chapter 2 literature review - shodhgangashodhganga.inflibnet.ac.in/bitstream/10603/24899/7/07... ·...
TRANSCRIPT
9
CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
There are two main practical problems that engineers face in a
manufacturing process. The first is to determine the values of the process
parameters which yield the desired product quality (meet technical
specification) and the second is to maximize manufacturing system
performance using the available resources. The decisions made by
manufacturing engineers are based on conventions regarding the phenomena
that take place during processing. In the grinding process, many of these
phenomena are highly complex and interact with a large number of factors,
thus preventing high process performance form being attained. To overcome
these problems, the researchers propose models that try to simulate the
conditions during grinding and establish cause and effect relationships
between various factors and desired product characteristics.
Further more, the technological advances in the field, for instances
the ever growing use of computer controlled machine tools, have brought up
new issues to deal with, which further emphasize the need for more precise
predictive models. The developments of wear resistant abrasives, powerful
machinery and adequate machining technologies have lead to a considerably
increased efficiency of the grinding process. The economical advantages thus
achieved are consolidated and extend the position of grinding technology, the
grinding process being a quality defining finishing method. The grinding

10
process has been the object of technological research for some decades now.
This chapter is to present the various methodologies and strategies that are
adopted by researchers in grinding optimization and different techniques used
by the researchers in multi-objective optimization in grinding process.
2.2 GRINDING - OVERVIEW
Machining is the commonly used manufacturing process for the
production of finished components of desired shape, size and accuracy.
Machining process involves the usage of single or multiple point cutting tools
to remove the unwanted materials from the stock in the form of chips
(Komandurai 1993). Grinding is a manufacturing process with unsteady
process behaviour, whose complex characteristics determine the technological
output and quality.
2.2.1 Grinding principles
Grinding removes the metal from the work piece in the form of
small chips by mechanical action of abrasive particles bonded together in a
grinding wheel. Rubbing, Plowing and Metal removal are the three stages of
chip removal process in grinding (Rajmohan and Radhakrishnan 1990).
Grinding is a slow process in terms of unit removal of the stock. Hence, other
methods are used first to bring the work closer to its required dimensions and
then it is ground to achieve the desired finish. In some applications, grinding
is also employed for higher metal removal rate. In such heavy duty grinding
operations more abrasive is consumed. In these cases, the main objective is to
remove more amount of material that too as quickly and effectively as
possible. Thus, the grinding process can be applied successfully to almost
any component requiring precision or hard machining and it is also one of the
widely used methods of removing material from the work piece after
hardening.

11
The process quality depends on a large extent on the experience of
the operator. Within the spectrum of machining processes, the uniqueness of
grinding is found in its cutting tool. Modern grinding wheels and tools are
generally composed of two materials, one is the tiny abrasive particles called
grains or grits which do the cutting and the other is a softer bonding agent to
hold the countless abrasive grains together in a solid mass (Figure 2.1).
Figure 2.1 Grinding wheel showing edge of abrasive grains projecting
from the face
Grinding is an abrasive manufacturing process with a large number
of interacting variables, which depends on the type of grinding employed.
Grinding is very complex process since more interactions are involved in the
grinding zone (Figure 2.2) and difficult to study because of the small size of
the individual chips produced by hard abrasive particles having wide range of
shape, spacing and random geometry (Akira and Tadaaki 1966, Subramanian
and Ramnath 1992 ).

12
Figure 2.2 Microscopic interactions in the grinding zone
Since grinding wheels can be classified as composite materials, the
structural arrangement of the abrasive grain and binder can greatly affect their
elastic properties. Brecker (1974) analyzed bond formation during firing of
vitrified wheels and observed the cross section of the wheel, from which he
concluded that surface tension forces are sufficient to draw the abrasive grains
into direct contact.
When high accuracy of the work-piece and the automation of the
grinding work are considered, it is necessary to secure the reliability and the
reproducibility for grinding wheel as a cutting tool. For this purpose, it is
important to choose a grinding wheel of uniform grade. However, irregularity
of grade changes the grinding characteristic on the working periphery of a
grinding wheel locally and it affects the dimensional accuracy of work-piece
(Shinichi Tooe et al 1987).

13
During grinding, material is removed from the work-piece surface in
the form of small chips by the abrasive particles on the grinding wheel. The
material removal can be visualized by considering a single abrasive grain on
the wheel (Figure 2.3). As the grain makes contact with the work-piece
surface, the depth of cut is zero.
Figure 2.3 Grinding principles
As the wheel and work-piece revolve, the depth of cut increases to a
maximum, some where along the arc of contact of the wheel and the work-
piece and then reduces again when the chip is dislodged from the work-piece.
Since the wheel speed is considerably higher than the work speed, the
maximum value of depth of cut is reached almost at the point where the wheel
leaves the work-piece. This depth of cut is termed as the grain depth of cut.
In Figure 2.3, when the grain is at P it is just contacting the work-
piece and the depth of cut is zero. In unit time T, the grain will advance to
position R. In the same unit time T, the point R on the work-piece would
have come to position S. The point S will be very near to the point R, since

14
the rotation of the wheel is much faster than the work. The chip section
removed is represented by PRS. The maximum depth of cut represented by
SU is the maximum chip thickness per grit (or) the grain depth of cut (gd).
The length traversed by the abrasive grain PR in unit time
T = PR = Vs T or T = PR/ Vs (2.1)
where Vs = Surface speed of the wheel in m/s.
The length traversed by the point R on the work-piece in unit time
T = RS = Vw T (2.2)
where Vw =Surface speed of the work in m/s
Maximum chip thickness per grit
SU = RS sin ( ) (2.3)
where and are the angles subtended at the centers of the grinding wheel
and the work-piece by the point R.
Therefore,
SU = Vw T sin ( ) (2.4)
If there are Z numbers of grains in unit length, the number of grains in length
PR of the grinding wheel is given by PR *Z
Maximum chip thickness per grit, gd =SU
PR.Z (2.5)

15
gd = wV TSU [sin( )]PR.Z PR.Z
(2.6)
Substituting for T
gd = w
s
V sin( )ZV
(2.7)
The wheel can be made to cut harder or softer by reducing or
increasing the grain depth of cut. It can be seen from the equation (2.7) the
following are clear.
i) Work speed – By increasing the work speed, the grain depth
of cut increases and the bond wears out faster and the wheel
appears softer. When the work speed decreases, the wheel
appears to be harder.
ii) Wheel speed – By reducing the wheel speed the grain depth
increases and the wheel appears softer. By increasing the
wheel speed, the wheel appears harder (Arabatti et al 1996).
2.2.2 Grinding Parameters
The success of any grinding operation depends on the proper
selection of various grinding parameters, like wheel speed, work speed,
transverse feed, and in-feed area of contact, grinding fluids, balancing of
grinding wheels and dressing etc. Subramanian and Lindsay (1992) have
given the concept of grinding system approach that addresses four key inputs
to the grinding process viz. machine tool, wheel selection, work material
properties and operational factors (Figures 2.4 and 2.5). Inadequate attentions
to details in any one of these systems input parameters can result in uncertain
grinding results.

16
Figure 2.4 Input/Output model of the precision grinding process
Input
Process
Output
Machine toolSuper abrasive wheelWork materialOperational factors
Grinding Forcesand Energy
Surface generationWheel wearChipsCoolant interactions
o Cuttingo Plowingo Rubbing
Part qualityProduction economicsNew products/ processesSurface integrityResidual stress

17
Figure 2.5 Variables influencing the grinding process
Machine tool factorsDesign
Rigidity Precision Dynamic stability
Features Controls Power, speed etc., Slide movements Truing and dressing
Coolant Type, pressure, flow Filtration systems
Improved grinding resultso Surface quality Retained strengtho Tolerances / Finish Production rateo Cost per part Product
performance
Operational factors
Fixtures
Wheel balancing
Truing, dressing andconditioning techniques,devices, parameters
Grinding cycle design
Coolant application
Inspection methods
Wheel selection factorsAbrasive
Type Properties Particle size Distribution Concentration
Bond Type Hardness /grade Stiffness Porosity Thermal conduction
Wheel design Shape/size Core material
Work material factorsProperties
Mechanical Thermal Chemical Abrasion resistance Microstructure
Geometry Wheel-part conformity Shape required
Part quality Geometry Tolerances Consistency

18
2.2.3 Influence of input process parameters
A very large number of widely varying parameters affects the
grinding process. Unlike most of the input values like the machine, grinding
wheel, machine setting, etc., which can be optimized, the work material which
is selected in view of the required properties of the finished product, cannot
be changed. Therefore, in order to achieve a well-adjusted grinding process,
the variable process input values must be adapted to the material. The
grinding process is characterized by grinding power, forces, vibration,
temperature, wheel wear and wheel loading (Figure 2.6).
Figure 2.6 Influences of process input on grinding process and work
quality
InteractionGrinding powerGrinding forceMechanical wearHeat generationWheel loading
Workpiece quality Accuracy in sizeAccuracy in shapeLess thermal effectsResidual stressesChange in hardness
Process inputMachineGrinding wheelWork materialMachine settingsAuxiliary
Grinding process
19
2.2.4 Wheel wear
The geometry of grits on the wheel surface continuously alters due
to the influence of cutting mechanisms and forces. The condition of the
wheel is also altered due to the wear of the grinding wheel and by the loading
of the work material into its pores. Wheel wear and loading bring down the
cutting efficiency and the grinding forces increase gradually (Chander et al
1978).
Wear of grinding wheel may be defined as the loss of abrasives
from the surface of the wheel and are due to (i) attritious wear of grains
(ii) mechanical grain fracture and (iii) rupture of bond or gross pullout of
whole grain (Pande and Lal 1976). Attritious wear is a gradual dulling or
flattering of abrasive grains by rubbing against the work-piece. This type of
wear has much influence on the cutting action of abrasive grain and the
cutting forces are dependent on it. Such a wear occurs mostly under mild
grinding conditions in precision grinding. It generates wear flats on the grain
thus reducing the cutting efficiency of the grains. Severe grinding conditions
subject the wheel material to fracture and the surface is modified constantly
due to self-sharpening phenomenon. Grain fracture occurs as a result of
mechanical forces associated with chip formation or due to thermal shock
induced by instantaneous high temperatures. Gross pullout or bond fracture
depends upon the tensile stresses in the bond bridge, which in turn depends on
the grade of the wheel (Yoshikawa and Sata 1963).
Wheel wear rate is found to be an exponential function of grinding
force. As the grinding process is continued, the wheel loses its form due to
non-uniform removal of material on the wheel surface. Hence, the condition
of the wheel is continuously altered and a stage reaches after which the

20
grinding performance and efficiency starts deteriorating and starts adversely
affecting the work-piece finish and surface integrity.
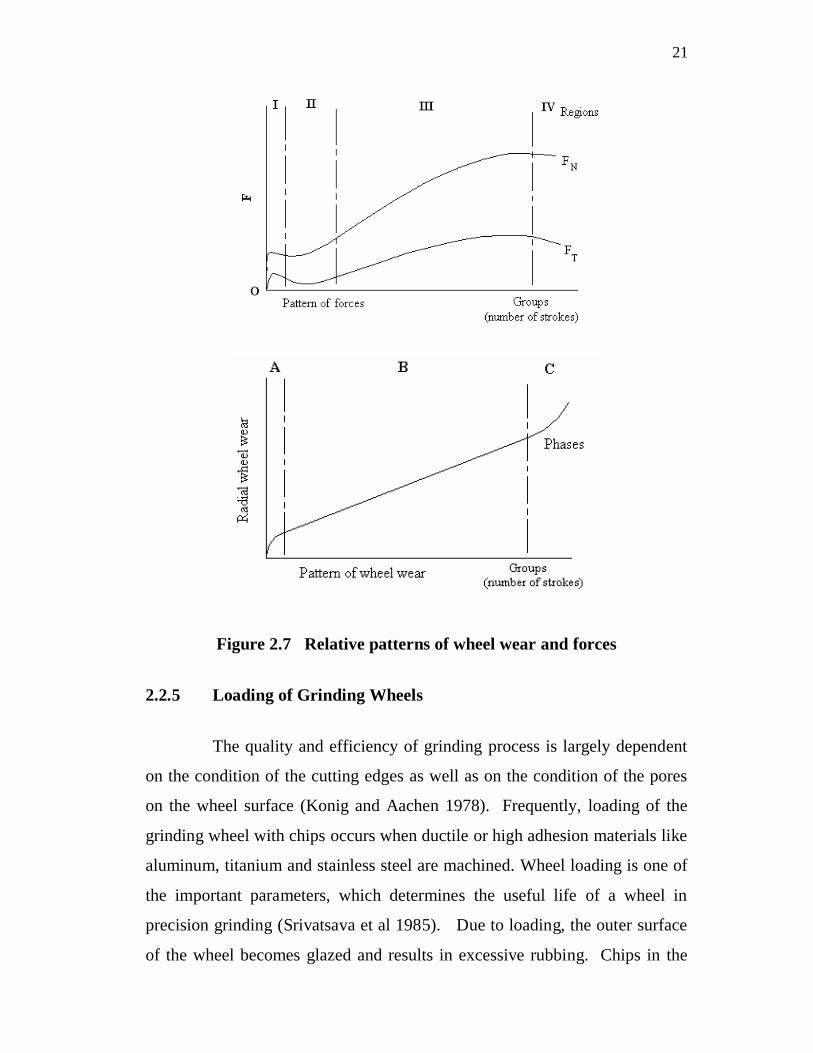
The pattern of wheel wear and its associated pattern of forces are
shown in Figure 2.7. The wheel wear pattern may be classified into three
phases.
i) Phase A – intensive wheel wear and it is related to the wheel
dressing techniques,
ii) Phase B – a constant time – rate of wear under good grinding
conditions remains constant over long period. This is the
optimum condition for economic grinding practice and
iii) Phase C – results when either the wheel is overloaded or
excessive vibrations occur and wheel wear occurs due to
bond post rupture. Whole grits are being dislodged from the
wheel.
Wheel wear measured from the reduction in wheel diameter does not
give accurate estimate of the wheel wear. From the wear particle size
distribution analysis of the wheel, wear can be ascertained accurately but the
procedure is cumbersome (Grisbrook et al 1962). The rate of wheel wear
depends upon the work speed, wheel speed and grinding depth. Employing
reduced wheel speeds can reduce wheel wear. Low work speeds will reduce
the wheel wear for the same metal removal rate but it may cause thermal
damage to the work-piece (Malkin and Cook 1971).
21
Figure 2.7 Relative patterns of wheel wear and forces
2.2.5 Loading of Grinding Wheels
The quality and efficiency of grinding process is largely dependent
on the condition of the cutting edges as well as on the condition of the pores
on the wheel surface (Konig and Aachen 1978). Frequently, loading of the
grinding wheel with chips occurs when ductile or high adhesion materials like
aluminum, titanium and stainless steel are machined. Wheel loading is one of
the important parameters, which determines the useful life of a wheel in
precision grinding (Srivatsava et al 1985). Due to loading, the outer surface
of the wheel becomes glazed and results in excessive rubbing. Chips in the

22
grinding wheel will alter the grain edge geometry and the friction process
occurring during grinding operations. The loaded wheel will result in
increased cutting forces and grinding power consumption, which in turn may
lead to a breakdown of the grinding wheel structure.
The loaded wheel also generates more heat, which in turn affects the
surface integrity of the work-piece such as surface roughness or surface
topography and surface metallurgy. Alterations of the surface layers include
plastic deformation, micro cracking, phase transformation, micro-hardness
changes, tears associated with built up edge and residual stress distribution
(Shah and Chawala 1979). To ensure consistent results in grinding, one has
to continuously investigate the condition or the modifications occurring on the
wheel and control them suitably.
If the cutting efficiency of the process is to be improved, the wheel
has to be provided with new sharp grains with porosity for chip flow. The
wheel is dressed to remove the clogged chips on the wheel material so that
new grains with sharp edges appear. One has to monitor continuously the
wheel condition and control them suitably to achieve consistent performance
in grinding.
2.2.6 Cylindrical Grinding
Cylindrical grinding designates a general category of various
grinding methods, which have the common characteristic of rotating the
work- piece about a fixed axis and grinding outside surface section in
controlled relation to that axis of rotation. In plunge type grinding machines
the wheel is plunged into the work at a predetermined feedrate and is
withdrawn at the time the workpiece reaches the correct size.
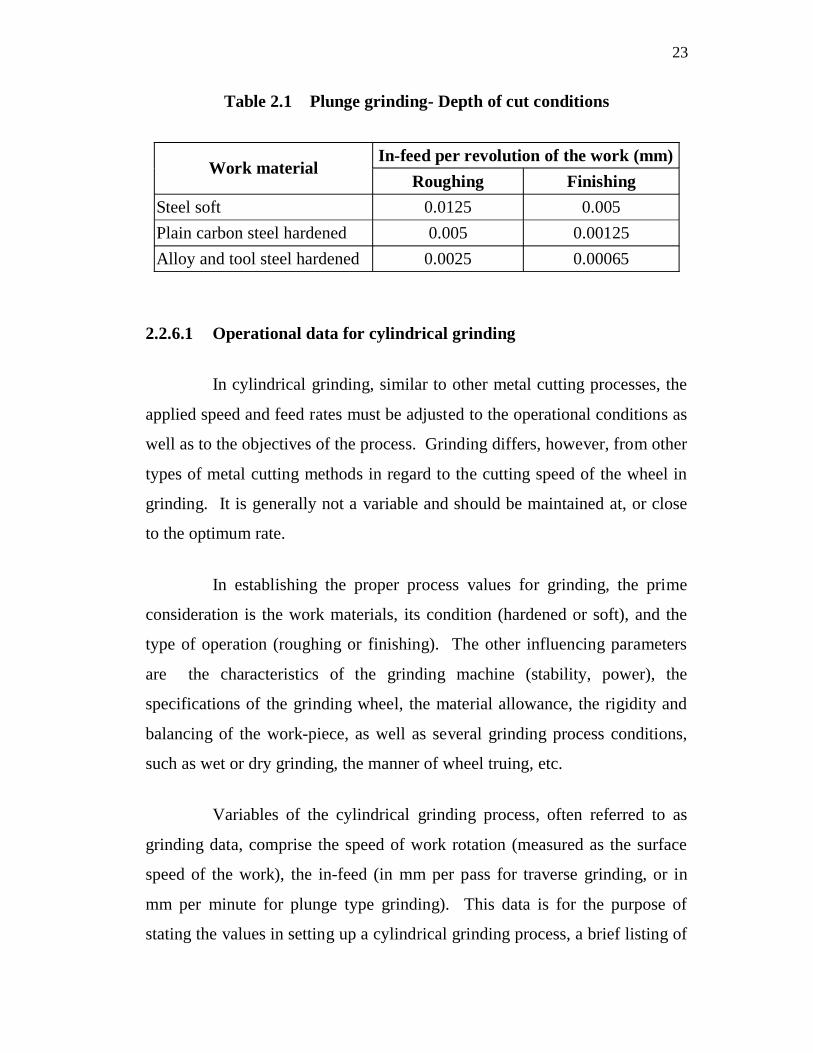
Table 2.1 gives general guideline about the depth of cut conditions followed
in plunge grinding.
23
Table 2.1 Plunge grinding- Depth of cut conditions
In-feed per revolution of the work (mm)Work material
Roughing FinishingSteel soft 0.0125 0.005Plain carbon steel hardened 0.005 0.00125Alloy and tool steel hardened 0.0025 0.00065
2.2.6.1 Operational data for cylindrical grinding
In cylindrical grinding, similar to other metal cutting processes, the
applied speed and feed rates must be adjusted to the operational conditions as
well as to the objectives of the process. Grinding differs, however, from other
types of metal cutting methods in regard to the cutting speed of the wheel in
grinding. It is generally not a variable and should be maintained at, or close
to the optimum rate.
In establishing the proper process values for grinding, the prime
consideration is the work materials, its condition (hardened or soft), and the
type of operation (roughing or finishing). The other influencing parameters
are the characteristics of the grinding machine (stability, power), the
specifications of the grinding wheel, the material allowance, the rigidity and
balancing of the work-piece, as well as several grinding process conditions,
such as wet or dry grinding, the manner of wheel truing, etc.
Variables of the cylindrical grinding process, often referred to as
grinding data, comprise the speed of work rotation (measured as the surface
speed of the work), the in-feed (in mm per pass for traverse grinding, or in
mm per minute for plunge type grinding). This data is for the purpose of
stating the values in setting up a cylindrical grinding process, a brief listing of
24
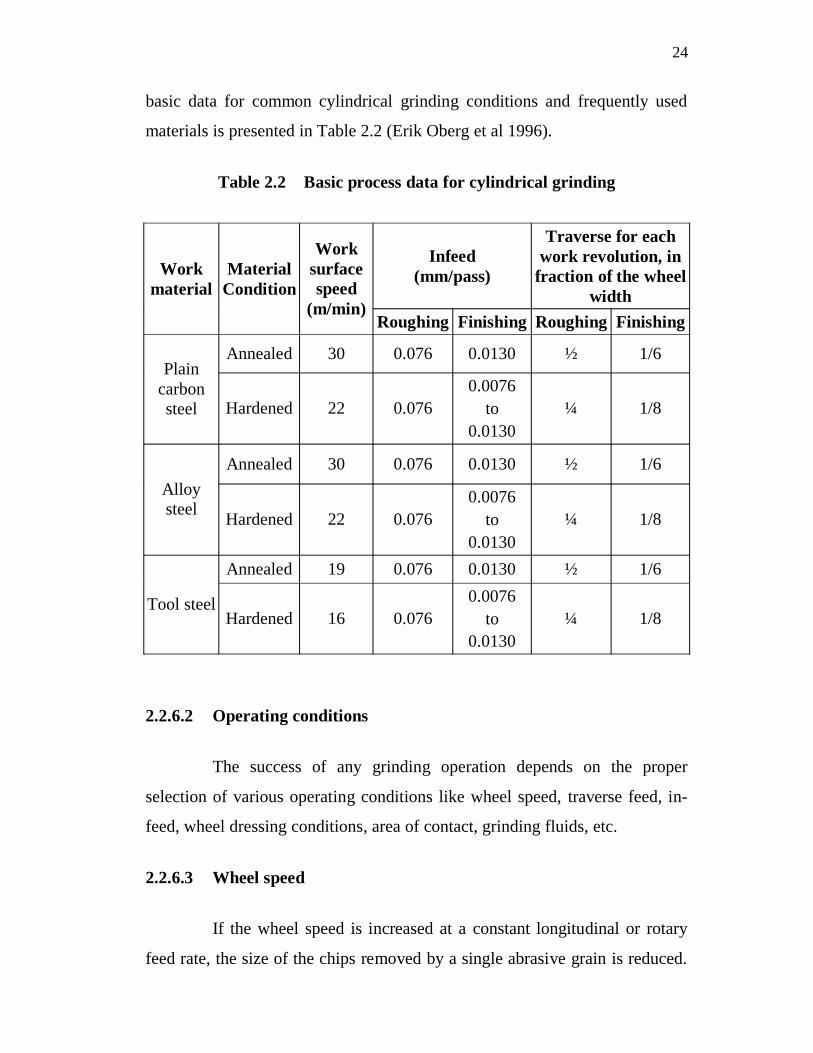
basic data for common cylindrical grinding conditions and frequently used
materials is presented in Table 2.2 (Erik Oberg et al 1996).
Table 2.2 Basic process data for cylindrical grinding
Infeed(mm/pass)
Traverse for eachwork revolution, in
fraction of the wheelwidth
Workmaterial
MaterialCondition
Worksurfacespeed
(m/min)Roughing Finishing Roughing Finishing
Annealed 30 0.076 0.0130 ½ 1/6Plain
carbonsteel Hardened 22 0.076
0.0076to
0.0130¼ 1/8
Annealed 30 0.076 0.0130 ½ 1/6Alloysteel Hardened 22 0.076
0.0076to
0.0130¼ 1/8
Annealed 19 0.076 0.0130 ½ 1/6
Tool steelHardened 16 0.076
0.0076to
0.0130¼ 1/8
2.2.6.2 Operating conditions
The success of any grinding operation depends on the proper
selection of various operating conditions like wheel speed, traverse feed, in-
feed, wheel dressing conditions, area of contact, grinding fluids, etc.
2.2.6.3 Wheel speed
If the wheel speed is increased at a constant longitudinal or rotary
feed rate, the size of the chips removed by a single abrasive grain is reduced.

25
This reduces the wear of the wheel. If the wheel speed is reduced, the wear is
increased. From this, it is clear that from the point of view of wear, it is better
to operate at higher wheel speeds (Opitz and Guhring 1968). However, this is
limited by the allowable speeds at which the wheel can be worked, as well as
the power and rigidity of the grinding machine. Normally, the grinding wheel
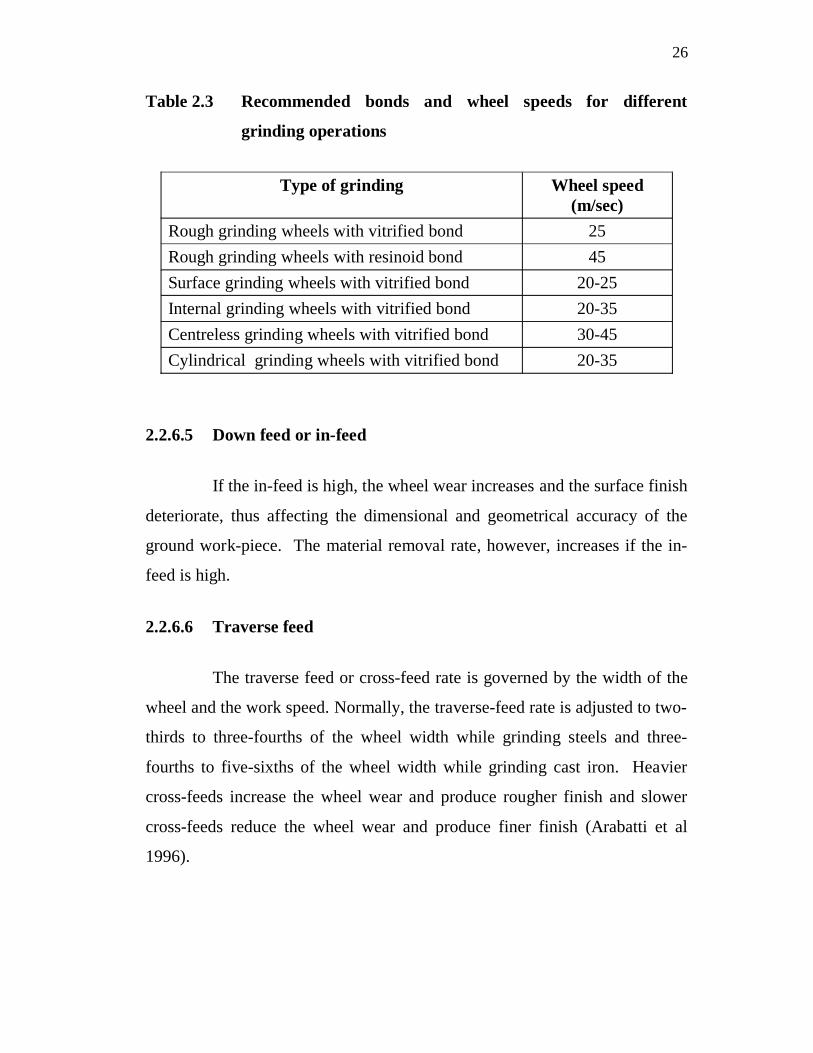
speed ranges from 20 to 40 m/sec. The wheel speed also depends upon the
type of grinding operation and the bonding medium of the grinding wheel
(Table 2.3). For example, resinoid bonded wheels can be generally used at
higher peripheral speeds than vitrified bond wheels.
2.2.6.4 Work speed
Work speed is the speed at which the work-piece traverses across
the wheel face or rotates between centers. If the work speed is high, the
wheel wear is increased but the heat produced is reduced. Hahn et al (1956)
stated that high work speeds are effective in reducing heat checks and
cracking of heat sensitive materials and may also influence the life of the tool
or part. On the other hand, if the work speed is low, the wheel wear decreases
but the heat produced is more. The ratio of wheel speed to work speed is of
much importance and it should be maintained at the proper value. Low work
speeds result in local overheating and bring about deformation or tempering
of the hardened work-piece. This in turn affects the mechanical properties of
the work piece and very often micro-cracks will appear on the work-piece.
The increase in work speed is limited by premature wheel wear and vibrations
induced by wear. Generally, if the wheel wear increases, the work speed
should be reduced. If the heat produced is high and clogging occurs,
especially with hard wheels, the work speed should be increased.
26
Table 2.3 Recommended bonds and wheel speeds for different
grinding operations
Type of grinding Wheel speed(m/sec)
Rough grinding wheels with vitrified bond 25Rough grinding wheels with resinoid bond 45Surface grinding wheels with vitrified bond 20-25Internal grinding wheels with vitrified bond 20-35Centreless grinding wheels with vitrified bond 30-45Cylindrical grinding wheels with vitrified bond 20-35
2.2.6.5 Down feed or in-feed
If the in-feed is high, the wheel wear increases and the surface finish
deteriorate, thus affecting the dimensional and geometrical accuracy of the
ground work-piece. The material removal rate, however, increases if the in-
feed is high.
2.2.6.6 Traverse feed
The traverse feed or cross-feed rate is governed by the width of the
wheel and the work speed. Normally, the traverse-feed rate is adjusted to two-
thirds to three-fourths of the wheel width while grinding steels and three-
fourths to five-sixths of the wheel width while grinding cast iron. Heavier
cross-feeds increase the wheel wear and produce rougher finish and slower
cross-feeds reduce the wheel wear and produce finer finish (Arabatti et al
1996).

27
2.2.6.7 Grinding Wheels
Grinding wheels are composed of selectively sized abrasive grains
held together by a bonding agent. The following influences the properties of
the grinding wheel (Jain and Gupta 2001):
i) Type of abrasives
ii) Grain size
iii) Type of bond
iv) Grade of the wheel
v) Structure of the wheel
Types of Abrasives: Grinding wheels are made of abrasive particles
bonded together by means of some suitable bonds. An abrasive is a harder
material which can be used to cut or wear away other materials. It is
extremely hard and tough, and when fractured, it forms sharp cutting edges
and corners. Abrasives particles used for grinding wheels of two types viz.,
(a) natural abrasives and (b) artificial abrasives. Generally for most of the
purposes, natural abrasives are not used due to certain advantages of artificial
abrasives. Most commonly used artificial abrasives are Silicon Carbide (SiC),
Aluminium oxide (Al2O3), Boron carbide and Boron Nitrate (CBN).
Grain Size: Grain size influences the stock removal rate and the
surface finish. Thw choice of grin size is determined by the nature of grinding
operation, material to be ground, material removal rate and surface finish
required. Coarser grits are used for heavy material removal rate and finer grits
for less material removal.
Type of Bond: A bond is a material that holds the abrasives grains
together enabling the mixture to be kept in a desired shape in the form of

28
wheel. The bonds most commonly used manufacturing of grinding wheels are
Vitrified bond (denoted by V), Silicate bond (S), Shallac bond (E), Rubber
bond (R) and Bakelite or resinoid bond (B). To obtain the maximum out of
the abrasive, it is important that the bond system is strong, versatile and has
superior corner holding properties. The idle bond system should facilitate a
uniform grain release, resulting in the wheel remaining free cutting for a
longer period of time. Extremely load resistant and free cutting bond system
will increase form holding capability result in reduction of dressing
frequency. This results in significant increase in wheel life. This also
improves the parts produced per hour due to savings in dressing time and
increased wheel life.
Grade of the Wheel: The grade of a wheel indicates the strength of
the grains and the holding power of the bond. It is usually referred to as
hardness of the wheel. A hard wheel wears down slowly and soft wheel wears
down readily. Hard wheel is used for precision grinding and for softer
material. The hardness of grinding wheel is classified as very soft (A to G),
soft (H to K), medium (L to O), hard (P to S) and very hard (T to Z).
Structure of the Wheel: Structure of a wheel refers to the voids
between abrasive particles. For a given bonding material thickness of void
size is controlled by the spacing of the grains and this structure may be dense
or open. Open structure wheel are used for high stock removal and dense
structured wheel for holding precision forms and profiles. The structure is
represented is by numbers ranging from 0 to 15, the lower numbers indicating
a dense structure and higher numbers represent open structure.
2.2.6.8 Wheel dressing
Wheel dressing is defined as the act of improving the cutting action.
It can also be described as sharpening operation. It becomes necessary from
29
time to time during the course of working to correct uneven wear and to open
up the face of the wheel so as to obtain efficient cutting conditions. Dressing a
wheel doest not necessarily true it. The wheel may be out of round or parallel
even after dressing as it only removes the outside layer of dulled abrasive
grains and the foreign material. Wheel dressing can be carried out with
diamond tool, which has a shearing action on the abrasive grains and the
bond, and so removes the dulled or irregular groups of grains. The diamond is
held in a holder. This is done by peening, brazing or securing the diamond by
casting a low melting point metal round it leaves sufficient of the stone
protruding for it to act as a cutting edge.
2.2.6.9 Area of grinding contact
The area of grinding contact between the wheel and the work affects
the choice of grit size and grade. The area of contact is relatively large in the
case of internal grinding and surface grinding and also when large diameter of
works are ground with a small diameter wheel. A larger area of contact
produces a lower pressure. On larger areas of contact and lower pressure, a
soft grade wheel provides normal breakdown of the grit, ensuring continuous
free cutting action. In addition, coarser grit is preferred to provide adequate
chip clearance between the abrasive grains. When the area of contact
becomes smaller, the pressure, which tends to break down the wheel face,
becomes greater, finer grit, and harder grade wheels should be used.
2.3 SUMMARY OF THE LITERATURE SURVEY
Many investigations have been done so far to specify the
relationship between grinding conditions and their influences on the
machining result. Optimization of machining processes is usually based on
finding operating conditions, which minimize machining costs or maximize
production rate. In order to perform such optimization analyses, a reliable
30
relationship between tool life and machining parameters (e.g., Taylor
equation) is generally required. Such optimization analyses can also be
applied to precision grinding process. Snoeys et al (1974) have proposed an
empirical tool life equation for plunge grinding assuming a power function
relationship between the volume removed per wheel dressing and the
equivalent chip thickness (removal rate per unit width divided by wheel
speed).
A major drawback with this relationship is the need for separate
evaluation of the constants in the tool life equation for each wheel -
workpiece combination, dressing procedure, wheel and work piece diameter
and even wheel speed. Other tool life relationships developed by Malkin
(1976) are based upon wear models of the grinding wheel up to burning, but
these are too complex for practical use. By making a quantitative energy
balance, Malkin (1975) showed that the total energy in grinding could be
considered as the sum of chip formation, plowing and sliding energies.
Plowing refers to work-piece deformation without removal and sliding energy
is associated with rubbing between the wear flats and the work-piece surface.
Both the plowing and sliding energy contributions become smaller at faster
removal rates, so that the minimum specific energy approaches the specific
energy for chip formation.
Mayne and Malkin (1976) have proposed an optimization approach
for plunge grinding of steels, in order to maximize the metal removal rate
subject to constraints on work piece burn and finish. In this approach, non-
linear optimization techniques have been applied to a generalized grinding
model and it was analytically demonstrated how the wheel dullness, as
indicated by wear flat area, influences the allowable removal rate. Selection
of optimal grinding conditions using this analysis is not practical because of
the need for having a reliable estimate of wear flat areas. Malkin and Yorem

31
Koren (1980), have developed a computer program for practical off-line
optimization of plunge grinding operation on steels based on the same
strategy is described above with additional relationship taking the dressing
parameter into account.
The modelling of grinding process requires the consideration of the
grinding wheel topography. Understanding the combined action of the cutting
edges, which are stochastically distributed on the grinding wheel, and the chip
formation process explains influences both on the grinding forces and the
surface roughness of the workpiece. According to Verkerk (1977), it is
sufficient to consider the cutting edges that belong to same grain as one
cutting edge. When there are more cutting edges on one grain, there is no
space for the chip between the cutting edges. Consequently, the cutting edges
can no longer be active. As a result, the grain acts as one cutting edge.
Verkerk gives a survey of the most important methods of measuring number
of static and kinematic grains. However, neither the measured grain count nor
the measured shape of the cutting edge tips can be used to draw direct
conclusion on the characteristics of the grinding wheel topography. The
topography models developed by the various researchers have the common
feature that many measurements are required to determine the model
parameters. Furthermore, the statistical geometrical distribution of the grains
is not taken into consideration. All these conclude that the practical
application of the topography models presented so far can be expected to be
time consuming, due to the measuring efforts necessary.
Surface integrity models describe the influences of mechanical and
thermal effects from grinding on the material of the work piece underneath
the work surface. The plastic deformations and the thermal influences on the
microstructure which occur during grinding can be revealed by changed
degrees of hardness on the underneath the work surface as well as by

32
metallographic examinations. In the most unfavourable case, grinding may
even lead to cracks, which have particularly negative effects on the
characteristics of the work piece. The generation of textures leads to
directional surface integrity characteristics. According to Tonshoff et al
(1992), many researchers have developed the surface integrity models,
however, the practical application of these models require much experimental
and measurement efforts.
Apart from modelling the surface integrity, the surface roughness is
a characteristic quantity, which determines the quality of the work piece and
thus it is of major importance. All the models developed so far have much
measuring effort that is necessary to determine the microstructure of the
grinding wheel. As a result, the practical application in today’s industry
requires an excessive number of efforts. Brown (1969) and Peters (1974) have
proposed a model to predict the surface roughness in grinding using
equivalent chip thickness. As this model does not describe the microstructure
of the grinding wheel, it can be used in industrial applications and assuming
stationary grinding process. Analytical models developed by the various
researchers for predicting surface roughness were based on the microstructure
of the grinding wheel in both one and two dimensions. The wheel
microstructure was described using simplification factors such as constant
distance between cutting edges and uniform height of the cutting edges.
Similar assumptions were used to describe the surface roughness based on
chip thickness models developed by Lal and Shaw (1975).
Empirical surface roughness models are a function of kinematic
condition, such as the one presented by Malkin (1989), and have had more
success in the industry because they do not need the effort of material and
surface wheel characterizations. However, the empirical constants involved
must be adjusted for every work piece material, lubricant, and type of wheel.
33
These models can be considered a subclass of empirical models due to the
empirical constants that need to be adjusted. None of the above mentioned
models was based on the stochastic nature of the grinding process, governed
mainly by the random geometry and random distribution of the cutting edges
on the wheel surface. To account for this, Inasaki (1996) has developed a
model to generate ground surface by simulation of the interaction of each
grain with the work piece material, where the relative cutting edge positions
were either randomly generated or deterministically given by measurement of
the wheel topography. Basuray et al (1980) made probably the only attempt to
develop a simple mathematical expression for the surface based on the
probabilistic analysis of their simulations; however, many parameters and the
material properties were lumped into empirical constraints.
Malkin (1978) determines the critical specific energy, which causes
work piece burn. The grinding energy model by Rowe (1988) is comparable
with Malkin’s model, but Rowe additionally takes the flow of heat into the
chips and the coolant into account. On this basis, he evaluates critical upper
and lower specific energy levels for thermal damage. The model for the
evaluation of the specific grinding energy by Inasaki et al (1989) has been
developed for the grinding of ceramics. The grinding energy is evaluated on
the basis of the theoretical cutting edge spacing. In this model, not the
generation of heat, but the process of chip formation is of decisive
importance.
Matsushima and Sata (1980) first suggested a hierarchical structure
of intelligence machine controllers to emulate human operators.
Sathyanarayanan et al (1992) set up a neural network model for creep feed
grinding super alloys, but did the optimization analytically using an off-line
multi-objective programming technique. Their approach can only be applied
to simple models. Regarding complicated models their method becomes very

34
tedious and difficult to solve. Xiao et al (1993) have developed a strategy to
minimize grinding cycle time, which is mainly deals with thermal damage and
surface roughness constraints. Monitoring was used to identify parameters in
the process model to optimize the subsequent part. The system neglected time
dependent behavior after dressing and the dressing interval was fixed at once
per part. The system is capable of optimizing the grinding and dressing
parameters in response to in-process and post-process measurements, which
characterize the process.
Warren Liao and Chen (1994) have presented a neural network
approach for grinding process. This work presented how back propagation
neural network can be used to model and optimize grinding process using
creep feed grinding of alumina with diamond wheels as example. Mayer and
Fang (1995) have carried out experimental studies on the grinding of hot
pressed silicon nitride ceramics to find the relationships of grit depth of cut
and grind direction with strength and surface characteristics of the ground
specimen. All finished surfaces showed surface damage over the range of
wheel grit sizes employed.
Xiao and Malkin (1996) have developed an on-line optimization
system for cylindrical plunge grinding to minimize production time and also
ensures the product quality requirements. As compared to the previous system
developed by the authors, this system encompasses a more complete set of
realistic constraints. It considers time dependent behaviour, and also
optimizes the dressing interval. This optimization strategy should also be
applicable to external grinding, but the prevailing constraints may be different
which needs to be analyzed. Sakakura and Inasaki (1992) have proposed a
decision making process model for grinding operations. This model has
multistage structure and consists of two different types of neural network: the
feed forward network and brain-state - in - a - Box network. This proposed

35
model is capable of learning the stochastic data of surface roughness and
recalling the dressing conditions, which attains the required surface roughness
and it can be suitable only for plunge grinding. Brinksmeier et al (1998)
described the different methods for modelling and optimization of grinding
processes. In this work, empirical methods for the modelling of grinding
processes with multiple regression, neural networks and fuzzy set theory are
compared using available data. This motivates to apply artificial intelligence
tools such as neural network, fuzzy logic and genetic algorithm in the present
work.
Li et al (2002) have presented an optimum system for cylindrical
plunge grinding process to minimize production time. This paper proceeds
beyond the limits of conventional no-burnt thought. It presents an optimum
strategy permitting burn to appear in through grinding stage and the burning
layer can be accumulated in the following finishing stage. This paper had
created the pre-condition for grinding automation, virtual grinding and
intelligent grinding systems. Hassui and Diniz (2003) have studied the
relation between the process vibration signals and the work piece quality
(mean roughness, circularity and burning) in plunge cylindrical grinding of
steel. In their study, they concluded that it is possible to have good work piece
quality even with a vibration level much higher than that obtained with a
recently dressed wheel.
Compared to cylindrical plunge grinding processes the conditions of
contact in cylindrical traverse grinding processes are much more complex and
it is hardly possible to derive an analytical stability criterion. Because of this,
Weck et al (2001) have developed a simulation tool to investigate the
dynamic behaviour in the time domain and to determine stable machining
parameters of cylindrical traverse grinding processes. The simulation shows a
very good correlation to the experimentally researched stability behaviour of a

36
grinding process and it suggested that offline analysis and optimization of
traverse grinding condition feasible. Wen et al (1992) have reported the use of
quadratic programming for the optimization of surface grinding parameters
subject to multi-objective function.
Zhou and Xi (2002) have reported a mew method for predicting the
surface roughness of the workpiece for the grinding process. The proposed
method in this work takes into consideration the random distribution of the
grain protrusion heights. Saravanan et al (2002) have developed a multi-
objective genetic algorithm approach for optimization of surface grinding
operations and its results proved that the combined objective function
obtained by genetic algorithm is better than that those obtained by quadratic
programming. Suresh et al (2002) have made an attempt to optimize the
surface roughness prediction model developed using response surface
methodology by Genetic Algorithms (GA). This GA program gives minimum
and maximum values of surface roughness and their respective optimal
machining conditions.
Roger L. Hecker and Liang (2003) have proposed a probabilistic
undeformed chip thickness model for prediction of the arithmetic mean
surface roughness. The model expresses the ground finish as a function of the
wheel microstructure, the process kinematic conditions and the material
properties. Venugopal et al (2004) have studied the effect of grinding wheel
parameters such as grain size and grain density and grinding parameters such
as depth of cut and feed on the surface roughness and surface damage. The
methodology proposed in their work establishes the optimization of silicon
carbide grinding.
Kruzynski and Lejmert (2005) have developed a supervision system
that uses techniques of artificial intelligence to monitor, control and optimize
the traverse grinding operations. The system consists of two levels which act
37
in parallel to produce components satisfying the geometrical and surface
finish requirements with maximum possible productivity. But this strategy
needs grinding force measurement to determine the wheel cutting ability and
it is a costly affair. Samhouri and Surgenor (2005) have used an Adaptive
Neuro Fuzzy Inference System (ANFIS) to monitor and identify the surface
roughness in grinding online, but this system uses the costly monitoring
devices.
Saha et al (2005) have studied the vibration behaviour at different
locations in cylindrical grinding machine during traverse cut grinding with
variation of in-feed and change in work piece size and concluded that in- feed
causes more vibration than that caused due to variations in the work piece
size.
Saglam et al (2005) have investigated the influence of grinding
parameters such as depth of cut, work speed, and feed rate on roundness error
and surface roughness using principles of orthogonal arrays developed by
Taguchi. In this study, it is concluded that improvement in the surface finish
was seen at low work speed, small depth of cut, higher cutting speed and also
lower feed rate. Dhavlikar et al (2003) presented the taguchi and response
method to determine the robust condition for minimization of roundness error
of work pieces for the centerless grinding process. The same approach was
adopted by Jae-Seob kwak (2005) in surface grinding and developed a
second-order response model for the geometric error and concluded that depth
of cut was a dominant parameter for geometric error and the next was the
grain size. Confirmation experiments of the response surface model shows
that the developed response surface model was very useful for predicting the
geometric error.
Krajnik et al (2005) have developed a methodology for empirical
modelling and optimization of the plunge centerless grinding process. The
optimization techniques such as desirability function approach and genetic

38
algorithm approach described in this methodology are very convenient for
simple adaptation to multi-objective optimization. Jae-Seob Kwak et al (2005)
have developed a response surface model to predict grinding power and the
surface roughness in external cylindrical grinding of the hardened SCM440
steel and also to help the selection of grinding condition. In this model, only
three machining parameters such as traverse speed, work piece speed and
depth of cut were considered. The wheel speed and dressing mode that have
substantial effect on grinding power and surface roughness were not taken
into account in developing the model. Nandhi and Banerjee (2005) have
proposed an intelligent approach for modelling of cylindrical plunge grinding
process based on FBF-NN using a Genetic algorithm. The architecture of
FBF-NN was proposed which consists of only three input variables such as
wheel speed, work speed and feed rate.
In rolling operations, the finishing and rough millwork rolls undergo
considerable wear and changes the surface quality. Rolls are periodically
ground to the required surface roughness while leaving the surface free of
feed lines, chatter marks and surface irregularities (e.g. scratch marks and/or
thermal degradation). They are re-shaped with a grinding wheel traversing the
roll surface back and forth on a dedicated roll grinding machine. This process
is commonly referred to as “off-line” roll grinding. The challenge in roll
grinding is to restore the roll to required surface roughness with minimum
stock removal and without visible feed marks, visible chatter marks or surface
irregularities. Grinding of the work rolls is carried out by roll grinder and this
is nearly same thing as external cylindrical grinding. Several efforts were
made by various researchers as mentioned above to design a suitable model
for cylindrical grinding process such as, using parameter optimization (Midha
et al 1991), analytical and numerical approaches (Armarego et al 1980 and
Prelipceanu et al 1998) neural networks approach (Liao and Chen1994) etc.
The intelligent approaches were also reported by many researchers to

39
optimize the grinding process condition. Only a few isolated attempts have
been made to modelling and optimizing the grinding parameters using
combination of artificial intelligence tools such as neural network, fuzzy logic
and genetic algorithm. From the literature survey, no work has been reported
on optimization of work roll grinding parameters considering machining
parameters with dressing mode. Further more, it is also concluded that multi-
objective optimization on roll grinding adopting design of experiments
methodology with artificial intelligence tools may further increase the
effectiveness of the approach.
As a foundation for the various studies in this dissertation, the
fundamental concepts design of experiments, optimization techniques, and
artificial intelligence tools used in this study such as artificial neural network
and fuzzy logic are reviewed in the forthcoming sections of this chapter.
2.4 DESIGN OF EXPERIMENT
In the industrial scenario, TQM has become the most important
concept because the quality of the product makes the difference between
success and failure of any organization. TQM is the integration of all
functions and processes within an organization in order to achieve continuous
improvement of the quality of goods and services (Phadke 1989).
Since the late, 1940’s Genichi Taguchi has introduced several new
SQC Concepts, which have proven to be valuable tools in the subject of
quality improvement. Taguchi has differentiated the quality into three stages;
System Design, Parameter Design and Tolerance Design. The Parameter
Design stage is also called Robust Design. Its main aim is to reduce costs and
improve quality. The quality of a product normally depends on the
parameters that govern the behaviour of the process for manufacturing it.
This is achieved through deriving optimum parameters setting using statistical

40
techniques and experiments. Taguchi has suggested a new approach for the
design of experiments, which identifies the nature of parameters, by
conducting minimum number of experiments, which is extensively applicable
in Research and Development sectors and manufacturing industries (Genichi
Taguchi 1987).
In this study, an effort has been made to optimize the grinding
process parameters using Taguchi’s approach.
2.4.1 Definition
The study of most important variables affecting quality
characteristics and a plan for conducting such experiments is called the
Design of Experiments.
2.4.2 Need for Planned Experimentation
In a highly competitive market, most enlightened companies
recognized the need for continuous improvement to their products and
services as a key success factor to maintain market leadership. The challenge
therefore for any organizations is to find out the methodology to achieve
design optimization for quality, cost and delivery.
The basis for the engineering design activity is based on the
knowledge of scientific phenomena and past engineering experiences with
similar product design and manufacturing processes. However, when a new
product has to be developed a lot new decisions have to be made with regard
to product profile, critical parameters of the product design, various
manufacturing processes to be adopted etc. So many interactive forces may
affect the decision. However, it seems to be an overwhelming task to figure
out a simple, economic safe course of action.

41
These situations are common in industry; they affect all departments
across the organization and at all levels. In these cases, it is necessary to
experiment to make a planned change, determine the effect of the change, and
use this information to make a decision about accepting or rejecting the new
alternative considered. It is the Quality of this decision, which can be
improved up on when proper test strategies are utilized.
In general, planned experiment is necessary to distinguish between
critical factors and non-critical factors as well as to identify the optimum level
of the critical factors so as to pave the way for significantly improved
performance. It also enables to predict the extent of improvements possible
over the existing performance.
2.4.3 Terminologies used in Design of Experiments
Response
It is the output of interest to be optimized i.e., Maximized,
Minimized, Targeted, etc.
Factors or Parameters
A factor is one of the things (Variable) being studied in the
experiment. A factor may be Quantitative or Qualitative.
Level
Levels of a factor are values of the factor being examined in the
experiments.

42
Interaction
It is defined as the joint effect of two or more factors. We consider
two factor interactions only in Industrial experiments.
Treatment combination
A Treatment combination is one set of levels for the factors in a
given Experimental run.
Experimental design
The analysis of any data is dictated by the manner in which data are
collected. Design of experiment is then a plan for collection of data on
response(s) when the chosen factors vary in a prescribed manner. The three
basic principles of experimental design are:
I. Replication
Replication means a repetition of the basic experiment.
II. Randomization
Randomization means that both the allocation of the experimental
material and the order in which the individual runs are to be performed are
randomly determined.
III. Blocking
When known sources of extraneous and unwanted variation can be
identified, blocking technique is used in such ways that eliminates their

43
influence and provide a more sensitive test of significance for the variables
are under study.
Types of experiments
a. One factorial at a time : These are experiments when in each
experiment only one factor is changed from one level to another
level, keeping all the other factors unchanged.
b. Full factorial experiments : This is an experiment method
where all factors are tried for all combinations of their levels.
c. Fractional factorial experiments : As the name indicates,
instead of doing full factorial, partial factorial is done. This
essentially means a reduction in the number of experiments.
2.4.4 Experimental Design Procedure
Researchers or engineers in all fields of study to compare the effects
of several conditions or to discover something new carry out experiments. If
an experiment is to be performed most efficiently, then a scientific approach
to planning it must be considered. The statistical design of experiments is the
process of planning experiments so that appropriate data will be collected, the
minimum number of experiments will be performed to acquire the necessary
technical information, and suitable statistical methods will be used to analyze
the collected data (Figure 2.8).

44
Figure 2.8 Outline of experimental design procedure
2.4.5 Taguchi’s Method and Steps in Designing Experimental Layout
Genichi taguchi (1959) of Japan, by developing the associated
concept of linear graph, was able to device numerous variants based on the
Orthogonal Array (OA) design, which can easily be applied by an engineer or
a scientist without acquiring advanced statistical knowledge for working out
the design and analysis of even complicated experiments (Philip J. Ross
1989).
These methods have the advantage of being highly flexible and
readily enable allocation of different levels of factors, even when these levels
are not the same in number for all the factors studied. The beauty of these
Planning ofsubsequentexperiments
Confirmation test
Statement of theproblem
Recommendationand follow-up
Selection ofexperimental design
Performing theexperiments
Choice ofresponse
Understanding ofpresent situation
Choice of factorsand levels
Data analysisAnalysis of results andconclusions

45
methods lies in cutting to the bare minimum the size of experimentation. At
the same time to yield results with high precision, by a mere 27 experiments,
we may be able to evaluate all the main effects along with one technologically
relevant first order interaction through the OA design, as against 59,049
experiments needed by a full factorial design for 10 factors each at three
levels.
Design layout in Taguchi’s Method
i) List down the Response, Factors and levels along with the
desired interactions.
ii) Find the Degrees of Freedom for each factor and for each
interaction.
iii) Compute the Total Degrees of Freedom (TDF).
iv) The minimum number of Trials (MNE) is equal to the Total
Degrees of Freedom Plus one (TDF +1).
v) Choose the nearest orthogonal array series like : L4, L8, L16
or L9, L27, etc.
vi) Draw the required Linear Graph (LG).
vii) Number the linear Graph starts with the Number 1 for Factor
A and Number 2 for Factor B. Then check whether any
interaction exists. If not, proceed with the Number 3 for
Factor C. If there is an interaction, check with the Interaction
Table, which Column is to be allotted to the interaction. Then
proceed with the next number for the next factor.
viii) Complete the numbering as described until the following is
achieved.
All the factors and interactions are numbered.

46
There is no repetition of numbers.
The interaction numbers are as per the Interaction table.
The numbers used do not exceed the number of columns
permitted for the Orthogonal Array Table.
ix) Write the column numbers against each factor. That is the
Design Assignment. Rewrite the OA Table with only those
columns represented by factors and all the rows as per the OA
Table. Replace the 1, 2 and 3 in the Table with the Physical
value of the level from the Factors and Levels identified.
This completes the Design Layout.
One need not conduct the Experiment in the same order as in the
OA Table. We can randomize the order by any method of Random Number
generation.
Degrees of Freedom
It is the number of independent comparisons. In general, if there are
n results, then the number of Degrees of Freedom is n-1.
Orthogonal arrays
This is also called as Design Matrix, it means a balanced table.
Linear graphs
Linear graphs enable scientists and engineers to design and analyze
complicated experiments without requiring the basic knowledge of the
construction of designs. It is associated with orthogonal arrays and pictorially
presents the information on main effects and interactions. Consists of nodes
joined with lines – node denotes factors and line denotes interactions.

47
Analysis of Variance - ANOVA
ANOVA is a technique for determining equality of two or more
averages based on data from samples. It is mainly used to isolate the dominant
factors or interactions from a list of suspects and to estimate the proper level
for each important factor in order to yield optimum end results.
F-ratio
It is the ratio of two variances. This ratio follows a distribution known
as F-Distribution. F-Distribution is defined through the degrees of freedom.
It is defined by the numerator and denominator degrees of freedom.
Signal to Noise ratio
Taguchi recommends the achievement a robust process or product
design. A robust process or product is one whose performance is least
sensitive to all noise factors. This is achieved by considering “signal to noise”
ratio (S/N ratio) as the measure of performance. However, each product or
process performance characteristic would have a target or nominal value. The
formulae for S/N ratio are designed so that an experimenter can always select
the largest level setting to optimize the quality characteristic of an experiment.
The robust design reduces the variability around this target value and models
the departures from the target value as loss function.
According to Taguchi, a quadratic loss function can meaningfully
approximate the quality loss in most situations. Quality is the cost incurred
after the sale of a product due to deviations of the quality characteristic from
the target value. The S/N ratio is thus a very useful way of evaluating the
quality of a process or product. The ratio measures the level of performance
against the level of noise factors on performance. It is an evaluation of the

48
stability of the performance of an output characteristic (Belavendram 1995).
The larger the S/N ratio, the better the product quality or the greater the
performance robustness. The original response values are transformed to S/N
ratio values. However, a large number of different S/N ratio have been
defined for a variety of problems, with three of the most important being.
i) Larger- the - better: This term is applied to problems where
maximization of the quality characteristic of interest is sought
and thus is referred to as the larger- the better type problem.
n2
iji 1
S/ N 10log 1/ n 1/ Y (2.8)
where n is the number of replication and Yij = observed
response value where i= 1,2…n; j=1,2,..k.
ii) Smaller- the – better: This term is used for a problem in which
minimization of the characteristic is intended.
n2
iji 1
S/ N 10log 1/ n Y (2.9)
iii) Nominal-the-best: A nominal-the-best type of problem is one
where minimization of the mean squared error around a specific
target value is desired. Adjusting the mean on target by any
means renders the problem to a constrained optimization
problem.
n2 2
i 1
S/ N 10log 1/ n / (2.10)
where = (Y1+Y2+Y3+……..Yn)/n

49
n2
i2 i 1
(Y )
n 1 (2.11)
It was developed as a proactive equivalent to the reactive loss
function. Signal factors ( ) are set by the designer or operator to obtain the
intended value of the response variable. Noise factors s2 are not controlled or
very expensive or difficult to control. In elementary form S/N is / s2.
2.4.6 Response Surface Methodology
Often engineering experimenters wish to find the conditions under
which a certain process attains the optimal results. That is, they want to
determine the levels of the design parameters at which the response reaches
its optimum. The optimum could be either a maximum or a minimum of a
function of the design parameters. One of methodologies for obtaining the
optimum is response surface technique.
Response surface methodology is a collection of statistical and
mathematical methods that are useful for the modelling and analyzing
engineering problems. In this technique, the main objective is to optimize the
response surface that is influenced by various process parameters. Response
surface methodology also quantifies the relationship between the controllable
input parameters and the obtained response surfaces (Douglus C.
Montegomery 1991).
The sequential nature of RSM allows the experimenter to learn
about the process or system under study as the investigation proceeds (Myers
2002). This ensures that over the course of the RSM application the
experimenter will learn (i) how much replication is necessary; (ii) the location
of the region of the optimum; (iii) the type of approximation function

50
required; (iv) the proper choice of experimental designs; and (v) whether or
not transformations on the responses or any of the process variables are
required.
2.5 ARTIFICIAL NEURAL NETWORK
2.5.1 Introduction
With the increasing availability of computers it is possible to built
the data bases on several areas of management viz., administration,
accounting, personal, purchase, production, marketing and services for the
data in the databases to become useful they have to analyze using appropriate
expert tools so that relevant results are obtained and valid inferences are
drawn for decision making. It is most desirable to use MATLAB in
integrating the data’s of Taguchi’s orthogonal array of experimentation with
ANN techniques to facilitate the optimization of process variables in grinding.
Neural Network process information in a similar way the human
brain does. The network is composed of a large number of highly
interconnected processing elements working in parallel to solve a specific
problem. Neural networks learn by example. The examples must be selected
carefully, otherwise useful time is wasted or even worse, the network might
be functioning incorrectly. The disadvantage is that due to the network has to
find out how to solve the problem by itself and its operations can be
unpredictable. On the other hand, conventional computers use a cognitive
approach to problem solving and these machines are very predictable.
Neural networks and conventional algorithmic computers are not in
competition but complement each other. There are tasks that are more suited
to an algorithmic approach like arithmetic operation and tasks that are more
suited to neural networks. Even more a large number of tasks, require systems
51
that use a combination of Neural network with High-level language program
to perform at maximum efficiency (Rowe et al 1996).
2.5.2 Human and Artificial Neurons
An artificial neural network is an information-processing paradigm
that is inspired by the way biological nervous systems such as brain, process
information. In the human brain, typical neurons collects signals from others
through a host of fine structures called dendrites. The neurons sense out
spikes of electrical activity through a long, thin stand known as an axon,
which splits into thousands of branches. At the end of each branch, structures
called a synapse convert the activity from the axon into electrical effects and
inhibit or excite activity from the axons into electrical effects that inhibit or
excite activity in the connected neurons.
2.5.3 An Engineering Approach
An artificial neuron is a device with many inputs and one output.
The neurons are of two modes of operation; the training mode and the using
mode. In the training mode, the neuron can be trained to fire or not to fire
for particular input pattern. In the using mode, when a taught input pattern is
detected at the input its associated output becomes the current output.
The statistical models available to study the grinding process are
proved to be tedious and time consuming. Due to non-linear nature of
grinding process, a large number of experiments are required. In order to
obtain functional relationship between process parameters and surface
roughness, neural networks are used. Dixit and Chandra (2003) suggested a
procedure of developing neural network models with limited number of data
sets. Moreover, neural networks are able to learn by examples.

52
2.5.4 Architecture of ANN
Feed forward networks - allows signals to travel one-way only from
input to output. Feed back networks - have signals travelling in both
directions by introduction loops in the net works. The commonest type of
artificial neural network consists of three layers; layer of input units is
connected to a layer of hidden units, which is connected to layer of output
units (Figure 2.9).
Figure 2.9 A Simple Neural Network
Perceptrons - It is the term coined by Frank Rosenblatt. The
perceptrons mainly used in pattern recognition, even though their capabilities
extended a lot more. The perceptrons turns out to be an MCP model
(McCulloch and Pitts model - neuron with weighted inputs) with some
additional, fixed, preprocessing units called associated units and their tasks is
to extract specific, localized featured from the input images.
Learning process – Learning methods are classified into two major
categories.
Output
Outputlayer
Hiddenlayer
Inputlayer
Input # 3
Input # 2
Input # 1
Input # 4

53
i) Supervised learning – which incorporates an external teacher
so that each output unit is told what desired response to input
signals is ought to be.
ii) Unsupervised Learning – Uses no external teacher and is
based upon only local information.
Transfer function - The behaviour of an ANN depends on both the
weights and the input – output function (Transfer function) that is specified
for the units. This function falls into three categories namely linear, threshold
and sigmoid function.
Back Propagation Algorithm – In order to train a neural network
to perform some task, the weights of each unit are to be adjusted in such a
way that the error between the decided output and the actual output is
reduced. This process requires that the neural network compute the error
derivative of the weights (EW). The back propagation algorithm is most
widely used methods for determining the EW and is mostly used if all the
units in the network or linear. For non-linear network before back
propagation, the EA must be converted into the EI, the rate at which the error
changes as the total input received by a unit is changed (Figure 2.10).
Figure 2.10 Back Propagation Algorithm

54
2.5.5 Applications of Neural network
Neural networks have broad applicability to real world business
problems like sales forecasting, customer research, Data validation, Risk
management, Target marketing and industrial process controls. Nowadays
ANN is used in medicine, modelling and simulation of process and product,
texture analysis, “three-dimensional object recognition” etc.
Neural network systems have been developed for a range of
functions including parameter selection and optimization of the creep feed
grinding process (Sathyanarayanan 1992), parameter selection for dressing
condition (Sakakura 1992) and the prediction of the time to burn in the
cylindrical grinding (Deivanathan 1999). Chih-Chou Chiu et al (1996), have
proposed neural network model with Taguchi method for the selection of
optimal parameters in gas-assisted injection moulding.
2.6 FUZZY LOGIC
Fuzzy logic is much closer in spirit to human thinking and natural
language than traditional. It is also closer in spirit to human thinking and
natural language than traditional logical system. Basically, it provides an
effective means of capturing the approximate, in exact nature of the real
world.
Fuzzy logic makes it possible to cope with uncertain and complex
systems which are difficult to model mathematically. The method is way of
transforming such situations into a form where decision making rules can be
employed. Essentially, imprecision is handled by attaching measure of
credibility to propositions, (Shoureshi 1993). The advantage of using fuzzy
logic is that a powerful system can be achieved which takes many factors into

55
account without incurring undue complexity. The principle of a fuzzy expert
system is demonstrated in Figure 2.11.
2.6.1 Crisp or Fuzzy data
The input into a fuzzy system may be either ‘crisp’ or ‘fuzzy’. Crisp
input is converted into fuzzy form by comparison with defined membership
sets. The concept of linguistic or "fuzzy" variables was proposed by a
Professor Zadeh (1973). Think of them as linguistic objects or words, rather
than numbers. The input is a noun, e.g. "temperature", "displacement",
"velocity", "flow", "pressure", etc. Since error is just the difference, it can be
thought of the same way. The fuzzy variables themselves are adjectives that
modify the variable (e.g. "large positive" error, "small positive" error ,"zero"
error, "small negative" error, and "large negative" error). As a minimum, one
could simply have "positive", "zero", and "negative" variables for each of the
parameters. Additional ranges such as "very large" and "very small" could
also be added to extend the responsiveness to exceptional or very nonlinear
conditions, but aren't necessary in a basic system.
Figure 2.11 A Fuzzy Reasoning system
Crisp or fuzzy data
Fuzzification
Defuzzification
Fuzzy rule base
Membership functions
Fuzzy reasoning
Crisp output

56
2.6.2 Fuzzification
Fuzzification is the process of making a crisp quantity fuzzy. Many
of the quantities that consider being crisp and deterministic are actually not
deterministic at all.
They carry considerable uncertainty. If the form of uncertainty
happens to arise because of imprecision, ambiguity, or vagueness, then the
variable is probably fuzzy and can be represented by a membership function.
2.6.3 Membership Function
The membership function is a graphical representation of the
magnitude of participation of each input. It associates a weighing of each of
the inputs that are processed, define functional overlap between inputs, and
ultimately determines an output response. The rules use the input membership
values as weighting factors to determine their influence on the fuzzy output
sets of the final output conclusion. Once the functions are inferred, scaled,
and combined, they are defuzzified into a crisp output, which drives the
system. There are different membership functions associated with each input
and output response
SHAPE - triangular is common, but bell, trapezoidal, and
exponential have been used. More complex functions are possible but require
greater computing overhead to implement. HEIGHT or magnitude (usually
normalized to 1) WIDTH (of the base of function), SHOULDERING (locks
height at maximum if an outer function. Shouldered functions evaluate as 1.0
past their centre) CENTRE points (centre of the member function shape)
OVERLAP (N&Z, Z&P, typically about 50% of width but can be less) as
shown in Figure 2.12.

57
Figure 2.12 Membership functions
2.6.4 Fuzzy Rule Base
Linguistic variables are used to represent an Fuzzy Logic (FL)
system's operating parameters. The rule matrix is a simple graphical tool for
mapping the FL system rules. It accommodates two input variables and
expresses their logical product (AND) as one output response variable. To
use, define the system using plain-English rules based upon the inputs, decide
appropriate output response conclusions, and load these into the rule matrix.
Linguistic rules describing the control system consists of two parts; an
antecedent block (between the IF and THEN) and a consequent block
(following THEN).
2.6.5 Interfacing
The logical products for each rule must be combined or inferred
(max-min'd, max-dot'd, averaged, root-sum-squared, etc.) before being passed
on to the defuzzification process for crisp output generation. Several inference
methods exist.

58
The MAX-MIN method tests the magnitudes of each rule and
selects the highest one. The horizontal coordinate of the "fuzzy centroid" of
the area under that function is taken as the output. This method does not
combine the effects of all applicable rules but does produce a continuous
output function and is easy to implement. The MAX-DOT or MAX-
PRODUCT method scales each member function to fit under its respective
peak value and takes the horizontal coordinate of the "fuzzy" centroid of the
composite area under the function(s) as the output. Essentially, the member
function shrunk so that their peak equals the magnitude of their respective
function ("negative", "zero", and "positive"). This method combines the
influence of all active rules and produces a smooth, continuous output.
The AVERAGING method is another approach that works but fails
to give increased weighting to more rule votes per output member function.
For example, if three "negative" rules fire, but only one "zero" rule does,
averaging will not reflect this difference since both averages will equal 0.5.
Each function is clipped at the average and the "fuzzy" centroid of the
composite area is computed.
The ROOT-SUM-SQUARE (RSS) method combines the effects of
all applicable rules, scales the functions at their respective magnitudes, and
computes the "fuzzy" centroid of the composite area. This method is more
complicated mathematically than other methods, but it was selected for this
example since it seemed to give the best weighted influence to all firing rules.
2.6.6 Defuzzification
The inputs are combined logically using the AND/OR operator to
produce output response values for all expected inputs. The active
conclusions are then combined into a logical sum for each membership

59
function. A firing strength for each output membership function is computed.
All that remains is to combine these logical sums to produce the crisp output.
2.7 OPTIMIZATION
Optimization refers to finding one or more feasible solutions, which
corresponds to extreme values of one or more objectives. The need for finding
such optimal solutions in a problem comes mostly from the extreme purpose
of either designing a solution for minimal possible cost of fabrication, or for
maximum possible reliability, or others. Because of such extreme properties
of optimal solutions, optimization methods are of great importance in
practice, particularly in engineering optimization, scientific experiments and
business decision-making.
Every engineering product involves some decision making at every
stage of its inception, design, fabrication, and in use. Usually there exist a
plethora of choices for different parameters involving the product. The
designer or the engineer, often has to take a decision about which parameter
value to adopt so that certain industrial goal is achieved. The goal of a product
design or fabrication depends on the underlying problem. For example, an
aerospace design engineer is more concerned with the weight of every part
that is going to fly with the aircraft, whereas a mechanical engineer may be
interested in reducing the cost of a product rather than the weight. However,
whatever may the goal of an engineering activity, the objective is to find a
solution which will either minimize or maximize the goal. The purpose of
optimization techniques is to find such a solution as efficiently as possible.
In the existing setup of an engineering industry, an optimization
procedure is not commonly used because of the lack of the knowledge on
optimization methods. In most cases, some cost saving is achieved by
assuming a few (5 or 10) different solutions and finding one solution that

60
maximally satisfies the chosen goal. This naïve approach does not necessarily
give rise to the best solution possible. If the underlying industry is on
monopoly and practically there is no motivation for improving the quality of
its product, this naïve method may work; but in a competitive environment,
the naïve approach may be detrimental to the industry. As against to this naïve
approach to design, a rival industry may use an optimization method in its
decision-making and may come up with a product, which may satisfy the goal
more fruitfully than that of the naïve approach. Thus, it is always wise to use
an optimization method for engineering decision-making, wherever possible
(Deb 1995).
2.7.1 Multi-objective optimization
When an optimization problem modelling a physical system
involves only one objective function, the task of finding the optimal solutions
is called single-objective optimization. Besides deterministic search principles
involved in a single-objective algorithm, there also exist stochastic search
principles, which allow optimization algorithms to find globally optimal
solutions more reliably. When an optimization problem involves more
than one objective function, the task of finding one or more optimum
solutions is known as Multi-objective optimization. A multi-objective
optimization problem has a number of objective functions, which are to be
minimized or maximized. As in the single-objective optimization problem,
here too the problem usually has a number of constraints, which any feasible
solutions (including the optimal solution) must satisfy.
Most of the researchers have used traditional optimization
techniques for solving machining problems. The traditional methods of
optimization and search do not fare well over a broad spectrum of problem
domains. Traditional techniques are not efficient when practical search space
is too large. These algorithms are not robust. Numerous constraints and

61
number of passes make the machining optimization problem more
complicated. Traditional techniques such as geometric programming,
dynamic programming, branch and bound techniques and quadratic
programming found it hard to solve these problems. And they are inclined to
obtain a local optimal solution. In order to widen the applicability of an
optimization algorithm in various different problem domains, natural and
physical principles are mimicked to develop robust optimization algorithms.
2.7.2 Evolutionary Algorithms
Evolutionary Algorithms (EAs) mimic natural evolutionary
principles to constitute search and optimization procedures. EAs are different
from classical search and optimization procedures in a variety of ways.
Genetic Algorithm (GA) is a Evolutionary algorithm has been extensively
used as search and optimization tools in various problem domains, including
the sciences, commerce and engineering. The primary reasons for their
success are their broad applicability, ease of use and global perspective
(Goldberg 1989). GA is different from traditional optimizations in the
following ways (Saravanan 1998),
GA work with a coding of the parameter set, not the parameter
themselves.
GA search from a population of points and not a single point.
GA use information of fitness function not derivatives or other
auxiliary knowledge.
GA use probabilistic transitions rule not deterministic rules.
It is very likely that the expected GA solution will be global
solution.

62
2.7.2.1 Genetic algorithm
Genetic Algorithms are search and optimization procedures that are
motivated by the principles of natural genetics and natural selection. Some
fundamental ideas of genetics are borrowed and used artificially to construct
search algorithms that are robust and require minimal problem information.
The working principle of GA (Figure 2.13) is very different from
that of most classical optimization techniques. The searching process
simulates the natural evaluation of biological creatures and turns out to be an
intelligent exploitation of a random search. A candidate solution
(chromosome) is represented by an appropriate sequence of numbers. In many
applications the chromosome is simply a binary string of 0 and 1.A selected
population of solution (chromosome) initially evolves by employing
mechanisms modelled after those currently believed to apply in genetics.
Generally, the GA mechanism consists of three fundamental operations:
reproduction, crossover and mutation. Reproduction is the random selection
of copies of solutions from the population according to their fitness value to
create one or more offspring.
Crossover defines how the selected chromosomes (parents) are
recombined to create new structures (offspring) for possible inclusion in the
population. Mutation is a random modification of a randomly selected
chromosome. Its function is to guarantee the possibility to explore the space
of solutions for any initial population and to permit to come out from a zone
of local minimum. Generally, the decision of the possible inclusion of
cross/mutation offspring is governed by an appropriate filtering system. Both
crossover and mutation occur at every cycle, according to an assigned
probability. The aim of the three operations is to produce sequence of
population that, on the average tends to improve.

63
Figure 2.13 A flowchart of the working principle of Genetic Algorithm
2.8 MEASUREMENT TECHNIQUES AND INSTRUMENTS
USED IN SURFACE METROLOGY
During the last several years, there has been a dramatic evolution of
instruments for measuring roughness. Surprisingly, the evolution has not
been concentrated in the filed of area techniques where the global economic
pressure towards automated factories is a driving force; rather, its main thrust
has been in the profiling of very smooth surfaces (Hocken 1987).
64
Roughness specifications are important to the function of many
kinds of industrial surfaces. The traditional areas of application have been in
the automotive, aircraft and other metal working industries where the surface
roughness of many kinds of machinery components is well controlled.
Machining operations and wear processes affect the surface
topography of engineering components in a way, which may have a
significant influence on their function (Sherrington and Smith 1986). Interest
in this phenomenon has lead to the development of a plethora of instruments
for measuring surface topography.
In recent years, this development has centered largely on
instruments, which measure surface topography to optical means (Sherrington
and Smith 1988). However, these devices are, as yet, not particularly well
established in terms of the number of people who use them routinely. This
situation may well change in the future but, for the moment, more traditional
techniques share the bulk of the workload. It is therefore appropriate to
review this field.
Surface structure or topography is commonly characterized along
the vertical direction by height (amplitude) parameters and along the
horizontal directions by spatial (wavelength) parameters. Any measurement
method should ideally be able to record both forms of roughness variation to
allow a complete description of a specimen surface to be obtained.
In the vertical plane, roughness amplitudes vary widely. Coarse
machining operations can produce features of several hundred micrometers
high. However, in contrast, some surfaces manufactured for special
applications may contain perturbations of only molecular dimensions.
65
In the horizontal plane, roughness variations arise on a scale, which
varies from the dimensions of the specimen down to atomic diameters. It is
clear, therefore, that wide extremes of range need to be encompassed by any
technique used to measure surface topography.
2.9 CONCLUSION
In this chapter, the detailed literature review on fundamental
concepts of grinding process, various grinding parameters that influences the
quality of ground product was made. Literature review on fundamental
concepts of various optimization techniques likes Taguchi technique for
parameter design, response surface methodology, genetic algorithm and
artificial intelligence tools like fuzzy logic and artificial neural network used
in this work also presented.