chapter 5 inter-firm technology transferecon.tu.ac.th/archan/kriengkrai/thesis/finalchap5.pdf ·...
TRANSCRIPT

111
Chapter 5
Inter-firm Technology Transfer through Supplier Technical Assistance
(STA) System
In the previous chapter the characteristics of intra-firm technology transfer were
explained, taking the T-firm project as a case study. The purpose of this chapter is to make
an empirical study of inter-firm technology transfer practice in the Thai automobile
industry. The main source of data is two field surveys conducted in Thailand during
September and October 2000 and March 2001, which were the follow-up to the first survey,
described in section 4.2. This chapter is divided into four sections. In section 5.1, the
discussion begins with information on the master plan of inter-firm technology transfer
from the J-firm’s point of view. Information of J-firm plan and situation of the supporting
industry in Thailand will be provided. In section 5.2, the general characteristics of the firm
surveyed and results with respect to inter-firm technical linkage received from J-firm will
be presented, with the main purpose being the confirmation of the existence of inter-firm
technology transfer created by J-firm, explained in 5.1. Based on findings from the field
surveys, two cases of the sample that received the highest amount of technical assistance
from J-firm will be discussed in section 5.3. The last section, 5.4, will extend the
discussion about the effect of inter-firm technical linkages and the inducement from the
buyer-supplier relationship in Thailand with a broader view.
5.1 J-firm’s Plan of Inter-firm Technical Support to Suppliers in Thailand
5.1.1 Start of “Supplier Technical Assistance” (STA) taskforce
Given the nature of automobile production, which requires thousands of
interrelated parts and components, the intra-firm technology transfer from J-firm to T-
firm’s employees could not be sufficient to ensure the successful launch of mass
112
production of the T-firm project.1 Because this project was to be launched in 1998, the
Local Content Requirement (LCR) policy was still active; T-firm was obliged to use local
parts for about 70 percentage points (see discussion in Chapter 3). With such a high ratio
of parts to be procured from outside, J-firm and its partner (A-firm) had to search for local
suppliers, making inter-firm technical linkages necessary. Therefore, J-firm sent a group of
experts, consisting of people from the production department, quality control, quality
assurance, purchasing, and finance, to Thailand to intensively screen and evaluate all
potential suppliers during the end of 1995 and early in 1996.2
After a thorough evaluation, J-firm came up with a list of about 100 approved
suppliers in early 1996. With the list of localized parts and technical information about
suppliers, the “Supplier Technical Assistance” department of J-firm started studying and
preparing a support plan. (This plan and function of the “Supplier Technical Assistance”
(STA) taskforce will be discussed in section 5.1.2 below.) Some staff members were sent
to Thailand, where they visited some suppliers to collect more information for making a
better support plan, and the master plan of STA was concluded in September 1996. Among
100 suppliers, 85 firms were Japanese (including 100%-owned Japanese and Japanese joint
venture), 10 firms were independent Thai, and 5 were non-Japanese suppliers, such as
USA and France (including 100% foreign owned and joint venture). It was reported that of
all of the approved suppliers, J-firm had to keep close monitoring only on 26 firms that
were new to J-firm, meaning that J-firm had no prior relationship with these companies,
even in Japan.
1 According to Smitka (1991, p. 12), an automobile consists of 10,000 to 20,000 individual parts, of which each part is interdependent with others (i.e., the pieces of each component are designed in relation to others). In addition, quality is very important, because poor quality of parts will increase both direct costs (due to high scrap costs, or costs of interruption of production of production line) and indirect costs (safety, market image, for example). Assemblers must have close relationship with many suppliers in order to maintain the quality, delivery time and cost of parts required for incorporating into their products. 2 As mentioned earlier, to this project, J-firm is the main player in transferring manufacturing technology, not only at the intra-firm, but at the inter-firm level as well.

113
Additional investigation and evaluation were conducted on these 26 highlighted
suppliers, and, based on the information obtained thereby, the number was decreased to 12
suppliers, according to the interim report prepared by the STA team.3 Then, a support plan
was developed to provide assistance in the areas that these suppliers were found lacking. In
the following, the situation of the suppliers from the J-firm’s point of view will be
presented. It is noteworthy to report the evaluation of suppliers by J-firm because this
information was drawn from the survey on T-firm’s 100 suppliers. If the BOI estimated is
correct, this number can account for about 50 percent of the total OEM suppliers in
Thailand.4 In addition, since this project is relatively new, it is reasonable to expect that the
state of the technological capabilities of these suppliers to some extent illustrates the status
of supporting industries in Thailand, in particular to the ‘OEM’ or ‘first-tier’ suppliers.5
According to information disclosed by J-firm, the prevailing situations in the Thai
supporting industries in 1996 were as follows;
(1) Copy production. Many Thai suppliers had been preparing their parts production by
copying the production process and tooling of the parts which were already
developed and used in production somewhere else in Europe or Japan. In other
words, tooling and equipment were developed by other makers and were
transferred to Thailand. In this situation, although they were producing parts in
large scale, they were merely providing service to assemblers. They knew well how
to process and to make a finished part, but they did not have the necessary
3 Information presented in this aspect was drawn from interview with core STA members on February 20, 2001, and the interim report. 4 According to BOI (1999) report, there are about 200 OEM suppliers in Thailand. See also Chapter 3, section 3.3 and 3.4. 5 From the review of the historical development of the Thai supporting industry in Chapter 3, findings reported in this section can be considered as supplementary. Specifically, the evaluation results reveal the technological level of suppliers, which in turn affects the support plan prepared by J-firm and the opportunity to acquire technology of the suppliers. The plan of J-firm was created and subject to its specialization (or transfer capability), which could be detected from technical areas of STA team. Its resource allocation was arguably conditioned by these interrelated factors.

114
technology to prepare production by themselves, especially for the whole
preparation process, ranging from designing the facility to designing the tooling
and designing the production process. Hence, they had very limited experience and
expertise regarding how to develop these tooling and design process by themselves.
(2) Copy tooling. This refers to a situation in which suppliers have copied master
models of the parts in production prepared by other firms. According to this report,
STA staff observed that, in many cases, suppliers in Thailand did not need to do
engineering tasks such as designing tooling by themselves. Normally, they
produced parts for the models that were already in production elsewhere, such as
Japan, meaning that the information about tooling was available to them. As a
result, they had not had an opportunity to accumulate experience of these basic
engineering tasks for production.
(3) Lack of engineering resources. In the past, the Thai automobile industry has
focused only on the domestic market. The majority of parts produced locally are
still for the domestic market. Those features – the raw materials, manufacturing
process, and level of accuracy of the parts as fabricate – were largely below the
strict standards requirements for export products. Some parts were still manually
processed because suppliers wanted to avoid a large investment cost from the
volume standpoint; consequently, dimension accuracy is lower than what the export
market requires. In addition, some material that has been used in Thailand is not
allowed for export to other countries.
As summarized above, the report reveals that suppliers in Thailand normally have
high capability in production, but less certain capability as regards preparing for
production. A possible is found in the observation that Thai suppliers have been given full
assistance from the auto manufacturers, their parent company, or their partner (such as

115
technical assistance agreement). Consequently, they have quite limited technical
experience of the requirements of T-firm project. The T-firm product represented a new
design, and many parts had no master model available for suppliers. Therefore, some
suppliers may have had to make tooling, and prepare both the equipment and production
lines by themselves, based only on the drawing supplied by J-firm. Because technical
limitations persisted in some Thai suppliers,6 J-firm considered it is essential to provide
technical support. Given the above, J-firm was challenged the following:
1. It had to develop and prepare for the production of a new model for which many
parts were not in production since
• There has been no part to be used as a master model for suppliers to copy,
• There was no production process for suppliers to copy,
• If suppliers do not have a parent company, or technical agreement partner, they
have no source of assistance.
2. It has to procure parts that are accepted and competitive in the world markets
• Some of the material is expensive to procure in Thailand,
• Some of the material easily procured in Thailand could not meet legal
requirements in other markets.
3. Basic assumption is that resources allocated for supplier assistance should be
minimum.
6 Limitation exists not only in small Thai firms. The STA taskforce also experienced that some large companies that equipped with sophisticated machines, testing and computer-related production, such as Computer-Aided Design (CAD), Computer-Aided Manufacturing (CAM), and Computer Numerical Control (CNC) equipment lacked the capability for production preparation on their own. In comparison with a normal case, if J-firm ordered the similar part to a supplier in Japan, it would just hand the drawing and the schedule to a supplier nearby and the supplier will do everything and submit the prototype for approval. There is no need for J-firm to prepare such a support plan. But the situation in Thailand in 1996 was quite different than the Japanese case.

116
• Normally, J-firm, as other Japanese auto manufacturers, plans to provide full
assistance to the parts suppliers in order to protect quality and to get the timing
of the project. But, this time this had not been planned.
4. Too many parts were procured from each supplier.
• Since there was quite limited number of suppliers, many parts were procured
from one supplier. Hence, it was possible that suppliers would be overloaded.
After observing a clear situation regarding local firms’ technological capability, J-
firm set up a framework or objective for STA activity. Suppliers were classified into
several groups in accordance with their technological capability and the areas in which the
STA team found assistance necessary; see Table 5.1 and Table 5.2. The characteristics of
this team will be provided in the next subsection.

117
Table 5.1 Classification of Suppliers, Evaluation Results, and Required
Assistance Areas
Classification of suppliers Evaluation on suppliers' technical capability and concern points
Required assistance for each class of supplier
1. There were primary concerns on independent Thai firms that had no equity relation with foreign suppliers
1. They were expected to have not enough experience to produce those similar parts they made.
1. Reinforce technical assistance from their assistance company (such as their technological assistance agreement partner), T-firm and STA team need to confirm the plan and implementation regularly. The topics to confirm are:1) Technical assistance plan
2) Production preparation plan and quality development plan3) Production preparation plan, tooling design, facility and plant plan.
4) Process design and raw material standard confirmation5) Quality/inspection system and skill of workers
2. Those new firms that had no experience in producing parts in Thailand. They were newly established firms.
1. Would their production facility and preparation schedule in line with T-firm's schedule.
Their plan and implementation of the new plant and operation should be regularly confirmed by T-firm and STA staff
2. Whether their plans incorporate all T-firm's quality requirement.
1) Plant and facility plan and implementation
2) Production preparation plan and implementation
1. They might not possess enough technology for designing production processes, tooling and related engineering work.
Their technical level was lower than other Japanese or US suppliers and they needed assistance about;
1) Production process and tooling design2) Quality system, inspection system and operational skill
4. Those firms that were capable for producing parts ordered, but might not have experience for parts with J-firm production standard.
1. They have enough technical capability, but need some advice to prepare production in line with J-firm's standards, i.e., production process and tooling design
5. Those firms that have high technologies and basically no issues
1. They have enough technical capability, but their progress for the preparation should be confirmed regularly, i.e., production preparation plan and progress.
6. Those firms that possess specialization in producing for the parts
1. No need. They have sufficient technology
2. They might not have enough resources for production engineering preparation. This was because some suppliers requested for the "master model" for the preparation.
2. Though they have produced similar parts as T-firm's orders, current quality could not achieve export standard.
3. Those firms that were producing similar parts to T-firm's order, but they had received technical support from other automakers in Thailand. Hence, they might not have acquired enough technical capability for preparing the production by themselves.
Source: Information from STA department of J-firm
118
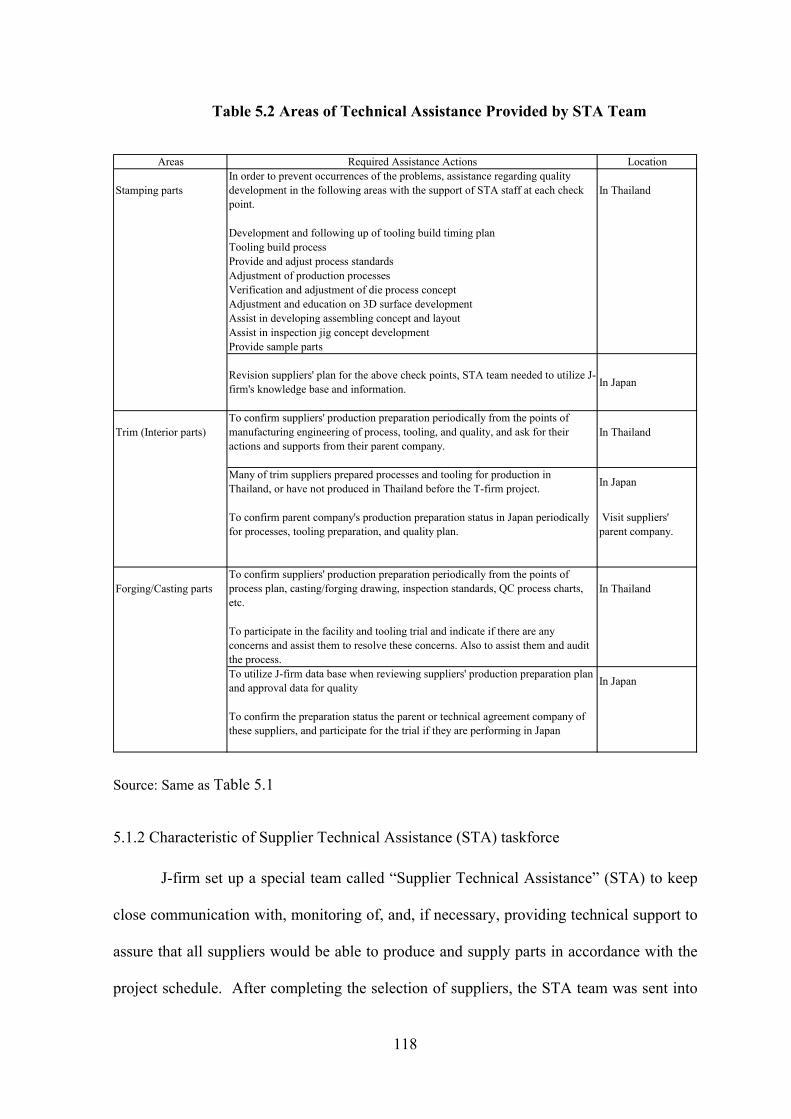
Table 5.2 Areas of Technical Assistance Provided by STA Team
Areas Required Assistance Actions Location
Stamping partsIn order to prevent occurrences of the problems, assistance regarding quality development in the following areas with the support of STA staff at each check point.
In Thailand
Development and following up of tooling build timing planTooling build processProvide and adjust process standardsAdjustment of production processesVerification and adjustment of die process conceptAdjustment and education on 3D surface developmentAssist in developing assembling concept and layoutAssist in inspection jig concept developmentProvide sample parts
Revision suppliers' plan for the above check points, STA team needed to utilize J-firm's knowledge base and information. In Japan
Trim (Interior parts)To confirm suppliers' production preparation periodically from the points of manufacturing engineering of process, tooling, and quality, and ask for their actions and supports from their parent company.
In Thailand
Many of trim suppliers prepared processes and tooling for production in Thailand, or have not produced in Thailand before the T-firm project. In Japan
To confirm parent company's production preparation status in Japan periodically for processes, tooling preparation, and quality plan.
Visit suppliers' parent company.
Forging/Casting partsTo confirm suppliers' production preparation periodically from the points of process plan, casting/forging drawing, inspection standards, QC process charts, etc.
In Thailand
To participate in the facility and tooling trial and indicate if there are any concerns and assist them to resolve these concerns. Also to assist them and audit the process.To utilize J-firm data base when reviewing suppliers' production preparation plan and approval data for quality In Japan
To confirm the preparation status the parent or technical agreement company of these suppliers, and participate for the trial if they are performing in Japan
Source: Same as Table 5.1
5.1.2 Characteristic of Supplier Technical Assistance (STA) taskforce
J-firm set up a special team called “Supplier Technical Assistance” (STA) to keep
close communication with, monitoring of, and, if necessary, providing technical support to
assure that all suppliers would be able to produce and supply parts in accordance with the
project schedule. After completing the selection of suppliers, the STA team was sent into

119
Thailand to monitor and evaluate all suppliers’ manufacturing capabilities through factory
visits. They then became able to distinguish between capable and likely incapable ones.
For those highlighted firms that either were new to or perhaps not quite familiar with the
specific manufacturing techniques of J-firm, STA staff prepared a plan for support. The
STA master plan was finalized in September 1996, and 33 members were delegated for
this purpose. These members were assigned to support three major technical areas, which
were forging/casting of power train and engine parts (13 people), trim parts or interior
parts (seven people) and stamping of body parts (13 people). The period of the STA
program was from January 1997 until January 1999.
There were three classifications of STA staff, distinguished by geographic
boundaries and duration of stay. First, those who worked as a support team while staying at
J-firm (denoted as ‘Home service employees’; HSE); second, those who gave direct
support to suppliers but only short-term (less than one year) (denoted as ‘International
service specialists’; ISS), and finally, those who supported and stayed long-term (longer
than one year) in Thailand to work with suppliers (denoted as ‘International service
employees’; ISE). The staff members were obliged to provide technical support to
suppliers and to assure their production capability because these firms would supply parts
incorporated into T-firm’s export vehicles. In total, 333 person-months were spent by STA
staff (see Table 5.3), and assistance to suppliers in the area of body parts appeared to be
highest in term of total person-months, followed by interior parts, and power train and
engine parts.
120
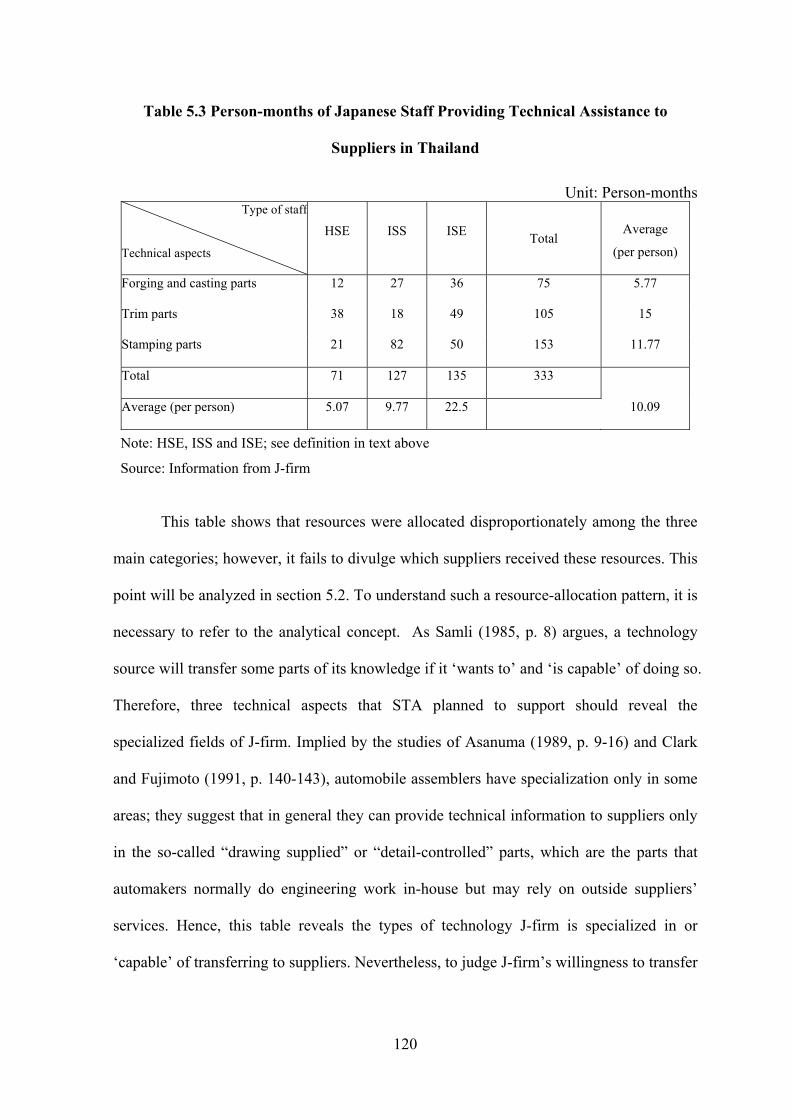
Table 5.3 Person-months of Japanese Staff Providing Technical Assistance to
Suppliers in Thailand
Unit: Person-months Type of staff
Technical aspects
HSE ISS ISE Total Average
(per person)
Forging and casting parts 12 27 36 75 5.77
Trim parts 38 18 49 105 15
Stamping parts 21 82 50 153 11.77
Total 71 127 135 333
Average (per person) 5.07 9.77 22.5 10.09
Note: HSE, ISS and ISE; see definition in text above
Source: Information from J-firm
This table shows that resources were allocated disproportionately among the three
main categories; however, it fails to divulge which suppliers received these resources. This
point will be analyzed in section 5.2. To understand such a resource-allocation pattern, it is
necessary to refer to the analytical concept. As Samli (1985, p. 8) argues, a technology
source will transfer some parts of its knowledge if it ‘wants to’ and ‘is capable’ of doing so.
Therefore, three technical aspects that STA planned to support should reveal the
specialized fields of J-firm. Implied by the studies of Asanuma (1989, p. 9-16) and Clark
and Fujimoto (1991, p. 140-143), automobile assemblers have specialization only in some
areas; they suggest that in general they can provide technical information to suppliers only
in the so-called “drawing supplied” or “detail-controlled” parts, which are the parts that
automakers normally do engineering work in-house but may rely on outside suppliers’
services. Hence, this table reveals the types of technology J-firm is specialized in or
‘capable’ of transferring to suppliers. Nevertheless, to judge J-firm’s willingness to transfer

121
technology, we need additional information, especially on the receiver side, which will be
discussed in the next subsection.
It should be mentioned again that every automaker, including J-firm, would
carefully screen and select best of the best companies to be its suppliers. Similar to other
cases, J-firm’s evaluation was thoroughly performed by a team of experts from many
departments, e.g., production, purchasing, and quality control. Only the firms that could
achieve the minimum requirements of J-firm were selected. Despite the fact that these
suppliers were carefully evaluated, STA activities were still necessary because the newness
of the product imposed higher level of technological as well as engineering capabilities
than those that were probably possessed by locally based suppliers. Its roles can be
attributed as follows;
1) To check and follow progress of preparation by suppliers (called ‘schedule
control’). This is done in accordance with the master project schedule, that all parts would
be prepared to meet the deadline (time for mass production) of the T-firm project. Staff
members visit all suppliers by the schedule set in advance.
2) Help suppliers by giving advice or solutions to specific technical problems they
may face during the company visit.
3) Training. This is not the intended effort of STA, as stated earlier that J-firm
assumes to minimize expense in STA project. However, training would be provided if the
case were serious and the delay of some particular suppliers could lead to a huge loss for
the overall project.
4) Advice about management. STA staff members are responsible for checking
preparation process of suppliers. In some case, if suppliers were found to lack of capability,
STA staff members help them to prepare management plan in order to keep up with the
overall project schedule.
122
5) Review the overall progress. This was done with the company management
schedule.
5.2 Report on Field Survey Results
5.2.1 Characteristics of the responding firms (T-firm’s suppliers that replied the
questionnaire)
Based on T-firm’s information, there were about 100 suppliers, consisting of 85
Japanese firms, 7 10 independent Thai firms, and 5 non-Japanese firms. To avoid a
sampling bias and to get an overall picture of how these firms accomplished preparation to
be able to supply parts for T-firm, questionnaires were sent to all suppliers in September
2000. 8 Production, sales, and/or personnel managers were required to fill out the
questionnaires. Main questions were designed to determine general information,
characteristics of relationships with customers and their technological capability status.
Questions included how a company acquired production technology and the sources of
technological improvement, what kinds of technical linkages J-firm had provided, and
what linkages there were with other customers.
The response rate was 26 percent. Following J-firm’s classification criterion, the
responses included 19 Japanese (including wholly owned Japanese and Japanese joint
venture) firms, four Thai firms, and three non-Japanese firms. The products and services
that these firms supplied to T-firm appeared to cover a wide range of products and
technology (see Table 5.4). They included machining of engine gears, transmission
assembly, cam shafts, exhausts, fuel tanks, stamping parts, radiators, oil pumps, water
pumps, tooling, rubber-related parts, accessories, wind-shield, mud guard, audio equipment,
carpet, hoses, stickers and tire sets. As regards the firms’ experience, the longest period of
7 Including 100 percent Japanese, and joint ventures that use Japanese technology. 8 See details of questions of the questionnaire in Appendix C

123
operation in Thailand was about 37 years, while the shortest one was only two years
(established in 1998). The mean experience of the sample firms was 17.19 years, but the
median was only 12.5 years. This indicates that about half of the firms in this sample had
established themselves in Thailand since 1987.
Another indicator is the ratio of skilled labor to the total number of operators in the
production line. Almost all responding firms employed more than 200 people. From
information about the structure of their labor force provided by the responding firms, the
ratio of skilled labor was calculated from the total number of managers (assistant
managers), engineers, technicians, and supervisors over the total number of operator. The
survey results showed that the ratio of skilled labor in the sample firms was quite varied;
the minimum ratio was only 4 percent while the highest one was about 57 percent.
However, on average, the concentration of skilled labor in these respondent firms was
about 25 percent.9
As shown in Table 5.4, almost all non-Thai suppliers are Japanese firms,10 for the
sake of further analysis, firms will therefore be classified into three ownership types, which
are 1) ‘Foreign’ for firms with foreign ownership more than 80 percent, 2) ‘Joint venture’
for firms with foreign ownership between 20 and 79 percent, and 3) ‘Thai’ firms.
9 The median of ratio of skilled shows a very close figure, which is 24 percent. 10 There were only three non-Japanese firms replying to the questionnaire, including a 100 percent owned by a USA company, a 95 percent owned by a French company, and a joint venture between a French and Thai company.

124
Table 5.4 Characteristics of Ownership, Main Products, Experience, and Ratio of Skilled Labor of Responding Firms
A Japan JV Die cast parts 10 0.29B Thai T Stamping part, Exhaust system 14 0.16C* Japan F Transmission assembly 10 0.04D Japan F Injection molded parts for automobile 12 0.05E Japan F Floor carpet 5 0.44F Japan JV Motor wheel 26 0.31G Japan F Oil pump, water pump 6 0.40H Japan JV Door mirror 10 0.10I Japan F Auto seats, spring 37 0.25J Japan JV Plastic parts, steering wheel 6 0.38K Thai T Frame motocycle, stamping parts 23 0.23L Japan JV Car air conditioner 28 0.32M Japan JV Engine Bearing 27 0.58N Japan F Rubber parts 4 0.08O Japan JV Lamp 2 0.42P Japan JV Damper Pulley 17 0.25Q Japan F Fastener, jack and tools 35 0.19R France F Safety windshiled 4 0.23S USA F Sticker, film 33 0.14T Japan F Casting and Machining Aluminium parts 11 0.39U Thai T Radiator, Fuel tank 33 0.22V Japan JV Tyres 33 0.37W Japan F Anti-vibration rubber part 5 0.14X Thai T Plastic parts for motorcycle and automobiles 31 0.41Y France JV Tyres 12 0.12Z Japan F Rubber belt 13 0.13
Supplier ID Type of Firms Main Products Experience (Years) until 1999 Ratio of Skilled Labor (%)Foreign Ownership
Note 1: For the sake of further analysis, firms will classified in three categories, in which, F = Company which has foreign equity not less than 80%, JV = Joint venture company which has foreign equity between 20 to 79%, and T = Thai company which has foreign equity less than 20% 2: * = This company became a 100% owned by J-firm in 1998 Source: Questionnaire survey during September and October 2000
124

125
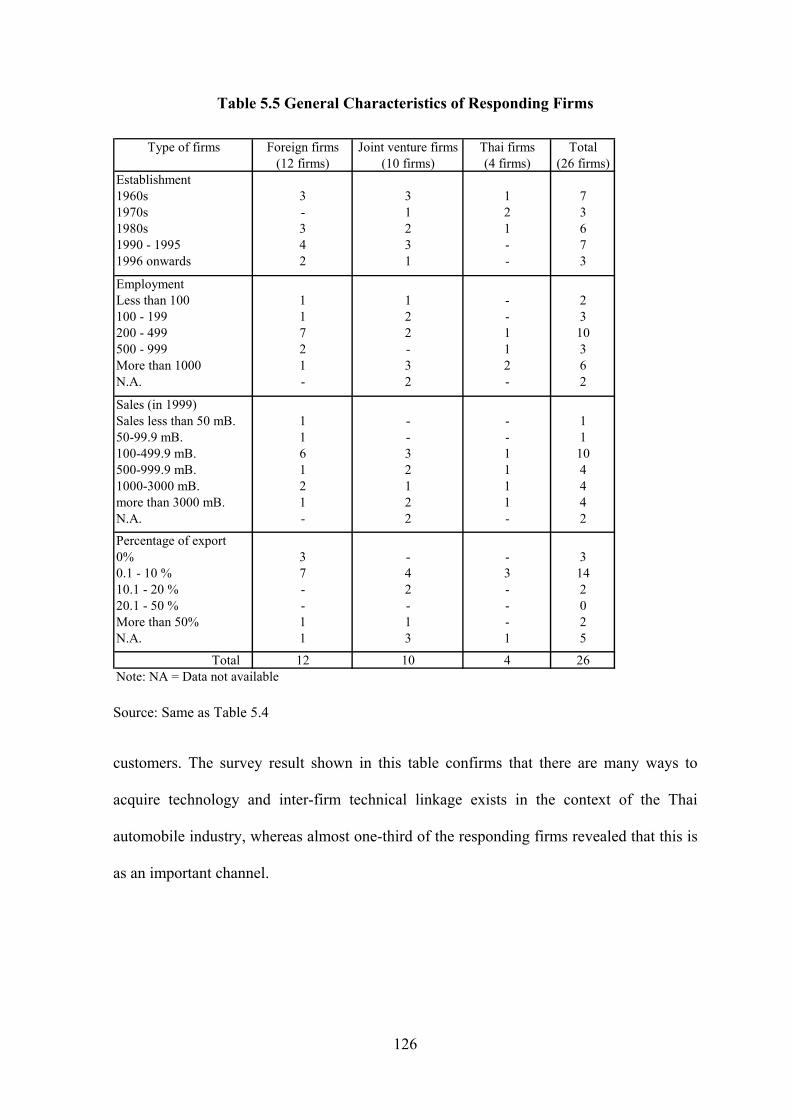
Ten out of 26 firms had established production plants in Thailand in the 1990s. In
addition, the majority of them were large firms, considered in terms of employment and
sales figures. Almost all of them employed more than 200 workers and about half of them
had a sales volume higher than 500 million baht (in 1999 figures). With regard to the
export figure, almost all firms exported different percentages of their production while
only three firms had no export. From the returned questionnaires, some of them just started
export in 1998, representing adaptation of their policy to attenuate the downturn in the
domestic market.
Table 5.4 and Table 5.5 show that the sample firms of this study cover a wide range
of products (include not only simple parts but also major and high technological
requirement parts), operating experience, and the ratio of skilled labor. Therefore, the
survey results would provide relatively general and quite new information about the inter-
firm relationship created with the T-firm project.
Each respondent was asked to specify the sources from which their company
acquired technology. Findings are reported in Table 5.6 and Figure 5.1. Questionnaire
results showed that, in the case of Thailand, suppliers had multiple sources of technology
acquisition. Acquisition of technology was found not to be limited to only a single source.
This is true even for those foreign and joint venture firms, as they reported that they had
received technology from machinery suppliers and from automobile customers, apart from
acquiring intra-firm technology transfer from their parent company. For Thai part makers,
the most important way to acquire technology is from buying machinery suppliers. In
addition, it was found that they were able to get access to other foreign firms’ technology,
i.e., technical assistance agreements, as well as technical support from their automobile
126
Table 5.5 General Characteristics of Responding Firms
Type of firms Foreign firms Joint venture firms Thai firms Total(12 firms) (10 firms) (4 firms) (26 firms)
Establishment1960s 3 3 1 71970s - 1 2 31980s 3 2 1 61990 - 1995 4 3 - 71996 onwards 2 1 - 3
EmploymentLess than 100 1 1 - 2100 - 199 1 2 - 3200 - 499 7 2 1 10500 - 999 2 - 1 3More than 1000 1 3 2 6N.A. - 2 - 2
Sales (in 1999)Sales less than 50 mB. 1 - - 150-99.9 mB. 1 - - 1100-499.9 mB. 6 3 1 10500-999.9 mB. 1 2 1 41000-3000 mB. 2 1 1 4more than 3000 mB. 1 2 1 4N.A. - 2 - 2
Percentage of export0% 3 - - 30.1 - 10 % 7 4 3 1410.1 - 20 % - 2 - 220.1 - 50 % - - - 0More than 50% 1 1 - 2N.A. 1 3 1 5
Total 12 10 4 26Note: NA = Data not available
Source: Same as Table 5.4
customers. The survey result shown in this table confirms that there are many ways to
acquire technology and inter-firm technical linkage exists in the context of the Thai
automobile industry, whereas almost one-third of the responding firms revealed that this is
as an important channel.

127
Table 5.6 Sources of Technology Acquired by Suppliers
# of firms % # of firms % # of firms % # of firms %Foreign investing firms 12 100.00% 10 100.00% 0 0.00% 22 84.62%Machinery suppliers 5 41.67% 2 20.00% 4 100.00% 11 42.31%Automobile customers 2 16.67% 4 40.00% 2 50.00% 8 30.77%Raw material suppliers 1 8.33% 3 30.00% 1 25.00% 5 19.23%Other foreign firms 0 0.00% 0 0.00% 2 50.00% 2 7.69%
Total number of suppliers 26
Joint Venture Thai Total Foreign
12 10 4
Sources of Technology
Source: Same as Table 5.4
Figure 5.1 Sources of Technology Acquired by Suppliers (Percentage format)
7.69%19.23%
30.77%
42.31%
84.62%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Foreign investing firms Machinery suppliers Automobile customers Raw material suppliers Other foreign firms
Foreign Joint Venture Thai Total average
Source: From Table 5.6
5.2.2 Technical linkages received by suppliers
Drawn from the second round survey’s results, inter-firm technical linkages were
discovered. In the questionnaire, respondents were asked to state whether they had
received technical assistance from J-firm in recent years. Assistance was of two types: 1)
direct assistance, referring to the cases in which suppliers reported having some Japanese
STA staff staying on as support for a period of time, and 2) indirect assistance, referring to

128
the situation in which the respondents got some form of advice from STA staff. Those who
omitted both answers were regarded as received nothing. Questionnaire results showed that,
of 26 firms, only four reported getting technical assistance as well as technical advice from
the STA team; 14 firms reported having received technical advice, while the rest received
nothing (see Table 5.7).
Table 5.7 Number of Respondents Receiving Technical Assistance from J-firm
Received by
Degree of assistance
Foreign
firms
Joint venture
firms Thai firms Total
Received technical assistance from J-firm 2 1 1 4
Received only technical advice 6 7 1 14
Not at all 4 2 2 8
Total 12 10 4 26
Source: Same as Table 5.4
Interviews with STA staff indicate that a real and explicit function of STA was to
support T-firm by monitoring all local suppliers to ensure shipment of all ordered parts on
time with required specifications (see section 5.1.1 and 5.1.2). In other words, STA staff
had scheduled to follow up on the progress of preparation that suppliers had accomplished,
and in doing so they visited all the companies from time to time. In many cases, STA staff
only visited companies and communicated with suppliers to make sure that everything was
on track. Some suppliers that only had communication with STA staff may have realized
that they were not receiving direct assistance but only indirect assistance. Indirect technical
linkages include advice about quality control, maintenance, design drawing to make die or
129
tooling and advice about project management.11 And, some firms may have realized they
received nothing, despite having been visited by STA staff.
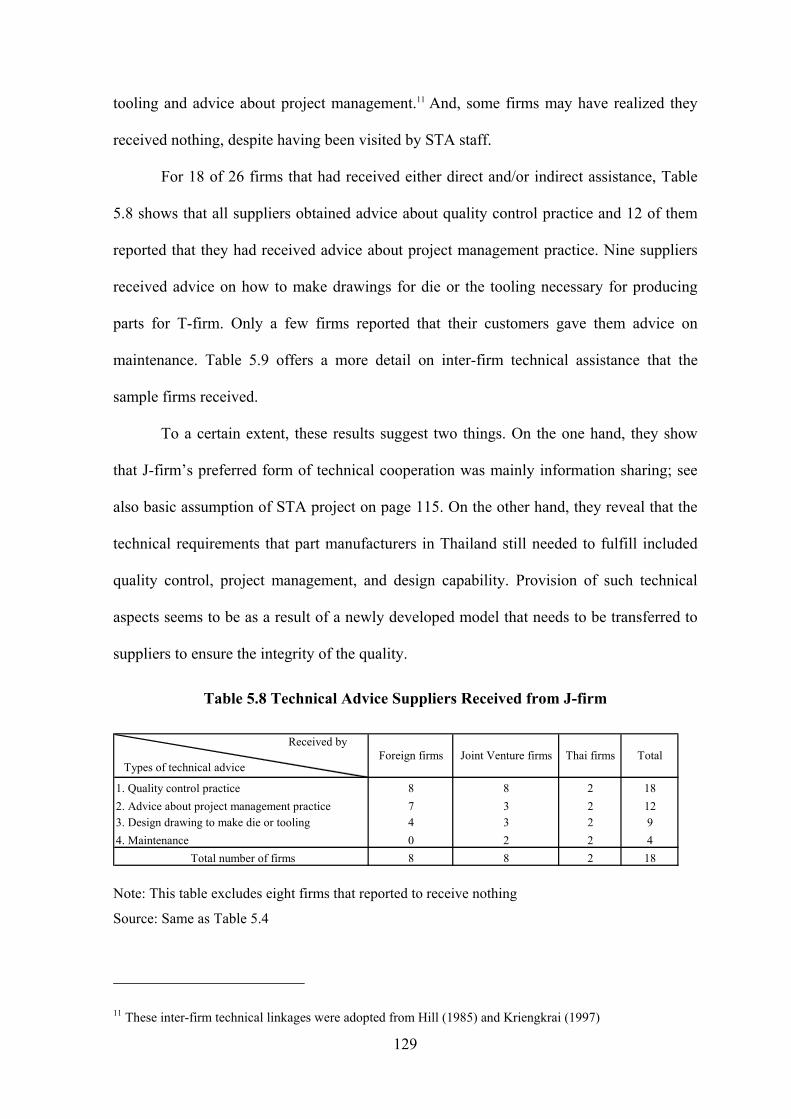
For 18 of 26 firms that had received either direct and/or indirect assistance, Table
5.8 shows that all suppliers obtained advice about quality control practice and 12 of them
reported that they had received advice about project management practice. Nine suppliers
received advice on how to make drawings for die or the tooling necessary for producing
parts for T-firm. Only a few firms reported that their customers gave them advice on
maintenance. Table 5.9 offers a more detail on inter-firm technical assistance that the
sample firms received.
To a certain extent, these results suggest two things. On the one hand, they show
that J-firm’s preferred form of technical cooperation was mainly information sharing; see
also basic assumption of STA project on page 115. On the other hand, they reveal that the
technical requirements that part manufacturers in Thailand still needed to fulfill included
quality control, project management, and design capability. Provision of such technical
aspects seems to be as a result of a newly developed model that needs to be transferred to
suppliers to ensure the integrity of the quality.
Table 5.8 Technical Advice Suppliers Received from J-firm
1. Quality control practice 8 8 2 182. Advice about project management practice 7 3 2 123. Design drawing to make die or tooling 4 3 2 94. Maintenance 0 2 2 4
Total number of firms 8 8 2 18
Total Received by
Foreign firms Joint Venture firms Thai firmsTypes of technical advice
Note: This table excludes eight firms that reported to receive nothing
Source: Same as Table 5.4
11 These inter-firm technical linkages were adopted from Hill (1985) and Kriengkrai (1997)

130
Table 5.9 Characteristics of Suppliers and the Degree of Technical Assistance Received from J-firm
Quality Control Project Management Design of tooling and die MaintenanceA JV Discrete treatment 1 0 0 0B T Discrete treatment 1 1 1 1C* F Discrete treatment 1 1 1 0D F Discrete treatment 1 1 1 0E T Contract assembly 1 0 0 0F JV Contract assembly 1 0 1 1G JV Contract assembly 1 1 0 0H JV Part manufacturer 1 1 1 0I F Part manufacturer 1 1 0 0J F Part manufacturer 1 0 0 0K F Discrete treatment 1 1 1 1L F Part manufacturer 1 0 0 0M F Part manufacturer 1 0 0 0N JV Contract assembly 1 1 0 0O F Part manufacturer 1 1 1 1P JV Part manufacturer 1 1 0 0Q JV Discrete treatment 1 1 1 0R JV Part manufacturer 1 1 1 0S F Part manufacturer 0 0 0 0T F Discrete treatment 0 0 0 0U T Part manufacturer 0 0 0 0V JV Part manufacturer 0 0 0 0W F Part manufacturer 0 0 0 0X T Part manufacturer 0 0 0 0Y JV Part manufacturer 0 0 0 0Z F Part manufacturer 0 0 0 0
0.24
Average of Ratio of Skilled Labor (%)
0.1311.5
0.30
Received nothing
Average Experience (Years)
Received direct support from J-firm
Received technical advice (such as quality control,
project management, design of die and tooling, and
maintenance)
16.43
21.38
Types of technical adviceSupplier ID Ownership Main Activities Degree of technical support received by Suppleirs
Note: Same as Table 5.4
Source: Same as Table 5.4
130
131
5.3 Inter-firm Technology Transfer in Practice
Up to this point, it has been explained that inter-firm technical linkages existed in
the T-firm project and that these links have been confirmed by the results obtained from
questionnaire survey. However, in order to understand the actual practice of inter-firm
technology transfer, which is one of the objectives of this study, it is necessary to focus on
the firms that received substantial resource allocation, i.e., those getting direct assistance.
As displayed in Table 5.9, four firms receiving direct assistance merit further investigation
in this sense. Supplier C was found not suitable for investigation because it has just
become a 100% J-firm affiliate.12 Requests for interviews with these three companies were
made, but only Supplier A and B allowed the author to visit and interview managers and
engineers, who were counterparts of STA staff during the time they received assistance.13
Each firm was visited and interviewed four times, twice during September and October
2000 and twice in March 2001 in order to get more exact information. Interview results
and documents disclosed by both suppliers, as well as from J-firm will be presented and
some analyses will be provided.
5.3.1 Case 1: Supplier A
Supplier A, a joint venture between Thai and Japanese businesses, was established
in 1990 and has been producing casting parts for motorcycles. The source of technology
comes from its Japanese partner. In 1994, this firm diversified its business to produce auto
parts. In 1995, the company made a move forward by acquiring a technical assistance
agreement with a Japanese casting company in order to produce parts for Isuzu Motor
Company (Thailand) (IMCT). When evaluating this firm, J-firm also found that this
12 Hence, this falls within ‘intra-firm’ rather than the ‘inter-firm’ relationship that we are now considering. 13 According to information obtained from J-firm, Supplier A and B received the largest amount of technical support (about 80 percent) from STA staff, measured in terms of the number of people and length of stay. Thus, studying these two suppliers would be appropriate for representing the actual practice of technology transfer at inter-firm level.
132
company was equipped with high-performance machine and testing equipment. This
evaluation prompted J-firm to consummate an agreement for Supplier A to produce an
important casting part for the T-firm project.
Once selected, Supplier A had to prepare for the casting process and working
standard in accordance with the requirement specified by J-firm. All the relevant tasks are
listed in Figure 5.2. They range from confirming the standard of making a good mold,
standards for melting and pouring molten iron, for controlling material composition, for
knocking casting parts off the gate without cracks, and standards for inspection and quality
control. Supplier A was supposed to complete all these tasks by itself, in close
communication with STA staff.
However, this company had rather limited experience in casting, and the technical
requirements of T-firm products were different from those of Supplier A. Since technical
requirements and control points are very strict and Supplier A did not truly understand
them, J-firm needed to provide technical support to this company. The types of support are
shown on the right hand side of Figure 5.2. The process started in July 1997, when one
expert in casting of J-firm was delegated to impart some specific and necessary skills to
Supplier A. To develop this firm’s manufacturing capability, it was essential to rebuild the
systematic manufacturing process, mainly through the preparation of necessary documents
such as working standards, process charts, inspection standards, and quality check points.
The target recipients were the factory manager and a designated group of engineers, so that
they could maintain control of the overall preparation of the project.
In September 1997, after collecting all necessary data and preparing the entire
process in Japan, J-firm sent another expert who would stay and work at Supplier A for
one year. Basically, his roles were to keep controlling, working together with, giving
advice to and assisting Supplier A to solve production problems that might arise, based on

133
the standards prepared by the first person. During the period of his stay, Mr. M played a
significant role in making Supplier A capable of controlling the quality of casting parts.
His work warrants some explanation.
As seen in Figure 5.2, the most important process that will determine whether or
not a casting part has good quality is the second stage, the melting and pouring of the
molten iron. At this stage, “casting operators have to master high skill. Since, if we made a
good mold, but operators pour bad molten metal, all work will have defects.”14 Therefore,
it is very important to train shop floor operators to be able to control the temperature of
molten metal, pouring time and speed, and the chemical compositions. This is not an easy
task even for Japanese casting operators. According to STA staff, the condition of molten
metal changes in seconds. The chemical composition, such as percentage of carbon, silicon
and chromium, in the furnace, must be controlled at an accuracy of ± 0.03 percent, while
the temperature must be in the interval of ± 15 degree Celsius of the casting standards
specified by the STA expert. Molten metal will then be tapped out, kept until temperature
drops to a controlled level, and poured into the ladle at appropriate speed, not too slow or
fast, while the ladle is moving through the conveyor. The chemical composition and
temperature will change as time passes. And only if all these things are well controlled, the
molten metal will form into good quality pieces of works. If not, all of works will become
defect. Hence, casting operators should make an accurate decision to control this process.
These explanations indicate how strict the standard requirement of T-firm products is and
how difficult it is for local workers to acquire skills to maintain such
14 This fact is quoted from an assistant manager of the foundry and the forging production engineering group of J-firm, in March 1, 2001. Also technical information explained in this part was drawn from this interview.

134
Figure 5.2 Characteristics of Preparation Process of Supplier A and Technical Support from J-firm
Mold Making(Ability to control of pressing pins, Mr. K (ISS) (1) 97/7 - 97/8 Preparation of document such as process Factory manager &
pressure, and time) chart, inspection standard, working Engineersstandard, quality check point, etc.
Melting Metal and Pouring(Ability to control temperature, chemical Mr. K (ISS) (2) 97/9 - 97/10 Revise and set up working standard, Engineers
composition, and pouring speed) condition of press machine,maintenance dies and chiller
Gate-off(To gate-off without cracks) Mr. M (ISE) 97/9 - 98/8 Follow-up, control, and train local Supervisor &
workers according to the standard set by Casting operatorsInspection Mr. K on the following points:
(Ability to analyze data and to Melting / Pouring, Check & control classify types of defect) temperature, Material chart check point
Check / control material composition
Acceptance and mass production(Ability to maintain the quality) Mr. K (ISS) 99/3 - 99/4 Check working standard and support Mr. Y Supervisors
Technical supportsMr. Y (ISS) 99/3 - 99/8 Problem solving Supervisors &
check & control working standard Casting operators
Note: 1) August 1998 was the end period of technical assistance since every process was already confirmed. But support in 1999 was necessary because supplier B could not maintain the system and the defect was increase. For the term ISS and ISE see table 1. 2) Activities, In parentheses are abilities required for each activity Problem-solving and feedback loop to confirm working standards Technical supports by J-firm
Source: Based on information obtained from interview with supplier A and J-firm
Expert sent by J-firm
Period of assistance
Function of technical assistance Counterpart at Supplier B
Areas of technical assistance provided by STA staffs.
134
135
high standard. In other words, to produce good casting parts, Supplier A should have
competence in managing the casting process, and this was the most important technical
area that the STA team needed to assist with. They tried to develop a good production
system in order to improve the efficiency of the casting process as a whole.
To achieve this objective, STA staff provided training to operators on an OJT basis.
It was considered the best way to develop skills of operators within about one year.
Operators could learn from doing the job, from the daily problems that might arise. They
(operators, supervisors, and managers) could learn how to identify the problems and how
to solve or prevent such problems using the advice of the Japanese expert. Because of this
long-term support, Supplier A could improve production capability and quality control,
and could deliver parts on time. It was reported that ‘on-site’ defect rates,15 which were
quite high before the support, were improved to meet the requirement of T-firm standard.
5.3.1.1 Step-wise and effect of technology transfer in the case of Supplier A
The actual practice of inter-firm technology transfer explained above attests the
argument that the transfer process is complete only when the recipient can understand,
perform, and maintain the production system, or production “routine” in Nelson and
Winter’s (1982) terminology. Though individuals’ skills were necessary in determining the
quality of the processes for which they were responsible, even that is not sufficient to
guarantee overall efficiency. The success of developing excellent skills in casting operators
alone may not yield the utmost quality of casting parts. Rather, that quality depends on the
skill of other staff to prepare a good mold, and to manage a good and uninterrupted flow of
the production line, i.e., the overall production system. In order to build this system,
interview results indicate that the skill-formation process followed an incremental path, in
15 According to interview results, ‘on-site’ defect rate refers to the defects found by the quality control section.
136
which local people learned how to achieve the efficient deployment step-by-step with close
supervision of STA staff.
In order to make clear this practice, we need to carefully consider the strategy of
skill formation performed by STA staff. The case of Supplier A seems suitable as a
hypothetical example of this incremental pattern because there were only two models that
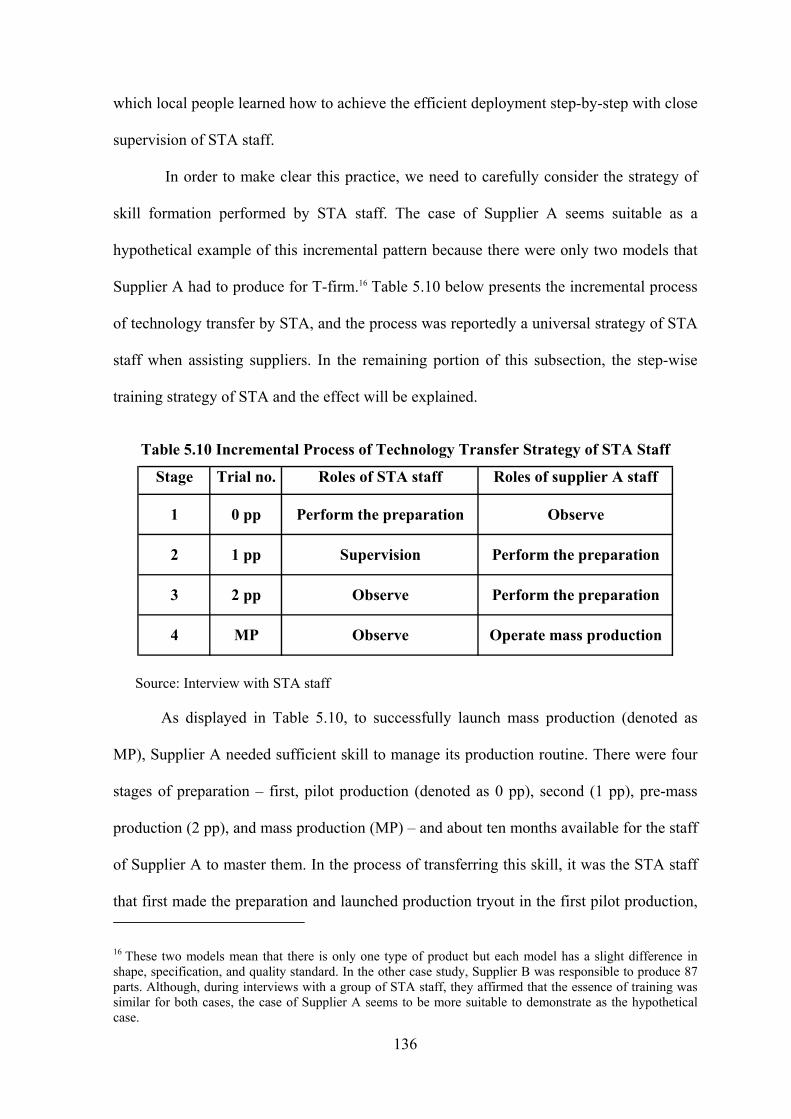
Supplier A had to produce for T-firm.16 Table 5.10 below presents the incremental process
of technology transfer by STA, and the process was reportedly a universal strategy of STA
staff when assisting suppliers. In the remaining portion of this subsection, the step-wise
training strategy of STA and the effect will be explained.
Table 5.10 Incremental Process of Technology Transfer Strategy of STA Staff
Stage Trial no. Roles of STA staff Roles of supplier A staff
Operate mass production
Observe
Supervision
Observe
Perform the preparation Observe
Perform the preparation
Perform the preparation
1
2
3
4
0 pp
1 pp
2 pp
MP
Source: Interview with STA staff
As displayed in Table 5.10, to successfully launch mass production (denoted as
MP), Supplier A needed sufficient skill to manage its production routine. There were four
stages of preparation – first, pilot production (denoted as 0 pp), second (1 pp), pre-mass
production (2 pp), and mass production (MP) – and about ten months available for the staff
of Supplier A to master them. In the process of transferring this skill, it was the STA staff
that first made the preparation and launched production tryout in the first pilot production,
16 These two models mean that there is only one type of product but each model has a slight difference in shape, specification, and quality standard. In the other case study, Supplier B was responsible to produce 87 parts. Although, during interviews with a group of STA staff, they affirmed that the essence of training was similar for both cases, the case of Supplier A seems to be more suitable to demonstrate as the hypothetical case.

137
while Supplier A’s staff just observed. They were expected to learn from observing the
preparation by STA staff. If specific problems arose, the Thai staff could learn how to
troubleshoot them. By close observation, the Thai staff could see how to obtain an
excellent piece of work, how to troubleshoot technical problems, and how to check and to
control the quality of casting products.
In other words, the process of technology transfer proceeds from the transfer of
‘tacit’ of STA to ‘tacit’ of Supplier A staff, called ‘socialization’ by Nonaka and Takeuchi
(1995), a process in which tacit knowledge within one individual is shared by another
through training or actual work. At the same time, as can be seen in Figure 5.2, at the first
stage, the STA staff had prepare many documents concerning the process chart, inspection
standards, working standards, and quality check points, all in Thai. These documents were
used during this trial and some parts were revised for other counter measures. In Nonaka
and Takeuchi’s (1995) terminology, this process is called ‘combination’ wherein a discrete
piece of ‘explicit’ knowledge (such as production manual or working standard of J-firm in
this case) is transformed into a new piece of ‘explicit’ knowledge (i.e., production manual
or standard for Supplier A).
Then, in the second stage, drawing on Supplier A staff’s intuition from observing
the job done by STA team, that staff performed the second trial (1pp) under close
supervision by STA staff. The working standards developed by the STA team and Supplier
A staff were introduced and utilized at this stage.17 Quality problems that arose from this
trial were then input for revision of the working standard and training points that STA had
to provide (see period of September 1997 onwards in Figure 5.2). The process continued
until just before the mass production began. The effects of training or skill accumulation
17 The details of job and the degree of difficulty to make good parts were as already reported in the previous subsection.

138
which took place at Supplier A may be observed from the movement of defect rate of the
trial lot that local staff had performed, as shown in Figure 5.3 below.
Figure 5.3 Average Defect Rate Performed by Supplier A (during the second pilot
production)
1 2 3 4 5 6 7 8 9
The target of quality level set
by STA team
Average defect rate of supplier
in Japan
In 1997
September October
Defect Rate
Note: For proprietary reason, each point of the defect rate is calculated from 3-trial lots moving average Source: Information from Supplier A and J-firm
It should be noted that these trial lots cannot be counted as actual production; the
reduction of the defect may not represent the actual improvement in quality. The more
precise indicator, when it is possible to obtain, is the actual defect rate reduction in daily
production.18 Figure 5.3 displays from the first trial lot number that Supplier A began to
directly involve, which is 1pp shown in Table 5.10.19 For proprietary reasons, the actual
defect rate cannot be disclosed. To preserve confidentiality, the 3-trial lots moving average
of the defect rate were plotted in Figure 5.3, the trend of reduction in defect rate over time
18 This caution was suggested by a manager of J-firm after several interviews and discussions. To be more specific, he maintains that STA activity was performed in prior to the mass production; hence, it is quite difficult to measure the effect of the training as there was no actual production. 19 There were ten more lots to follow; however, the defect rate on the remaining lots was not available. But, from interviews, it was reported that Supplier A was able to make launch of mass production by the schedule, meaning that the defect was in the tolerance specified by STA.
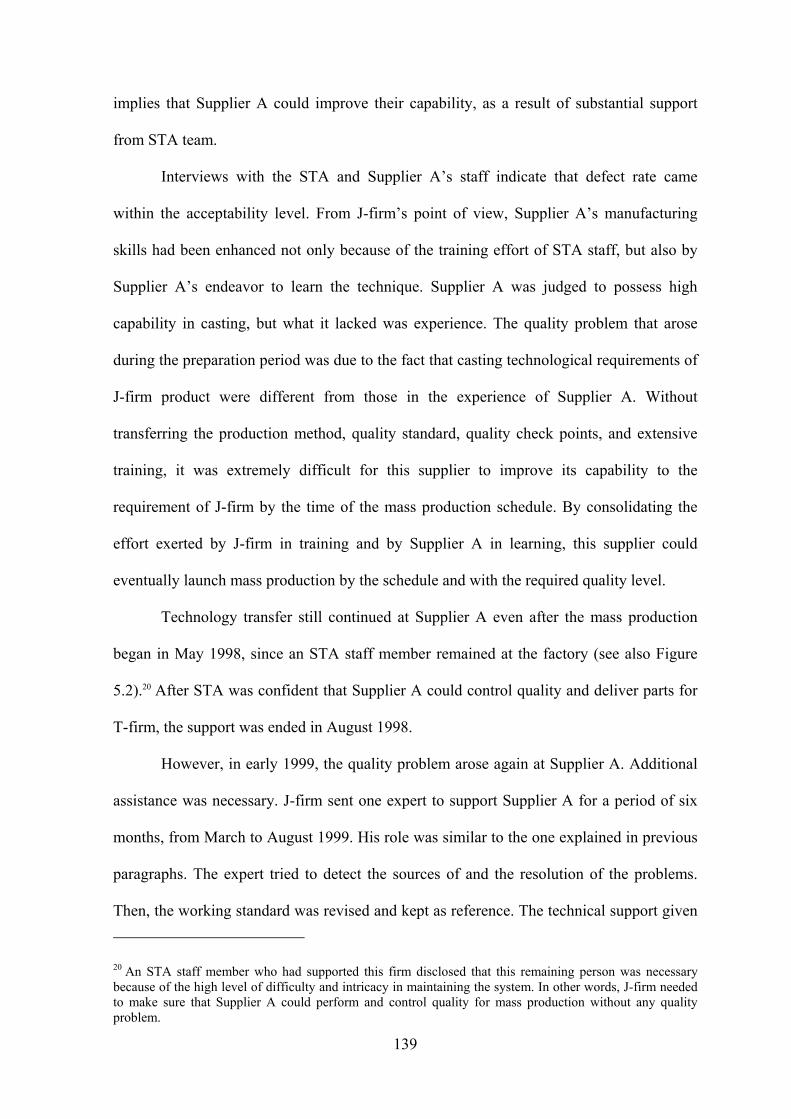
139
implies that Supplier A could improve their capability, as a result of substantial support
from STA team.
Interviews with the STA and Supplier A’s staff indicate that defect rate came
within the acceptability level. From J-firm’s point of view, Supplier A’s manufacturing
skills had been enhanced not only because of the training effort of STA staff, but also by
Supplier A’s endeavor to learn the technique. Supplier A was judged to possess high
capability in casting, but what it lacked was experience. The quality problem that arose
during the preparation period was due to the fact that casting technological requirements of
J-firm product were different from those in the experience of Supplier A. Without
transferring the production method, quality standard, quality check points, and extensive
training, it was extremely difficult for this supplier to improve its capability to the
requirement of J-firm by the time of the mass production schedule. By consolidating the
effort exerted by J-firm in training and by Supplier A in learning, this supplier could
eventually launch mass production by the schedule and with the required quality level.
Technology transfer still continued at Supplier A even after the mass production
began in May 1998, since an STA staff member remained at the factory (see also Figure
5.2).20 After STA was confident that Supplier A could control quality and deliver parts for
T-firm, the support was ended in August 1998.
However, in early 1999, the quality problem arose again at Supplier A. Additional
assistance was necessary. J-firm sent one expert to support Supplier A for a period of six
months, from March to August 1999. His role was similar to the one explained in previous
paragraphs. The expert tried to detect the sources of and the resolution of the problems.
Then, the working standard was revised and kept as reference. The technical support given
20 An STA staff member who had supported this firm disclosed that this remaining person was necessary because of the high level of difficulty and intricacy in maintaining the system. In other words, J-firm needed to make sure that Supplier A could perform and control quality for mass production without any quality problem.
140
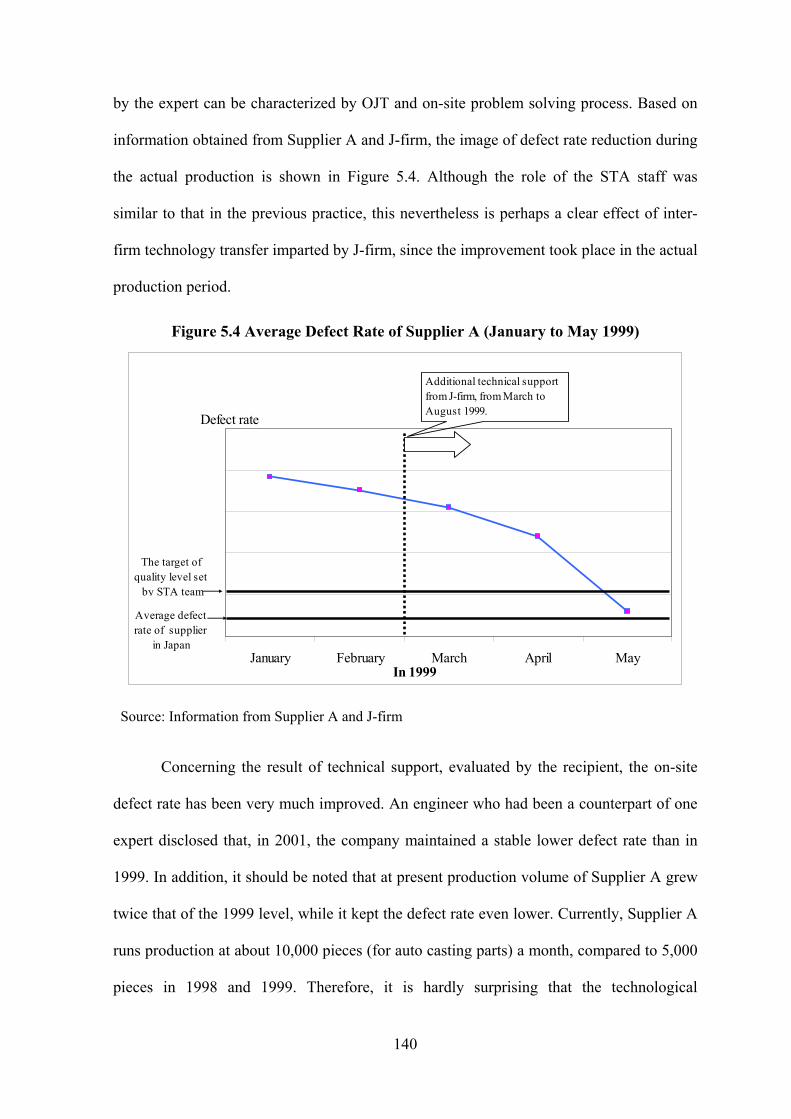
by the expert can be characterized by OJT and on-site problem solving process. Based on
information obtained from Supplier A and J-firm, the image of defect rate reduction during
the actual production is shown in Figure 5.4. Although the role of the STA staff was
similar to that in the previous practice, this nevertheless is perhaps a clear effect of inter-
firm technology transfer imparted by J-firm, since the improvement took place in the actual
production period.
Figure 5.4 Average Defect Rate of Supplier A (January to May 1999)
January February March April MayIn 1999
The target of quality level set
by STA team
Average defect rate of supplier
in Japan
Additional technical support from J-firm, from March to August 1999.
Defect rate
Source: Information from Supplier A and J-firm
Concerning the result of technical support, evaluated by the recipient, the on-site
defect rate has been very much improved. An engineer who had been a counterpart of one
expert disclosed that, in 2001, the company maintained a stable lower defect rate than in
1999. In addition, it should be noted that at present production volume of Supplier A grew
twice that of the 1999 level, while it kept the defect rate even lower. Currently, Supplier A
runs production at about 10,000 pieces (for auto casting parts) a month, compared to 5,000
pieces in 1998 and 1999. Therefore, it is hardly surprising that the technological

141
capabilities such as production management and quality control of Supplier A are
significantly improved. Though not disclosing the exact figure, a management staff
member of Supplier A reported that the company has not made additional investment since
the project of T-firm commenced but did increase the number of workers slightly. He
recognized that there has been improvement in worker skills and productivity compared to
recent years. The purchasing department of T-firm also acknowledges that the situation of
Supplier A has much improved, and it hopes that Supplier A would exert more efforts to
develop its managerial and quality control skills, after having already understood the
specific technology requirements of J-firm.
5.3.2 Case 2: Supplier B
Supplier B, an independent Thai firm, was established in 1986. It produces a wide
range of products such as stamping dies, press parts, bumpers, chassis frames, door hinges,
fuel tanks, car bodies, and exhaust pipes and mufflers, and it supplies its products to almost
all automobile manufacturers in Thailand. This company acquired technology through
technical agreements with many foreign companies (almost all of them Japanese firms)
that specialize in particular products. In addition, it has a long business relationship with
Mitsubishi Motor Corporation (MMC).
Given the company’s good business record, J-firm believed the supplier would be
capable of carrying out production for its project and decided to order several body-
stamping parts. J-firm concluded an agreement to order 87 stamping parts from this
supplier. However, as shown in Figure 5.5, J-firm provided only drawings of each part to
Supplier B. The product that the T-firm project planned to produce was a newly designed
model, so there was no master model for Supplier B to copy. This was reportedly different
from the previous production experience of Supplier B, in which its customers normally
provided the master model, and sometimes the stamping dies as well. This example refers
142
to the case of production of components of car models that were previously produced
abroad, in countries such as Japan, transferred to Thailand. In this case, information assets
such as drawings and master models could be easily transferred to suppliers because all
technical issues were already resolved. However, in the case of T-firm project, no master
model was provided. Thus, it seemed that technical requirements for this project were
higher than those possessed by Supplier B.
As shown in Figure 5.5, the process of die development starts from die planning,
die design, making tooling and jigs, machining and finishing, assembly, try-out, adjustment
and refinement until the standard and quality is guaranteed, after which mass production
can start. For an outsider, the delineation of this process may not give a sufficiently clear
impression of its high degree of difficulty. Consider a simple scenario given by Clark and
Fujimoto (1991, pp. 174) that “a typical car body is partitioned into approximately 100-150
body panels. Each major panel may require as many as four or five dies, sometimes more if
the design is complex”. Suppose, then, that each part requires four dies, and Supplier B had
to manufacture about 87 parts. This implies that more than 300 dies had to be prepared
within one and one-half years.
Although Supplier B had long experience in this area, the STA team detected some
signs of delay. They were reportedly due mainly to different production techniques and the
tight schedule for the huge number of orders. Once it was clear that Supplier B could not
meet the deadline, the decision to send more support staff was made. As a result, there
have been, on average, seven staff members working long-term, about two years, at
Supplier B’s factory, and about 40 experts came to support in the short-term at each stage
of preparation (see Figure 5.5).
Technical support was provided through the OJT method to train all processes step
by step, from planning, designing, drafting a drawing, die making, finishing, and stamping,

143
trouble shooting, and running mass production, because that was believed to be the best
and fastest way to develop necessary manufacturing skills. One of the most serious
problems was that information flow within the company was inefficient. There was no
clear organization in Supplier B taking full responsibility for the project. Therefore, the
STA team requested Supplier B to set up a team, denoted as the Thai team in Figure 5.5.
The Thai team consisted of three sub teams, each of which comprised six to eight people.
Its main function was to keep close communication with STA, and it took care of three
major technical aspects, namely, the stamping process, die assembly and quality control.
This request reflected an attitude on the part of the STA staff to develop the spirit of
teamwork and project management of this supplier.
Because of massive technical support from J-firm, Supplier B was able to pick up
the schedule and deliver parts to T-firm on time. Therefore, it can be said that technical
assistance by the STA staff effectively enhanced local workers’ skills. Improvement of
operators’ skill resulted in a significant reduction in the defect rate. As the manager of the
QC department disclosed, the average on-site defect rate of this company has been
significantly improved. In particular in the T-firm project, it was able to decrease the defect
rate from 400 ppm (part per million) in 1998 to about 40 ppm in 2001.21 Moreover, the
company benefited exceptionally in its project management capability, according to the
leader of the Thai team. This point was reconfirmed by a manager of J-firm, who stated
that Supplier B was able to make more reasonable project planning (in a bid for new
orders) than in the past.
21 Interview with the quality control manager of company B, on March 21, 2001. He also acknowledged that this improvement resulted not only from technical assistance before the mass production but also the technical relationship with T-firm afterward. It was reported that T-firm regularly send staff to the company and give instruction about the T-firm’s specific method, called “quality operating system”. However, according to T-firm, this activity is a part of its supplier evaluation program.

144
Figure 5.5 Characteristics of Preparation Process of Supplier B and Technical Support from J-firm
Die development process taken place at supplier B Areas of technical assistance provided by J-firm Yes
Drawing for the Body Drawing provided by J-firm No
Master Model No master model
Die Planning (=design manufacturing process) STA team(# of dies and machines, costs, labor-hours, etc.) About 7 experts served
long-term technical supportsDie Design (detailed drawing) (about 2 years from 97/1 to 99/1).
And, about 40 experts cameMake tooling & Jigs to support short-term during that
period.Machining and Finishing Information flow
for actionFinal Die Assembly Thai team
Three subteams were set up asTry out (and further refinement) requested by STA team in order
to provide coordination and followMass production begins (in May 1998 for up training results to keep the
domestic market and December 1998 for export.) overall schedule.
Note: Information assets that may be provided by the customer Technical supports by STA staffs.
Activities Follow up and confirm by Thai team.Source: Based on information obtained from interview with J-firm and Supplier B
All
nece
ssar
y ta
sks t
o fin
ish
by th
e m
ass p
rodu
ctio
n sc
hedu
le o
f T-f
irm.
Provide OJT to all related workers at
every stage
Follow up and confirm the training results done by STD
staffs.
144

145
Regarding the Japanese training style, it was reported that Japanese staff always
emphasized that every essential basic skill had to be comprehended before higher skills
would be taught. Thai managers commented that STA staff members were too meticulous
and had created a highly detailed preparation plan, stating that tasks must be accomplished
sequentially, one by one. At first the Thai workers did not understand and felt
uncomfortable. However, after following the advice of the STA staff, they began to
understand the importance of this practice. They appreciated the industrious efforts of the
STA staff in improving their manufacturing capabilities. They learned many things from
technical support from J-firm. For example, they are using J-firm’s project management
and planning practices for preparing new orders from T-firm as well as other customers.
Moreover, they acknowledged that the company was accredited QS9000 because of the
knowledge accumulated from STA support. These examples clearly show that there has
been significant improvement of Supplier B’s technological capability as a result of inter-
firm technology transfer.
5.3.3 Generalization of inter-firm technology transfer through the STA system
This section will discuss the nature of STA’s training plan based upon the results
presented earlier. Attempt to generalize the role of technology transfer by the STA
taskforce, including the strategies of the STA team, objectives of assistance, targeted
suppliers, and support methods, will be made in this subsection. Recalling the discussion in
Chapter 4 and the preceding subsections in this chapter, it should be emphasized again that
technology transfer that took place in this project took place before mass production
actually commenced.22 Owing to this fact, the pattern of technology transfer at inter-firm
level is distinct from technology transfer as it is generally perceived, especially at the intra-
22 More specifically, it is the mass production for export, which is the initial objective set by the J-firm and A-firm.

146
firm level. As will be elaborated below, a clear distinction lies in the fact that inter-firm
technological linkages were created in order to monitor and assure the preparation process
performed by suppliers.
Carefully considered, the preparation process is comparable to the ‘process
engineering’ activity, which is defined by Clark and Fujimoto (1991, p. 122) as “a series of
[preparation] cycles [in which the] usual progression is to develop a plan for the entire
production system; develop plans for individual processes…; and conduct detailed design
of tools and equipment; procure or construct and install tools and equipment; try out and
test tools and equipment; and conduct a pilot run.” The cycles of modification and
improvement in product-process design then proceed, and the conditions need to be
approved by the customer before the commercial production begins. Hence, it can be
argued that in order to be success in launching mass production, the ‘process engineering’
capability of every supplier is a precondition. Although all suppliers were already judged
to have the required operative capability, findings of direct technical supports imply that
good operative capability may not be sufficient to assure the success of the preparation.23
And, for the sake of controlling the master schedule of T-firm launch, this is the area of
responsibility for which the STA team had been created.
In order to validate the above argument, it is necessary to make generalizations
about the practice of inter-firm technology transfer by consolidating all evidence presented
earlier. According to initial objectives of J-firm, articulated in section 5.1, suppliers would
have to succeed in preparing for production in accordance with the master schedule. The
STA team was mainly responsible for assuring that all suppliers would be able to supply
parts by the schedule set by T-firm; its fundamental role was to monitor suppliers through
23 According to the interview with J-firm staff members who participated in supplier evaluation at Supplier A and B, they reported that these suppliers were found to have good reputation and excellent operative capability. However, these suppliers were discovered to possess not sufficient ‘process engineering’ skill and direct support was necessary, see discussion in the previous subsection.
147
periodically “company visit”. In cases in which suppliers had enough capability to prepare
for the order, either because they were capable or they could get support from their foreign
parent company, the STA team would not have to exert any effort other than routinely visit,
communicate with suppliers’ employees, and to check the overall preparation processes.
In general, there were seven major steps of preparation that each supplier had to
accomplish step by step; they are: 1) management plan for overall project, 2) design of
manufacturing process, 3) design and make tooling, 4) design and make jigs and fixtures,
5) design and prepare for the production facility, 6) operating actual mass production, and
7) control and improve productivity. These are the processes that the STA team checked
and confirmed. For some suppliers that the STA team deemed needed support, such
support might come either by asking the parent company of the supplier, when there is one,
for support. In the alternative, STA had to provide assistance in some technical capabilities.
However, for some suppliers that signaled a possibility of delay, either because of
lack of specific technological capabilities or the absence of a foreign partner to provide
intra-firm supports, so the STA team had to directly create technical linkages. This fact
was confirmed by the detail in Table 5.1 Classification of Suppliers, Evaluation Results,
and Required Assistance Areas, and the two cases in which they could not get support from
their technology partner. Technical supports were initiated from the first, management
capability, to the last, being able to run and control quality in mass production. Project
management is crucial in determining the success in preparation, because inappropriate
planning would lead to inefficient preparation of production process, equipment, facility,
and the like, and as a result the overall project would suffer a setback from the delays of
few suppliers. This explains why inter-firm technical assistance was necessary from the
first to the last step.
148
Direct efforts were accomplished by sending a number of STA staff members to
work at the suppliers’ factory for a period of time; the training was provided mainly on the
job. To improve the management capability of these suppliers, the STA requested that they
set up a team to be exclusively responsible for the T-firm project. This is the first step to
make sure that all preparations and assistance they provided would lead to a progress of the
project. After that, they assisted the suppliers in designing the manufacturing process,
tooling, dies, and to prepare for the production facility such as set up the machine, confirm
quality standard, and to confirm the tested production lot until these suppliers were able to
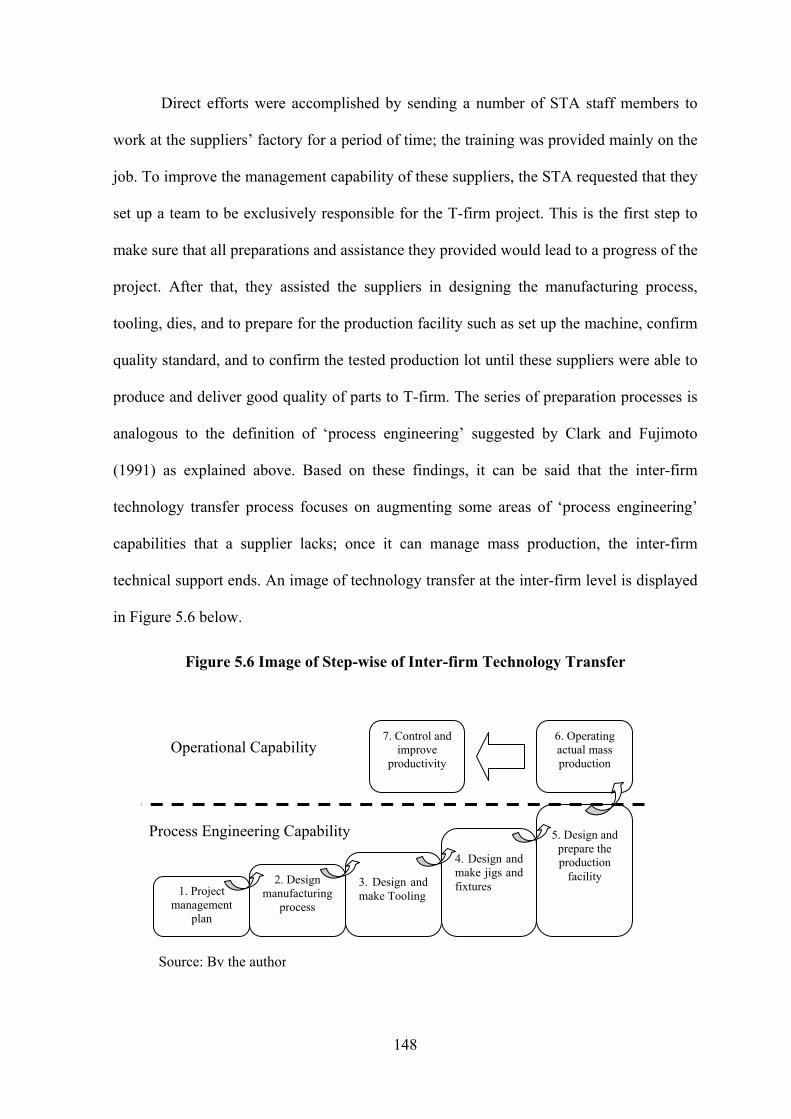
produce and deliver good quality of parts to T-firm. The series of preparation processes is
analogous to the definition of ‘process engineering’ suggested by Clark and Fujimoto
(1991) as explained above. Based on these findings, it can be said that the inter-firm
technology transfer process focuses on augmenting some areas of ‘process engineering’
capabilities that a supplier lacks; once it can manage mass production, the inter-firm
technical support ends. An image of technology transfer at the inter-firm level is displayed
in Figure 5.6 below.
Figure 5.6 Image of Step-wise of Inter-firm Technology Transfer
1. Project management
plan
2. Design manufacturing
process
3. Design and make Tooling
4. Design and make jigs and fixtures
5. Design and
prepare the production
facility
6. Operating actual mass production
7. Control and improve
productivity Operational Capability
Process Engineering Capability
Source: By the author
149
From the above explanation, it can be argued that the priority task of the STA team
was to establish a systematic management system necessary for the preparation of their
project as well as to transfer other essential technology such as working standards,
operating procedures, quality control methods, inspection, and so on. 24 All of these
information assets are crucial for further deployment in the preparation process. However,
transfer of such codified technology alone cannot guarantee the effectiveness of the
preparation process. This is because, as suggested by Clark and Fujimoto (1991, p. 122),
the effectiveness of ‘process engineering’ requires close interaction between the supplier
and the product designer who developed the part in question. As in the two case studies,
they did not engage in the product development, and the parts they produce were
developed by J-firm. Hence, J-firm had to provide technical assistance. Due to time
limitation, the most promising way of skill promotion was through the OJT basis. By
employing OJT, the STA staff came to understand the actual situation and then could
determine the source of problems that needed to be corrected. Close communication with
suppliers’ staff members could enhance the efficiency of skill transfer because face-to-face
communication improved the quality of information flow. Although Supplier A and B
produced different parts and used different technology,25 inter-firm technology transfer
24 In particular to Supplier B, the STA team had taught them about how to design the die, jig and fixture. This information, though hardly to transform into a set of codified knowledge, is believed to have significant benefit to this firm. 25 Technology concerning Supplier A’s product is casting, while Supplier B’s is stamping. In casting field, although quality of mold is important, it seems less than the stamping dies. Casting molds were formed by mixture of sand and resin, and they can be used only one time for making a casting part, which will be machined to make the precise dimension by another process. In contrast, stamping dies can be used for stamping parts more than thousands of parts and the quality and dimension of the part are determined by the accuracy of the die. Another significant difference between casting and stamping technology is that, in particular to these two cases, the production routine of Supplier A is repeated from making molds, melting and pouring, gate-off, and inspection, as in Figure 5.2, in everyday of operation, while that of Supplier B each process need to be proceeded step-by-step. A finished of die planning is necessary for die design, and die design is necessary for the preparation of tooling, jigs, and machining process. In other words, an earlier process is the predecessor for the subsequent process, and once the final stamping die was come out with good quality, there is no need to reverse the process again, unless for the new model. Therefore, it is clear that these two cases are using completely different in production technology.

150
methods shared a similar pattern, i.e., to build a systematic management system, then
promote technical skills, and finally maintain the system.
These findings indicate that the main technical areas in which the STA staff would
be responsible for giving support are mostly in the first five steps of ‘process engineering’
explained in Figure 5.6. This is because of the fact that the sixth and seventh steps,
operating actual mass production and controlling and improving productivity, could not be
attained by the schedule of T-firm, without direct support by J-firm. The first five steps or
capabilities are prerequisites for successful mass production afterwards. Once the mass
production could successfully start, technical supports by STA staff would come to an end.
Then, suppliers could take sole responsibility to maintain and even to improve their
production productivity by themselves later on, if they wish to sustain the future business
with J-firm.26
5.4 Inter-firm Technological Linkages with Other Automakers
5.4.1 Inter-firm relationship and technological development inducement by automobile
customer
As explained in Chapter 3, Japanese firms are the main players in developing the
Thai automobile industry, through technology transfer and creation of supplier network in
response to the government policy. Thus, it is reasonable to believe that inter-firm
technical linkage should have significant impacts on local firms’ learning. Specifically in
this present study, while majority of the sample firms did not received direct technical
support from J-firm, it is still plausible that some kinds of inducement and learning
facilitation from such relationship exist. This section will present research findings in this
26 This is confirmed by information obtained from J-firm and interview with the STA staff.
151
respect, which is corresponding to the indirect forms of inter-firm technology transfer
introduced in Table 2.2.
As reported in a study about technological development through subcontracting in
Singapore, Wong (1991) observes that indirect types of technology development
inducement are much more important than direct technology transfer activities. He found
that suppliers in his sample had experienced extensive technological improvement because
of the inducement from inter-firm relationship with customers. Indirect inducement
mechanisms include learning facilitation, know-how disclosure and/or exposure, and
investment inducement. Similar observation was found in the case of consumer electronics
industry in Malaysia (Capannelli 1997).27
As reported in Appendix D, Table D – 1 and Figure D – 1, it seems very clear that
in-house effort is crucial in determining such improvement. Concerning the effect of the
technical linkage between automobile customers and their technological improvement,
suppliers did not give a high evaluation, however, that can be considered an evident link
between suppliers’ improvement and the inducement from their customers. In Table 5.11,
details about internal efforts performed by suppliers are presented. It shows that almost all
suppliers in the sample perform Quality Control Circle (QCC) activity (23 from 26 firms)
and Kaizen activity (20 from 26 firms). Almost 70 percent of suppliers implement Value
Analysis and Value Engineering (VA/VE) activity at present, while only one third conduct
Computer Aided Design/Computer Aided Manufacturing (CAD/CAM) activity. The
majority of firms performing these technological activities have just started since 1996. For
example, 12 out of 23 firms had started QCC activity since 1996, 13 out of 20 firms
27 In both studies, it should be noticed that both countries have relied heavily on foreign direct investment, in which foreign firms play substantial role in developing their supplier network in these countries. Higher quality and delivery requirements of foreign firms have exposed local suppliers to internationally competitive environment. Inter-firm technical relationships created by foreign firms in order to maintain the quality of their products should, therefore, lead to technological improvement in suppliers.
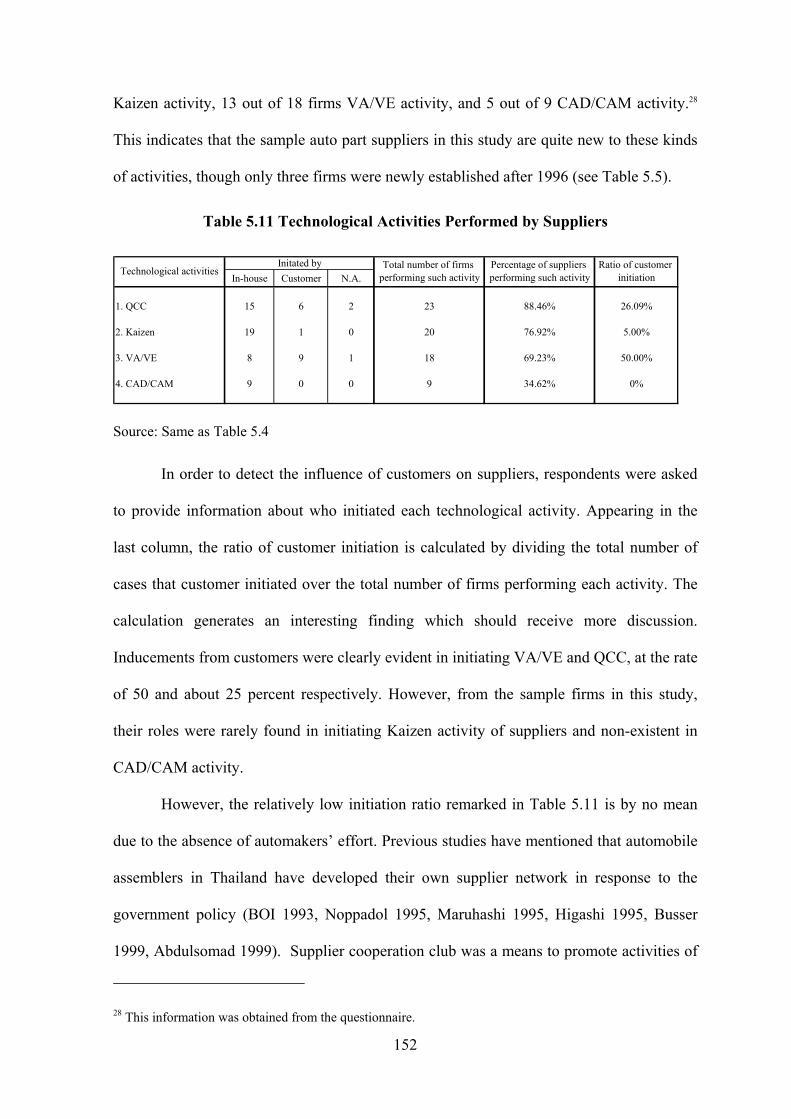
152
Kaizen activity, 13 out of 18 firms VA/VE activity, and 5 out of 9 CAD/CAM activity.28
This indicates that the sample auto part suppliers in this study are quite new to these kinds
of activities, though only three firms were newly established after 1996 (see Table 5.5).
Table 5.11 Technological Activities Performed by Suppliers
In-house Customer N.A.
1. QCC 15 6 2 23 88.46% 26.09%
2. Kaizen 19 1 0 20 76.92% 5.00%
3. VA/VE 8 9 1 18 69.23% 50.00%
4. CAD/CAM 9 0 0 9 34.62% 0%
Total number of firms performing such activity
Initated byTechnological activities Ratio of customer
initiationPercentage of suppliers performing such activity
Source: Same as Table 5.4
In order to detect the influence of customers on suppliers, respondents were asked
to provide information about who initiated each technological activity. Appearing in the
last column, the ratio of customer initiation is calculated by dividing the total number of
cases that customer initiated over the total number of firms performing each activity. The
calculation generates an interesting finding which should receive more discussion.
Inducements from customers were clearly evident in initiating VA/VE and QCC, at the rate
of 50 and about 25 percent respectively. However, from the sample firms in this study,
their roles were rarely found in initiating Kaizen activity of suppliers and non-existent in
CAD/CAM activity.
However, the relatively low initiation ratio remarked in Table 5.11 is by no mean
due to the absence of automakers’ effort. Previous studies have mentioned that automobile
assemblers in Thailand have developed their own supplier network in response to the
government policy (BOI 1993, Noppadol 1995, Maruhashi 1995, Higashi 1995, Busser
1999, Abdulsomad 1999). Supplier cooperation club was a means to promote activities of
28 This information was obtained from the questionnaire.
153
mutual prosperity among members (suppliers) and to improve quality and reduce cost of
production, of which the accruing benefits will be shared between the assembler and the
suppliers (Smitka 1991).
In Thailand, incumbent firms such as Toyota, Isuzu and Nissan have established a
“Supplier Cooperation Club” dating back to the 1980s, or about 20 years. In general, a
“Supplier Cooperation Club” provides various activities of both professional and social
types (Noppadol 1995). In case of Toyota, for example, the annual activities consist of 1)
annual meeting, 2) quality assurance (QA) case study, 3) cost reduction, 4) Toyota
Cooperation Club (TCC) lecture, 5) general factory visit (every year), 6) QCC presentation
contest (every year), 7) golf tournament, 8) sports day, and 9) overseas seminar (every
alternate year). Among these items, three activities are directly related to productivity
improvement, namely QA case study, cost reduction, and QCC presentation contest.
Similar practices were also adopted by Isuzu and Nissan.29
It should be noted that, while the stability of relationship between assemblers and
suppliers made it possible for creating such cooperation, which in turn provide opportunity
for suppliers’ staff to learn some techniques from their customers and other members, it
did not guarantee that this cooperation would be fruitful. Suppliers would not have any
incentive to exert effort on cost saving if all benefits were to accrue to their customers
(Smitka 1991). However, the long-standing cooperative relationship between Japanese
automakers and suppliers in Thailand may imply that there should have been a rule of
sharing benefits between both parties. For instance, the purchasing manager of an
automobile assembler described that his company always encourages suppliers to reduce
cost, through VA/VE activity. If their projects are deemed feasible and monetary return is
big enough, after the project is approved, suppliers can receive technical advice from the
29 Interviews several times with Supplier B staff, and with a manager of Isuzu Motors Corporation (Thailand) on October 4, 2000.
154
company. After the project is complete, meaning that the supplier could run mass
production efficiently based on the newly designed parts or production process, cost
savings will be shared, generally on a 50-50 basis. If costs can be lowered by 10 baht, the
price for the next order will be cut by 5 baht. According to this manager, this practice has
proved most suitable for attracting suppliers to try to reduce cost because the monetary
benefits are reasonably shared.
One possible explanation for high initiation rate on VA/VE may be the fact that
assemblers generally possess enough capability there, because the basic task of VA/VE
activity is “a systematic procedure for devising and analyzing alternatives to a design that
will improve value (quality or function) and/or reduce cost” (Smitka 1991; pp. 148). Since
all assemblers design and develop their products by themselves, they know best on how
changes in design will affect the overall performance or quality of their products. Specific
and superior knowledge in the design is believed to be a major factor accounted for such
high degree of initiative in this field. It is quite different from QCC and Kaizen activities,
which require cooperation among shop-floor workers, supervisors, engineers, and
managers to participate in finding a way to improve the way of work, quality, and
productivity. These activities cannot be sustained without direct support from the top
management. 30 Though the spirit of QCC and Kaizen is similar to VA/VE, which is
“teamwork,” QCC and Kaizen seem to characterize by higher degree of supplier specific,
while VA/VE is by the customer’s specific knowledge. This means that customers can
provide technical linkage, and even to initiate it, in VA/VE activity rather than the others.
30 Some suppliers in the sample reported this fact. Their company had been doing QCC activity but later on it was abandoned because of lack of managerial responsibilities. They reported that this activity is a good but it needs to have a clear policy objective to promote, support, and allocate some resources on it.

155
5.4.2 Benefits from inter-firm relationship
Apart from the inducements of automobile assemblers in initiating and/or training
technological capabilities in suppliers, their evaluation on quality and delivery at every
shipment as well as monthly or bimonthly factory visit of suppliers are very significant in
the process of information sharing. According to interviews with purchasing department of
four automobile assemblers in Thailand, all firms have adopted supplier evaluation
methods. In addition, they all have a group of experts, consisting of quality control, quality
assurance, production engineers, and, in some cases, Japanese experts, to visit suppliers.
Those who had received lower evaluation scores will be set as priority. Factory visits are to
check the quality system and management practices of suppliers.
Information exchange taking place during the visit would provide opportunity for
suppliers’ staff to learn about how to improve quality of the product, their production
process, and their management practices. Benefits from having inter-firm relationship with
customers are reported in Table 5.12 and Figure 5.7. The questionnaire asked the
respondent to specify the degree of importance on seven types of technological learning
from being a supplier of automobile customers. The degree of importance ranges from 1 to
7, where 1 means that the particular type of benefit (technological learning) is not
important at all, while 7 means that that benefit is extremely important.
Table 5.12 Average Benefits in terms of Technological Learning
from Inter-firm Relationships
Benefits from inter-firm relationship Foreign Joint Venture Thai Grand AverageImproved quality control practice 5.83 5.9 5.75 5.85Improved problem-solving ability 5.58 5.4 5.75 5.54Learn new technology from customer's specification 5 5.4 5.5 5.23Learning new managerial practice 4.75 5.7 5.5 5.23Learning new production technique 4.75 5.3 5.75 5.12Apply knowledge for other customer 4.92 5.1 5.5 5.08Become more able to decode customer's blueprint 4.42 4.8 5.25 4.69
Grand Average 5.04 5.37 5.57 5.25
Source: Same as Table 5.4
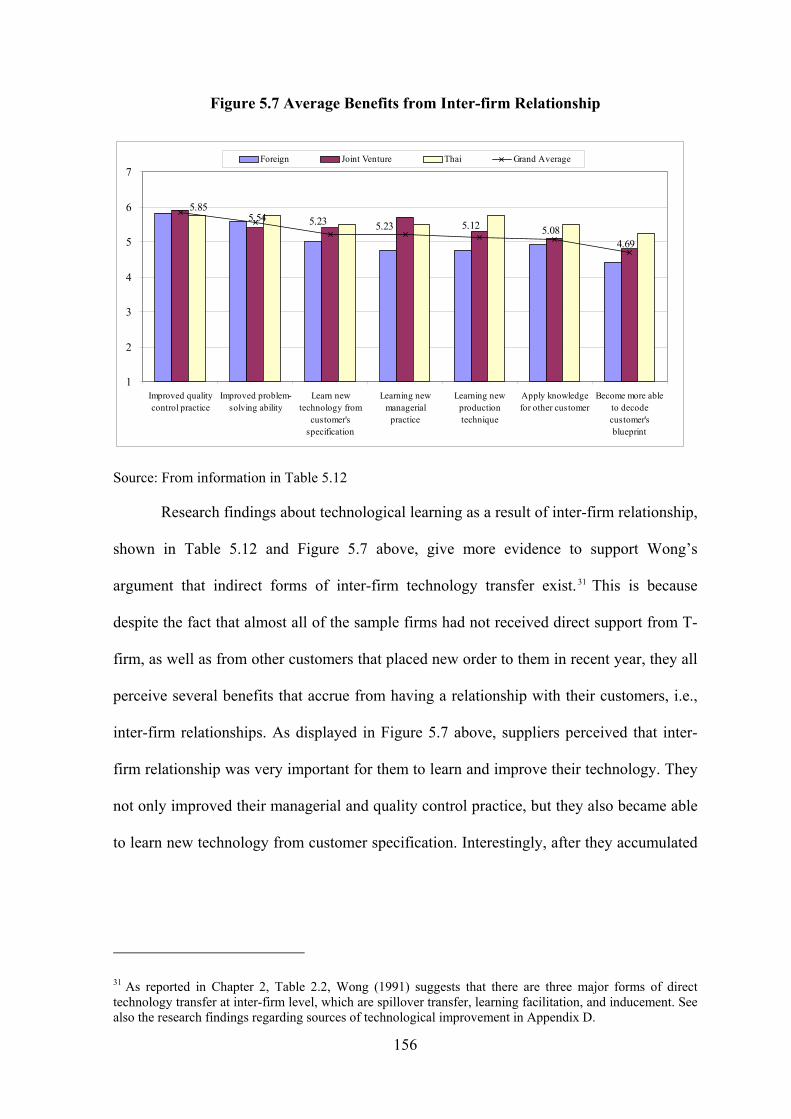
156
Figure 5.7 Average Benefits from Inter-firm Relationship
4.695.085.125.235.235.54
5.85
1
2
3
4
5
6
7
Improved qualitycontrol practice
Improved problem-solving ability
Learn newtechnology from
customer'sspecification
Learning newmanagerial
practice
Learning newproductiontechnique
Apply knowledgefor other customer
Become more ableto decodecustomer'sblueprint
Foreign Joint Venture Thai Grand Average
Source: From information in Table 5.12
Research findings about technological learning as a result of inter-firm relationship,
shown in Table 5.12 and Figure 5.7 above, give more evidence to support Wong’s
argument that indirect forms of inter-firm technology transfer exist. 31 This is because
despite the fact that almost all of the sample firms had not received direct support from T-
firm, as well as from other customers that placed new order to them in recent year, they all
perceive several benefits that accrue from having a relationship with their customers, i.e.,
inter-firm relationships. As displayed in Figure 5.7 above, suppliers perceived that inter-
firm relationship was very important for them to learn and improve their technology. They
not only improved their managerial and quality control practice, but they also became able
to learn new technology from customer specification. Interestingly, after they accumulated
31 As reported in Chapter 2, Table 2.2, Wong (1991) suggests that there are three major forms of direct technology transfer at inter-firm level, which are spillover transfer, learning facilitation, and inducement. See also the research findings regarding sources of technological improvement in Appendix D.
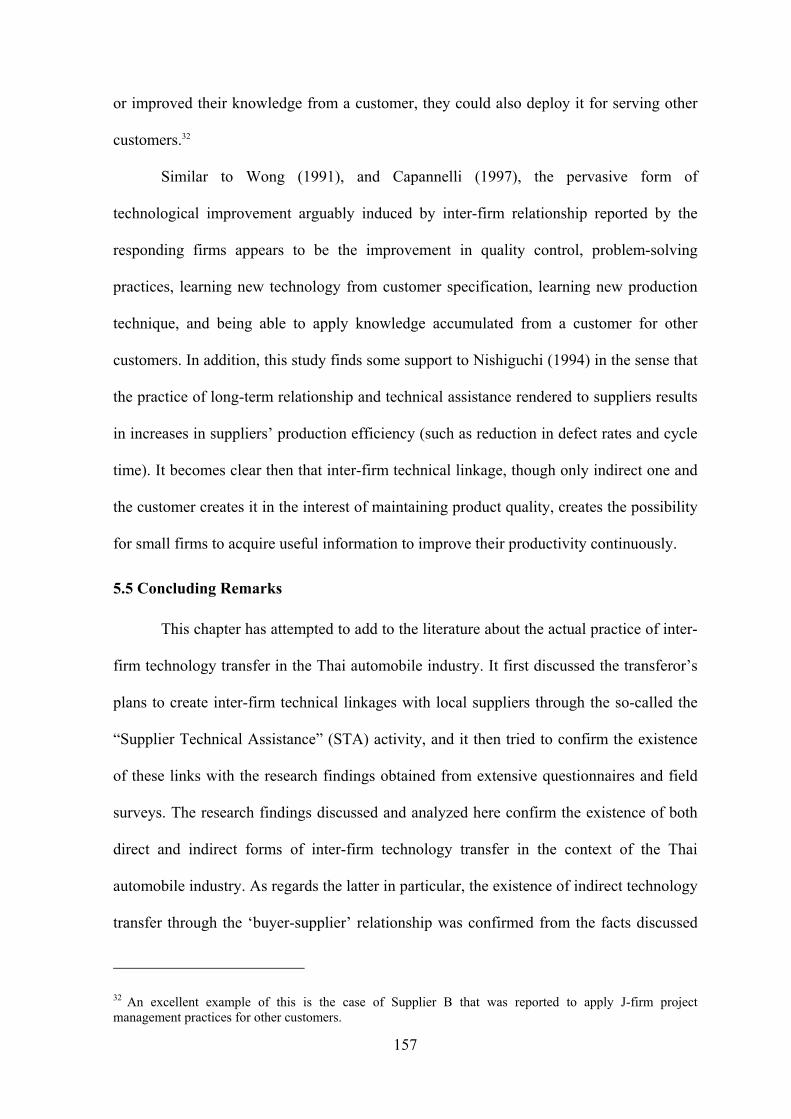
157
or improved their knowledge from a customer, they could also deploy it for serving other
customers.32
Similar to Wong (1991), and Capannelli (1997), the pervasive form of
technological improvement arguably induced by inter-firm relationship reported by the
responding firms appears to be the improvement in quality control, problem-solving
practices, learning new technology from customer specification, learning new production
technique, and being able to apply knowledge accumulated from a customer for other
customers. In addition, this study finds some support to Nishiguchi (1994) in the sense that
the practice of long-term relationship and technical assistance rendered to suppliers results
in increases in suppliers’ production efficiency (such as reduction in defect rates and cycle
time). It becomes clear then that inter-firm technical linkage, though only indirect one and
the customer creates it in the interest of maintaining product quality, creates the possibility
for small firms to acquire useful information to improve their productivity continuously.
5.5 Concluding Remarks
This chapter has attempted to add to the literature about the actual practice of inter-
firm technology transfer in the Thai automobile industry. It first discussed the transferor’s
plans to create inter-firm technical linkages with local suppliers through the so-called the
“Supplier Technical Assistance” (STA) activity, and it then tried to confirm the existence
of these links with the research findings obtained from extensive questionnaires and field
surveys. The research findings discussed and analyzed here confirm the existence of both
direct and indirect forms of inter-firm technology transfer in the context of the Thai
automobile industry. As regards the latter in particular, the existence of indirect technology
transfer through the ‘buyer-supplier’ relationship was confirmed from the facts discussed
32 An excellent example of this is the case of Supplier B that was reported to apply J-firm project management practices for other customers.

158
in section 5.4.2, in which all of the suppliers revealed unambiguously that they perceived
direct benefit, in terms of technological improvement, despite the fact that a large majority
of them had not received direct training from the STA team or other customers. Because of
the prevalence of inter-firm technical spillover to local auto parts firms, a principal
conclusion drawn from the findings in this chapter is that strengthening the formation of
linkages between foreign final product producers and local suppliers should be one of the
policy priorities to develop of local supporting industries. The next section will provide
major research findings and will present some recommendations for policy drawn from the
findings of this dissertation.