cep intermedio
TRANSCRIPT

INSTRUCTOR: Ing. Noel Fuentes RodríguezINSTRUCTOR: Ing. Noel Fuentes Rodríguez
1
CEP(Control Estadístico del proceso)

Contenido Temático
1.1. Introducción al Control Estadístico de ProcesoIntroducción al Control Estadístico de Proceso
2.2. Concepto de variación en el procesoConcepto de variación en el proceso
3.3. Uso de control estadístico del proceso en el Uso de control estadístico del proceso en el mejoramiento continuo de la calidad mejoramiento continuo de la calidad
4.4. Gráficas de control para el control estadístico de Gráficas de control para el control estadístico de procesosprocesos
5.5. Cartas de Control por atributoCartas de Control por atributo
6.6. Conclusiones finales y clausura del cursoConclusiones finales y clausura del curso2

3
1. INTRODUCCION1. INTRODUCCION

1. Introducción1. Introducción
•Detección vs PrevenciónDetección vs Prevención
4
Detección
Permite desperdicios
Prevención
Evitadesperdicios

5
El modelo conceptual del enfoque basado en la inspección
El modelo conceptual del enfoque basado Control estadístico
“Un proceso que está operando sin causas especiales de variación se dice que está en un estado de control estadístico”
1. Introducción1. Introducción

Modelo del sistema de control de procesoModelo del sistema de control de proceso
6
Mano de ObraEquipoMaterialMétodosMedición
Medio Ambiente
Clientes
Cambios y espectativas
Voz del Cliente(VOC)
Productos o servicios
Trabajo / Mezcla de Recursos
Métodos Estadísticos
Voz del proceso
Entradas Proceso / Sistema Salida
1. Introducción1. Introducción

7
2. Concepto de 2. Concepto de variación en el procesovariación en el proceso

•DescripciónDescripción
• El CEP (SPC por sus siglas en inglés) es la aplicación de métodos estadísticos para la medición y análisis de la variación en el proceso.
•PropósitoPropósito
• Uso de técnicas estadísticas para controlar y monitorear el proceso. Persigue dos objetivos:
• Mantener un estado de control estadístico en la cual el resultado de la variación entre las muestras observadas no cambien a través del tiempo (causas comunes de variación)
• Detectar causas especiales de variación en el proceso
•BeneficiosBeneficios
• 1. Reducir la variación en el proceso• 2. Producir un proceso en control estadístico que,
• Opere con menos variación que un proceso con causas especiales• Ofrezca dirección para la mejora continua• Haga posible predecir el comportamiento del proceso en el tiempo 8
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

•ImplementaciónImplementación
• Para llevar a cabo el control estadístico se requiere de gráficos de control en el proceso donde se muestran el límite de control inferior (LCL) y límite de control superior (UCL) y una línea central que representa la media de los datos.
• Estas cartas de Control fueron desarrolladas por el Dr. Walter A. Shewhart de los laboratorios Bell en 1924.
9
“Un proceso que está operando sin causas especiales de variación se dice que está en un estado de control estadístico”
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

•La Variación prevalece en todas las cosas que hacemos. Es la cantidad La Variación prevalece en todas las cosas que hacemos. Es la cantidad de dispersión o propagación de los datos de dispersión o propagación de los datos
•Genera desperdicio (pérdidas financieras) en una operación de Genera desperdicio (pérdidas financieras) en una operación de manufactura y transaccionalmanufactura y transaccional
•Debemos de reconocer la existencia de la variación y el desperdicio que Debemos de reconocer la existencia de la variación y el desperdicio que esta genera. Entonces la tarea es: esta genera. Entonces la tarea es: entenderla, medirla, clasificarla, entenderla, medirla, clasificarla, controlarla, predecirla y reducirla. controlarla, predecirla y reducirla.
10
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
•Variación en el procesoVariación en el proceso

•RANGORANGO•VARIANZAVARIANZA
•DESVIACIÓN ESTANDAR DESVIACIÓN ESTANDAR
11
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
•Medidas de DispersiónMedidas de Dispersión

•El RANGO es la diferencia entre el Máximo y el mínimo de un conjunto de El RANGO es la diferencia entre el Máximo y el mínimo de un conjunto de valores.valores.
R = X mayor – X menorR = X mayor – X menor
•La VARIANZA (La VARIANZA (ss22) es la desviación cuadrada media de cada valor con ) es la desviación cuadrada media de cada valor con respecto a la mediarespecto a la media
•La DESVIACIÓN ESTANDAR (s) es la raíz cuadrada de la varianza La DESVIACIÓN ESTANDAR (s) es la raíz cuadrada de la varianza
12
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
•Medidas de DispersiónMedidas de Dispersión
i = 1
n
n -1s² =
( Xi - X )²
i = 1
n
n -1
( Xi - X )²S =

13
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
DESVIACIÓN ESTÁNDAR. Es una medida que informa la dispersión de la media de un conjunto de datos con respecto a la media especificada .

14DESVIACIÓN ESTÁNDAR. Es una medida que informa la dispersión de la media de un conjunto de datos con respecto a la media especificada .
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
15DESVIACIÓN ESTÁNDAR. Es una medida que informa la dispersión de la media de un conjunto de datos con respecto a la media especificada .
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

DATOS DISCRETOS Son el resultado de usar instrumentos de medición de pasa/no pasa,
o de la inspección de defectos visuales, problemas visuales, partes omitidas, o de decisiones de pasa/no pasa o sí/no.
DATOS VARIABLES
Los datos son continuos (mediciones). Son el resultado de una medición real de una característica tal como el tiempo de procesado de una solicitud de crédito, cantidad que pagamos mensualmente por concepto de IVA, la fuerza de tensión del acero, el diámetro de un tubo, etc.
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

CAUSAS COMUNES • Existen en cada operación/proceso• Son causadas por el mismo proceso (debido a la forma como usualmente
hacemos las cosas)• Generalmente controlable por la gerencia
Ejemplo: • Actualmente se fabrica una parte usando un proceso de fundición. El diámetro
interno es una dimensión con una tolerancia de 3” +/- 0.002• Un proceso de fundición por su naturaleza no permite que se adapte a esta
pequeña banda de tolerancia y la variación es excesiva (pobre capacidad a corto y largo plazo)
• La tecnología básica de fundición ¡no es suficientemente buena!, posiblemente en lugar de esto use un proceso de maquinado.
17
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

CAUSAS ESPECIALES • Existen en la mayoría de las operaciones/procesos. Se pueden
presentar de vez en cuando, o continuamente en algunos procesos.• Son causados por una única alteración o una serie de ellas fuera del
proceso.• Generalmente controlable por el dueño del proceso (o cuando menos
detectable) con la tecnología de proceso existente
• La variación de causa especial ocurre entre los subgrupos
18
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

Tiempo
Tiempo
Si únicamente están presentes las causas comunes de variación, la salida de unproceso forma una distribución quees estable en el tiempo y por lo tanto
PREDECIBLE
Si también, están presentes causas especiales de variación, la salida del proceso no es estable en el tiempo e
IMPREDECIBLE
??
19
Causas Comunes
Causas especiales
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
“Un proceso que está operando sin causas especiales de variación se dice que está en un estado de control estadístico”

FASE UNO - DESEMPEÑO
- VARIACION (ESPECIAL /CAUSAS NATURALES)- IMPREDECIBLE (CADA HORA, DIARIAMENTE)- DETECTAR Y ELIMINAR CAUSAS ESPECIALES
FASE DOS - REPETIBILIDAD- EN CONTROL- VARIACION NATURAL UNICAMENTE
Tiempo
Relación con la Variabilidad
20
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

21
Frecuencia
Límite inferior de control
Tamaño(peso, longitud, velocidad, etc.)
Límite superior de control
(b) Bajo control pero incapaz.
Proceso bajo control (sólo están presentes causas naturales de variación), pero incapaz de producir dentro de los límites de control establecidos.
(c) Fuera de control.
Proceso fuera de control, con causas imputables de variación.
(a) Bajo control y capaz.
Proceso con sólo causas naturales de variación y capaz de producir dentro de los límites de control establecidos.
Control de procesos: tres tipos de resultados con Control de procesos: tres tipos de resultados con respecto al indice de capacidadrespecto al indice de capacidad
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
“Un proceso que está operando sin causas especiales de variación se dice que está en un estado de control estadístico”

22
Las causas de variación, aleatorias y especiales, así como su intensidad hacen que un proceso pueda diferenciarse en:
Proceso EstableEs el que resulta cuando sólo están presentes causas aleatorias devariación.También se dice, para este caso, que el proceso está bajo control.
Proceso Inestable Es el que resulta cuando aparece alguna causa especial de variación.Si, al tomar los valores de un proceso, se asume que el comportamiento de los datos corresponde a una distribución normal, se puede representar el proceso mediante una campana de Gauss.
ESTABILIDADESTABILIDAD
“Un proceso que está operando sin causas especiales de variación se dice que está en un estado de control estadístico”
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

23
Para ambos casos, la característica de estudio viene representada con la curva de distribución normal y él gráfico interpreta cómo varía ésta con el tiempo.
2. Concepto de variación en el proceso2. Concepto de variación en el proceso

24
Existen dos tipos de errores en el análisis de la variación en el proceso
Error 1Actuar a un cambio como si éste viniera de una causa especial, cuando realmente venía de causas comunes.Cuando se comete el Error 1, se interviene en el proceso, cuando no hay necesidad de ello. Lo que significa que se le añade una variabilidad externa que se suma a la variabilidad de causas comunes, y por lo tanto, empeorando el desempeño del proceso (sobre ajuste)El error 1 ocurre cuando queremos arreglar algo que no está descompuesto.
Error 2Actuar a un cambio como si éste viniera de una causa común, cuando en realidad viene de una causa especial.Produciendo como consecuencia que no intervengamos en el proceso, cuando realmente tenemos que hacerlo.El Error 2 ocurre cuando debemos arreglar algo que está descompuesto y no lo hacemos.Al cometer cualquiera de estos errores incurrimos en una pérdida. Al cometer cualquiera de estos errores incurrimos en una pérdida.
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
25
4. Ejercicio para 4. Ejercicio para Estadística descriptivaEstadística descriptiva
• Normalidad de los datosNormalidad de los datos• P valueP value
• Media, mediana y modaMedia, mediana y moda

26
Datos para ejercicio de Estadística descriptiva.
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
Lado 1 Lado 21.0748 1.07741.076 1.078
1.0748 1.0761.075 1.0785
1.0758 1.07841.0772 1.07891.0756 1.07551.076 1.07581.073 1.0786
1.0754 1.0751.0762 1.07751.0765 1.07781.0772 1.07681.079 1.07931.076 1.0738
1.0753 1.07581.0747 1.07451.0753 1.07821.078 1.07781.076 1.0743
1.0759 1.07661.0745 1.07221.0767 1.07411.0758 1.07921.0759 1.07831.0768 1.07881.0773 1.08051.076 1.07911.075 1.0764
1.0752 1.0782
1.07841.07681.07521.0736
Median
Mean
1.07641.07621.07601.07581.07561.07541.0752
1st Quartile 1.0752Median 1.07593rd Quartile 1.0765Maximum 1.0790
1.0755 1.0763
1.0753 1.0760
0.0009 0.0016
A-Squared 0.50P-Value 0.198
Mean 1.0759StDev 0.0012Variance 0.0000Skewness 0.33888Kurtosis 1.51919N 30
Minimum 1.0730
Anderson-Darling Normality Test
95% Confidence I nterval for Mean
95% Confidence I nterval for Median
95% Confidence I nterval for StDev95% Confidence I ntervals
Summary for L1
Análisis lado 1

27
Datos para ejercicio de Estadística descriptiva.
2. Concepto de variación en el proceso2. Concepto de variación en el proceso
Lado 1 Lado 21.0748 1.07741.076 1.078
1.0748 1.0761.075 1.0785
1.0758 1.07841.0772 1.07891.0756 1.07551.076 1.07581.073 1.0786
1.0754 1.0751.0762 1.07751.0765 1.07781.0772 1.07681.079 1.07931.076 1.0738
1.0753 1.07581.0747 1.07451.0753 1.07821.078 1.07781.076 1.0743
1.0759 1.07661.0745 1.07221.0767 1.07411.0758 1.07921.0759 1.07831.0768 1.07881.0773 1.08051.076 1.07911.075 1.0764
1.0752 1.0782
Análisis lado 2
1.0801.0781.0761.0741.072
Median
Mean
1.07851.07801.07751.07701.07651.0760
1st Quartile 1.0757Median 1.07773rd Quartile 1.0785Maximum 1.0805
1.0763 1.0778
1.0761 1.0783
0.0016 0.0027
A-Squared 0.60P-Value 0.110
Mean 1.0770StDev 0.0020Variance 0.0000
Skewness -0.611524Kurtosis -0.252036N 30
Minimum 1.0722
Anderson-Darling Normality Test
95% Confidence I nterval for Mean
95% Confidence I nterval for Median
95% Confidence I nterval for StDev95% Confidence I ntervals
Summary for L2

28
3. 3. Uso de control estadístico del Uso de control estadístico del proceso en el mejoramiento proceso en el mejoramiento
continuo de la calidad continuo de la calidad • CP vs PPCP vs PP
• CPK vs PPKCPK vs PPK• Ejercicio de aplicaciónEjercicio de aplicación

+4+5+6+1+2+3-2 -1-4 -3-6 -5 0
Definición estadística de Seis Sigma Con 4.5 sigmas se tienen 3.4 ppm Media del proceso
Corto plazo Largo Plazo
LSE - LímiteSuperior deespecificación
LIE - Límiteinferior deespecificación
4.5 sigmas
El proceso se puede recorrer 1.5 sigma en el largo plazo
La capacidadDel procesoEs la distanciaEn Sigmas deLa media al LSE
3.4ppm

Paquete estadístico Minitab

Ejercicio de aplicación
1.08001.07761.07521.07281.07041.0680
LSL USL
LSL 1.067Target *USL 1.082Sample Mean 1.0759Sample N 30StDev(Within) 0.00112377StDev(Overall) 0.00115564
Process Data
Cp 2.22CPL 2.64CPU 1.81Cpk 1.81
Pp 2.16PPL 2.57PPU 1.76Ppk 1.76Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 0.00PPM > USL 0.00PPM Total 0.00
Observed PerformancePPM < LSL 0.00PPM > USL 0.03PPM Total 0.03
Exp. Within PerformancePPM < LSL 0.00PPM > USL 0.06PPM Total 0.06
Exp. Overall Performance
WithinOverall
Process Capability of L1
1.0821.0801.0781.0761.0741.0721.0701.068
LSL USL
LSL 1.067Target *USL 1.082Sample Mean 1.07704Sample N 30StDev(Within) 0.00195907StDev(Overall) 0.00197862
Process Data
Cp 1.28CPL 1.71CPU 0.84Cpk 0.84
Pp 1.26PPL 1.69PPU 0.84Ppk 0.84Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 0.00PPM > USL 0.00PPM Total 0.00
Observed PerformancePPM < LSL 0.15PPM > USL 5701.23PPM Total 5701.37
Exp. Within PerformancePPM < LSL 0.19PPM > USL 6120.71PPM Total 6120.90
Exp. Overall Performance
WithinOverall
Process Capability of L2
Lado 1 Lado 21.0748 1.07741.076 1.078
1.0748 1.0761.075 1.0785
1.0758 1.07841.0772 1.07891.0756 1.07551.076 1.07581.073 1.0786
1.0754 1.0751.0762 1.07751.0765 1.07781.0772 1.07681.079 1.07931.076 1.0738
1.0753 1.07581.0747 1.07451.0753 1.07821.078 1.07781.076 1.0743
1.0759 1.07661.0745 1.07221.0767 1.07411.0758 1.07921.0759 1.07831.0768 1.07881.0773 1.08051.076 1.07911.075 1.0764
1.0752 1.0782

ANALISIS DE CAPACIDAD
32

• ¿Qué le estoy dando a mi cliente?– Usted puede contestar esto conduciendo un estudio que
incluya todas las posibles fuentes de variación en cierto plazo. Usar la desviación estándar total para estimar .
• ¿Qué puedo dar a mi cliente Si controlo the shift and drift?– Usando subgrupos racionales (establecer mediciones que
están cerca en tiempo, o transacciones similares) se puede estimar la “variación instantánea”. Usar la desviación estándar dentro de grupo para determinar la capacidad potencial de tu proceso.
• ¿Es esta pieza del nuevo equipo capaz de producir el producto que yo necesito?– Frecuentemente un estudio de 30 piezas es conducido para
determinar el nuevo equipo. Usar la desviación estándar total para estimar la capacidad en este ensayo corto para probar el equipo.
• ¿Es el proceso y/o equipo capaz de producir lo que el cliente ha requerido?– Usar la desviación estándar total para calcular la capacidad
estadística que le ayudará a determinar si usted debe hacer incluso una oferta en el contrato.
ANALISIS DE CAPACIDAD, Propósito
33

• Ppk– Usar Ppk cuando se requiere determinar lo que se está
entregando a un cliente. Un valor de 1 podría significar que el proceso está centrado dentro de los límites de especificación y que la variación en el proceso es tal que es permitida por el cliente. También se puede obtener un valor de 1 si la media fue cambiada, pero la variación fue lo suficientemente pequeña que todos los valores no exceden el límite de especificación más cerrado.
• Cp– Usar éste índice cuando se quiere determinar si el proceso es
potencialmente capaz de producir. La diferencia entre Ppk y Cp es el área que puede ser mejorada por estabilización y centrado del proceso.
• Cpk – Cuando el Cpk y Ppk son iguales, hay muy poca variación
entre grupo y ambos estadísticos están siendo conducidos por la variación dentro del grupo
ANALISIS DE CAPACIDAD, Indices
34

• Si Cpk > 1.33 el proceso es hábil ± 4 con 99.997% dentro de especificaciones
• Si Cpk es de 1.0 a 1.33 el proceso es hábil ±3 con 99.73 % dentro de especificaciones
• Si Cpk es de 0.68 a 0.99 el proceso es no hábil ±2 con 95 % dentro de especificaciones
• Si Cpk es < 0.67 el proceso es no hábil ±1 con 68 % dentro de especificaciones.
ANALISIS DE CAPACIDAD, para Cpk
35

Desviación estándar dentro del grupo
Desviación estándar total
2dR
s
X X
n
ii
n
( )2
1
1
3/),( infsup ZZMinCPk
6/)( LIELSECp
XLSEZ supLIEXZ inf
1/)arg(6/ 2 nettXiLIELSECpm
6/)( LIELSEPp
XLSEZ supLIEXZ inf
3/),( infsup ZZMinPpk
1/)arg(6/ 2 nettXiLIELSECpm
ANALISIS DE CAPACIDAD, Cálculo de Indices
36
Capacidad del procesoLa capacidad de un proceso es la forma en que las variables de salida de un proceso cumplen con las especificaciones diseñadas o definidas para él, por ejemplo en el ejercicio anterior se observa que el resultado o salida del proceso de enseñanza-aprendizaje, está dentro de los límites definidos por la especificación, sin embargo su media (8.5) está entre la media de la especificación y el límite inferior de especificación, es decir que existe un desplazamiento entre la realidad y lo esperado, lo cual se entiende como el nivel de habilidad para cumplir con lo especificado o como el nivel de habilidad con el que las salidas de un proceso cumplen las especificaciones, a este nivel de habilidad se le conoce como:Razón de habilidad del proceso (Cp)
Cp = (Especificación superior – Especificación inferior)/ 6 Desviaciones estándar del procesoEsta razón compara la variación del proceso respecto de las especificaciones de diseño.
Supongamos un producto de acero cuya dureza debe estar de acuerdo con la especificación siguiente: 45 +/- 10 HRC 37
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Si se entiende que un Cp = 1 significa que el 99.73% de los datos caen dentro del intervalo de la especificación, entonces en este caso apenas el 59% de ellos estarían comprendidos dentro del intervalo especificado, lo que indica una muy baja habilidad o capacidad del proceso de enseñanza-aprendizaje, las partes defectuosas por millón son demasiadas.
Perno DurezaDesviación estándar (s)
Desviación estándar x 6
1 45.00 5.68 L. Inferior Media L. Superior 34.072 42.00 35.00 45.00 55.003 38.00 (Debe ser >=1)4 36.005 34.00 Cp = 0.59 Cr = 1.706 30.007 39.00 Para un Cp = 1, se considera una probabilidad de que el 99.73% de los 8 34.00 valores de la muestra estén contenidos en el intervalo de la especificación.9 32.00 1 - .9973 = 0.0027 x 1000 = 2.7
10 41.00 1s = 68%11 48.00 2s = 95.50%12 45.00 3s = 99.73%
Especificaciones de la dureza
Cp= (L. Superior - L. Inferior) / 6s
38
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Si la variación del proceso se minimizara, la desviación estándar prácticamente debería ser menor que la obtenida y podríamos tener un escenario diferente:
Valor de Cp Categoría Significado>=2 Clase mundial Seis Sigma
>1.33 1 Adecuado1 <Cp < 1.33 2 Parcialmente adecuado.67 < Cp < 1 3 No adecuado
Cp < .67 4 Requiere serias modificaciones
Interpretación de la razón Cp
Perno DurezaDesviación estándar (s)
Desviación estándar x 6
1 45.00 2.64 L. Inferior Media L. Superior 15.872 42.00 35.00 45.00 55.003 40.00 (Debe ser >=1)4 41.005 44.00 Cp = 1.26 Cr = 0.796 40.007 39.00 para un Cp = 1, se considera una probabilidad de 99.73% de los valores8 44.00 de la muestra estén contenidos en el intervalo de la especificación por9 42.00 1 - .9973 = 0.0027 x 1000 = 2.7
10 41.00 1s = 68%11 48.00 2s = 95.50%12 45.00 3s = 99.73%
Especificaciones del diámetro
Cp= (L. Superior - L. Inferior) / 6s
39
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

El complemento para conocer la habilidad del proceso es el índice Cpk, el cual nos define la capacidad real del proceso en función de las especificaciones, la media (centramiento) y la desviación estándar (variación) del proceso, como se
define a continuación:
Perno DurezaDesviación estándar (s)
Desviación estándar x 3
1 45.00 2.64 L. Inferior Media L. Superior 7.932 42.00 Media 35.00 45.00 55.003 40.00 42.364 41.005 44.006 40.007 39.00 1er. Término 1.59 2o. Término 0.938 44.009 42.00 Cpk = 0.93
10 41.0011 48.0012 45.00
Especificaciones del diámetro
Cpk= Mínimo de [(L. Superior - x )/ 3s; ( x - L. Inferior)/ 3s)]
40
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK
Cpk

Valor
% fuera de ambas
especificaciones
Partes por millón
% fuera de una de las
especificaciones
Partes por millón
0.2 54.8506% 548,506 27.4253% 274,2530.3 36.8120% 368,120 18.4060% 184,0600.4 23.0139% 230,139 11.5070% 115,0700.5 13.3614% 133,614 6.6807% 66,8070.6 7.1861% 71,861 3.5931% 35,9310.7 3.5729% 35,729 1.7865% 17,8650.8 1.6395% 16,395 0.8198% 8,1980.9 0.6934% 6,934 0.3467% 3,4671 0.2700% 2,700 0.1350% 1,350
1.1 0.0967% 967 0.0484% 4841.2 0.0318% 318 0.0159% 1591.3 0.0096% 96 0.0048% 481.4 0.0027% 27 0.0014% 141.5 0.0007% 7 0.0004% 41.6 0.0002% 2 0.0001% 11.7 0.0000% 0 0.0000% 01.8 0.0000% 0 0.0000% 01.9 0.0000% 0 0.0000% 02 0.0000% 0 0.0000% 0
Cp Cpk
41
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Por lo que se define como “Capacidad del Proceso” (Cp) a la capacidad que tiene un proceso para producir partes o resultados dentro de lo
especificado para él, esta capacidad es conocida también como Habilidad del Proceso y se expresa como un cociente del tipo a/b = 1, que
proporciona una razón de comparación entre los límites de la especificación (tolerancia) y los límites del proceso sin tomar en cuenta la ubicación de este último respecto de la especificación, sólo nos permite
conocer el número de veces que el proceso “cabe” dentro de las especificaciones y como se ha definido anteriormente, la razón de
habilidad o capacidad potencial del proceso se expresa:
Cp = (LSE – LIE)/ 6s
Donde “s” es la desviación estándar del proceso, se considera convencionalmente que para tomar en cuenta las fluctuaciones de la
media del proceso, una variación normal de la misma es aceptable dentro de +/- 1.5s, por lo que si LIE = -3s y LSE = +3s; entonces tendremos el
valor de CP =1 y su fracción defectuosa será:42
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

1.5p(X>3s) = p Z> 3s - 1.5s = p (Z>1.5) = 0.9332
s
Por lo que 1 - Z = 0.0668 6.68%
LIE LSE
0
1.5s
-3s 3s
43
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Por lo tanto Cp = 1 significa que mientras las fluctuaciones de la media del proceso no excedan +/- 1.5s alrededor de , la fracción defectuosa no será
mayor de 6.68%, ahora en el caso de que el proceso esté centrado tenemos:
6p(X>6s) + p(X<6s = 2p Z> 6s - 0 = 2p (Z>6) = 0.999999999
s
Por lo que 1 - Z = 0.0000 0.00000020%
LIE LSE
0
1.5s
-6s 6s44
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

De donde se deduce que aún los procesos centrados tienen la probabilidad de generar partes defectuosas tal como lo muestra la tabla para este tipo de condiciones, cuando los procesos tienen habilidad pero están descentrados y se quiere saber la cantidad de posibles defectos en función de sus valores de Cp, se puede aplicar la tabla siguiente o realizar el cálculo en cada caso en particular, de tal manera que si el Cp es el número de veces que el proceso cabe dentro de la especificación:
Cp X 3 = CoberturaAmplitud = Cobertura – 1.5Área bajo la curva normal = Distribución normal estándar de la AmplitudFracción defectuosa = 1 – Área bajo la curva normalLa fracción defectuosa se transforma en porcentajePartes por millón (PPM) = % X 1,000,000
El recíproco de Cp, nos indica que tanto excede la variación real a la tolerada: Cr = 1/Cp 45
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Sin embargo, el índice Cp, sólo nos hace saber si el proceso cabe dentro de la especificación independientemente de la ubicación de la posición o descentramiento de los datos registrados, por lo anterior el complemento
de un estudio de capacidad de proceso es el conocer un indicador que nos permita saber, la ubicación del proceso respecto del valor nominal o medio de la especificación, este índice es el Cpk o índice de Capacidad real del proceso que por ubicar a éste respecto del límite de especificación más cercano, podemos decir que el Cpk representa la tolerancia disponible
respecto del 100% que permite la especificación.
LIE LSE
0-3s 3s
c
d
46
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Como se observa en la figura anterior, la posición de los datos reales estará en función del límite de especificación más cercano que en este
caso se indica con “c” y su variación respecto de su media se indica con “d”, luego entonces se procede a calcular un Cp para cada uno de los
límites especificados y se expresan de la siguiente manera:
Para LIE Para LSE
Cpi = x - LIE Cps = LSE - x3s 3s
Cpk = Mínimo de [ Cpi , Cps ]
Donde “ x ” es el valor de la media del proceso. 47
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Es decir que el índice Cpk es igual al índice unilateral más deficiente, por lo que el proceso en caso de tener un Cpk no satisfactorio indica que no
cumple al menos una de las especificaciones y adicionalmente sabemos que:
1. Cpk < Cp 2. Cpk mucho más pequeño que Cp, indica que la media del proceso está
descentrada3. Cpk > 1.25 = capacidad satisfactoria4. Cpk =< 0 significa que la media del proceso está fuera de los límites
especificados
Una vez que sabemos que el proceso está descentrado, es natural que deseemos conocer un indicador de tal corrimiento, el cual se conoce como Índice de localización:
K = x - N 100.5 (LES-LIE)
48
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

Continuando con el ejercicio de las calificaciones, tenemos que el descentramiento es:
K = 0.1527 = 10.18%1.5
Que se interpreta:
K con signo positivo significa que la media del proceso es mayor que la nominal y viceversa.El valor obtenido es el % del valor nominal de descentramiento que tiene el proceso.El signo + indica que el descentramiento está a la derecha del valor nominal y el signo – indica que está a la izquierda.En el ejemplo de las calificaciones observamos que el descentramiento está a la derecha del valor nominal.
49
CALCULO E INTERPRETACION DE CP, CPK, CALCULO E INTERPRETACION DE CP, CPK, PP, PPKPP, PPK

50
4. Gráficos de control4. Gráficos de control

“Escuche la Voz del Proceso” Región de control, captura la variaciónnatural del proceso
original
Causa Especialidentifcada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
Patrones de anormalidad en la carta de control
M
E
D
I
D
A
S
C
A
L
I
D
A
D
51

• Las gráficas de control de calidad fueron desarrolladas por el Dr. Shewhart en 1924; son gráficas poligonales que muestran en el tiempo el estado del proceso. Se grafican los resultados de la variable a observar en un esquema previamente determinado, que contiene una línea central o media y una línea hacia arriba y otra hacia abajo, que son los límites de control superior (LSC) e inferior (LIC) respectivamente.
302010Subgroup 0
584.5
583.5
582.5
PR
OM
ED
IOS 5
66
1
6
Mean=583.4
UCL=584.5
LCL=582.4
4
3
2
1
0
RA
NG
OS
2
2
2R=1.8
UCL=3.806
LCL=0
diezmilésimas, de anillos a gasolina Gráfica Xbar-R altura axial en
GRAFICAS DE CONTROL
52

GRAFICAS DE CONTROL
• Las gráficas de control pueden visualmente representar:– Consistencia de la producción anterior– Consistencia de la producción actual– El intervalo de variación en el que básicamente
se mueve la característica de la calidad• Las Gráficas de control pueden contestar la
siguiente pregunta:– ¿Pueden los datos de mi proceso actual ser
usados para predecir mi producción en el futuro?
• La capacidad de predicción de las gráficas de control están con base en– La variación en las mediciones de las
características de calidad de interés53

GRAFICAS DE CONTROL, BENEFICIOS
• Ser utilizados por los operadores para controlar el curso de su proceso
• Ayuda al proceso a desempeñarse predecible y consistentemente, para la calidad y costo; para establecer o cambiar especificaciones
• Permite al proceso alcanzar– Alta calidad– Bajo costo por unidad– Alta capacidad efectiva
• Provee un lenguaje común para discutir el desempeño del proceso• Distingue las causas de variación especial de la común, como una
guía para acciones locales ó acciones en el sistema respectivamente
• Proporcionar un criterio para la toma de decisiones rutinaria sobre la aceptación o rechazo de un producto manufacturado o comprado
54

SELECCIÓN DE GRÁFICAS DE CONTROL
¿VARIABLEO
ATRIBUTO?
ATRIBUTO VARIABLE
¿# DEFECTOSO
% DEFECTUOSOS?
% DEFECTUOSOS # DEFECTOS
¿TAMAÑO DE LOTECONSTANTE?
U C
¿MUESTRAS OINSPECCIÓN 100%?
MUESTRASINSPECCIÓN 100%
I & MR X-Bar & RP
NO SI
55

• Las gráficas de control para datos continuos más utilizados son las siguientes:– Gráfica X – R Promedios y rangos– Gráfica X – S Promedios y desviación estándar– Gráfica x – R Medianas y rangos– Gráfica X – R Lecturas individuales y rangos
• Las gráficas de control para datos discretos más utilizados son:– Gráfica p porcentaje de unidades defectuosos– Gráfica np número de unidades defectuosos– Gráfica c número de defectos por área de oportunidad– Gráfica u porcentaje de defectos por área de oportunidad
TIPO DE GRAFICAS DE CONTROL (Shewhart)
56

GRAFICAS DE CONTROL
GRAFICA DE CONTROL UTILIZACION
Gráfica X-R Promedios y rangos
Comúnmente utilizado para controlar el valor medio y la variabilidad de una característica de calidad
Gráfica X – S Promedios y desviación estándar
Cuando se requiera incrementar la sensibilidad del gráfico, con el incremento de tamaño de muestra >10 por subgrupo
Gráfica x – R Medianas y rangos
Usar sólo cuando el proceso muestre estabilidad estadística
Gráfica X – R Lecturas individuales y rangos
Para tamaños muestrales igual a 1, ó cuando se tiene inspección automática pza a pza 57

GRAFICA DE CONTROL UTILIZACION
Gráfica p porcentaje de unidades defectuosos
Analizar el % de unidades defectuosas, el tamaño de muestra puede ser variable.
Gráfica np número de unidades defectuosos
Analizar el número de unidades defectuosas, donde el tamaño de muestra es constante.
Gráfica c número de defectos por área de oportunidad
Sólo cuando el área de oportunidad de encontrar defectos permanece constante.
Gráfica u porcentaje de defectos por área de oportunidad
Sólo cuando el área de oportunidad para la ocurrencia de defectos no es constante.
GRAFICAS DE CONTROL
58

59
GRÁFICAS POR VARIABLES

60
GRÁFICAS POR VARIABLES

61
Algunos puntos importantes a considerar previo a la elaboración de esta gráfica son:· Propósito de la gráfica· Variable a considerar· Tamaño de la muestra· Tener un criterio para decidir si conviene investigar causas de variación del proceso de producción.· Familiarizar a l personal con el uso de esta gráfica.El proceso que se debe seguir para construir una grafica es:La construcción de una gráfica de rangos y promedio resulta de formar una unidad, tanto de la gráfica depromedios como de la de rangos.
GRÁFICAS POR VARIABLES

62
Consta de dos secciones, parte superior se dedica a los promedios, y la parte inferior a los rangos.En el eje vertical se establece la escala, a lo largo del eje horizontal se numeran las muestras.En la gráfica se relacionan estos promedios con los intervalos durante los cuales se tomaron la muestras. En el eje vertical se indican los valores correspondientes a los valores de muestras. En el eje horizontal se señalan los periodos de tiempo en los que se toman las muestras a semejanza que la de promedios.La interpretación de esta grafica de promedio y rango seria que a partir de los datos de la grafica de promedios y rangos, podemos determinar el valor central del proceso y su aplicación.Mediante este proceso esta bajo control cuando no muestra ninguna tendencia y además ningún punto sale de los limites.Se describen los distintos tipos de tendencia, que son patrones de comportamiento anormal de los puntos (inestabilidad o proceso fuera de control estadístico)
GRÁFICAS POR VARIABLES

FORMULAS PARA GRAFICO X-R
nXXXX n /...21
mM VVR
K
RRRR k ...21
KXXX
Xk ...21
RDLSCR 4
RDLICR 3
)( 2RAXLSCx
)( 2RAXLICx
2dR 6/)( LIELSECP
3/),( infsup ZZMinCPk XLSEZ sup
LIEXZ inf63

FORMULAS PARA GRAFICO X-R
n A2 D3 D4 d2
2 1.880 0.000 3.267 1.128
3 1.023 0.000 2.574 1.693
4 0.729 0.000 2.282 2.059
5 0.577 0.000 2.115 2.326
6 0.483 0.000 2.004 2.534
7 0.419 0.076 1.924 2.704
8 0.373 0.136 1.864 2.847
9 0.337 0.184 1.816 2.970
10 0.308 0.223 1.777 3.078
TABLA DE FACTORES PARA LIMITES DE CONTROL
64
65
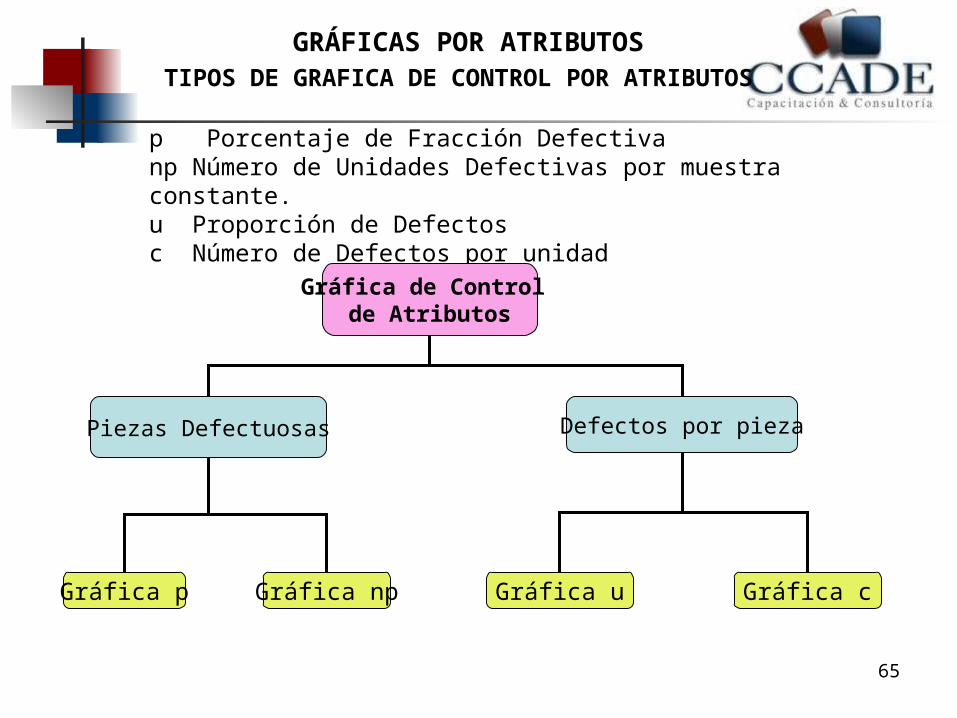
p Porcentaje de Fracción Defectivanp Número de Unidades Defectivas por muestra constante.u Proporción de Defectosc Número de Defectos por unidad
TIPOS DE GRAFICA DE CONTROL POR ATRIBUTOS
GRÁFICAS POR ATRIBUTOS
Gráfica de Control de Atributos
Piezas Defectuosas Defectos por pieza
Gráfica p Gráfica np Gráfica u Gráfica c

66
GRÁFICAS POR ATRIBUTOS
Las características de calidad que no pueden ser medidas con una escala numérica, se juzga a través de un criterio más o menos subjetivo.Los datos se presentan con periodicidad a la gerencia y con ellos se integran números índices, que son muy importantes en el desarrollo de una empresa, estos pueden referirse al producto, desperdicio rechazo de materiales.Dentro de la clasificación de las características calidad por atributos se requiere:· De un criterio· De una prueba· De una decisiónEl criterio se establece de acuerdo con las especificaciones.La prueba consiste en la operación que se realiza para averiguar la existencia o no del criterio establecido.La decisión determina que título debe darse al productos, es decir si paso o no pasa.

67
TIEMPO
COSTO
Área de Oportunidad
Planeación de Mejora
Control de nivel actual
Acción de
Mejora
Control de nuevo nivel
MEJORA
Área de Oportunidad
Detección oportuna de Problema esporádico
Planeación de Mejora
MANTENIMIENTO DE LAS GRAFICAS DE MANTENIMIENTO DE LAS GRAFICAS DE CONTROLCONTROL
Las graficas de control son instrumentos vivos dentro de la organización. Se deben de ir monitoreando para detectar puntos fuera de control.
Una vez detectados, aplicando una acción de mejora, nos pueden dar nuevos parámetros de control

68
4.1. Interpretación de los 4.1. Interpretación de los gráficos de controlgráficos de control

69
Los gráficos x-R se utilizan cuando la característica de calidad que se desea controlar es una variable continua.
GRAFICAS DE PROMEDIOS Y RANGOSGRAFICAS DE PROMEDIOS Y RANGOS

70
Ejemplo: Ejemplo:

71
Puntos fuera de ControlPuntos fuera de Control Identificación de causas especiales o asignablesIdentificación de causas especiales o asignables
Pautas de comportamiento que representan cambios en el proceso: Un punto exterior a los límites de control.
Se estudiará la causa de una desviación del comportamiento tan fuerte.
Dos puntos consecutivos muy próximos al límite de control. La situación es anómala, estudiar las causas de variación.
Cinco puntos consecutivos por encima o por debajo de la línea central. Investigar las causas de variación pues la media de los cinco puntos
indica una desviación del nivel de funcionamiento del proceso. Fuerte tendencia ascendente o descendente marcada por cinco puntos
consecutivos. Investigar las causas de estos cambios progresivos.
Cambios bruscos de puntos próximos a un límite de control hacia el otrolímite.
Examinar esta conducta errática.

72
Proceso bajo control Proceso bajo control
Si no hay puntos fuera de los límites de control y no se encuentran patrones no aleatorios, se adoptan los límites calculados para controlar la producción futura
Una vez determinado que el proceso esta bajo control estadístico entonces se puede evaluar la capacidad del proceso.

252015105Subgroup 0
0.8
0.7
0.6
Sa
mp
le M
ea
n
Mean=0.7183
UCL=0.8229
LCL=0.6138
0.4
0.3
0.2
0.1
0.0
Sa
mp
le R
ange
1
R=0.1813
UCL=0.3833
LCL=0
Xbar/R Chart for Lectura1-Lectura5
Interpretación de patrones
73

74
La indicación más clara de que el proceso está fuera de control es que algunode los puntos esté fuera de los límites. Además el aspecto de los gráficospueden indicar anomalías en el proceso. En efecto, si dividimos el gráfico enzonas A, B y C, ver Figura 19, el porcentaje de puntos contenidos en cada unade ellas deberá acercarse sensiblemente al área relativa de la campana deGauss cubierta por cada una de ellas.
INTERPRETACION DE GRAFICAS DE CONTROLINTERPRETACION DE GRAFICAS DE CONTROL

75
INTERPRETACION DE GRAFICAS DE CONTROLINTERPRETACION DE GRAFICAS DE CONTROL
En la Tabla se incluyen algunas reglas utilizadas frecuentemente paraanalizar el gráfico de medias y establecer si el proceso se encuentra fuera decontrol. En la columna de la derecha se indica la probabilidad de que se dieraesta circunstancia en el caso de un proceso normal, centrado (lo que daríalugar a una decisión errónea). En general, un procedimiento de SPC debeexplicitar qué indicaciones deben considerarse como síntoma de proceso fuerade control.

76
A continuación veamos cómo se pueden interpretar estas indicaciones:a) Reglas 1, 2, 3, 3´, 4, 4´, 4´´ y 7. Si el gráfico de medias presenta alguna de estas indicaciones y el gráfico S o R no presenta anomalías, lo más probable es que el proceso se encuentre desplazado. Si el gráfico S o R presenta también indicaciones, entonces es proceso ha aumentado la variabilidad y posiblemente también se ha desplazado.
b) Reglas 5, 6, 6´, 6´´. Lo más probable es que el proceso esté desplazándose.c) Regla 7. Si el gráfico S o R no presenta anomalías, lo más probable es que el proceso sea muy inestable en cuanto a su centrado. Si el gráfico S o R presenta también indicaciones, entonces es probable que el proceso haya aumentado la variabilidad.d) Regla 8. que Puede ser síntoma de que se ha reducido la variabilidad del proceso si el gráfico S o R también muestra una reducción de la variabilidad muestral. Si el gráfico S o R no muestra una reducción de la variabilidad muestral, puede ocurrir que se estén mezclando dos poblaciones distintas, siendo la distribución resultante bimodal (dos jorobas).e) Regla 9. Es síntoma de inestabilidad del proceso.
INTERPRETACION DE GRAFICAS DE CONTROLINTERPRETACION DE GRAFICAS DE CONTROL

SOBRE-AJUSTE
• Sobre-ajuste es la práctica de tratar cada desviación de la media como si fuera el resultado de la acción de la causa especial de la variación en el proceso.
• Si un proceso estable es ajustado con base en cada medida hecha, entonces el ajuste se convierte en una fuente adicional de la variación.
• Los siguientes ejemplos demuestran este concepto. El primer gráfico demuestra la variación de los resultados sin ajuste.
• El segundo gráfico demuestra la variación de los resultados cuando un ajuste se hace al proceso para compensar cada desviación de la media
• El tercer gráfico demuestra la variación de los resultados cuando los ajustes se hacen al proceso para compensar solamente cuando los resultados pasados son más de una unidad de la media
77

Ejemplo 1: Psi en un componente. Se toman muestras de Cinco componentes cada día.
Día Muestra1Muestra2Muestra3Muestra4Muestra51 55 75 65 80 802 90 95 60 60 553 100 75 75 65 654 70 110 65 60 605 55 65 95 70 706 75 85 65 65 657 120 110 65 85 708 65 65 90 90 609 70 85 60 65 75
10 100 80 65 60 80
n = # muestras en un subgrupo/día = 5
k = # de subgrupos (días) = 10
X = 74.6 R = 36.0
Carta X, R (Ejercicio en Minitab)Carta X, R (Ejercicio en Minitab)
78

Ejemplo 1: Carta X, R (ejercicio en Minitab)Carta X, R (ejercicio en Minitab)
109876543210
1009080706050
Subgroup
Me
dia
s
X=74.60
3.0SL=95.36
-3.0SL=53.84
80706050403020100
Ra
ng
os
R=36.00
3.0SL=76.12
-3.0SL=0.000
Gráfica Xbar/R para Muestra1-Muestra5
79
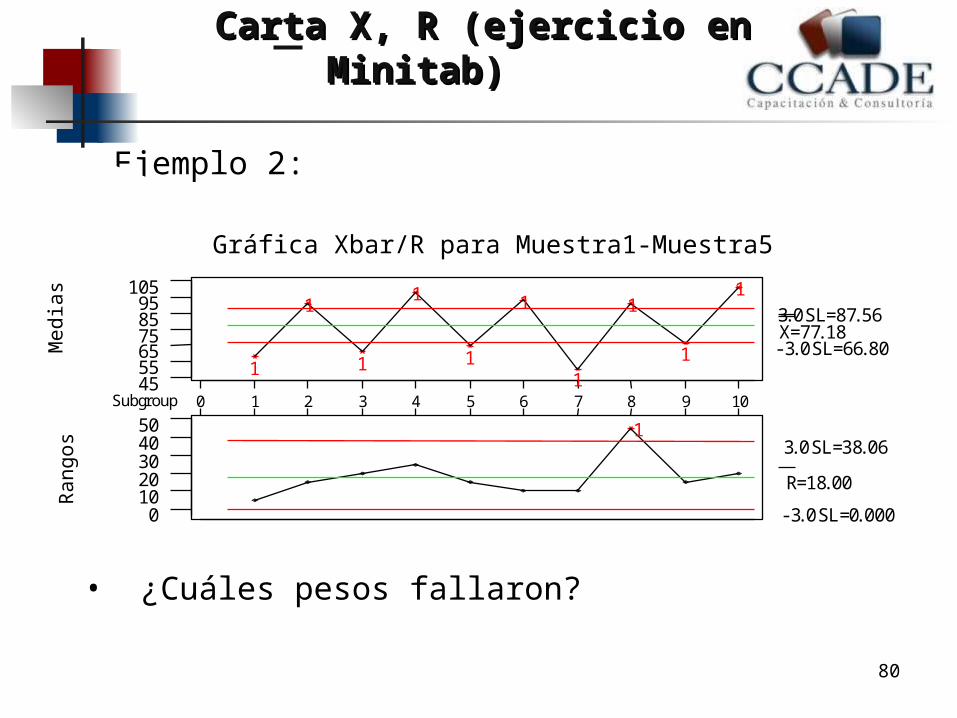
Ejemplo 2:
109876543210
105958575655545
Subgroup
Me
dia
s
1
1
1
1
1
1
1
1
1
1
X=77.183.0SL=87.56
-3.0SL=66.80
50403020100
Ra
ng
os 1
R=18.00
3.0SL=38.06
-3.0SL=0.000
• ¿Cuáles pesos fallaron?
Gráfica Xbar/R para Muestra1-Muestra5
80
Carta X, R (ejercicio en Minitab)Carta X, R (ejercicio en Minitab)

Este es un par de Cartas muy similar a las gráficas X - R. La diferencia consiste en que el tamaño de la muestra puede variar y es mucho más sensible para detectar cambios en la media o en la variabilidad del proceso.
El tamaño de muestra n es mayor a 9.
La Carta X monitorea el promedio del proceso para vigilar tendencias.
La Carta S monitorea la variación en forma de desviación estándar.
Como se dijo anteriormente, las cartas se dividen en zonas. Aquí están divididas en intervalos de 1 sigma.
Carta X, SCarta X, S
GRAFICAS DE PROMEDIO Y DESVIACION STDGRAFICAS DE PROMEDIO Y DESVIACION STD
81

Terminología
k = número de subgrupos n = número de muestras en cada subgrupo
x = promedio para un subgrupo
x = promedio de todos los promedios de los subgrupos
S = Desviación estándar de un subgrupo
S = Desviación est. promedio de todos los subgrupos
x =x1 + x2 + x3 + ...+ xN
k
x =x1 + x2 + x3 + ...+ xN
n
LICX = x - A3 S
LICs = B3 S
LSCX = x + A3 S
LSCS = B4 S(usar estos factores para calcular Límites de Control
n 5 6 7 8 9 10
B4 2.09 1.97 1.88 1.82 1.76 1.72
B3 0.00 0.03 0.12 0.18 0.24 0.28
A3 1.43 1.29 1.18 1.10 1.03 0.98
C4 .940 .952 .959 .965 .969 .973
Carta X, SCarta X, S
GRAFICAS DE PROMEDIO Y DESVIACION STDGRAFICAS DE PROMEDIO Y DESVIACION STD
82

83
Existen muchas situaciones en las que el tamaño de muestra utilizado para el control del proceso es n = 1. Esto ocurre con frecuencia cuando la inspección está automatizada y se mide cada unidad producida. También se utiliza cuando el ratio de producción es demasiado bajo para esperar a tomar una decisión hasta tener muestras de tamaño n > 1. También, por ejemplo, en procesos químicos en los que las medidas sucesivas que pudieran hacerse sobre muestras tomadas en un corto intervalo de tiempo solo difieren por razón del error experimental del análisis.
Para estimar la variabilidad del proceso se puede utilizar el recorrido entre dos observaciones sucesivas. También es posible establecer un gráfico de control para el recorrido móvil de dos observaciones sucesivas.
GRÁFICOS DE CONTROL PARA GRÁFICOS DE CONTROL PARA VALORES INDIVIDUALESVALORES INDIVIDUALES

GRAFICA DE PROMEDIOS MÓVILESGRAFICA DE PROMEDIOS MÓVILES
• Monitorea un proceso promediando los últimos W datos. Con valores individuales se usa W = 2
• Tiene una sensibilidad intermedia entre las cartas de control de Shewhart y las cartas EWMA o Cusum para detectar pequeñas corridas graduales en la media del proceso
• Suponiendo que se colectan muestras de tamaño n y se obtienen sus respectivas medias Xi. La media móvil promedio de amplitud W en el tiempo t se define como sigue:
84

– El procedimiento de control consiste en calcular la nueva media móvil Mt cada vez que haya una nueva media muestral, graficando Mt en la carta, si excede los límites de control el proceso está fuera de control
– En general la magnitud del corrimiento que se quiere detectar esta inversamente relacionado con W, ente mayor sea W se podrán detectar corrimientos más pequeños
1 1
2
......
( )
3 3. .0
3 3. .0
t t t wt
x x xM
w
Var Mtnw
LSC x para n t w LSC xnw nt
LIC x para n t w LIC xnw nt
GRAFICA DE PROMEDIOS MÓVILESGRAFICA DE PROMEDIOS MÓVILES
85

EJEMPLO DE CARTA DE EJEMPLO DE CARTA DE PROMEDIOS MÓVILESPROMEDIOS MÓVILES
Xmm
1- 10.5
2- 6.0
3- 10.0
4- 11.0
5- 12.5
6- 9.5
7- 6.0
8- 10.0
9- 10.5
10- 14.5
11- 9.5
12- 12.0
13- 12.5
14- 10.5
15- 8.0
151050
15
10
5
Sample Number
Mov
ing
Ave
rage
Moving Average Chart for Xmm
Mean=10
UCL=12.12
LCL=7.879
86

GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
– Proceso en control• Método visual para monitorear un proceso- se relaciona a la ausencia
de causas especiales en el proceso.– Gráfica c
• Número de defectos por unidad– Gráfica p
• Porcentaje de fracción defectiva– Gráfica u
• Proporción de defectos– Gráfica np
• Número de unidades defectuosas por muestra constante
87

• Límites de control– Son calculados de la data obtenida del proceso
• Límite superior– Valor máximo en el cual el proceso se encuentra en control
• Límite inferior– Valor mínimo en el cual el proceso se encuentra en control.
• Línea central– Es el promedio del número de defectos
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
88

• Ventajas– Resume varios aspectos de la calidad del producto; es
decir si es aceptable o no– Son fáciles de entender– Provee evidencia de problemas de calidad
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
89

Desventajas• Interpretación errónea por errores de los datos o los cálculos utilizados
• El hecho de que un proceso se mantega bajo control no significa que sea un buen proceso, puede estar produciendo constantemente un gran número de no conformidades.
• Controlar una característica de un proceso no significa necesariamente controlar el proceso. Si no se define bien la información necesaria y las características del proceso que deben ser controladas, tendremos interpretaciones erróneas debido a informaciones incompletas.
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
90

• Gráfica p– Representa el porcentaje de fracción defectiva– Tamaño de muestra (n) varía.– Principales objetivos
• Descubrir puntos fuera de control• Proporcionar un criterio para juzgar si lotes sucesivos pueden
considerarse como representativos de un proceso• Puede influir en el criterio de aceptación.
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
91

• Gráfica np– Se utiliza para graficar las unidades disconformes– Tamaño de muestra es constante– Principales objetivos:
• Conocer las causas que contribuyen al proceso• Obtener el registro histórico de una o varias características de
una operación con el proceso productivo.
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
92

• Gráfica c– Estudia el comportamiento de un proceso considerando
el número de defectos encontrados al inspeccionar una unidad de producción
– El artículo es aceptable aunque presente cierto número de defectos.
– La muestra es constante– Principales objetivos
• Reducir el costo relativo al proceso• Determinar que tipo de defectos no son permitidos en un
producto
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
93

• Gráfica u– Puede utilizarse como:
• Sustituto de la gráfica c cuando el tamaño de la muestra (n) varía
GRÁFICAS DE CONTROL POR ATRIBUTOSGRÁFICAS DE CONTROL POR ATRIBUTOS
94

CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
Elección del tipo de gráfica
Paso 1: Establecer los objetivos del control estadístico del proceso
• La finalidad es establecer qué se desea conseguir con el mismo.
Paso 2: Identificar la característica a controlar• Es necesario determinar qué característica o atributo del
producto/servicio o proceso se van a controlar para conseguir satisfacer las necesidades de información establecidas en el paso anterior.
95

Paso 3: Determinar el tipo de Gráfica de Control que es conveniente utilizar
• Conjugando aspectos como:– Tipo de información requerida.– Características del proceso.– Características del producto.– Nivel de frecuencia de las unidades no conformes o
disconformidades.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
96

Paso 4: Elaborar el plan de muestreo (Tamaño de muestra, frecuencia de maestreo y número de muestras)
• Las Gráficas de Control por Atributos requieren generalmente tamaños demuestras grandes para poder detectar cambios en los resultados.
• Para que el gráfico pueda mostrar pautas analizables, el tamaño de muestra, será lo suficientemente grande (entre 50 y 200 unidades e incluso superior) para tener varias unidades no conformes por muestra, de forma que puedan evidenciarse cambios significativamente favorables (por ejemplo, aparición de muestras con cero unidades no conformes).
• El tamaño de cada muestra oscilará entre +/- 20% respecto al tamaño medio de las muestras
• n = (n^ + n2 + ... + nN) / N N = Número de muestras• La frecuencia de muestreo será la adecuada para detectar rápidamente los
cambios y permitir una realimentación eficaz.• El periodo de recogida de muestras debe ser lo suficientemente largo como
para recoger todas las posibles causas internas de variación del proceso.• Se recogerán al menos 20 muestras para proporcionar una prueba fiable de
estabilidad en el proceso.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
97

Paso 5: Recoger los datos según el plan establecido
• Se tendrá un especial cuidado de que la muestra sea aleatoria y representativa de todo el periodo de producción o lote del que se extrae.
• Cada unidad de la muestra se tomará de forma que todas las unidades del periodo de producción o lote tengan la misma probabilidad de ser extraídas. (Toma de muestras al azar).
• Se indicarán en las hojas de recogida de datos todas las informaciones y circunstancias que sean relevantes en la toma de los mismos.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
98

Paso 6: Calcular la fracción de unidades – Para cada muestra se registran los siguientes datos:
1.El número de unidades inspeccionadas "n".2.El número de unidades no conformes.3.La fracción de unidades no conformes 4.El número de defectos en una pieza5.La fracción de defectos por pieza
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
99

Gráficas de Control por Atributo
Tipo DataTamaño
de Muestra
Formula CL UCL LCL
pPiezas
defectuosas Varia p=np/n p=Σnp/Σn p+3√p(1-P)/√n p-3√p(1-P)/√n
n=Σn/k
npPiezas
defectuosas Constante p=np/n np=Σnp/k np+3√np(1-P) np-3√np(1-P)
cDefectos por
Pieza Constante c c=Σc/k c+3√c c-3√c
uDefectos por
Pieza Varia u=c/n u=Σc/Σn u+3√u/√n u-3√u/√n
Paso 7: Calcular los Límites de Control
CONSTRUCCIÓN- GRÁFICA CONSTRUCCIÓN- GRÁFICA DE CONTROL POR DE CONTROL POR
ATRIBUTOSATRIBUTOS
100

Paso 8: Definir las escalas de la gráfica• El eje horizontal representa el número de la muestra en el
orden en que ha sido tomada.• El eje vertical representa los valores de la fracción de
unidades • La escala de este eje irá desde cero hasta dos veces la
fracción de unidades no conformes máxima.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
101

Paso 9: Representar en el gráfico la Línea Central y los Límites de Control• Línea Central
– Marcar en el eje vertical, correspondiente al valor de la fracción• Línea de Control Superior
– Marcar en el eje vertical el valor de UCL. A partir de este punto trazar una recta horizontal discontinua (a trazos). Identificarla con UCL.
• Límite de Control Inferior– Marcar en el eje vertical el valor de LCL. A partir de este punto
trazar una recta horizontal discontinua (a trazos). Identificarla con LCL.
» Nota: Usualmente la línea que representa el valor central se dibuja de color azul y las líneas correspondientes a los límites de control de color rojo. Cuando LCL es cero, no se suele representar en la gráfica.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
102

Paso 10: Incluir los datos pertenecientes a las muestras en la gráfica
• Representar cada muestra con un punto, buscando la intersección entre el número de la muestra (eje horizontal) y el valor de su fracción de unidades no conformes (eje vertical).
• Unir los puntos representados por medio de trazos rectos.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
103

Paso 11: Comprobación de los datos de construcción de la Gráfica de Control• Se comprobará que todos los valores de la fracción de unidades de las
muestras utilizadas para la construcción de la gráfica correspondiente están dentro de sus Límites de Control.
• LCL < gráfica < UCL• Si esta condición no se cumple para alguna muestra, esta deberá ser
desechada para el cálculo de los Límites de Control.• Se repetirán todos los cálculos realizados hasta el momento, sin tener
en cuenta los valores de las muestras anteriormente señaladas.• Este proceso se repetirá hasta que todas las muestras utilizadas para
el cálculo de los Límites de Control muestren un proceso dentro de control.
• Los Límites, finalmente así obtenidos, son los definitivos que se utilizarán para la construcción de las Gráficas de Control.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
104

Paso 12: Análisis y resultados• La Gráfica de Control, resultado de este proceso de
construcción, se utilizará para el control habitual del proceso.
CONSTRUCCIÓN- GRÁFICA DE CONSTRUCCIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
105
INTERPRETACIÓN- GRÁFICA DE INTERPRETACIÓN- GRÁFICA DE CONTROL POR ATRIBUTOSCONTROL POR ATRIBUTOS
Identificación de causas especiales o asignables– Pautas de comportamiento que representan cambios en el proceso:
• Un punto exterior a los límites de control.– Se estudiará la causa de una desviación del comportamiento tan
fuerte.• Dos puntos consecutivos muy próximos al límite de control.
– La situación es anómala, estudiar las causas de variación.• Cinco puntos consecutivos por encima o por debajo de la línea central.
– Investigar las causas de variación pues la media de los cinco puntos indica una desviación del nivel de funcionamiento del proceso.
• Fuerte tendencia ascendente o descendente marcada por cinco puntosconsecutivos.
– Investigar las causas de estos cambios progresivos.• Cambios bruscos de puntos próximos a un límite de control hacia el otro
límite.– Examinar esta conducta errática.
106

GRÁFICAS DE CONTROL POR GRÁFICAS DE CONTROL POR ATRIBUTOSATRIBUTOS
n np P=np/n (1-p) = 0.9731 1000 2 0.0022 1000 5 0.0053 1000 3 0.0034 1000 5 0.005 p(1-p)= 2.62715 1000 1 0.0016 1000 1 0.001 raiz cuad p(1-p)= 1.6208337 1000 0 0.0008 1000 5 0.005 raiz cuad p(1-p)*3= 4.8624999 1000 3 0.003
10 1000 2 0.00210000 27 0.027
Ejercicio: Gráfica np
107

Gráfica npGráfica np
0.000
0.001
0.002
0.003
0.004
0.005
0.006
1 2 3 4 5 6 7 8 9 10
108

5. USO DE CONTROL ESTADISTICO 5. USO DE CONTROL ESTADISTICO DEL PROCESO EN EL DEL PROCESO EN EL
MEJORAMIENTO CONTINUO DE LA MEJORAMIENTO CONTINUO DE LA CALIDADCALIDAD
109

110
METODOLOGÍA MEJORAMIENTO METODOLOGÍA MEJORAMIENTO

111
1- Identificar y Registro Identificar la situación de no conformidad real (problema) u oportunidad de mejora en forma concreta y sin ambigüedades. Técnicas: 5W – 2H, Lluvia de ideas 2- Recopilación Información Investigar las características específicas de la situación identificada con una visión amplia y desde varios puntos de vista. Recopilar la información requerida sobre la situación detectada y mantener registro. Técnicas: Hoja de recolección datos, Graficas distinto tipo y estratificación.
3- Análisis Determinar las posibles causas que la están originando la no conformidad. Plantear las hipótesis de las causas probables. Técnicas: ¿Por qué? – Porque, Lluvia ideas, Estratificación, Causa – Efecto, Diagramas de distinto tipo, Pareto
4- Elaboración del Plan de Acción Plantear las acciones correctivas, preventivas o de mejora que son consideradas viables teniendo en cuenta metodología, seguimiento y que darán respuesta a la situación identificada Técnicas: 5W – 2H, Cronograma.
PLANEAR PLANEAR

112
5- Ejecución del Plan de Acción Ejecutar las actividades definidas para la Acción. -La ejecución de las acciones debe llevarse a cabo de acuerdo a lo planeado. Técnicas: Formación, Divulgación y las establecidas en el plan.
HACER HACER

113
6- Verificación Verificar la eficacia de la Acción establecida. - Monitorear el cumplimiento y evaluación de las acciones. Técnicas: Idem “Recopilación Información” con el fin de realizar comparación antes y después.
VERIFICAR

114
7- Estandarización Documentar los cambios originados por las acciones tomadas. Técnicas: Procedimientos, documentación, carteleras, guías, boletines, etc. Técnicas: Procedimientos, Documentación carteleras.
ACTUAR ACTUAR
8- Consolidación y Conclusión Consolidar la información relativa a planes de acciones correctivas, preventivas y de mejora de todos los procesos de la organización, para preparar los informes correspondientes. Técnicas: Informes, Presentaciones efectivas.