challenges in establishing risk based, phase appropriate product specifications in … · ·...
TRANSCRIPT

Challenges in Establishing Risk Based, Phase Appropriate
Product Specifications in the Real World…
Chuck Smith
Seattle Genetics, Inc.
WCBP 2013

2
Presentation Outline
Setting specifications - key considerations based on ICH
Challenges across the lifecycle
Systematic approach
Example scenarios
Life cycle considerations - early vs late
Conclusions

3
Biotechnology company focused on innovative, empowered antibody-based therapies for the treatment of cancer
ADCETRIS® (brentuximab vedotin) granted accelerated approval for two indications by FDA
Robust ADC product pipeline designed to address unmet medical needs
Founded in 1998 Publicly traded (Nasdaq: SGEN) >525 employees Lead ADC programs
ADCETRIS (brentuximab vedotin) SGN-75 ASG-5ME ASG-22ME SGN-CD19A
Seattle Genetics Overview

4
Antibody Drug Conjugate Structure
IgG1κ monoclonal antibody Linker: chemically stable MMAE: synthetic small molecule
Drug MMAE
cytotoxic agent
Linker Antibody Attachment
group Protease-
cleavage site
NHN
NO
O
OOCH3 O
N
OCH3
NH
HO
O
O
NH
HN
NH
NO
NH
O
OO
O
NH2O
S

Brentuximab Vedotin Mechanism of Action
6
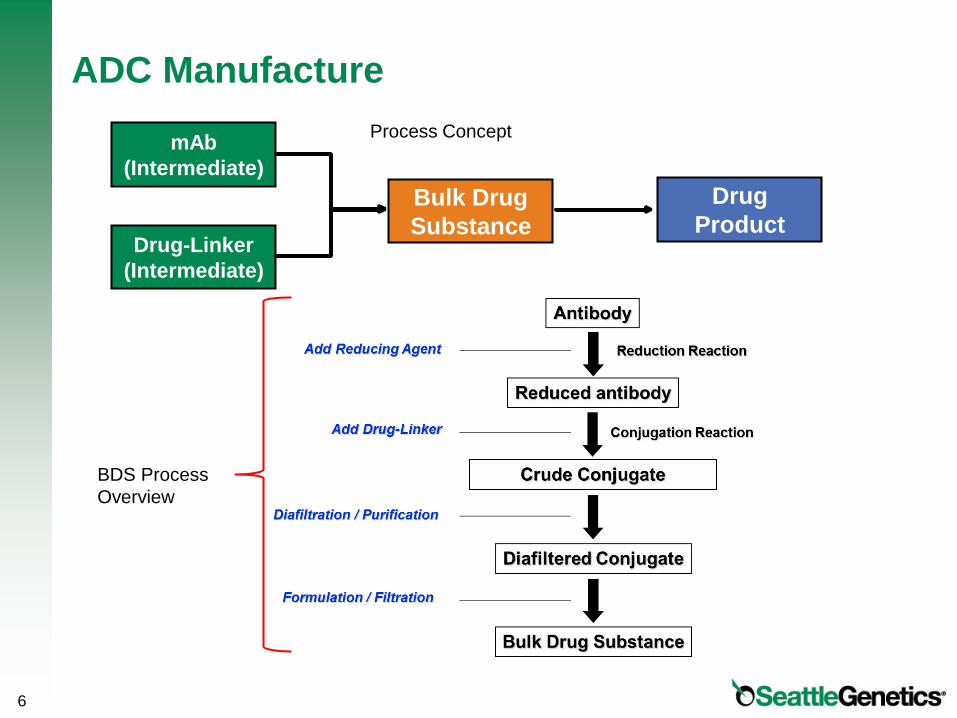
ADC Manufacture
mAb (Intermediate)
Drug-Linker (Intermediate)
Bulk Drug Substance
Drug Product
BDS Process Overview
Process Concept

7
Setting Specifications and ICH

8
Key Considerations for Setting Specifications From ICH Q6B
• This suggests a dialogue / negotiation
• Important to talk to HA early and often
Specifications: Critical quality standards that are proposed and justified by the manufacturer and approved by regulatory authorities as conditions of approval.
Specifications are one part of the total control strategy designed to ensure product quality and consistency.
• Product and process characterization during development • Process design and justification incorporating orthogonal
control elements • Adherence to Good Manufacturing Practices • Process Validation • Raw material testing, in-process testing, stability testing,
etc.
Other aspects of control strategy

9
Key Considerations for Justifying Specs From ICH Q6B
• Necessary to establish product knowledge • Allows for relevant quality attributes to be chosen
Characterization
• Linked to preclinical and clinical studies • Prior knowledge (platform molecule, literature) • Linked to a process • Linked to analytical procedures • Characterization and stability
Justification of the specification
• Data from lots used in preclinical and/or clinical studies • Data from lots used for demo of mfg. consistency • Data from stability studies and other relevant development data.
Acceptance criteria should be established and justified based on:

10
So, What Are the Challenges in General?
• Limited manufacturing experience (small n) • What is the true process capability? • Do we know the true process average and
process variability?
Limited Process Knowledge
• Extensive product characterization is good, but still leaves gaps
Limited Product Knowledge
• Clinical experience is usually with material representing the center targets
• Safety trials not conducted with material at the desired limits for impurities and variants
Limited Clinical & Nonclinical Experience

11
Suggested Reading ICH Guideline “Q6A Specifications: Test Procedures and Acceptance
Criteria for New Drug Substances and New Drug Products: Chemical Substances”, www.ich.org
ICH Guideline “Q6B Specifications: Test Procedures and Acceptance Criteria for Biotechnological/Biological Products”, www.ich.org
ICH Guideline “Q8 Pharmaceutical Development”, www.ich.org
A-Mab: a Case Study in Bioprocess Development, CMC Biotech Working Group, Version 2.1, 30th October 2009. www.CASSS.org
Kozlowski, S. and Swann, P. (2009), Considerations for Biotechnology Product Quality By Design, Quality by Design for Biopharmaceuticals, Rathore, A.S. and Mhatre, R. (Eds.).
Schenerman, M. et. al. (2009), Using a Risk Assessment Process to Determine Criticality of Product Quality Attributes, Quality by Design for Biopharmaceuticals, Rathore, A.S. and Mhatre, R. (Eds.).
Baffi, R. (1997), The Role of Assay Validation in Specification Development, Development of Specifications for Biotechnology Pharmaceutical Products. Dev. Biol. Stand. Vol 91, Brown, F. and Fernandez, J. (Eds.).
Geigert, J. (1997), Appropriate Specifications at the IND Stage, Development of Specifications for Biotechnology Pharmaceutical Products. Dev. Biol. Stand. Vol 91, Brown, F. and Fernandez, J. (Eds.).
How To Approach The Problem? - A Systematic, Risk Based, Lifecycle Approach
12
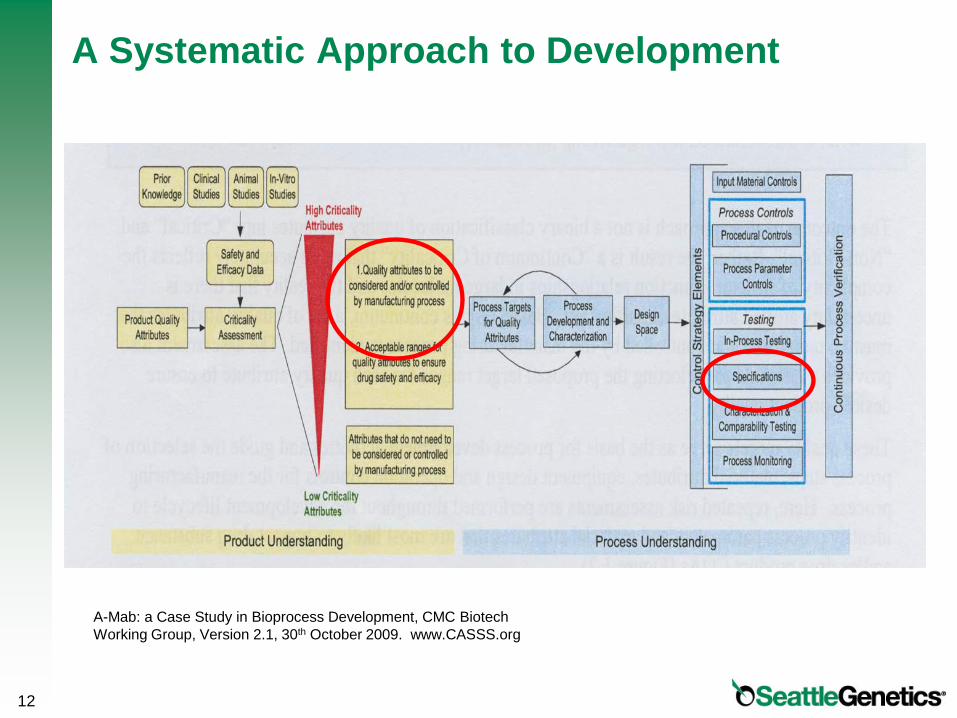
A Systematic Approach to Development
A-Mab: a Case Study in Bioprocess Development, CMC Biotech Working Group, Version 2.1, 30th October 2009. www.CASSS.org

13
A Systematic Approach to CQA’s
• High ranked QA’s should have robust controls (i.e. they are critical)
• Low ranked are not CQA’s and may not need control, but will need strong justification
Ranking CQA’s identifies those that must be considered and controlled by the mfg. process
• Control strategies are based on the scientific understanding of the linkage between product quality attributes and the safety and efficacy of the product and process design/capability
Develop and justify the control strategy
Develop and justify the specification strategy
14
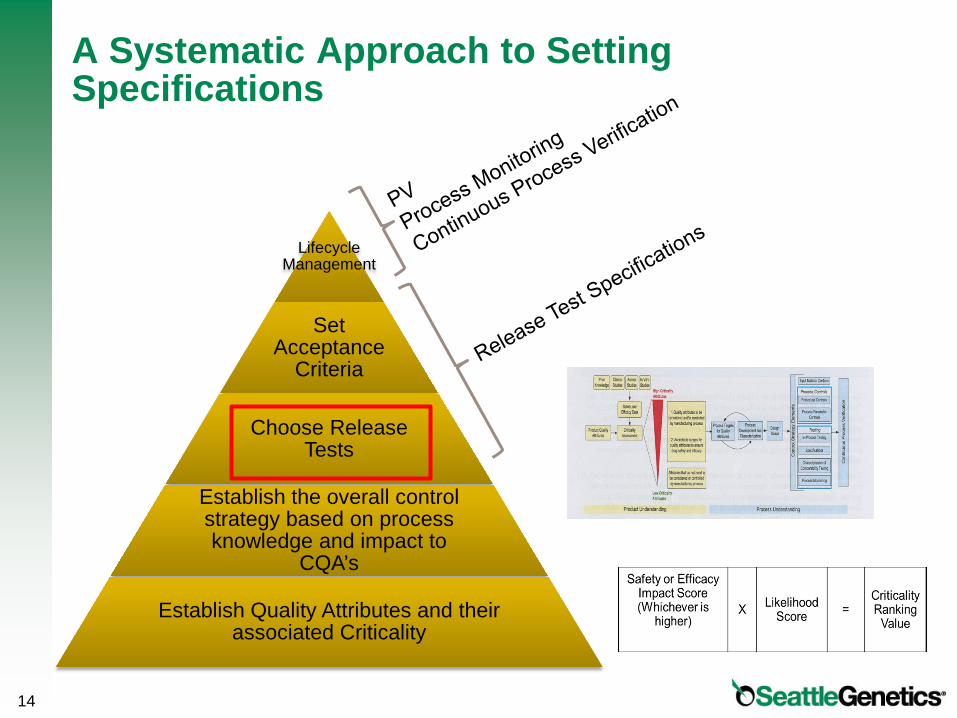
Lifecycle Management
Set Acceptance
Criteria
Choose Release Tests
Establish the overall control strategy based on process knowledge and impact to
CQA’s
Establish Quality Attributes and their associated Criticality
A Systematic Approach to Setting Specifications

15
Choice of Tests – The Easy Part
Selected tests for parameters/attributes necessary to confirm the relevant identity, safety, purity, potency and strength
Considers the appropriate analytical technology and inherent capability
Based on product knowledge and attribute criticality
Based on process knowledge and sensitivity to process control
16
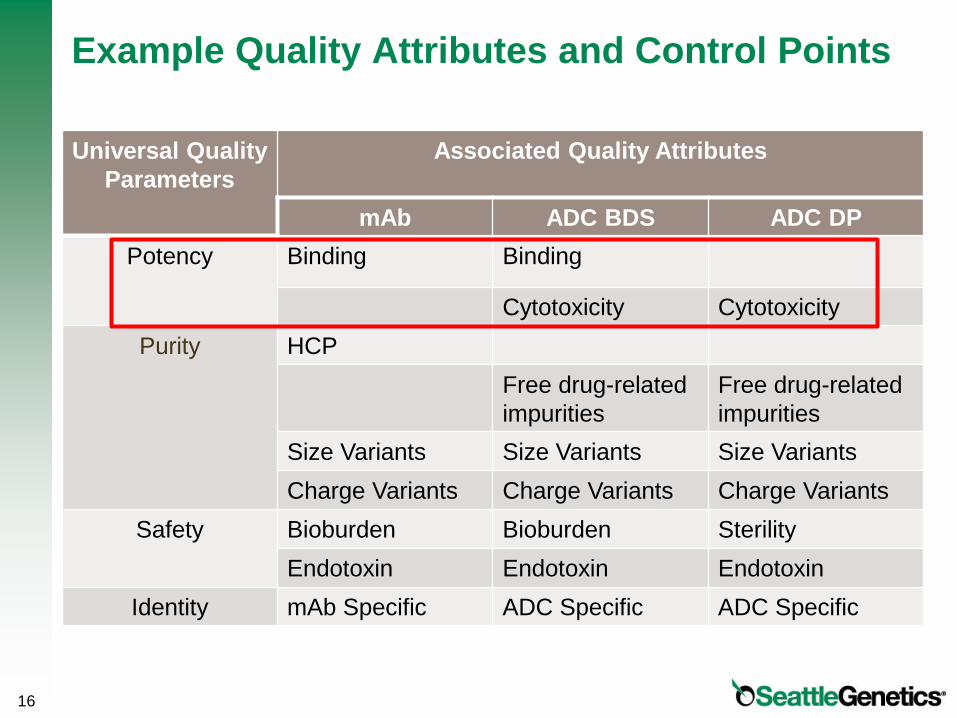
Example Quality Attributes and Control Points
Universal Quality Parameters
Associated Quality Attributes
mAb ADC BDS ADC DP Potency Binding Binding
Cytotoxicity Cytotoxicity Purity HCP
Free drug-related impurities
Free drug-related impurities
Size Variants Size Variants Size Variants Charge Variants Charge Variants Charge Variants
Safety Bioburden Bioburden Sterility Endotoxin Endotoxin Endotoxin
Identity mAb Specific ADC Specific ADC Specific

17
Provides assurance of conformational integrity and binding for both mAb and ADC The mAb and ADC have similar binding properties The acceptance criteria for mAb and ADC may be the same or
very similar
Potency – Antigen Binding Ability Direct Binding ELISA
HRP-F(ab’)2 α-Human
F(ab’)2 Target Antigen
ADC or
mAb
Substrate

18
Potency – Biological Activity Cell-based Cytotoxicity Assay
Cytotoxicity assay is specific for the ADC
Cytotoxicity assay confirms both binding and bioactivity
Applied to release of BDS and DP
Acceptance criteria for BDS and DP may be the same

19
Setting and Justifying Acceptance Criteria – The Hard Part
ICH Q6B Application
Linked to Clinical / Non-clinical Experience
Demonstrated Safety Concept of “fit for use”
Linked to Manufacturing Process Process characterization and justification Concept of “fit for use”
Data from Manufacturing consistency runs
Statistical tolerance intervals Process capability estimates

20
Size Variants by SEC – Process Knowledge
Conjugation Process can affect % HMW and % LMW
% HMW is a product related impurity considered to be a CQA and should be minimized Potential for immunogenicity and/or hyper-potency
A limit of ~5% is typical in industry for IND stage programs
mAb
ADC
Same assay, correlated result

21
Setting Specifications for %HMW
Management of %HMW for ADCs requires applying appropriate Acceptance Criteria at each stage of production
Looking forward: Quality of the DP is primarily determined by the levels inherent in the mAb The BDS conjugation process and the DP processing may all impact and add to
the final %HMW level in DP. Therefore, the acceptance criteria established for the mAb must consider the
affects and contributions of further processing since ADC process provides no additional unit operations for the removal of HMW species.
Looking backward: Setting the limit for the DP can help dictate the maximum acceptable levels for
the BDS and intermediate
Attribute mAb BDS DP % HMW < x% < (x + y)% < (x+y+z)%
Attribute DP BDS mAb % HMW < x% < (x - y)% < (x-y-z)%

22
Setting and Justifying Acceptance Criteria – The Hard Part
ICH Q6B Application
Linked to Clinical / Non-clinical Experience
Demonstrated Safety Concept of “fit for use”
Linked to Manufacturing Process Process characterization and justification Concept of “fit for use”
Data from Manufacturing consistency runs
Statistical tolerance intervals Process capability estimates

23
Understanding Process Capability and Tolerance Intervals (TI)
• similar to process capability; i.e., they show the practical boundaries of process variability and therefore can be a valuable input in the determination of product acceptance limits.
Statistical tolerance limits
• defines the limits within which a specified percentage of the population is expected to lie with a given probability
The TI calculation
• K is a factor (obtained from statistical table or computation) based on the desired percentage of the population to be included, the probability of inclusion, and the number of measurement used to calculate mean and standard deviation.
• The factor k increases with decreasing n, i.e. larger n = smaller factor to multiply times the standard deviation.
TI = 𝑋 ± k𝑠

24
Size Variants: mAb Lot History (%HMW) -Run Chart
Later lots are lower Process appears stable overall
0.0
Lot
% H
MW
% HMW Average USL

25
Size Variants: %HMW mAb Tolerance Interval and Capability Assessment
Capability Analysis
One Sided TI Analysis
Main HMW LMW
n 18
Mean 98.2 0.5 1.3
Std Dev 0.2 0.2 0.1
k 3.3
1 sided TI
> 97.6 < 1.0 < 1.7
mAb: % HMW
0
1
2
3
4
5
6
7
8
9
10
0.0 % HMW
Num
ber
USL
Mean 0.5 Median 0.4 Mode 0.4
Cp 4.1 Cpk 4.1 CpkU 4.1 CpkL Cpm 2.1 Pp 2.1 Ppk 2.1 PpU 2.1 PpL Stdev 0.2 Min 0.3 Max 0.9 Z Bench 12.4 ZTarget 0.0 % Defects 0.0% PPM 0.0 Expected 0.0 Sigma 6.0
TI analysis provides guidance on setting potential process limits
Considered with other factors such as overall process design knowledge, attribute risk etc.
Proposed acceptance criteria can then be evaluated using process capability analysis

26
Size Variants (%HMW): ADC Lot History
Pattern not normal

27
BDS SEC (% HMW)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
GSM
001
GSM
002
GSM
003
GSM
004
GSM
005
GSM
006
GSM
007
GSM
008
GSM
009
GSM
010
GSM
011
GSM
012
GSM
013
GSM
014
GSM
015
GSM
016
GSM
017
GSM
018
GSM
019
GSM
020
GSM
021
GSM
022
GSM
023
GSM
024
GSM
025
GSM
026
GSM
027
GSM
028
GSM
029
GSM
030
GSM
031
GSM
032
GSM
033
GSM
034
GSM
035
GSM
036
GSM
037
GSM
038
GSM
039
GSM
040
GSM
041
GSM
042
Lot
% H
MW
% HMWAverage
Important trends may not be apparent until after significant mfg. experience is gained This demonstrates importance of continuous process verification and periodic reassessment
based on additional data.
Work with HA to establish expectation that specifications may be adjusted periodically based on data and justification. Additional data will help to confirm process capability for tighter specs Conversely, it may also be the case where an acceptance criteria can be loosened to
account for true long term process capability as long as it can be justified w.r.t. safety, efficacy, etc.
ADC %HMW Results Bimodal Distribution BDS: SEC (% HMW)
0
2
4
6
8
10
12
14
0.5 0.8 1.1 1.4 1.7 2.0 2.3 2.6 2.9 3.2 3.5 3.8 4.1
% HMW
Num
ber
USL 3.5Mean 2.1Median 2.3Mode 2.7
Cp 2.3Cpk 2.3CpkU 2.3CpkLCpm 0.8Pp 0.8Ppk 0.8PpU 0.8PpLStdev 0.6Min 1.2Max 2.8Z Bench 6.8ZTarget 0.0% Defects 0.0%PPM 0.0Expected 0.0Sigma 6.0
Investigation confirmed correlation to input variable

28
Using Statistical Tolerance Intervals - Caveats
Tolerance interval tools can help to anticipate future mfg. capability, but may be unreliable due to small n
It may take time (significant mfg. experience) for important patterns to emerge
Assumptions: process in control, data independence, normal distribution
In some cases, there may be co-factors that affect the overall independence of the data
Use statistical tools as guidance only, along with other considerations, when determining and justifying acceptance criteria
Take your statistician to lunch!

29
Phase Appropriate Specs – Early vs Late
Early Phase 1
n = 1 – 3
• Pending clinical safety and clinical proof of concept
• Broad specs based on target product profile and tox. lot profile
Late Phase 3
n = 7 – 15
• Product safety and efficacy demonstrated
• Clinical experience does not encompass full range of product at specification limits
• Process and product well characterized
• Process capability estimated with caveats
• Final commercial specs proposed and justified pending HA negotiation
Post Commercial and Ongoing Lifecycle
n > 50
• Ongoing PV • Safety profile experience
better understood • Both companies and HA’s
should expect and plan for periodic review
• Ultimate long-term process capability becomes revealed overtime
• May require specification re-assessment and follow up regulatory submissions
30
Specifications Overall Strategic Considerations Establishment of specifications requires the consideration of many factors for which the degree of knowledge may be incomplete
Risk based approach considers many factors, i.e. indication, dosing, quality attribute criticality, process design and capability, clinical experience
Document justification in technical reports
Open dialogue with health authorities is essential
Early stage specifications should be focused on safety and leverage prior knowledge of similar products
Late stage specifications may be set based upon preliminary process capability estimates but will need to anticipate additional re-assessment post commercial launch (PMC)
Manage as a lifecycle
31
Acknowledgements
•Seattle Genetics •Vaughn Himes •Shawn Novick •Nathan Ihle •Oscar Salas-Solano •Todd Coffey •Quality Control Dept. •Analytical Biochemistry Dept. •Bioprocess Development Dept.
•External •Claudia Jochheim •Lotte McNamara