cat galvanizacao
TRANSCRIPT

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 1/52
www.metalogalva.pt
GALVANIZAÇÃOGALVANISATION
GALVANIZINGGALVANIZACIÓN
ZINCATURAVERZINKUNG
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 2/52
I N T R O D
U Ç Ã O
I N T R O D U C T I O N
I N T R O D U C T I O N
I N T R O D U C C I Ó N
I N T R O D U C T I O N
E I N F Ü H
R U N G
C A R A C T E R I Z A
Ç Ã O D O S R E V E S T I M E N T O S O B
T I D O S
C A R A C T É R I S A
T I O N D E S R E V Ê T E M E N T S O B T
E N U S
G A L V A N I Z E D C O A
T I N G S
C A R A C T E R I Z A C I Ó N D E L O S R E V E S T I M I E N T O S O B T E N I D O S
C A R A T T E R I Z Z
A I O N E D E I R I V E S T I M E N T I O T T E N U T I
C H A R A K
T E R I S I E R U N G D E R B E S C H I C H
T U N G
A S P E C
T O S D O S R E V E S T I M E N T O S O B
T I D O S
A S P
E C T S D E S R E V Ê T E M E N T S O B T
E N U S
C O A T I N G A P P E A R
A N C E
A S P E C T O S D E L O S R E V E S T I M I E N T O S O B T E N I D O S
A S P E T T I D E I R I V E S T I M E N T I
A U S S E H E N D E R B E S C H I C H
T U N G
D U R A B I L I D
A D E D O S R E V E S T I M E N T O S O B
T I D O S
D U R A B
I L I T É D E S R E V Ê T E M E N T S O B T
E N U S
C O A T I N G D U R A B I L I T Y
D U R A B I L I D A D D E L O S R E V E S T I M I E N T O S O B T E N I D O S
D U R A B I L I T À D E I R I V E S T I M E N T I
H A L T B A R K E I T D E R B E S C H I C H
T U N G
86 14 30

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 3/52
P R O J E C T
O , D E S E N H O E F A B R I C O D A S P
E Ç A S
P R O J E T , C O N C E P T I O N E T F A B R I C A T I O N D E P R O
D U I T S
P R O D U C T , D E S I G N A N D M A N U F A C T U R I N G
P R O Y E C T O , D I S E
Ñ O Y F A B R I C A C I Ó N D E P R O D U
C T O S
D I S E G N
O , P R O G E T T A Z I O N E E P R O D U
Z I O N E
P L A N U N G , D E S I G N U
N D H E R S T E L L U N G D E R P R O D
U K T E
P I N T U R A S O B R
E G A L V A N I Z A D O ( S I S T E M A D U
P L E X )
P E I N T U R E S U R G A L V A N I S A T I O N ( S Y S T È M E D U
P L E X )
P A I N T I N G A F T
E R G A L V A N I Z I N G ( D U P L E X S Y S T E M )
P I N T U R A S O B R
E G A L V A N I Z A D O ( S I S T E M A D U
P L E X )
V E R N I C I A T U R A S U Z I N C A T U R A ( S I S T E M A D U
P L E X )
L A C K I E R U N G V E
R Z I N K T E R T E I L E ( D U P L E X - S Y S T E M )
M A N U T E N Ç Ã O D E P E Ç A S G A L V A N I Z A D A S
E N
T R E T I E N D E S P I È C E S G A L V A N
I S É E S
M A
I N T E N A N C E O F G A L V A N I Z E D P A R T S
M A N T E N
I M I E N T O D E P I E Z A S G A L V A N I Z A D A S
M A
N U T E N C I O N E D I P R O D O T T I Z I
N C A T I
W A R T U N G V O N V E R Z I N
K T E N
34 44 50

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 4/52
4
A Metalogalva - Irmãos Silvas, S.A. é a mais antigaempresa do Grupo Metalcon.
Esta empresa comporta três unidades industriaisque ocupam uma área total de 44.000m², tendo aoserviço mais de 400 colaboradores.
A Metalogalva desenvolve a sua actividade no pro- jecto e fabrico de estruturas metálicas, tendo capaci-dade para efectuar ensaio de protótipos, ao nível damontagem e/ou resistência estrutural.
Os produtos desenvolvidos têm aplicação em váriosdomínios de actividade, nomeadamente, transportede energia, telecomunicações, vias rodoviárias, fer-roviárias e energias renováveis, sendo submetidosa uma protecção anticorrosiva de galvanização porimersão a quente, com possibilidade de pintura com-plementar (sistema duplex).
Metalogalva – Irmãos Silvas, S.A. est l’entreprise laplus ancienne du Groupe Metalcon.
Cette entreprise comporte trois installations indus-trielles qui recouvrent une Aire totale de 44.000m²,ayant à son service plus de 400 collaborateurs.
Metalogalva développe son activité dans le projet et lafabrication de structures métalliques, et possède lacapacité d’effectuer des essais de prototypes, au ni-veau du montage et/ ou de la résistance structurelle.
Les produits développés peuvent être appliquésdans plusieurs domaines d’activités, notamment lesecteur de l’énergie, des télécommunications, desvoies routières et ferroviaires, et sont normalementsoumis à une protection anticorrosive de galvanisa-tion par immersion à chaud et éventuellement à unepeinture complémentaire (système duplex).
Metalogalva – Irmãos Silvas, S.A. is the oldest com-pany of the Metalcon Group.
This company has three industrial units that occupya total area of 44.000m², having more than 400 em-ployees at its service.
Metalogalva’s activity is the design and manufactureof steel structures, with the capacity to perform pro-totype testing, in terms of assembly and/ or structu-ral resistance.
The products developed have application in variousfields of activity such as energy, telecommunications,road and railways and renewable energy, which areusually subjected to an anticorrosive protection of hotdip galvanizing, with the possibility of a paint comple-ment (duplex system).

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 5/52
Metalogalva – Irmãos Silvas, S.A. es la empresa másantigua del Grupo Metalcon.
Esta empresa cuenta com tres unidades industrialesque ocupan una superficie total de 44.000m², emple-ando más de 400 colaboradores.
Metalogalva desarrolla su actividad en el diseño y lafabricación de estructuras metálicas, con capacidadpara realizar ensayos de prototipos, al nivel del mon-taje y/o de la resistencia estructural.
Los productos desarrollados tienen aplicación en di-versos ámbitos de actividad, a saber la energía, tel-ecomunicaciones, carreteras y ferrocarriles, energíarenovable, siendo normalmente sometidos a unaprotección anticorrosiva de galvanizado por inmer-sión en caliente, con la posibilidad de pintura com-plementaria (sistema dúplex).
Metalogalva - Irmãos Silvas, S.A. è stata la primaazienda del Gruppo Metalcon ad essere fondata.
L'azienda dispone di tre unità industriali che occu-pano una superficie totale di 44.000 mq, ed ha al suoservizio più di 400 dipendenti.
Metalogalva si occupa della progettazione e produ-zione di strutture metalliche, ed è in grado di effet-tuare collaudi di prototipi a livello di montaggio e/oresistenza strutturale.
I prodotti sviluppati trovano applicazione in diversisettori di attività, in particolare, trasporto di ener-gia, telecomunicazioni, strade, ferrovie ed energierinnovabili, e sono sottoposti ad un trattamento diprotezione contro la corrosione con zincatura perimmersione a caldo e possibilità di verniciatura sup-plementare (sistema duplex).
Metalogalva - Irmãos Silvas, S.A. ist die älteste Firmader Metalcon-Gruppe.
Sie besteht aus drei Industriewerken mit einer Ge-samtfläche von 44.000m² und beschäftigt insgesamtüber 400 Mitarbeiter.
Das Hauptgeschäft von Metalogalva besteht in derEntwicklung und Herstellung von Metallstrukturenund dem Test von Prototypen sowohl in Bezug aufMontage als auch auf strukturelle Belastbarkeit.
Die entwickelten Produkte kommen in verschiedens-ten Bereichen zum Einsatz, darunter Energietrans-port, Telekommunikation, Straßen- und Schienen-verkehr und erneuerbare Energien. Die Produktewerden durch Feuerverzinkung mit einer Anti-Kor-rosionsschicht überzogen und können zusätzlich lac-kiert werden (Duplex-System).

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 6/52
6
O aço é um material resistente, versátil e barato, comuma grande variedade de utilizações em diferentesindústrias. Porém, tem uma grande desvantagem: épropenso à corrosão, até mesmo em ambientes in-teriores. A prevenção da corrosão é, por isso, essen-cial para que as estruturas da aço sejam económi-cas. Actualmente, o reconhecimento de obtençãode poupanças a longo prazo, a partir de custos demanutençao reduzidos, tem levado à necessidade deaplicação de sistemas de protecção duradouros parao aço. A protecção do aço pode ser obtida com a apli-cação de revestimentos metálicos e não metálicos.Entre os revestimentos metálicos destaca-se a Gal-vanização: termo frequentemente usado para des-ignar revestimentos de zinco em geral. No entanto,este termo deve ser usado apenas para designar Gal-vanização por Imersão a Quente.
Os diferentes tipos de revestimento de zinco (porexemplo: galvanização por imersão a quente, elec-trozincagem, metalização por projecção, sherardi-zação e tintas ricas em zinco), variam em termos daespessura, homogeneidade, aspecto e probabilidadede vida relativa, sendo o revestimento obtido por Gal-vanização aquele que melhor responde a estes req-uisitos – maior espessura do revestimento e maiorlongevidade - para as mesmas condições de fun-cionamento.
A Galvanização confere aos produtos de aço uma ex-celente protecção contra a corrosão, através de umrevestimento contínuo, metalurgicamente ligado aomaterial base (aço ou ferro), resistente e de espes-sura significativa. Além disso, pode ser combinadocom pintura, permitindo, deste modo, incrementar aperformance da protecção anticorrosiva e respondera requisitos estéticos.
O presente documento aborda a Galvanizaçao por lm-ersão a Quente como processo de protecção a estru-turas metálicas da agressividade do meio ambiente,analisando as características e propriedades, bemcomo as vantagens, limitações e particularidades daaplicação do mesmo.
L'acier est un matériau résistant, polyvalent et bonmarché, avec une grande variété d'applications dansdifférentes industries. Néanmoins, il a un grandinconvénient : il est propice à la corrosion, mêmedans les environnements intérieurs. La préventionde la corrosion est donc essentielle pour que lesstructures en acier soient économiques. À l'heureactuelle, la valorisation de l'obtention d'économiesà long terme, grâce à des coûts d'entretien réduits,a conduit à la nécessité d'appliquer des systèmesde protection durables sur l'acier. La protection del'acier peut être réalisée grâce à l'application derevêtements métalliques et non métalliques. Parmiles revêtements métalliques se distingue la galvani-sation: terme fréquemment utilisé pour désigner lesrevêtements de zinc. Néanmoins, ce terme ne doitêtre utilisé que pour désigner la galvanisation parimmersion à chaud.
Les différents types de revêtement à base de zinc(par exemple : galvanisation par immersion à chaud,électrozincage, métallisation par projection, shérar-disation et peintures riches en zinc), varient au ni-veau de l'épaisseur, de l'homogénéité, de l'aspect etde la probabilité de vie relative. Le revêtement obtenupar galvanisation est celui qui répond le mieux à cesexigences – plus grande épaisseur du revêtement etplus grande longévité - pour les mêmes conditions defonctionnement.
La galvanisation confère aux produits en acier uneexcellente protection contre la corrosion, grâce à unrevêtement continu, métallurgiquement lié au maté-riau de base (acier ou fer), résistant et d'une épais-seur significative. Il peut être également combinéavec de la peinture, ce qui permet ainsi d'augmenterla performance de la protection anti-corrosion et de
répondre aux exigences esthétiques.Le présent document aborde la galvanisation parimmersion à chaud comme processus de protectiondes structures métalliques contre l'agressivité del'environnement, en analysant les caractéristiqueset propriétés, ainsi que les avantages, limitations etparticularités de son application.
Peças a galvanizar | Pièces galvaniser | Parts galvanizePiezas en galvanización | Parti galvanizzare | Teile galvanisieren
01
Peças galvanizadas | Pièces galvanisées | Galvanized partsPiezas galvanizadas | Parti galvanizzate | Verzinkte Teile
02.03.04
As a resistant, versatile and inexpensive material,steel is widely used in several industry sectors.However, steel is prone to corrosion, even in interiorenvironments. Therefore, it becomes necessary toprevent corrosion for steel structures to be economi-cally advantageous. It is currently possible to achievelow maintenance costs, ultimately leading to long-term savings, by using durable protection systems.Steel protection systems may consist of metal ornon-metal coatings. One of the most popular metalcoatings is obtained through Galvanizing, a termfrequently used in connection with zinc coatings ingeneral. However, this term should only be used torefer to the process known as Hot Dip Galvanizing.
The zinc coatings obtained through the various pro-cesses available (e.g., hot dip galvanizing, electrogal-vanizing, metal coating by sputtering, sherardizingand zinc-rich paints) vary in thickness, evenness,appearance and useful life of the zinc layer. Galvani-zing is the process that best meets the desired requi-rements – greater coating thickness and durability– under similar operating conditions.
Galvanizing provides excellent protection againstcorrosion by providing steel products with a conti-nuous, resistant zinc coating, of significant thickness,bonded to the base material (steel or iron). Additio-nally, this process can be combined with paintingfor increased protection against corrosion and com-pliance with aesthetic requirements.
This document describes Hot Dip Galvanizing as asuitable process for protecting metal structures fromenvironmental aggression, by analysing the charac-teristics and properties of this process, as well as itsadvantages, limitations and specific features.
INTRODUÇÃO
INTRODUCCIÓN
INTRODUCTION
INTRODUCTION
INTRODUCTION
EINFÜHRUNG

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 7/52
01 02 03
04
El acero es un material resistente, versátil y barato,con una gran variedad de usos en diferentes indus-trias. Sin embargo, tiene una gran desventaja: es pro-penso a la corrosión, incluso en ambientes interiores.La prevención de la corrosión es, por lo tanto, esen-cial para que las estructuras de acero sean económi-cas. Actualmente, el reconocimiento de la obten-ción de ahorros a largo plazo, a partir de costes demantenimiento reducidos, ha llevado a la necesidadde aplicar sistemas de protección duraderos para elacero. La protección del acero se puede obtener conla aplicación de revestimientos metálicos y no metáli-cos. Entre los revestimientos metálicos se destaca laGalvanización: término frecuentemente usado paradesignar revestimientos de zinc en general. Sin em-bargo, este término solo se debe usar para designarGalvanización por inmersión en caliente.
Los diferentes tipos de revestimiento de zinc (porejemplo: galvanización por inmersión en cali-
ente, electrozincado, metalización por proyección,sherardización y pinturas ricas en zinc), varían en es-pesor, homogeneidad, aspecto y probabilidad de vidarelativa, siendo el revestimiento obtenido por Galva-nización el que mejor responde a estos requisitos –mayor espesor del revestimiento y mayor longevidad- para las mismas condiciones de funcionamiento.
La Galvanización da a los productos de acero unaexcelente protección contra la corrosión, a través deun revestimiento continuo, metalúrgicamente conec-tado al material base (acero o hierro), resistente y deespesor considerable. Además, se puede combinarcon pintura, permitiendo, de este modo, aumentarel rendimiento de la protección anticorrosiva y re-sponder a requisitos estéticos.
El presente documento aborda la Galvanización porinmersión en caliente como proceso de protecciónde estructuras metálicas de la agresividad del me-
dioambiente, analizando las características y propie-dades, así como las ventajas, limitaciones y particu-laridades de la aplicación del mismo.
L'acciaio è un materiale resistente, versatile ed eco-nomico destinato ad una grande varietà di applica-zioni in diversi settori industriali. Tuttavia, vi è ungrande inconveniente: si corrode facilmente, anchein ambienti chiusi. Prevenire la corrosione è quindiessenziale affinché le strutture in acciaio risultinoeconomiche. La possibilità di risparmiare in unaprospettiva a lungo termine riducendo i costi dimanutenzione ha portato alla necessità di applicaresistemi di protezione per l’acciaio di lunga durata. Laprotezione dell’acciaio può essere ottenuta con l'ap-plicazione di rivestimenti metallici e non metallici.Tra i rivestimenti metallici spicca la Zincatura: ter-mine spesso usato per indicare rivestimenti di zincoin generale. Tuttavia, questo termine dov’essere uti-lizzato solo per designare la Zincatura a Caldo perImmersione.
I diversi rivestimenti di zinco (per esempio: zincaturaa caldo per immersione, elettrozincatura, metalliz-
zazione a spruzzo, sherardizzazione e vernici ricchidi zinco) variano in spessore, uniformità, aspetto edurata attesa, il rivestimento per Zincatura è quelloche meglio risponde a questi requisiti – maggiorspessore del rivestimento e una più lunga durata –alle stesse condizioni operative.
La Zincatura offre ai prodotti di acciaio un'ottima pro-tezione contro la corrosione mediante un rivestimen-to continuo, metallurgicamente legato alla superficiedel materiale base (acciaio o ferro), resistente e conuno spessore considerevole. Inoltre, può essere com-binato alla verniciatura, permettendo così di aumen-tare l’efficacia della protezione anticorrosione e sod-disfare esigenze di carattere estetico.
Questo documento prende in analisi il processo dizincatura per immersione a caldo come processo diprotezione di strutture metalliche contro l’aggressivi-tà risultante da vari fattori ambientali, analizzando le
caratteristiche e proprietà, nonché i vantaggi, i limitie le specificità del trattamento.
Stahl ist ein widerstandsfähiges, vielseitiges undgünstiges Material mit einer Vielzahl von Anwen-dungsbereichen in verschiedenen Branchen. Leiderhat Stahl auch einen großen Nachteil: Er rostet leicht,selbst in Innenbereichen. Korrosionsschutz ist daherentscheidend für die Wirtschaftlichkeit von Stahl-strukturen. Momentan gilt es als erwiesen, dass dieAnwendung von langlebigen Schutzmechanismenfür Stahl aufgrund der sinkenden Wartungskostenlangfristig zu Einsparungen führt. Stahl kann durchdie Anbringung von metallischen oder nichtmetalli-schen Beschichtungen geschützt werden. Unter denmetallischen Beschichtungen sticht besonders dieVerzinkung hervor: die Beschichtung von Stahl miteiner hauchdünnen Zinkschicht. Eine spezielle Artder Verzinkung ist dabei die Feuerverzinkung.
Die verschiedenen Verzinkungsarten (z. B. Feuer-verzinkung, galvanische Verzinkung, Sherardisie-rung, Spritzverzinken und zinkhaltige Lacke) un-
terscheiden sich in Bezug auf Dicke, Homogenität,Aussehen und relative Lebensdauer. Die galvanischeVerzinkung bietet unter all diesen Verfahren die bes-te Antwort auf die wichtigsten Anforderungen - größ-te Dicke und Langlebigkeit - unter gleichen Einsatz-bedingungen.
Verzinkung verleiht Stahlprodukten einen ausgezeich-neten Korrosionsschutz dank einer durchgängigenBeschichtung, die auf metallurgische Weise mit demBasismaterial (Eisen oder Stahl) verbunden ist, wider-standsfähig ist und eine bedeutende Dicke erreichenkann. Außerdem kann dieses Verfahren in Kombinati-on mit einer Lackierung angewendet werden und so-mit sowohl der Korrosionsschutz verbessert als auchein ansprechenderes Aussehen erreicht werden.
Das vorliegende Dokument behandelt die Feuer-verzinkung als Schutzmechanismus für metallischeStrukturen vor Witterung. Dabei werden Charakteris-
tiken und Eigenschaften sowie Vorzüge, Einschrän-kungen und Besonderheiten dieses Verfahrens be-trachtet.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 8/52
8
Introdução
Denomina-se Galvanização por Imersão a Quente oprocesso pelo qual se obtêm revestimentos de zincosobre objectos de ferro ou aço mediante imersãonum banho de zinco fundido. No processo de Galva-nização as peças, suspensas em “balanceiros”, pas-sam por vários banhos, dispostos sequencialmente,através de imersão e que culmina, normalmente, naimersão num banho de zinco fundido (temperaturade cerca de 450±5 ºC), ou seja, com a galvanizaçãopropriamente dita. Algumas instalações de galvani-zação têm um banho suplementar para arrefecimen-to das peças, após galvanização. Este processo é degrande versatilidade e pode aplicar-se a uma grandevariedade de objectos/peças de variadas dimensões.
A galvanização por imersão a quente proporciona àspeças de ferro e aço uma protecção segura, dura-doura e económica, numa grande variedade de meioscorrosivos, tais como o ar ambiente, a atmosfera, aágua e o solo. As peças galvanizadas são utilizadasnos mais diversos fins, nomeadamente, estruturas,elementos decorativos, revestimentos, tubagens deágua potável e águas salobras, pecuária, construçãonaval, etc.
Introduction
La galvanisation par immersion à chaud est le proces-sus permettant d'obtenir des revêtements de zinc surdes objets en fer ou en acier, par immersion dans unbain de zinc fondu. Dans le processus de galvanisation,les pièces, suspendues dans des « balanciers », passentdans plusieurs bains disposés séquentiellement, parimmersion. Le processus se termine, normalement, parl'immersion dans un bain de zinc fondu (températured'environ 450 ±5 ºC), c'est-à-dire avec la galvanisationproprement dite. Certaines installations de galvanisa-tion ont un bain supplémentaire pour le refroidissementdes pièces, après galvanisation. Ce processus est d'unegrande polyvalence et peut être appliqué à une grandevariété d'objets/pièces de différentes dimensions.
La galvanisation par immersion à chaud fournit auxpièces en fer et en acier une protection fiable, du-rable et économique, dans un grand nombre de mi-lieux corrosifs, comme l'air ambiant, l'atmosphère,l'eau et le sol. Les pièces galvanisées sont utiliséesaux fins les plus diverses, notamment pour les struc-tures, les éléments décoratifs, les revêtements, lescanalisations d'eau potable et d'eaux saumâtres,l'élevage, la construction navale, etc.
Introduction
Hot Dip Galvanizing is the process of coating iron orsteel objects with a zinc layer by immersing them ina molten steel bath. During the Galvanizing process,suspended parts are successively immersed in a se-ries of baths before being immersed in a molten zincbath (at a temperature of approximately 450±5ºC),i.e., the end step is the galvanizing process itself.Some galvanizing premises are equipped with anadditional bath where parts are cooled after the gal-vanizing process. This versatile process can be usedon a wide range of objects/parts, of varying sizes.
Hot Dip Galvanizing provides iron and steel parts witha safe, durable and inexpensive coating that themin a wide variety of corrosive environments, suchas ambient air, atmosphere, water and soil. Galva-nized parts are extensively used for a wide range ofpurposes, namely in structures, decorative elements,coatings, potable and brackish water piping, animalhusbandry and ship building, amongst other applica-tions.
Introducción
Se denomina Galvanización por inmersión en calienteal proceso por el cual se obtienen revestimientos dezinc sobre objetos de hierro o acero mediante inmer-sión en un baño de zinc fundido. En el proceso de Gal-vanización las piezas, suspendidas en “balancines”,
pasan por varios baños, dispuestos secuencialmente,a través de inmersión y que culminan, normalmente,en la inmersión en un baño de zinc fundido (tempera-tura de aproximadamente 450±5 ºC); es decir, con lagalvanización en sí. Algunas instalaciones de galvani-zación tienen un baño adicional para el enfriamientode las piezas, después de la galvanización. Este pro-ceso es muy versátil y se puede aplicar a una granvariedad de objetos/piezas de diferentes dimensiones.
La galvanización por inmersión en caliente propor-ciona a las piezas de hierro y acero una protecciónsegura, duradera y económica, en una gran variedadde medios corrosivos, tales como el aire ambiente, laatmosfera, el agua y el suelo. Las piezas galvaniza-das se usan para los más variados propósitos, princi-palmente estructuras, elementos decorativos, reves-timientos, tuberías de agua potable y aguas salobres,pecuaria, construcción naval, etc.
Einführung
Mit Feuerverzinkung bezeichnet man ein Verfah-ren, bei dem Objekte aus Eisen oder Stahl mit einerZinkschicht überzogen werden, indem diese in einBad aus geschmolzenem Zink eingetaucht werden.Bei der Stückverzinkung werden an "Schaukeln"
hängende Einzelteile nacheinander in sequenziellangeordnete Bäder getaucht. Dieser Prozess endetnormalerweise mit einem Bad in geschmolzenemZink (Temperator von ca. 450±5 °C), der eigentlichenVerzinkung. Manche Einrichtungen verfügen über einzusätzliches Bad zur Kühlung der Werkstücke nachder Verzinkung. Dieses Verfahren ist extrem vielsei-tig und kann für eine Vielzahl von Objekten/Werks-tücken verschiedener Größen angewendet werden.
Mit dem Verfahren der Feuerverzinkung erhaltenEisen- und Stahlteile einen sicheren, haltbaren undwirtschaftlichen Schutz für eine Vielzahl aggressi-ver Umgebungen, wie zum Beispiel Umgebungsluft,Atmosphäre, Wasser und Boden. Verzinkte Teile wer-den in den verschiedensten Bereichen eingesetzt,darunter Strukturen, Dekorationselemente, Überzü-ge, Trink- und Brackwasserrohre, Landwirtschaft,Schiffsbau usw.
Introduzione
È designata come Zincatura per Immersione a Caldoil processo attraverso il quale si ottengono rives-timenti di zinco di oggetti in ferro o acciaio articoliper immersione in un bagno di zinco fuso. Nel pro-cesso di Zincatura gli elementi, appesi ad un bilan-
ciere, sono sottoposti a vari bagni per immersione,in ordine sequenziale, che culmina di solito con l’im-mersione in un bagno di zinco fuso (temperatura di450± 5 °C), ossia con la zincatura propriamente detta.Alcune unità di zincatura prevedono un bagno extra diraffreddamento dopo la zincatura. Questo processoè estremamente versatile e può essere applicato aduna vasta gamma di prodotti di dimensioni diverse.
La zincatura per immersione a caldo offre agli arti-coli di ferro e acciaio una protezione sicura, di lungadurata ed economica, che offre protezione contro unavasta gamma di sostanze corrosive come aria, acquae suolo. Le parti zincate sono utilizzate per diversefinalità, in particolare come strutture, elementi deco-rativi, rivestimenti, tubi per l'acqua potabile e l'acquasalmastra, il bestiame, la costruzione navale, ecc.
CARACTERIZAÇÃO DOS REVESTIMENTOS OBTIDOS
CARACTERIZACIÓN DE LOS REVESTIMIENTOS OBTENIDOS
CARACTÉRISATION DES REVÊTEMENTS OBTENUS
CARATTERIZZAZIONE DEI RIVESTIMENTI OTTENUTI
GALVANIZED COATINGS
CHARAKTERISIERUNG DER BESCHICHTUNG
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 9/52
Preparazione dell’acciaio da Zincare
Preparazione dell'acciaio da Zincare
Préparation de l'acier pour la Galvanisation
Préparation de lácier pour la Galvanisation
Vorbereitung des stahls für die Verzinkung
Vorbereitung des stahls für die Verzinkung
Preparation of steel for Galvanizing
Preparation of steel for Galvanizing
Preparación del acero para la Galvanización
Preparación del acero para la Galvanización
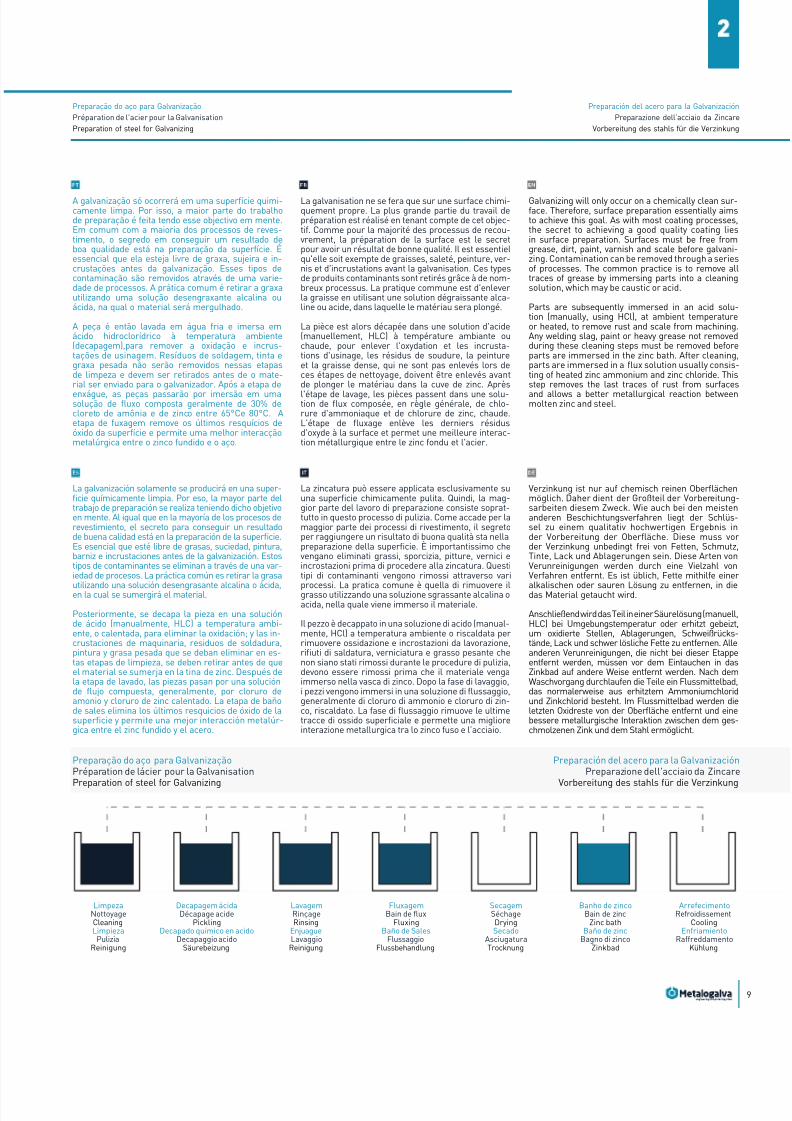
Preparação do aço para Galvanização
Preparação do aço para Galvanização
A galvanização só ocorrerá em uma superfície quimi-camente limpa. Por isso, a maior parte do trabalhode preparação é feita tendo esse objectivo em mente.Em comum com a maioria dos processos de reves-timento, o segredo em conseguir um resultado deboa qualidade está na preparação da superfície. Éessencial que ela esteja livre de graxa, sujeira e in-crustações antes da galvanização. Esses tipos decontaminação são removidos através de uma varie-dade de processos. A prática comum é retirar a graxautilizando uma solução desengraxante alcalina ouácida, na qual o material será mergulhado.
A peça é então lavada em água fria e imersa emácido hidroclorídrico à temperatura ambiente(decapagem),para remover a oxidação e incrus-tações de usinagem. Resíduos de soldagem, tinta egraxa pesada não serão removidos nessas etapasde limpeza e devem ser retirados antes de o mate-rial ser enviado para o galvanizador. Após a etapa de
enxágue, as peças passarão por imersão em umasolução de fluxo composta geralmente de 30% decloreto de amônia e de zinco entre 65°Ce 80°C. Aetapa de fuxagem remove os últimos resquícios deóxido da superfície e permite uma melhor interacçãometalúrgica entre o zinco fundido e o aço.
La galvanisation ne se fera que sur une surface chimi-quement propre. La plus grande partie du travail depréparation est réalisé en tenant compte de cet objec-tif. Comme pour la majorité des processus de recou-vrement, la préparation de la surface est le secretpour avoir un résultat de bonne qualité. Il est essentielqu'elle soit exempte de graisses, saleté, peinture, ver-nis et d'incrustations avant la galvanisation. Ces typesde produits contaminants sont retirés grâce à de nom-breux processus. La pratique commune est d'enleverla graisse en utilisant une solution dégraissante alca-line ou acide, dans laquelle le matériau sera plongé.
La pièce est alors décapée dans une solution d'acide(manuellement, HLC) à température ambiante ouchaude, pour enlever l'oxydation et les incrusta-tions d'usinage, les résidus de soudure, la peintureet la graisse dense, qui ne sont pas enlevés lors deces étapes de nettoyage, doivent être enlevés avantde plonger le matériau dans la cuve de zinc. Après
l'étape de lavage, les pièces passent dans une solu-tion de flux composée, en règle générale, de chlo-rure d'ammoniaque et de chlorure de zinc, chaude.L'étape de fluxage enlève les derniers résidusd'oxyde à la surface et permet une meilleure interac-tion métallurgique entre le zinc fondu et l'acier.
Galvanizing will only occur on a chemically clean sur-face. Therefore, surface preparation essentially aimsto achieve this goal. As with most coating processes,the secret to achieving a good quality coating liesin surface preparation. Surfaces must be free fromgrease, dirt, paint, varnish and scale before galvani-zing. Contamination can be removed through a seriesof processes. The common practice is to remove alltraces of grease by immersing parts into a cleaningsolution, which may be caustic or acid.
Parts are subsequently immersed in an acid solu-tion (manually, using HCl), at ambient temperatureor heated, to remove rust and scale from machining.Any welding slag, paint or heavy grease not removedduring these cleaning steps must be removed beforeparts are immersed in the zinc bath. After cleaning,parts are immersed in a flux solution usually consis-ting of heated zinc ammonium and zinc chloride. Thisstep removes the last traces of rust from surfaces
and allows a better metallurgical reaction betweenmolten zinc and steel.
La galvanización solamente se producirá en una super-ficie químicamente limpia. Por eso, la mayor parte deltrabajo de preparación se realiza teniendo dicho objetivoen mente. Al igual que en la mayoría de los procesos derevestimiento, el secreto para conseguir un resultadode buena calidad está en la preparación de la superficie.Es esencial que esté libre de grasas, suciedad, pintura,barniz e incrustaciones antes de la galvanización. Estostipos de contaminantes se eliminan a través de una var-iedad de procesos. La práctica común es retirar la grasa
utilizando una solución desengrasante alcalina o ácida,en la cual se sumergirá el material.
Posteriormente, se decapa la pieza en una soluciónde ácido (manualmente, HLC) a temperatura ambi-ente, o calentada, para eliminar la oxidación; y las in-crustaciones de maquinaria, residuos de soldadura,pintura y grasa pesada que se deban eliminar en es-tas etapas de limpieza, se deben retirar antes de queel material se sumerja en la tina de zinc. Después dela etapa de lavado, las piezas pasan por una soluciónde flujo compuesta, generalmente, por cloruro deamonio y cloruro de zinc calentado. La etapa de bañode sales elimina los últimos resquicios de óxido de lasuperficie y permite una mejor interacción metalúr-gica entre el zinc fundido y el acero.
La zincatura può essere applicata esclusivamente suuna superficie chimicamente pulita. Quindi, la mag-gior parte del lavoro di preparazione consiste soprat-tutto in questo processo di pulizia. Come accade per lamaggior parte dei processi di rivestimento, il segretoper raggiungere un risultato di buona qualità sta nellapreparazione della superficie. È importantissimo chevengano eliminati grassi, sporcizia, pitture, vernici eincrostazioni prima di procedere alla zincatura. Questitipi di contaminanti vengono rimossi attraverso vari
processi. La pratica comune è quella di rimuovere ilgrasso utilizzando una soluzione sgrassante alcalina oacida, nella quale viene immerso il materiale.
Il pezzo è decappato in una soluzione di acido (manual-mente, HCl) a temperatura ambiente o riscaldata perrimuovere ossidazione e incrostazioni da lavorazione,rifiuti di saldatura, verniciatura e grasso pesante chenon siano stati rimossi durante le procedure di pulizia,devono essere rimossi prima che il materiale vengaimmerso nella vasca di zinco. Dopo la fase di lavaggio,i pezzi vengono immersi in una soluzione di flussaggio,generalmente di cloruro di ammonio e cloruro di zin-co, riscaldato. La fase di flussaggio rimuove le ultimetracce di ossido superficiale e permette una miglioreinterazione metallurgica tra lo zinco fuso e l’acciaio.
Verzinkung ist nur auf chemisch reinen Oberflächenmöglich. Daher dient der Großteil der Vorbereitung-sarbeiten diesem Zweck. Wie auch bei den meistenanderen Beschichtungsverfahren liegt der Schlüs-sel zu einem qualitativ hochwertigen Ergebnis inder Vorbereitung der Oberfläche. Diese muss vorder Verzinkung unbedingt frei von Fetten, Schmutz,Tinte, Lack und Ablagerungen sein. Diese Arten vonVerunreinigungen werden durch eine Vielzahl vonVerfahren entfernt. Es ist üblich, Fette mithilfe einer
alkalischen oder sauren Lösung zu entfernen, in diedas Material getaucht wird.
Anschließend wird das Teil in einer Säurelösung (manuell,HLC) bei Umgebungstemperatur oder erhitzt gebeizt,um oxidierte Stellen, Ablagerungen, Schweißrücks-tände, Lack und schwer lösliche Fette zu entfernen. Alleanderen Verunreinigungen, die nicht bei dieser Etappeentfernt werden, müssen vor dem Eintauchen in dasZinkbad auf andere Weise entfernt werden. Nach demWaschvorgang durchlaufen die Teile ein Flussmittelbad,das normalerweise aus erhitztem Ammoniumchloridund Zinkchlorid besteht. Im Flussmittelbad werden dieletzten Oxidreste von der Oberfläche entfernt und einebessere metallurgische Interaktion zwischen dem ges-chmolzenen Zink und dem Stahl ermöglicht.
LimpezaNottoyageCleaningLimpieza
PuliziaReinigung
Decapagem ácidaDécapage acide
PicklingDecapado químico en acido
Decapaggio acidoSäurebeizung
LavagemRinçageRinsing
EnjuagueLavaggioReinigung
FluxagemBain de flux
FluxingBaño de Sales
FlussaggioFlussbehandlung
SecagemSéchageDryingSecado
AsciugaturaTrocknung
ArrefecimentoRefroidissement
CoolingEnfriamiento
RaffreddamentoKühlung
Banho de zincoBain de zinc
Zinc bathBaño de zinc
Bagno di zincoZinkbad

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 10/52
10
Peças galvanizadas | Pièces galvanisées | Galvanized partsPiezas galvanizadas | Parti galvanizzate | Verzinkte Teile
05.06
05 06
Características mecânicas
Os revestimentos obtidos por galvanização possuema característica quase única de estarem unidos met-alurgicamente ao aço, ou ferro, que constitui o mate-rial base, pelo que têm muito boa aderência.
Por outro lado, são constituídos por várias camadasde ligas ferro-zinco (Fe-Zn), que chegam a ser maisduras que o aço, e por uma camada externa de zinco,mais macia, formando um sistema “amortecedor”muito resistente aos golpes e à abrasão.
Caractéristiques mécaniques
Les revêtements obtenus par galvanisation possèdentla caractéristique presque unique d'être unis métal-lurgiquement à l'acier, ou au fer, qui constitue le ma-tériau de base. Ils ont donc une très bonne adhérence.
Ils sont d'autre part constitués de plusieurs couchesd'alliages fer-zinc (Fe-Zn), qui arrivent à être plusdures que l'acier, et d'une couche externe en zinc,plus mole, formant un système « amortisseur », trèsrésistant aux coups et à l'abrasion.
Caratteristiche meccaniche
I rivestimenti ottenuti per zincatura hanno la carat-teristica quasi unica di essere uniti metallurgica-
mente all’acciaio o al ferro, che costituiscono il mate-riale di base e quindi hanno un'ottima adesione.
Sono inoltre costituiti da vari strati di leghe ferro-zin-co (Fe-Zn) che possono essere più dure dell'acciaio eda uno strato esterno di zinco, più morbido, che ha lafunzione di "attenuatore d’urto" molto resistente agliurti e all'abrasione.
Mechanical characteristics
Galvanized coatings are metallurgically bonded to thebase material (steel or iron), which ensures excellentadhesion.
On the other hand, galvanized coatings consist ofa series of iron-zinc (Fe-Zn) alloy layers, which aremore resistant than steel, and a top zinc layer, whichis softer, providing the part with resistance againstimpact and abrasion.
Mechanische Eigenschaften
Die durch Verzinkung erhaltenen Oberflächen habendie beinahe einmalige Eigenschaft, dass sie auf met-
allurgische Weise mit dem Stahl bzw. Eisen verbun-den sind und dadurch extrem gut haften.
Auf der anderen Seite bestehen sie aus mehrerenSchichten von Eisen-Zink (Fe-Zn), die härter als Stahlsind, und eine äußere, weichere Zinkschicht, die alssehr wirksamer und widerstandsfähiger "Stoßdämp-fer" gegenüber Schlägen und Abrieb dient.
Características mecánicas
Los revestimientos obtenidos por galvanización poseenla característica casi única de estar unidos metalúr-
gicamente al acero o al hierro, que constituye el ma-terial base, por lo que tienen muy buena adherencia.
Por otro lado, están formados por varias capas dealeación hierro-zinc (Fe-Zn), que llegan a ser másduras que el acero, y por una capa externa de zinc,más blanda, formando un sistema “amortiguador”muy resistente a los golpes y a la abrasión.
Proprietà dei rivestimenti ottenutiPropriétés des revêtements obtenusEigenschaften der verzinkten oberflächenProperties of galvanized coatings
Propiedades de los revestimientos obtenidosPropriedades dos revestimentos obtidos

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 11/52
Resistência à corrosão
a) Proporcionam protecção ao metal base, ao isolá-lo do meio ambiente. Esta protecção por camada émuito eficaz, visto que o zinco, apesar de ser um met-al menos nobre que o ferro, corrói muito mais len-tamente que este. O zinco quando está em contactocom o ar e a água recobre-se, rapidamente, com umapelícula superficial muito estável e insolúvel de car-bonatos de zinco, que impede a progressão da cor-rosão.
b) Se por qualquer razão (golpe, raspadura, etc.) ficara descoberto alguma zona do material base, então,ao contrário do que ocorre no caso dos revestimentoscom metais mais nobres que o ferro, o ataque corro-sivo progride até ao revestimento de zinco atacando-o.Os produtos de reacção que se formam na corrosão dozinco são muito mais volumosos e crescem sobre aszonas afectadas, retardando o processo de corrosão
do aço. Para pequenas áreas afectadas, os produtosde reacção chegam mesmo a tapá-las, parando ou im-pedindo, assim, o processo de corrosão.
c) A eficácia da protecção proporcionada pelos reves-timentos de zinco sobre o ferro e o aço é perfei-tamente comprovável a qualquer momento, já que,sendo o zinco um metal menos nobre que o ferro,podemos assegurar que enquanto existir o revesti-mento de zinco sobre a superfície do material base,este estará protegido da corrosão atmosférica.
Resistencia a la corrosión
a) Proporcionan protección al metal base, al aislarlodel medioambiente. Esta protección por capa esmuy eficaz, debido a que el zinc, a pesar de ser unmetal menos noble que el hierro, se corroe muchomás lentamente que este. El zinc, cuando está encontacto con el aire y con el agua, se recubre rápi-damente con una película superficial muy estable einsoluble de carbonatos de zinc, que impide la pro-gresión de la corrosión.
b) Si por alguna razón (golpe, raspado, etc.) quedaal descubierto alguna zona del material base, enton-ces, al contrario de lo que sucede en el caso de losrevestimientos con metales más nobles que el hierro,el ataque corrosivo prosigue hasta el revestimientode zinc, atacándolo. Los productos de reacción quese forman en la corrosión del zinc son mucho másvoluminosos y crecen sobre las zonas afectadas,retardando el proceso de corrosión del acero. Paraáreas pequeñas afectadas, los productos de reacciónllegan incluso a taparlas, parando o impidiendo así elproceso de corrosión.
c) La eficacia de la protección proporcionada por losrevestimientos de zinc sobre el hierro y el acero esperfectamente comprobable en cualquier momento yaque, al ser el zinc un metal menos noble que el hier-ro, podemos asegurar que mientras exista el reves-timiento de zinc sobre la superficie del material base,este estará protegido de la corrosión atmosférica.
Résistance à la corrosion
a) Ils protègent le métal de base, en l'isolant del'environnement. Cette protection par couche est trèsefficace, car le zinc, bien qu'étant un métal moins no-ble que le fer, rouille beaucoup plus lentement quece dernier. Le zinc, lorsqu'il est en contact avec l'airet l'eau, est rapidement recouvert d'une pelliculesuperficielle de carbonates de zinc, très stable et in-soluble, qui empêche la progression de la corrosion.
b) Si pour une quelconque raison (coup, grattage, etc.),une zone du matériau de base n'est pas recouverte,alors, au contraire de ce qu'il se produit dans le casdes revêtements avec des métaux plus nobles que lefer, l'attaque corrosive progresse jusqu'au revêtementde zinc et l'attaque. Les produits de réaction qui seforment lors de la corrosion du zinc sont plus volu-mineux et s'étendent sur les zones affectées. Ils re-tardent ainsi le processus de corrosion de l'acier. Pour
les petites surfaces affectées, les produits de réactionarrivent même à couvrir ces dernières, en arrêtant ouempêchant ainsi le processus de corrosion.
c) L'efficacité de la protection fournie par les revête-ments de zinc sur le fer et l'acier est parfaitementvérifiable à tout moment, car le zinc étant un métalmoins noble que le fer, nous pouvons assurer quetant que le revêtement de zinc existe sur la surfacede matériau de base, ce dernier sera protégé de lacorrosion atmosphérique.
Resistenza alla corrosione
a) Offre protezione al metallo di base, isolandolodall’aggressione di fattori ambientali. Questa pro-tezione a strati è molto efficace, poiché lo zinco puressendo un metallo meno nobile del ferro, corrodemolto più lentamente di quest’ultimo. Lo zinco acontatto con l'aria e l'acqua si ricopre rapidamentedi una pellicola superficiale molto stabile ed insolu-bile di carbonati di zinco, che impedisce il progrediredella corrosione.
b) Se, per qualche motivo (urto, graffi, ecc) una partedel materiale di base dovesse rimanere scoperta, alcontrario di quanto avviene nel caso di rivestimenticon materiali più nobili del ferro, vi è un progrediredella corrosione fino al rivestimento di zinco che saràquindi attaccato. I prodotti di reazione che si formanodurante la corrosione dello zinco sono più voluminosie crescono sulle zone colpite, rallentando il processodi corrosione dell'acciaio. Nel caso in cui le aree col-pite hanno dimensioni ridotte, i prodotti di reazioneriescono addirittura a ricoprirle, impedendo in ques-to modo il processo di corrosione.
c) L'efficacia della protezione offerta dai rivestimentidi zinco su ferro e acciaio può essere perfettamentecomprovata in qualsiasi momento poiché, essendo lozinco un metallo meno nobile del ferro, possiamo ga-rantire che fino a quando vi è il rivestimento di zincosulla superficie del materiale di base, questo rimarràprotetto contro la corrosione atmosferica.
Corrosion resistance
a) Protecting the base metal, by shielding it from theenvironment. This type of protection is very effective,since zinc, despite being a less noble metal than iron,corrodes at a much lower rate. When in contact withair or water, zinc surfaces are rapidly covered by avery stable, insoluble zinc carbonate film, which pre-vents corrosion from spreading.
b) If any areas of the base material are exposed, forany reason (impact, scraping, etc.), the zinc coatingis corroded rather than the base metal, as opposedto what occurs when metals are coated with noblermetals than iron. The products of zinc corrosion aremuch bulkier and deposit on the affected areas, thusdelaying steel corrosion. These reaction productsmay even cover the affected areas completely, if thelatter are small, thus halting the corrosion process.
c) Zinc coatings have been proved to protect iron andsteel, at any time. In fact, since zinc is a less noblemetal than iron, zinc coatings will protect the surfac-es of the base material from atmospheric corrosion.
Korrosionsschutz
a) Schutz des Basismaterials durch Isolation vonder Umgebung. Dieser Schutz durch Schichten isthocheffektiv, da Zink, obwohl es ein weniger edlesMetall als Eisen ist, sehr viel langsamer als Eisenkorrodiert. Zink überzieht sich beim Kontakt mitLuft und Wasser sehr schnell mit einer sehr stabilenund unlöslichen Schicht aus Zinkkarbonat, die einFortschreiten der Korrosion verhindert.
b) Falls eine Stelle des Basismaterials aus irgen-deinem Grund (Aufprall, Abrieb usw.) freiliegen sol-lte, dringt der korrosive Angriff im Gegensatz zuBeschichtungen mit edleren Metallen als Eisen biszur Zinkschicht vor und greift diese an. Die bei derKorrosion von Zink entstehenden Reaktionsproduktehaben ein viel größeres Volumen, wachsen über diebetroffenen Stellen und verlangsamen so den Kor-rosionsprozess des Stahls. Bei kleineren betroffenenBereichen können die Reaktionsprodukte diese sog-ar komplett verdecken und so den Korrosionsprozessstoppen oder verhindern.
c) Die Effizienz von Zinkbeschichtungen auf Eisen
und Stahl lässt sich jederzeit mühelos nachweisen.Da Zink ein weniger edles Metall ist als Eisen, wirdsichergestellt, dass das Basismaterial vor atmos-phärischer Korrosion geschützt ist, solange diesesmit einer Zinkschicht überzogen ist.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 12/52
12
07 08
Peças a galvanizar | Pièces galvaniser | Parts galvanizePiezas en galvanización | Parti galvanizzare | Teile galvanisieren
07.08
Espessura dos revestimentos
A espessura média dos revestimentos obtidos porgalvanizaçao em aços de construção correntes podevariar entre 60 e 120 microns (µm), dependendo dainteracção entre a espessura e composição químicado material base, da dimensão da peça e do grau derugosidade da superfície da peça.
Os factores mais importantes são a espessura e acomposição química do material base.
Épaisseur des revêtements
L'épaisseur moyenne des revêtements obtenus pargalvanisation sur les aciers de construction courantspeut varier entre 60 et 120 microns (µm). Elle dépendde l'interaction entre l'épaisseur et la compositionchimique du matériau de base, de la dimension de lapièce et du degré de rugosité de la surface de la pièce.
Les facteurs les plus importants sont l'épaisseur etla composition chimique du matériau de base.
Coating thickness
The average thickness of galvanized coatings on steelparts currently used in construction usually rangesbetween 60 e 120 microns (µm), depending on thethickness and chemical composition of the base ma-terial, part size and surface unevenness.
The most relevant factors are the thickness andchemical composition of the base material.
Espesor de los revestimientos
El espesor medio de los revestimientos obtenidos porgalvanización en aceros de construcción corrientespuede variar entre 60 y 120 microns (µm), depen-
diendo de la interacción entre el espesor y la com-posición química del material base, de la dimensiónde la pieza y del grado de rugosidad de la superficiede la pieza.
Los factores más importantes son el espesor y lacomposición química del material base.
Dicke der Beschichtungen
Die mittlere Dicke der durch Verzinkung erreichtenBeschichtungen für Baustahl kann zwischen 60 und120 Mikrometern (µm) schwanken, je nach Interak-
tion zwischen Dicke und chemischer Zusammenset-zung des Basismaterials, Abmessungen des Werk-stücks und der Unebenheit der zu beschichtendenOberfläche.
Die wichtigsten Faktoren sind die Dicke und chemis-che Zusammensetzung des Basismaterials.
Spessore dei rivestimenti
Lo spessore medio dei rivestimenti ottenuti mediantezincatura su normali acciai da costruzione può variaretra 60 e 120 micron (µm), a seconda dell'interazione
tra lo spessore e la composizione chimica del mate-riale di base, la dimensione del pezzo e il grado dirugosità della superficie del pezzo.
I fattori più importanti sono lo spessore e la compo-sizione chimica del materiale di base.
Proprietà dei rivestimenti ottenutiPropriétés des revêtements obtenusEigenschaften der verzinkten oberflächenProperties of galvanized coatings
Propiedades de los revestimientos obtenidosPropriedades dos revestimentos obtidos
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 13/52
* Ø Diâmetro | Diamètre | Diameter | Diámetro | Diametro | Durchmesser* e Espessura | Épaisseur | Thickness | Espesor | Spessore | Dicke
Material baseMatériau de base
Base materialMaterial base
Materiale di baseBasismaterial
Ø | e*
Valores mínimos de espessura (чm) | Valeurs minimales d'épaisseur (чm) | Minimum thickness values (чm)Valores mínimos de espesora (чm) | Valori minimi di spessore (чm) | Werte für die Mindestdicke (чm)
DIN 50976(1980)
EN ISO 1461(1999)
ASTMA 123/A 153(1989/1995)
BS 729(1971)
NF A91-121(1987)
UNE 37-508(1988)
DIN 267(1977)
Amostra | ÉchantillonSample | Muestra
Campione | Muster
Amostra | ÉchantillonSample | Muestra
Campione | Muster
Amostra | ÉchantillonSample | Muestra
Campione | Muster
Amostra | ÉchantillonSample | MuestraCampione | Muster
Amostra | ÉchantillonSample | MuestraCampione | Muster
Amostra | ÉchantillonSample | MuestraCampione | Muster
Amostra | ÉchantillonSample | MuestraCampione | Muster
Min. Méd. Min. Méd. Min. Méd. Min. Méd. Min. Méd. Min. Méd. Min. Méd.
Aço estruturalAcier structurelStructural steel
Acero estructuralAcciaio strutturale
Baustahl
e ≤1,5 - - 35 45 - - - - - - - - - -
1,5 ≤ e < 3 48 55 45 55 55 65 64 - 49 56 48 55 - -
3 ≤ e < 5 63 70 - - 75 85 64 - 56 63 60 70 - -
e ≥ 5 - - - - - - 85 - 63 70 - - - -
3 ≤ e < 6 63 70 55 70 75 85 - - - - 60 70 - -
e ≥ 6 77 85 70 85 85 100 85 - 63 70 77 85 - -
Fundição | FonderieFoundry | FundiciónFonderia | Gießerei
e < 6
e ≥ 663 70
60
70
70
85772 85 85 - 63 70 63 70 - -
Peças pequenas | Petites piècesSmall parts | Piezas pequeñas
Parti piccole | Keinteile
e ≤ 3
e ≥ 348 55
35
45
45
5553 64 43 - - - 50 55 - -
Parafusaria | VisserieScrewed fittings | Tornillos
Bulloneria | Schrauben
Ø < 20
Ø ≥ 20- -
35
45
45
5543 53 43 - 42 52 35 45 40 -
Comportamento di differenti tipi di rivestimento
Spessore di rivestimento, parametri di riferimento e normalizzazione
Comportement de différents types de revêtements
Épaisseur des revêtements, valeurs de référence et normalisation
Verhalten der verschiedenen Arten von Beschichtungen
Beschichtungsdicke, Referenz- und Normalisierungswerte
Behavior of different types of coatings
Coating thickness, reference values and standardisation
Comportamiento de diferentes tipos de recubrimientos
Espesor de los revestimientos, valores de referencia y normalización
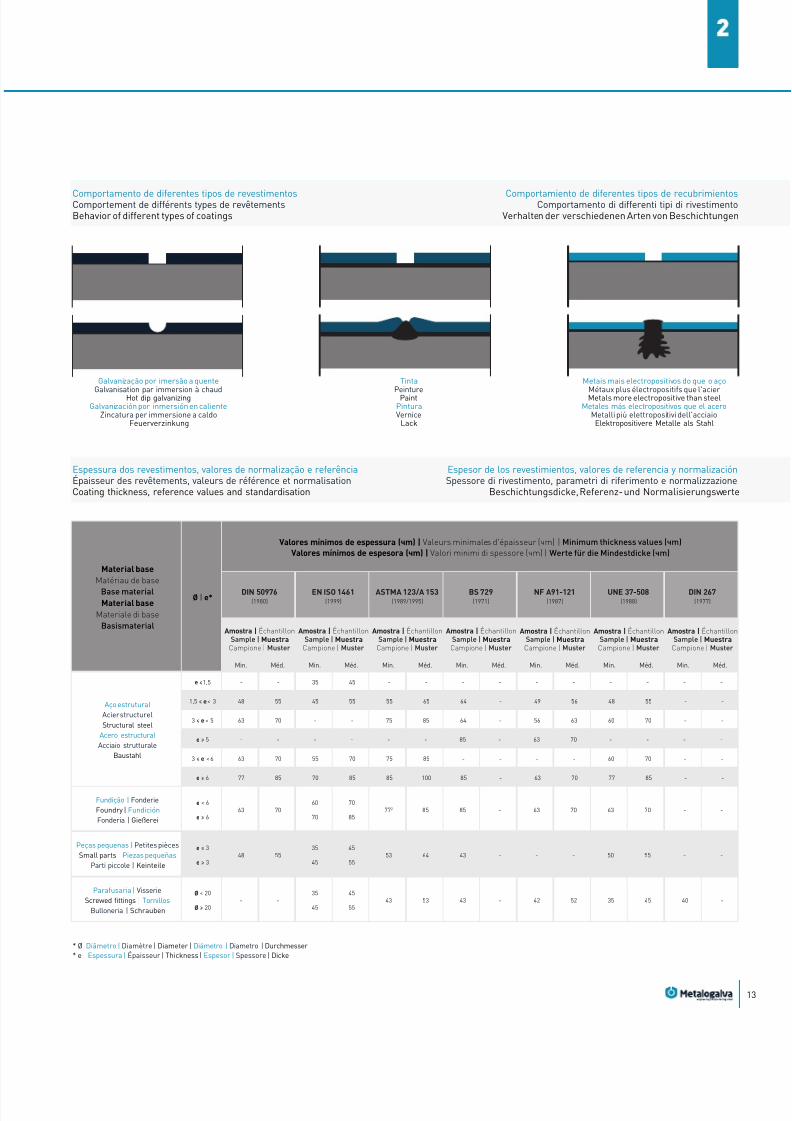
Comportamento de diferentes tipos de revestimentos
Espessura dos revestimentos, valores de normalização e referência
Galvanização por imersão a quente
Galvanisation par immersion à chaudHot dip galvanizingGalvanización por inmersión en caliente
Zincatura per immersione a caldoFeuerverzinkung
Tinta
PeinturePaintPinturaVernice
Lack
Metais mais electropositivos do que o aço
Métaux plus électropositifs que l'acierMetals more electropositive than steelMetales más electropositivos que el acero
Metalli più elettropositivi dell'acciaioElektropositivere Metalle als Stahl

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 14/52
14
ASPECTO DOS REVESTIMENTOS OBTIDOS
ASPECTOS DE LOS REVESTIMIENTOS OBTENIDOS
ASPECTS DES REVÊTEMENTS OBTENUS
ASPETTI DEI RIVESTIMENTI
COATING APPEARANCE
AUSSEHEN DER BESCHICHTUNG
Aparência
O revestimento obtido por galvanização é normal-mente suave, contínuo e livre de imperfeições ou in-clusões superficiais grosseiras.
Embora o revestimento de zinco, em artigos galva-nizados por processo descontínuo, deva ser suave econtínuo, este não pode ser comparado à suavidadeda superfície das chapas de aço, ou fio, galvanizadosem contínuo, dado que estes são produzidos por pro-cessos que permitem um controlo apertado da esp-essura e aparência do revestimento.
Diferenças na tonalidade e na cor do revestimento gal-vanizado não afectam significativamente a resistênciaà corrosão e a presença ou ausência de brilhos nãotem qualquer efeito na performance do revestimento.O revestimento cinza mate uniforme ou desigual temum tempo de vida igual ou superior aos revestimentosconsiderados normais (claros ou brilhantes). É acon-selhével que a inspecção de produtos galvanizadosseja levada a cabo, por uma equipa designada, nasinstalações dos galvanizadores, de acordo com aslinhas de orientação.
Aspect
Le revêtement obtenu par galvanisation est norma-lement doux, continu et exempt d'imperfections oud'inclusions superficielles grossières.
Bien que le revêtement de zinc, sur les articles galva-nisés par processus discontinu, soit doux et continu,celui-ci ne peut pas être comparé à la douceur de lasurface des plaques ou de fil d'acier galvanisés encontinu. En effet, ces derniers sont produits grâce àdes processus qui permettent un contrôle précis del'épaisseur et de l'aspect du revêtement.
Les différences dans la tonalité et la couleur du revête-ment galvanisé n'affectent pas significativement la ré-sistance à la corrosion et la présence ou l'absence debrillance n'a aucun effet sur la performance du revête-ment. Le revêtement gris mat uniforme ou irrégulier aune durée de vie égale ou supérieure aux revêtementsconsidérés comme normaux (clairs ou brillants). Il estconseillé que l'inspection des produits galvaniséssoit réalisée par une équipe désignée, dans les ins-tallations des entreprises de galvanisation, confor-mément aux lignes directrices.
Appearance
Galvanized coatings are usually smooth, continuousand free from gross surface imperfections and inclu-sions.
Although they should be smooth and continuous, zinccoatings on components that undergo discontinuousgalvanizing are not comparable in terms of surfacesmoothness to continuously galvanized sheet steelor wire, as the latter are obtained through processesthat allow a high degree of control over coating thic-kness and appearance.
Any differences in the shade and colour of galvanizedcoatings do not significantly affect corrosion resis-tance. The presence or absence of spangle also hasno effect on coating performance. The useful life ofuniform or patchy dull grey coatings is equal to or lon-ger than that of normal coatings (bright or spangled).Galvanized products should be checked by an inspec-tion team at the galvanizing premises, according todefined guidelines.
Apariencia
El revestimiento obtenido por galvanización normal-mente es suave, continuo y libre de imperfecciones oinclusiones superficiales gruesas.
Aunque el revestimiento de zinc, en artículos galva-nizados por proceso discontinuo, deba ser suave y
continuo, este no se puede comparar a la suavidadde la superficie de las chapas de acero, o alambre,galvanizados en continuo, dado que estos se produ-cen por procesos que permiten un control estricto delespesor y de la apariencia del revestimiento.
Las diferencias en la tonalidad y en el color del reves-timiento galvanizado no afectan significativamente ala resistencia a la corrosión y la presencia o ausenciade brillos no tienen ningún efecto en el rendimientodel revestimiento. El revestimiento gris mate uni-forme o desigual tiene un tiempo de vida igual o su-perior a los revestimientos considerados normales(claros o brillantes). Es aconsejable que la inspecciónde productos galvanizados sea llevada a cabo por unequipo designado, en las instalaciones de los galva-nizadores, de acuerdo con las líneas de orientación.
Aspetto
Il rivestimento ottenuto mediante zincatura è nor-malmente liscio, continuo e privo di imperfezioni su-perficiali evidenti.
Sebbene il rivestimento di zinco su articoli zincati conprocedimento discontinuo sia liscio e continuo, non
è comparabile alla levigatezza delle superfici dellalamiera o filo di acciaio, zincati con procedimentocontinuo, proiche tale procedimento permette uncontrollo preciso dello spessore e dell'aspetto delrivestimento.
Le differenze di tonalità e colore del rivestimento zin-cato non influenza significativamente la resistenzaalla corrosione e l’essere o meno lucido non ha alcuneffetto sull’efficacia del rivestimento. La finitura gri-gio opaco uniforme o irregolare ha una durata ugualeo superiore ai rivestimenti considerati normali (chiario lucidi). È consigliabile che l'ispezione dei prodottizincati venga effettuata dal personale addetto agliimpianti di zincatura, in accordo con le linee guida.
Erscheinungsbild
Verzinkte Oberflächen sind normalerweise glatt,gleichförmig und frei von Unebenheiten oder Ein-schlüssen an der Oberfläche.
Obwohl stückverzinkte Teile auch zu einem gewissenGrad glatt und gleichförmig sind, kann deren Be-
schaffenheit nicht mit der Glattheit von Stahlblechenoder Strängen verglichen werden, die im Endlos-Verfahren verzinkt wurden. Letztere werden mit Hilfevon Verfahren hergestellt, die eine sehr exakte Kon-trolle über Dicke und Aussehen der Beschichtungbieten.
Unterschiede in Ton und Farbe der verzinkten Ober-fläche beeinträchtigen den Korrosionsschutz nichtspürbar, und schwacher oder fehlender Glanz hat kein-erlei Einfluss auf die Wirksamkeit der Beschichtung.Eine gleichförmige oder ungleichförmige graue, matteOberfläche hat dieselbe oder eine höhere Lebensdauerim Vergleich zu den als normal geltenden Oberflächen(hell oder glänzend). Die Inspektion der verzinktenWerkstücke sollte nach Möglichkeit vor Ort in der Ver-zinkungseinrichtung durch ein spezialisiertes Teamund nach vorgegebenen Richtlinien erfolgen.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 15/52
09
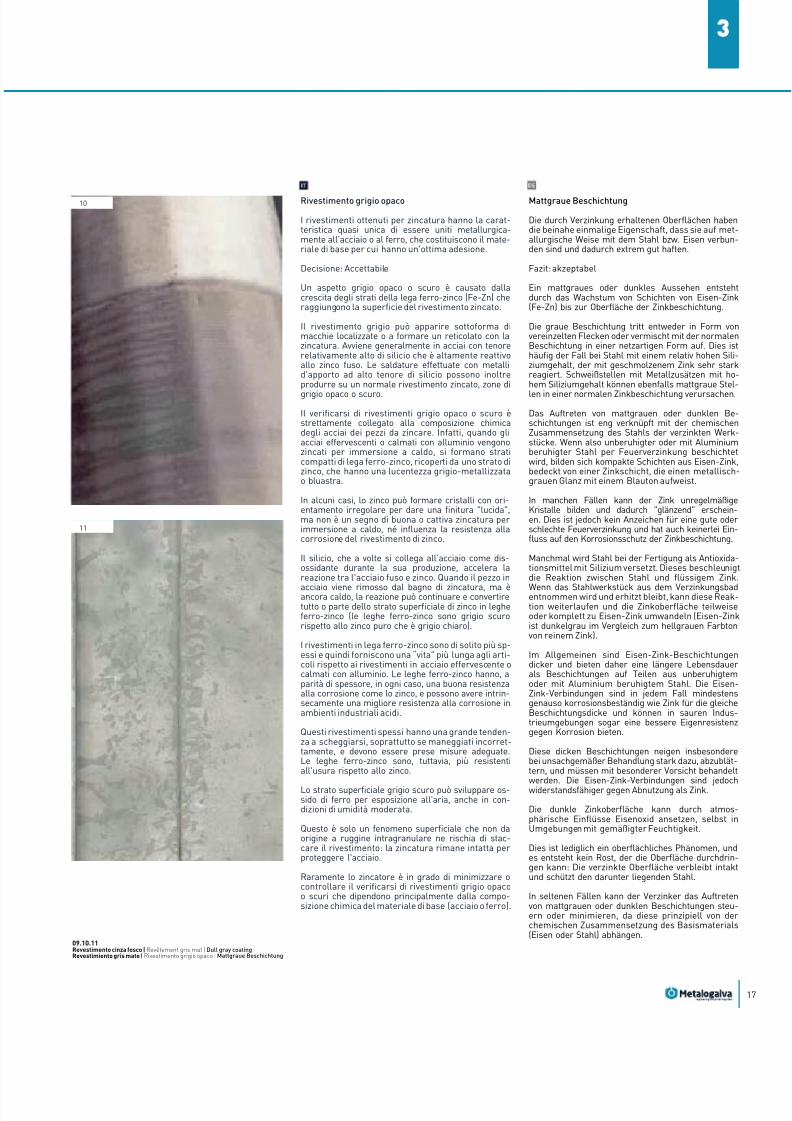
Dull gray coating | Dull revêtement grisRevestimento cinza fosco | Revestimiento de gris mate
09
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoVariations au niveau de l'aspect et son influence sur la qualité du revêtementAbweichungen im aussehen und deren einfluss auf die qualität der beschichtungVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Revestimento cinza fosco
Os revestimentos obtidos por galvanização possuema característica quase única da estar unidos metalur-gicamente ao aço, ou ferro, que constitui o materialbase, pelo que têm muito boa aderência.
Decisão: Aceitável
Uma aparência cinza fosca ou escura é causada pelocrescimento das camadas da liga ferro-zinco (Fe-Zn),até à superfície do revestimento galvanizado.
O revestimento cinza pode aparecer sob a forma demanchas localizadas ou misturado com o revesti-mento da galvanização normal sob a forma de reticu-lado. Ocorre geralmente em aços com um teor silíciorelativamente alto, que é altamente reactivo o zincofundido. Soldaduras feitas com metais de adição deelevado teor de silício podem também produzir áreas
cinza fosco, ou escuro, localizadas num revestimentogalvanizado normal.
A ocorrência de revestimentos cinza foscos ou escu-ros está intimamente relacionado com a composiçãoquímica do aço das peças a galvanizar. Com efeito,quando os aços efervescentes ou calmados comalumínlo são galvanizados por imersão a quente,formam-se camadas compactas de liga ferro-zinco,cobertas por uma camada de zinco, que tem um bril-ho cinza metálico em tom azulado.
Em alguns casos, o zinco pode formar cristais comorientação irregular de forma a dar um acabamento“brilhante”, mas não é sinal de boa ou má galvani-zação por imersão a quente, nem tão pouco afecta aresistência à corrosão do revestimento de zinco.
O silício, que por vezes se junta ao aço como um des-oxidante durante a sua produção, acelera a reacção
entre o aço e o zinco fundido. Quando a peça em açoé retirada do banho de galvanização mas continuaquente, a reacção pode continuar e converter toda ouparte da camada superficial de zinco em ligas ferro-zinco (as ligas ferro-zinco são cinza escuro quandocomparadas com o cinza claro do zinco puro).
Geralmente, revestimentos de liga ferro-zinco sãomais espessos e por isso conferem uma “vida” maislonga às peças do que os revestimentos obtidos emaços efervescentes ou calmados com alumínio. Asligas ferro-zinco, em qualquer dos casos, têm pelomenos tão boa resistência à corrosão como o zinco,para a mesma espessura, e podem ter melhor re-sistência intrínseca à corrosão em ambientas áci-dos industriais.
Estes revestimentos espessos têm uma grandetendência para “lascar”, particularmente se manu-seados de forma errada, e devem que ser tomadoscuidados apropriados. As ligas ferro-zinco são, noentanto, mais resistentes ao desgaste do que o zinco.
A camada superficial cinza escuro pode desenvolveróxido de ferro por exposição atmosférica, mesmo emcondições moderadas de húmidade.
Isto é apenas um fenómeno superficial e não sedesenvolve ferrugem intra-granular ou passível dedestacar o revestimento: o revestimento da galvani-zaçao permanece intacto para proteger o aço.
Raramente é possível ao galvanizador minimizarou controlar a ocorrência de revestimentos cinzafosco ou escuros que são dependentes, basica-mente, da composição química do material da base(aço ou ferro).
Revêtement gris mat
Les revêtements obtenus par galvanisation possèdentla caractéristique presque unique d'être métallur-giquement liés à l'acier, ou au fer, qui constitue le ma-tériau de base. Ils ont donc une très bonne adhérence.
Décision : Acceptable
Un aspect gris mat ou foncé est causé par la crois-sance des couches de l'alliage fer-zinc (Fe-Zn) jusqu'à la superficie du revêtement galvanisé.
Le revêtement gris peut apparaître sous la forme detaches localisées ou mélangé avec le revêtement dela galvanisation normale sous la forme réticulée. Il seproduit en règle générale dans des aciers ayant uneteneur en silicium relativement haute, élément quiest fortement réactif avec le zinc fondu. Des souduresfaites avec des métaux d'apport à haute teneur en si-
licium peuvent aussi produire des zones gris mat oufoncé, localisées sur un revêtement galvanisé normal.
La présence de revêtements gris mat ou foncé estintimement liée à la composition chimique de l'acierdes pièces à galvaniser. En effet, lorsque les acierseffervescents ou calmés avec de l'aluminium sontgalvanisés par immersion à chaud, des couches com-pactes d'alliage fer-zinc recouvertes par une couchede zinc, qui ont une brillance gris métallique de tonbleuâtre, se forment.
Dans certains cas, le zinc peut former des cristauxavec une orientation irrégulière donnant une fini-tion « brillante », mais ce n'est pas signe de bonneou mauvaise galvanisation par immersion à chaud etcela n'affecte pas non plus la résistance à la corro-sion du revêtement de zinc
Le silicium, qui est parfois joint à l'acier comme
désoxydant pendant sa production, accélère la réac-tion entre l'acier et le zinc fondu. Lorsque la pièce enacier est retirée du bain de galvanisation mais con-tinue chaude, la réaction peut continuer et convertirla totalité ou une partie de la couche superficielle dezinc en alliages fer-zinc (les alliages fer-zinc sontgris foncé alors que le zinc pur est gris clair).
En règle générale, les revêtements en alliage fer-zinc sont plus épais et confèrent donc une « vie »plus longue aux pièces que les revêtements obte-nus sur les aciers effervescents ou calmés avec del'aluminium. Les alliages fer-zinc, dans tous les cas,ont au moins une aussi bonne résistance à la corro-sion que le zinc, pour la même épaisseur, et peuventavoir une meilleure résistance intrinsèque à la cor-rosion dans des environnements acides industriels.
Ces revêtements épais ont une grande tendance à« ébrécher », particulièrement s'ils sont manipulésde forme incorrecte. Des précautions appropriéesdoivent donc être prises. Les alliages fer-zinc sontnéanmoins plus résistants à l'usure que le zinc.
La couche superficielle gris foncé peut développer del'oxyde de fer à l’exposition atmosphérique, mêmedans des conditions modérées d'humidité.
Ceci n’est qu’un phénomène superficiel et il ne sedéveloppe aucune rouille intra-granulaire ou passi-ble de détacher le revêtement : le revêtement de lagalvanisation reste intact pour protéger l'acier.
Il est rarement possible à l'entreprise de galvani-sation de minimiser ou de contrôler la présence derevêtements gris mat ou foncé car ils dépendent, es-sentiellement, de la composition chimique du maté-riau de base (acier ou fer).

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 16/52
16
09Dull grey coating
Galvanized coatings share the virtually unique featureof being metallurgically bonded to the base material(iron or steel), which ensures excellent adhesion.
Decision: Acceptable
The dull or dark grey appearance is caused by thedeposition of successive iron-zinc alloy (Fe-Zn) layersup to the surface of the galvanized coating.
Localised dull patches or lacework patterns may ap-pear on otherwise normal coatings. Dull grey coat-ings usually form on steels with relatively high siliconcontents, as silicon is highly reactive with moltenzinc. Welds where metals with high silicon contentshave been used may also result in localised dull ordark grey areas on an otherwise normal coating.
The occurrence of dull or dark grey coatings is closelyrelated to the chemical composition of steel in theparts to be galvanized. In fact, when rimmed or al-uminium-killed steel undergoes hot dip galvanizing,a series of compact iron-zinc alloy layers is formed,covered by a zinc layer with a metallic grey shine anda bluish tinge.
In some cases, zinc may form irregularly orientedcrystals, resulting in a “shiny” finish. However, this isnot indicative of either a good or bad Hot Dip Galvaniz-ing process, nor does it affect corrosion resistance.
Silicon, which is sometimes added to steel as a deoxi-dizer, speeds up the reaction between steel and moltenzinc. When steel parts remain hot after being removedfrom the galvanizing bath, this reaction may continue,converting all or part of the superficial zinc layer intoiron-zinc alloys (iron-zinc alloys are dark grey whencompared to the light grey colour of pure zinc).
Iron-zinc alloy coatings are usually thicker, thus pro-viding parts with a longer life than the coatings thatusually form on rimmed or aluminium-killed steel. Inany case, iron-zinc alloys are as resistant to corro-sion as zinc coatings of identical thickness and maybe intrinsically more resistant to corrosion in indus-trial acid environments. Thick coatings are prone topeeling, particularly if incorrectly handled. Therefore,special precautions should be taken. However, iron-zinc alloys are more resistant to wear than zinc.
Exposure to air may lead to the appearance of ruststains on the dark grey superficial layer, even undermoderate humidity conditions.
This phenomenon only occurs on the surface anddoes not entail intra-granular oxidation or the riskof peeling of the galvanized coating, which remainsintact, in order to protect the steel.
It is rarely possible for the galvanizer to minimise orcontrol the development of dull or dark grey coatings,which basically depend on the chemical compositionof the base material (steel or iron).
Revestimiento gris mate
Los revestimientos obtenidos por galvanización poseenla característica casi única de estar unidos metalúr-gicamente al acero o al hierro, que constituye el ma-terial base, por lo que tienen muy buena adherencia.
Decisión: Aceptable
Una apariencia gris mate u oscura está causada por elcrecimiento de las capas de la aleación hierro-zinc (Fe-Zn), hasta la superficie del revestimiento galvanizado.
El revestimiento gris puede aparecer como man-chas localizadas o mezclado con el revestimientode la galvanización normal con la forma reticular.Ocurre generalmente en aceros con contenido de si-licio relativamente alto, que es altamente reactivo alzinc fundido. Las soldaduras realizadas con metalesde adición de elevado contenido de silicio también
pueden producir áreas gris mate u oscuras, localiza-das en un revestimiento galvanizado normal.
La presencia de revestimientos gris mate u oscuros,está íntimamente relacionada con la composiciónquímica del acero de las piezas que se van a galva-nizar. En efecto, cuando los aceros efervescentes ocalmados con aluminio se galvanizan por inmersiónen caliente, se forman capas compactas de aleaciónhierro-zinc, cubiertas por una capa de zinc que tieneun brillo gris metálico en tono azulado.
En algunos casos, el zinc puede formar cristales conorientación irregular para dar un acabado "brillante",pero no es buena señal de una buena o mala galvani-zación por inmersión en caliente, y tampoco afecta ala resistencia a la corrosión del revestimiento de zinc.
El silicio, que a veces se junta al acero como un des-oxidante durante su producción, acelera la reacción
entre el acero y el zinc fundido. Cuando la pieza enacero se retira del baño de galvanización pero con-tinúa caliente, la reacción puede continuar y convertirtoda o parte de la capa superficial de zinc en aleaciónhierro-zinc (las aleaciones hierro-zinc son gris oscurocuando se comparan con el gris claro del zinc puro).
Generalmente, los revestimientos de aleación hierro-zinc son más espesos y por eso dan una"vida" más largaa las piezas que los revestimientos obtenidos en acerosefervescentes o calmados con aluminio. Las aleacioneshierro-zinc, en cualquiera de los casos, tienen por lomenos tan buena resistencia a la corrosión como elzinc, para el mismo espesor, y pueden tener mejor re-sistencia intrínseca a la corrosión en ambientes ácidosindustriales. Estos revestimientos espesos tienen unagran tendencia para "agrietarse", particularmente si semanejan indebidamente, y se deben tener cuidados ap-ropiados. Las aleaciones hierro-zinc son, sin embargo,más resistentes al desgaste que el zinc.
La capa superficial gris oscura puede desarrollaróxido de hierro por exposición atmosférica, inclusoen condiciones moderadas de humedad.
Esto es solo un fenómeno superficial y no se pro-duce corrosión intergranular o que pueda separar elrevestimiento: el revestimiento de la galvanizaciónpermanece intacto para proteger el acero.
En raras ocasiones, el galvanizador puede minimizaro controlar la presencia de revestimientos gris mate uoscuros que dependen, básicamente, de la composiciónquímica del material de la base (acero o hierro).
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoVariations au niveau de l'aspect et son influence sur la qualité du revêtementAbweichungen im aussehen und deren einfluss auf die qualität der beschichtungVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 17/52
10
11
Mattgraue Beschichtung
Die durch Verzinkung erhaltenen Oberflächen habendie beinahe einmalige Eigenschaft, dass sie auf met-allurgische Weise mit dem Stahl bzw. Eisen verbun-den sind und dadurch extrem gut haften.
Fazit: akzeptabel
Ein mattgraues oder dunkles Aussehen entstehtdurch das Wachstum von Schichten von Eisen-Zink(Fe-Zn) bis zur Oberfläche der Zinkbeschichtung.
Die graue Beschichtung tritt entweder in Form vonvereinzelten Flecken oder vermischt mit der normalenBeschichtung in einer netzartigen Form auf. Dies isthäufig der Fall bei Stahl mit einem relativ hohen Sili-ziumgehalt, der mit geschmolzenem Zink sehr starkreagiert. Schweißstellen mit Metallzusätzen mit ho-hem Siliziumgehalt können ebenfalls mattgraue Stel-
len in einer normalen Zinkbeschichtung verursachen.
Das Auftreten von mattgrauen oder dunklen Be-schichtungen ist eng verknüpft mit der chemischenZusammensetzung des Stahls der verzinkten Werk-stücke. Wenn also unberuhigter oder mit Aluminiumberuhigter Stahl per Feuerverzinkung beschichtetwird, bilden sich kompakte Schichten aus Eisen-Zink,bedeckt von einer Zinkschicht, die einen metallisch-grauen Glanz mit einem Blauton aufweist.
In manchen Fällen kann der Zink unregelmäßigeKristalle bilden und dadurch "glänzend" erschein-en. Dies ist jedoch kein Anzeichen für eine gute oderschlechte Feuerverzinkung und hat auch keinerlei Ein-fluss auf den Korrosionsschutz der Zinkbeschichtung.
Manchmal wird Stahl bei der Fertigung als Antioxida-tionsmittel mit Silizium versetzt. Dieses beschleunigtdie Reaktion zwischen Stahl und flüssigem Zink.
Wenn das Stahlwerkstück aus dem Verzinkungsbadentnommen wird und erhitzt bleibt, kann diese Reak-tion weiterlaufen und die Zinkoberfläche teilweiseoder komplett zu Eisen-Zink umwandeln (Eisen-Zinkist dunkelgrau im Vergleich zum hellgrauen Farbtonvon reinem Zink).
Im Allgemeinen sind Eisen-Zink-Beschichtungendicker und bieten daher eine längere Lebensdauerals Beschichtungen auf Teilen aus unberuhigtemoder mit Aluminium beruhigtem Stahl. Die Eisen-Zink-Verbindungen sind in jedem Fall mindestensgenauso korrosionsbeständig wie Zink für die gleicheBeschichtungsdicke und können in sauren Indus-trieumgebungen sogar eine bessere Eigenresistenzgegen Korrosion bieten.
Diese dicken Beschichtungen neigen insbesonderebei unsachgemäßer Behandlung stark dazu, abzublät-tern, und müssen mit besonderer Vorsicht behandeltwerden. Die Eisen-Zink-Verbindungen sind jedochwiderstandsfähiger gegen Abnutzung als Zink.
Die dunkle Zinkoberfläche kann durch atmos-phärische Einflüsse Eisenoxid ansetzen, selbst inUmgebungen mit gemäßigter Feuchtigkeit.
Dies ist lediglich ein oberflächliches Phänomen, undes entsteht kein Rost, der die Oberfläche durchdrin-gen kann: Die verzinkte Oberfläche verbleibt intaktund schützt den darunter liegenden Stahl.
In seltenen Fällen kann der Verzinker das Auftretenvon mattgrauen oder dunklen Beschichtungen steu-ern oder minimieren, da diese prinzipiell von derchemischen Zusammensetzung des Basismaterials(Eisen oder Stahl) abhängen.
Rivestimento grigio opaco
I rivestimenti ottenuti per zincatura hanno la carat-teristica quasi unica di essere uniti metallurgica-mente all’acciaio o al ferro, che costituiscono il mate-riale di base per cui hanno un'ottima adesione.
Decisione: Accettabile
Un aspetto grigio opaco o scuro è causato dallacrescita degli strati della lega ferro-zinco (Fe-Zn) cheraggiungono la superficie del rivestimento zincato.
Il rivestimento grigio può apparire sottoforma dimacchie localizzate o a formare un reticolato con lazincatura. Avviene generalmente in acciai con tenorerelativamente alto di silicio che è altamente reattivoallo zinco fuso. Le saldature effettuate con metallid'apporto ad alto tenore di silicio possono inoltreprodurre su un normale rivestimento zincato, zone di
grigio opaco o scuro.
Il verificarsi di rivestimenti grigio opaco o scuro èstrettamente collegato alla composizione chimicadegli acciai dei pezzi da zincare. Infatti, quando gliacciai effervescenti o calmati con alluminio vengonozincati per immersione a caldo, si formano straticompatti di lega ferro-zinco, ricoperti da uno strato dizinco, che hanno una lucentezza grigio-metallizzatao bluastra.
In alcuni casi, lo zinco può formare cristalli con ori-entamento irregolare per dare una finitura "lucida",ma non è un segno di buona o cattiva zincatura perimmersione a caldo, né influenza la resistenza allacorrosione del rivestimento di zinco.
Il silicio, che a volte si collega all’acciaio come dis-ossidante durante la sua produzione, accelera lareazione tra l'acciaio fuso e zinco. Quando il pezzo in
acciaio viene rimosso dal bagno di zincatura, ma èancora caldo, la reazione può continuare e convertiretutto o parte dello strato superficiale di zinco in legheferro-zinco (le leghe ferro-zinco sono grigio scurorispetto allo zinco puro che è grigio chiaro).
I rivestimenti in lega ferro-zinco sono di solito più sp-essi e quindi forniscono una “vita" più lunga agli arti-coli rispetto ai rivestimenti in acciaio effervescente ocalmati con alluminio. Le leghe ferro-zinco hanno, aparità di spessore, in ogni caso, una buona resistenzaalla corrosione come lo zinco, e possono avere intrin-secamente una migliore resistenza alla corrosione inambienti industriali acidi.
Questi rivestimenti spessi hanno una grande tenden-za a scheggiarsi, soprattutto se maneggiati incorret-tamente, e devono essere prese misure adeguate.Le leghe ferro-zinco sono, tuttavia, più resistentiall'usura rispetto allo zinco.
Lo strato superficiale grigio scuro può sviluppare os-sido di ferro per esposizione all'aria, anche in con-dizioni di umidità moderata.
Questo è solo un fenomeno superficiale che non daorigine a ruggine intragranulare ne rischia di stac-care il rivestimento: la zincatura rimane intatta perproteggere l'acciaio.
Raramente lo zincatore è in grado di minimizzare ocontrollare il verificarsi di rivestimenti grigio opacoo scuri che dipendono principalmente dalla compo-sizione chimica del materiale di base (acciaio o ferro).
Revestimento cinza fosco | Revêtement gris mat | Dull gray coatingRevestimiento gris mate | Rivestimento grigio opaco | Mattgraue Beschichtung
09.10.11

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 18/52
18
12 13 14
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Bolhas no revestimento
Decisão: Pequenas bolhas intactas são aceitáveis
Ocorrência extremamente rara. O aparecimento depequenas bolhas no revestimento galvanizado deve--se a hidrogénio absorvido pelo aço na decapagemsendo depois expelido, como resultado do aqueci-mento da peça, durante a imersão no banho de zinco.
A sua ocorrência é devida à natureza do aço e estáfora do controlo do galvanizador. As bolhas não redu-zem a resistência à corrosão do revestimento.
Nódoa/mancha de ferrugem
Decisão: Aceitável quando presente como uma man-cha superficial
Nódoas/manchas de ferrugem na superfície do re-vestimento galvanizado são usualmente devidas aocontacto com, ou drenagem de, outra superfície deaço oxidada.
A limalha produzida durante as operações de fabrica-ção e montagem devem ser removidas da superfíciegalvanizada para prevenir o possível aparecimentolocalizado de manchas de ferrugem. As manchas deferrugem podem também ocorrer devido à existên-cia de ácido, ou água ácida, em orifícios de pequenadimensão, nomeadamente poros de soldadura, oucavidades de juntas, que migra para o exterior do ori-fício por capilaridade.
A fim de evitar estes problemas é aconselhável teralguns cuidados ao nível do projecto, desenho e fa-brico da peças a galvanizar. Por vezes, em serviçoforma-se uma fina camada castanha, de óxido deferro, na superfície de peça galvanizada. Isto ocorre
quando o revestimento é integralmente compostopor liga ferro-zinco e é originado pela oxidaçao doferro da liga, não tendo qualquer efeito negativo naresistência à corrosão do revestimento e estando forado controlo do galvanizador.
Testes de exposição a longo prazo mostraram quaa resistência à corrosão de revestimentos com ligaferro-zinco é semelhante à do revestimento galvani-zado normal.
Cloques dans le revêtement
Décision : De petites cloques intactes sont acceptables
Apparition extrêmement rare. L'apparition de peti-tes cloques dans le revêtement galvanisé est due àl'hydrogène absorbé par l'acier lors du décapage etqui est ensuite expulsé lors du chauffage de la piècedurant l'immersion dans le bain de zinc.
Leur apparition est due à la nature de l'acier et n'estpas contrôlable par le responsable de la galvanisa-tion. Les cloques ne réduisent pas la résistance à lacorrosion du revêtement.
Trace/tache de rouille
Décision : Acceptable lorsque cela correspond à unetache superficielle.
Les traces/taches de rouille à la surface du revête-ment galvanisé sont habituellement dues au contactavec, ou à l'écoulement de, une autre surface d'acieroxydé. La limaille produite pendant les opérations defabrication et de montage doit être enlevée de la sur-face galvanisée pour empêcher la possible apparitionlocalisée de taches de rouille.
Les taches de rouille peuvent aussi apparaître àcause de l'existence d'acide, ou d'eau acide, dansdes orifices de petite taille, notamment les pores desoudure, ou des cavités de joints, qui migrent versl'extérieur de l'orifice par capillarité. Afin d'éviter cesproblèmes, il est conseillé de prendre certaines pré-cautions au niveau du projet, de la conception et de lafabrication des pièces à galvaniser.
Parfois, en fonctionnement, il se forme une fine cou-che marron d'oxyde de fer à la surface de la pièce
galvanisée. Ceci se produit lorsque le revêtement estuniquement composé d'alliage fer-zinc. Elle est lerésultat de l'oxydation du fer de l'alliage et n'a aucuneffet négatif sur la résistance à la corrosion du revê-tement. Elle n'est pas contrôlable par le responsablede la galvanisation.
Des essais d'exposition à long terme ont montré quela résistance à la corrosion de revêtements en alliagefer-zinc est semblable à celle du revêtement galva-nisé normal.
Blisters
Decision: Small intact blisters are acceptable
Blisters are extremely rare. Small blisters are for-med on galvanized coatings as a result of hydrogenabsorption by steel during pickling and its subse-quent expelling when parts are heated during im-mersion in the zinc bath.
The occurrence of blisters depends on the nature ofthe steel used and is beyond the control of the gal-vanizer. Blisters do not reduce corrosion resistance.
Rust stains
Decision: Acceptable when present as a surface stain
Rust stains on the surface of galvanized coatings are
usually due to contact with, or drainage from, othercorroded steel surfaces. Steel filings produced du-ring manufacturing and assembly should be removedfrom galvanized surfaces in order to prevent the ap-pearance of localised rust stains.
Rust stains may also be caused by the weeping of acidor acidic solutions from small holes, namely weldingpores, as well as seams and joints. Care should betaken during the design and manufacturing of partsto be galvanized, in order to avoid these problems.
A thin brown iron oxide layer sometimes forms on thesurface of galvanized parts as a result of iron oxidation.This occurs when the coating consists entirely of aniron-zinc alloy and is beyond the control of the galva-nizer. However, it has no effect on corrosion resistance.
Log-term exposure tests have revealed that the cor-rosion resistance of iron-zinc alloys is similar to that
of normal galvanized coatings.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung
Bolhas | Cloques | BlistersBurbujas | Bolle | Blasen
12.13.14

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 19/52
15 16 17
Burbujas en el revestimiento
Decisión: Pequeñas burbujas intactas son aceptables
Suceso extremadamente raro. La aparición de pe-queñas burbujas en el revestimiento galvanizado sedebe al hidrógeno absorbido por el acero en el de-capado que después se expulsa como resultado delcalentamiento de la pieza, durante la inmersión enel baño de zinc.
Su aparición se debe a la naturaleza del acero y estáfuera del control del galvanizador. Las burbujas no re-ducen la resistencia a la corrosión del revestimiento.
Salpicadura/mancha de óxido
Decisión: Aceptable cuando es una mancha superficial
Las salpicaduras/manchas de óxido en la superficiedel revestimiento galvanizado se deben generalmen-te al contacto con, o al drenaje de, otra superficie deacero oxidada. Las limaduras producida durante lasoperaciones de fabricación y montaje se deben eli-minar de la superficie galvanizada para prevenir laposible aparición localizada de manchas de óxido.
Las manchas de óxido también se pueden producirdebido a la existencia de ácido o de agua ácida en ori-ficios de pequeña dimensión, principalmente porosde soldadura, o cavidades de juntas, que migra haciael exterior del orificio por capilaridad. Para evitar es-tos problemas es aconsejable tener ciertos cuidadosa nivel de proyecto, diseño y fabricación de las piezasque se van a galvanizar.
A veces se forma, cuando se usa, una fina capa cas-taña de óxido de hierro en la superficie de la piezagalvanizada. Esto sucede cuando el revestimiento
está completamente compuesto por aleación hierro--zinc y se origina por la oxidación del hierro de laaleación, y no tiene ningún efecto negativo en la re-sistencia a la corrosión del revestimiento y está fueradel control del galvanizador.
Las pruebas de exposición a largo plazo mostraronque la resistencia a la corrosión de revestimientoscon aleación hierro-zinc es semejante a la del reves-timiento galvanizado normal.
Bolle sul rivestimento
Decisione: Piccole bolle intatte sono accettabili
Situazione che si verifica molto raramente. La com-parsa di piccole bolle sul rivestimento zincato è dovu-ta all’assorbimento di idrogeno da parte dell’acciaiodurante il decapaggio, che sarà poi espulso, in seguitoal riscaldamento dell’articolo, durante l'immersionenel bagno di zinco.
Tale situazione è dovuta alla natura stessa dell’acciaio enon può essere controllata dallo zincatore. Le bolle nonriducono la resistenza alla corrosione del rivestimento.
Alone/Macchia di ruggine
Decisione: Accettabile se appare come una macchiasuperficiale
Le macchie di ruggine sulla superficie del rivesti-mento zincato sono di solito causate dal contattoo dal drenaggio di un’altra superficie di acciaio os-sidata. Le scaglie prodotte durante le operazioni diproduzione e di assemblaggio devono essere rimossedalla superficie zincata per evitare l’eventuale com-parsa localizzata di macchie di ruggine.
Le macchie di ruggine possono apparire anche acausa della presenza di acido o acqua acida in pic-coli fori, in particolare pori di saldatura, o fessuredi guarnizioni, che migrano verso l'esterno del foroper capillarità. Per evitare questo tipo di problemi, èconsigliabile prendere alcune precauzioni a livello didisegno, progettazione e produzione dei componentida galvanizzare.
A volte si crea un sottile strato marrone di ossido diferro sulla superficie della parte zincata. Ciò si veri-
fica quando il rivestimento è composto interamenteda lega ferro-zinco ed è causato dall'ossidazione delferro della lega, senza alcun effetto negativo sulla re-sistenza alla corrosione del rivestimento e non puòessere controllato dallo zincatore.
I test di esposizione a lungo termine hanno mostratoche la resistenza alla corrosione dei rivestimenti conlega ferro-zinco è simile a quella di un normale rives-timento zincato.
Blasen in der Beschichtung
Fazit: Kleine, intakte Blasen sind akzeptabel
Sehr seltenes Auftreten. Kleine Blasen in der Bes-chichtung können durch Wasserstoff entstehen, dervom Stahl beim Beizen absorbiert und anschließendbeim Erhitzen des Werkstücks abgestoßen wird,wenn dieses in das Zinkbad getaucht wird.
Dies hängt mit der Beschaffenheit des Stahls zusam-men und entzieht sich der Kontrolle des Verzinkers.Die Blasen beeinträchtigen die Korrosionsbeständig-keit der Beschichtung nicht.
Rostflecken
Fazit: akzeptabel, sofern diese lediglich an der Ober-fläche auftreten
Rostflecken an der Oberfläche der Zinkbeschichtungentstehen normalerweise durch den Kontakt bzw.der Drainage von einer anderen oxidierten Stahlo-berfläche. Der Abrieb, der bei den Herstellungs- undMontageverfahren entsteht, muss von der verzinktenOberfläche entfernt werden, um ein örtliches Auftre-ten von Rostflecken zu vermeiden.
Rostflecken können außerdem durch Säure odersaures Wasser an kleinen Öffnungen wie zum Beis-piel Scheißporen oder Hohlräumen entstehen, dasdurch Kapillarität an die Außenseite der Öffnung sic-kert. Um dies zu vermeiden, müssen einige Maßnah-men bzgl. Planung, Design und Herstellung der zuverzinkenden Werkstücke getroffen werden.
Manchmal bildet sich eine dünne braune Schicht ausEisenoxid an der Oberfläche der verzinkten Werks-tücke. Dies geschieht, wenn die Beschichtung volls-
tändig aus Eisen-Zink besteht und dies durch dieOxidierung des Eisens entstanden ist. Dies entziehtsich der Kontrolle des Verzinkers und beeinträchtigtdie Korrosionsbeständigkeit der Beschichtung in ke-inster Weise.
Langzeit-Tests haben gezeigt, dass die Korrosions-beständigkeit von Beschichtungen aus Eisen-Zinkdieselbe ist wie bei einer normalen Zinkbeschichtung.
Mancha de ferrugem | Tache de rouille | Rust stainsMacha de óxido | Macchia di ruggine | Rostflecken
15.16.17

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 20/52
20
18 20
19
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Rugosidade generalizadae revestimentos espessos nas soldaduras
Decisão: Aceitável, a não ser que outra solução estejaacordada
O revestimento galvanizado rugoso geralmente re-sulta do crescimento irregular da liga ferro-zinco,devido à composição química e das condições da su-perfície do aço. Revestimentos rugosos deste tipo são, normalmente,mais espessos e por isso conferem uma protecção aoaço mais duradoura.
A rugosidade generalizada pode também ser causa-da por decapagem excessiva, prolongado tempo deimersão no banho de zinco, ou a excessiva tempera-tura do banho, factores que são geralmente ditadospela natureza do trabalho, por exemplo, forma ou
dimensão das peças, e podem sair fora do controlodo galvanizador.
Relativamente ás soldaduras, sempre que os metaisde adição usados na soldadura tiverem silício eleva-do, o revestimento galvanizado no cordão será maisespesso que o normal e, também, mais quebradiço.
Em aplicações de arquitectura onde o acabamentorugoso é inestético ou funcionalmente inaceitável,a composição química e a preparação da superfíciedo aço devem ser cuidadosamente especificadas eo galvanizador antecipadamente consultado. Rara-mente é possível ao galvanizador fazer qualquer me-lhoramento à posteriori.
Rugosité généraliséeet revêtements épais dans les soudures
Décision : Acceptable, à moins qu'une autre solutionne soit approuvée.
Le revêtement galvanisé rugueux, en règle générale,résulte de la croissance irrégulière de l'alliage fer--zinc, à cause de la composition chimique et des con-ditions de la surface de l'acier. Les revêtements rugueux de ce type sont normale-ment plus épais et confèrent donc une protection àl'acier plus longue.
La rugosité généralisée peut aussi être causée parun décapage excessif, un temps d'immersion dans lebain de zinc prolongé ou la température excessive dubain, facteurs qui sont en règle générale dictés parla nature du travail, par exemple la forme ou la di-
mension des pièces, et peuvent n'être pas totalementcontrôlés par le responsable de la galvanisation.
En ce qui concerne les soudures, chaque fois queles métaux d'apport utilisés dans la soudure aurontune teneur en silicium élevée, le revêtement galvani-sé dans le cordon sera plus épais que la normale etaussi plus cassant.
Dans les applications d'architecture où la finition ru-gueuse est inesthétique ou fonctionnellement inac-ceptable, la composition chimique et la préparationde la surface de l'acier doivent être soigneusementspécifiées et le responsable de la galvanisation préa-lablement consulté. Il est rarement possible au res-ponsable de la galvanisation de faire d’améliorationle résultat a posteriori.
General roughness and thick coatings on welds
Decision: Acceptable, unless otherwise agreed
Rough galvanized coatings are usually due to the for-mation of uneven iron-zinc alloy layers, as a result ofthe chemical composition of steel and surface con-ditions. Rough coatings of this type are usually thicker, thusproviding steel with longer-lasting protection.
General roughness may also be caused by over-pick-ling, prolonged immersion in the zinc bath or exces-sive bath temperatures. These factors are frequentlydictated by the nature of the work in question, namelythe size and shape of the parts, and are beyond thecontrol of the galvanizer.
Galvanized coatings on welding seams will also be
thicker and more brittle than usual whenever whenmetals with high silicon contents are used.
In architectural applications, where a rough finish isaesthetically or functionally unacceptable, the che-mical composition of steel and surface preparationshould be carefully specified and the galvanizer con-sulted in advance. It is rarely possible for the galvani-zer to effect later improvements.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 21/52
21 22 23
Rugosidad generalizaday revestimientos espesos en las soldaduras
Decisión: Aceptable, a no ser que se acuerde otrasolución
El revestimiento galvanizado rugoso generalmentese produce por el crecimiento irregular de la aleaciónhierro-zinc, debido a la composición química y a lascondiciones de la superficie del acero. Los revestimientos rugosos de este tipo son, normal-mente, más espesos y por eso dan una protección alacero más duradera.
La rugosidad generalizada también puede estarcausada por un decapado excesivo, un prolongadotiempo de inmersión en el baño de zinc, o la excesivatemperatura del baño, factores que son generalmen-te dictados por la naturaleza del trabajo, como por
ejemplo por la forma o dimensión de las piezas, ypueden salir fuera del control del galvanizador.
Con respecto a las soldaduras, siempre que los me-tales de adición usados en la soldadura tengan silicioelevado, el revestimiento galvanizado en el cordón serámás espeso que el normal y, también, más quebradizo.
En aplicaciones de arquitectura en las que el acabadorugoso es inestético o funcionalmente inaceptable, lacomposición química y la preparación de la superficiedel acero se deben especificar cuidadosamente y sedebe consultar anticipadamente al galvanizador. Enraras ocasiones, el galvanizador puede hacer mejo-ras a posteriori.
Rugosità e rivestimenti spessi sulle saldature
Decisione: Accettabile, a meno che non venga con-cordata un'altra soluzione
Il rivestimento zincato rugoso provoca solitamenteuna crescita irregolare della lega ferro-zinco, a causadella composizione chimica e della struttura super-ficiale dell'acciaio. Tali rivestimenti rugosi sono solitamente più spessie quindi conferiscono una protezione più duraturaall'acciaio.
La rugosità generalizzata può anche essere causatada un eccessivo decapaggio, da una prolungata im-mersione nel bagno di zinco o dall'eccessiva tempe-ratura del bagno, fattori questi generalmente legatial tipo di lavoro, per esempio, forma e dimensione deipezzi, e non dipendono dallo zincatore.
Per quanto riguarda le saldature, ogniqualvolta i me-talli d'apporto utilizzati nella saldatura hanno un teno-re di silicio più alto, il rivestimento galvanizzato sul cor-done sarà più spesso del normale, e anche più fragile.
Nelle applicazioni architettoniche dove l’aspetto ru-goso risulta antiestetico o funzionalmente inaccet-tabile, la composizione chimica e la preparazionedelle superfici di acciaio devono essere attentamentedefinite e lo zincatore previamente consultato. Rara-mente l’addetto alla zincatura è in grado di apportarequalsivoglia miglioramento a posteriori.
Allgemeine Unebenheitund dicke Beschichtung an Schweißstellen
Fazit: akzeptabel, sofern keine andere Lösung ve-reinbart wurde
Eine unebene Zinkbeschichtung entsteht normaler-weise durch unregelmäßiges Wachstum der Eisen--Zink-Verbindung aufgrund der chemischen Zusam-mensetzung und der Oberflächenbeschaffenheit desStahls. Unebene Beschichtungen dieser Art sind normaler-weise dicker und bieten daher einen langlebigerenSchutz für den darunter liegenden Stahl.
Allgemeine Unebenheit kann auch durch übermäßi-ges Beizen, übermäßig langen Verbleib im Zinkbadoder zu hohe Temperaturen im Zinkbad entstehen.Diese Faktoren werden normalerweise durch die
Art des Arbeitsvorgangs wie zum Beispiel Form undGröße des Werkstücks bestimmt und können sich derKontrolle des Verzinkers entziehen.
In Bezug auf Schweißstellen gilt die Regel, dasswann immer beim Schweißen Metallzusätze mithohem Siliziumgehalt verwendet wurden, die Zink-beschichtung an der jeweiligen Stelle normalerweisedicker und auch brüchiger ist.
Bei architektonischen Anwendungen kann eine unebe-ne Oberfläche ästhetisch oder funktional unerwünschtsein. In diesen Fällen müssen die chemische Zusam-mensetzung des Stahls und die Aufbereitung derOberfläche sorgfältig geplant und der Verzinker vorabkonsultiert werden. Der Verzinker kann im Nachhineinnur in den seltensten Fällen noch Einfluss nehmen.
Rugosidade | Rugosité | RoughnessRugosidad | Rugosità | Unebenheit
18.19.20.21.22.23

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 22/52
22
24 25
26
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Formação de escorridos e acumulados
Decisão: Aceitável, a não ser que outra solução estejaacordada
As normas de referência ao processo de galvanizaçãopor imersão a quente em artigos ferrosos (aço ou fer-ro), EN ISO 1461 e outras, exigem que o revestimentoda galvanização deva ser suave, mas salientam que asuavidade é um termo relativo e que o revestimentoem peças galvanizadas não deve ser avaliado pelosmesmos padrões do aplicado aos produtos galva-nizados em contínuo, tais como chapa de aço e fio,dado que estes usam processos que permitem umalto nível de controlo sobre a espessura e a aparênciado revestimento.
Acumulados e escorridos de zinco, resultantes deuma deficiente drenagem, não sao prejudiciais à du-rabilidade do revestimento.
Quando os artigos galvanizados têm picos, devido àdrenagem do zinco, e o seu tamanho e posição sãotais que existe o perigo de eles se destacarem emserviço, retirando o revestimento, ou causar feri-mentos durante o manuseamento, estes devem serremovidos pelo galvanizador.
Para aplicações de arquitectura o galvanizador con-segue, por vezes, obter um acabamento mais suaveque o revestimento normal, dependendo da forma eda natureza do produto. Neste caso, o aço deve sercuidadosamente especificado e o galvanizador con-sultado ainda na fase de projecto e avisado quando aencomenda é colocada. Estes requisitos podem en-volver custos adicionais.
Formation de coulures et accumulations
Décision : Acceptable, à moins qu'une autre solutionne soit approuvée.
Les normes de référence pour le processus de galva-nisation par immersion à chaud sur les articles fer-reux (acier ou fer), la EN ISO 1461 et d’autres, exigentque le revêtement de la galvanisation soit doux, maissoulignent que la douceur est un terme relatif et quele revêtement sur les pièces galvanisées ne doit pasêtre évalué avec les mêmes critères que ceux appli-qués aux produits galvanisés en continu, comme lesplaques et fil d'acier, car ceux-ci utilisent des proces-sus qui permettent un grand niveau de contrôle del'épaisseur et de l'aspect du revêtement.
Les accumulations et coulures de zinc, résultantd'une drainage déficient, ne sont pas préjudiciablesà la durabilité du revêtement.
Lorsque les articles galvanisés ont des aspérités àcause du drainage du zinc et que leur dimension etleur position sont telles qu'il existe le danger qu'ilsse détachent en fonctionnement par retrait du revê-tement, ou de causer des blessures pendant la mani-pulation, ceux-ci doivent être retirés par le responsa-ble de la galvanisation.
Pour les applications en architecture, le responsablede la galvanisation réussit parfois à obtenir une finitionplus douce que le revêtement normal, en fonction dela forme et de la nature du produit. Dans ce cas, l'acierdoit être soigneusement spécifié et le responsablede la galvanisation consulté dès la phase de projet etinformé lorsque la commande est réalisée. Ces exi-gences peuvent impliquer des coûts supplémentaires.
Lumpiness and runs
Decision: Acceptable unless otherwise agreed
According to the EN ISO 1461 standard and otherstandards concerning hot dip galvanized coatings oniron and steel articles, galvanized coatings should besmooth. However, it is pointed out that smoothnessis a relative term. In this sense, galvanized coatingsshould not be assessed according to the standardsapplicable to continuously galvanized products, suchas sheet steel or wire, as the latter are obtained th-rough processes that allow a high degree of controlover coating thickness and appearance.
Zinc lumps and runs resulting from uneven drainagedo not affect durability.
Any pointy lumps resulting from uneven zinc draina-ge whose size and location render then likely to be
torn from the galvanized article, dragging part of thegalvanized coating, or to cause injuries to operatorsduring handling, must be removed by the galvanizer.
For architectural applications, the galvanizer is some-times able to achieve a smoother finish than the nor-mal commercial finish, depending on the shape andnature of the product. In this case, steel should be ca-refully specified and the galvanizer consulted duringthe design stage and advised when the order is pla-ced. These requirements may entail additional costs.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 23/52
27 28
Formación de drenajes y acumulados
Decisión: Aceptable, a no ser que se acuerde otrasolución
Las normas de referencia al proceso de galvanizaciónpor inmersión en caliente en artículos ferrosos (ace-ro o hierro), EN ISO 1461 y otras, exigen que el re-vestimiento de la galvanización debe ser suave, peroresaltan que la suavidad es un término relativo y queel revestimiento en piezas galvanizadas no se debeevaluar por los mismos estándares que en el casodel aplicado a los productos galvanizados en conti-nuo, tales como la chapa de acero y alambre, dadoque estos usan procesos que permiten un elevadonivel de control sobre el espesor y la apariencia delrevestimiento.
Los drenajes y acumulados de zinc, derivados de un
deficiente drenaje, no son perjudiciales para la dura-bilidad del revestimiento.
Cuando los artículos galvanizados tienen picos, de-bido al drenaje del zinc, y su tamaño y posición sontales que existe el peligro de que se separen duranteel uso, retirando el revestimiento, o causando lesio-nes durante el manejo, estos deben ser eliminadospor el galvanizador.
Para aplicaciones de arquitectura, el galvanizador aveces consigue obtener un acabado más suave que elrevestimiento normal, dependiendo de la forma y dela naturaleza del producto. En este caso, el acero sedebe especificar cuidadosamente, se debe consultaral galvanizador aún durante la fase del proyecto y sedebe avisar cuando se realice el pedido. Estos requi-sitos pueden implicar costes adicionales.
Formazione di colature e accumuli
Decisione: Accettabile, a meno che non venga con-cordata un'altra soluzione
Le norme di riferimento per il processo di zincatu-ra per immersione a caldo di articoli ferrosi (ferro oacciaio), UNI ISO 1461 ed altre, richiedono che il ri-vestimento di zincatura sia morbido, ma sottolineanoche la levigatezza è un termine relativo e che il rives-timento di articoli zincati non può essere valutato inbase agli stessi criteri del rivestimento dei prodottizincati con procedimento continuo, come lamiera diacciaio o filo, poichè tale procedimento permette uncontrollo preciso dello spessore e dell'aspetto del ri-vestimento.
Colature ed accumuli, derivanti da un drenaggio inef-ficace, non sono dannose per la durabilità del rives-
timento.Quando gli articoli zincati hanno delle punte dovuteal drenaggio dello zinco, e la sua dimensione e la po-sizione sono tali che c'è il pericolo che si stacchino,causando la rimozione del rivestimento o causandolesioni durante la movimentazione, devono essere ri-mosse dall’addetto alla zincatura.
Per applicazioni architettoniche, lo zincatore a voltepuò ottenere una finitura più liscia rispetto al rivesti-mento normale, a seconda della forma e della naturadel prodotto. In questo caso, deve essere attentamentespecificato il tipo di acciaio e lo zincatore dev’essereconsultato gia in fase di progettazione ed avvisatoquando si da inizio alla produzione della commessa.Tali requisiti possono comportare costi aggiuntivi.
Bildung von Tropfen und Ansammlungen
Fazit: akzeptabel, sofern keine andere Lösung ve-reinbart wurde
Die Referenznormen für das Feuerverzinkungsver-fahren an Eisen- oder Stahlwerkstücken, EN ISO1461 und andere Normen legen fest, dass die Zink-beschichtung glatt sein muss. Glattheit wird jedochauch als relativer Begriff definiert, und die Glattheitvon verzinkten Werkstücken darf nicht mit demsel-ben Maß gemessen werden wie die von Teilen, die imEndlosverfahren verzinkt wurden, wie Stahlblecheoder Stränge, da bei diesen Verfahren eine wesen-tlich bessere Steuerung von Dicke und Aussehen derBeschichtung möglich ist.
Ansammlungen und Tropen in der Zinkbeschichtungaufgrund von unzureichendem Abtropfen haben kei-
nen negativen Einfluss auf die Haltbarkeit der Bes-chichtung.
Wenn ein verzinktes Werkstück nach dem Abtropfendes Zinks Nasen aufweist und deren Größe und Ortbedeuten können, dass diese später im Einsatz sicht-bar sind, die Beschichtung gefährden oder eine Ver-letzungsgefahr beim Gebrauch darstellen können,dann müssen diese vom Verzinker entfernt werden.
Für architektonische Anwendungen kann der Ver-zinker unter Umständen je nach Form und Art desProdukts eine glattere Oberfläche erreichen als miteiner normalen Beschichtung. In diesem Fall mussder Stahl exakt gewählt und der Verzinker noch in derPlanungsphase konsultiert und bei der Aufgabe derBestellung benachrichtigt werden. Diese Maßnah-men können zusätzliche Kosten verursachen.
Escorridos e acumulados | Coulures et accumulations | Lumpiness and runsDrejanes y acumulados | Colature e accumuli | Tropfen und Ansammlungen
24.25.26.27.28

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 24/52
24
3029
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Borbulhas/Inclusões de mates
Decisão: Pode ser motivo de rejeição dependendo dotamanho e extensão
Borbulhas são causadas por inclusões de mates (zin-co duro) no revestimento. Mates essas que são com-postos por partículas de ligas ferro-zinco (Fe-Zn),com uma taxa de corrosão semelhante ao revesti-mento galvanizado e a sua presença como borbulhasdispersas não é questionável. Inclusões de matesconcentradas podem ser motivo para rejeição, namedida em que tendem a fragilizar o revestimento.
Pontos descobertos/sem revestimento
Decisão: Aceitável se pequeno em área e facilmentereparável, dependendo na natureza do produto
Pequenas falhas localizadas, com até cerca de 3mmde largura, num revestimento galvanizado são geral-mente auto-reparáveis, devido à protecção catódicaconferida pelo revestimento envolvente e têm poucoefeito na durabilidade do revestimento.
Áreas mais extensas devem ser submetidas a uma re-paração, usando uma metodologia definida (Capítulo 7).
Segundo a norma de referência à galvanização, ENISO 1461, o total das áreas reparadas não deve exce-der os 0.5% da superfície total da peça e cada umadas áreas a reparar não deve exceder os 10cm2, salvoacordo com o cliente. Contudo, excepcionalmente,poderão ser reparadas áreas superiores a 10cm2,quando a falha é causada por inevitáveis bolsas de arformadas durante o processo de galvanização, devidoà forma das peças.
As áreas sem revestimento podem ser causados por
deficiente preparação das peças, pelo galvanizador,e/ou por um conjunto de factores fora do seu con-trolo, pelos quais ele não pode ser responsabilizado,nomeadamente, a presença de escória da soldadura,defeitos de laminagem do aço (tais como sobreposi-ções, pregas e laminagem lamelar), e impurezas nãometálicas incrustadas na superfície do aço.
Cloques/Inclusions de mattes
Décision : Cela peut être un motif de refus, en fonc-tion de la dimension et de l'extension.
Les cloques sont causées par des inclusions de mat-tes (zinc dur) dans le revêtement. Les mattes sontcomposés de particules d'alliages fer-zinc (Fe-Zn),avec un taux de corrosion semblable au revêtementgalvanisé et leur présence sous forme de cloques dis-persées n'est pas discutable. Les inclusions de mattesconcentrées peuvent être un motif de refus, dans lamesure où elles tendent à fragiliser le revêtement.
Points découverts/sans revêtement
Décision : Acceptable si leur surface est petite et s’ilssont réparables facilement, en fonction de la naturedu produit.
De petites imperfections localisées, allant jusqu'à 3 mmde largeur, dans un revêtement galvanisé, sont en règlegénérale autoréparables en raison de la protection ca-thodique conférée par le revêtement enveloppant. Ellesont peu d'effet sur la durabilité du revêtement.
Des secteurs plus étendus doivent être soumis à uneréparation, en utilisant une méthodologie définie(chapitre 7).
Selon la norme de référence pour la galvanisation,la EN ISO 1461, la totalité des surfaces réparées nedoit pas dépasser 0,5 % de la surface totale de lapièce et chacune des surfaces à réparer ne doit pasdépasser 10cm2, sauf en cas d'accord avec le client.Néanmoins, exceptionnellement, des surfaces su-périeures à 10cm2 pourront être réparées lorsquel'imperfection est causée par les inévitables pochesd'air formées pendant le processus de galvanisation,
en raison de la forme des pièces.Les surfaces sans revêtement peuvent résulter d'unemauvaise préparation des pièces par le responsable dela galvanisation et/ou d’un ensemble de facteurs horsde son contrôle, dont il ne peut pas être responsabili-sé, notamment la présence de scories de soudure, desdéfauts de laminage de l'acier (comme les superposi-tions, les plis et le laminage lamellaire) et des impure-tés non métalliques incrustées à la superficie de l'acier.
Pimples/Dross inclusions
Decision: May constitute grounds for rejection, de-pending on size and extent
Pimples are caused by inclusions of dross (hard zinc)in the coating. Dross, which consists of iron-zinc (Fe--Zn) alloy particles, has a similar corrosion rate tothat of the galvanized coating. Its presence as finelydispersed pimples is not objectionable. Gross drossinclusions may constitute grounds for rejection, asthey tend to embrittle the coating.
Bare/uncoated spots
Decision: Acceptable if small and easily repaired, de-pending on the nature of the product
Small localised flaws, with width of up to about 3 mm,
on a galvanized coating are usually self-repairing, gi-ven the cathodic protection provided by the surroun-ding coating, and have little effect on durability.
Larger areas must be repaired, according to definedmethods (Chapter 7).
According to galvanizing standard EN ISO 1461, thetotal repaired area should not exceed 0.5% of thetotal surface area, and each repaired area shouldnot exceed 10cm2, unless otherwise agreed with theclient. However, areas exceeding 10cm2 may be re-paired exceptionally, if the shape of the parts involvedinevitably leads to the formation of air pockets duringthe galvanizing process, resulting in flaws.
Uncoated areas may result from faulty preparationof parts and/or a series of factors beyond the con-trol of the galvanizer, for which the latter cannot beheld accountable, namely presence of welding slag,
rolling defects in the steel (such as laps, folds andlaminations) or non-metallic impurities rolled intothe surface.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung
Borbulhas | Cloques | PimplesBurbujas | Bolle | Blasen
29.30
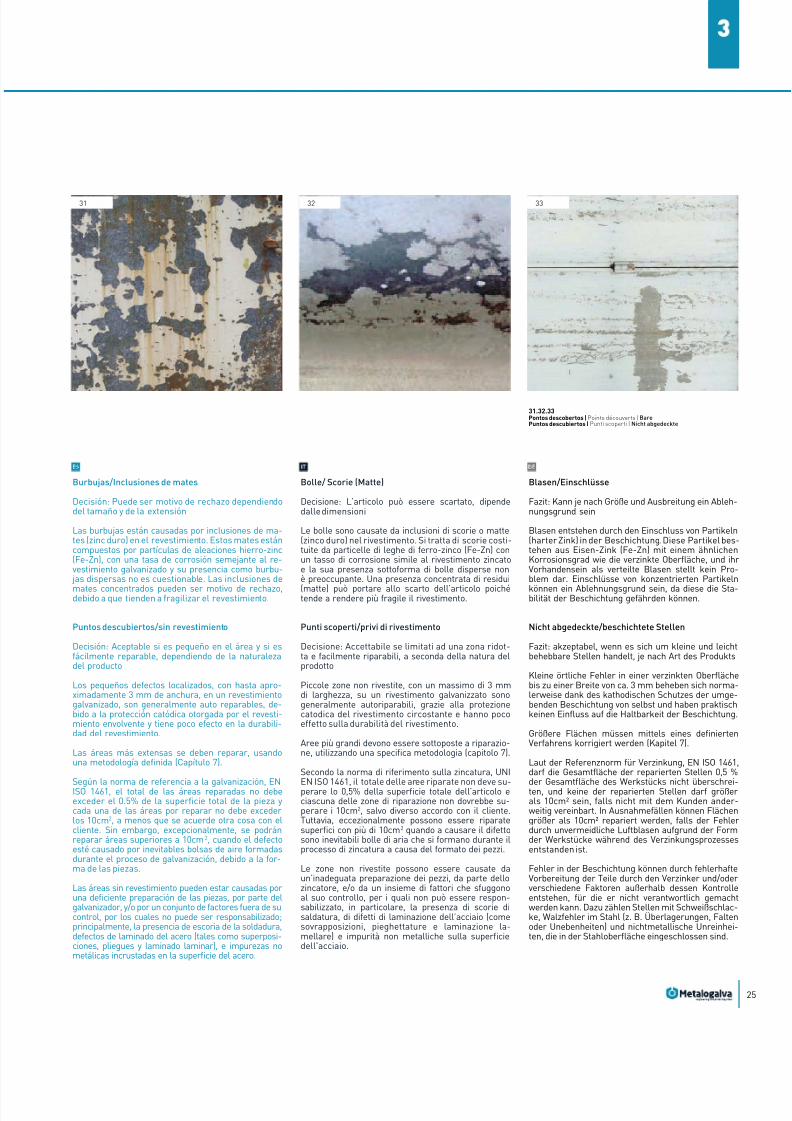
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 25/52
31 32 33
Burbujas/Inclusiones de mates
Decisión: Puede ser motivo de rechazo dependiendodel tamaño y de la extensión
Las burbujas están causadas por inclusiones de ma-tes (zinc duro) en el revestimiento. Estos mates estáncompuestos por partículas de aleaciones hierro-zinc(Fe-Zn), con una tasa de corrosión semejante al re-vestimiento galvanizado y su presencia como burbu- jas dispersas no es cuestionable. Las inclusiones de
mates concentrados pueden ser motivo de rechazo,debido a que tienden a fragilizar el revestimiento.
Puntos descubiertos/sin revestimiento
Decisión: Aceptable si es pequeño en el área y si esfácilmente reparable, dependiendo de la naturalezadel producto
Los pequeños defectos localizados, con hasta apro-ximadamente 3 mm de anchura, en un revestimientogalvanizado, son generalmente auto reparables, de-bido a la protección catódica otorgada por el revesti-miento envolvente y tiene poco efecto en la durabili-dad del revestimiento.
Las áreas más extensas se deben reparar, usandouna metodología definida (Capítulo 7).
Según la norma de referencia a la galvanización, ENISO 1461, el total de las áreas reparadas no debeexceder el 0.5% de la superficie total de la pieza ycada una de las áreas por reparar no debe excederlos 10cm2, a menos que se acuerde otra cosa con elcliente. Sin embargo, excepcionalmente, se podránreparar áreas superiores a 10cm2, cuando el defectoesté causado por inevitables bolsas de aire formadasdurante el proceso de galvanización, debido a la for-ma de las piezas.
Las áreas sin revestimiento pueden estar causadas poruna deficiente preparación de las piezas, por parte delgalvanizador, y/o por un conjunto de factores fuera de sucontrol, por los cuales no puede ser responsabilizado;principalmente, la presencia de escoria de la soldadura,defectos de laminado del acero (tales como superposi-ciones, pliegues y laminado laminar), e impurezas nometálicas incrustadas en la superficie del acero.
Bolle/ Scorie (Matte)
Decisione: L’articolo può essere scartato, dipendedalle dimensioni
Le bolle sono causate da inclusioni di scorie o matte(zinco duro) nel rivestimento. Si tratta di scorie costi-tuite da particelle di leghe di ferro-zinco (Fe-Zn) conun tasso di corrosione simile al rivestimento zincatoe la sua presenza sottoforma di bolle disperse nonè preoccupante. Una presenza concentrata di residui
(matte) può portare allo scarto dell’articolo poichétende a rendere più fragile il rivestimento.
Punti scoperti/privi di rivestimento
Decisione: Accettabile se limitati ad una zona ridot-ta e facilmente riparabili, a seconda della natura delprodotto
Piccole zone non rivestite, con un massimo di 3 mmdi larghezza, su un rivestimento galvanizzato sonogeneralmente autoriparabili, grazie alla protezionecatodica del rivestimento circostante e hanno pocoeffetto sulla durabilità del rivestimento.
Aree più grandi devono essere sottoposte a riparazio-ne, utilizzando una specifica metodologia (capitolo 7).
Secondo la norma di riferimento sulla zincatura, UNI
EN ISO 1461, il totale delle aree riparate non deve su-perare lo 0,5% della superficie totale dell’articolo eciascuna delle zone di riparazione non dovrebbe su-perare i 10cm2, salvo diverso accordo con il cliente.Tuttavia, eccezionalmente possono essere riparatesuperfici con più di 10cm2 quando a causare il difettosono inevitabili bolle di aria che si formano durante ilprocesso di zincatura a causa del formato dei pezzi.
Le zone non rivestite possono essere causate daun’inadeguata preparazione dei pezzi, da parte dellozincatore, e/o da un insieme di fattori che sfuggonoal suo controllo, per i quali non può essere respon-sabilizzato, in particolare, la presenza di scorie disaldatura, di difetti di laminazione dell’acciaio (comesovrapposizioni, pieghettature e laminazione la-mellare) e impurità non metalliche sulla superficiedell'acciaio.
Blasen/Einschlüsse
Fazit: Kann je nach Größe und Ausbreitung ein Ableh-nungsgrund sein
Blasen entstehen durch den Einschluss von Partikeln(harter Zink) in der Beschichtung. Diese Partikel bes-tehen aus Eisen-Zink (Fe-Zn) mit einem ähnlichenKorrosionsgrad wie die verzinkte Oberfläche, und ihrVorhandensein als verteilte Blasen stellt kein Pro-blem dar. Einschlüsse von konzentrierten Partikeln
können ein Ablehnungsgrund sein, da diese die Sta-bilität der Beschichtung gefährden können.
Nicht abgedeckte/beschichtete Stellen
Fazit: akzeptabel, wenn es sich um kleine und leichtbehebbare Stellen handelt, je nach Art des Produkts
Kleine örtliche Fehler in einer verzinkten Oberflächebis zu einer Breite von ca. 3 mm beheben sich norma-lerweise dank des kathodischen Schutzes der umge-benden Beschichtung von selbst und haben praktischkeinen Einfluss auf die Haltbarkeit der Beschichtung.
Größere Flächen müssen mittels eines definiertenVerfahrens korrigiert werden (Kapitel 7).
Laut der Referenznorm für Verzinkung, EN ISO 1461,darf die Gesamtfläche der reparierten Stellen 0,5 %
der Gesamtfläche des Werkstücks nicht überschrei-ten, und keine der reparierten Stellen darf größerals 10cm² sein, falls nicht mit dem Kunden ander-weitig vereinbart. In Ausnahmefällen können Flächengrößer als 10cm² repariert werden, falls der Fehlerdurch unvermeidliche Luftblasen aufgrund der Formder Werkstücke während des Verzinkungsprozessesentstanden ist.
Fehler in der Beschichtung können durch fehlerhafteVorbereitung der Teile durch den Verzinker und/oderverschiedene Faktoren außerhalb dessen Kontrolleentstehen, für die er nicht verantwortlich gemachtwerden kann. Dazu zählen Stellen mit Schweißschlac-ke, Walzfehler im Stahl (z. B. Überlagerungen, Faltenoder Unebenheiten) und nichtmetallische Unreinhei-ten, die in der Stahloberfläche eingeschlossen sind.
Pontos descobertos | Points découverts | BarePuntos descubiertos | Punti scoperti | Nicht abgedeckte
31.32.33
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 26/52
26
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Mancha húmida de armazenagem ou depósitobranco volumoso (corrosão branca)
Decisão: Não é da responsabilidade do galvanizador;a não ser que esteja presente antes da entrega. Acei-tável se o depósito não aderente é removido e o re-vestimento cumpre os requisitos de espessura
Um depósito volumoso de cor cinza ou branco, co-nhecido por corrosão branca, pode formar-se nasuperfície de artigos galvanizados de fresco, quandoempilhados de forma muito compacta, dando origemà formaçao da humidade por deficientes condiçõesde ventilaçao, durante o armazenamento.
Em casos extremos,o nível de protecção do revesti-mento de zinco pode ser seriamente afectado, mas,geralmente, o ataque é muito leve, apesar da aparên-cia volumosa do depósito. A iniciação e desenvolvimen-to da corrosão branca em superfícies galvanizadas de
fresco previne-se tendo em atenção as condições dearmazenamento e transporte (garantindo uma ade-quada ventilação das peças) e/ou por aplicação de tra-tamento suplementar da passivação, à base de crómio.No entanto, a aplicação deste último tem condicionan-tes ambientais, devido ao uso do crómio.
Actualmente, já existem passivantes isentos da cró-mio, porém a sua aplicaçao é, normalmente, aconse-lhada para temperatura ambiente, a que condicionaa sua performance no processa de galvanização, queenvolve temperaturas elevadas. Onde a mancha émais fina e suave, sem crescimento da camada doóxido de zinco, que pode ser atestado passando le-vemente as pontas dos dedos pela superfície, estairá desaparecer gradualmente e misturar-se coma superfície do zinco que a rodeia, como resultadoda normal exposição ao ar. Quando a área afectadanão ficar totalmente exposta em serviço, particular-mente no lado oposto da face de trabalho da peça e
nas áreas de condensação, ou quando estiver sujeitaa um ambiente húmido, a corrosão branca deve serremovida, mesmo que seja superficial.
A remoção é necessária para permitir a formaçãodo filme de carbonato de zinco, que, normalmente,contribui para a resistência á corrosão dos revesti-mentos galvanizados.
Pintas pretas/nódoas do fluxo
Decisão: Aceitável, se os resíduos do fluxo forem re-movidos
Partículas de sujidade podem ser apanhadas pelasuperfície do revestimento galvanizado, a partir dochão, dos camiões ou do contacto com outros arti-gos. Estas partículas são prontamente retiradas paramanter o revestimento intacto e não são prejudiciais.
Manchas pratas ou depósitos de fluxo apanhados pelasuperfície da peça durante a sua extracção do banhode zinco não justifica a rejeição, desde que o revesti-mento esteja intacto e os depósitos sejam removidos.
Tache humide de stockage ou dépôt blancvolumineux (corrosion blanche)
Décision : Elle n'est pas de la responsabilité du gal-vaniseur, à moins qu'elle soit présente avant la livrai-son. Acceptable si le dépôt non adhérent est enlevé etsi le revêtement respecte les exigences d'épaisseur.
Un dépôt volumineux de couleur grise ou blanche, con-nu sous le nom de corrosion blanche, peut se former àla surface d'articles galvanisés récemment, lorsqu'ilssont empilés de forme très compacte, ce qui provoquela formation de la humidité en raison de mauvaisesconditions de ventilation pendant le stockage.
Dans des cas extrêmes, le niveau de protection durevêtement de zinc peut être sérieusement affec-té mais en règle générale, l'attaque est très légère,malgré l'apparence volumineuse du dépôt. Le dé-clenchement et le développement de la corrosion
blanche sur les surfaces galvanisées récemmentsont évitables en prenant des précautions au niveaudes conditions de stockage et de transport (en garan-tissant une ventilation adéquate des pièces) et/ou parl'application du traitement supplémentaire de passi-vation, à base de chrome. Néanmoins, l'applicationde ce dernier a des contraintes environnementales,en raison de l'utilisation de chrome.
À l'heure actuelle, ils existent déjà des produits depassivation exempts de chrome. Néanmoins, leurapplication est normalement conseillée à tempéra-ture ambiante, ce qui limite leur performance dans leprocessus de galvanisation, qui implique des tempé-ratures élevées. Dans la zone où la tâche est plus fineet douce, sans croissance de la couche d'oxyde dezinc, ce qui peut être confirmé en passant doucementle bout des doigts à la surface, celle-ci disparaîtraprogressivement et se mélangera avec la surface duzinc qui l'entoure, lors de l'exposition normale à l'air.
Lorsque la zone affectée n'est pas totalement expo-sée en fonctionnement, en particulier du côté opposéde la face de travail de la pièce et dans les zones decondensation, ou lorsqu'elle sera soumise à un en-vironnement humide, la corrosion blanche doit êtreenlevée, même si elle est superficielle.
Le retrait est nécessaire pour permettre la formationde la pellicule de carbonate de zinc, qui contribuenormalement à la résistance à la corrosion des revê-tements galvanisés.
Points noirs/tâches de flux
Décision: Acceptable, si les résidus du flux sontenlevés.
Les particules de saleté peuvent se trouver à la sur-face du revêtement galvanisé, et provenir du sol, descamions ou du contact avec d'autres articles. Cesparticules sont rapidement enlevées pour maintenirle revêtement intact et ne sont pas préjudiciables.
Les tâches noires ou les dépôts de flux piégés à lasurface de la pièce durant son extraction du bain dezinc ne justifient pas le refus, dès lors que le revête-ment est intact et que les dépôts sont enlevés.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 27/52
34
35
36
Wet storage stain or bulky white deposit(white corrosion)
Decision: The galvanizer can only be held accountablefor this type of staining if they inspect the productsbefore shipment. Acceptable if the non-adherentdeposit is removed and the coating meets thicknessrequirements
A bulky white or grey deposit known as white corro-sion may form on the surface of freshly galvanizedarticles, if closely stacked, as poor ventilation duringstorage may cause them to become damp. In extremecases, the protective value of the zinc coating may beseriously compromised; however, the damages cau-sed by this type of deposit are often of little signifi-cance, despite its bulky appearance.
White corrosion on freshly galvanized surfaces can beprevented by ensuring suitable storage and transpor-
tation conditions (namely by ensuring suitable ven-tilation) and/or through passivation of the materialsinvolved using chromium. However, application of achromium coating is harmful to the environment.
Although chromium-free passivating agents are cur-rently available, their application is usually recom-mended at ambient temperature, which conditionstheir use during the galvanizing process, which requi-res high temperatures. Light, smooth staining, with nodeposition of a zinc oxide layer, whose presence canbe ascertained by lightly running the fingertips overthe surface, will gradually disappear and blend withthe surrounding zinc surface as a result of normal airexposure. White corrosion, even if superficial, must beremoved from areas not fully exposed during opera-tion, particularly the underside of parts, condensationareas and parts located in humid environments.
Removal of white corrosion is required for the forma-
tion of the zinc carbonate film that usually contribu-tes to increasing the corrosion resistance of galvani-zed coatings.
Dark spots/Flux staining
Decision: Acceptable if flux staining is removed
Dirt particles from the floor, trucks or picked up fromcontact with other articles may adhere to the surfaceof the galvanized coating. Despite not causing dama-ges, these particles must be immediately removed tokeep the coating intact.
Dark spots and flux staining eventually developed afterparts are removed from the zinc bath do not constitutegrounds for rejection, provided that the coating is in-tact and all deposits have been removed.
Manchas | Tache | StainsManchas | Macchia | Stains
34.35.36

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 28/52
28
37
38
Variations au niveau de l'aspect et son influence sur la qualité du revêtementVariations in appearance and impact on coating quality
Variaciones en la apariencia y su influencia en la calidad del revestimientoVariações na aparência e influência na qualidade do revestimento
Mancha húmeda de almacenado o depósito blancovoluminoso (corrosión blanca)
Decisión: No es responsabilidad del galvanizador, ano ser que esté presente antes de la entrega. Acepta-ble si el depósito no adherente se elimina y el revesti-miento cumple los requisitos de espesor
Se puede formar un depósito voluminoso de colorgris o blanco, conocido como corrosión blanca, en lasuperficie de artículos galvanizados recientes, cuan-do se apilan de forma muy compacta, dando origen ala formación de la humedad por las deficientes con-diciones de ventilación durante el almacenamiento.
En casos extremos, el nivel de protección del reves-timiento de zinc se puede ver seriamente afectadopero, en general, el ataque es muy leve, a pesar dela apariencia voluminosa del depósito. El inicio y eldesarrollo de la corrosión blanca en superficies re-
cién galvanizadas se previene teniendo en cuenta lascondiciones de almacenamiento y transporte (garan-tizando una adecuada ventilación de las piezas) y/opor aplicación de un tratamiento complementario dela pasivación, a base de cromo. Sin embargo, la apli-cación de este último tiene limitaciones ambientales,debido al uso del cromo.
Actualmente, ya existen pasivantes exentos de cromo;sin embargo su aplicación normalmente se aconsejapara temperatura ambiente, lo que condiciona su ren-dimiento en el proceso de galvanización, que implicatemperaturas elevadas. Cuando la mancha es másfina y suave, sin crecimiento de la capa del óxido dezinc, que se puede comprobar pasando levemente laspuntas de los dedos por la superficie, esta desapa-recerá gradualmente y se mezclará con la superficiedel zinc que la rodea, como resultado de la exposiciónnormal al aire. Cuando el área afectada no está total-mente expuesta durante el uso, particularmente en
el lado opuesto de la cara de trabajo de la pieza y enlas áreas de condensación, o cuando esté sometidaa un ambiente húmedo, la corrosión blanca se debeeliminar, incluso aunque sea superficial.
La eliminación es necesaria para permitir la forma-ción de la película de carbonato de zinc que, normal-mente, contribuye a la resistencia a la corrosión delos revestimientos galvanizados.
Puntos negros/manchas del flujo
Decisión: Aceptable, si se eliminan los depósitos delflujo
Las partículas de suciedad pueden ser atrapadas porla superficie del revestimiento galvanizado, a partirdel suelo, desde los camiones o por el contacto conotros artículos. Estas partículas se eliminan rápida-mente para mantener el revestimiento intacto y noson perjudiciales.
Las manchas negras o los depósitos de flujo atrapadospor la superficie de la pieza durante su extracción delbaño de zinc no justifican el rechazo, siempre que elrevestimiento esté intacto y los depósitos se eliminen.
Macchia umida da stoccaggio o deposito bianco diconsiderevoli dimensioni (corrosione bianca)
Decisione: Non è di responsabilità dell’addetto allazincatura, a meno che non fosse presente prima del-la consegna. È accettabile se il deposito non aderenteviene rimosso ed il rivestimento soddisfa i requisitidi spessore
Un deposito grigio o bianco di considerevoli dimen-sioni , noto come corrosione bianca, può formarsisulla superficie di articoli appena zincati quando ac-catastati in modo molto compatto, dando luogo allaformazione di umidità per mancanza di adeguatecondizioni di ventilazione durante lo stoccaggio.
In casi estremi, il livello di protezione del rivestimen-to di zinco può essere seriamente compromesso, main generale, l'attacco è molto leggero, nonostante leconsiderevoli dimensioni del deposito. L’inizio e lo
svilupparsi della corrosione bianca sulle superfici ap-pena zincate può essere evitato avendo cura di garan-tire adeguate condizioni di stoccaggio e di trasporto(assicurando un’adeguata ventilazione dei pezzi) e/oapplicando un trattamento extra di passivazione, abase di cromo. Tuttavia, l'applicazione di quest'ultimotrattamento è soggetto a vincoli ambientali a causadell'uso di cromo.
Attualmente, esistono passivanti esenti da cromo,ma la loro applicazione è solitamente consigliata atemperatura ambiente, il che non è compatibile conil processo di zincatura che prevede temperature ele-vate. Dove la macchia è più sottile e leggera, con unostrato di ossido di zinco sottile, che può essere veri-ficata passando leggermente le punta delle dita sullasuperficie, questa scomparirà gradualmente fonden-dosi con la superficie di zinco che la circonda, comerisultato dalla normale esposizione all'aria. Quandol'area interessata non è interamente esposta, in par-
ticolare sul lato opposto della superficie di lavoro delpezzo e sulle zone di condensa, oppure in presenza diun ambiente umido, la corrosione deve essere rimos-sa anche quando appare superficiale.
È necessario procedere alla rimozione per consentirela formazione dello strato di carbonato di zinco, chenormalmente contribuisce alla resistenza alla corro-sione dei rivestimenti zincati.
Puntini neri/macchie di flusso
Decisione: Accettabile, se i residui di flusso vengonorimossi
Le particelle di sporco possono fissarsi sulla superfi-cie del rivestimento galvanizzato a contatto con il pa-vimento, camion o altre superfici. Queste particellevengono immediatamente rimosse al fine di mante-nere il rivestimento intatto e non sono dannose.
Macchie nere o depositi di flusso sulla superficie chesi depositano sul pezzo durante l’estrazione dal bagnodi zinco non sono motivo di scarto, a condizione che ilrivestimento sia intatto ed i depositi vengano rimossi.
Variazioni dell’aspetto esterno e la sua influenza sulla qualità del rivestimentoAbweichungen im aussehen und deren einfluss auf die qualität der beschichtung
Pintas pretas | Points noirs | Dark spotsPuntos negros | Puntini neri | Schwarze Flecken
37.38.39.40.41.42

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 29/52
40
41 42
39 Feuchte Lagerungsstellen oder weiße Ablagerungen(Weißkorrosion)
Fazit: Unterliegt nicht der Verantwortung des Verzin-kers, es sei denn, diese waren bereits bei Anlieferungvorhanden. Nur akzeptabel, wenn die Ablagerungentfernt wird und die Beschichtung die Anforderun-gen bzgl. der Dicke erfüllt
Eine dicke graue oder weiße Ablagerung, auch Weiß-korrosion genannt, kann sich auf frisch verzinktenWerkstücken bilden, wenn diese sehr kompakt ges-tapelt werden. Dabei entsteht Feuchtigkeit aufgrundvon mangelnder Luftzirkulation bei der Lagerung. Inextremen Fällen kann die Schutzwirkung der Zink-beschichtung beeinträchtigt werden.
Normalerweise ist der Schaden jedoch trotz des vo-luminösen Aussehens der Ablagerung sehr gering.Die Bildung von Weißkorrosion auf verzinkten Ober-
flächen lässt sich verhindern, indem bei Transportund Lagerung bestimmte Maßnahmen ergriffen wer-den (ausreichende Belüftung der Werkstücke) und/oder durch Auftragen einer Passivierungsschicht aufBasis von Chrom. Letzteres hat jedoch aufgrund desverwendeten Chroms negative Umweltfolgen.
Heutzutage existieren bereits chromfreie Passivierer.Deren Anwendung erfolgt jedoch normalerweise beiUmgebungstemperatur, was den Einsatz bei der Ver-zinkung einschränkt, da diese bei hohen Temperatu-ren erfolgt. Wenn der Fleck dünn und glatt ist und dieZinkoxidoberfläche nicht gewachsen ist (dies kanndurch Berührung der Oberfläche mit den Fingers-pitzen festgestellt werden), wird dieser mit der Zeitverschwinden und sich beim Kontakt mit Luft mit derumgebenden Zinkoberfläche vermischen. Wenn derbetroffene Bereich im Einsatz nicht vollständig frei-liegt, insbesondere auf der abgewandten Seite desWerkstücks und in Bereichen mit Kondensation, oder
falls das Werkstück in einer feuchten Umgebung ein-gesetzt wird, muss selbst oberflächliche Weißkorro-sion entfernt werden.
Dies ist notwendig, um die Bildung des Zinkkarbonat--Films zu ermöglichen, der normalerweise zur Korro-sionsbeständigkeit der verzinkten Oberflächen beiträgt.
Schwarze Flecken/Flussrückstände
Fazit: akzeptabel, sofern die Flussrückstände ent-fernt werden
Schmutzpartikel vom Boden, von Lastwagen odervom Kontakt mit anderen Werkstücken können indie Oberfläche der Zinkbeschichtung eingeschlossenwerden. Diese Partikel werden unverzüglich entfernt,um die Beschichtung intakt zu halten und nicht zubeeinträchtigen.
Bei der Entnahme aus dem Zinkbad in die Oberflächedes Werkstücks eingeschlossene schwarze Fleckenoder Flussrückstände sind kein Grund zur Ableh-nung, sofern die Beschichtung intakt ist und dieEinschlüsse entfernt werden.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 30/52
30
43
DURABILIDADE DOS REVESTIMENTOS OBTIDOS
DURABILIDAD DE LOS REVESTIMIENTOS OBTENIDOS
DURABILITÉ DES REVÊTEMENTS OBTENUS
DURABILITÀ DEI RIVESTIMENTI
COATING DURABILITY
HALTBARKEIT DER BESCHICHTUNG
Ambientes
Ambientes aparentemente muito semelhantes dãolugar, frequentemente, a condições de corrosão dis-tintas, devido a diferenças na direcção e intensidadedos ventos predominantes, presença de gases cor-rosivos, ciclos seco/molhado e outras condições at-mosférias particulares.
Em atmosferas secas e mornas é muito grande a es-tabilidade que o zinco tem. Neste caso, a camada deóxido de zinco que se forma sobre o revestimento con-serva-se inalterada e a protecção proporcionada pelozinco mantém-se assim indefinidamente (em teoria).
Para estimar a duração da protecção que um reves-timento obtido por galvanização proporciona, deveter-se em consideração diferentes factores, entreos quais se destacam as condições climatéricas dolugar, a presença na atmosfera de contaminantesagressivos originados por actividades urbanas ou in-dustriais e a proximidade do mar.
Nas zonas próximas da costa, onde a velocidade decorrosão é acelerada pela presença na atmosferade pequenas gotas de água que contêm cloretossolúveis, o comportamento dos revestimentos ob-tidos por galvanizaçao é excepcionalmente bom emcomparaçao com outros sistemas de protecção.Emáreas pouco industrializadas os revestimentos obti-dos por galvanização proporcionam uma protecçãoadequada e duradoura.
Porém, nas zonas industriais, a presença na at-mosfera de impurezas, tais como dióxido de enxo-fre (SO2) e outros compostos químicos, tem comoconsequência a formação de sais básicos de zinco,
que têm maior solubilidade. Os sais básicos de zincodissolvem-se com a chuva e a humidade, deixando ozinco mais exposto ao ataque.
Em condições de corrosividade extrema, existentesnas zonas muito industrializadas, recomenda-secomplementar a protecção do revestimento gal-vanizado com uma pintura adequada às condiçõesambientais, proporcionando uma protecção mais du-radoura e económica. A duração dos revestimentosobtidos por galvanização expostos à atmosfera (arambiente) é praticamente proporcional à sua espes-sura. São apresentados alguns dados sobre o tempoprovável de protecção proporcionado em diferentestipos de atmosferas.
Les environnements
Les environnements apparemment très semblablesdonnent lieu, fréquemment, à des conditions de corro-sion distinctes, en raison des différences au niveau dela direction et de l'intensité des vents prédominants,de la présence de gaz corrosifs, de cycles sec/mouilléet d'autres conditions atmosphériques particulières.
Dans les atmosphères sèches et tièdes, la stabil-ité du zinc est très grande. Dans ce cas, la couched'oxyde de zinc qui se forme sur le revêtement n'estpas modifiée et la protection proportionnée par lezinc se maintient donc indéfiniment (en théorie).
Pour estimer la durée de la protection que fournit unrevêtement obtenu par galvanisation, il est nécessairede prendre en considération différents facteurs, parmilesquels se distinguent les conditions climatiques dulieu, la présence dans l'atmosphère de contaminantsagressifs provenant d'activités urbaines ou industri-elles et la proximité de la mer.
Dans les zones proches de la côte, où la vitessede corrosion est accélérée par la présence dansl'atmosphère de petites gouttes d'eau qui contien-nent des chlorures solubles, le comportement desrevêtements obtenus par galvanisation est excep-tionnellement bon en comparaison avec d'autressystèmes de protection. Dans des zones peu indus-trialisées, les revêtements obtenus par galvanisationfournissent une protection appropriée et durable.
Néanmoins, dans les zones industrielles, la présencedans l'atmosphère d'impuretés comme le dioxyde desoufre (SO2) et d'autres composés chimiques a pourconséquence la formation de sels basiques de zinc,
qui ont une plus grande solubilité. Les sels basiquesde zinc se dissolvent avec la pluie et l'humidité etlaisse le zinc plus exposé à l'attaque.
Dans des conditions de corrosivité extrême qui exist-ent dans les zones très industrialisées, il est recom-mandé de compléter la protection du revêtementgalvanisé avec une peinture adaptée aux conditionsenvironnementales, fournissant une protection plusdurable et économique. La durée des revêtementsobtenus par galvanisation et exposés à l'atmosphère(air ambiant) est pratiquement proportionnelle àleur épaisseur. Quelques données sur le tempsprobable de protection fourni dans différents typesd'atmosphères sont présentées.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 31/52
44
46
45
Environments
Apparently similar environments often lead to dif-ferent corrosion conditions, due to differences in thedirection and speed of predominant winds, presenceof corrosive gases, wet/dry cycles and other specificatmospheric conditions.
Zinc is very stable in dry, warm environments, as thezinc oxide layer that forms on zinc coatings remainsintact, thus indefinitely preserving the protective abil-ity of the zinc layer (in theory).
Several factors need to be considered in order to es-timate the duration of protection provided by a gal-vanized coating, namely climate conditions, presenceof aggressive contaminants in the atmosphere, as aresult of urban or industrial activities, and proximityto the sea.
In coastal areas, where corrosion rates are increasedby the presence in the atmosphere of small waterdroplets containing soluble chlorides, galvanized coat-ings perform exceptionally well in comparison withother protection systems.
In residential and rural areas, galvanized coatingsprovide suitable, long-term protection.
In industrial areas, the presence of impurities in theatmosphere, such as sulphur dioxide (SO2) and otherchemical compounds, leads to the formation of basiczinc salts, which are more soluble. Basic zinc saltsdissolve in the rain and humid environments, leavingzinc more vulnerable to attacks.
In extremely corrosive environments, as occurs inhighly industrialised areas, application of a suitablepaint as a topcoat to a galvanized coating is recom-mended, for longer-term, less costly protection. The
useful life of galvanized coatings exposed to the at-mosphere (ambient air) is practically proportional totheir thickness. Data concerning the estimated du-ration of protection in different types of atmosphereare presented.
Ambientes | Les environnements | EnvironmentsAmbientes | Ambienti | Umgebungen
43.44.45.46
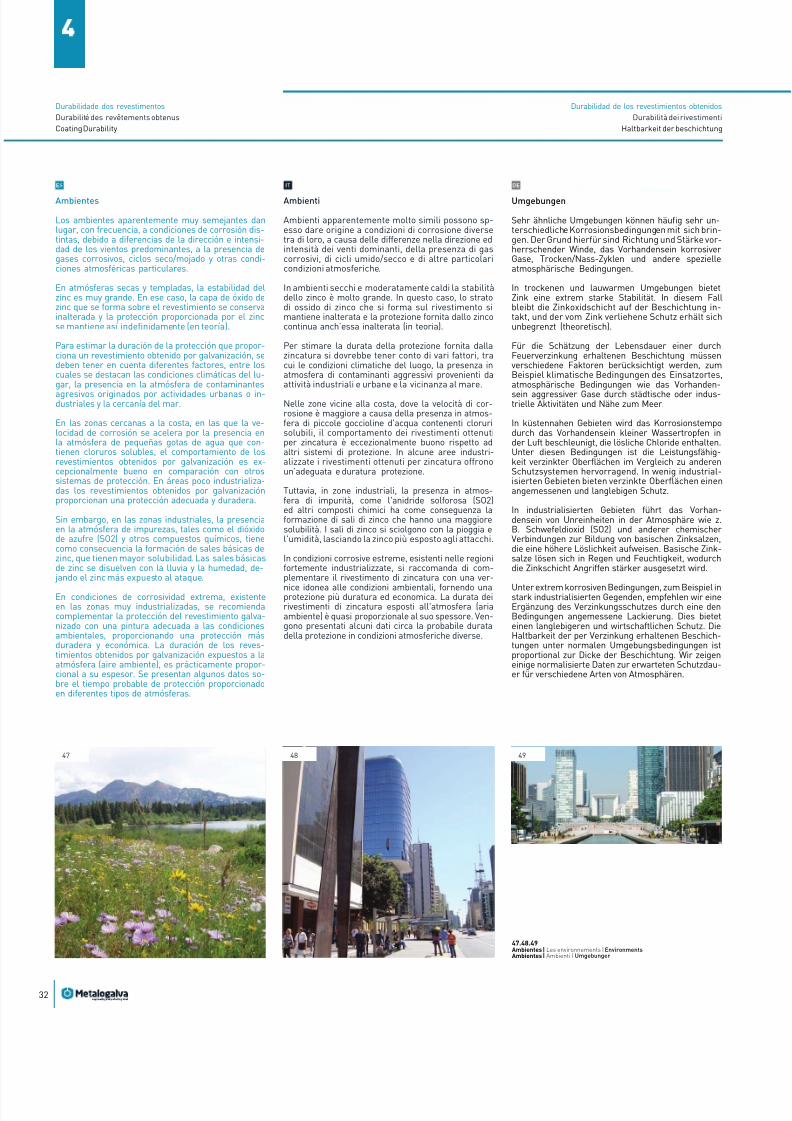
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 32/52
32
47 48 49
Ambientes
Los ambientes aparentemente muy semejantes danlugar, con frecuencia, a condiciones de corrosión dis-tintas, debido a diferencias de la dirección e intensi-dad de los vientos predominantes, a la presencia degases corrosivos, ciclos seco/mojado y otras condi-ciones atmosféricas particulares.
En atmósferas secas y templadas, la estabilidad delzinc es muy grande. En ese caso, la capa de óxido dezinc que se forma sobre el revestimiento se conservainalterada y la protección proporcionada por el zincse mantiene así indefinidamente (en teoría).
Para estimar la duración de la protección que propor-ciona un revestimiento obtenido por galvanización, sedeben tener en cuenta diferentes factores, entre loscuales se destacan las condiciones climáticas del lu-gar, la presencia en la atmósfera de contaminantes
agresivos originados por actividades urbanas o in-dustriales y la cercanía del mar.
En las zonas cercanas a la costa, en las que la ve-locidad de corrosión se acelera por la presencia enla atmósfera de pequeñas gotas de agua que con-tienen cloruros solubles, el comportamiento de losrevestimientos obtenidos por galvanización es ex-cepcionalmente bueno en comparación con otrossistemas de protección. En áreas poco industrializa-das los revestimientos obtenidos por galvanizaciónproporcionan una protección adecuada y duradera.
Sin embargo, en las zonas industriales, la presenciaen la atmósfera de impurezas, tales como el dióxidode azufre (SO2) y otros compuestos químicos, tienecomo consecuencia la formación de sales básicas dezinc, que tienen mayor solubilidad. Las sales básicasde zinc se disuelven con la lluvia y la humedad, de- jando el zinc más expuesto al ataque.
En condiciones de corrosividad extrema, existenteen las zonas muy industrializadas, se recomiendacomplementar la protección del revestimiento galva-nizado con una pintura adecuada a las condicionesambientales, proporcionando una protección másduradera y económica. La duración de los reves-timientos obtenidos por galvanización expuestos a laatmósfera (aire ambiente), es prácticamente propor-cional a su espesor. Se presentan algunos datos so-bre el tiempo probable de protección proporcionadoen diferentes tipos de atmósferas.
Ambienti
Ambienti apparentemente molto simili possono sp-esso dare origine a condizioni di corrosione diversetra di loro, a causa delle differenze nella direzione edintensità dei venti dominanti, della presenza di gascorrosivi, di cicli umido/secco e di altre particolaricondizioni atmosferiche.
In ambienti secchi e moderatamente caldi la stabilitàdello zinco è molto grande. In questo caso, lo stratodi ossido di zinco che si forma sul rivestimento simantiene inalterata e la protezione fornita dallo zincocontinua anch’essa inalterata (in teoria).
Per stimare la durata della protezione fornita dallazincatura si dovrebbe tener conto di vari fattori, tracui le condizioni climatiche del luogo, la presenza inatmosfera di contaminanti aggressivi provenienti daattività industriali e urbane e la vicinanza al mare.
Nelle zone vicine alla costa, dove la velocità di cor-rosione è maggiore a causa della presenza in atmos-fera di piccole goccioline d'acqua contenenti clorurisolubili, il comportamento dei rivestimenti ottenutiper zincatura è eccezionalmente buono rispetto adaltri sistemi di protezione. In alcune aree industri-alizzate i rivestimenti ottenuti per zincatura offronoun’adeguata e duratura protezione.
Tuttavia, in zone industriali, la presenza in atmos-fera di impurità, come l'anidride solforosa (SO2)ed altri composti chimici ha come conseguenza laformazione di sali di zinco che hanno una maggioresolubilità. I sali di zinco si sciolgono con la pioggia el'umidità, lasciando la zinco più esposto agli attacchi.
In condizioni corrosive estreme, esistenti nelle regionifortemente industrializzate, si raccomanda di com-plementare il rivestimento di zincatura con una ver-
nice idonea alle condizioni ambientali, fornendo unaprotezione più duratura ed economica. La durata deirivestimenti di zincatura esposti all'atmosfera (ariaambiente) è quasi proporzionale al suo spessore. Ven-gono presentati alcuni dati circa la probabile duratadella protezione in condizioni atmosferiche diverse.
Umgebungen
Sehr ähnliche Umgebungen können häufig sehr un-terschiedliche Korrosionsbedingungen mit sich brin-gen. Der Grund hierfür sind Richtung und Stärke vor-herrschender Winde, das Vorhandensein korrosiverGase, Trocken/Nass-Zyklen und andere spezielleatmosphärische Bedingungen.
In trockenen und lauwarmen Umgebungen bietetZink eine extrem starke Stabilität. In diesem Fallbleibt die Zinkoxidschicht auf der Beschichtung in-takt, und der vom Zink verliehene Schutz erhält sichunbegrenzt (theoretisch).
Für die Schätzung der Lebensdauer einer durchFeuerverzinkung erhaltenen Beschichtung müssenverschiedene Faktoren berücksichtigt werden, zumBeispiel klimatische Bedingungen des Einsatzortes,atmosphärische Bedingungen wie das Vorhanden-
sein aggressiver Gase durch städtische oder indus-trielle Aktivitäten und Nähe zum Meer.
In küstennahen Gebieten wird das Korrosionstempodurch das Vorhandensein kleiner Wassertropfen inder Luft beschleunigt, die lösliche Chloride enthalten.Unter diesen Bedingungen ist die Leistungsfähig-keit verzinkter Oberflächen im Vergleich zu anderenSchutzsystemen hervorragend. In wenig industrial-isierten Gebieten bieten verzinkte Oberflächen einenangemessenen und langlebigen Schutz.
In industrialisierten Gebieten führt das Vorhan-densein von Unreinheiten in der Atmosphäre wie z.B. Schwefeldioxid (SO2) und anderer chemischerVerbindungen zur Bildung von basischen Zinksalzen,die eine höhere Löslichkeit aufweisen. Basische Zink-salze lösen sich in Regen und Feuchtigkeit, wodurchdie Zinkschicht Angriffen stärker ausgesetzt wird.
Unter extrem korrosiven Bedingungen, zum Beispiel instark industrialisierten Gegenden, empfehlen wir eineErgänzung des Verzinkungsschutzes durch eine denBedingungen angemessene Lackierung. Dies bieteteinen langlebigeren und wirtschaftlichen Schutz. DieHaltbarkeit der per Verzinkung erhaltenen Beschich-tungen unter normalen Umgebungsbedingungen istproportional zur Dicke der Beschichtung. Wir zeigeneinige normalisierte Daten zur erwarteten Schutzdau-er für verschiedene Arten von Atmosphären.
Durabilità dei rivestimentiDurabilité des revêtements obtenusHaltbarkeit der beschichtungCoating Durability
Durabilidad de los revestimientos obtenidosDurabilidade dos revestimentos
Ambientes | Les environnements | EnvironmentsAmbientes | Ambienti | Umgebungen
47.48.49

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 33/52
Espessura do revestimento
Espessura do revestimentoEspessura do revestimento
Espessura do revestimento
Espessura do revestimentoEspessura do revestimento
Média de anos de duração, até que apareça uma oxidação de 5% sobre a superfície do açoDurée des années moyen, jusqu'à une rouille de 5% sur la surface de l'acier
Mean of years duration, until a 5% rust on the steel surfaceAños de duración media, hasta un 5% de óxido en la superficie de aceroDurata media di anni, fino a una ruggine 5% sulla superficie dell'acciaio
Durchschnittliche Jahren Dauer, bis eine 5% Rost auf der Stahloberfläche
Rural | Rural | Rural
Rural | Rurale | Rural
Urbano | Urban | Urban
Urbano | Urbano | Städtische
Marítimo | Maritime | Maritime
Marítimo | Maritime | Maritime
Industrial | Industrielle | Industrial
Industrial | Industrial | Industrie
40 - 80 17 - 35 10 - 15 12 - 20 4 - 8
80 - 120 35 - 50 15 - 25 20 - 35 8 - 12
120 - 200 50 - 75 25 - 40 35 - 50 12 - 18
Estes valores são apenas indicativos. | Ces chiffres ne sont qu'indicatifs. | These figures are indicative only. | Estas cifras son sólo indicativas. | Queste cifre sono solo indicative. | Diese Zahlen sind nur indikativ.
E s p e s s u r a d o r e v e s t i m e n t o e m m
i c r o n
É p a i s s e u r d e s r e v ê t e m e n t e n m i c r o n s
C o a t i n g t h i c k n e s s i n m i c r o n s
E s p e s o r d e l o s r e c u b r i m i e n t o e n m i c r a s
S p e s s o r e d e l r i v e s t i m e n t o i n m i c r o n
B e s c h i c h t u n g s d i c k e i n M i k r o m e t e r n
Tempo de vida em anos | Durée de vie en années | Lifetime in years | Vida útil en años | Durata in anni | Lebensdauerin Jahren
10 20 30 40 50
50
100
150
200
060 70 80 90
Resistenza alla corrosione in ambienti diversi
Durata media di zincatura (in anni)
Résistance à la corrosion dans des environnements différents
Durée moyenne de la galvanisation (en années)
Korrosionsbeständigkeit in verschiedenen Umgebungen
Durchschnittliche Länge der Verzinkung (in Jahren)
Corrosion resistance in different environments
Mean duration of galvanizing (in years)
Resistencia a la corrosión en diferentes entornos
Duración media de la galvanización (en años)
Resistência à corrosão em ambientes distintos
Duração média da galvanização em anos
Urbano | Urban | UrbanUrbano | Urbano | Städtische
Industrial | Industrielle | IndustrialIndustrial | Industrial | Industrie
Rural | Rural | RuralRural | Rurale | Rural
Marítimo | Maritime | Maritime
Maritime | Maritime | Maritime

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 34/52
34
PROJECTO, DESENHO E FABRICO DE PEÇAS
PROYECTO, DISEÑO Y FABRICACIÓN DE PRODUCTOS
PROJET, CONCEPTION ET FABRICATION DE PRODUITS
DISEGNO, PROGETTAZIONE E PRODUZIONE
PRODUCT, DESIGN AND MANUFACTURING
PLANUNG, DESIGN UND HERSTELLUNG DER PRODUKTE
Dimensões e forma das peças
Mediante galvanização podem-se proteger peças demuito diferente tamanho e forma; desde cavilhas,parafusos e ferragens em geral, até vigas, postes edepósitos de grande dimensão. As possibilidades degalvanização de peças grandes estão limitadas, emprincípio, pelo tamanho dos tanques dos banhos degalvanização.
Em muitos casos, as peças ou construções a galva-nizar, que são demasiado grandes para poderemimergir de uma só vez no tanque são galvanizadas,por dupla imersão, isto é, imergindo primeiro um ex-tremo e depois outro, ou por rotação do objecto sobreo seu próprio eixo.
No caso de construções metálicas de grande dimen-são a galvanização é feita por elementos, que depoisse juntam com parafusos ou por soldadura (emboraa soldadura seja o processo menos aconselhado,pois danifica o revestimento).
A fim de se evitar dificuldades quando da galvanizaçãode peças, devido à sua forma e/ou dimensão, antesde desenhar ou fabricar uma construção metálica degrande tamanho, é recomendável entrar em contactocom o galvanizador que pode aconselhar sobre os as-pectos de desenho e fabricação que facilitam e tornammais económica a posterior galvanização.
A norma ASTM A385 faz uma abordagem a este tema,dando indicações concretas sobre os aspectos a terem conta no projecto, desenho e fabrico de estru-turas para galvanização.
Dimensions et forme des pièces
Des pièces de différentes formes et dimensions peu-vent être protégées par galvanisation : depuis leschevilles, les vis et les ferrures en général aux pou-tres, poteaux et réservoirs de grande dimension.
Les possibilités de galvanisation de grandes piècessont en principe limitées par la dimension des réser-voirs des bains de galvanisation. Dans de nombreuxcas, les pièces ou constructions à galvaniser qui sonttrop grandes pour pouvoir être immergées en uneseules fois dans le réservoir sont galvanisées pardouble immersion. C'est à dire en immergeant toutd'abord une extrémité puis l'autre, ou par rotation del'objet sur son propre axe.
Dans le cas de constructions métalliques de grandedimension, la galvanisation est faite par éléments,qui sont ensuite assemblés avec des vis ou parsoudure (la soudure est néanmoins le processus lemoins conseillé, car il endommage le revêtement).
Afin d'éviter les difficultés lors de la galvanisationdes pièces, en raison de leur forme et/ou dimension,il est recommandé, avant de concevoir ou fabriquerune construction métallique de grande dimension,de contacter le responsable de la galvanisation, quipourra conseiller sur les aspects de conception etde fabrication qui faciliteront la galvanisation posté-rieure et la rendront plus économique.
La norme ASTM A385 aborde ce sujet, en donnantdes indications concrètes sur les aspects à prendreen compte lors du projet, de la conception et de lafabrication de structures soumises à la galvanisation.
Part size and shape
Galvanizing can be used to protect parts of severalsizes and shapes, ranging from bolts, screws and fit-tings in general to poles and large tanks.
Galvanizing of large parts is limited, in principle, bythe size of galvanizing tanks. Oversized parts or as-semblies are often galvanized in two stages, i.e., onesize is immersed first, followed by the other, or theobject is rotated around its axis.
Very large metal assemblies are usually divided intosmaller elements, which are galvanized separa-tely and subsequently screwed or welded togetherto form the final assembly (although welding is norusually recommended, as it damages the coating).
In order to avoid difficulties due to the shape and/or size of the parts involved, the galvanizer shouldbe consulted before the design and manufacturingstages, for advice on design and manufacturing as-pects likely to allow an easier and more economicgalvanizing process.
The ASTM A385 standard provides concrete indica-tions on the aspects to be considered when designingand manufacturing structures to be galvanized.
Produtos galvanizados | Les produits galvanisés | Galvanized productsProductos galvanizados | Prodotti zincati | Verzinkte Produkte
50.51.52.53

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 35/52
50 51 52
53
Dimensiones y forma de las piezas
Mediante la galvanización se pueden protegerpiezas de diferentes tamaños y formas, desde clavi- jas, tornillos y chapados en general, vigas, postes ydepósitos de gran dimensión. Las posibilidades degalvanización de piezas grandes están limitadas, enprincipio, por el tamaño de los tanques de los bañosde galvanización.
En muchos casos, las piezas o construcciones que sevan a galvanizar y que son demasiado grandes paraque se puedan sumergir de una sola vez en el tanque,se galvanizan por doble inmersión; es decir, sumer-giendo primero un extremo y después el otro, o porrotación del objeto sobre su propio eje.
En el caso de construcciones metálicas de gran di-mensión, la galvanización se realiza por elementos,que después se juntan con tornillos o por soldadura
(aunque la soldadura sea el proceso menos aconse- jado, porque daña el revestimiento).
Para evitar dificultades en el momento de la galva-nización de piezas, debido a su forma y/o dimensión,antes de diseñar o fabricar una construcción metáli-ca de gran tamaño, es recomendable entrar en con-tacto con el galvanizador, que puede aconsejar sobrelos aspectos de diseño y fabricación que facilitan yhacen más económica la posterior galvanización.
La norma ASTM A385 aborda este tema, dando indi-caciones concretas sobre los aspectos que hay quetener en cuenta en el proyecto, diseño y fabricaciónde estructuras para galvanización.
Dimensioni e forma dei prodotti
La zincatura è in grado di proteggere prodotti didiverse dimensioni e forme, dai bulloni, viti e fer-ramenta in genere, a travi, pali e depositi di grandedimensione. Le zincatura di articoli grandi è limitatadalle dimensioni delle vasche dei bagni di zincatura.
In molti casi, elementi o strutture da zincare troppograndi per poter essere immerse completamentenella vasca, sono galvanizzati attraverso una dop-pia immersione, ossia, prima viene immerso un latoe poi l'altro oppure l’oggetto viene fatto ruotare sulproprio asse.
Nel caso di strutture in metallo di grandi dimensionila zincatura è eseguita elemento a elemento, che sa-ranno poi montati tra di loro con bulloni o mediantesaldatura (anche se il processo di saldatura è menoraccomandabile perché danneggia il rivestimento).
Per evitare difficoltà durante la zincatura degli el-ementi, a causa della loro forma e/o dimensione,prima di disegnare o fabbricare una struttura in met-allo di grande dimensione, si consiglia di contattarel’addetto alla zincatura che potrà fornire consigli utilicirca la progettazione e costruzione che renderannopiù facile ed economica la zincatura.
La norma ASTM A385 fornisce un approccio a questoproblema ed anche informazioni concrete sugli as-petti da prendere in considerazione nella progettazi-one e produzione di strutture destinate alla zincatura.
Maße und Form der Werkstücke
Mit Hilfe von Verzinkung können Werkstücke ver-schiedenster Formen und Größen geschützt werden;Stifte, Schrauben und Eisenwaren im Allgemeinen,Träger, Masten und großvolumige Behälter.
Die Verzinkungsmöglichkeiten für große Werkstückesind im Allgemeinen durch die Größe des Ver-zinkungsbads eingeschränkt. In vielen Fällen sind diezu verzinkenden Werkstücke oder Konstruktionenzu groß, um auf einmal in den Tank eingetaucht zuwerden. Solche Teile werden durch doppeltes Ein-tauchen verzinkt: eine Seite nach der anderen, durchDrehung des Werkstücks um seine eigene Achse.
Bei sehr großen Werkstücken erfolgt die Verzinkungin Einzelteilen, die anschließend verschraubt oderverschweißt werden (wobei Verschweißung wenigerempfehlenswert ist, weil dabei die Beschichtung be-
schädigt wird.
Um Schwierigkeiten bei der stückweisen Verzinkungaufgrund von Form oder Größe der Teile zu vermei-den, sollte der Verzinker vor dem Design bzw. derHerstellung großer metallischer Teile konsultiertwerden. Er kann Ratschläge zu Design- und Herstel-lungsaspekten geben, die eine spätere Verzinkungerleichtern und verbilligen können.
Die Norm ASTM A385 behandelt dieses Thema undgibt konkrete Ratschläge für Planung, Design undHerstellung von Strukturen zur späteren Verzinkung.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 36/52
36
54 55
Problemas de distorção das peças
Algumas construções metálicas têm tendência a so-frer distorção quando são galvanizadas. Isto deve-se,sobretudo, às tensões induzidas durante a fabricaçãodo aço e/ou durante a fabricação e montagem porsoldadura da estrutura/construção metálica.
Para reduzir ao minimo este efeito, os projectistasdevem ter em conta as seguintes recomendações:
a) Sempre que possível, devem utilizar perfis lamina-dos simétricos, tais como perfis em I ou duplo T (H),no lugar de perfis em U ou cantoneiras;
b) Para reduzir as solicitações térmicas da soldaduradevem ser especificadas técnicas da reduçao de ten-sões (preparaçao de juntas de forma a reduzir o vol-ume da soldadura e, portanto, a quantidade de calor,estudo da sequência da soldadura, etc.);
c) Quando se tem que quinar ou deformar o aço, devefazer-se com o maior raio de dobragem possível;
d) Sempre que posslvel, é preferível construir empartes separadas, de maneira que cada conjunto ouelemento possa galvanizar-se numa só imersão;
f) A configuração das peças deve prever pontos desuspensão, extracção de gases (evitar a formação debolsas de ar), e escoamento/drenagem dos fluídos aolongo do processo;
e) Deve evitar-se a combinaçao de materiais, desecção e massa muito diferentes. Assim as diferen-ças de velocidade de aquecimento e arrefecimentodas peças vão ser eliminadas.
Problèmes de déformation des pièces pendant lagalvanisation
Certaines constructions métalliques ont tendance à sedéformer lorsqu'elles sont galvanisées. Ceci est sur-tout dû aux contraintes induites pendant la fabricationde l'acier et/ou pendant la fabrication et le montagepar soudure de la structure/construction métallique.
Pour minimiser cet effet, les concepteurs doiventtenir compte des recommandations suivantes :
a) Chaque fois que cela est possible, des profils lami-nés symétriques, comme les profils en I ou double T(H), devront être utilisés au lieu des profils en U oudes cornières;
b) Pour réduire les sollicitations thermiques dela soudure, des techniques de réduction des con-traintes (préparation des joints de forme à réduire
le volume de la soudure et donc, la quantité de lachaleur, l'étude de la séquence de la soudure, etc.)doivent être spécifiées;
c) Lorsqu'il est nécessaire de plier ou déformerl'acier, cela doit être fait avec le plus grand rayon depliage possible;
d) Chaque fois que cela est possible, il est préférablede construire en parties séparées, afin que chaqueensemble ou élément puisse être galvanisé en uneseule immersion;
f) La configuration des pièces doit prévoir des pointsde suspension, d'extraction de gaz (pour éviter la for-mation de poches d'air) et l'écoulement/évacuationdes fluides tout au long du processus;
e) La combinaison de matériaux de section et massetrès différentes doit être évitée. Les différences de
vitesse de chauffage et refroidissement des piècesseront ainsi éliminées.
Distortion during galvanizing
Some metal structures are prone to distortion duringgalvanizing. This is mostly due to induced stressesduring steel manufacturing and/or during the manu-facturing and welding of the metal structure/assem-bly.
To minimise this effect, designers should observe thefollowing recommendations:
a) Symmetrical rolled sections should be used when-ever possible, such as L-shaped or double T-shapedsections (H-shaped), instead of U-shaped sections orangles;
b) Balanced welding techniques should be used to re-duce thermal stress (preparation of joints in order toreduce weld volume and the amount of heat required,welding sequence analysis, etc.);
c) The largest possible radius should be used whenbending of steel sections is required;
d) Separate parts that can be galvanized in a singledip should be manufactured whenever possible;
f) Suspension points, gas extraction (in order to avoidthe formation of air pockets) and fluid drainage dur-ing the galvanizing process should be consideredwhen designing parts;
e) The combination of parts of widely different sizesand weights should be avoided to eliminate eventualdifferences in heating and cooling rates.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 37/52
56
Problemas de distorsión de las piezas, durante lagalvanización
Algunas construcciones metálicas tienen tenden-cia a sufrir distorsión cuando se galvanizan. Esto dedebe, sobre todo, a las tensiones inducidas durantela fabricación del acero y/o durante la fabricación ymontaje por soldadura de la estructura/construcciónmetálica.
Para reducir al mínimo este efecto, los diseñadoresdeben tener en cuenta las siguientes recomenda-ciones:
a) Siempre que sea posible, deben usar perfiles lami-nados simétricos, tales como perfiles en I o doble T(H), en el lugar de perfiles en U o angulares;
b) Para reducir las solicitudes térmicas de la sol-dadura se deben especificar técnicas de reducción
de tensiones (preparación de juntas para reducir elvolumen de la soldadura y, por lo tanto, la cantidad decalor, estudio de la secuencia de la soldadura, etc.);
c) Cuando se tiene que doblar o deformar el acero, sedebe hacer con el mayor ángulo de doblado posible;
d) Siempre que sea posible, es preferible construiren partes separadas, de manera que cada conjunto oelemento se pueda galvanizar en una sola inmersión.
f) La configuración de las piezas debe prever puntosde suspensión, extracción de gases (evitar la for-mación de bolsas de aire), y vaciado/drenaje de losfluidos a lo largo del proceso.
e) Se debe evitar la combinación de materiales, quetengan una sección y una masa muy diferentes. Asíse eliminarán las diferencias de velocidad de calen-tamiento y enfriamiento de las piezas.
Problemi di distorsione dei pezzi durante la zinca-tura
Alcune strutture di metallo possono subire delledistorsioni durante la zincatura. Ciò è dovuto princi-palmente alle sollecitazioni indotte durante la pro-duzione dell’acciaio e/o durante la fabbricazione el'assemblaggio mediante saldatura della struttura inmetallo.
Per ridurre al minimo questo effetto, i progettistidevono tenere in considerazione le seguenti rac-comandazioni:
a) Utilizzare, sempre che possibile, profili laminatisimmetrici, come per esempio i profili a “I”o a doppioT (H) al posto dei profili ad “U” o angolari;
b) Per ridurre le sollecitazioni termiche durante lazincatura devono essere applicate tecniche di ri-
duzione di tensioni (preparazione di guarnizioni perridurre il volume della saldatura, e quindi la quantitàdi calore risultante dalla saldatura, ecc.);
c) Quando si deve piegare o deformare l’acciaio, si deveadottare il massimo raggio possibile di piegatura;
d) Sempre che possibile, è preferibile progettareuna struttura costituita da pezzi separati, in modoche ogni insieme o elemento possa essere zincato inun'unica immersione.
f) La configurazione delle parti deve contemplarepunti di sospensione, aspirazione dei fumi (per evitarela formazione di sacche d'aria), e scolo/drenaggio deiliquidi durante tutto il processo.
e) Evitare l’associazione di materiali, con sezione emassa molto diversa. In questo modo saranno elimi-nate le differenze nella velocità di riscaldamento e
raffreddamento delle parti.
Verformung von Werkstücken bei der Verzinkung
Manche metallische Konstruktionen neigen dazu,sich bei der Verzinkung zu verformen. Dies liegthauptsächlich an Spannungen, die bei der Herstel-lung des Stahls und/oder bei der Herstellung undVerschweißung der metallischen Struktur/Konstruk-tion entstanden sind.
Um diesen Effekt zu minimieren, sollten die Planerfolgende Empfehlungen beachten:
a) Wann immer möglich sollten symmetrisch gewalz-te Profile wie I- oder doppelte T (H)-Profile anstellevon U-Profilen oder Winkeln verwendet werden;
b) Um die thermischen Anforderungen beim Versch-weißen zu senken, sollten Techniken zur Spannungs-senkung definiert werden (Vorbereitung von Verbind-ungsstellen zur Minimierung des Schweißvolumens
und somit der Hitze, Studien zur Schweißsequenzusw.)
c) Wenn der Stahl gebogen oder deformiert werdenmuss, sollte dies im größtmöglichen Winkel erfolgen;
d) Wann immer möglich sollten separate Teile gefer-tigt werden, sodass jedes einzelne Bauteil in einemEintauchvorgang verzinkt werden kann.
f) Bei der Planung der Teile sollten Punkte für Auf-hängung und Entgasung (Vermeidung von Luftblas-en) sowie für den Abfluss von Flüssigkeiten währenddes Vorgangs eingeplant werden.
e) Die Kombination von Materialien mit stark un-terschiedlichem Querschnitt und Masse sollte ver-mieden werden. Auf diese Weise werden die Unter-schiede bei Erhitzungs- und Abkühltempo der Teileminimiert.
Peças distorcidas | Déformer les parties | Distorted partsPartes distorsionadas | Distorcere i componenti | Verzerrte Teile
54.55.56
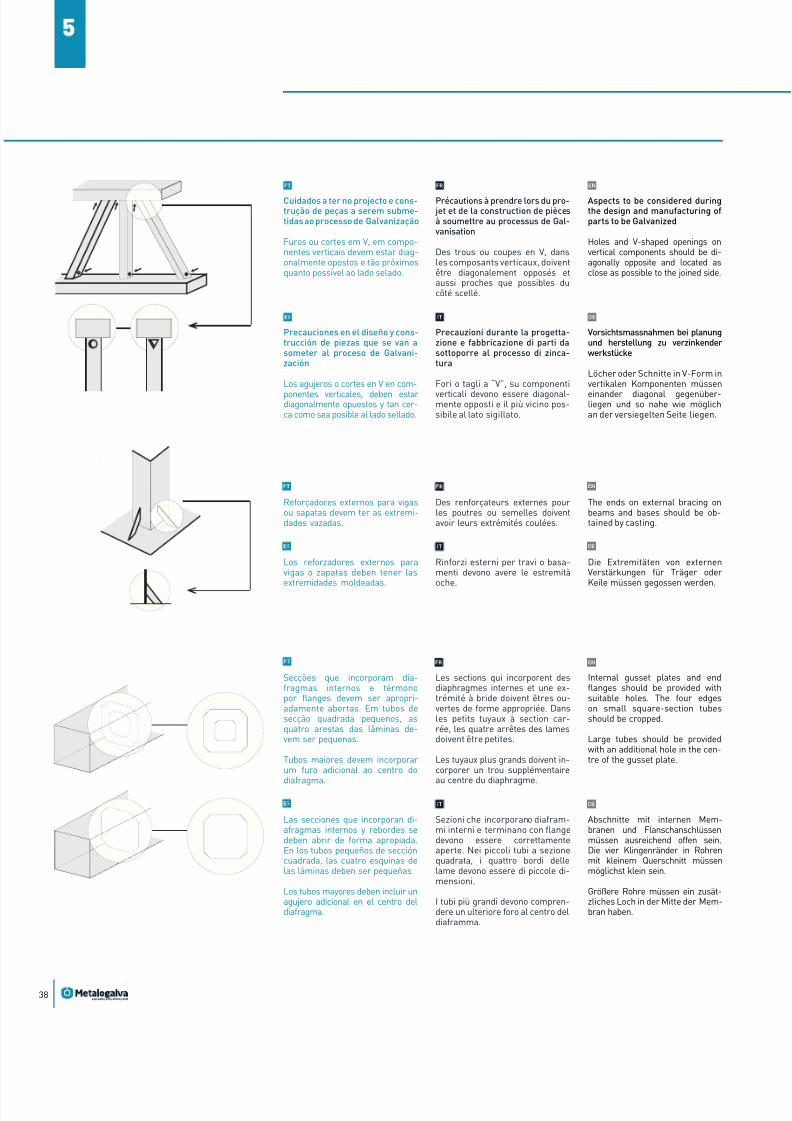
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 38/52
38
Cuidados a ter no projecto e cons-trução de peças a serem subme-tidas ao processo de Galvanização
Furos ou cortes em V, em compo-nentes verticais devem estar diag-onalmente opostos e tão próximosquanto possível ao lado selado.
Précautions à prendre lors du pro- jet et de la construction de piècesà soumettre au processus de Gal-vanisation
Des trous ou coupes en V, dansles composants verticaux, doiventêtre diagonalement opposés etaussi proches que possibles ducôté scellé.
Aspects to be considered duringthe design and manufacturing ofparts to be Galvanized
Holes and V-shaped openings onvertical components should be di-agonally opposite and located asclose as possible to the joined side.
Precauciones en el diseño y cons-trucción de piezas que se van asometer al proceso de Galvani-zación
Los agujeros o cortes en V en com-
ponentes verticales, deben estardiagonalmente opuestos y tan cer-ca como sea posible al lado sellado.
Precauzioni durante la progetta-zione e fabbricazione di parti dasottoporre al processo di zinca-tura
Fori o tagli a “V”, su componenti
verticali devono essere diagonal-mente opposti e il più vicino pos-sibile al lato sigillato.
Vorsichtsmassnahmen bei planungund herstellung zu verzinkenderwerkstücke
Löcher oder Schnitte in V-Form invertikalen Komponenten müssen
einander diagonal gegenüber-liegen und so nahe wie möglichan der versiegelten Seite liegen.
Reforçadores externos para vigasou sapatas devem ter as extremi-dades vazadas.
Secções que incorporam dia-fragmas internos e térmonopor flanges devem ser apropri-adamente abertas. Em tubos desecção quadrada pequenos, asquatro arestas das lâminas de-vem ser pequenas.
Tubos maiores devem incorporarum furo adicional ao centro dodiafragma.
Des renforçateurs externes pourles poutres ou semelles doiventavoir leurs extrémités coulées.
Les sections qui incorporent desdiaphragmes internes et une ex-trémité à bride doivent êtres ou-vertes de forme appropriée. Dansles petits tuyaux à section car-rée, les quatre arrêtes des lamesdoivent être petites.
Les tuyaux plus grands doivent in-corporer un trou supplémentaireau centre du diaphragme.
The ends on external bracing onbeams and bases should be ob-tained by casting.
Internal gusset plates and endflanges should be provided withsuitable holes. The four edgeson small square-section tubesshould be cropped.
Large tubes should be providedwith an additional hole in the cen-tre of the gusset plate.
Los reforzadores externos paravigas o zapatas deben tener lasextremidades moldeadas.
Rinforzi esterni per travi o basa-menti devono avere le estremitàoche.
Die Extremitäten von externenVerstärkungen für Träger oderKeile müssen gegossen werden.
Las secciones que incorporan di-afragmas internos y rebordes sedeben abrir de forma apropiada.En los tubos pequeños de seccióncuadrada, las cuatro esquinas delas láminas deben ser pequeñas
Los tubos mayores deben incluir unagujero adicional en el centro deldiafragma.
Sezioni che incorporano diafram-mi interni e terminano con flangedevono essere correttamenteaperte. Nei piccoli tubi a sezionequadrata, i quattro bordi dellelame devono essere di piccole di-mensioni.
I tubi più grandi devono compren-dere un ulteriore foro al centro deldiaframma.
Abschnitte mit internen Mem-branen und Flanschanschlüssenmüssen ausreichend offen sein.Die vier Klingenränder in Rohrenmit kleinem Querschnitt müssenmöglichst klein sein.
Größere Rohre müssen ein zusät-zliches Loch in der Mitte der Mem-bran haben.
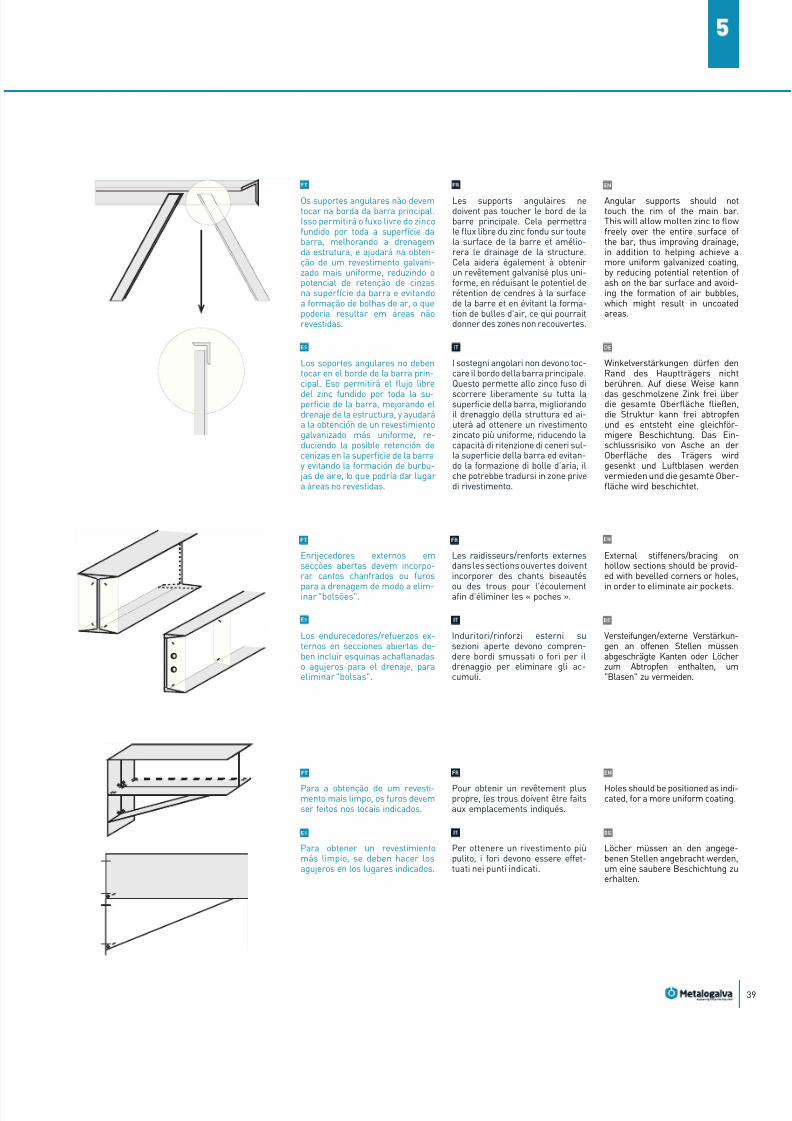
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 39/52
Enrijecedores externos emsecções abertas devem incorpo-rar cantos chanfrados ou furos
para a drenagem de modo a elim-inar "bolsões".
Para a obtenção de um revesti-mento mais limpo, os furos devemser feitos nos locais indicados.
Les raidisseurs/renforts externesdans les sections ouvertes doiventincorporer des chants biseautés
ou des trous pour l'écoulementafin d'éliminer les « poches ».
Pour obtenir un revêtement pluspropre, les trous doivent être faitsaux emplacements indiqués.
External stiffeners/bracing onhollow sections should be provid-ed with bevelled corners or holes,
in order to eliminate air pockets.
Holes should be positioned as indi-cated, for a more uniform coating.
Los endurecedores/refuerzos ex-ternos en secciones abiertas de-ben incluir esquinas achaflanadaso agujeros para el drenaje, paraeliminar "bolsas".
Induritori/rinforzi esterni susezioni aperte devono compren-dere bordi smussati o fori per ildrenaggio per eliminare gli ac-cumuli.
Versteifungen/externe Verstärkun-gen an offenen Stellen müssenabgeschrägte Kanten oder Löcherzum Abtropfen enthalten, um"Blasen" zu vermeiden.
Para obtener un revestimientomás limpio, se deben hacer losagujeros en los lugares indicados.
Per ottenere un rivestimento piùpulito, i fori devono essere effet-tuati nei punti indicati.
Löcher müssen an den angege-benen Stellen angebracht werden,um eine saubere Beschichtung zuerhalten.
Os suportes angulares não devemtocar na borda da barra principal.Isso permitirá o fuxo livre do zincofundido por toda a superfície dabarra, melhorando a drenagemda estrutura, e ajudará na obten-ção de um revestimento galvani-zado mais uniforme, reduzindo opotencial de retenção de cinzasna superfície da barra e evitandoa formação de bolhas de ar, o quepoderia resultar em áreas nãorevestidas.
Les supports angulaires nedoivent pas toucher le bord de labarre principale. Cela permettrale flux libre du zinc fondu sur toutela surface de la barre et amélio-rera le drainage de la structure.Cela aidera également à obtenirun revêtement galvanisé plus uni-forme, en réduisant le potentiel derétention de cendres à la surfacede la barre et en évitant la forma-tion de bulles d'air, ce qui pourraitdonner des zones non recouvertes.
Angular supports should nottouch the rim of the main bar.This will allow molten zinc to flowfreely over the entire surface ofthe bar, thus improving drainage,in addition to helping achieve amore uniform galvanized coating,by reducing potential retention ofash on the bar surface and avoid-ing the formation of air bubbles,which might result in uncoatedareas.
Los soportes angulares no debentocar en el borde de la barra prin-cipal. Eso permitirá el flujo libre
del zinc fundido por toda la su-perficie de la barra, mejorando eldrenaje de la estructura, y ayudaráa la obtención de un revestimientogalvanizado más uniforme, re-duciendo la posible retención decenizas en la superficie de la barray evitando la formación de burbu- jas de aire, lo que podría dar lugara áreas no revestidas.
I sostegni angolari non devono toc-care il bordo della barra principale.Questo permette allo zinco fuso di
scorrere liberamente su tutta lasuperficie della barra, migliorandoil drenaggio della struttura ed ai-uterà ad ottenere un rivestimentozincato più uniforme, riducendo lacapacità di ritenzione di ceneri sul-la superficie della barra ed evitan-do la formazione di bolle d’aria, ilche potrebbe tradursi in zone privedi rivestimento.
Winkelverstärkungen dürfen denRand des Hauptträgers nichtberühren. Auf diese Weise kann
das geschmolzene Zink frei überdie gesamte Oberfläche fließen,die Struktur kann frei abtropfenund es entsteht eine gleichför-migere Beschichtung. Das Ein-schlussrisiko von Asche an derOberfläche des Trägers wirdgesenkt und Luftblasen werdenvermieden und die gesamte Ober-fläche wird beschichtet.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 40/52
40
Projecto incorrecto | Projet incorrect | Incorrect projectProyecto incorrecto | Progettazione non corretta | FalschePlanung
Projecto correcto | Projet correct | Correct projectProyecto correcto | Progettazione corretta | KorrektePlanung
A
Os furos devem ser posiciona-dos nos pontos mais elevados emenos elevados da secção, paragarantir que nenhum ar ficaretido durante a imersão e que adrenagem seja completa durantea retirada do banho de zinco.Os reforços internos devem seromitidos tanto quanto possível.
Deve ser feito um furo na chapade reforço. Caso não seja pos-sível, deve ser efectuado como nafigura A.
Para minimizar o risco de distor-ção, painéis planos devem serpresos, por exemplo, em curvaturaou com nervuras, As aberturas de-vem ser feitas nas extremidades.
Les trous doivent être situés auxpoints les plus élevés et moinsélevés de la section, pour garantirqu'aucun air n'est retenu pendantl'immersion et que le drainageest total lors du retrait du bain dezinc. Les renforts internes doiventêtre évités dans la mesure dupossible.
Un trou doit être réalisé dans laplaque de renfort. Si cela n'est paspossible, il doit être effectué de laforme indiquée dans la figure A.
Pour minimiser le risque de dé-formation, les panneaux platsdoivent être liés, par exemple,dans une courbure ou des ner-vures. Des ouvertures doiventêtre réalisées aux extrémités.
Holes should be positioned atthe highest and lowest points ofeach section, in order to preventair from becoming trapped as thepart is immersed and allow forcomplete drainage when the partis removed from the zinc bath. In-ternal bracing should be avoidedas much as possible.
Bracing plates should be providedwith a hole. If this is not possible,the example shown in figure Ashould be followed.
In order to minimise the risk ofdistortion, flat panels should besecured along a curve or using aribbed frame. Holes should be po-sitioned on the ends.
Los agujeros deben estar coloca-dos en los puntos más elevadosy menos elevados de la sección,para garantizar que el aire no que-da retenido durante la inmersióny que el drenaje es completo du-rante la retirada del baño de zinc.
Los refuerzos internos se debenevitar siempre que sea posible.
I fori devono essere posizionatisui punti più alti e meno alti dellasezione, per garantire che non ri-manga aria intrappolata durantel'immersione e che si proceda adun drenaggio completo durantela rimozione dal bagno di zinco. I
rinforzi interni devono essere evi-tati il più possibile.
Die Löcher müssen an den höch-sten und niedrigsten Stellen desAbschnitts angebracht werden,um sicherzustellen, dass beimEintauchen keine Luft einge-schlossen wird und dass das Teilbei der Entnahme aus dem Zink-
bad komplett abtropfen kann. In-terne Verstärkungen sollten nachMöglichkeit vermieden werden.
Se debe hacer un agujero en lachapa de refuerzo. En caso de queno sea posible, se debe efectuarcomo en la figura A.
Deve essere effettuato un forosulla piastra di rinforzo. Se ciònon è possibile, si deve procederecome nella Figura A.
An Verstärkungsplatten sollteein Loch angebracht werden.Falls dies nicht möglich ist, sol-lte gemäß Abbildung A verfahrenwerden.
Para minimizar el riesgo de dis-torsión, los paneles planos debenestar sujetados, por ejemplo, encurva o con nervaduras. Las ab-erturas se deben realizar en lasextremidades.
Per ridurre al minimo il rischiodi distorsione, i pannelli devonoessere fissati, per esempio, sullacurvatura o con le nervature. Ènecessario effettuare aperturealle estremità.
Glatte Flächen sollten z. B. ge-bogen oder mit Rippen gesichertwerden, um die Verformungsge-fahr zu senken. Öffnungen müs-sen an den Extremitäten ange-bracht werden.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 41/52
Projecto incorrecto | Projet incorrect | Incorrect projectProyecto incorrecto | Progettazione non corretta | FalschePlanung
Projecto correcto | Projet correct | Correct projectProyecto correcto | Progettazione corretta | KorrektePlanung
Para evitar a acumulação de suji-dade e humidade, opte por perfisem T ou outra geometria.
Exemplos de como encaixes sol-dados devem ser projetados paraevitar que ácidos fiquem presos(fendas estreitas). Juntas solda-das devem ser contínuas, se elasnão fecharem uma superfície não
ventilada. Obtém-se melhor re-sultado em juntas parafusadasapós a galvanização.
Pour éviter l'accumulation de sale-té et d'humidité, choisir des profilsen T ou une autre géométrie.
Exemples de la forme dont les rac-cords soudés doivent être projetéspour éviter que les acides soientemprisonnés (rainures étroites).Les joints soudés doivent êtrecontinus, s'ils ne ferment pas une
surface non ventilée. Un meilleurrésultat est obtenu avec des jointsvissées après la galvanisation.
T-shaped sections or other geo-metrical shapes should be pre-ferred, in order to avoid accumu-lation of dirt and moisture.
Examples of how welded jointsshould be designed to prevent ac-ids from becoming trapped (nar-row fissures). Welded joints shouldbe continuous, provided no unven-tilated surfaces are joined. Better
results are achieved when jointsare screwed after galvanizing.
Para evitar la acumulación desuciedad y humedad, opte porperfiles en T o con otra forma.
Per evitare l'accumulo di sporci-zia e umidità, scegliere profili a“T” o in altri formati.
Um Ansammlungen von Schmutzoder Feuchtigkeit zu vermeiden,sollten T-Profile oder andere Ge-ometrien verwendet werden.
Ejemplos de cómo se deben dise-ñar los ajustes soldados para evi-tar que los ácidos queden atrapa-dos (hendiduras estrechas). Las juntas soldadas deben ser con-tinuas, si no cierran una superfi-cie no ventilada. Se obtiene mejorresultado en juntas atornilladasdespués de la galvanización.
Esempi di come devono essereprogettati gli incastri saldati perevitare l’accumulazione di acidi(fessure strette). A meno ché nonservono a chiudere una superfi-cie non ventilata, i giunti saldatidevono essere continui. Si otten-gono risultati migliori con giuntibullonati dopo la zincatura.
Beispiele für mögliche Anwend-ungen von geschweißten Verbind-ungen zur Vermeidung von Säu-reansammlungen (enge Spalten).Schweißverbindungen müssendurchgängig sein, sofern diesenicht eine nicht belüftete Ober-fläche verschließen. Die bestenResultate erhält man mit Verbind-ungen, die nach dem Verzinkenverschraubt werden.
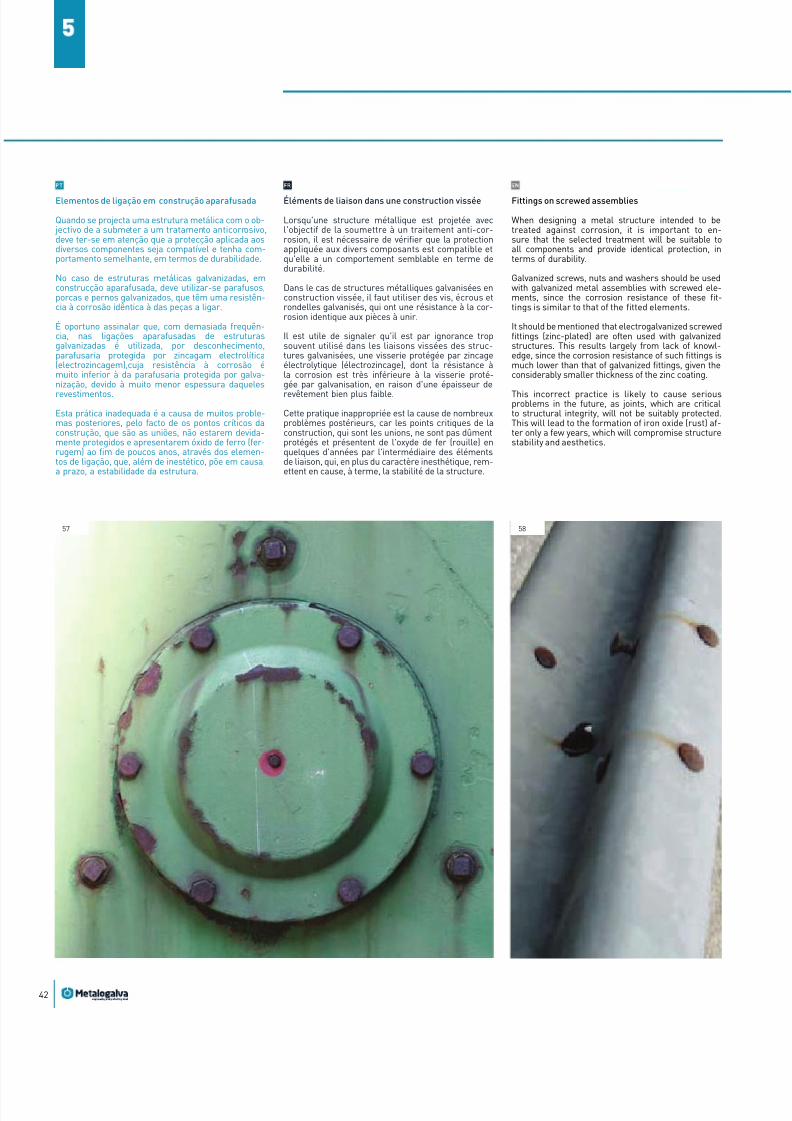
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 42/52
42
57 58
Elementos de ligação em construção aparafusada
Quando se projecta uma estrutura metálica com o ob- jectivo de a submeter a um tratamento anticorrosivo,deve ter-se em atenção que a protecção aplicada aosdiversos componentes seja compatível e tenha com-portamento semelhante, em termos de durabilidade.
No caso de estruturas metálicas galvanizadas, emconstrucção aparafusada, deve utilizar-se parafusos,porcas e pernos galvanizados, que têm uma resistên-cia à corrosão idêntica à das peças a ligar.
É oportuno assinalar que, com demasiada frequên-cia, nas ligações aparafusadas de estruturasgalvanizadas é utilizada, por desconhecimento,parafusaria protegida por zincagam electrolítica(electrozincagem),cuja resistência à corrosão émuito inferior à da parafusaria protegida por galva-nização, devido à muito menor espessura daqueles
revestimentos.
Esta prática inadequada é a causa de muitos proble-mas posteriores, pelo facto de os pontos críticos daconstrução, que são as uniões, não estarem devida-mente protegidos e apresentarem óxido de ferro (fer-rugem) ao fim de poucos anos, através dos elemen-tos de ligação, que, além de inestético, põe em causa,a prazo, a estabilidade da estrutura.
Éléments de liaison dans une construction vissée
Lorsqu'une structure métallique est projetée avecl'objectif de la soumettre à un traitement anti-cor-rosion, il est nécessaire de vérifier que la protectionappliquée aux divers composants est compatible etqu'elle a un comportement semblable en terme dedurabilité.
Dans le cas de structures métalliques galvanisées enconstruction vissée, il faut utiliser des vis, écrous etrondelles galvanisés, qui ont une résistance à la cor-rosion identique aux pièces à unir.
Il est utile de signaler qu'il est par ignorance tropsouvent utilisé dans les liaisons vissées des struc-tures galvanisées, une visserie protégée par zincageélectrolytique (électrozincage), dont la résistance àla corrosion est très inférieure à la visserie proté-gée par galvanisation, en raison d'une épaisseur de
revêtement bien plus faible.
Cette pratique inappropriée est la cause de nombreuxproblèmes postérieurs, car les points critiques de laconstruction, qui sont les unions, ne sont pas dûmentprotégés et présentent de l'oxyde de fer (rouille) enquelques d'années par l'intermédiaire des élémentsde liaison, qui, en plus du caractère inesthétique, rem-ettent en cause, à terme, la stabilité de la structure.
Fittings on screwed assemblies
When designing a metal structure intended to betreated against corrosion, it is important to en-sure that the selected treatment will be suitable toall components and provide identical protection, interms of durability.
Galvanized screws, nuts and washers should be usedwith galvanized metal assemblies with screwed ele-ments, since the corrosion resistance of these fit-tings is similar to that of the fitted elements.
It should be mentioned that electrogalvanized screwedfittings (zinc-plated) are often used with galvanizedstructures. This results largely from lack of knowl-edge, since the corrosion resistance of such fittings ismuch lower than that of galvanized fittings, given theconsiderably smaller thickness of the zinc coating.
This incorrect practice is likely to cause seriousproblems in the future, as joints, which are criticalto structural integrity, will not be suitably protected.This will lead to the formation of iron oxide (rust) af-ter only a few years, which will compromise structurestability and aesthetics.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 43/52
59
Elementos de conexión en construcción atornillada
Cuando se proyecta una estructura metálica con elobjetivo de someterla a un tratamiento anticorrosivo,se debe tener en cuenta que la protección aplicada alos diversos componentes sea compatible y tenga uncomportamiento semejante, desde el punto de vistade la durabilidad.
En el caso de estructuras metálicas galvanizadas, enconstrucción atornillada, se deben usar tornillos, tuer-cas y anillos galvanizados, que tienen una resistencia ala corrosión idéntica a las piezas que se van a unir.
Cabe señalar que, con demasiada frecuencia, en lasuniones atornilladas de estructuras galvanizadas seusan, por desconocimiento, tornillos protegidos porzincado electrolítico (electrozincado), cuya resisten-cia a la corrosión es muy inferior a la de los tornillosprotegidos por galvanización, debido al menor espe-
sor de los revestimientos.
Esta práctica inadecuada es la causa de muchos prob-lemas posteriores, porque los puntos críticos de laconstrucción, que son las uniones, no están debida-mente protegidos y presentan óxido de hierro (herrum-bre) al cabo de pocos años, a través de los elementosde unión que, además de ser inestéticos, cuestionan, alargo plazo, la estabilidad de la estructura.
Elementi di collegamento in strutture bullonate
Nel progettare una struttura metallica per sottoporlaad un trattamento anticorrosivo, va tenuto presenteche la protezione applicata ai vari componenti siacompatibile e abbia un comportamento simile in ter-mini di durabilità.
Nel caso di elementi in metallo zincato in strutturebullonate devono essere utilizzati bulloni, dadi e ron-delle zincate, che hanno una resistenza alla corro-sione identica a quella delle parti da unire.
Si noti che, troppo spesso, i collegamenti bullonati distrutture zincate vengono inconsapevolmente utiliz-zati bulloni con rivestimento elettrolitico (elettrozin-catura), la cui resistenza alla corrosione è molto piùbassa rispetto alla bulloneria protetta con zincatura,a causa dello spessore molto minore dei rivestimenti.
Questa prassi incorretta è la causa del verificarsi dimolti problemi, poiché i punti critici di assemblag-gio ossia le connessioni, non sono adeguatamenteprotette e presentano ossido di ferro (ruggine), dopopochi anni, sugli elementi di connessione, che oltread essere antiestetici, mettono in discussione la du-rata e stabilità della struttura.
Elemente mit Schraubverbindungen
Bei der Planung metallischer Strukturen zur spä-teren Antikorrosionsbehandlung muss beachtetwerden, dass der Schutz der einzelnen Komponentenmiteinander kompatibel ist und ähnliche Eigenschaf-ten in Bezug auf die Haltbarkeit aufweist.
Im Fall von verzinkten metallischen Strukturen mitSchraubverbindungen müssen verzinkte Schrauben,Muttern und U-Scheiben mit derselben Korrosions-beständigkeit verwendet werden, die auch das Werk-stück aufweist.
Wir weisen darauf hin, dass bei Verschraubungenvon verzinkten Werkstücken durch Unkenntnis sehrhäufig Schrauben verwendet werden, die per galva-nischer Verzinkung beschichtet wurden. Deren Ko-rrosionsbeständigkeit ist deutlich niedriger als dievon feuerverzinkten Schrauben, die eine wesentlich
dickere Beschichtung aufweisen.
Diese unsachgemäße Praxis ist die Ursache vielerProbleme im späteren Verlauf, da kritische Stellender Konstruktion, nämlich die Verbindungsstellen,nicht ausreichend geschützt sind und nach wenigenJahren Eisenoxid (Rost) ansetzen. Dies sieht nichtnur unschön aus, sondern gefährdet auf lange Sichtauch die Stabilität der Konstruktion.
Elementos não galvanizados | Eléments non galvanisés | Elements not galvanizedLos elementos no galvanizado | Elementi non zincati | Elements nicht verzinkt
57.58
Elementos galvanizados | Eléments galvanisés | Elements galvanizedLos elementos galvanizado | Elementi zincati | Elements verzinkt
59

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 44/52
44
PINTURA SOBRE GALVANIZAÇÃO (SISTEMA DUPLEX)
PINTURA SOBRE GALVANIZADO (SISTEMA DUPLEX)
PEINTURE SUR GALVANISATION (SYSTÈME DUPLEX)
VERNICIATURA SU ZINCATURA (SISTEMA DUPLEX)
PAINTING AFTER GALVANIZING (DUPLEX SYSTEM)
LACKIERUNG VERZINKTER TEILE (DUPLEX-SYSTEM)
O revestimento de zinco obtido por galvanização, porsi só, é capaz de dar às estruturas de aço uma boaprotecção anticorrosiva, nos diferentes tipos de am-biente (rural, marítimo, urbano e industrial).
No entanto para condições de corrosividade extre-ma, existentes nas zonas muito industrializadas,recomenda-se complementar a protecção do reves-timento galvanizado com uma pintura adequada àscondições ambientais.
Nestas condições, severamente corrosivas, os re-vestimentos galvanizados combinados com pintu-ras adequadas, proporcionam uma protecção maisduradoura e económica, que outros sistemas deprotecção anticorrosiva. Há outros casos em que éindispensável utilizar a galvanização seguida de pin-tura. Por exemplo, devido a razões estéticas, de sina-lização ou com fins de identificaçao (caso de algumatubagem, balizagem, etc.). Nestes casos, ou quandoo factor económico não seja determinante, beneficia-rá também a estrutura ou instalação em causa, pelamaior duração da protecção que assim se obtém.
Em todos os revestimentos de pintura formam-se,mais cedo ou mais tarde, fissuras ou pequenas zo-nas desnudadas que constituem os pontos de iníciodo seu envelhecimento, já que a oxidação do aço, quese inicia neles, progride por baixo da tinta e dá lugarao seu levantamento.
Quando a tinta é ligeiramente permeável não é ne-cessária sequer a aparição inicial destes pontos des-nudados, porque a corrosão do aço inicia-se imedia-tamente, devido à penetração da humidade.
Ao aplicar pintura sobre uma base de aço galvani-
zado, a deterioração inicial da tinta produz-se igual-mente mas a oxidação não consegue progredir pordebaixo da película da tinta, porque no fundo das fis-suras ou nos poros da mesma formam-se depósitoscom os produtos da corrosão da camada de zinco,os quais tapam estes defeitos e, ao ser insolúveis ecompactos, impedem a subsequente penetração dahumidade. O resultado é um revestimento cuja dura-bilidade é superior ao somatório da durabilidade dagalvanizaçao e da pintura em separado.
Esta característica tem especial interesse para aprotecção dos aços em atmosferas muito agressivas,nomeadamente em ambiente químico ou salino.
Le revêtement de zinc obtenu par galvanisation, enlui-même, est capable de donner aux structures enacier une bonne protection anti-corrosion, dans lesdifférents types d'environnement (agricole, maritime,urbain et industriel).
Néanmoins, dans des conditions de corrosivité ex-trême existant dans les zones très industrialisées oudans le cas de pièces partiellement plongées dans del'eau saumâtre (ex. : estuaires) ou au bord de l'eau(ex. : plages), il est recommandé de compléter la pro-tection du revêtement galvanisé avec une peintureadaptée aux conditions environnementales.
Dans les conditions fortement corrosives, les revê-tements galvanisés combinés avec des peinturesadaptées fournissent une protection plus durable etéconomique que les autres systèmes de protectionanti-corrosion. Il existe d'autres cas où il est indis-pensable d'utiliser la peinture après galvanisation.Par exemple, pour des raisons esthétiques, de signa-lisation ou à des fins d'identification (cas de certainescanalisations, balisage, etc.). Dans ces cas, ou lor-sque le facteur économique n'est pas déterminant,il sera conseillé pour la structure ou l'installationconcernée, en raison de la plus grande durée de laprotection qui est ainsi obtenue.
Dans tous les revêtements de peinture se forment,tôt ou tard, des fissures ou de petites zones non re-couvertes qui constituent les points de départ de leurvieillissement, car l'oxydation de l'acier qui y com-mence progresse sous la peinture et la soulève.
Lorsque la peinture est légèrement perméable,l'apparition de ces points non recouverts n'est mêmepas nécessaire car la corrosion de l'acier débute im-
médiatement, en raison de la pénétration de l'humidité.En appliquant une peinture sur une base d'aciergalvanisé, la détérioration initiale de la peinture estégalement présente mais l'oxydation ne réussit pas àprogresser sous la pellicule de peinture, car dans lefond des fissures ou dans les pores de ces dernièresse forment des dépôts avec les produits de la corro-sion de la couche de zinc, qui recouvrent ces défautset qui, étant insolubles et compacts, empêchent lapénétration ultérieure de l'humidité. Le résultat estun revêtement dont la durabilité est supérieure à lasomme de la durabilité de la galvanisation et de lapeinture, séparément.
Cette caractéristique est particulièrement intéressan-te pour la protection des aciers dans les atmosphèrestrès agressives, notamment dans l'environnementchimique ou salin.
Galvanized coatings alone are able to protect steelstructures against corrosion, in different types of en-vironments (rural, maritime, urban and industrial).
However, in extremely corrosive environments, suchas highly industrialised areas, or when structures arepartly immersed in brackish water (e.g., in estuaries)or located on coastal areas (e.g., beaches), applica-tion of a suitable paint as a topcoat to a galvanizedcoating is recommended.
Under highly corrosive conditions, duplex systemscombining galvanized coatings and suitable paintsprovide a more durable and economic protection thanother anti-corrosion systems. Duplex systems, i.e.,painting after galvanizing, are also required in othercases, for aesthetic, signalling or identification pur-poses (tubing, marking purposes, etc.). Additionally,the structures or premises in question will benefitfrom the longer-lasting protection provided, particu-larly if cost is not a limiting factor.
Fissures and small bare spots will appear sooner orlater on every painted surface, causing the underlyingstructure to start deteriorating, as steel oxidation willstart at these spots and creep under the paint film,which will be lifted up from the steel surface.
Bare spots are not even required in the case of sligh-tly porous paints, since steel corrosion will start im-mediately as a result of moisture penetration.
By applying a coat of paint to a galvanized steel surfa-ce, rust is prevented from spreading under the paintfilm, even when the latter starts to deteriorate, as thedeposition of zinc corrosion products on fissures andbare spots will cover these flaws. Since they are in-
soluble and compact, these deposits prevent furthermoisture penetration. The final result is a coating ofgreater durability than the sum of galvanizing andpainting alone.
This feature is particularly useful in cases where steelis exposed to extremely aggressive atmospheres, na-mely with high concentrations of chemicals or salts.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 45/52
60
El revestimiento de zinc obtenido por galvanización,por si solo, es capaz de dar a las estructuras de acerouna buena protección anticorrosiva, en los diferentestipos de ambiente (rural, marítimo, urbano e indus-trial).
Sin embargo, para condiciones de corrosividad extre-ma, existentes en las zonas muy industrializadas o enel caso de piezas parcialmente sumergidas en aguasalobre (ej.: estuarios) o en el caso de los bordes sies agua (ej.: playas), se recomienda complementarla protección del revestimiento galvanizado con unapintura adecuada para las condiciones ambientales.
En estas condiciones, muy corrosivas, los revesti-mientos galvanizados combinados con pinturas ade-cuadas, proporcionan una protección más duraderay económica que otros sistemas de protección anti-corrosiva. Hay otros casos en los que es indispensa-ble usar la galvanización con pintura. Por ejemplo,
debido a razones estéticas, de señalización o confines de identificación (en el caso de alguna tubería,balizamiento, etc.). En estos casos, o cuando el factoreconómico no sea determinante, también se benefi-ciará la estructura o instalación en cuestión, por unamayor duración de la protección que así se obtiene.
En todos los revestimientos de pintura se forman,más tarde o más temprano, fisuras o pequeñas zo-nas desnudas que constituyen los puntos de inicio desu envejecimiento, ya que la oxidación del acero quese inicia en ellos, progresa por debajo de la pintura yprovoca su levantamiento.
Cuando la pintura es ligeramente permeable ni si-quiera es necesaria la aparición inicial de estos puntosdesnudos, porque la corrosión del acero comienza in-mediatamente, debido a la penetración de la humedad.
Al aplicar pintura sobre una base de acero galva-
nizado, el deterioro inicial de la pintura se produceigualmente, pero la oxidación no puede progresar pordebajo de la película de la pintura, porque en el fondode las fisuras o en los poros también se forman depó-sitos con los productos de la corrosión de la capa dezinc, los cuales tapan esos defectos y, al ser indiso-lubles y compactos, impiden la posterior penetraciónde la humedad. El resultado es un revestimiento cuyadurabilidad es superior a la suma de la durabilidadde la galvanización y de la pintura por separado.
Esta característica tiene especial interés para la pro-tección de los aceros en atmósferas muy agresivas,principalmente en ambiente químico o salino.
Il rivestimento di zinco ottenuto per elettrozincaturaè in grado, di per sé, di proteggere adeguatamentedalla corrosione, in diversi tipi di ambiente (rurale,marittimo, urbano e industriale).
Tuttavia, per le condizioni estremamente corrosive inzone fortemente industrializzate o nel caso di partiparzialmente sommerse in acqua salmastra (es. es-tuari) o spiagge: si consiglia di integrare la protezionedel rivestimento zincato con una vernice idonea allecondizioni ambientali.
In queste condizioni, altamente corrosive, i rives-timenti zincati associati a vernici adeguate, fornis-cono una protezione più duratura ed economicarispetto ad altri sistemi di protezione contro la cor-rosione. Ci sono altri casi in cui è necessario utiliz-zare una zincatura a cui segue una verniciatura. Adesempio, per motivi estetici, ai fini di segnalazioneo di identificazione (eventuali tubi, picchetti, ecc).
In questi casi, e quando il fattore economico non èdeterminante, ne trarrà beneficio anche la struttu-ra o l’impianto in questione, grazie alla durata dellaprotezione che si ottiene.
Su tutte le verniciature si formano, prima o poi, fessu-re o piccole screpolature, segnali di invecchiamento,poiché l'ossidazione dell'acciaio, che inizia in questipunti, avanza al di sotto della vernice provocandonecosì il sollevamento.
Quando la vernice è leggermente permeabile non ènecessario attendere che appaino queste screpolatu-re poiché la corrosione dell’acciaio inizia immediata-mente a causa dell’infiltrazione di umidità.
Quando si applica la vernice su una base di acciaiozincato, anche se vi è un deterioramento inizialedella vernice, l'ossidazione non progredisce sotto lapellicola di vernice poiché nei pori e nelle fessure
della verniciatura si formano depositi di prodotti dicorrosione dello strato di zinco, i quali tappano questidifetti ed essendo insolubili e compatti impedisconola penetrazione dell'umidità. Il risultato è un rivesti-mento resistente la cui durata à superiore alla som-ma della curabilità della zincatura e della verniciatu-ra separatamente.
Questa caratteristica è particolarmente interessanteper la protezione di acciai in ambienti molto aggres-sivi, soprattutto in ambienti chimici o salini.
Eine per Feuerverzinkung erhaltene Beschichtungallein verleiht Stahlstrukturen einen ausgezeichne-ten Korrosionsschutz für verschiedenste Umgebun-gen (ländlich, Meeresnähe, städtisch und industria-lisiert).
In extrem korrosiven Umgebungen wie zum Beispielin stark industrialisierten Gebieten oder an Werks-tücken, die teilweise in Salzwasser (z. B. an Fluss-mündungen) oder am Ufer (z. B. Strände) eingetauchtwerden, empfehlen wir einen zusätzlichen Schutz derZinkbeschichtung durch eine an die Umgebungsbe-dingungen angepasste Lackierung.
In diesen stark korrosiven Umgebungen bieten Zink-beschichtungen in Verbindung mit passenden Lackeneinen langlebigeren und sehr wirtschaftlichen Schutzim Vergleich zu anderen Systemen zum Korrosionss-chutz. Auch in anderen Fällen ist eine Lackierung derverzinkten Oberfläche unverzichtbar. Zum Beispiel
aus ästhetischen Gründen, für Signalwirkungen oderals Identifikationsmerkmal (im Fall von Rohren, Be-tonnung usw.). In diesen Fällen, oder falls wirtschaf-tliche Fragen weniger entscheidend sind, profitiertdie entsprechende Struktur oder Installation durchden langlebigeren Schutz dieses Verfahrens.
Alle Arten von Lackschichten bilden früher oder spä-ter Risse oder kleine freiliegende Bereiche, an denendas Material zu altern beginnt. Das darunter liegen-de Eisen beginnt zu oxidieren, die Oxidierung wan-dert unter die Lackschicht und hebt diese an.
Falls der Lack leicht durchlässig ist, müssen nichteinmal freiliegende Punkte vorliegen. In diesen Fäl-len beginnt die Oxidierung des Stahls aufgrund desEindringens von Feuchtigkeit sofort.
Durch die Anbringung von Lack auf verzinktem Stahlunterliegt der Lack denselben langfristigen Folgen,
allerdings kann sich die Oxidierung nicht unterhalbder Lackschicht fortpflanzen, da sich unter denRissen und Poren im Lack Ablagerungen aus Kor-rosionsprodukten der Zinkschicht bilden. Diese be-decken die offenen Stellen und verhindern dank ihrerKompaktheit und Unlöslichkeit in der Folge das Ein-dringen von Feuchtigkeit. Das Ergebnis ist eine Bes-chichtung, deren Haltbarkeit die Summe der sepa-raten Haltbarkeiten von Verzinkung und Lackierungübersteigt.
Diese Eigenschaft ist besonders interessant für denSchutz von Stahl in sehr aggressiven Atmosphären, wiezum Beispiel chemische oder salzige Umgebungen.
Pintura | Peinture | PaintingPintura | Verniciatura | Lackierung
60

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 46/52
46
Sistema DuplexSystème DuplexDuplex-SystemDuplex System
Sistema DuplexSistema Duplex
Selecção dos Esquemas de Pintura
Para a pintura de produtos galvanizados deve haveralgum cuidado na selecção dos esquemas de pintura.É necessário assegurar uma boa ancoragem da tintaao substrato (galvanizado), cuja superficie é poucorugosa.
Assim, o esquema de pintura a aplicar deve contem-plar, para além da tinta de acabamento, ajustada aoobjectivo da pintura (função estética, sinalização,protecção anticorrosiva, etc.), um primário que fun-cione como “mordente”, responsável pela ancora-gem da tinta ao substrato.
A Metalogalva tem utilizado diversos esquemas depintura com grande sucesso.
A necessidade de manutenção a estruturas com pro-tecção anticorrosiva obtida por galvanizaçao é prati-
camente nula ao longo do tempo de vida previsto paraas mesmas.
Com efeito, a resistência à corrosão de uma peçagalvanizada é função da taxa de corrosão do zinco,metal de sacrifício para protecção do aço, que variaconforme a agressividade da atmosfera envolvente; apeça pode durar desde alguns anos até várias deze-nas de anos.
Como a protecção anticorrosiva é assegurada pelacorrosão do zinco, parte integrante do revestimentoobtido através de uma reacção metalúrgica entre oferro e o zinco, em condições normais de funciona-mento, não será necessário proceder a qualquer tipode intervenção.
No entanto, poderá ser efectuada uma vigilânciaperiódica (períodos de 2 a 3 anos) às ligações apa-rafusadas das estruturas, principalmente se os ele-
mentos de ligação não forem também galvanizados.Neste caso, os elementos de ligação poderão ter ve-locidades de corrosão mais elevadas que o zinco, ou,devido a inadequada selecção de materiais, haver aformação de pilhas galvânicas localizadas, formando,deste modo, pontos de corrosão acelerada.
Deverá também ser efectuada alguma vigilância aestruturas galvanizadas que possuam fios eléctricosem “contacto” com a sua superfície. Neste caso, de-vido a problemas de isolamento eléctrico, poderãoocorrer pontos de corrosão acelerada, causados porcorrentes induzidas. As estruturas nestas condiçõesdeverão ser vigiadas, pelo menos numa fase inicialde avaliação do comportamento, com uma periodi-cidade anual.
Os parágrafos anteriores referem-se a peças cujaúnica protecção anticorrosiva é a galvanização. Po-rém, em estruturas metálicas protegidas com Siste-ma Duplex (Pintura sobre Galvanizaçao), obtém-seum compromisso substancialmente melhor, desdeque a tinta seja adequada ao ambiente de trabalho.Neste caso, a estabilidade e durabilidade do revesti-mento da estrutura é maior que em estruturas galva-nizadas ou pintadas isoladamente.
Assim, os aspectos de manutenção deste tipo de es-truturas têm essencialmente a ver com questões es-téticas, relacionadas com o desgaste da tinta (da corda tinta), sendo, portanto, aconselhável um parecerdo fabricante das tintas.
Sélection des systèmes de peinture
Pour la peinture de produits galvanisés, il est néces-saire de prendre quelques précautions lors de la sé-lection des systèmes de peinture. Il faut assurer unbon ancrage de la peinture au substrat (galvanisé),dont la surface est peu rugueuse.
Le système de peinture à appliquer doit donc con-templer, outre la peinture de finition adaptée àl'objectif de la peinture (fonction esthétique, signa-lisation, protection anti-corrosion, etc.), un primairequi fonctionne comme « mordant » et qui est respon-sable de l'ancrage de la peinture au substrat.
Metalogalva a utilisé divers systèmes de peintureavec un grand succès.
La nécessité d'entretien des structures avec pro-tection anti-corrosion obtenue par galvanisation est
pratiquement nulle durant le temps de vie prévu pources dernières.
En effet, la résistance à la corrosion d'une pièce gal-vanisée est fonction du taux de corrosion du zinc,protection cathodique de l'acier, qui varie en fonctionde l'agressivité de l'atmosphère environnante. La du-rée de vie de la pièce peut varier de quelques annéesà plusieurs dizaines d'années.
Comme la protection anti-corrosion est assurée parla corrosion du zinc, partie intégrante du revêtementobtenu grâce à une réaction métallurgique entre lefer et le zinc, dans des conditions normales de fonc-tionnement, il ne sera nécessaire de procéder à au-cun type d'intervention. Néanmoins, une surveillan-ce périodique (avec une fréquence de 2 à 3 ans) desliaisons vissées des structures pourra être effectuée,essentiellement si les éléments de liaison ne sontpas galvanisés.
Dans ce cas, les éléments de liaison pourront avoirdes vitesses de corrosion plus élevées que le zinc, ou,en raison d'une sélection incorrecte de matériaux, ilpourra se former des piles galvaniques localisées,qui correspondent à des points de corrosion accé-lérée.
Une surveillance devra être également effectuéepour les structures galvanisées qui possèdent desfils électriques en « contact » avec leur superficie.Dans ce cas, à cause des problèmes d'isolementélectrique, des points de corrosion accélérée pour-ront apparaître en raison des courants induits. Lesstructures correspondant à ces conditions devrontêtre surveillées avec une fréquence annuelle, aumoins dans une phase initiale d'évaluation du com-portement.
Les paragraphes précédents concernent des piècesdont l'unique protection anti-corrosion est la galvani-sation. Néanmoins, dans les structures métalliquesprotégées avec le système Duplex (peinture sur gal-vanisation), un compromis substantiellement meil-leur est obtenu, à condition que la peinture soit ap-propriée à l'environnement de travail. Dans ce cas, lastabilité et la durabilité du revêtement de la structuresont plus grandes que dans des structures galvani-sées ou peintes de forme isolée.
Ainsi, les aspects d'entretien de ce type de structuresont essentiellement à voir avec des questions esthé-tiques, liées à l'usure de la peinture (la couleur de lapeinture). Il est donc conseillé d'avoir une opinion dufabricant des peintures.

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 47/52
61
62 63
64
64
Selection of Paint Systems
Paint systems to be used on galvanized productsshould be carefully selected, since it is necessary toensure good adhesion to the (galvanized) surfaces,which are smooth.
Therefore, paint systems should include a primerthat will ensure good paint adhesion, in addition tothe paint, which must be suitable to the purpose inquestion (aesthetic, signalling, protection againstcorrosion, etc.).
Metalogalva has been using several paint systems,with great success.
Galvanized structures have virtually no maintenancerequirements during the useful life of the protectivecoating.
In fact, the corrosion resistance of a galvanized partdepends on the corrosion rate of zinc, which sacri-fices itself to protect the underlying steel under theatmospheric conditions in question. Accordingly, theuseful life of parts may range between a few yearsand several decades.
Zinc is an integral part of galvanized coatings, whichresult from a metallurgical reaction between ironand zinc. Since it corrodes in preference to steel, zincwill protect the latter against corrosion. Galvanizedparts require no maintenance under normal opera-ting conditions.
However, screwed joints should be periodically inspec-ted (every 2 to 3 years), particularly if the connectingparts or fittings have not been galvanized. In the lattercase, the corrosion rates of the parts and/or fittings inquestion may be higher than those of zinc. Incorrectselection of materials may also lead to localised gal-
vanic corrosion, whose rate is much higher.Galvanized structures whose surfaces are in closecontact with electrical wires should also be regu-larly inspected. In this case, points of acceleratedcorrosion may occur as a result of induced currents,in case of electrical insulation problems. Structuresunder these conditions should be monitored, at leastduring the initial assessment stage, and on an annualbasis afterwards.
The previous paragraphs apply to parts protectedagainst corrosion by galvanizing alone. However,considerably better protection is achieved with theDuplex System (Painting after Galvanizing), providedthat the paint used is suitable to the operating en-vironment in question. In this case, coating stabilityand durability are much greater than those achievedthrough galvanizing or painting alone.
Maintenance of this type of structures is essentiallyrelated to aesthetic issues arising in connection withpaint fading (colour fading). Therefore, it is advisableto consult with the paint manufacturer.
Pintura | Peinture | PaintingPintura | Verniciatura | Lackierung
Pintura | Tour de Télécommunications | Telecommunications TowerTorre de Telecomunicaciones | Torre delle Telecomunicazioni | Fernmeldeturm
61.62.63

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 48/52
48
65
67
68
66
Sistema DuplexSystème DuplexDuplex-SystemDuplex System
Sistema DuplexSistema Duplex
Selecção dos Esquemas de Pintura
Para la pintura de productos galvanizados se debenelegir con cierta precaución los esquemas de pintu-ra. Es necesario asegurar una buena adherencia dela pintura al sustrato (galvanizado), cuya superficiees poco rugosa.
Así, el esquema de pintura que se va a aplicar debetener en cuenta, además de la pintura de acabado,ajustada al objetivo de la pintura (función estética,señalización, protección anticorrosiva, etc.), un pri-mario que funcione como "mordiente”, responsablede la adherencia de la pintura al sustrato.
Metalogalva ha usado diversos esquemas de pinturacon gran éxito.
La necesidad de mantenimiento de estructuras conprotección anticorrosiva obtenida por galvanización
es prácticamente nula a lo largo del tiempo de vidaprevisto para las mismas.
En efecto, la resistencia a la corrosión de una pie-za galvanizada es función de la tasa de corrosión delzinc, un metal de sacrificio para la protección delacero, que varía según la agresividad de la atmósferaenvolvente; la pieza puede durar desde algunos añoshasta varias décadas.
Como la protección anticorrosiva está asegurada porla corrosión del zinc, que forma parte integrante delrevestimiento obtenido a través de una reacción me-talúrgica entre el hierro y el zinc, en condiciones defuncionamiento normales no será necesario proce-der a ningún tipo de intervención.
Sin embargo, se podrá efectuar una vigilancia perió-dica (periodos de 2 a 3 años) de las uniones atornilla-das de las estructuras, principalmente si los elemen-
tos de unión no están también galvanizados.En este caso, los elementos de unión podrán tenervelocidades de corrosión más elevadas que el zinc o,debido a la inadecuada selección de materiales, sepodrán formar células galvánicas localizadas, for-mando, de este modo, puntos de corrosión acelerada.
También se deberán vigilar las estructuras galva-nizadas que posean cables eléctricos en "contacto"con su superficie. En este caso, debido a problemasde aislamiento eléctrico, podrán aparecer puntos decorrosión acelerada, causados por corrientes induci-das. Las estructuras en estas condiciones se debenvigilar, por lo menos en una fase inicial de evaluacióndel comportamiento, con una periodicidad anual.
Los párrafos anteriores se refieren a piezas cuyaúnica protección anticorrosiva es la galvanización.Sin embargo, en estructuras metálicas protegidascon Sistema Duplex (Pintura sobre Galvanización),se obtiene un compromiso considerablemente me- jor, siempre que la pintura sea adecuada para elambiente de trabajo. En este caso, la estabilidad y ladurabilidad del revestimiento de la estructura, sonmayores que en estructuras galvanizadas o pintadasaisladamente.
De esta forma, los aspectos de mantenimiento deeste tipo de estructuras tienen que ver, esencialmen-te, con cuestiones estéticas, relacionadas con el des-gaste de la pintura (del color de la pintura), siendoaconsejable, por lo tanto, la opinión del fabricante delas pinturas.
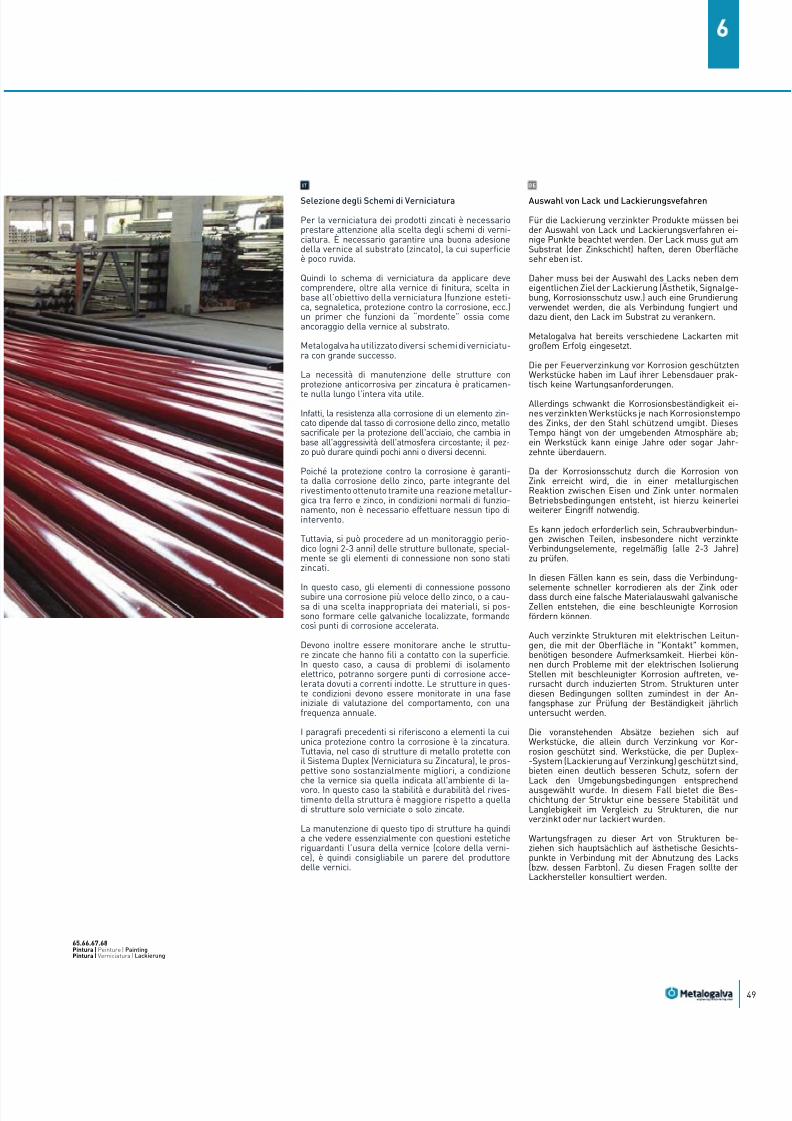
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 49/52
Selezione degli Schemi di Verniciatura
Per la verniciatura dei prodotti zincati è necessarioprestare attenzione alla scelta degli schemi di verni-ciatura. È necessario garantire una buona adesionedella vernice al substrato (zincato), la cui superficieè poco ruvida.
Quindi lo schema di verniciatura da applicare devecomprendere, oltre alla vernice di finitura, scelta inbase all’obiettivo della verniciatura (funzione esteti-ca, segnaletica, protezione contro la corrosione, ecc.)un primer che funzioni da “mordente” ossia comeancoraggio della vernice al substrato.
Metalogalva ha utilizzato diversi schemi di verniciatu-ra con grande successo.
La necessità di manutenzione delle strutture conprotezione anticorrosiva per zincatura è praticamen-
te nulla lungo l’intera vita utile.
Infatti, la resistenza alla corrosione di un elemento zin-cato dipende dal tasso di corrosione dello zinco, metallosacrificale per la protezione dell'acciaio, che cambia inbase all'aggressività dell'atmosfera circostante; il pez-zo può durare quindi pochi anni o diversi decenni.
Poiché la protezione contro la corrosione è garanti-ta dalla corrosione dello zinco, parte integrante delrivestimento ottenuto tramite una reazione metallur-gica tra ferro e zinco, in condizioni normali di funzio-namento, non è necessario effettuare nessun tipo diintervento.
Tuttavia, si può procedere ad un monitoraggio perio-dico (ogni 2-3 anni) delle strutture bullonate, special-mente se gli elementi di connessione non sono statizincati.
In questo caso, gli elementi di connessione possonosubire una corrosione più veloce dello zinco, o a cau-sa di una scelta inappropriata dei materiali, si pos-sono formare celle galvaniche localizzate, formandocosì punti di corrosione accelerata.
Devono inoltre essere monitorare anche le struttu-re zincate che hanno fili a contatto con la superficie.In questo caso, a causa di problemi di isolamentoelettrico, potranno sorgere punti di corrosione acce-lerata dovuti a correnti indotte. Le strutture in ques-te condizioni devono essere monitorate in una faseiniziale di valutazione del comportamento, con unafrequenza annuale.
I paragrafi precedenti si riferiscono a elementi la cuiunica protezione contro la corrosione è la zincatura.Tuttavia, nel caso di strutture di metallo protette conil Sistema Duplex (Verniciatura su Zincatura), le pros-pettive sono sostanzialmente migliori, a condizioneche la vernice sia quella indicata all'ambiente di la-voro. In questo caso la stabilità e durabilità del rives-timento della struttura è maggiore rispetto a quelladi strutture solo verniciate o solo zincate.
La manutenzione di questo tipo di strutture ha quindia che vedere essenzialmente con questioni esteticheriguardanti l’usura della vernice (colore della verni-ce), è quindi consigliabile un parere del produttoredelle vernici.
Auswahl von Lack und Lackierungsvefahren
Für die Lackierung verzinkter Produkte müssen beider Auswahl von Lack und Lackierungsverfahren ei-nige Punkte beachtet werden. Der Lack muss gut amSubstrat (der Zinkschicht) haften, deren Oberflächesehr eben ist.
Daher muss bei der Auswahl des Lacks neben demeigentlichen Ziel der Lackierung (Ästhetik, Signalge-bung, Korrosionsschutz usw.) auch eine Grundierungverwendet werden, die als Verbindung fungiert unddazu dient, den Lack im Substrat zu verankern.
Metalogalva hat bereits verschiedene Lackarten mitgroßem Erfolg eingesetzt.
Die per Feuerverzinkung vor Korrosion geschütztenWerkstücke haben im Lauf ihrer Lebensdauer prak-tisch keine Wartungsanforderungen.
Allerdings schwankt die Korrosionsbeständigkeit ei-nes verzinkten Werkstücks je nach Korrosionstempodes Zinks, der den Stahl schützend umgibt. DiesesTempo hängt von der umgebenden Atmosphäre ab;ein Werkstück kann einige Jahre oder sogar Jahr-zehnte überdauern.
Da der Korrosionsschutz durch die Korrosion vonZink erreicht wird, die in einer metallurgischenReaktion zwischen Eisen und Zink unter normalenBetriebsbedingungen entsteht, ist hierzu keinerleiweiterer Eingriff notwendig.
Es kann jedoch erforderlich sein, Schraubverbindun-gen zwischen Teilen, insbesondere nicht verzinkteVerbindungselemente, regelmäßig (alle 2-3 Jahre)zu prüfen.
In diesen Fällen kann es sein, dass die Verbindung-
selemente schneller korrodieren als der Zink oderdass durch eine falsche Materialauswahl galvanischeZellen entstehen, die eine beschleunigte Korrosionfördern können.
Auch verzinkte Strukturen mit elektrischen Leitun-gen, die mit der Oberfläche in "Kontakt" kommen,benötigen besondere Aufmerksamkeit. Hierbei kön-nen durch Probleme mit der elektrischen IsolierungStellen mit beschleunigter Korrosion auftreten, ve-rursacht durch induzierten Strom. Strukturen unterdiesen Bedingungen sollten zumindest in der An-fangsphase zur Prüfung der Beständigkeit jährlichuntersucht werden.
Die voranstehenden Absätze beziehen sich aufWerkstücke, die allein durch Verzinkung vor Kor-rosion geschützt sind. Werkstücke, die per Duplex--System (Lackierung auf Verzinkung) geschützt sind,bieten einen deutlich besseren Schutz, sofern derLack den Umgebungsbedingungen entsprechendausgewählt wurde. In diesem Fall bietet die Bes-chichtung der Struktur eine bessere Stabilität undLanglebigkeit im Vergleich zu Strukturen, die nurverzinkt oder nur lackiert wurden.
Wartungsfragen zu dieser Art von Strukturen be-ziehen sich hauptsächlich auf ästhetische Gesichts-punkte in Verbindung mit der Abnutzung des Lacks(bzw. dessen Farbton). Zu diesen Fragen sollte derLackhersteller konsultiert werden.
Pintura | Peinture | PaintingPintura | Verniciatura | Lackierung
65.66.67.68

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 50/52
50
Acabamento | Finition | Acabamento
Acabado | Finitura | Beschichtung
Metodologia | Méthodologie | Metodologia
Metodología | Metodologia | Verfahren
GalvanizadoGalvanisé
GalvanizadoGalvanizado
ZincaturaVerzinkt
Limpeza da áreaafectada, porescovagem e pano;
Aplicação de tintarica em zinco.
Nettoyage dusecteur affecté, parbrossage et chiffon ;
Application depeinture riche enzinc.
Limpeza da áreaafectada, porescovagem e pano;
Aplicação de tintarica em zinco.
Limpieza del áreaafectada, porcepillado y conpaño;
Aplicación depintura rica en zinc.
Pulizia dell'areainteressata con unaspazzola o panno;
Applicazione divernice ricca dizinco.
Reinigung desbetroffenenBereichs mit Bürsteund Tuch;
Lackierung mitstark zinkhaltigemLack.
Sistema DuplexSystème DuplexSistema Duplex
Sistema DuplexSistema DuplexDuplex-System
Limpeza da áreaafectada, porescovagem e/oulixagem e pano;
Aplicação de tintarica em zinco(no caso de orevestimento dezinco também estarafectado) e/ouesquema de pintura(após boa secagemda tinta de zinco, seaplicada)
Nettoyage de lazone affectée, parbrossage et/ouponçage et chiffon ;
Applicationde primaired’accrochage (dansle cadre où lerevêtement de zincest aussi affecté)et/ou système depeinture (après unséchage correct duprimaire, s'il a étéappliqué)
Limpeza da áreaafectada, porescovagem e/oulixagem e pano;
Aplicação de tintarica em zinco(no caso de orevestimento dezinco também estarafectado) e/ouesquema de pintura(após boa secagemda tinta de zinco, seaplicada)
Limpieza del áreaafectada, porcepillado y/o lijado ycon paño;
Aplicación de unprimario aislante(en el caso de queel revestimientode zinc tambiénesté afectado)y/o esquema depintura (despuésde un buen secadodel primario, si seaplica)
Pulizia dell'areainteressata conuna spazzola e/olevigando e con unpanno;
Applicazionedi un sigillanteprimario (nelcaso in cui ancheil rivestimentodi zinco sia statocolpito) e/o schemadi verniciatura(dopo l'essiccazionedel primer, seapplicato)
Reinigung des
betroffenenBereichs mitBürste und/oderSchleifmittel undTuch;
Einsatz einerGrundierung zurVersiegelung(falls dieZinkbeschichtungebenfalls betroffenist) und/oderLacksystem (nachausreichenderTrocknung derGrundierung, fallsverwendet)
MANUTENÇÃO DE PEÇAS GALVANIZADAS
MANTENIMIENTO DE PIEZAS GALVANIZADAS
ENTRETIEN DES PIÈCES GALVANISÉES
MANUTENZIONE DI PRODOTTI ZINCATI
MAINTENANCE OF GALVANIZED PARTS
WARTUNG VON VERZINKTEN
Recupero delle zone danneggiate o punti di corrosioneRécupération des secteurs endommagés ou des points de corrosionReparatur von beschädigten Flächen oder KorrosionsstellenRepairing of damaged areas and corroded spots
Recuperación de las áreas dañadas o puntos de corrosiónRecuperação de áreas danificadas ou pontos de corrosão
Danos ou corrosão superficial
Se durante as acções de vigilância forem encontra-dos pontos com o revestimento danificado (danos e/ou corrosão superficial), estes poderão ser corrigi-dos usando a seguinte metodologia:
Dommages ou corrosion superficielle
Si, lors d'actions de surveillance, sont détectés despoints où le revêtement est endommagé (dommageset/ou corrosion superficielle), ceux-ci pourront êtrecorrigés en utilisant la méthodologie suivante:
Superficial damages or corrosion
Damages found in the coating during inspections (su-perficial damages and/or corrosion) may be repairedusing the following methodology:
Danni o corrosione superficiale
Se durante i controlli dovessero essere rilevate zonecon rivestimento danneggiato (danni e/o corrosione
superficiale), è possibile intervenire utilizzando la se-guente metodologia:
Schäden oder oberflächliche Korrosion
Falls bei der Prüfung Stellen mit beschädigter Ver-zinkung festgestellt werden (Schäden und/oder ober-
flächliche Korrosion), können diese auf folgende Wei-se behoben werden:
Daños o corrosión superficial
Si durante las acciones de vigilancia se encuentranpuntos con el revestimiento dañado (daños y/o cor-
rosión superficial), estos se podrán corregir usandola siguiente metodología:
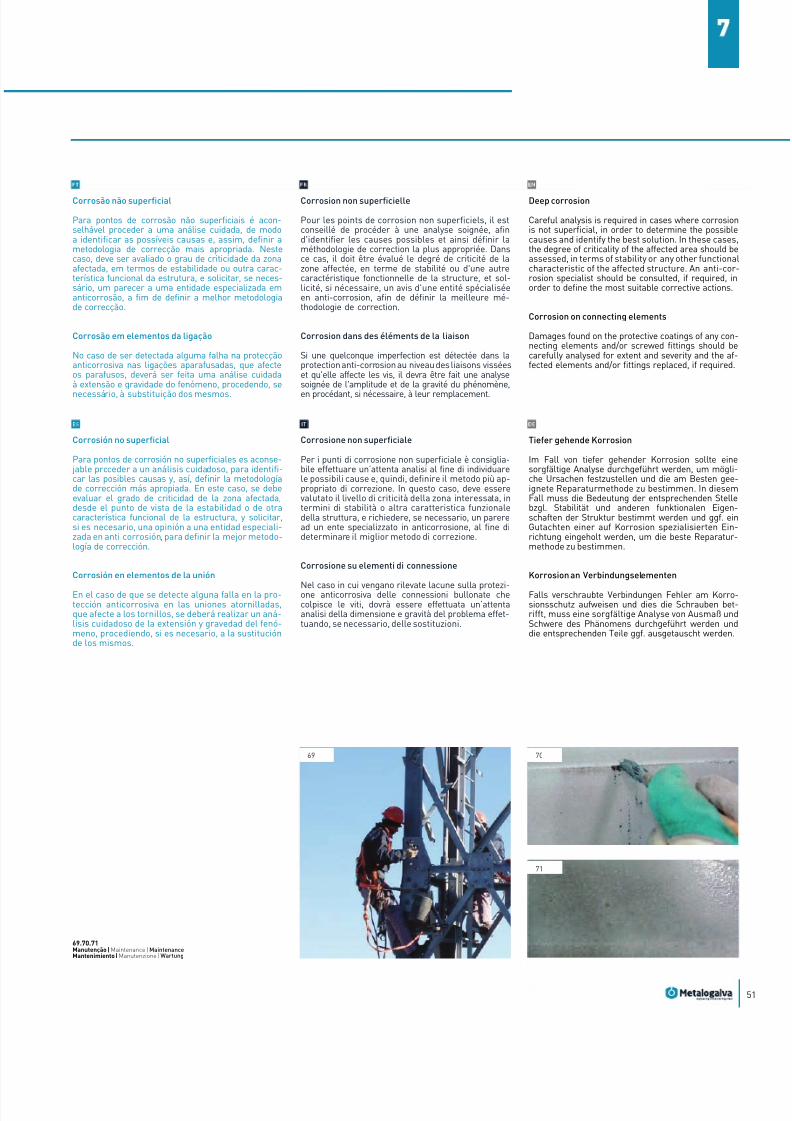
7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 51/52
69 70
71
Corrosão não superficial
Para pontos de corrosão não superficiais é acon-selhável proceder a uma análise cuidada, de modoa identificar as possíveis causas e, assim, definir ametodologia de correcção mais apropriada. Nestecaso, deve ser avaliado o grau de criticidade da zonaafectada, em termos de estabilidade ou outra carac-terística funcional da estrutura, e solicitar, se neces-sário, um parecer a uma entidade especializada emanticorrosão, a fim de definir a melhor metodologiade correcção.
Corrosão em elementos da ligação
No caso de ser detectada alguma falha na protecçãoanticorrosiva nas ligações aparafusadas, que afecteos parafusos, deverá ser feita uma análise cuidadaà extensão e gravidade do fenómeno, procedendo, se
necessário, à substituição dos mesmos.
Corrosion non superficielle
Pour les points de corrosion non superficiels, il estconseillé de procéder à une analyse soignée, afind'identifier les causes possibles et ainsi définir laméthodologie de correction la plus appropriée. Dansce cas, il doit être évalué le degré de criticité de lazone affectée, en terme de stabilité ou d'une autrecaractéristique fonctionnelle de la structure, et sol-licité, si nécessaire, un avis d'une entité spécialiséeen anti-corrosion, afin de définir la meilleure mé-thodologie de correction.
Corrosion dans des éléments de la liaison
Si une quelconque imperfection est détectée dans laprotection anti-corrosion au niveau des liaisons visséeset qu'elle affecte les vis, il devra être fait une analysesoignée de l'amplitude et de la gravité du phénomène,
en procédant, si nécessaire, à leur remplacement.
Deep corrosion
Careful analysis is required in cases where corrosionis not superficial, in order to determine the possiblecauses and identify the best solution. In these cases,the degree of criticality of the affected area should beassessed, in terms of stability or any other functionalcharacteristic of the affected structure. An anti-cor-rosion specialist should be consulted, if required, inorder to define the most suitable corrective actions.
Corrosion on connecting elements
Damages found on the protective coatings of any con-necting elements and/or screwed fittings should becarefully analysed for extent and severity and the af-fected elements and/or fittings replaced, if required.
Corrosión no superficial
Para pontos de corrosión no superficiales es aconse- jable proceder a un análisis cuidadoso, para identifi-car las posibles causas y, así, definir la metodologíade corrección más apropiada. En este caso, se debeevaluar el grado de criticidad de la zona afectada,desde el punto de vista de la estabilidad o de otracaracterística funcional de la estructura, y solicitar,si es necesario, una opinión a una entidad especiali-zada en anti corrosión, para definir la mejor metodo-logía de corrección.
Corrosión en elementos de la unión
En el caso de que se detecte alguna falla en la pro-tección anticorrosiva en las uniones atornilladas,que afecte a los tornillos, se deberá realizar un aná-lisis cuidadoso de la extensión y gravedad del fenó-meno, procediendo, si es necesario, a la sustituciónde los mismos.
Corrosione non superficiale
Per i punti di corrosione non superficiale è consiglia-bile effettuare un’attenta analisi al fine di individuarele possibili cause e, quindi, definire il metodo più ap-propriato di correzione. In questo caso, deve esserevalutato il livello di criticità della zona interessata, intermini di stabilità o altra caratteristica funzionaledella struttura, e richiedere, se necessario, un pareread un ente specializzato in anticorrosione, al fine dideterminare il miglior metodo di correzione.
Corrosione su elementi di connessione
Nel caso in cui vengano rilevate lacune sulla protezi-one anticorrosiva delle connessioni bullonate checolpisce le viti, dovrà essere effettuata un’attentaanalisi della dimensione e gravità del problema effet-tuando, se necessario, delle sostituzioni.
Tiefer gehende Korrosion
Im Fall von tiefer gehender Korrosion sollte einesorgfältige Analyse durchgeführt werden, um mögli-che Ursachen festzustellen und die am Besten gee-ignete Reparaturmethode zu bestimmen. In diesemFall muss die Bedeutung der entsprechenden Stellebzgl. Stabilität und anderen funktionalen Eigen-schaften der Struktur bestimmt werden und ggf. einGutachten einer auf Korrosion spezialisierten Ein-richtung eingeholt werden, um die beste Reparatur-methode zu bestimmen.
Korrosion an Verbindungselementen
Falls verschraubte Verbindungen Fehler am Korro-sionsschutz aufweisen und dies die Schrauben bet-rifft, muss eine sorgfältige Analyse von Ausmaß undSchwere des Phänomens durchgeführt werden unddie entsprechenden Teile ggf. ausgetauscht werden.
Manutenção | Maintenance | MaintenanceMantenimiento | Manutenzione | Wartung
69.70.71

7/18/2019 Cat Galvanizacao
http://slidepdf.com/reader/full/cat-galvanizacao 52/52
www.metalogalva.pt
METALOGALVA PORTUGAL
IRMÃOS SILVAS, S.A.Maganha - Santiago de Bougado,Apt. 206 - 4786-909 TrofaPortugal
GPS: 41°20`18.71``N - 8°36`36.86``W
Tlf. +351 252 400 520Fax +351 252 400 521
METALOGALVA SPAIN
Camino Cerro de los Gamos,1
28224 Pozuelo de AlarcónMadrid
Tlf. +34 91 790 11 19
METALOGALVA FRANCE
3, boulevard de l’Ouest10600 La Chapelle Saint LucFrance
Tlf. +33 (0)3 10 72 04 46Fax +33 (0)3 25 45 78 15
METALOGALVA ITALY
Via Gramsci 33/B
43058 Sorbolo, ParmaItaly
Tlf. / Fax +39 0521 15 666 17