carbon capture update: the alstom commercialization...
TRANSCRIPT

CARBON CAPTURE UPDATE:
The Alstom Commercialization Program
R.G.Hilton , Alstom
December 15, 2009
Presented to the World Bank

The Alstom Group: a worldwide leader in its activities
Coal, Gas, Hydro, Nuclear, Wind =
Full Power Systems Portfolio N°1 in air quality
control systems
N°1 in services for electric utilities
N°1 in integrated
power plants
N°1 in hydro
power
N°1 in conventional
nuclear power island
Recent acquisition
of wind power
Power
Transport
Total orders 2008/09: € 24.6 bn

Advanced Amines
Joint Development Program West Virginia Pilot (US) – coal
2 MWtStart up Sep 09
Belchatow (Poland) - lignite* 250 MWe
Start up 2013; 1.8 million
tons CO2
Chilled
Ammonia
Pleasant Prairie, WI (US) – coal 5 MWt
Operational since Spring
2008
Mountaineer, New Haven, WV
(US) – coal* 54 MWt
Operational since 1 Sep 2009
Commercial Scale Plant (US) –
coal*>200 MWt
Planned start up 2013
Pioneer (Canada) – coal* >200 MWe Planned start up 2013
Karlshamn (Sweden) – oil/gas 5 MWt
Commissioned Fall 2008;
operating
Mongstad (Norway) – gas 40 MWt In design; planned start 2010
Oxy-
combustion
Schwarze Pumpe (Germany) –coal
30 MWtStarted Fall 2008
Jänschwalde (Germany) – lignite*
(feasibility study) 250 MWe
In planning stage
Lacq (France) – gas* 30 MWt Operating
Main Partnerships & Projects Portfolio
Revised: October 22, 2009 * Project will include carbon sequestrationIn commissioning/operation

CO2 Capture Solutions
Pre-combustion
(New only)
CCS solutions must adapt on installed base
as well as new capacity
Source: Vattenfall
Power Plant with CO2 capture
Source: VattenfallSource: Vattenfall
Post- combustion Oxy- combustion
(New + retrofit)
Source: Vattenfall
(New+retrofit)
SOLUTIONS DEVELOPPED BY ALSTOM
Cooling and
CleaningCO2
Absorption
CO2
Regeneration
CO2 Regenerator
Booster Fan
From FGD
Pressurized
CO2
Clean
Combustion
Gas
G4
G5
G6
G7
Bleed
G1
G2 G3
Gas
Water
Rich Solution
Lean Solution
CO2
Refrigeration
SystemREF
REF
REF
Stripper
REF
Water Wash
DCC2
DCC1
CO2 Absorber
Cooling
Steam
Cooling
Steam
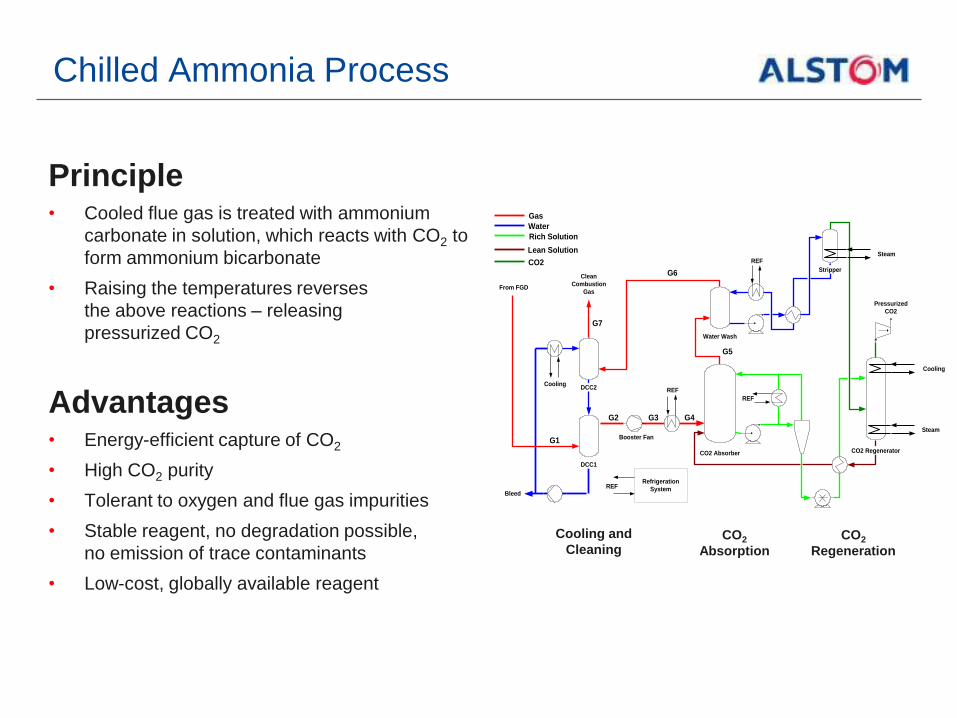
Chilled Ammonia Process
Principle• Cooled flue gas is treated with ammonium
carbonate in solution, which reacts with CO2 to
form ammonium bicarbonate
• Raising the temperatures reverses
the above reactions – releasing
pressurized CO2
Advantages• Energy-efficient capture of CO2
• High CO2 purity
• Tolerant to oxygen and flue gas impurities
• Stable reagent, no degradation possible,
no emission of trace contaminants
• Low-cost, globally available reagent

Chilled Ammonia ProcessSummary Development Plan
2006 2007 2008 2009 2010 2011
Major steps
Full Commercial Release (2015)
Basic concept feasibility to be validated as quickly as possible
SMALL BENCH (SRI; Completed)
• First technical hypotheses
LARGE BENCH SCALE(SRI; Completed)
• Optimize absorber design for pilot
FIELD PILOTS(15,000 tons per year)
• Validate key performance parameters
1
3
VALIDATION PILOTS(80-100,000 tons per year)
System reliability
4
2
To be performed on coal and gas
Demos in the EU and North America
2012 2013 2014 2015
Commercial Scale Demonstrations
(1.0-1.5 MM tons per year)

Chilled Ammonia ProcessField Pilot at We Energies
Validation Pilot Program
• Project participation through EPRI by 37 US
and international utilities
• Designed to capture 1,600 kg CO2/hour
• Operations commenced in June 2008
− Over 6,500 hours operation
− Achieved 90% capture in
continuous operation at full load
− Empirical data collected from pilot to date
supports “proof of concept”
− Initial data on steam and electrical energy
consumption is consistent with
expectationsCO2 Field Pilot at Pleasant Prairie
Pleasant Prairie Power Plant (“P4”)
A great technical success!

Validation Pilot at We Energies3-D View of Pilot

Validation pilot program
• Designed to capture over 1,600 kg CO2/hr
− About 15,000 tonnes/yr at full capacity
• Unit commenced operations in April 2009
• Testing to continue for at least 12 months
• Located less than 60 miles from Alstom’s Global Technology Center in Vaxjo, Sweden
CAP Field Pilot
Karlshamn Power Plant (Sweden)
Chilled AmmoniaField Pilot at E.ON Karlshamn

Chilled AmmoniaProduct Validation Facility at AEP Mountaineer
Technology Validation Program
• Designed to capture 100,000
tonnes CO2/year
• Captured CO2 will be sequestered
into two wells on the plant
property
• Commenced engineering and
permitting in Oct 2007
• Started construction 2Q 2008
• Project start-up Sept 2009
Alstom’s Chilled Ammonia Process at AEP’s Mountaineer Plant, 5-21-09
All pictures of the Mountaineer CO2 Capture and Storage Project are the property of Alstom Power and/or AEP

Mountainer Chilled Ammonia Plant

Mountaineer Chiolled Ammonia Plant

Mountaineer Chilled Ammonia Plant

Validation Pilot at Mongstad
StatoilHydro Refinery at Mongstad (Norway)
Technology Validation Program
• European Test Centre Mongstad for flue gases from natural gas combined heat and power plant (CHP) and a catalytic cracker (FCC)
• Executed joint development contract with StatoilHydro for the CAP technology in August 2007
• Validation Pilot designed to capture 80,000 tonnes/year
• Project in detailed engineering phase with signed EPC contract
• Project commissioning in 2011
Chilled AmmoniaProduct Validation Facility at StatoilHydro Mongstad

Advanced Amine Process
Principle• Flue gas is treated with aqueous amine
solution, which reacts with CO2
• Raising the temperatures reverses the above step – releasing CO2 and recycling the solution for re-use
Advantages• Proven in natural gas & syngas purification
• More efficient capture of CO2
• Higher tolerance against oxygen & trace contaminants
• Lower solvent degradation rates, leading to:
− Lower consumption of chemicals
− Lower emissions of degradation products
− Lower production of effluents and waste
Joint development with the world’s largest supplier of amines

About Dow
• Diversified chemical company,
harnessing the power of science and
technology to improve living daily
• Founded in Midland, Michigan in 1897
• Supplies more than 3,300 products to
customers in 160 countries
• Annual sales of $58 billion
• 46,000 employees worldwide
• Committed to Sustainability

Alstom Contribution
• Improved process design
• Improved plant integration
Dow Contribution
• World’s largest supplier of amines
• Global technology leader in amines
• Ongoing aggressive R&D program
Advanced Amine ProcessJoint Development

Advanced Amine Process Field Pilot Testing at Dow Charleston, WV Facility
Field Pilot Program
• Designed to capture 6-9 metric tonnes
of CO2/day
• Installed on a coal fired boiler at the
Dow Chemical Facility in South
Charleston, WV
• Project Schedule
− Commissioning underway
− Testing to start in September 2009
• Testing to continue into 2011
Advanced Amine Field Pilot

Archer Daniel Midland
•Project Selected under US DOE ARRA Industrial Solicitation
•Phase I constitutes feasibility Study for CCS utilizing
advanced amines
• Phase I commenced – projected for seven months to
completion
•Partners: ADM, Dow, Schlumberger, and Illinois State
Geological Survey
•Phase II: Based on outcome of Phase I, Capture and
Sequester 2.2 million tons per year

Advanced Amine Process Validation Facility - Belchatow
Technology Validation Program
• MOU between Alstom and PGE
Elektrownia Belchatow, signed Dec 08,
Modified Jun 2009.
• CCS Facility proposed for EU
funding
− Capture greater than 1.8 million
metric tonnes CO2/year
− Host facility 858 MW lignite unit
under construction
− Currently in pre-FEED for
preparation of construction permit
− Operational in 2014

Oxy-Combustion Process
Principle
• Air Separation Units are used toproduce pure oxygen stream
• Fuel is combusted in oxygen combined with recycled CO2
• Resulting flue gas is concentrated CO2
stream with impurities that are removedusing conventional air quality controlsystems and gas processing units
Advantages• Reliability: components exist, only adaptation to power gen and scale-up
• All types of boilers / firing systems adaptable to oxy to cover complete fuel range
• Rapid scale-up to large size possible after demos. Retrofit in Oxy can be addressed
• Large panel of entities involved in development, contributing to reaching solid consensus

Boiler started Sept 08 - PAC Dec 08 – Testing on-going
Boiler
FGC CO2 Compression
Air Separation Unit
CO2 Purification
Control
Room
FGD
ESP
(source: Vattenfall)
Current Status Oxy-PC Schwarze Pumpe – 30 MWth Oxy Boiler island
Goal
• Validation of oxy-fuel process,
started Sept 08
Main features
• Boiler 30 MWth 40t/h
• Coal 5,2 t/h lignite
• Cycle 25b/330°C
• Oxygen 215 t/day
• CO2 11 t/hr
• Alstom scope: Oxy-boiler + ESP

Oxy-CombustionDemonstration 30 MWth: TOTAL Lacq
Source: TOTAL
Main features
• 40 t/h steam, 240 t/day Oxygen
• 150,000 tons CO2 will be stored in a depleted gas field
30 MWt demonstration – Lacq, France
Demonstration/Validation program
Oxyfuel process starting 2008
• Retrofit of an existing boiler
First CCS with pipeline transportation & storage in Europe

www.alstom.com