cdt in advanced composites for … in advanced composites for innovation and science poster booklet...
TRANSCRIPT

6th ANNUAL CONFERENCE OF THE
CDT IN ADVANCED COMPOSITES FOR INNOVATION AND SCIENCE
POSTER BOOKLET
Tuesday 11th April 2017 University of Bristol, Queen’s Building, University Walk,
Bristol, BS8 1TR, UK

Multifunctional
Composites and Novel
Microstructures

www.bristol.ac.uk/composites
The feasibility of a bespoke revision hip implant solution is evaluated through thecharacterisation of the trabecular architecture of the acetabulum, the finite elementanalysis of a human innominate bone under typical load cases and the identification of asuitable substitute material, together with an appropriate processing method.
Patient specific hip implantsBehjat Ansari, Kate Robson Brown*, Richard Trask+, Mark Schenk, Nic Roberts
*Department of Archaeology and Anthropology (University of Bristol), +Department of Mechanical Engineering (University of Bath)
Supported by
Incentives
Trabecular characterisation
Notable findings• Max principal stress 1.373 GPa at sacroiliac joint• Compressive stress of 12 - 30 MPa around acetabulum edge – increasing
tensile stress away from the edge• Varying body weight, abductor muscles force, joint reaction force and lever
arm ratio contribute to variations in load magnitude and stress distributions
Bespoke solution
Prevent osteolysis and
promote osseointegration
High durability
1.4 million procedures annually –
$5.84 billion
More than doubled in
2000-2010
Growing demand, result of rise in population age and obesity
Objectives
CT ScansMesh
generation and FEA
Structural optimisation
Implant manufacture
0
10
20
30
40
50
60
70
1 2 3
B.V/
T.V
(%)
Female Male Male - LEFT Male - RIGHT
1111111111 222222222222 33333333333
-20
0
20
40
60
80
100
120
1 2 3 4 5 6
B.Ar
/T.A
r(%
)
1210 1130 10502D A
NAL
YSIS
% B
one
area
for
6 r
egio
ns o
f in
tere
st
3D A
NAL
YSIS
% B
one
volu
me
for
3 vo
lum
es
of in
tere
st
QU
ALI
TY O
F LI
FE
FIN
ANC
IAL
Future workExplore additive manufacturing methods such as FDM and EBM to create porous hydroxyapatite and tantalum scaffolds, and develop structural optimisation methods to aid implant design.
CT scan of the female specimen demonstrating a) trabeculae with discontinuous and sparse and less ramified appearance away from the acetabulum edge compared to the more densely packed network closer to the edge, highlighted in e), b) thick cortical bone bordering the cancellous region, c) smaller trabeculae, transversely connecting the larger, longitudinal counterparts visible in d).
Notable findings• Bone volume on average 14% lower in female specimen• Varying degrees of anisotropy – variations in loading direction
Methodology• CT scanning of 4 hip bone specimens – focusing on acetabular region• 2D and 3D analyses of histomorphometric parameters
Free body diagram of hip joint forces, where K is body weight minus weight of bearing leg, M is abductor muscle force and R is joint reaction force,with a and b moment arms of the forces K and M from the hip joint, Byrne et al. (2010).
Finite element analysis
Con
tour
plo
ts o
f max
imum
pr
inci
pal
stre
ss
Methodology• Loading for one-
legged stance• Pinned at two
joints – sacroiliac joint and pubic symphysis

www.bristol.ac.uk/composites
The investigation of effective through service on-platform repair technologies forpropulsion systems is of interest for aerospace applications. The research focuseson the manipulation of nanofillers such as multi-walled carbon nanotubes(MWCNTs) through external magnetic fields for advanced curing.
Positioning and aligning CNTs by external magnetic field to assist localised epoxy cureGiampaolo Ariu, Ian Hamerton, Bhrami Jegatheeswaram Pillai,
Dmitry Ivanov
Supported by
Methodology• Magnetic CNT positioning to create tailored
CNT networks within composite.• Localised heating from CNTs for more
controlled curing process.Schematic of composite inner structure for CNT magnetic alignment and translation.
Pro
cess
Nickel-plated CNTs blended with epoxy resin and exposed to through-thickness DC magnetic field until resin gelation.
Fin
din
gs
Magnetically driven CNT edge pattern confirmed CNT manipulation within resin.Alternative metals tested showing cobalt (Co) as best plating.
Left: Ni-plated CNT positioning within epoxy PRIMETM 20LV after exposition to B = 0.5 T (top view). Right: computerised tomography (CT) scan of PRIMETM 20LV + 2.5 wt.% Ni-plated MWCNTs (in red) under 0.5 T [1].
10 mm
Magnetic positioning of the plated MWCNTs within epoxy resin
Future workInductive cure of scarf samples bonded with Co-CNT-filled adhesive, followed by bond strength tensile testing.
[1] Ariu G., Hamerton I., Ivanov D., Open Physics. (2016) 14:508-516 (DOI 10.1515/phys-2016-0057).
Magnetic positioning of Co-plated CNTs within composite: results
Energy-dispersive X-ray (EDX) cobalt mapping (Co represented by yellow regions) at the fracture surface from location A to C.
A B C
Cobalt distribution progression(magnetically driven CNT migration + filtration):
Co-plated CNTs could localise and assist cure
Modulated Differential Scanning Calorimetry (mDSC) results showing effect of Co-CNT distribution on cure kinetics.
Sample preparationNCF glass printed with 2.5 wt.% Co-plated CNT-filled epoxy (field/no field exposition), followed by resin infusion.
Sample characterisationCo-CNT magnetic migration (A -> B -> C) from fracture surfaces through Co mapping via SEM/EDX, together with mDSC/FT-IR for Co-CNT effect on cure degree ( ).
Magnetic positioning of Co-plated CNTs within composite: procedure
(a) Resin printer head used for the magnetic patch printing; (b) magnetic patch highlighting sample region and characterised fracture surfaces A, B, C; (c) machined sample region (c).
AB
C
(a)(b)
(c)
Increasing

www.bristol.ac.uk/composites
Liquid crystal elastomers (LCEs) are capable of programmed shape change byswitching between the nematic mesophase and the fully disordered isotropic state.By introducing a UV-responsive azo group to the mesogen, disruption of thenematic phase can occur reversibly at room temperature; a process which hasbeen exploited for soft actuators. This work focuses on developing thermoplasticLCEs with the aim of using extrusion to obtain well-aligned, UV-responsive fibres.
UV-responsive liquid crystal elastomers for room temperature shape change
Laura Beckett, George Whittell, Valeska Ting, Richard Trask, AnnelaSeddon and Ian Manners
Supported by
UV-Induced Shape Change• Stretching polymer film in isotropic
state aligns mesogens to enableshape change.
• Manually stretched thin film heldunder tension (25.7 kPa stress) -contracts on irradiation with UV light:
• Visible light returns polymer to itsoriginal state – contraction stops.
Towards Responsive Fibres • Aim to use shear forces encountered
during extrusion to form a well-alignedliquid crystal monodomain.
• Compare UV response with manuallyaligned film.
• Investigate effect of fibre diameter onresponse.
A synthetic route to the functional polymer has been developed with the following advantages:
• High yield – 85%.
• Mild reaction conditions.
• Ability to accommodate avariety of polymerbackbones/mesogenicgroups.
H9C4O NN O
HO
OOC4H9
Si O Si O Si O Si O Six y z z y x
SS S
OHOHOH
O O O
Si O Si O Si O Si O Si
SS S
OO
O O O
y z z y xx
LCO
N ONH9C4O
OOC4H9
LC
DichloromethaneDCC
DMAP
Room temperature48 hours
+
=LC
Polymer Synthesis and Characterisation
0 60 120 180 240 300 360 420
0.000
0.005
0.010
0.015
0.020
Forc
e (N
ewto
ns)
Time (seconds)
UV
-On
UV
-On
UV
-On
UV
-Off
UV
-Off
UV
-Off
UV-On
Polymer Film
UV-Off
DSC confirms thermal transitions in desired range:
-50 0 50 100 150-0.4
-0.3
-0.2
-0.1
Hea
t Flo
w (W
/g)
Temperature (°C)
Tg – 20 °CPMVS Midblock
Above this Tg at room temperature –polymer is soft and deformable
Tiso – 120 °CNematic-Isotropic transition
Transition occurs at room temperature with UV irradiation
Anisotropic, responsive fibre out
Isotropic polymer in
Flow through screw extruder aligns mesogens as forced through nozzle

www.bristol.ac.uk/composites
Figure 3: Diffuse UV-vis spectra of SiO2 inverse opals ( =240 nm)coated with 15 nm Ag in air (a), and infilled with ethanol (b). Insetshows photographs of the device displaying colour change
Figure 2: Diffuse UV-vis spectra of PS opals ( =240,310, 500 and 1000 nm)
Glasssubstrate
240 nm
310 nm
500 nm
1000 nm
Photonic crystals are periodic ordered microstructures, built from dielectricmaterials, with a periodicity in the scale of visible light wavelength (~200-700nm). Through rational design and smart tuning of the PC periodicity it is possibleto tailor the colour exhibited by these materials. The main objective of this work isto design and assemble photonic crystal structures based on colloidal selfassembly and silica sol-gel chemistry for active colour display devices.
Inverse opals for active colour tuning devices
Supported by
Diego Bracho, Ian Hamerton, Richard Trask, Annela Seddon
ResultsPolymer opals and silica inverse opals wereprepared by colloidal self-assembly and sol-gel chemistry. The resulting species exhibitangle-dependant colouration characteristic ofphotonic structures (Fig. 1a). These exhibit aface-centered cubic (FCC) structure, with the(111) plane oriented at the surface of thestructure (Fig. 1b,c).
The exhibited colour can be tuned by alteringone or more physical parameters of thesystem, such as lattice spacing (Fig. 2),symmetry, induction of defects, and refractiveindex contrast (Fig. 3).
22 mFigure 1:a) Photograph of SiO2 inverse opal coated with silver ( =1 μm)b) SEM image of a polymer direct opal ( =240 nm)c) SEM image of SiO2 inverse opal ( =500 nm)
22 m
555 mm
(b)
(a)
(c)
Conclusions and Future Work
• Direct and inverse opals of different pore sizes were fabricated using a vertical depositionmethod in a single-step co-assembly of polystyrene colloids in a silica precursor solution.
• Tunability of the photonic bandgap within the visible spectrum is interesting for potentialapplications in photonics and optics, such as colour display devices, active camouflage,sensors, etc. Future work will include the integration of smart materials, aiming forcomplete tunability within the visible spectrum.

www.bristol.ac.uk/composites
Surface modification of composite material for space application—a baseline
• Fibre failure occurred the first bend of LAM01, meaning that this laminate is not suitable for thisstowage application. LAM01 and LAM03 show more matrix cracking signs compared to LAM02 andLAM04, with the Kevlar laminate undergoing significant damage after 10 cycles of stowage.
• The results from the acoustic sensor showed consistent results with three-point bend.
• Future work consists of optimising the set-up of bend radius test to improve the baseline, and of testingsamples after Photosil treatment and VUV/ATOX exposure.
Yanjun He, Ian Hamerton, Mark Schenk, and Alex Brinkmeyer
Supported by
Bend radius test set-up
Flexural stiffness before and after bend for each sample
Acoustic Energy (AE) and amplitude vs. bend number for (a) LAM01, (b) LAM01 (rescaled), (c) LAM02, (d) LAM03 and (e) LAM04
Results
• A three point bend according to ASTM D790-15 is applied to thesamples. After the first test, the samples are bent around a rigidcylinder 10 times to simulate repeated stowage damage. An acousticsensor is used to record the energy during the bends to detect fibredamage and failure. The three-point bend test is conducted again aftersimulated stowage.
• Laminates tested (all laminates contain toughened epoxy):- LAM01: Carbon PW 94gsm - LAM02: Carbon PW 61gsm- LAM03: Kevlar PW 60gsm - LAM04: Hybrid Kevlar 60gsm/Carbon 61 gsm
Test methods
Conclusions and future work
To improve the durability of composites materials for space applications, a surfacemodification ‘Photosil’ technique is considered. This technique is a surface modificationtreatment which improves the resistance to atomic oxygen and UV radiation bysilylation of the surface of the composite material. For space deployable structures,where flexural properties are of great importance, tests are performed to ensure themodification does not affect the flexural properties of the material. In this work, athree-point bend and bend radius test, together with acoustic energy measurements,were performed on four types of untreated samples. Together these form a baselinefor subsequent comparison to Photosil-treated samples.

www.bristol.ac.uk/composites
Creating folds: Origami inspired morphing Manu Mulakkal, Richard Trask, George Whittell, Ian Manners and
Annela Seddon
Supported by
45° : (spacing 10 mm)
30° : (spacing 5 mm)
45°:(spacing 5 mm)
45° (10 mm) 30° (5 mm) 45° (5 mm)
Examples of some Origami inspired transformations
Construction 1-annular paper cut (bottom)2-gel3-annular paper cut(top)
1
3
1
1 2 3 1
Principle of actuation: shrinking driven
Shrinking of hydrogel due to loss of water would create a positive curve on paper due to strain mismatch driving the open regions close to each other
The resulting fold angle depends on: the amount of gel-forming polymer, its spread, stiffness of paper (i.e grammage) and open area that needs to be folded
10 mm5 mm 15 mm180 °C for 5 min
Flat Pop-up
30 mm 30 mm
Folding is a key process at the heart of morphing or transformations that occur in nature.Whether it’s the formation of proteins from polypeptide sequences or vast mountain rangesthrough the movement of tectonic plates; folding is ubiquitous in nature. A methodology forcreating folds on fibrous substrates, such as paper, utilising the forces developed withinhydrogels during drying is presented. This methodology is not just limited to folds but curvesand sophisticated pop-up structures can also be realised through pertinent design. Theshapes formed can revert back to the flat configuration using the stimuli of water. Thismethodology and design parameters are envisaged to better inform the design andfabrication of stimuli-responsive fibrous substrates.
Hydrogel Paper De-hydrated gel
free endsIndependent Coupled
Scale bar: 25 mm
Scale bar: 10 mm
Front view Side view
Rectangle to helix Concentric circles to saddle-like shapeHydrogel lines at prescribed angle and spacing on paper

www.bristol.ac.uk/composites
Additive manufacturing of multi-functional and patterned GFRP composites
Arjun Radhakrishnan+, David Stanier+, Ian Gent+, Ian Hamerton+,Milo Shaffer*, Dmitry S Ivanov+
+University of Bristol, *Imperial College London
Supported by
Conventional liquid composite moulding processes are hindered by high viscosity when usingmultiwall carbon nanotubes (MWCNT) enhanced resin. To overcome these limitations andallow the processing of patterned multi-functional GFRP, a combination of two novelapproaches are explored in this work : a) use of heterogeneous solution (powder-liquid) and b) Liquid resin print. This process allows for localised enhancement ofmechanical and functional properties of the composites.
Step 2: Liquid resin printing
Step 1: Heterogeneous solution
• The solution is injectedinto a preform using a3D printer withmodified head to forma matrix patch.
• Higher loadings ofupto 3.5 wt% CNTsare possible whenmatrix is appliedlocally.
• Consolidation pressure isapplied at a predefineddegree of cure.
• Patch morphology iscontrolled by injection andconsolidation parameters .
Step 3: Consolidation (hot press)
Step 4: Resin infusion of patched preform
Flow/filtration
PROCESSING OF PATTERNED COMPOSITES
MOVING FORWARD
PATCH MORPHOLOGY
• Mechanical modelling of multi-matrixcomposites.
• Investigating:a. Influence of the multi-matrix interface
on tailoring the mechanicalperformance.
b. Optimisation of patch architecture.• Assess the feasibility for application in:
a. Reinforcing stress concentrationfeatures like joints.
b. Vibrational damping.
• Filtering of the powder through the fabric from thesite of the injection leads to natural grading of thematrix patch.
• Open holetensile testincrease of17% and 24%of strain-to-failure andstrengthrespectively.
Stress, MPaStress, MPa
Preform with functionalised cured patch is infused using conventional processes to create a patterned multi-matrix composite.
MECHANICAL PROPERTIES
The novel powderhelps improve theprocessability ofsolution with higherCNT loadings byencapsulating themwithin solid epoxy.
p
• Distribution of the particles can be controlled viaprocess parameters.
• Electrical conductivity maps across the matrix patchvaries with consolidation schemes.
matrix patch.
Solution = 15 wt.% CNT powder + liquid epoxy
Strain, %
• Different patchmorphologies areachievablethroughconsolidationparameters.

www.bristol.ac.uk/composites
Mechanical assembly of 3d mesostructures with programmed configurations areexplored. This method could transfer a variety of advanced materials from 2dprecursors into mechanically tunable 3d architectures with broad geometricdiversity. Such structures show great potential in areas, including microscalerheology measurement, soft robotics, energy harvesting, and cell mechanics.
3D mesostructures via compressive buckling and potential applications
Rujie Sun, Xinge Yu, Xin Ning, Jonathan Rossiter, Fabrizio Scarpa
Experimental Demonstrations
Supported by
Potential Applications
Bonding siteSU8Actuation
Fig. 2. Soft robotics Fig. 3. Microscale rheology measurement


Design, Analysis and
Failure

Embracing nonlinearities in structural designBradley Cox, Rainer Groh, Daniele Avitabile, and Alberto Pirrera
A nonlinear structure is one whose stiffness varies nonlinearly with the load applied. Structures exhibiting large displacements are kine-matically nonlinear. These are often investigated in academia, but are rarely observed in industrial applications. There are a number ofreasons why they are not used, namely: (i) Nonlinear structures are complex and time-consuming to analyse and design; (ii) There isa shortage of sufficiently robust numerical schemes capable of producing reliable results for all forms of nonlinearities; and (iii) Nonlinearresponse is usually assumed to indicate some form of structural failure.These issues can be dealt with by employing Generalised Path-following, a technique used to explore the design space of any structure -for any parameter change. Herein, generalised path-following is used to explore the design space of a simple nonlinear frame structure -it can be shown that, when forced to deform linearly, the structure under-utilizes its inherent load-carrying capacity. This additional load-carrying capacity can be recovered without changing the mass of the structure. This is achieved by applying a simple perturbation to theoriginal geometry in the form of a desired mode shape.
1. Problem definition1. A simple frame structure,
Applied load2. Cross-sectional properties and material properties of all mem-
bers are identical.3. Simply supported.4. Load-displacement response evaluated for the point where the
load is applied.
0 0.002 0.004 0.006 0.008 0.01 0.012 0.014Displacement
0
1
2
3
4
5
6
7
8
9
10
Load
×104 Fundamental path
Natural path
Currentlyunattainable
Can we removethis unstable
region?
Stable equilibrium path
Unstable equilibrium path
Critical points
Displacement (m)
Load(N
)
5. The natural path is obeserved physically.6. The fundamental path is found numerically and offers additional
load-carrying capability, but it is currently unattainable due to itsunstable equilibrium region.
Can we make use of the fundamental path instead of thenatural path?
2. Solution methodA very simple, yet elegant method is used to recover the redundantstiffness. A perturbation is applied to the original geometry in theform of the deformation mode of the fundamental path.The original geometry, x0 is altered by a function of the deformationmode of the desirable fundamental path, f (u) = αu such that,
x = αu + x0
3. Results
Displacement
α
Load
8
6×1040
40
2×10-3
2
0.05
406
0.1
0.15
Unstable regionvanishes
(α = 0.1443)
Stable equilibrium path
Unstable equilibrium path
Bifurcation path
Displacement (m)
Load (N)
Parameter,α
4. Future workHow many other structures have redundant stiffness or strengththat could be exploited? A similar structure has been analysed butposes a different problem.
0 0.05 0.1 0.15Displacement
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Load
×104
Previously unseen stable path
Fundamental path
Can we close this gap?
Stable equilibrium pathUnstable equilibrium pathCritical points
Displacement (m)
Load(N
)
The desirable, stable, equilibrium path is not attached to the funda-mental path. Future efforts will be made to bridge the two paths.
5. Conclusion
• Applying a very small perturbation to the initial geometry offerssignificant gains in load-carrying capacity of a given structure.
• It is shown that a structure can be tailored to deform along a pre-viously unstable equilibrium path by applying this perturbation.
• Compliant structures can be designed with a wide range of ap-plications, particularly in the field of Microelectromechanical Sys-tems (MEMS).
Supported by
www.bristol.ac.uk/composites

www.bristol.ac.uk/composites
Numerically efficient dynamic models for early design and analysis of thick composite laminates
Aewis Hii, Luiz Kawashita, Alberto Pirrera, Stephen Hallett
Supported by
Accurate structural analysis of thick and large laminated structures demands highcomputational cost. Consequently, there is very limited scope for optimisationduring early design stages. The aim of the project is to develop efficient numericaltools to model thick and large laminates under transient dynamic loading andaccounting for various damage mechanisms. CUF-FE is a finite element methodformulated based on a class of structural theories known as Carrera UnifiedFormulation (CUF). The framework allows 3D stresses to be obtained at muchlower computational cost in comparison with solid meshes in conventional FE.
Conventional FEM
CUF-FEM
Large numbers of low-order elements are required for the solution of 3D stress fields – computationally expensive.
State variables solved at cross sections using polynomial expansion of variable order. Span-wise distributions obtained using high order interpolation functions.
Key advantages• 3D stresses are obtained at much
lower computational costs than 3D continuum elements in conventional FE.
• Solution accuracy can be ‘tuned’using one scalar quantity.
Development scope• Modelling of tapered and doubly curved
plates.
• Development of a transient dynamicssolver for CUF-FEM.
Case Study: Pinched C-Beam
• Convergence in displacementsCUF-FEM: 8,874 DoFs
CONVENTIONAL FEM: 352,742 DoFs
• Adaptive solution schemes to improvenumerical efficiency.
• Extension to progressive damageanalysis.

www.bristol.ac.uk/composites
Impacts from small and hard particles at high velocity cause foreign objectdamage (FOD). Understanding the effect of FOD on component strength andstructural integrity has become a critical activity. Impacts have been carried for arange of velocities, and damage was investigated under X-ray CT scan. Impactinduced damage was characterised in terms of amount of fibre fracture, andprojected delamination areas.
Effect of high velocity impacts on thin composite plates
Ashwin Kristnama a, Michael Wisnom a, Stephen Hallett a,David Nowell b
aACCIS, University of Bristol, bUniversity of Oxford
Supported by
www.bristol.ac.uk/co
45
90
-45
0
45
90
-45
0
0
-45
90
45
0
-45
90
45
10mm
EdgeMid-span
-45/0 interfaces from CT scans for impacts at 350 m/s.Damage is characterised in terms of amount of fibre fracture by
determining c (see in figures above). C is the average length of fibre fracture in the 90 orientation in the above -45/0 interfaces.
EdgeMid-span
10
0 m
/s
20
0 m
/s
35
0 m
/s
45/90 interface
90/-45interface
-45/0 interface
0/45 interface
0 20mm
Comparison between edge and mid-span impacts for delamination occurring at interfaces over a range of velocities, as observed under CT scan.
c
c
0
500
1000
1500
2000
2500
100 150 200 250 300 350
Pro
ject
ed
del
amin
atio
n a
rea
(mm
2)
Impact velocity (m/s)
Edge impactsMid-span impacts
0123456789
100 150 200 250 300 350
Fib
re f
ract
ure
, C
(m
m)
Impact velocity (m/s)
Edge impactsMid-span impacts
o For higher impact velocities, the impactedlaminates show fairly similar damage size, with fibre fracture through the full thickness
o Delamination area extends across the full widthof the laminates at higher velocities, propagating within the -45/0 & 45/0 interfaces
Impact test set-up
Material: IM7/8552 Projectile: 3mm steel cube of mass 0.22g
A – edge impactB – mid-span impactCantilever jig
Laminate
Residual strengthBaseline (non-impacted): 909 MPaAt 350 m/s; Edge impact: 358 MPa
Mid-span impact: 318 MPa

www.bristol.ac.uk/composites
Based on the work presented, the following key next steps have been identified:• Explore wider design spaces (incl. internal geometry) under realistic loading.• Investigate BTC coefficients of simpler beams as baseline for model validation.• Integrate manufacturing considerations (i.e. draping) more directly into analysis.
The blade performance was found to be load case dependent and strongly affected by draping. Due to the multi-step process, this meant that performance differed significantly from step to step.
Results highlighted the need for an integrated approach and a careful consideration of the design space, to ensure viable BTC based on material coupling.
Each design is evaluated using Finite Element Analysis (FEA) with shell elements in a three step process:
The reference blade is 45 metres long and has a standard straight planform:
The blade was redesigned to include material induced BTC with the use of unbalanced laminates and variable fibre angles to generate internal shear flow under a single tip bending load.
Over their operating lifespan wind turbines are subjected to harsh environmental conditions resulting in detrimental fatigue damage. The concept of bend-twist coupled (BTC) blades investigated in this work passively mitigates aerodynamic loads, effectively reducing fatigue and increasing wind turbine lifespan.
Design of a bend-twist coupled wind-turbine blade demonstrator
Vincent Maes, Terence Macquart, Paul Weaver, Alberto Pirrera
Supported by
DESIGN
ANALYSIS
RESULTS
NEXT
1. Optimisation of the material property distribution using lamination parameters.
2. Optimisation of actual stacking sequences to match property distribution from step 1.
3. Adjustment of fibre angles for the effects of draping.
, , , = 1 cos 2 , sin 2 , cos 4 , sin 4, , , = 1 cos 2 , sin 2 , cos 4 , sin 4, , , = 1 cos 2 , sin 2 , cos 4 , sin 4
Presented at the 6th Annual Conference of the CDT in Advanced Composites for Innovation and Science (ACCIS CDT) on Tuesday the 11th of April 2017.

www.bristol.ac.uk/composites
Aeroelastic tailored aircraft structures, designed for maximum performance whileattaining minimum weight, remain a challenging multidisciplinary optimisationproblem. Current deterministic optimisation approaches may lead to unreliable orunrealistic designs due to the uncertainties in the modelling parameters. Animproved Robust and Reliability Based Aeroelastic Tailoring approach is introducedto accurately quantify uncertainty while designing for reliable and robust structure.
Aeroelastic tailoringrobust vs reliability based methods
Muhammad Othman, Jonathan Cooper, Alberto Pirrera, Gustavo Silva
Initial DesignStructural & Aerodynamic
Model
Objective, Design Variables, constraints
Robust/Reliability Based Design Optimisation
Stochastic Modelling(Polynomial Chaos)
Final Design
DV u
pdat
e
NO
YES
Reliability Based Design Optimisation (RBDO)• To achieve target reliability or performance of the wing.• Minimise the probability of occurrence of undesirable
aeroelastic response (flutter or divergence).Robust Design Optimisation (RDO)
• To optimise the design about a mean value whilst minimisingits sensitivity to random parameters.
Combined Reliability and Robust Design Optimisation (RRBDO)
• To obtain reliable and robust design by satisfying both targetreliability and maximum robust performance of the wing.
Overview
Case Study• Multiple constraint aeroelastic design problem for a composite aircraft wing.• Minimum structural weight optimisation with robust and reliable design configuration.• Uncertainty in modulus and ply thickness. Coef. of variance E1=0.1,E2=0.1 and tply=0.01.
• Minimum structural weight.• Uncertainty in composite
material properties.• Static, buckling, flutter and
gust design constraints.
Converged?
Supported by
Stress distribution for final design.
• Higher prob. of failure at target response for deterministic design is significantly reduced.• RRBDO provides ideal solution with lower mean flutter speed and lower prob. of failure.• Small weight penalty for RRBDO design method compared to the deterministic optimal.

www.bristol.ac.uk/composites
A novel thin interlayer glass/carbon hybrid composite sensor concept can be usedfor structural health monitoring (SHM) purposes in composite structures, leadingto a safer operation in service. The UD hybrid sensors indicate the overload of acertain structure by exhibiting a change in appearance when loaded beyond apredefined strain value. They can be attached to a component either as astructural sensing layer or integrated locally to the structure as demonstrated inthis study through real-life applications. The sensors can potentially be applied inadvanced lightweight applications such as sporting goods, civil engineeringstructures as well as pressure vessels.
UD hybrid composite overload sensorsTamas Rev, Gergely Czél, Meisam Jalalvand, Jonathan Fuller, Michael R. Wisnom
([email protected], [email protected], [email protected], [email protected], [email protected])
Substrate
Sensing layerOutermost layer
• Sensor geometry• Length, width
• Sensor/substrate stiffness ratio• Varying thicknesses
• Integration of sensors• Co-curing / Retrofitting
• Various bonding methods• Two distinct dimensions of sensing:
• Magnitude of strain• Direction of a given overload strain
Design variables
20 mm20 mm
Intact carbon layers absorb light at the glass/carbon
interface
Light is reflected back from the damaged glass/carbon interface due to carbon layer fracture and local delamination around cracks
Single fracture followed by sudden delamination
Fragmentation followed by gradual, dispersed
delamination
Concept: change of sensor appearance Pattern types(based on failure mechanism)
Before overload
After overload
Sensing mechanism
Increasing strain
20 mm
20 mm
Increasing strain
Supported by
Demonstrator application
CFRP Bike handlebar fitted with sensors
Applied load: 2700 N
Damage visualised at: 1750 N
EN14781 Standard load: 1000 N
www.bristol.ac.uk/composites
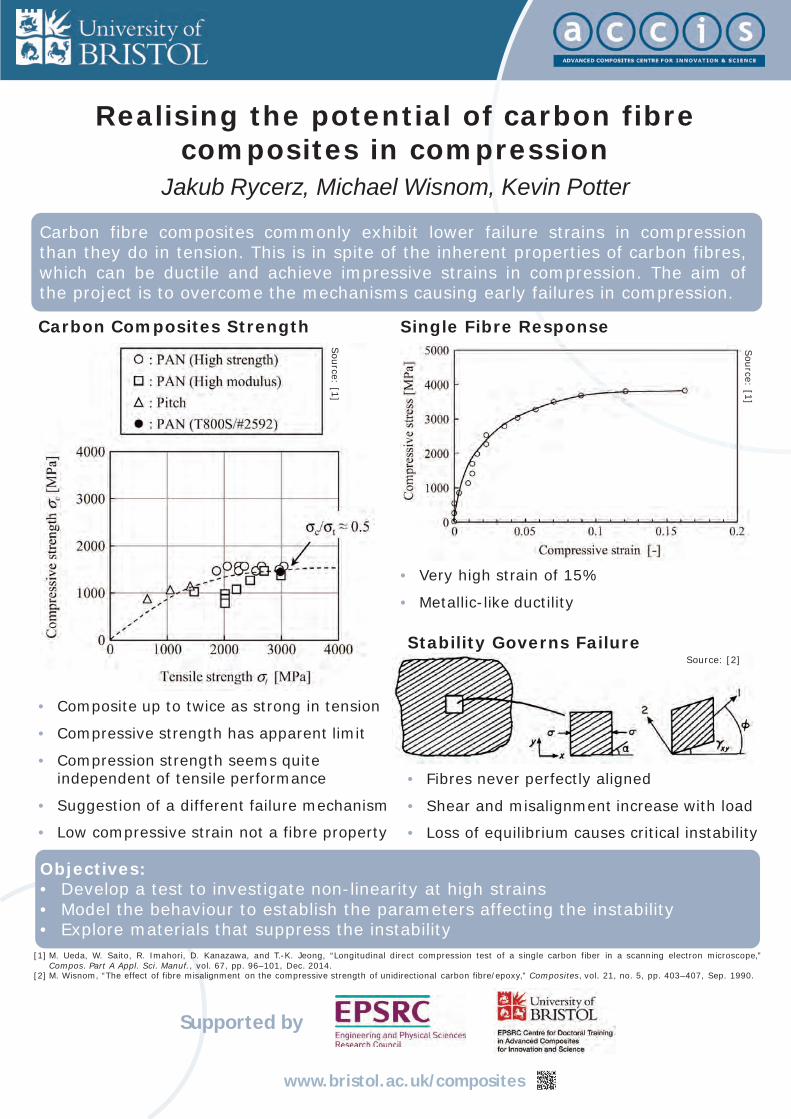
Single Fibre Response
• Very high strain of 15%
• Metallic-like ductility
Carbon fibre composites commonly exhibit lower failure strains in compressionthan they do in tension. This is in spite of the inherent properties of carbon fibres,which can be ductile and achieve impressive strains in compression. The aim ofthe project is to overcome the mechanisms causing early failures in compression.
Realising the potential of carbon fibrecomposites in compression
Jakub Rycerz, Michael Wisnom, Kevin Potter
Carbon Composites Strength
• Composite up to twice as strong in tension
• Compressive strength has apparent limit
• Compression strength seems quiteindependent of tensile performance
• Suggestion of a different failure mechanism
• Low compressive strain not a fibre property
Supported by
Stability Governs Failure
• Fibres never perfectly aligned
• Shear and misalignment increase with load
• Loss of equilibrium causes critical instability
Objectives:• Develop a test to investigate non-linearity at high strains• Model the behaviour to establish the parameters affecting the instability• Explore materials that suppress the instability
[1] M. Ueda, W. Saito, R. Imahori, D. Kanazawa, and T.-K. Jeong, “Longitudinal direct compression test of a single carbon fiber in a scanning electron microscope,”Compos. Part A Appl. Sci. Manuf., vol. 67, pp. 96–101, Dec. 2014.
[2] M. Wisnom, “The effect of fibre misalignment on the compressive strength of unidirectional carbon fibre/epoxy,” Composites, vol. 21, no. 5, pp. 403–407, Sep. 1990.
Source: [1]
Source: [1]
Source: [2]

www.bristol.ac.uk/composites
Pseudo-ductile tensile stress-strain responses have been achieved by using a thinply angle-ply approach, with laminates in the form of [± m/0n]s. Periodic fibrefragmentation in the central 0° plies and dispersed local delaminations introducepseudo-ductile strains. The objective of this work is to experimentally study thesepseudo-ductile laminates subjected to tension-tension fatigue loading, in order toinvestigate the stiffness changes and understand damage progression within themduring cyclic loading.
Fatigue behaviour of pseudo-ductile thin ply angle-ply carbon fibre laminates
Xun Wu, Jonathan Fuller, Michael Wisnom
Supported by
Experimental programme:Tensile fatigue testing at a frequency of 5Hz, R ratioof 0.1 with various max amplitudesPeak load was determined as % of “yield” stress( yield) of pseudo-ductile laminates loaded in tensionTested to 100,000 cycles, unless failure occurredStiffness monitored at different numbers of cycles byusing a video gauge
Intermediate - ultra high modulus carbon fibre combination [±252/0]s:
Intermediate - ultra high modulus carbon fibre combination [±277/0]s:
No stiffness loss during cycling at 80% of yieldSignificant stiffness reduction observed in 85%, 90%and 95% of yieldThe damage sequences observed in 85%, 90% and95% of yield : 0 plies fragmentation, localdelamination, edge delamination a in – / interfaceand final fracture formed edge delamination jointedwith 0 fragmentation
Conclusion and future work:The present study effectively shows that the region in which these pseudo-ductile thin ply angle-ply laminates can be safely operated is up to 80% of the yield stress. Future work will look todetermine the delamination growth rate from fatigue tests on a pre-fractured specimen and toexamine the residual strength of pseudo-ductile laminates in tension fatigue
Determination of max load amplitude
No stiffness loss during cycling at 80% and90% of yield, and no obvious damage wasobservedCycled at 95% of yield: significant stiffnessreduction was observed. Delaminationdominated failure mode observed at 0/-interface, initiated from single fracture incentral 0 plies
Central 0° plies became detached, causing the stiffness loss

Intelligent Structures

www.bristol.ac.uk/composites
Compliant components and/or actuators are key features of devices that involvehuman-robot interaction to assist or enhance human mobility. Morphingstructures’ variable geometry and nonlinear stiffness characteristics are exploitedin this project. Their behaviour in structural assemblies is explored to advancemechanical devices where compliance is needed.
Compliant mechanisms of morphingcomposite structures
Chrysoula Aza, Alberto Pirrera, Lorenzo Masia, Paul Weaver
Supported by
stripspoke
L
H=
2R
X
W
• Pre-stressed carbon fibre strips.
• Double helix architecture. (See figure beside)
• Variable geometry – extends/coils like a spring.
• Nonlinear stiffness characteristics.
Composite structure
Compliant mechanisms
• Nonlinear load-displacement response thatcould benefit various applications i.e.robotic joints.
• Explore the design space for variousconfigurations (see above).
Preliminary results - Work in progress
• Assembly of double helices in truss-like configurations.
• Combine double helices with different properties, ki.(See figures left)
Load-displacement curves of double helices with a) symmetric layups, b) antisymmetric layups, c) various lengths L, and d) various radius R.
a)
b)
c)
d)
L=100 mm, R=15 mm, W=10 mm
L=100 mm, R=15 mm, W=10 mm
[452/0/452], R=15 mm, W=10 mm
[452/0/452], L=100 mm, W=10 mm

www.bristol.ac.uk/composites
Shape-changing structures can reconfigure to provide extended/enhancedfunctionalities, thereby facilitating mass, volume and part count reduction, aperpetual objective across multiple industries. This project develops work onmulti-stable cylindrical lattices capable of adaptive shape change, by investigatingellipsoidal lattices. It is demonstrated numerically that the deformation mechanicsand kinematics of multi-stable cylindrical lattices are applicable to alternativegeometric configurations with non-zero Gaussian curvature, specifically ellipsoids.
Ellipsoidal lattice structuresMaximillian Dixon, Isaac Chenchiah, Alberto Pirrera
Supported by
• Enclosed volume – Capture/containment• Variable aperture – Flow regulating nozzle• Adaptive geometry – Spherical antenna• Tailorable stiffness – Spring/energy absorber
2. Pre-stress 3. Relaxed
Pre-stressed (black) and relaxed (coloured)configurations showing von Mises stress fora lattice of constant pre-curvature.
1. Initial 2. Pre-stress
Initial (black) and pre-stressed (coloured)configurations showing von Mises stress fora spiral of constant pre-curvature.
3. Relaxed 4. OperationAxial extension of 250 mm
Radial contraction of 200 mm
SHAPE ADAPTATION
Cylindrical Lattice Application Examples
ALTERNATIVE GEOMETRY =ADDITIONAL EXPLOITABLE BEHAVIOUR
Quadrifilar Antenna1
Device Assembly Stages
1. Initial – Spiral’s manufactured profile2. Pre-stress – Deformation to lattice profile3. Relaxed – Relaxation of assembled lattice4. Operation – Shape Adaptation
1. GM Olson, 2013, doi:10.2514/6.2013-16712. BK Dinh, 2015, doi:10.1109/ICORR.2015.7281244
Robotic Actuator2
Potential Ellipsoidal Lattice Applications

www.bristol.ac.uk/composites
Conceptual modelParametersL: Length (fixed)w: Flange widthh: Web heighttf: Flange thicknesstw: Web thicknessN: Number of half-wavesa: Half-wave amplitude
Boundary/load conditions and design constraints• Simply supported beam• Pressure load on flange• Onset of plasticity• Structural instability
Hidden length mechanismUpon loading, the sinusoidal web stretches out converting bending to stretching energy.
MethodologyA parametric study was performed on Finite Element models using a global sensitivity analysis method. This is to apportion the effect of varying each of the geometric parameters on both nonlinear response and structural efficiency of the beam.
Key findingsIn the nonlinear region of the design space:• Varying N and a individually changes our
measure of nonlinearity by 50% and 20%,respectively.
• Results suggest that the parameters ratioa.N/L contributes more effectively tochanges in structural efficiency (Force to failure/Mass) than the individual variation of any of the parameters.
• Wavy web profile adds little mass tostructure while delaying instability, asshown through comparison of the modelwith highest nonlinear response (NL)against a straight design with the same T-section on the figure below:
ConclusionGreater structural efficiency is achieved for the nonlinear model compared to straight counterpart with linear response.
This work explores the concept of structural efficiency via stiffness adaptation usinga T-beam model with a sinusoidal web. This geometry makes the structureinherently nonlinear due to the hidden length mechanism it develops upon loading.Initially, for small bending deformations, the beam is relatively flexible as the webacts like a corrugation, i.e. it provides little resistance to being stretched. Asdeformation increases, membrane stresses develop in the web causing the beam tostiffen whilst locally converting bending to stretching strain energy.
Structural efficiency via stiffness adaptation
Supported by
Olivia Leão, Rainer Groh, Paul Weaver, Alberto Pirrera
Instability and onset of
plasticity
Instability
0
10
20
30
40
50
60
70
80
0 1 2 3 4
Ver
tica
l lo
ad (
N)
Vertical displacement (mm)
Straight beam
Wavy beam
(NL)
(L)
x
y
z
avesde
ditionsnts
L
w
ha
tf
tw
N

www.bristol.ac.uk/composites
Two-dimensional analytical model of the Fishbone Active Camber Concept (FishBAC)Andrés Rivero, Paul Weaver, Jonathan Cooper and Ben Woods
Fish Bone Active Camber Concept
Supported by
The FishBAC is a compliance-based morphing aerofoil that generates large,continuous changes in aerofoil camber to allow for large changes in lift coefficientwith minimal drag penalty. In order to predict the deformed shapes of arbitrary,anisotropic FishBACs built from composites, the structure is modelled as a set ofdiscontinuous composite plates and stringers that are joined together into asingle structure using artificial torsional springs (Penalty Method). The plate’sdifferential equations are then solved using the Rayleigh-Ritz Method (Principle ofMinimum Potential Energy), with Chebyshev Polynomial shape functions.
Smooth and continuous changes in camber distribution[2]
Analytical ModelGeometric Assumption
FishBAC Geometry Simplified Geometry
Results
Example: [45/45/45]s CFRP laminate (spine) with isotropic skin and stringers vs. FEM
MethodKirchhoff-Love Plate Theory
Courant’s Penalty Method for discontinuities
Chebyshev Polynomials of the
First Kind
Rayleigh-Ritz Method ++
Classical Laminate
Theory
Artificial Torsional Springs
Model Capabilities
Benefits
Significantly higher than plain flaps[3]
Large lift control authority Δcl =0.72[1]
▪ Modular and parameterdriven: robust design tool▪ Can be coupled to 3D Aero:Fluid-Structure Interaction▪ Captures material andgeometric anisotropy▪ Captures spanwisevariations: Truly 3D FishBAC
Presented at the 6th Annual Conference of the EPSRC Centre for Doctoral
Training in Advanced Composites for Innovation and Science
Bristol, UK, 11th April 2017
References[1] Woods, B.K.S. and Friswell, M.I., (2013). Fluid-Structure Interaction Analysis of the Fish Bone Active Camber Mechanism. 54th AIAA/ASME/ASCE/AHS/ASC SDM Conference. Boston, MA, pp. 1–15.
[2] Woods B.K.S and Friswell M.I. (2016) Multi-objective geometry optimization of the Fish Bone Active Camber morphing airfoil. J. Intell. Mater. Syst. Struct. 27(6): 808 –819.
[3] Woods B.K.S, Bilgen O. and Friswell M.I. (2014) Wind tunneltesting of the fish bone active camber morphing concept.J. Intell. Mater. Syst. Struct. 25(7): 772–785.

Composites Processing
and Characterisation

www.bristol.ac.uk/composites
Kissing bonds are bonded interfaces that are in intimate contact but are notchemically bonded. They can be hard to detect with current ultrasound techniques,but if a strong enough acoustic force is applied by the ultrasound the bond canopen up, momentarily reducing the transmission of the interface. This distorts thewave moving energy from the fundamental frequency up into higher harmonics.This work is focused on developing a technique called non-collinear mixing, bymeasuring the nonlinear response of interfaces for a range of beam interactionangles and frequency combinations. The graphical representation of this data isreferred to as ‘fingerprints’ as the features in these fingerprints might allow forkissing bonds, among other interface/material properties to be identified.
Nonlinear ultrasonic detection of kissing bonds in composite structures
Jonathan Alston, Anthony Croxford, Jack Potter
Supported by
There are too many interesting features in the fingerprintspresented here to mention them all. The above fingerprintsshow the vast differences between the response of solidaluminium and an aluminium interface. The bottom leftfigures on this poster show how the nonlinear responsebla
1. P. Blanloeuil, A. Meziane, & C. Bacon, "2D finiteelement modeling of the non-collinear mixingmethod for detection and characterization of closedcracks." NDT & E International 76, 43-51 (2015).
Most testing presented here wasconducted on an aluminium boltedinterface sample. The torque on thebolts was adjusted to vary interfacepressure. Below is the nonlinearresponse at a frequency ratio of 0.9with varied bolt torque. (b) is thepeak normalised version of (a). ‘alt’was a measurement taken on adifferent area of the interface.
changes as the interfacepressure is altered. Note thatnot only does the magnitude ofthe pattern change but so doesits shape. The shape is a morerobust indicator since it isrelative and less sensitive totransducer coupling quality.To the right is a fingerprint of aCFRP sample with a releaseagent contaminated co-bond.
The angles of the input beams and their frequencies arevaried. The colour of each pixel in the fingerprint is related tothe intensity of the nonlinearly scattered beam produced bythe combination of those two variables. (a) & (b) are at twodifferent depths in a solid sample. (c) Is of an interfacesample taken at the same depth as (b), and (d) is the resultof an FE model of an interface [1].

www.bristol.ac.uk/composites
Development of improved fibre reinforced feedstocks for high performance 3D printingLourens Blok, Ben Woods, Kevin Potter, HaNa Yu, Marco Longana
Supported by
In this work, a new approach to composite manufacture is developed using anadditive manufacture (AM) technique, enabling low cost production of highlytailorable structures with excellent mechanical properties. The manufacturingprocess is based around traditional 3D printing of thermoplastic filament, wherethe novel aspect is the addition of aligned discontinuous fibres, 1 to 6 mm long, tothe feedstock. Careful selection of the fibre length and matrix system allows forretention of the majority of the mechanical performance of a continuous fibresolution, without the need for cumbersome and restrictive fibre cutting and initiallaydown procedures within the additive manufacturing process.
I. The High Performance-Discontinuous Fibre (HiPerDiF) method [2] is used to create highly aligned dry short fibre tapes which are used as reinforcements for the filament.
II. The dry fibre tapes are first consolidated with a thermoplastic film using heated rollers, creating a thermoplastic composite preform with high Vf and highly aligned fibres.
III. The composite strip is then formed into an uniform circular filament, preventing fibre breakage which occurs with traditional screw extrusion of filaments.
IV. Printing of the circular reinforced filament is performed using standard printing techniques, where the pre-alignment of fibres improves flow through the nozzle.
Future workInitial performance assessment• Increase fibre volume fraction of preform
strips by optimization of consolidation process.
• Forming of uniform circular filament.• Simulation and validation of fibre alignment
in thermoplastic flow during printing using smoothed particle hydrodynamics.
Stiffness comparison HiPerDiF/Nylon preforms with popular 3D print feedstocks.
Feedstock fabrication steps
[1] Compton, B. G., & Lewis, J. A. (2014). 3D-printing of lightweight cellular composites. Advanced Materials, 26(34), 5930–5935. [2] Yu, H., Potter, K. D., & Wisnom, M. R. (2014). A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Composites Part A: Applied Science and Manufacturing, 65, 175–185.[3] Ning, F., Cong, W., Qiu, J., Wei, J., & Wang, S. (2015). Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Composites Part B: Engineering, 80, 369–378.
References
[1]

www.bristol.ac.uk/composites
The presence of porosity defects in composite materials is commonly observed,and it has been shown to have a detrimental effect on the matrix-dominatedmechanical properties. Different material systems, stacking sequences andprocessing parameters can affect the distribution and morphology of voids. It iscrucial to understand the processes of void formation, which determine their sizes,shapes and distribution. In this work, the void morphology of two carbon/epoxytoughened pre-preg systems was analysed.
Understanding the influence of void morphology in carbon/epoxy material systems
Iryna Gagauz, Luiz Kawashita, Stephen Hallett
Supported by
Batch 1: P = 0.3 MPa, T = 30°C,curing @ 180°C for 5 hoursBatch 2: P = 0.3 MPa, T = 90°C,curing @ 180°C for 5 hours
0 2 4 6 836
38
40
42
44
46
48
50
Void content, %
Inte
rlam
inar
She
ar S
treng
th, M
Pa
Batch 1 (temperature = 30C)Batch 2 (temperature = 90C)
r=-0.858
0 10 20 30 4036
38
40
42
44
46
48
50
Peak of void volume fraction in a layer,%
Inte
rlam
inar
She
ar S
treng
th, M
Pa
Batch 1 (temperature = 30C)Batch 2 (temperature = 90C)
r=-0.896
• Cure cycle parameters, such as temperature and pressure,have a great influence on void development.
• Vacuum pressure is required during curing of IMA/M21 tomanufacture plates with controlled amounts of voids.
• Void shapes are different for different material systems:IMA/M21 - Inter-ply voids are more circular and occur at the ply interfaces; intra-ply voids are needle-like shaped in the fibre direction.IM7/8552 - Both types of voids (inter-ply and intra-ply) are needle-like shaped.
• Correlation of void parameters to ILSS for the samples ofIMA/M21 are planned in near future.The maximum void volume fraction in a ply
provides the best correlation with ILSS
Batch 3: P = 0.3 MPa, T = 30°C,curing @ 180°C for 3 hours + vacuum pressureBatch 4: P = 0.3 MPa, T = 90°C, curing @ 180°C for 3 hours+ vacuum pressure
Results Conclusions and future work
Intra-ply voids
IMA/M21IM7/8552
• The inter-laminar shear strength (ILSS) of IM7/8552 iscorrelated to different void features (e.g. maximum volume in a ply, maximum dimension, combined volume, etc.).
• Critical features are identified - to be avoided in real parts byimprovements in design and/or manufacture.
A bespoke manufacturing method has been developed to create laminates with controlled levels of porosity, by carefully controlling temperature (T) and pressure (P).
Inter-ply voids
Intra-ply voids
Inter-ply voids
www.bristol.ac.uk/composites
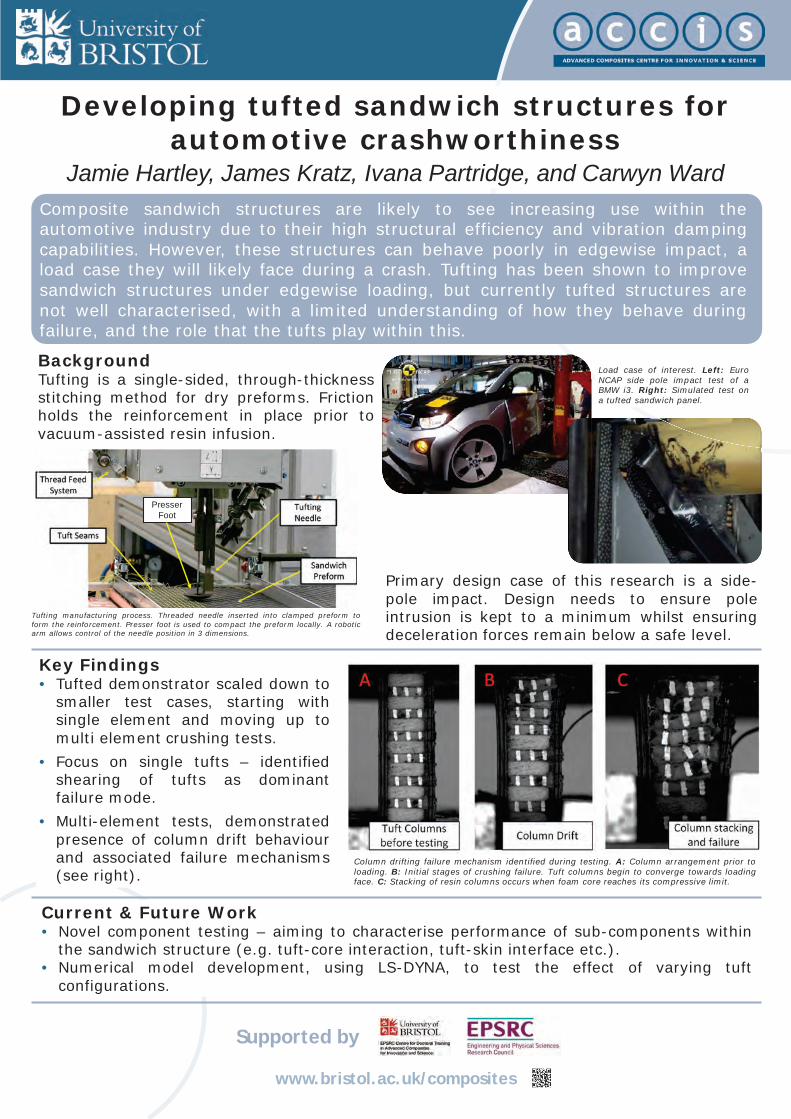
Composite sandwich structures are likely to see increasing use within theautomotive industry due to their high structural efficiency and vibration dampingcapabilities. However, these structures can behave poorly in edgewise impact, aload case they will likely face during a crash. Tufting has been shown to improvesandwich structures under edgewise loading, but currently tufted structures arenot well characterised, with a limited understanding of how they behave duringfailure, and the role that the tufts play within this.
Developing tufted sandwich structures for automotive crashworthiness
Jamie Hartley, James Kratz, Ivana Partridge, and Carwyn Ward
Supported by
BackgroundTufting is a single-sided, through-thicknessstitching method for dry preforms. Frictionholds the reinforcement in place prior tovacuum-assisted resin infusion.
Key Findings• Tufted demonstrator scaled down to
smaller test cases, starting withsingle element and moving up tomulti element crushing tests.
• Focus on single tufts – identifiedshearing of tufts as dominantfailure mode.
• Multi-element tests, demonstratedpresence of column drift behaviourand associated failure mechanisms(see right).
Current & Future Work• Novel component testing – aiming to characterise performance of sub-components within
the sandwich structure (e.g. tuft-core interaction, tuft-skin interface etc.).• Numerical model development, using LS-DYNA, to test the effect of varying tuft
configurations.
Primary design case of this research is a side-pole impact. Design needs to ensure poleintrusion is kept to a minimum whilst ensuringdeceleration forces remain below a safe level.
Column drifting failure mechanism identified during testing. A: Column arrangement prior toloading. B: Initial stages of crushing failure. Tuft columns begin to converge towards loadingface. C: Stacking of resin columns occurs when foam core reaches its compressive limit.
Load case of interest. Left: EuroNCAP side pole impact test of aBMW i3. Right: Simulated test ona tufted sandwich panel.
Tufting manufacturing process. Threaded needle inserted into clamped preform toform the reinforcement. Presser foot is used to compact the preform locally. A roboticarm allows control of the needle position in 3 dimensions.
Presser Foot

www.bristol.ac.uk/composites
150 200 250 300 3500.0
0.2
0.4
0.6
0.8
1.0
Industry Standard 280E20
tan(
delta
)
Temperature (°C)
107
108
109
E' (
Pa)
Bismaleimide-Triazine (BT) resins combine the beneficial properties ofbismaleimides (BMIs) and cyanate esters (CEs) to create systems with superiorattributes. These include high glass transition temperatures (Tg > 300 °C) and lowdielectric constants, making them excellent candidates for application as printedcircuit board substrates or radome materials. However, their adoption has beenhindered by high material cost, toxicity issues and poor processability. This projectaims to tackle these obstacles by creating novel, liquid processable systems thatmaintain or exceed the cured properties of current industry standards.
Development of liquid processable BT resinsRobert Iredale, Carwyn Ward, Ian Hamerton
Supported by
Results 2: DSC (Uncured)
• No observable melting transition for low BMI%• Liquid processing window > 100 °C• BMI component lowers cure temperature
• Tg and stiffness values competitive withindustry standards
• More properties still to be measured
Results 3: DMA (Cured)
Concept
Homogeneous cured resins
Results 1: Rheology
(1)
(2)
(3)
(4)
* 3 and 4 blended in 30:70 ratio to form E, a eutectic blend with a melting point of 105 °C
20 25 30 35 40 45 50 5510
100
1000
10000
Com
plex
Vis
cosi
ty (m
Pa
s)
Temperature (°C)
280 E20
250 E50
• Blends have low viscosities (<1000 mPa s) at low temperatures
• Offers potential for ambient resin infusion
• First trials have yielded rapid infusion at RT
-50 0 50 100 150 200 250 300 350 400
Spe
cific
HF
(W/g
)
Temperature (°C)
2100
290 E10
280 E20
270 E30
260 E40
250 E50
Exotherm peak
Outlook: Good potential observed in systems produced so far, however further evaluation and optimisation is required.
BT matrix/GF composite, early trial
Liquid uncured blends
www.bristol.ac.uk/composites
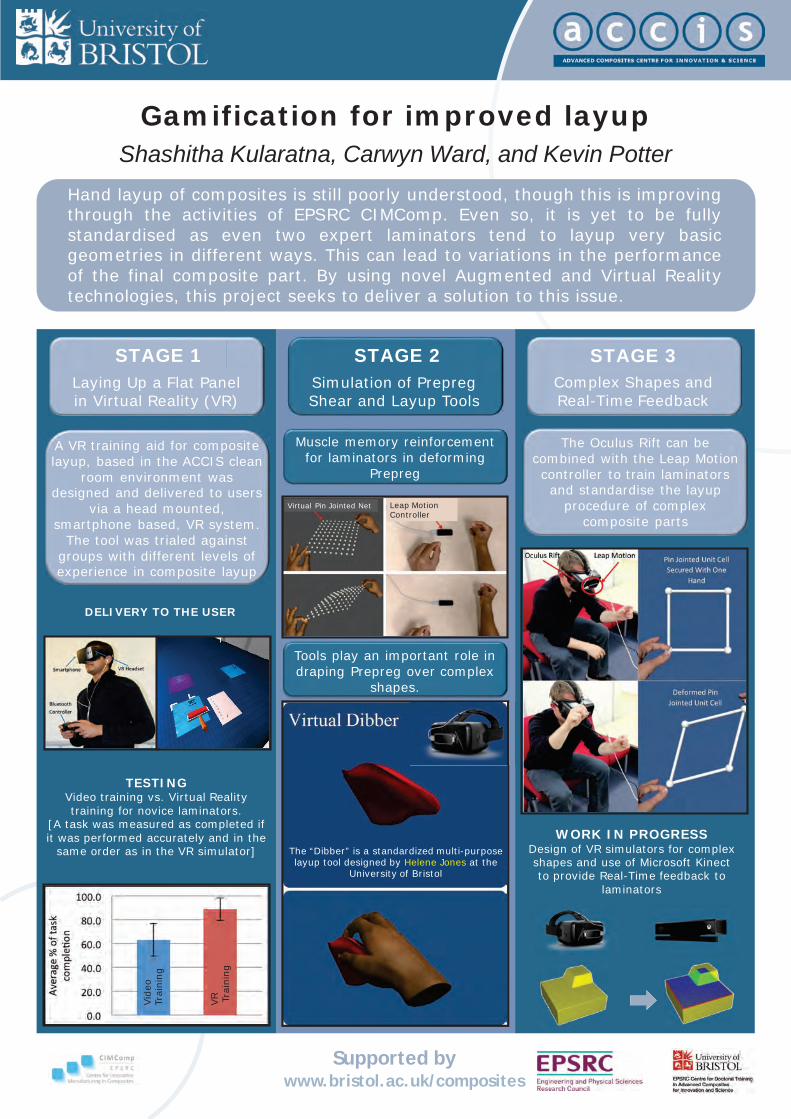
Hand layup of composites is still poorly understood, though this is improvingthrough the activities of EPSRC CIMComp. Even so, it is yet to be fullystandardised as even two expert laminators tend to layup very basicgeometries in different ways. This can lead to variations in the performanceof the final composite part. By using novel Augmented and Virtual Realitytechnologies, this project seeks to deliver a solution to this issue.
Gamification for improved layupShashitha Kularatna, Carwyn Ward, and Kevin Potter
Supported by
STAGE 1Laying Up a Flat Panel in Virtual Reality (VR)
STAGE 2Simulation of Prepreg Shear and Layup Tools
STAGE 3Complex Shapes and Real-Time Feedback
A VR training aid for composite layup, based in the ACCIS clean
room environment was designed and delivered to users
via a head mounted, smartphone based, VR system.
The tool was trialed against groups with different levels of experience in composite layup
DELIVERY TO THE USER
Vide
o Tr
aini
ng
VR Trai
ning
TESTINGVideo training vs. Virtual Reality training for novice laminators.
[A task was measured as completed if it was performed accurately and in the
same order as in the VR simulator]
Muscle memory reinforcement for laminators in deforming
Prepreg
The “Dibber” is a standardized multi-purpose layup tool designed by Helene Jones at the
University of Bristol
Tools play an important role in draping Prepreg over complex
shapes.
The Oculus Rift can be combined with the Leap Motion controller to train laminators and standardise the layup
procedure of complex composite parts
WORK IN PROGRESSDesign of VR simulators for complex shapes and use of Microsoft Kinect to provide Real-Time feedback to
laminators
Virtual Pin Jointed Net Leap Motion Controller

www.bristol.ac.uk/composites
Novel matrix for GFRP wind turbine bladesBethany Russella, Carwyn Warda, Shinji Takedab, Ian Hamertona
a ACCIS, University of Bristol, b Hitachi Chemical Company Ltd.
Supported by
The project aims to conduct preliminary studies into an anhydride-cured epoxyresin system, which has been developed by Hitachi Chemical Company Ltd(HCCL). The thermo-mechanical properties of the resin and the processingparameters for vacuum infusion were characterised. HCCL claimed this GFRPsystem had shown improved interlaminar properties compared to their currentsystem, hence this was verified using short beam shear and impact testing.
Property evaluated Property evaluated
Polymerisation enthalpy 10.6 kJ/mol Resin shrinkage (using novel gravimetrictechnique) 6.8%
Glass transition temperature 100 °C Interlaminar shear strength
(Short beam shear) 64.4 MPa
Reaction kinetics –activation energy
79.81 kJ/mol (Ozawa) 77.14 kJ/mol (Kissinger)
Processing window (pot life) at 50°C (processing temperature) > 4 hours
Cure cycle optimisation
• Cure cycle at 75 °C can be halved from 12 hours to 6 hours, whilst maintaining the resins thermo-mechanical properties.
• Isothermal DSC (Figure 1) shows that after 6 hours the resin has reached its maximum degree of cure (86%).
Figure 1: Isothermal DSC thermograph at 75 °Cfor 12 hours
Interlaminar properties
• Impact resistance is a further indicator of interlaminar properties.
• Test setup shown in Figure 2.
Figure 2: i) Impact testing setup ii) CVID from central impact (front and back face)
XO OO O
difunctional epoxytertiary amine catalyst anhydride
O
O
O
R
Resin formulation (generic structures)
i) ii)
Central
www.bristol.ac.u
by
NR3
Near-edge On-edge

www.bristol.ac.uk/compositesSupported by
Development of a closed-loop recycling method for short carbon fibre composites
Rhys Tapper, Marco Longana, Hana Yu, Ian Hamerton, Kevin PotterSecondary recycling can give a composite material multiple operative lives as a highvalue product, reclaiming most of the value of the virgin constituents. This project aimsto develop the first closed-loop recycling method for carbon fibre composites. Producinga highly aligned, discontinuous, carbon fibre tape-type prepreg that is able to retaincompetitive mechanical properties over repeated recycling process loops. The processinvolves; the separation of thermoplastic matrix and carbon fibre reinforcement, fibrere-alignment and subsequent consolidation of the reclaimed constituents. The tape-typeprepregs can be used directly as feedstock for automated manufacturing techniques.
Closed Loop Recycling - A cycle which requires no additional material input after initiation.
• Thermoplastic matrix and Short(3mm) carbon fibres lend themselvesto recycling due to a lack of cross-linking and short length, respectively.
• Shredded part is dissolved in solventthen the fibres are filtered out andthermoplastic is collected as precipitate.
• HiPerDiF alignment method is used toproduce a high level of alignment fromliquid dispersion [1].
Figure 6 – Preform.
Figure 5 – Schematic of the automated part of the recycling process.
[1] Yu H, Potter KD, Wisnom MR. Composites: Part A (2014).
Figure 1 – Flow diagram of the closed-loop methodology.
Figure 2 – Waste composite.
Figure 4 Reclaimed Fibres.
Figure 3 Thermoplastic precipitate.
SOLVENT DISSOLUTION
RECLAIMED CABRON FIBRE ALIGNMENT INTO HIGHLY ALIGNED PREFORMS
IMPREGNATION
Figure 7 – Prepreg.
Impact
Gives end-of-life composites multiple operative lives in a high value application.
Fibres from pyrolysis can be incorporated –
many tonnes of unused
recycled carbon fibre.
Significantly increases carbon fibre composite desirability in industry i.e. automotive.

www.bristol.ac.uk/composites
Diaphragm forming is a composite pre-forming technique that has been used tomanufacture large aircraft structural parts. In compare with traditional ply-by-plylay-up onto tool surface, this method significantly shortens the processing time byforming a flat prepreg stack into a desired shape in a single step. However, thehigh tackiness resin on prepreg surface prevents slippage between each ply, whichaffects forming quality. In this research, the interply slip resistance was reducedby using the dry lubrication materials at the interply regions, which minimisedefect generation and enable formation at lower temperature. The interleavingmaterials also improve composite mechanical performance.
Minimising forming defects in the diaphragm forming process by reducing
interply slip resistanceWei-Ting Wang, HaNa Yu, Kevin Potter, Byung Chul Kim
Supported by
Background: Hot Drape Forming process
Apply vacuum pressure and heat to shape the laminate
Flat laminate and tool covered by a diaphragm
Diaphragm
Laminate
Tool
Pressure and heat
Curing process
Hot drape forming(Laminating Technology)
Generate out-of-plane wrinkles
Improvement Method : Interply Lubricant
Flat laminate
During formation
Ply slip resistance due to viscous resin
Laminate with interply lubricant
Laminate without interply lubricant
High slip resistance causes wrinkles
Wrinkle free
Lubricant layer promote
ply slip
Mechanical performance
Force
Pressure
Mid ply
Fixed plies Lubricant
layer
Increase fracture
toughness
Mode-I fracture toughness
Preform
Interply friction test
Ply Slip Characterisation
Diaphragm Forming Test
Diaphragm forming rig
• Rig size 500*430 mm
• Single or double diaphragm
• Temperature range: Oven heating up to60 C
Curved beam strength
Future work• How does processing
conditions influence lubrication effect?
• How to achieve highforming quality for complex parts using interleaving lubricants?
• How does lubricationmaterials affect composite structural performance?
Promote ply slip> 500 N

www.bristol.ac.uk/composites
Dijkstra’s algorithm is widely used in weighted shortest path problems in graphtheory. This has been applied in such disciplines as network optimisation andsatellite navigation. Here is presented the application of the algorithm to findingultrasonic ray paths and the corresponding arrival times in composite materials,which can be subject to complex steering due to variations in the fibre direction.This allows the construction of an image via the total focussing method in order tofind defects.
Dijkstra’s algorithm for ultrasonic ray tracing in composite materialsCallum White*, Paul Wilcox, Fabrizio Scarpa
Supported by
FE Dijkstra
Figure 3 Arrival times calculatedfrom FE and Dijkstra
Conclusion and future work• Dijkstra’s algorithm is a good candidate for calculating arrival times in non-planar anisotropic
components
• Working on characterising errors in Dijkstra’s algorithm so that the best parameters (nodeseparation, graph connectivity) can be determined.
Figure 2 Elastic waves in acomposite cross section
Force input
• Create network approximation ofcomposite material
• Determine edges based on an allowablehop radius and velocity profile (Fig.1)
• Use Dijkstra’s algorithm to find arrivaltime at each node Figure 1 Velocity phase diagram for
high strength carbon fibre/epoxy
• Using finite element-calculated velocity andarrival times (Fig. 1,2) can see a closeagreement with Dijkstra’s algorithm (Fig. 3)
Results
Steps
• Simulation shows the nature of beamsteering in composite materials

www.bristol.ac.uk/composites
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
1.4
50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125
GIC
/ G
IC(U
R a
t 7
5m
m)
Crack Length [mm]
VACNTResinUnreinforced
Vertically aligned carbon nanotubes (VACNTs) are investigated as ainterlayer reinforcement technique. This alterative to Z-pinning andinterlayer particle ‘toughening’ offers negligible interference to the laminatearchitecture, thereby minimising in-plane elastic property loses and massgains. Discrete strengthening aims to increase laminate fracture toughnessand control initial delamination location.
Industrial scale nano-reinforced composite structure: Controlling delamination through
vertically aligned carbon nanotubesRobert Worboys, Luiz Kawashita, Stephen Hallett, Ian Hamerton
Supported by
~20 m thick interface
Available as pre-impregnated
films
VACNTs placed within the
interlaminar region
Experimental
Material Characterisation - Mode I Fracture Toughness
Modelling
DCB Testing• Unreinforced• Resin reinforced• VACNT reinforced
VACNTs offer ~10-20% increase in GICcompared to an unreinforced laminate.
Abaqus© cohesive element model forthe unreinforced test.
Reinforced Region
SDEG
FailureLoad 1
Load 2
Crack Length
Vertically aligned carbon nanotubes (VACNTs)
00.10.20.30.40.50.60.70.80.9
11.1
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Ope
ning
Loa
d /
Load
Expe
rimen
tal
Max
Opening Displacement [mm]
Experiment
Model
Crack initiation load consistent. Crack growth evolution requires modification.
VACNTs
composites
g q

www.bristol.ac.uk/composites
100
mm
6 mm
100
mm
200 mm50 mm
6 mm
Manufacturing of nature inspired composite aircraft designs: CTS (Continuous Tow Shearing)Evangelos Zympeloudis, Paul Weaver, Kevin Potter, Byung Chul Kim
Straight fibre arrangements
Cartilage
Bone
Engineering Composites vs Natural Composites• Composites are onlystrong in the fibredirection
• Stacking of straightfibre layers providesstrength in alldirections
• But results in surplusreinforcement in areaswhere it is not needed
• Fibre orientationconstantly changes tofollow the primary loadpath
• Only the necessarydirections arereinforced
• No surplusreinforcement resultsin structures ofunparalleled efficiency
strong
weak
Fibre SteeringCurved fibres lead to variable stiffness structures:• Structural optimisation for aircraft components of
reduced weight
• Aeroelastic tailoring for wings that adapt to differentflight conditions
Manufacturing of Curved Fibre Composites
Fibre Buckling
Gaps
Overlaps
• Modern AFP/ATL machinessteer the fibres by bending
• Bending leads to defects,making it very difficult toproduce curved paths
• The minimum steeringradius for an 100 mm widetape is 4000 mm
• Continuous Tow Shearingsteers the fibres by shearing
• This technology makes itpossible to decouple tapewidth and steering capabilities
• The minimum steering radiusfor an 100 mm wide tape is50 mm
Defects No Defects
30 mm
In-planebending
In-planeshearing
Dry Fabric Layup Prepreg Layup• Layup using either binder or resin film allows for multiple
processing/impregnation options
• Shearing quality is mostly affected by weft yarn properties(e.g. weave type, fibre type)
• The shear rate does not significantly affect the shearingquality, meaning that higher layup rates can be achieved
• Layup using aerospace grade prepreg was possible bytensioning the fabric while shearing
• Shearing quality is mostly affected by matrix relatedproperties (e.g. tack, shear stiffness)
• The steering radius does not significantly affect theshearing quality
100
mm
6 mm6 mm
100
mm
Continuous Tow Shearing (CTS)
Curved fibre arrangements

Design, Build and Test

www.bristol.ac.uk/composites
The aim of this project was to design, manufacture and test a compositeundercarriage beam subjected to an axial compression and an offset-transverseload. The beam cannot have a core and must be a monolithic closed-section. Thestructure will be supported by pin joints, through which the loads will also beapplied. The cohort has been divided into three teams: Athena, Hercules andVulcan; competing to design and build the most efficient structure.
Design, Build & Test: Undercarriage beamACCIS CDT Cohort 2016
Supervisors: Ian Farrow, Carwyn Ward
Structural Requirements• Y-depth must taper by at least 30% to the ends
• The beam shall not deflect by more than 30 mm at limit load (Fx = 5 kN, Fy = 15 kN)
• The beam shall not rotate more than 1.5° at limit load
• No fibre dominated/inter-laminar failures below ultimate load (Fx = 7.5 kN, Fy = 22.5 kN)
• No global or local buckling below ultimate load
• The design shall allow for an impact up to 15 J at any random position
• Metallic bushings must be used (designed and manufactured) to efficiently transfer load from the pins into the composite
Manufacturing Requirements• The design shall be lightweight but robust
• The critical design drivers are mass, cost and ease of manufacture within the timeframe of this project
• The materials to be used are carbon and/or glass fibre prepreg
Supported by

www.bristol.ac.uk/composites
Design, Build, Test is a project for all first year CDT students based around, as thename suggests, the entire design, testing, and building of a composite component.This year we are constructing an aircraft undercarriage beam.
Below is an outline of the design, build plans, and test plans for our beam:
Team Athena: Design, Build & TestDavid Brigido, Jim Cole, Kilian Grübler, Dominic Palubiski, Sam Scott
Design• Double tapered beam design• Subject to bending, torsion and axial loading• Utilises UD and woven carbon fibre prepreg• Woven glass fibre in pad-up regions• Steel bushings ensure transfer of load
Build• Manufactured on a male tooling -> 3D printed sand
o Core removal via wash-out with water• Sheet layup of ±45o and 0o layers• Tape winding for 90o layers• Autoclave curing at 120 oC and 7 bar pressure• Steel jig for drilling pin holes
Test• Manufacturing trials and materials testing:
o Layup trials to assess tape winding vs sheet lay upo Assess fibre direction misalignment due to tapero Require material properties for failure prediction
• Final beam testing is yet to be conducted:o Design must meet stiffness, strength and buckling constraintso Extensive test set-up rig with DIC, video gauge, strain gauges
ABAQUS buckling analysisABAQUS Tsai-Wu envelope
Final design geometry
Manufacturing trials
Supported byMaterials testing
www.bristol.ac.uk/composites
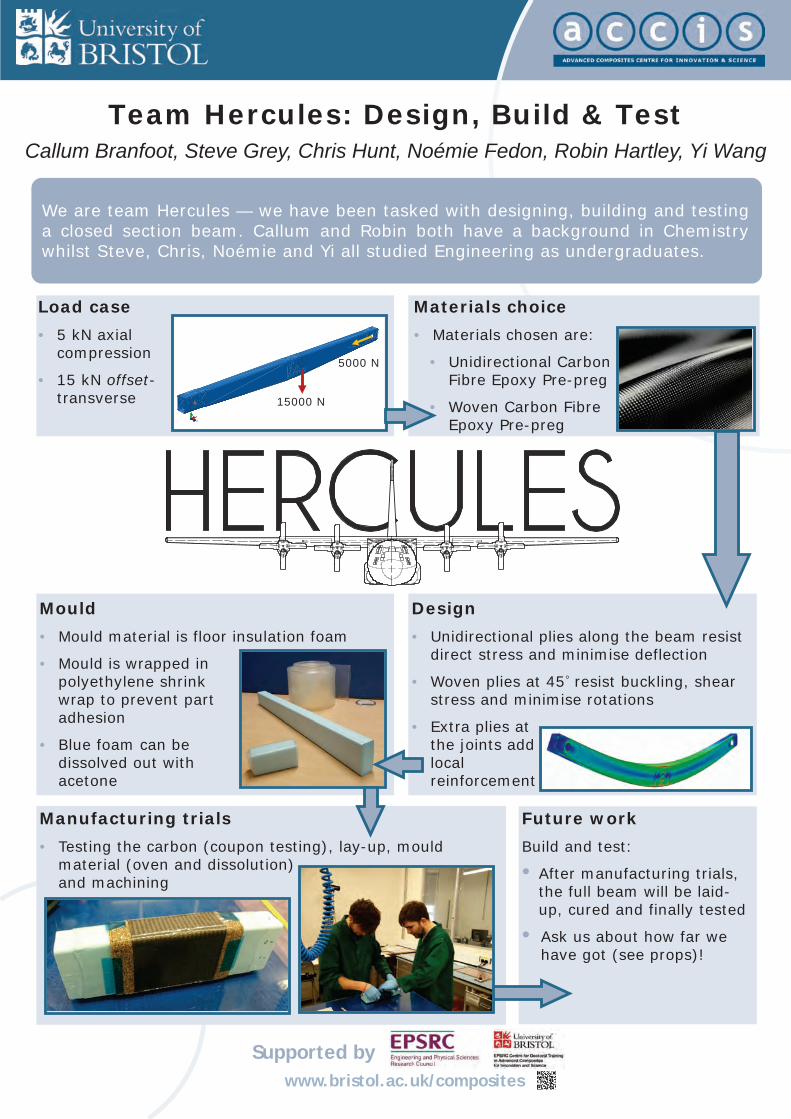
We are team Hercules — we have been tasked with designing, building and testinga closed section beam. Callum and Robin both have a background in Chemistrywhilst Steve, Chris, Noémie and Yi all studied Engineering as undergraduates.
Team Hercules: Design, Build & TestCallum Branfoot, Steve Grey, Chris Hunt, Noémie Fedon, Robin Hartley, Yi Wang
Load case• 5 kN axial
compression
• 15 kN offset-transverse
Materials choice• Materials chosen are:
• Unidirectional CarbonFibre Epoxy Pre-preg
• Woven Carbon FibreEpoxy Pre-preg
Design• Unidirectional plies along the beam resist
direct stress and minimise deflection
• Woven plies at 45° resist buckling, shearstress and minimise rotations
• Extra plies atthe joints addlocalreinforcement
Mould• Mould material is floor insulation foam
• Mould is wrapped inpolyethylene shrinkwrap to prevent partadhesion
• Blue foam can bedissolved out withacetone
Manufacturing trials• Testing the carbon (coupon testing), lay-up, mould
material (oven and dissolution)and machining
Future workBuild and test:
• After manufacturing trials,the full beam will be laid-up, cured and finally tested
• Ask us about how far wehave got (see props)!
5000 N
15000 N
Supported by

www.bristol.ac.uk/composites
The aim of this project was to design and manufacture a undercarriage beam foran aerospace application. The requirements from the client specifies a closedsection monolithic structure with no use of core material. The beam is to besubjected to both an axial and offset transverse load of 5kN and 15kNrespectively.
Team Vulcan: Design, Build & TestCalum Gillespie, Tharan Gordon, Konstantina Kanari, Anatoly Koptelov,
Jonathan Stacey
Supported by
Key Features
• Closed beam section• 30% taper on both flanges• 6mm radius of curvature
• Manufactured using both Unidirectional and wovenhigh strength carbon fibre pre preg.
Bushing Design
Design
• Local ‘pad-up’ sections around the holes• Silver Steel bushings at centre and end holes
Mould Pattern
Manufacture
• Hand Lay-up• Two Symmetrical U-Sections
• Male Half-Mould
Geometric envelope
Buckling Analysis
Bending Deformation Analysis
Supported by

EPSRC Centre for Doctoral Training in Advanced Composites for Innovation and Science
Bristol Composites Institute (ACCIS)
University of Bristol, Queen’s Building, University Walk, Bristol BS8 1TR, UK
www.bristol.ac.uk/composites/cdt
Front cover photo credits: Logan Wang (top left, top right and bottom left), Tom Hounsell (bottom right). Top left and bottom right images courtesy of imagesofresearch.com