pump is suggested as shown in
Figure 7-6. The advantage of having a second pumps lies in that the flow entering the absorber
manifold is now mechanically pressurized. This offers multiple advantages in the form of more
stable operation and the ability to make a system more compact. Stability is afforded due
to the maintenance of solution levels in the desorber and absorber. Currently, gravity and
thermodynamic pressure of the desorber are required to move the flow into the absorber. This
presents a limit, suppose a higher flow rate is required at the same thermodynamic conditions.
In contrast, the use of a second pump at the desorber exit allows for such operation, all while
keeping levels within the components constant.
With a secondary pump, body forces are no longer required to move flow from the
desorber to the absorber. The desorber and absorber may now be moved closer together
vertically, or even placed side by side. Taking advantage of the planar form of the heat
exchangers, placing the desorber and absorber side by side would create an ultra-compact
system.
Looking at the practical aspects of this concept, there are points to consider. Most overtly
is that of how to control the secondary pump to maintain constant fluid levels. Figure 7-6
100

shows a possible solution. The head measured in the desorber may be measured to determine
the level of liquid in the heat exchanger which may in turn be used to control the pump at the
discharge. The head may be measured through the difference of two pressure transducers. A
transducer mounted in the head space measures the thermodynamic pressure in the desorber,
while a transducer mounted at the heat exchanger bottom measures thermodynamic and
hydrostatic pressure. The difference of the two readings may be used to calculate the liquid
level in the heat exchanger. This signal may then be manipulated mathematically to dampen
out any wave actions or be adjusted for pump delay.
Desorber
Absorber
Heat Exchanger
Expansion
Valve
Heat
Exchanger
h=constant
h=constant
Pressure
Transducer
+_
Figure 7-6. Supplementary desorber exit pump to maintain fluid levels in the heat exchangers.
7.3 Membranes
The system would benefit from an improved membrane within the heat exchangers. At
the time of fabrication, manufacturing techniques heavily guided membrane selection. A PTFE
coated stainless steel mesh was chosen as it was possible to laser weld the membrane, bonding
101

it securely into place. The pore size and thickness however, were not optimal. Membrane
technology is a rapidly evolving field, and membranes better suited to the application have
been developed. Several PTFE membranes with relatively large pore sizes and high porosity
are available. Unlike the previous membrane, new membranes lack a steel mesh. To give
the membrane strength, the arrangement of Figure 7-7 is recommended. By sandwiching
the membrane between two coarse stainless steel screens, the load is transferred from the
membrane to the screen.
Epoxy
Laser
Weld
Membrane
Support Mesh
Sheet Metal
Figure 7-7. Improved membrane joining technique.
7.4 Octyl Alcohol
Octyl alcohol has the potential to provide large gains in absorption system performance.
Typically, alcohols are thought of as volatile substances; having high vapor pressures much
larger than those allowed in an absorption cycle. However, there are several alcohols that do
not follow this trend. Octyl alcohol and 2-ethy-1-hexanol for example have vapor pressures less
than 100 Pa at room temperature, much lower than those within an absorption cycle. These
alcohols improve absorption cycle performance due to their properties as surfactants, acting
as wetting agents. When applied to an absorption system these alcohols mix with the solution
lowering the surface tension [54–56]. Herold et al. notes that a two-fold increase in absorption
102

mass transfer may be achieved [13]. Higher absorption rates would translate to higher system
capacity.
In terms of desorption, Wu et al. did not see an increase in performance in the desorber
[57]. Wu conducted the experiment using pool boiling, where surface tension is not as
significant. This highlights another advantage of the experimental falling film desorber
developed here. A falling film desorber would exhibit even better performance with the addition
of a surfactant. With a surfactant added, heat and mass transfer would improve with increased
wetting of the falling film surface.
103

CHAPTER 8CONCLUSION
Chapter 1: Introduction: An introduction to absorption cycles is presented and the
principle of operation is described. There are two main working fluid pairs used in absorption
cycles, ammonia/water and lithium bromide/water systems. Due to the hazards and low
performance of ammonia/water systems, their popularity has declined since the introduction of
lithium bromide/water systems.
Chapter 2: Simulation Software Development: Simulation software was created to
rapidly test the performance of different working fluids in absorption cycles under different
operating conditions. The software was written with its own custom fluid property database
using superior directly measured fluid properties for increased accuracy. This is the first
simulation of its kind, previous efforts have used theoretical values for fluid properties. An
explanation of the importance of Duhring charts is given and their relevance to simulation.
The results of simulation show that the working fluid is a large factor in the coefficient of
performance of absorption cycles.
Chapter 3: Development of Compact, Thin Wall, Hermetic Heat Exchangers:
Absorption is a coupled heat and mass transfer process, facilitating heat transfer leads to
an increase in mass transfer. A novel system architecture using falling films offers increased
heat and mass transfer over existing technologies. Due to the sub-atmospheric conditions
fundamental to lithium bromide/water absorption cycles, several generations of heat exchanger
were required to arrive at a functioning prototype.
Chapter 4: System Development: In order to couple experimental efforts with the
simulation software developed in Chapter 2, the system was instrumented to measure the state
points of working fluids within the system. To interact with the absorption cycle, recirculating
chillers and pumped hot oil were used to apply and remove heat from the system. To transport
clean fluid in the system, a hermetic solution pump was created by fitting a pump within a
104

custom vacuum chamber. In order to keep the system internals free of debris, custom filters
were designed and fabricated.
Chapter 5: System Performance: Upon successful completion of heat exchanger
fabrication, a complete experimental absorption system was assembled. After assembly, the
whole system was tested to a leak rate of less than 1 Pascal every 30 years. Experimental
data for multiple operating conditions is shown on Duhring charts and input into the software
of Chapter 2 for simulation. The experimentally measured values show good agreement with
those predicted by simulation. The circulation ratio and solution heat exchanger effectivness
are shown to be key parameters affecting the efficiency of absorption cycles.
Chapter 6: System Costs:The costs associated with building the experimental system
are provided, as well as an estimation for producing units on an commercial scale. It is
shown when system costs are plotted on a capacity basis, an intersection occurs at 2 kW for
absorption and vapor compression systems. Before assuming that one cycle is preferred over
another based on this crossover, one must recall that energy input costs vary between the two
systems.
Chapter 7: Future Work: Chapter 7 outlines recommendations for future component
designs based upon lessons learned from the project. Increasing condensation and evaporation
heat transfer through methods such as surface treatment would increase system performance
or allow for even more compact designs. Reliability and a widened window of operation may
be achieved through the addition of a second pump at the desorber exit. Novel membranes
have the potential to also make the system more robust. Finally, the system was experimentally
operated without any heat transfer additives. The addition of surfactants additives have the
potential to greatly increase system performance.
105

APPENDIX
Figure A-1. Crystallized lithium bromide. Photo courtesy of author.
A
B
C
D
Inlet
Ends Laser
Welded Closed
Figure A-2. Typical distribution bar geometry.
A.1 Heat Exchanger Material Considerations
Table A-1. Heat exchanger material considerations.
Copper Stainless Steel Carbon Steel Brass Aluminum
Cost ($k/ton) 1.8 4.9 3.1 0.5 2.1
Corrosion (MPY) 113 0.0389 518 142 695
Stiffness (GPa) [58] 97 193 207 110 69
Thermal Conductivity (W/mK) [52] 401 14.9 60.5 110 177
Density (kg/m3) [52] 8933 7900 7854 8530 2770
106

The decision to go from copper to stainless steel represents a large change in material
properties. Other materials in between these two extremes were also investigated. Table A-1
shows several key materials and their properties of interest. Stainless steel is twice as stiff, but
only 3% as thermally conductive as copper. Stiffness was important to prevent heat exchangers
from deforming inwards under vacuum. Thermal conductivity plays a role in how the external
environment interacts upon the thermodynamics within the heat exchangers. A low thermal
resistance is desirable for efficiency. The thermal resistance is given by
x
T
Ts,1
Ts,2
Ts,1 Ts,2
L
k
x=L
Figure A-3. Heat exchanger wall conduction thermal resistance.
R ′′ =L
kwall(A–1)
It can be seen that by keeping the wall thickness, L, small the thermal resistance can be
kept low. In fact, conduction through the wall of the vacuum chamber was found through
experimental testing to be a minor parameter affecting the overall thermal resistance. Brass
107

offers a compromise between copper and stainless steel in terms of thermal conductivity.
However the stiffness of brass remains near to that of copper, devaluing it for structural
reasons.
From a practical standpoint, corrosion resistance was an important consideration. As
the system was designed for experimental work, corrosion resistance was paramount. It was
envisioned that the system would be frequently relieved of vacuum, exposing the system to
corrosion facilitating oxygen in the atmosphere. Little information is available in literature on
the compatibility of metals with aqueous lithium bromide. In order to fill in this information
void, a technique known as linear polarization resistance was used to estimate corrosion rates.
Using a Gamry Reference 3000 potentiostat, the technique was applied to several materials.
The manufacturer, Gamry, provides a tutorial on how to conduct a linear polarization sample
test. Linear polarization involves electrochemically applying a potential between a sample
immersed in lithium bromide and an electrode. A photo of the experimental setup may be seen
in Figure A-4. The current response as a function of potential is plotted, and is known as a
polarization resistance plot. The slop of the plot, Ei
can be used to determine the corrosion
current [59]. The corrosion current is directly related to the corrosion rate by the following,
CR (MPY ) =0.13IcorrWsample
ρ(A–2)
Notice the corrosion rates of Table A-1. Corrosion rate is most important for maintaining
hermetic seals of the system. The corrosion rate of copper is low enough that even early
generations of heat exchangers made with copper walls would have lasted for an acceptable
amount of time. Later generations featured copper only in areas of heat transfer in the form
of fins, not for vacuum chamber wall construction. Aluminum is would not be an option for
chamber construction primarily due to its high corrosion rate. In addition, the stiffness and
thermal conductivity of aluminum is less than that of copper.
108

Figure A-4. Linear polarization resistance setup for corrosion testing. Photo courtesy of author.
109

A.2 System Component Costs
Table A-2. Summary of system costs.
Function Part Number Cost
Working Fluids
Lithium bromide Absorbent 2.2 Liter
Hardware
Solution pump DC40H-24110 $7.15
Hermetic case for pump $15.00
System piping (fluid transfer) 10 m $12.54
Expansion valve RF22-5.0 Qty. (2) $10.00
Unit shroud 20 Ga. sheet metal $3.00
Support framework 20 Ga. sheet metal $20.00
Purge pump KNF N84.4ANDC $495.00
Components
Generator/condenser module - $84.44
Absorber/evaporator module - $110.31
Solution heat exchanger - $15.00
Control System
Controller Arduino UNO $8.00
Controller thermocouple input KTA-259T $6.00
Controller display LCD screen $4.58
Control relay G5V-1-DC5, Qty. (2) $1.00
Thermocouples TC-J-NP:T-G-72 Qty. (4) $6.00
Thermocople fittings SS-ML8-ML8-F8 Qty. (4) $5.00
Pressure switch IP10C6N-101KA Qty. (2) $5.00
Total $808
110

A.3 Half Effect Cycle
Figure A-5. Half effect cycle schematic.
111

Condenser High Desorber
Heat
High Absorber Low Desorber
Heat
Low AbsorberEvaporator
Qout
Qout
Qout
Qin
Qin
Qin
Win
Win
Expansion
Pump
Pump
1 6
2
3 4
5
17
7
8
12
11
109
13
14
15
16
Qin/out
= Heatin/out
Win
= Workin
Valve
ExpansionValve
ExpansionValve
Exchanger
Exchanger
Figure A-6. Half effect cycle broken into a nodal network.
0 10 20 30 40 50 60 70 80 90 10010
2
101
100
101
Temperature (°C)
Pre
ssure
(kP
a)
Pure Water
x7,8,9
x 10,11,12
x 1,2,3
x 4,5,6
x = %
Mass
Fracti
on Absorb
ent
1 615,16
4
10
17127
1314
Figure A-7. Typical Duhring plot for a half effect cycle.
112

A.3.1 Governing Equations
_m1 = _m4 + _m13 (A–3)
_m1x1 = _m4x4 (A–4)
_m7 = _m10 + _m13 (A–5)
_m7x7 = _m10x8 (A–6)
Qla = _m4h6 + _m13h16 − _m1h1 (A–7)
Wpl = _m1 (h2 − h1) (A–8)
h6 = h5 (A–9)
_m4 (h4 − h5) = _m1 (h3 − h2) (A–10)
113
Qld = _m4h4 + _m13h17 − _m1h3 (A–11)
Qha = _m10h12 + _m13h17 − _m7h7 (A–12)
Wph = _m7 (h8 − h7) (A–13)
Qhd = _m10h10 + _m13h13 − _m7h9 (A–14)
h12 = h11 (A–15)
_m10 (h10 − h11) = _m7 (h9 − h8) (A–16)
Qc = _m13h13 − _m13h14 (A–17)
h14 = h15 (A–18)
Qe = _m13h16 − _m13h15 (A–19)
114

Ph = f (T14, x14 = 0, quality = 0) (A–20)
Ph = f (T16, x16 = 0, quality = 1) (A–21)
Wpl =_m1
ρ1(Pm − Pl) (A–22)
Wph =_m7
ρ7(Ph − Pm) (A–23)
ϵshxl =(T4 − T5)
(T4 − T2)(A–24)
ϵshxh =(T10 − T11)
(T10 − T8)(A–25)
T1 = T2 (A–26)
T7 = T8 (A–27)
T15 = T16 (A–28)
115

A.3.2 Results
Figure A-8. COP versus desorber exit temperature, T4,10 for various absorbents.
A.4 Governing Equations of Energy and Species of a Falling Film
A.4.1 Energy
Figure A-9. Falling film absorption boundary layers of temperature, velocity, and concentration.
Starting with a control volume in a two-dimensional flow without work,
116

x
y
ue ue+ ( ue) x
qyqy''
qyqy''+ ( )
yqyqy
''
dy
dx
Figure A-10. First law of thermodynamics applied to a two-dimensional differential controlvolume.
(ρue) dy + q′′ydx −
(ρue +
∂ (ρue)
∂xdx
)dy −
(q′′y +
∂(q′′y
)∂y
dy
)dx + q′′′dxdy =
∂ (ρe)
∂tdxdy
(A–29)
As there is no generation or accumulation of energy, and letting q′′y = −k ∂T
∂y
∂ (ρue)
∂x=
∂
∂y
(−k ∂T
∂y
)(A–30)
If the flow is fully developed, incompressible, and of constant thermal conductivity,
ρu∂e
∂x= k
∂2T
∂y 2(A–31)
Neglecting changes in kinetic and potential energy, specific energy e reduces to specific
internal energy, u.
e = u = h − Pν (A–32)
117

∂u
∂x=
∂ (h − Pν)
∂x=
∂h
∂x− ν
∂P
∂x− P
∂ν
∂x(A–33)
Because the falling film is isobaric and incompressible,
∂u
∂x=
∂h
∂x=
cp∂T
∂x(A–34)
If cp is taken to be constant,
∂u
∂x= cp
∂T
∂x(A–35)
Recalling the original equation,
ρcpu∂T
∂x= k
∂2T
∂y 2(A–36)
u∂T
∂x= α
∂2T
∂y 2(A–37)
A.4.2 Species
uCady + N ′′a dx −
(uCa +
∂ (uCa)
∂xdx
)dy −
(N ′′a +
∂ (N ′′a )
∂ydy
)dx = 0 (A–38)
−∂ (uCa)
∂x− ∂ (N ′′
a )
∂y= 0 (A–39)
If the flow is fully developed,
118
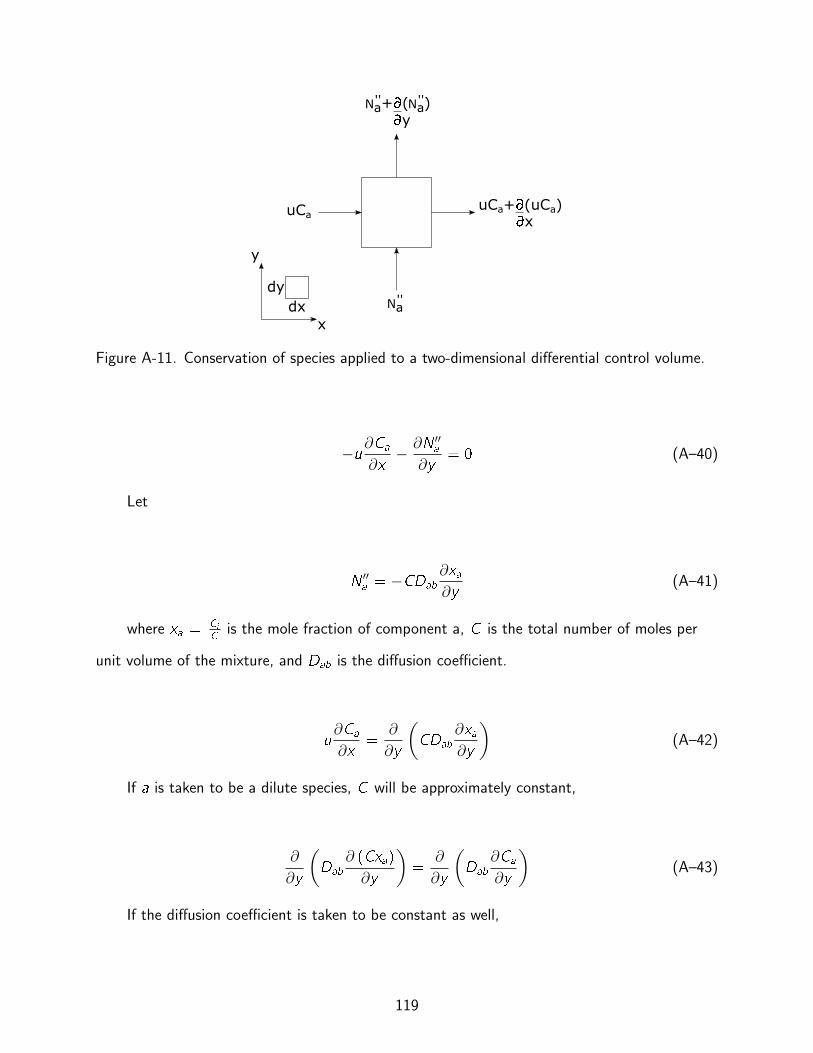
x
y
uCauCa+ (uCa)
x
Naqy''
+ ( ) y
dy
dx
Naqy'' Naqy
''
Figure A-11. Conservation of species applied to a two-dimensional differential control volume.
−u∂Ca
∂x− ∂N ′′
a
∂y= 0 (A–40)
Let
N ′′a = −CDab
∂xa∂y
(A–41)
where xa = Ci
Cis the mole fraction of component a, C is the total number of moles per
unit volume of the mixture, and Dab is the diffusion coefficient.
u∂Ca
∂x=
∂
∂y
(CDab
∂xa∂y
)(A–42)
If a is taken to be a dilute species, C will be approximately constant,
∂
∂y
(Dab
∂ (Cxa)
∂y
)=
∂
∂y
(Dab
∂Ca
∂y
)(A–43)
If the diffusion coefficient is taken to be constant as well,
119

u∂Ca
∂x= Dab
∂2Ca
∂y 2(A–44)
Where Ca is the molar concentration of a.
A.5 Circulation Ratio
The circulation ratio is defined as [13]:
f =_m3
_m7
(A–45)
_m3 = _m4 + _m7 (A–46)
_m3x3 = _m4x4 (A–47)
Combining all 3 equations,
_m3 = _m4
x4
x3(A–48)
_m7 = _m4
(x4
x3− 1
)(A–49)
f =_m4
x4x3
_m4
(x4x3− 1) (A–50)
120

f =x4
x4 − x3=
xstrong
xstrong − xweak(A–51)
A.6 Coefficient of Performance
COP =Qe
Qd
(A–52)
The COP may be rewritten as the following using the nodes of Figure 2-2:
COP =_m7 (h10 − h9)
_m7h7 + _m4h4 − _m3h3(A–53)
COP =h10 − h9
h7 +_m4
_m7
h4 − _m3
_m7
h3(A–54)
The circulation ratio is defined as [13]:
f =_m3
_m7
(A–55)
_m4 = _m3 − _m7 (A–56)
COP =h10 − h9
h7 +( _m3− _m7)
_m7
h4 − fh3(A–57)
COP =h10 − h9
h7 − h4 + f (h4 − h3)(A–58)
121

A.7 Sight Glass
A.7.1 Dynamics
The previous sight glass suffered from erroneous, erratic behavior that will be explained in
the next section. The improved design would feature the sight glass integral to the desorber as
shown in Figure A-16. With this geometry, the fluid passages at the top and bottom had to be
small in order to keep the component compact. This created an advantageous situation. The
small fluid passages had the ability to dampen high frequency, small amplitude level changes
due to boiling near the sight glass inlet at the bottom of the heat exchanger. To accomplish
this, the one of the fluid passages, the top port, was drilled using a small diameter tool.
To ensure the sight glass would be able to react on a reasonable time scale for operation,
the simple hydraulic system was modeled using control techniques. Such an analysis provides
estimated response times of the sight glass level for varying dynamic inputs. The input in this
case would be changes of the reservoir fluid level. Equation 3–16 may be used to create a
model for the flow of air through the top sight glass port.
Rearranging and eliminating the ratio of diameters, Equation 3–16 takes the following
form. The ratio of diameters may be eliminated as the orifice expands into an large cavity,
causing D to approach infinity. CD = 0.5 as was the case in the previous analysis due to
similar geometries.
u = CD
√2gH (A–59)
Notice that Equation A–59 is nonlinear due to the square root. A linear model will provide
sufficient insight into the behavior of the system without the need for complex nonlinear
dynamic response analysis techniques. To transform a nonlinear model to a linear one, the
model is linearized about the operating point. In other words, the derivative of the model is
evaluated at the estimated operating point. The model loses accuracy at distances far away
from the operating point. The model here is well suited to this technique; the function (Figure
122

h2
h1
Figure A-12. Sight glass system diagram.
A–60) is relatively linear in the area of interest, and the system is not expected to see point
far from the operating point, Hop. Becuase the operating point is unknown, the model was
linearized at two points representing the operating extremes, such as when the sight glass is
nearly full or empty.
u ≈ ∂u
∂H
∣∣∣Hop
(H) =Cg√
2gHop
(H) = K (H) (A–60)
Writing an expression of continuity for a deforming control volume shown in Figure A-13
∂ V– sg
∂t= Asg
∂hsg∂t
= Aou (A–61)
123

Figure A-13. Orifice system model linearized about the estimated operating point.
An expression is needed to relate the flow of ullage fluid leaving the sight glass tube,
Equation A–59.
∂hsg∂t
= − Ao
Asg
Kh2 +Ao
Asg
Kh1 (A–62)
A state space model may be created from the model,
_x = Ax + Bu (A–63)
y = Cx +Du (A–64)
Ao = 2.8X10−7
Asg = 5.7X10−5
124

d
dt[x ] =
[− Ao
Asg
K
][h2] +
[Ao
Asg
K
][h1] (A–65)
y = [1] [h1] (A–66)
A state space model is able to simulate the response of a system for a given input. During
experimental testing, two types of inputs are likely to occur. The first is a periodic fluctuation
due to boiling of the reservoir fluid. This may be modeled by a periodic sine wave input.
The other scenario would be one in which the levels between the reservoir and sight glass are
different. This may be modeled as step input to the model. The response of the hydraulic
system to these two types of inputs may be seen in Figures A-14 and A-15.
Figure A-14. Sight glass level response to a sine wave input.
Notice how the small orifice of the top port of the sight glass is able to dampen out rapid
changes in level in Figure A-14 yet still provide feedback to the operator that level change is
125

fluctuating. Figure A-15 shows very good system response to a step input. This plot indicates
that if the level is steady after 10 seconds, then the reading is correct.
Figure A-15. Sight glass level response to a step input.
A.7.2 Thermodynamics
Figure A-16. Generation 7 desorber sight glass. Photo courtesy of author.
126

Initial testing showed a liquid level in the desorber sight glass that could not be decreased
despite the desorber exit valve being open. No amount of additional thermodynamic pressure
through heating would discharge the solution from the desorber. Rather, increasing the
temperature of the fluid inside the desorber would raise the level in the sight glass. To get
more insight into the phenomena, the desorber was isolated with valves and heated to create
an isochoric process. The liquid level rose upon heating. This was puzzling, the isochoric
process behaved as if the fluid was expanding! It was hypothesized that the fluid was boiling
in response to heat input, and bubbles were forming and being trapped on the fins on the side
of the liquid pool. This would make the level in the sight glass appear to increase, as bubbles
forming and remaining in the pool would appear as an rise in liquid level. To investigate the
degree of bubble entrapment on the fins, a clear tank was made out of acrylic. The dimensions
of the chamber were chosen to simulate the walls of the desorber when a representative fin
structure was inserted. A resistance heater was placed on the back of the fin structure to
replicate heating oil. The tank was filled with water, and the heater turned on to boil the
liquid. Figure A-17 shows the result.
Figure A-17. Bubble formation on fin structure. Photo courtesy of author.
Some bubbles indeed appeared to be trapped on the surface of the fins. Additionally,
the water level of the tank rose considerably higher in response to heating due to bubble
entrapment in the pool. Both of these observations supported the hypothesis, however they
did not explain why the desorber was unable to drain. Cavitation was also noticed in the sight
127

glass. Figure A-18 is a time lapse showing a bubble collapsing shortly after forming. This
behavior cued an investigation from a more thermodynamic perspective.
Time
Figure A-18. Sight glass bubble cavitation. Photo courtesy of author.
It is important to consider the geometry of the sight glass itself. Notice how it is
separated from the body of the desorber, and loses heat similar to a fin. Because of this, the
thermodynamic state of the fluid in the sight glass is different from that within the desorber. In
order for this type of sight glass to be accurate, the thermodynamic states must be very near.
In the case here, the sight glass was cooler than the desorber bulk fluid. Cavitation occurred
due to thermodynamic instability of the sight glass fluid as it was simultaneously cooled and
heated by the bulk fluid. Figure A-19 depicts the process on a T − ν diagram. The experiment
took place in an isolated desorber, creating a constant volume condition. The bulk fluid initially
at temperature T1 cooled off in the sight glass to T2. Some heat was transferred to the sight
glass fluid by that of the bulk, causing a rise in temperature and cavitation of any adjacent
bubbles.
Most importantly, it is key to observe that the pressure in the sight glass, P2, is lower
than that of P1. This low pressure zone draws an artificial volume of liquid into the sight glass,
indicating a false level reading. For example, suppose 5 mm of level accuracy is desired of
128

the sight glass. This corresponds to a pressure resolution of only 82 Pa. This difference of
pressure corresponds to a change in saturation temperature of only 0.25K . Therefore, the
temperature of the sight glass must be within a degree to that of the desorber bulk fluid to
be accurate. To correct this condition, the sight glass was traced with a thin resistance heater
wire and instrumented with a type T thermocouple. A PID controller was used to control
the temperature of the sight glass to match that of the measured desorber internals. After
controlling the temperature of the sight glass, the level was displayed correctly.
1
2 Bubble Formation
Bubble AbsorptionT1
T2
T
P1
P2
Figure A-19. Sight glass process on a T-ν diagram.
A.8 Desorber/Condenser Heat Transfer Analysis
A.8.1 Desorber Heat Transfer Analysis
In the desorber heating oil layer, offset strip fins were used to enhance heat transfer.
Offset strip fins where chosen for their symmetric geometry and ability to disrupt boundary
layers. Offset strip fins have been the focus of much research in the past for their use as
surface enhancements for gaseous flows. Few publications with relevance to liquids were found,
however Tinaut et al. [60] has provided a Nusselt correlation for offset strip fins using high
Prandtl number fluids. It is of the form:
129

Nu = 0.0944Re0.647D Pr 1/3 (A–67)
The first step is towards using the correlation is to evaluate the Reynolds number in each
fin channel. The geometry may be seen in Figure A-20
Figure A-20. Heating oil fin geometry.
The geometrical properties of the fins are given as:
• t = 250 µm
• l = 1 in.
15 nsin.
= 0.0666 in. = 1.693x10−3 m
• h = 0.25 in. = 0.00635 m
• w = 0.25 in. = 0.00635 m
• kn = 401 WmK
Dh =4A
P(A–68)
A = (l − 2t) (h − t) (A–69)
130

P = 2 (l − 2t) + 2 (h − t) (A–70)
Dh =4 (l − 2t) (h − t)
2 (l − 2t) + 2 (h − t)(A–71)
Dh =4[1.693x10−3 m − 2 (250 µm)
](0.00635 m − 250 µm)
2 [1.693x10−3 m − 2 (250 µm)] + 2 (0.00635 m − 250 µm)= 0.001995 m (A–72)
Assuming the flow divides evenly into the channels created by the fins,
The number of channels nchannel normal to the flow is given by the fin pitch, F , expressed
in fins per unit length.
FPI
Figure A-21. Fin per inch profile.
wc = 15.97 in. = 0.405 m
Lc = 14.00 in. = 0.3556 m
tc = 0.25 in. = 0.00635 m
nchannel = wc (F ) (A–73)
nchannel = 15.97in.
(15ns
in.
)= 239 (A–74)
131

wc
tc
Lc
Figure A-22. Oil cavity dimensions. Upper cavity wall removed for visual inspection ofinternals. Arrows indicate oil flow pattern.
uchannel =utotalAmanifold
nchannelAchannel
(A–75)
Let the oil flow rate be: _V– = 0.55GPM = 3.469x10−5 m3
s= 0.01348 m
s(0.405 m) (0.00635 m)
uchannel =0.01348 m
s(0.405 m) (0.00635 m)
239 (7.277x10−6 m2)= 0.0199
m
s(A–76)
Note that the velocity within the channels increases as some of the flow area is consumed
by the edges of the fins normal to the flow.
Pr =cpµ
k(A–77)
Pr =1500 J
kgK(8.81× 10−3 Pa · s)0.15 W
mK
= 88.1 (A–78)
132

ReD =ρuchannelDh
µ(A–79)
ReD =960 kg
m3
(0.0199 m
s
)0.001995 m
8.81x10−3 Pa · s= 4.32 (A–80)
Nu = 0.0944 (4.23)0.647 (88.1)1/3 = 1.083 (A–81)
h =Nuk
Dh
(A–82)
h =1.083
(0.15 W
mK
)0.001995m
= 81.43W
m2K(A–83)
The model by Tinaut et al. [60] is conservative, but still shows good agreement with the
experimental data for the fins shown in Figure A-37. Because of this, it will be used for the
heat transfer coefficient. The fin efficiency may now be found:
ηn =tanh (ml)
ml(A–84)
[52] Table 3.5
m =
(2h
knt
)1/2
(A–85)
133
m =
(2(81.43 W
m2K
)401 W
mK(250µm)
)1/2
= 40.31 (A–86)
l =h
2− t (A–87)
l =0.00635
2− 250µm = 0.002925m (A–88)
ηn =tanh [(40.31) (0.002925m)]
(40.31) (0.002925m)= 0.995 (A–89)
At = nnAn + Ab (A–90)
An =
[(h
2
)+
(h
2− t
)]w (A–91)
An =
[(0.00635m
2
)+
(0.00635m
2− 250µm
)]0.00635m = 3.87x10−5m2 (A–92)
Note, although the oil cavity is filled with fins, not all fins are in direct contact with the
area of heat transfer. The oil cavity was filled with fins to promote the even flow pattern seen
in Figure A-22. The dimensions of the area of active heat transfer are shown in Figure A-23.
La = 11.88 in. = 0.302 m
Wa = 10.73 in. = 0.273 m
134

LaWa
Figure A-23. Finned desorption area dimensions.
nn,active =
(11.88 in.15
ns
in.
)(10.73 in.
0.25 in.row
)= 7476 (A–93)
At = 7476(3.87x10−5m2
)+ (0.302m) (0.273m) = 0.372m2 (A–94)
η0 = 1− nnAn
At
(1− ηn) (A–95)
η0 = 1−7476
(3.87x10−5m2
)0.372m2
(1− 0.995) = 0.996 (A–96)
Rt =1
η0hAt
(A–97)
135

1
UA=∑
R =1
η0hoilAt
+L
kA+
1
hdesorptionA(A–98)
hdesorption from Shi et. al. [61].
1
UA=
1
0.996(81.43 W
m2K
)0.372 m2
+9.11× 10−4 m
14.9 WmK
(0.302 m × 0.273 m)+
1
2000 Wm2K
(0.302 m × 0.273 m)
(A–99)
UA = 25W
K(A–100)
A.8.2 Condenser Heat Transfer Analysis
Condensation heat transfer occurs in two modes, film and dropwise [52]. Dropwise
condensation is marked by droplets covering the surface, while film condensation involves the
surface becoming covered in a film of condensed fluid (cf. Figure 7-4). Dropwise condensation
is the more desirable mode of heat transfer. Film condensation creates a resistance to heat
transfer as the film thickness grows, a phenomena that occurs in the direction of gravity.
Unfortunately, dropwise condensation is a condition that cannot be guaranteed. It is highly
dependent on surface factors affecting wettability such as material, cleanliness, and finish.
Therefore, the assumption is made that film condensation will be the only condition.
The design conditions for the condenser are given as:
• P = Psat = 8.543 kPa
• Tsat = 42.76C
• Tw = 25
• ρl = 994.37 kg
m3
• ρv = 0.0587 kg
m3
136

• hfg = 2399.36 kJkg
• µl = 7.35x10−4 Pa · s
• kl = 0.620 WmK
• cp,l = 4.179 kJkgK
Nusselt originally analyzed film condensation and arrived at the following analytical result
for the heat transfer coefficient. Chen showed that the errors associated with this correlation
are less than 3% [52]. All liquid properties are evaluated at the average film temperature.
NuL = 0.943
[ρlg (ρl − ρv) hfgmL
3
µlkl (Tsat − Ts)
]1/4(A–101)
Where hfgm is an improvement provided by Rohsenow [52].
hfgm = hfg + 0.68cp,l (Tsat − Ts) (A–102)
hfgm = 2399.36kJ
kg+ 0.68
(4.179
kJ
kgK
)(42.76C − 25C) = 2449.84
kJ
kgK(A–103)
NuL = 0.943
[994.37 kg
m3
(9.81m
s2
) (994.37 kg
m3 − 0.0587 kg
m3
)2449.84 kJ
kgK(0.00635 m)3
7.35x10−4 Pas(0.620 W
mK
)(42.76 C − 25C)
]1/4= 0.939
(A–104)
hL =NuLkL
L(A–105)
hL =1406.16
(0.620 W
mK
)0.00635 m
= 15244.21W
m2K(A–106)
137

Now, the UA value for a condenser may be calculated.
L
W
Figure A-24. Condenser fin geometry.
L = 0.246m
W = 0.1016m
ηn =tanh (ml)
ml(A–107)
m =
(2h
knt
)1/2
(A–108)
Experimental values for the heat transfer coefficient may be seen in Figure A-38. Using an
average value of 850 Wm2K
,
m =
(2(850 W
m2K
)401 W
mK(250µm)
)1/2
= 130.22 (A–109)
l = h − t (A–110)
138

l = 0.00635m − 250µm = 0.0061m (A–111)
ηn =tanh [(130.22) (0.0061m)]
(130.22) (0.0061m)= 0.831 (A–112)
At = nnAn + Ab (A–113)
An = [h + (h − t)]w (A–114)
An = [0.00635m + (0.00635m − 250µm)] 0.00635m = 7.9057x10−5m2 (A–115)
nn = 9.72 in.
(15ns
in.
)(4 in.
0.25 in.row
)= 2320 (A–116)
At = 2320(7.9057x10−5m2
)+ (0.246m) (0.1016m) = 0.208m2 (A–117)
η0 = 1− nnAn
At
(1− ηn) (A–118)
η0 = 1−2320
(7.9057x10−5m2
)0.208m2
(1− 0.831) = 0.851 (A–119)
139

m =
(2h
knt
)1/2
(A–120)
m =
(2(15000 W
m2K
)401 W
mK(250µm)
)1/2
= 547.03 (A–121)
l = h − t (A–122)
l = 0.00635m − 250µm = 0.0061m (A–123)
ηn =tanh [(547.03) (0.0061m)]
(547.03) (0.0061m)= 0.298 (A–124)
η0 = 1− nnAn
At
(1− ηn) (A–125)
η0 = 1−2320
(7.9057x10−5m2
)0.208m2
(1− 0.298) = 0.538 (A–126)
Rt =1
η0hAt
(A–127)
1
UA=
1
hcondensationA+
L
kA+
1
η0hAt
(A–128)
140

1
UA=
1
9152.49 Wm2K
(0.025 m2)+
9.11x10−4 m
14.9 WmK
(0.025 m2)+
1
850 Wm2K
(0.208 m2) 0.851
(A–129)
UA = 74.81W
K(A–130)
A.8.3 Condenser Cooling Water Pressure Analysis
In order to ensure that flow does not short circuit and bypass the cooling water channels,
it is imperative that the cooling water layer does not flex when pressurized. If the plate were
to flex, it would lift off the fin tips and create a head space above the cooling water fins.
Deflection of a plate constrained at the edges makes an appearance in Roark’s Formulas for
Stress and Strain [62] where a solution for the maximum deflection is provided. It is given as:
ymax =αqb4
Et3(A–131)
q = Pressure(Pa)
E = 190GPa [63]
t = 9.11x10−4m
α = from geometry and table of [62]
Where ymax is the deflection at the center of the plate, E is the modulus of elasticity, and
t is the plate thickness. Note that Roark’s solution is only valid for simple geometries; it is not
applicable for the braced plate. The advantage of the braced plate is due to its non-constant
moment of inertia, which Roark’s equation does not support. Finite element analysis (FEA)
was used to estimate the deformation of the braced plate. It is important to verify FEA with
a secondary method; the results from Roark’s method were compared to the FEA analysis of
141

a simple plate to provide a level of validation for the FEA technique. Without validation, the
applicability of the boundary conditions and meshing would be unknown.
In order to calculate the deflection, the pressure expected within the cooling water
layer must be known. This can be found if the pressure drop through the layer is known.
Using the experimental test cell of Figure A-34, the system curve shown in Figure A-25 was
generated. Correlations for pressure drop through offset strip fins have been proposed by
several researchers, Bhowmik et al. [64] presents the most inclusive compilation of offset strip
thermohydrualic research. In addition, a correlation for the pressure drop through such a finned
array is provided in the form:
P =(10Re−0.68
d
) L
Dh
ρu2
2(A–132)
Figure A-25. Condenser system head loss curves.
Using the pressures from Figure A-25, the cover deflection versus pressure was plotted
for a range of expected operating conditions in Figure A-26. It was found that if bracing was
applied in an x-pattern across the face of the plate, the deflection could be reduced by more
142

than 88%. This design was then verified using FEA, Figure A-27 where increasing redness
indicates increasing deformation.
No bra
cing
Bracin
g
Figure A-26. Cooling water cover deflection versus pressure.
The deflection of the plate was measured using a dial indicator with 12.7µ m increments.
The dial was mounted approximately at the center of the condenser, where deflection is
greatest as shown in Figure A-27. Figure A-26 shows excellent agreement between simulated
and experimental values. Any sort of difference between the values may be due to variations in
material property or manufacturing.
143

Figure A-27. Condenser deflection with bracing. Increasing redness indicated increasingdeformation.
Figure A-28. Dial gauge measuring condenser plate deflection. Photo courtesy of author.
144

A.9 Absorber/Evaporator Heat Transfer Analysis
A.9.1 Absorber Heat Transfer Analysis
Figure A-29. Absorber cooling water fins. Photo courtesy of author.
FPI
h
l
t
Figure A-30. Absorber cooling water fin geometry.
The geometrical properties of the fins are given as:
• t = 60 µm
• l = 1F= 1 in.
48 nsin.
= 0.02083 in. = 5.29x10−4 m
• h = 0.125 in. = 0.00635 m
• kn = 401 WmK
Dh =4A
P(A–133)
145

A = (l − 2t) (h − t) (A–134)
P = 2 (l − 2t) + 2 (h − t) (A–135)
Dh =4 (l − 2t) (h − t)
2 (l − 2t) + 2 (h − t)(A–136)
Dh =4[4.09x10−4 m − 2 (60 µm)
] (1.58x10−3 m − 60 µm
)2 [4.09x10−4 m − 2 (60 µm)] + 2 (1.58x10−3 m − 60 µm)
= 6.45x10−3 m (A–137)
Wa
La
Figure A-31. Finned absorption area dimensions.
• La = 23.97 in. = 0.609 m
• wa = 10.11 in. = 0.257 m
nchannel = wa (F ) (A–138)
146

nchannel = 23.97in.
(48ns
in.
)= 1150 (A–139)
Nu = 6.49 [52] (A–140)
h =Nuk
Dh
(A–141)
h =6.49
(0.607 W
mK
)6.45x10−3 m
= 6105W
m2K(A–142)
ηn =tanh (ml)
ml(A–143)
[52] Table 3.5
m =
(2h
knt
)1/2
(A–144)
m =
(2(6105 W
m2K
)401 W
mK(60µm)
)1/2
= 712.4 (A–145)
l =h
2− t (A–146)
147

l =0.00635
2− 60µm = 0.00153 m (A–147)
ηn =tanh [(712.4) (0.00153 m)]
(712.4) (0.00153 m)= 0.731 (A–148)
An =h
2(l) (A–149)
An = 21.53x10−3 m
2(0.257) = 7.85x10−4 m2 (A–150)
At = nnAn + Ab (A–151)
At = 1150(7.85x10−4 m2
)+ (0.257m) (0.609m) = 1.059 m2 (A–152)
η0 = 1− nnAn
At
(1− ηn) (A–153)
η0 = 1−1150
(3.87x10−5 m2
)0.372m2
(1− 0.731) = 0.771 (A–154)
Rt =1
η0hAt
(A–155)
148

1
UA=∑
R =1
η0hcoolingwaterAt
+L
kA+
1
habsorptionA(A–156)
1
UA=
1
0.771(6105 W
m2K
)1.059 m2
+9.11× 10−4 m
14.9 WmK
(0.257 m × 0.609 m)+
1
1500 Wm2K
(0.257 m × 0.609 m)
(A–157)
UA = 206W
K(A–158)
A.9.2 Evaporator Heat Transfer Analysis
Figure A-32. Evaporator fin geometry.
• t = 60 µm
• l = 1F= 1 in.
48 nsin.
= 0.02083 in. = 5.29x10−4 m
• h = 0.125 in. = 0.00635 m
• kn = 401 WmK
Dh =4A
P(A–159)
149

A = (l − 2t) (h − t) (A–160)
P = 2 (l − 2t) + 2 (h − t) (A–161)
Dh =4 (l − 2t) (h − t)
2 (l − 2t) + 2 (h − t)(A–162)
Dh =4[4.09x10−4 m − 2 (60 µm)
] (3.18x10−3 m − 60 µm
)2 [4.09x10−4 m − 2 (60 µm)] + 2 (3.18x10−3 m − 60 µm)
= 7.23x10−3 m (A–163)
Hc
Lc
Figure A-33. Finned evaporation area dimensions.
Hc = 5.91 in. = 0.150 m
Lc = 22.0 in. = 0.541 m
nchannel = Lc (F ) (A–164)
150

nchannel = 22.0in.
(48ns
in.
)= 1020 (A–165)
Nu = 6.49 [52] (A–166)
h =Nuk
Dh
(A–167)
h =6.49
(0.607 W
mK
)6.45x10−3 m
= 5448W
m2K(A–168)
ηn =tanh (ml)
ml(A–169)
[52] Table 3.5
m =
(2h
knt
)1/2
(A–170)
m =
(2(5448 W
m2K
)401 W
mK(60µm)
)1/2
= 672.9 (A–171)
l = h − t (A–172)
151

l = 0.00635 m − 60µm = 0.00312 m (A–173)
ηn =tanh [(802.2) (0.00312 m)]
(802.2) (0.00312 m)= 0.462 (A–174)
An = 2h (l) (A–175)
An = 2(3.11x10−3 m
)(0.15 m) = 9.35x10−4 m2 (A–176)
At = nnAn + Ab (A–177)
At = 1020(9.35x10−4 m2
)+ (0.15m) (0.541m) = 1.034 m2 (A–178)
η0 = 1− nnAn
At
(1− ηn) (A–179)
η0 = 1−1020
(9.35x10−4 m2
)1.034m2
(1− 0.462) = 0.505 (A–180)
Rt =1
η0hAt
(A–181)
152

1
UA=∑
R =1
η0hchilledwaterAt
+L
kA+
1
hevaporationA(A–182)
1
UA=
1
0.505(5448 W
m2K
)1.034 m2
+9.11× 10−4 m
14.9 WmK
(0.15 m × 0.541 m)+
1
2500 Wm2K
(0.15 m × 0.541 m)
(A–183)
UA = 589W
K(A–184)
A.10 Offset Strip Fin Heat Transfer Coefficient
In order to estimate the fin area required for heat transfer on the working system, the
heat transfer coefficient of the finned structure must be known. Correlations for offset strip
fins have a range of Reynolds numbers in which the correlation is valid. The of Reynolds
numbers the desorber heating oil surfaces are expected to see is outside of the range of
correlations in literature. CFD may be used to estimate the heat transfer coefficient, however
the complex shape would be time consuming and not necesarily accurate. Experimental testing
was chosen to obtain heat transfer coefficient values for fins subjected to heating oil flows. A
representative test cell was fabricated using the same techniques and materials as the actual
system. The test cell may be seen in Figure A-34. Either side of the test cell featured an
electrical resistance heater, allowing the finned base to be heated. Knowing the oil inlet and
exit temperatures as well as the flow rate, the amount of heat transferred to the oil was known.
When calculating the heat transfer coefficient, the following equation was used.
q = η0hAt (Ts − Tm) (A–185)
Where η0 is given by Equation A–118.
153

Figure A-34. Heat transfer test cell.
q = _mcp (Tout − Tin) (A–186)
Combining these two equations plus those for the fin efficiency,
_mcp (Tout − Tin) =
1− nnAn
At
1−tanh
((2hknt
)1/2l
)(
2hknt
)1/2l
hAt (Ts − Tm) (A–187)
On a unit basis, per unit of base area, the bonded fins contribute ≈ 7.2X the surface
area. While this is great for heat transfer, it is a caveat for manufacturing and experimentation.
The heat transfer coefficient is extremely sensitive to area. In addition, it is difficult from a
manufacturing perspective to guarantee every single fin in a large array is bonded. To provide
perspective, the test cell had 1500 fins. Because they make up a large percentage of the the
heat transfer area, an un-bonded fin can greatly disrupt heat transfer measurements. Moreover,
it is not necessarily straightforward to quantify the bond integrity of the fins. To get an idea of
the heat transfer area involved, high speed thermal imaging was used to quantify the bonded
fin area; the technique is described in more detail in Chapter 3.
Other areas of concern are those of surface temperature. Surface temperature measurement
is a difficult task to accomplish. Techniques include infrared, thermochromic liquid crystals
154

[65], and embedded thermocouples. The first two method are not easily applicable to enclosed
heat exchangers, and the latter is difficult with thin sheet metal constructions.
Figure A-35. Thermocouple placed within a 500 µm deep well. Photo courtesy of author.
In critical applications such as nuclear reactors, thermocouples may be laser welded
to metallic structures [66]. Due to the excellent thermal contact, strength, and short
manufacturing time, type T thermocouples were laser welded to the surface of the heat
exchanger as shown in Figure A-35. Biswal et a. showed that type K thermocouples can be
laser welded, however no information about type T thermocouples was available. The Seedbeck
effect should not be affected, however thermocouple accuracy after welding was verified as seen
in Figure A-36.
155

Figure A-36. Heat transfer test cell wall thermocouple calibration.
Figure A-37. Experimental heat transfer coefficient measurements for oil.
156

Figure A-38. Experimental heat transfer coefficient measurements for cooling water through 15FPI offset fins
157

REFERENCES
[1] B. Nagengast, “Air Conditioning and Refrigeration Chronology,” 2006. [Online]. Available:https://www.ashrae.org/filelibrary/doclib/public/200651081623 347.pdf
[2] “1 Dead in Ammonia Leak at Boston Seafood Warehouse,”Boston, mar 2016. [Online]. Available: http://www.cbsnews.com/news/1-dead-in-ammonia-leak-at-boston-seafood-warehouse/
[3] S. V. Oleinik, Y. I. Kuznetsov, and a. R. Vartapetyan, “Corrosion Inhibition of Steel inLithium Bromide Brines,” Protection of Metals, vol. 39, no. 1, pp. 12–18, 2003. [Online].Available: http://dx.doi.org/10.1023/A:1021926721261
[4] P. Wasserscheid and W. Keim, “Ionic Liquids-New ”Solutions” for Transition MetalCatalysis.” Angewandte Chemie (International ed. in English), vol. 39, no. 21, pp.3772–3789, nov 2000. [Online]. Available: http://www.ncbi.nlm.nih.gov/pubmed/11091453
[5] M. Uerdingen, C. Treber, M. Balser, G. Schmitt, and C. Werner, “Corrosion behaviourof ionic liquids,” Green Chemistry, vol. 7, no. 5, p. 321, 2005. [Online]. Available:http://xlink.rsc.org/?DOI=b419320m
[6] M. Seiler, A. Ku, F. Ziegler, and X. Wang, “Sustainable Cooling StrategiesUsing New Chemical System Solutions,” Industrial & Engineering ChemistryResearch, vol. 52, no. 47, pp. 16 519–16 546, 2013. [Online]. Available:http://pubs.acs.org/doi/abs/10.1021/ie401297u
[7] E. D. Bates, R. D. Mayton, I. Ntai, and J. H. Davis, “CO2 capture by a task-specific ionicliquid,” Journal of the American Chemical Society, vol. 124, no. 6, pp. 926–927, 2002.
[8] C. Poole, “Ionic Liquids,” 2007. [Online]. Available: https://www.sigmaaldrich.com/content/dam/sigma-aldrich/docs/Aldrich/Brochure/al chemfile v5 n6.pdf
[9] M. Seiler and M.-C. Schneider, “Ionic liquids: Cooling and heating with heat,” pp. 12–19,2011. [Online]. Available: http://corporate.evonik.com/ layouts/Websites/Internet/DownloadCenterFileHandler.ashx?siteId=bbb7c219-72ac-4866-b79e-9397dc4d070b&fileid=649
[10] M. Preißinger, S. Pollinger, and D. Bruggemann, “Ionic liquid based absorptionchillers for usage of low grade waste heat in industry,” International Journal ofEnergy Research, vol. 37, no. January, pp. 1382–1388, 2013. [Online]. Available:http://dx.doi.org/10.1002/er.2997
[11] a. Yokozeki and M. B. Shiflett, “Water solubility in ionic liquids and application toabsorption cycles,” Industrial and Engineering Chemistry Research, vol. 49, no. 19, pp.9496–9503, 2010. [Online]. Available: http://pubs.acs.org/doi/abs/10.1021/ie1011432
[12] L. Dong, D. Zheng, N. Nie, and Y. Li, “Performance prediction of absorptionrefrigeration cycle based on the measurements of vapor pressure and heat capacity of
158

H2O+[DMIM]DMP system,” Applied Energy, vol. 98, pp. 326–332, oct 2012. [Online].Available: http://linkinghub.elsevier.com/retrieve/pii/S0306261912002620
[13] K. E. Herold, R. Radermacher, and S. A. Klein, Absorption Chillers and Heat Pumps.Boca Raton: CRC, 1996.
[14] G. Grossman, “Modular simulation of absorption systems user’s guide and reference,”Oak Ridge National Lab, Tech. Rep. March 1998, 2000. [Online]. Available:http://web.ornl.gov/∼webworks/cpr/rpt/107911 .pdf
[15] G. Grossman and A. Zaltash, “ABSIM - Modular simulation of advanced absorptionsystems,” International Journal of Refrigeration, vol. 24, no. 6, pp. 531–543, 2001.[Online]. Available: http://dx.doi.org/10.1016/S0140-7007(00)00051-7
[16] J. S. Wilkes, J. a. Levisky, R. a. Wilson, and C. L. Hussey, “Dialkylimidazoliumchloroaluminate melts: a new class of room-temperature ionic liquids for electrochemistry,spectroscopy and synthesis,” Inorg. Chem., vol. 21, no. 3, pp. 1263–1264, 1982. [Online].Available: http://pubs.acs.org/doi/abs/10.1021/ic00133a078
[17] E. Ruiz, V. Ferro, J. de Riva, D. Moreno, and J. Palomar, “Evaluation of ionic liquidsas absorbents for ammonia absorption refrigeration cycles using COSMO-based processsimulations,” Applied Energy, vol. 123, pp. 281–291, jun 2014. [Online]. Available:http://linkinghub.elsevier.com/retrieve/pii/S0306261914002062
[18] L. E. Ficke, “Thermodynamic properties of Imidazolium and phosphonium based ionicliquid mixtures with water or carbon dioxide,” Ph.D. dissertation, University of NotreDame, 2010. [Online]. Available: https://curate.nd.edu/concern/etds/dz010p1198p
[19] N. Sukumar, B. Moran, a. Y. Semenov, and V. V. Belikov, “Natural neighbour Galerkinmethods,” International Journal for Numerical Methods in Engineering, vol. 50, no. 1, pp.1–27, 2000.
[20] I. H. Bell, J. Wronski, S. Quoilin, and V. Lemort, “Pure and Pseudo-pure FluidThermophysical Property Evaluation and the Open-Source Thermophysical Property LibraryCoolProp.” Industrial & engineering chemistry research, vol. 53, no. 6, pp. 2498–2508, feb2014.
[21] J. Patek and J. Klomfar, “A computationally effective formulation of the thermodynamicproperties of LiBr-H2O solutions from 273 to 500 K over full composition range,”International Journal of Refrigeration, vol. 29, no. 4, pp. 566–578, 2006. [Online].Available: http://dx.doi.org/10.1016/j.ijrefrig.2005.10.007
[22] R. Amatya, F. Brushett, A. Campanella, G. Kavlak, J. Macko, A. Maurano,J. McNerney, T. Osedach, P. Rodilla, A. Rose, A. Sakti, E. Steinfeld,J. Trancik, and H. Tuller, “The Future of Solar Energy,” MassachusettsInstitute of Technology, Tech. Rep., 2015. [Online]. Available: https://mitei.mit.edu/system/files/MITFutureofSolarEnergyStudy compressed.pdf
159

[23] D. Y. Goswami, F. Kreith, and F. J. Kreider, Prinicples of Solar Engineering, 2nd ed.Taylor and Francis Group, 2000.
[24] D. S. Kim and C. H. M. Machielsen, “Evaluation of Air-Cooled Solar AbsorptionCooling Systems,” in International Sorption Heat Pump Conference, Shanghai,2002, pp. 117–122. [Online]. Available: http://doi.ewi.tudelft.nl/live/binaries/29b66c2b-9a38-4d72-a328-2df33ad064ea/doc/Shanghai02.pdf
[25] P. Holmberg and T. Berntsson, “Alternative working fluids in heat transformers,” inASHRAE Transactions. ASHRAE, 1990, pp. 1582–1589.
[26] D. F. Othmer, “Correlating vapor pressure and latent heat data,” Industrial & EngineeringChemistry, vol. 32, no. 6, p. 841, 1940.
[27] M. Kilic and O. Kaynakli, “Second law-based thermodynamic analysis of water-lithiumbromide absorption refrigeration system,” Energy, vol. 32, no. 8, pp. 1505–1512, 2007.
[28] EIA, “Electric Power Monthly: with data for January 2016,” U.S. Energy InformationAdministration, no. August, 2016.
[29] “Natural Gas Prices,” 2016. [Online]. Available: https://www.eia.gov/dnav/ng/ng pri sum a EPG0 PRS DMcf m.html
[30] S. Bigham, D. Yu, D. Chugh, and S. Moghaddam, “Moving beyond the limits of masstransport in liquid absorbent microfilms through the implementation of surface-inducedvortices,” Energy, vol. 65, pp. 621–630, 2014.
[31] “Absorption Series,” 2001.
[32] D. P’ng and P. Molian, “Q-switch Nd:YAG laser welding of AISI 304 stainless steel foils,”Materials Science and Engineering A, vol. 486, no. 1-2, pp. 680–685, 2008.
[33] T. Y. Fan and Byer, “Modelling and CW operation of a quasi-three-level 946 nm Nd:YAGlaser,” IEEE Journal of Quantum Electronics, vol. 23, no. May, pp. 605–612, 1987.
[34] C. Ruettimann, R. Bartlome, and N. Dury, “Reproducible Copper Welding,” IndustrialLaser Solutions, pp. 24–28, sep 2013.
[35] B. C. Moore, “Thin-walled vacuum chambers of austenitic stainless steel,” Journal ofVacuum Science & Technology A: Vacuum, Surfaces, and Films, vol. 19, no. 1, p. 228,2001. [Online]. Available: http://scitation.aip.org/content/avs/journal/jvsta/19/1/10.1116/1.1333083
[36] J. R. J. Bennett, R. J. Elsey, and R. W. Malton, “Convoluted vacuum tubes for longbaseline interferometric gravitational wave detectors,” Vacuum, vol. 43, no. 1, pp. 531–535,1992.
160

[37] V. Nemanic and J. Setina, “Experiments with a thin-walled stainless-steel vacuum chamber,”Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films, no. May, pp.1789–1793, 2000. [Online]. Available: http://link.aip.org/link/?JVTAD6/18/1789/1
[38] J. Griess, J. DeVan, and H. P. Blanco, “Corrosion of materials in absorption heatingand refrigeration fluids,” Oak Ridge National Laboratory, Tech. Rep., 1985. [Online].Available: http://web.ornl.gov/sci/ees/etsd/btric/eere research reports/thermally activated technologies/absorption/working fluids/ornl tm 9646/ornl tm 9646.pdf
[39] P. Fraas, Arthur, Heat Exchanger Design, 2nd ed. John Wiley & Sons, 1989.
[40] J. Wang, “Theory of flow distribution in manifolds,” Chemical EngineeringJournal, vol. 168, no. 3, pp. 1331–1345, 2011. [Online]. Available:http://dx.doi.org/10.1016/j.cej.2011.02.050
[41] J. P. Pritchard, Fox and McDonald’s introduction to fluid mechanics, 8th ed. John Wiley& Sons, 2011.
[42] F. C. Johansen, “Flow through pipe orifices at low Reynolds numbers,” Proceedings of theRoyal Society of London, vol. 126, no. Series A, pp. 231–245, 1930.
[43] Thermal Properties of Metals, 2002.
[44] R. Halmshaw, Introduction to the Non-Destructive Testing of Welded Joints, 2nd ed.Abington Publishing, 1996. [Online]. Available: http://dx.doi.org/10.1533/9781845698829.frontmatter
[45] P. Chaudhuri, P. Santra, S. Yoele, A. Prakash, D. C. Reddy, L. T. Lachhvani,J. Govindarajan, and Y. C. Saxena, “Non-destructive evaluation of brazed joints betweencooling tube and heat sink by IR thermography and its verification using FE analysis,” NDTand E International, vol. 39, no. 2, pp. 88–95, 2006.
[46] B. P. Rao and S. K. Das, “Effect of flow distribution to the channels on the thermalperformance of the multipass plate heat exchangers,” Heat Transfer Engineering, vol. 25,no. 8, pp. 48–59, 2004. [Online]. Available: http://www.scopus.com/inward/record.url?eid=2-s2.0-10444267259&partnerID=40&md5=440aa8c539c284abfc166ce76f99f146
[47] N. Miljkovic, R. Enright, Y. Nam, K. Lopez, N. Dou, J. Sack, and E. N. Wang,“Jumping-droplet-enhanced condensation on scalable superhydrophobic nanostructuredsurfaces,” Nano Letters, vol. 13, no. 1, pp. 179–187, 2013.
[48] B. T. McDonald and T. Cui, “Superhydrophilic surface modification of copper surfacesby Layer-by-Layer self-assembly and Liquid Phase Deposition of TiO2 thin film,” Journalof Colloid and Interface Science, vol. 354, no. 1, pp. 1–6, 2011. [Online]. Available:http://dx.doi.org/10.1016/j.jcis.2010.09.036
161

[49] J. Min, X. Wu, L. Shen, and F. Gao, “Hydrophilic treatment and performance evaluationof copper finned tube evaporators,” Applied Thermal Engineering, vol. 31, no. 14-15, pp.2936–2942, 2011.
[50] C. Li and G. Petersen, “Evaporation and Boiling in Thin Capillary Wicks,” Transactions ofthe ASME, vol. 128, pp. 1320–1328, 2006.
[51] R. L. Depew, C. A., Reisbig, “Vapor condensation on a horizontal tube using teflon topromote dropwise condensation.” I&EC Process Des. Develop., vol. 3, no. 4, pp. 365–369,1964.
[52] L. T. Bergman, S. A. Lavine, P. F. Incropera, and P. D. Dewitt, Fundamentals of heat andmass transfer, 7th ed. John Wiley & Sons, 2011.
[53] D. J. Preston, D. L. Mafra, N. Miljkovic, J. Kong, and E. N. Wang, “Scalable graphenecoatings for enhanced condensation heat transfer,” Nano Letters, vol. 15, no. 5, pp.2902–2909, 2015.
[54] W. Yao, H. Bjurstom, and F. Settewall, “Surface tension of lithium bromide solutionwith heat-transfer aditives,” Journal of Chemical & Engineering Data, vol. 36, no. 27, pp.96–99, 1991.
[55] K. Ishida and Y. H. Mori, “Surface tension of aqueous lithium bromide solutions containing1-octanol as a ”heat-transfer additive”,” International Communications in Heat and MassTransfer, vol. 23, no. 7, pp. 907–915, 1996.
[56] K. J. Kim and V. P. Janule, “Dynamic surface tension of aqueous lithium bromide with2-ethyl-1-hexanol,” International Communications in Heat and Mass Transfer, vol. 21,no. 6, pp. 839–848, 1994.
[57] W. T. Wu, Y. M. Yang, and J. R. Maa, “Effect of surfactant additive on pool boiling ofconcentrated lithium bromide solution,” International Communications in Heat and MassTransfer, vol. 25, no. 8, pp. 1127–1134, 1998.
[58] D. Callister, William, Materials Science and Engineering, 7th ed. New York: John Wiley& Sons, 2007.
[59] “Basics of Corrosion Measurements.” [Online]. Available: www.princetonappliedresearch.com
[60] F. Tinaut, A. Melgar, and A. R. Ali, “Correlations for heat transfer and flowfriction characteristics of compact plate type heat exchangers,” International journalof Heat and Mass Transfer, vol. 35, no. 7, pp. 1659–1665, 1991. [Online]. Available:http://dx.doi.org/10.1016/0017-9310(92)90136-G
[61] C. Shi, Q. Chen, T.-c. Jen, and W. Yang, “International Journal of Heat and MassTransfer Heat transfer performance of lithium bromide solution in falling film generator,”International Journal of Heat and Mass Transfer, vol. 53, no. 15-16, pp. 3372–3376, 2010.[Online]. Available: http://dx.doi.org/10.1016/j.ijheatmasstransfer.2010.02.051
162

[62] R. J. Roark, W. C. Young, and R. Plunkett, Formulas for Stress and Strain. McGraw-Hill,1976, vol. 43, no. 3.
[63] F. Beer, E. Johnston, J. DeWolf, and D. Mazurek, Mechanics of Materials, 5th ed. NewYork: McGraw-Hill, 2009.
[64] H. Bhowmik and K.-S. Lee, “Analysis of heat transfer and pressure dropcharacteristics in an offset strip fin heat exchanger,” International Communicationsin Heat and Mass Transfer, vol. 36, no. 3, pp. 259–263, 2009. [Online]. Available:http://dx.doi.org/10.1016/j.icheatmasstransfer.2008.11.001
[65] V. U. Kakade, G. D. Lock, M. Wilson, J. M. Owen, and J. E. Mayhew, “Accurateheat transfer measurements using thermochromic liquid crystal. Part 1: Calibration andcharacteristics of crystals,” International Journal of Heat and Fluid Flow, vol. 30, no. 5, pp.939–949, 2009. [Online]. Available: http://dx.doi.org/10.1016/j.ijheatfluidflow.2009.04.007
[66] R. Biswal, K. Gopal, S. Murugan, S. Venugopal, and T. Jayakumar, “Standardizationof Laser Welding Parameters for Attachment of Thermocouple to Pressurized Capsulefor On-Line Creep Rupture Studies,” Procedia Engineering, vol. 86, pp. 560–566, 2014.[Online]. Available: http://linkinghub.elsevier.com/retrieve/pii/S1877705814020402
163

BIOGRAPHICAL SKETCH
Reid E. Shaeffer grew up in the town of Destin along Florida’s Emerald Coast. During
his final years of high school, he began his college career at Northwest Florida State College.
After graduating, he transferred to the University of Florida to study mechanical engineering
where he was one of 3 summa cum laude graduating with a BS in mechanical engineering in
the fall of 2012. He was awarded the University’s prestigious Graduate Student Fellowship to
continue his education. In 2014 he earned his MS in mechanical engineering and completed
Ph.D. studies in December of 2016.
164