characterization of hydroxyapatite ynano-zirconia
TRANSCRIPT

Surface and Coatings Technology 182(2004) 227–236
0257-8972/04/$ - see front matter� 2003 Elsevier Science B.V. All rights reserved.doi:10.1016/j.surfcoat.2003.08.081
Characterization of hydroxyapatiteynano-zirconia composite coatingsdeposited by high velocity oxy-fuel(HVOF) spray process
H. Li , K.A. Khor *, R. Kumar , P. Cheanga a, b b
School of Mechanical and Production Engineering, Nanyang Technological University, 50, Nanyang Avenue, Singapore 639798, Singaporea
School of Materials Engineering, Nanyang Technological University, 50, Nanyang Avenue, Singapore 639798, Singaporeb
Received 15 April 2003; accepted 11 August 2003
Abstract
Hydroxyapatite(HA)ynano-zirconia composite coatings were successfully produced through high velocity oxy-fuel(HVOF)spraying of radio frequency(RF) plasma synthesized powders. Microstructure characterization and morphology analysis on thenano-structured coatings were conducted using scanning electron microscopy(SEM), transmission electron microscopy(TEM),X-ray diffractometry(XRD), and differential scanning calorimetry(DSC). Elastic modulus of the coatings was determined usingnano-indentation on polished cross-sections, which revealed Young’s modulus value of;130 GPa. Results also showed that thenano-sized zirconia particles(-90 nm) did not coarsen drastically after HVOF deposition, and were uniformly distributedthroughout the coating. The crystallite size of tetragonal zirconia in the coating was found to be less than 13 nm. Furthermore,HA phase decomposition and chemical reaction between HA and zirconia was virtually undetected, which is beneficial towardsthe biological performance of the coatings. XRD analysis together with Rietveld refinement quantitatively revealed the content ofthe phases present in the coatings, including;1.2 wt.% CaZrO . The conversion temperature of amorphous calcium phosphate3
to HA was found to be;750 8C and the ancillary influence of the heat treatment on coating structure and properties wererevealed.� 2003 Elsevier Science B.V. All rights reserved.
Keywords: Hydroxyapatite; Zirconia; Nanostructured coatings; Ultrafine powders; Rietveld; Plasma synthesis; High velocity oxy-fuel(HVOF)
1. Introduction
The incorporation of bioinert ceramics, such as yttriastabilized zirconia(YSZ), alumina, and titania into ahydroxyapatite(HA) matrix has demonstrated signifi-cant improvement in mechanical propertiesw1–3x with-out substantial compromise in biocompatibilityw4x.However, mutual reaction between calcium phosphates(CP) and YSZ seemed inevitablew2,3x and phase trans-formation of zirconia invariably took place during ther-mal spray coating depositionw5x, which is detrimentalon the basis that crystallographic transformation gener-ated residual tensile stresses in the coating.
In recent years, nanostructured coatings attractedintense interest due to their enhanced mechanical prop-erties w6,7x. The improvement can be related to theclassical Hall–Petch relationship where decrease in par-
*Corresponding author. Tel.:q65-790-5526; fax:q65-791-1859.E-mail address: [email protected](K.A. Khor).
ticle size enhances the strength and toughness of ceram-ics w8,9x. Researchers have found that the maintoughening mechanism in particulate reinforced com-posites was either crack inhibition or crack deflectionw10x. Furthermore, a previous in vitro study has shownthat nano-sized ceramics(Al O , TiO ) possess signifi-2 3 2
cant capability of enhancing osteoblast adhesion on themw11x. Therefore, nano-sized particles within a biocom-patible coating could bring about positive effects. How-ever, available reports rely mostly on the rapidresolidification of sprayed materials upon their impinge-ment on the prior deposited material, or substrate toform nano grains within the coatingw7x. Even thoughnano-sized particles are produced through advancedpowder synthesis techniques, the nano particles cannotbe fed directly into a thermal spray gun to generate anano-structured coating. Recent attempts involved form-ing agglomerates of nano particles into 30mm aggre-gates w7,12x; however, excessive grain growth was

228 H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Fig. 1. Typical morphology of HAynano-zirconia powders showingnano-sized zirconia particles attached to large HA particles.
Fig. 2. XRD patterns of the starting powders, as-sprayed coating, 6008C treated coating, and 7508C treated coating.
discovered after coating depositionw12x. Meanwhile,recent attempts at sintering nano-size powders to formnano-structured bulk samples also encountered graingrowth or density lossw13x. Therefore, a method todirectly spray nano-sized particles to form nanostructu-red coating should be assiduously developed.
In the present study, HAynano-zirconia powders syn-thesized in radio frequency(RF) plasma were sprayedusing the high velocity oxy-fuel(HVOF) technique,which is of relatively low flame temperatures(-30008C) to assure limited heating of the powders. Nano-zirconia particulate reinforced coatings were obtainedand their structure was characterized by scanning elec-tron microscopy (SEM) and transmission electronmicroscopy (TEM). Furthermore, the effect of post-spray treatment on the coatings was investigated.Young’s modulus of the coatings was determined usinga nanoindentation test.
2. Materials and testing methods
The starting powders were prepared by suspensionRF plasma spraying, as described in detail previouslyw14x. A nano-sized zirconia(ZrO ) suspension was2
initially mixed with a solution, which was utilized forHA preparation by a wet chemical methodw14x. Thismixture was subsequently fed axially into the RF plasmato form novel HAynano-zirconia composite powders ofcomposition 90 wt.% HAq10 wt.% zirconia. In orderto get the powders in a particle size range suitable forHVOF spray, the agglomerated powders were sieved toa size range ofy120q20 mm. The size distribution ofthe sieved RF powders, determined by a laser particlesize analyzer(Analysette 22, Fritsch GmbH, Germany),showed that the average diameter of the powder aggre-gates was;40 mm. A fully computerized HV2000HVOF system(Praxair, USA) with a nozzle diameterof 19 mm was employed for the coating deposition on
grit-blasted Ti-6Al-4V substrates. Hydrogen was the fuelgas while the powder carrier gas was argon. The flowrates of oxygen, hydrogen and argon were 283 lymin,566 lymin and 19 lymin, respectively. The spray distancewas 250 mm and powder feed rate was 6 gymin. SEMobservation on the powders before sieving(Fig. 1)shows that the powders are promising in the sense thatnano-zirconia particles attached onto large calcium phos-phate (CP) particles without obvious changes in size.Phase analysis by X-ray diffraction(XRD) revealed thepresence of crystalline HA, amorphous calcium phos-phate (ACP), a-tricalcium phosphate(a-TCP), tetra-gonal zirconia(t-ZrO ), and CaZrO (Fig. 2). XRD2 3
plots of other coatings, in this study, are also demon-strated in Fig. 2 for comparison, which will be discussedlater. Relative phase composition of all the phases wasdetermined via the Rietveld methodw15x. Aluminapowder (-5 mm in diameter) with fixed weight per-centage was added to the starting HAynano-zirconiapowders and crushed coating samples(containing ACP)for calibration purpose since Rietveld technique is onlyvalid for samples with high crystallinity()95%). 1.0wt.% of CaZrO within the starting powders was deter-3
mined. Moreover, the crystallinity was appraised usingthe XRD pattern analysisw16x and a crystallinity levelof 83% was found in the starting powders. Ti-6Al-4Vplates(60=40=2 mm ) were utilized as substrates for3
coating deposition.Coating microstructure was analyzed on polished
cross-sections using SEM(JEOL, JSM-5600LV) andTEM (JEOL, JEM-2010 operating at 200 kV). Differ-ential scanning calorimetry(DSC) (Netzsch ThermalAnalysis, DSC 404C) was utilized for the thermalbehavior investigation of the powders and coatings atelevated temperatures. DSC test used nitrogen gas asthe atmosphere with the flow rate of 150 mlymin; the

229H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Table 1Content of the phases present in the starting powders and coatingsdetermined using the Rietveld refinement
a-TCP t-ZrO2 CaZrO3 HAqACP
Powders 6.7 9.3 1.0 Bal.As-sprayed coating 7.5 8.1 1.2 Bal.600 8C treated coating 7.5 8.1 1.2 Bal.750 8C treated coating 7.5 8.1 1.2 Bal.
heating rate was 58Cymin. The phase composition ofthe starting powders and as-sprayed coatings was ana-lyzed by means of XRD(MPD 1880, Philips, TheNetherlands). The operating conditions were 40 kV and30 mA by using Cu Ka radiation. The goniometer wasset at a scan rate of 0.028ys over the 2u range 20–808.Young’s modulus of the investigated coatings was deter-mined on polished cross-sections of the coatings usingthe Nano-Indenter XP system. For each test, a total of�
15 points were collected and averaged. The load usedfor nanoindentation was 100 mN. The heat treatment onthe as-sprayed coatings was conducted within an elec-trical resistant furnace with a heating rate of 158Cyminand duration of 30 min at peak temperature. Further-more, in vitro testing of the coatings was conducted toreveal their bioactivity.
3. Results and discussion
The XRD pattern of the as-sprayed HAynano-zirconiacoating (Fig. 2) suggests the appearance of CaZrO ,3
apart from crystalline HA,a-TCP, and t-ZrO . It is2
noted that, owing to the rapid cooling of the powdersduring processing, m-ZrO was not present within both2
the starting powders and coatings. Extensive studieshave been conducted to clarify the phase transformationmechanisms of HA during thermal spraying. It was wellaccepted thata-TCP resulted from the transformationshown as follows above 10008C w17x, or upon a smalltemperature range thereof, depending on the heatingenvironmentw18,19x, which was stated to be the startingtemperature of HA decomposition,
Ca (PO ) (OH) ™3Ca (PO ) qCaOqH O (1)10 4 6 2 3 4 2 2
In a previous studyw16x, the decomposition was foundto take place mainly within the partially molten portionof HA deposits. In the present study, partially moltenstate of the CP particles was also revealed through SEMobservation on the as-sprayed particles and a crystallin-ity of 74% of the as-sprayed coating is revealed. Com-pared to previous reportsw20,21x, transformation of HAis limited since nob-TCP, TTCP, or other phases weredetected, that are part of the complex phase transfor-mation within thermal sprayed calcium phosphates. Theresults indicate the temperatures of HA particles attainedin the HVOF flame. Nevertheless, the content of TCPcan be effectively utilized to evaluate the extent of HAdecomposition during coating deposition. The presenceof CaZrO suggests a reaction between HA and zirconia3
during powder preparation and coating deposition. Thequantitative contents of all the contributing phases inthe samples demonstrated in Table 1 reveal a decreaseof zirconia by 1.2 wt.% and an increase of CaZrO by3
0.2 wt.%. The decrease of t-ZrO content, from origi-2
nally 10 wt.% before RF plasma spraying to 9.3 wt.%
in the spray powders resulted mainly from the chemicalreaction to form CaZrO during powder preparation and3
partially from the sieving process. According to thewell-recognized phase transformations exhibited by the
main polymorphic forms of zirconia, monoclinic
11508C
™
§9508C
tetragonal cubic liquid, it is obvious that23708C 26808C
l lthe absence of m-ZrO could be attributed to the2
insufficient heating of zirconia particles during theHVOF spraying. Additionally, the extremely small par-ticle size of the zirconia was reported to be responsiblefor the lack of transformation from t™m-ZrO w22,23x2
together with other factors, such as rapid cooling theparticles upon impingement and residual stress formedat HAyzirconia zone during quenching of melted CP.Phase transformation of zirconia during thermal spray-ing, especially during plasma sprayingw5,24,25x, isdetrimental to the coating properties, because of gener-ation of residual stresses and microcracks. The absenceof transformation of t-ZrO is beneficial to the coating2
since t-ZrO has high strength, high toughness and2
excellent resistance against impact. Especially for theimplant coating, high toughness is important since theimplant prosthesis must be reliable in the presence ofbody fluids and complex local loading. Therefore, thepresent HVOF technique is a preferable method for suchcoating deposition.
The equilibrium ZrO –CaO phase diagramw26x2
depicted in Fig. 3 illustrates possible reactions betweenZrO and CaO in detail. It shows that, under the2
equilibrium conditions, heating of the zirconia particlesup to 1140"40 8C caused transformation to a mixtureof t-ZrO and c-ZrO . The present results claim the2 2
absence of m-ZrO , which indicates that the t-ZrO and2 2
possibly c-ZrO particles in the coating are sufficiently2
stabilized through solid solution of CaO in ZrO and2
these phases are effectively retained following rapidquenching during the coating deposition. Moreover, thepresent study also reveals the absence of CaZr O and4 9
Ca Zr O owing mainly to the small content of CaO.6 19 44
Even though the phase diagram(Fig. 3) cannot beconvincingly used to explain the phenomena that actu-ally occurred during the coating formation, it can be

230 H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Fig. 3. ZrO –CaO phase diagramw26x, T –tetragonal solid solution, M –monoclinic solid solution, F –cubic solid solution,L–liquid.2 ss ss ss
used, more or less, to understand the behavior betweenzirconia and CaO. Furthermore, as it has been foundthat HA decomposition to other phases, e.g. CaO, takesplace beyond 10008C, the gradually increased contentof CaO in the present zirconiayHA system makes thereactions between zirconia and CaO more complicated.The small content change exhibited bya-TCP(increased from 6.7 to 7.5 wt.%) has indicated the lowcontent of CaO according to Eq.(1). It was pointed outthat CaO reacts preferentially with t-ZrO to form2
CaZrO w27x, which can be described as follows,3
CaOqt-ZrO ™CaZrO . (2)2 3
The present spray powders exhibit the main compo-nent of t-ZrO , which is beneficial for the reaction. As2
observed from Fig. 1, within the starting powders, CPparticle and nano-zirconia particles must bond togetherthrough a reaction layer(chemical bond) formed duringpowder preparation. Such reaction between HA andzirconia particles can be demonstrated using the samemodel proposed in a previous paper reporting on HAytitania composite coatingw28x. Quantitative phase anal-ysis on the samples, which was shown in Table 1,reveals the increase of CaZrO content in the as-sprayed3
coating compared to that in the powders. It henceindicates that further reaction between HA and zirconia
took place during coating formation(approx. 13% inten-sified according to the loss of t-ZrO). However, it is2
well known that HVOF flame temperature is relativelylow, -3000 8C, hence the extent of the reaction israther limited, which further reveals the suitability ofHVOF technique for such coating deposition.
SEM observation on the coating shows evidence thata dense composite structure was produced with evenlydistributed zirconia particles(Fig. 4). The incorporationof zirconia(the bright long tapes shown in Fig. 4b, theyare located at the HA splats’ interface) results in obviousincrease in density, in other words, decreased porosity(obtained from morphology analysis) compared toHVOF sprayed pure HA coatings(Fig. 4a). Furthermorphology investigation, which is typically shown inFig. 5, reveals formation mechanism of microporeswithin the coating. The micropores with the size of lessthan 2 mm formed during splat formation within themelted zone of a HA particle. Since it is generallybelieved that the impingement-resolidification behaviorof a single splat is an isolated procedure, such porescontribute principally to the final porosity of the bulkcoating. The pores within the splat may result fromevaporation or release of entrapped gases within thedroplets during the HVOF spray, which come mainlyfrom pre-existed micropores in the porous HA particles

231H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Fig. 4. Typical cross-sectional microstructure of the HVOF sprayed(a) pure HA coating and(b) HAynano-zirconia coating showing animproved structure brought about by the incorporation of zirconia.
Fig. 5. SEM image of a single HA splat indicating the formationmechanism of micropores within a coating. The splat was preparedthrough HVOF spraying pure HA particle onto polished Ti6Al4V sub-strate using the same spray parameters as for the present compositecoating.
and entrained air between the splat and substrate or pre-coating before complete resolidification. These porescan be effectively sealed through in-filling by subse-quent droplets that impinged on prior deposited material.Therefore, the nano-sized zirconia particles locatedaround HA particles’ surface(Fig. 1) could be beneficialfor the pore-sealing effect. This could be the mainreason why the composite coating shows an improvedmechanical property.
Further observation with TEM reveals the nano-sizedzirconia particles in the coating(Fig. 6a). High magni-fication observation of a cluster of zirconia particles(Fig. 6b) shows t-ZrO grains with an average diameter2
of less than 13 nm. The selected area diffraction(SAD)pattern(Fig. 6c) confirms the nano-sized zirconia par-ticles with a tetragonal structure. It is suggested that thenano-sized zirconia particles did not coarsen appreciablyduring HVOF spray, which indicates limited heating bythe HVOF flame of these particles. Distinct crystallo-graphic orientation relations between the reaction prod-
uct CaZrO and zirconia have been reported within the3
composites of HA and large zirconia powder particles(0.2 mm): w012xZrO yyw3 xCaZrO x, and(200)ZrO y232 3 2
¯
y(101) CaZrO w29x. However, in the present study,3
such relation was not detected since the reaction betweenHA and zirconia is very limited. Nevertheless, thereaction between t-ZrO and CaO is effectively influ-2
enced by the extent of the decomposition of HA repre-sented in Eq. (1), which provides the reactioncomponents. The novel HAynano-zirconia powdersshowed a capability of effectively inhibiting mutualreaction among the resident phases, and hence aresuitable for coating deposition.
To clarify the thermal behavior of the powders andcoatings at elevated temperatures, a high temperatureDSC test was conducted. Fig. 7 demonstrates the DSCheating curves of the samples compared to pure crystal-line HA powder. The HA powder, HAynano-ZrO pow-2
der and the crushed nano-composite coating exhibitvarious diverse chemical changes except the peaklabeled at approximately 14508C. The peak labeled at1442–14508C on the curves is assigned to furthertransformation of CP phasesw30,31x. It is noted that HApowders exhibit the endothermic characteristic duringheating, which spans approximately from 1180 to 13408C. These broad peaks may refer to the decompositionof HA to a-TCP or even Ca O(PO ) w30,32x. Beyond4 4 2
1200 8C, HA loses its OH groups graduallyw30x. The-
exothermic peak at 865.58C on the curve referring tothe as-sprayed coating may be related to the recrystalli-zation of ACP. Under equilibrium conditions(Fig. 3),the reaction between HA and t-ZrO can take place at2
low temperatures(<1000 8C). In the present system,the reaction, however, should occur only as the powdertemperature is higher than 10008C since CaO can only

232 H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Fig. 6. TEM images of the HAynano-zirconia coating,(a) shows a nano t-ZrO particle(approx. 85 nm in diameter), (b) shows a cluster of2
nano-sized t-ZrO grains(-13 nm), and(c) SAD pattern confirms the nano-sized zirconia grains with tetragonal structure fromw010x zone.2
Fig. 7. DSC heating curves of the powders and as-sprayed coatingswith comparison to pure crystalline HA powders.
be released from HA transformation beyond that point.Unfortunately, the present DSC system used is notsensitive enough to reveal pertinent information on thisreaction.
Concerning the influence of heating ratew33x andheating circumstance(e.g. humidity, etc.w34x) on therecrystallization temperature of the ACP together withprevious investigation on pure HA coatingw35x, thecoatings were heat treated at 750 and 6008C forcomparison. The samples were heated in an annealingfurnace with a heating rate of 158Cymin, held for 30min, and then slowly cooled to room temperature in thefurnace. The heating and cooling was performed in air.The effect of post-spray heat treatment on the phasecomposition of the coatings was already shown in Fig.2c,d. It is noted that post-spray annealing at 6008C didnot cause any changes in the phase composition, espe-cially in terms of crystallinity, while the 7508C treat-ment achieves full crystallization. Moreover, compared

233H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
Fig. 8. Young’s moduli of the HAynano-zirconia coatings determinedby nano-indentation test on the coating cross-sections showing theinfluence of heat treatment and different locations.
Fig. 9. TEM image of the HAynano-zirconia coating showing a crackpenetrating through a HA grain rather than along grain boundaries.The crack was formed during thin-foil preparation. The arrow refersto the grain-penetrating crack.
to the as-sprayed coating, the heat treatment induced nosupplementary reaction between HA and zirconia, indi-cated by the essentially unchanged t-ZrO content.2
Likewise, the unchanged content ofa-TCP induced bythe recrystallization treatment within the coatings cor-responds to previous findings that the transformation ofACP to HA did not significantly influence thea-TCPcontentw35x.
The effect of the post-spray treatment on Young’smodulus (E) of the coatings is shown in Fig. 8. Asdepicted in the figure, zones A, B, and C correspond tothe locations near the coatingysubstrate interface,approximate mid-layer of the coating, and the top layerof the coating. The coatings can reach anE value of130 GPa, and the results indicate the significant influ-ence of coating structure on coating property. Differentareas within the as-sprayed coating exhibit significantlydifferent E values (P-0.05 according to paired Stu-dent’s t-distribution analysisw36x). It has been pointedout, and is reasonable that the coatings near to coatingysubstrate interface should contain more ACP and otherphases transformed from HA owing to faster coolingrate than those far from the interfacew37x. The dimin-ished difference inE values exhibited by heat treatedcoating (600 8C, 30 min) together with unchangedphase composition illustrated in Table 1 suggests possi-ble influence of residual stresses within the coating,which were found generally to be tensile in naturew38,39x. The low Young’s modulus exhibited by theupper layer of the as-sprayed coating compared to thatof the middle layer also indicates the possible influenceof residual stresses on local Young’s modulus. It isbelieved that the residual stress could play an identifiedrole in influencingE value through, as reportedw38,40x,influencing microcracking within the coating. Combin-
ing with the available coating residual stress analysisw39x, which shows a decreased trend of the tensilestresses from the layer far from interface to that closeto the interface, the present study suggests that tensilestress could be detrimental towards attaining a highYoung’s modulus value. Together with the comparativeresults revealed from the heat-treated coating, theincreasedE values confirm that the ACP should be oflower E value than crystalline HA. The uniqueE valueswithin the crystallized coatings imply the exterminationof both the residual stress, which is obviously achievedthrough the prolonged high temperature annealing, anddifference in phase composition. Furthermore, recrystal-lization treatment eliminates the influence of hardeningeffect on the coating induced by rapid cooling duringcoating formation. However, the unique result alsoclaims the aforementioned assumption, that is, the dif-ference in phases, and residual stresses both influencethe E values. Furthermore, remarkable HA grain growthinduced by recrystallization heat-treatment was alsorevealed through the TEM observation(increased fromapprox.;80 mm to ;170 mm). The changes in grainsize could also contribute to the altered mechanicalperformances of the bulk coatings.
According to Sihw41x, once a crack is initiated thefracture path within a material sample follows thetrajectory of points of minimum strain energy densityremarkably well. TEM observation on the compositecoating(Fig. 9) shows that the crack penetrates throughHA grains rather than propagating along grain interfaces.It is known that calcium phosphates are brittle, andaddition of zirconia improves the ductility at HAyzirconia interface, which could be beneficial towards animproved crack-inhibiting capability. Among the struc-
234 H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
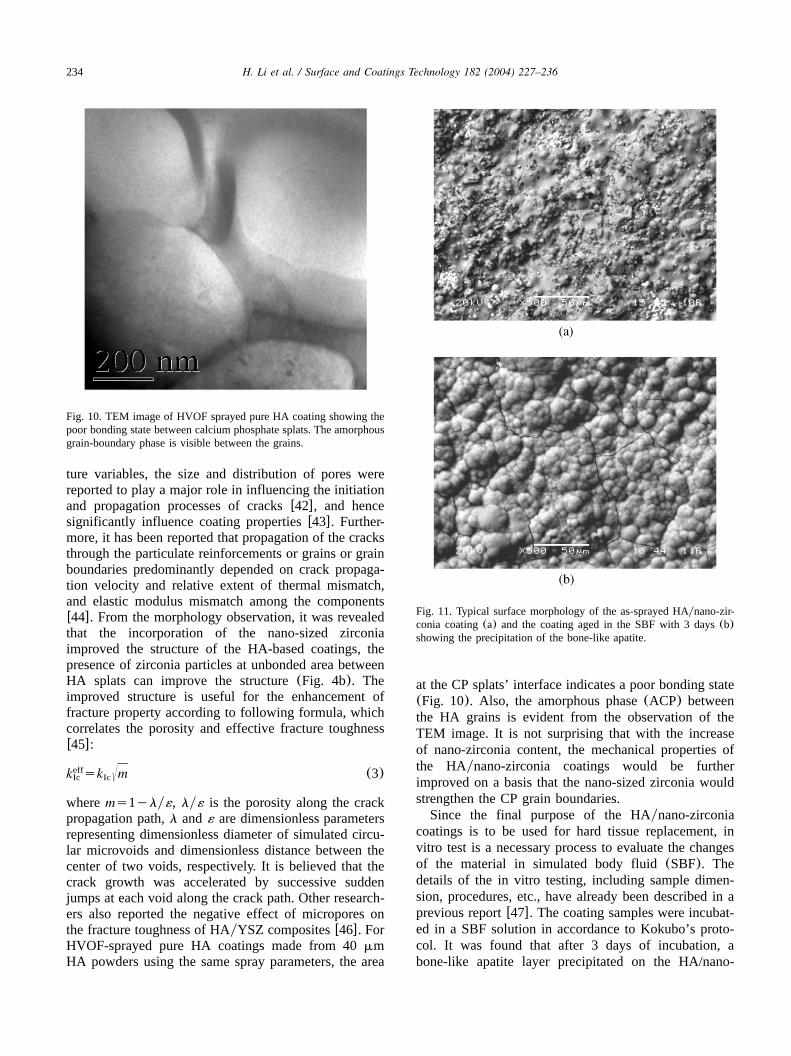
Fig. 10. TEM image of HVOF sprayed pure HA coating showing thepoor bonding state between calcium phosphate splats. The amorphousgrain-boundary phase is visible between the grains.
Fig. 11. Typical surface morphology of the as-sprayed HAynano-zir-conia coating(a) and the coating aged in the SBF with 3 days(b)showing the precipitation of the bone-like apatite.
ture variables, the size and distribution of pores werereported to play a major role in influencing the initiationand propagation processes of cracksw42x, and hencesignificantly influence coating propertiesw43x. Further-more, it has been reported that propagation of the cracksthrough the particulate reinforcements or grains or grainboundaries predominantly depended on crack propaga-tion velocity and relative extent of thermal mismatch,and elastic modulus mismatch among the componentsw44x. From the morphology observation, it was revealedthat the incorporation of the nano-sized zirconiaimproved the structure of the HA-based coatings, thepresence of zirconia particles at unbonded area betweenHA splats can improve the structure(Fig. 4b). Theimproved structure is useful for the enhancement offracture property according to following formula, whichcorrelates the porosity and effective fracture toughnessw45x:
eff yk sk m (3)Ic Ic
wherems1yly´, ly´ is the porosity along the crackpropagation path,l and´ are dimensionless parametersrepresenting dimensionless diameter of simulated circu-lar microvoids and dimensionless distance between thecenter of two voids, respectively. It is believed that thecrack growth was accelerated by successive suddenjumps at each void along the crack path. Other research-ers also reported the negative effect of micropores onthe fracture toughness of HAyYSZ compositesw46x. ForHVOF-sprayed pure HA coatings made from 40mmHA powders using the same spray parameters, the area
at the CP splats’ interface indicates a poor bonding state(Fig. 10). Also, the amorphous phase(ACP) betweenthe HA grains is evident from the observation of theTEM image. It is not surprising that with the increaseof nano-zirconia content, the mechanical properties ofthe HAynano-zirconia coatings would be furtherimproved on a basis that the nano-sized zirconia wouldstrengthen the CP grain boundaries.
Since the final purpose of the HAynano-zirconiacoatings is to be used for hard tissue replacement, invitro test is a necessary process to evaluate the changesof the material in simulated body fluid(SBF). Thedetails of the in vitro testing, including sample dimen-sion, procedures, etc., have already been described in aprevious reportw47x. The coating samples were incubat-ed in a SBF solution in accordance to Kokubo’s proto-col. It was found that after 3 days of incubation, abone-like apatite layer precipitated on the HA/nano-

235H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
zirconia coating surface(Fig. 11), which suggests sat-isfactory bioactivity of the coatings.
4. Conclusions
Novel nanostructured HAynano-zirconia coatingswere successfully deposited by HVOF spray using RFplasma synthesized powders as feedstock. Subsequentcharacterization of the coatings revealed no obviousphase changes from the primary powder’s phase com-position. The uniformly dispersed nano-sized zirconiaparticles in the HA-based coatings did not coarsendrastically following the HVOF spray deposition. Lim-ited reaction between HA and zirconia was found in thecoating, which is mainly due to thermal decompositionof HA in the HVOF flame. Heat treatment of the HAynano-zirconia coating at 7508C and 30 min improvedthe homogeneity of the coatings through equalizing thephase compositions and achieved uniform Young’s mod-ulus throughout the nanostructured coating. The Young’smodulus of the coating was found to attained a maxi-mum value of;130 GPa. The present study suggeststhat RF plasma processing is a valuable tool for nano-structured powder preparation, and, commensurate withHVOF spray of nano-structured coating.
Acknowledgments
Financial support by Agency for Science, Technologyand Research(A*STAR), Singapore in the form of aresearch grant Project No.: 034 101 012 isacknowledged.
References
w1x W.J. Chang, B.C. Wang, C.Y. Yang, J. Mater. Sci. Mater. Med.8 (1997) 193.
w2x L. Fu, K.A. Khor, J.P. Lim, J. Am. Ceram. Soc. 85(2002)800.
w3x H. Kurzweg, R.B. Heimann, T. Troczynski, W.L. Wayman,Biomaterials 19(1998) 1507.
w4x E. Chang, W.J. Chang, B.C. Wang, C.Y. Yang, J. Mater. Sci.Mater. Med. 8(1997) 201.
w5x C.H. Lee, H.K. Kim, H.S. Choi, H.S. Ahn, Surf. Coat. Technol.124 (2000) 1.
w6x Y.C. Zhu, K. Yukimura, C.X. Ding, P.Y. Zhang, Thin SolidFilms 388(2001) 277.
w7x C.C. Berndt,(Ed.), Thermal spray processing of nanoscalematerials II – extended abstracts, J. Therm. Spray Technol. 10(2001) p. 147.
w8x M. Wang, R. Joseph, W. Bonfield, Biomaterials 19(1998)2357.
w9x S.K. Kim, H.J. Yoo, Surf. Coat. Technol. 109(1998) 564.w10x S. Ranganath, J. Mater. Sci. 32(1997) 1.w11x T.J. Webster, R.W. Siegel, R. Bizios, Biomaterials 20(1999)
1221.w12x R.S. Lima, A. Kucuk, C.C. Berndt, Mater. Sci. Eng. A313
(2001) 75.
w13x M.R. Towler, I.R. Gibson, S.M. Best, J. Mater. Sci. Lett. 19(2000) 2209.
w14x R. Kumar, P. Cheang, K.A. Khor, J. Mater. Process. Technol.113 (2001) 456.
w15x R.A. Young, The Rietveld Method, Int. Union of Crystallog-raphy, Oxford University Press, New York, 1993.
w16x H. Li, K.A. Khor, P. Cheang, Mater. Sci. Eng. A293(2000)71.
w17x C. Liao, F. Lin, K. Chen, J. Sun, Biomaterials 20(1999) 1807.w18x P.E. Wang, T.K. Chaki, J. Mater. Sci. Mater. Med. 4(1993)
150.w19x J. Zhou, X. Zhang, J. Chen, S. Zeng, K. de Groot, J. Mater.
Sci. Mater. Med. 4(1993) 83.w20x R. McPherson, N. Gane, T.J. Bastow, J. Mater. Sci. Mater.
Med. 6 (1995) 327.w21x D.M. Liu, H.M. Chou, J.D. Wu, J. Mater. Sci. Mater. Med. 5
(1994) 147.w22x M. Ruhle, A.H. Heuer, Phase transformations in ZrO -contain-2
ing ceramics: II, the martensitic reaction, advances in ceramics,in: N. Claussen, M. Ruhle, A. Heuer(Eds.), Science andTechnology of Zirconia, 12, The American Ceramic Society,Inc, Ohio, USA, 1984, pp. 14–32.
w23x C.A. Andersson, T.K. Gupta, Phase stability and transformationtoughening in zirconia, advances in ceramics, in: A.H. Heuer,L.W. Hobbs (Eds.), Science and Technology of Zirconia, 3,The American Ceramic Society, Inc, Ohio, USA, 2001, pp.184–201.
w24x T. Chraska, A.H. King, Thin Solid Films 397(2001) 30.w25x R.W. Trice, Y.J. Su, K.T. Faber, H. Wang, W. Porter, Mater.
Sci. Eng. A272(1999) 284.w26x V.S. Stubican, Phase equilibria and metastabilities in the
systems ZrO –MgO, ZrO –CaO, and ZrO –Y O , advances in2 2 2 2 3
ceramics, in: S. Somiya, N. Yamamoto, H. Hanagida(Eds.),Science and Technology of Zirconia III, 24A, The AmericanCeramic Society, Inc, Ohio, USA, 1998, pp. 71–82.
w27x R.R. Rao, T.S. Kannan, Mater. Sci. Eng. C20(2002) 187.w28x H. Li, K.A. Khor, P. Cheang, Biomaterials 24(2003) 949.w29x B.Y. Chou, E. Chang, S.Y. Yao, J.M. Chen, J. Am. Ceram.
Soc. 85(2002) 661.w30x H. Aoki, Medical Applications of Hydroxyapatite, Ishiyaku
EuroAmerica, Inc, Tokyo, St. Louis, 1994.w31x J. Zhou, X. Zhang, J. Chen, S. Zeng, K. de Groot, J. Mater.
Sci. Mater. Med. 4(1993) 83.w32x M. Ogiso, Y. Yamashita, T. Matsumoto, J. Biomed. Mater. Res.
41 (1998) 296.w33x C.F. Feng, K.A. Khor, S.W.K. Kweh, P. Cheang, Mater. Lett.
46 (2000) 229.w34x K.A. Gross, V. Gross, C.C. Berndt, J. Am. Ceram. Soc. 81
(1998) 106.w35x H. Li, K.A. Khor, P. Cheang, Biomaterials 23(2002) 2015.w36x A.J. Hayter, Probability and Statistics, PWS Publishing Com-
pany, USA, 1996.w37x K.A. Gross, C.C. Berndt, J. Biomed. Mater. Res. 39(1998)
580.w38x Y.C. Tsui, C. Doyle, T.W. Clyne, Biomaterials 19(1998) 2015.w39x Y. Han, J. Nan, K. Xu, J. Lu, J. Mater. Sci. Lett. 18(1999)
1087.w40x V. Sergo, O. Sbaizero, D.R. Clarke, Biomaterials 18(1997)
477.w41x G.C. Sih, Mechanics of Fracture Initiation and Propagation,
Kluwer Academic Publishers, USA, 1991.

236 H. Li et al. / Surface and Coatings Technology 182 (2004) 227–236
w42x S. Ishihara, A.J. Mcevily, T. Goshima, K. Kanekasu, T. Nara,J. Mater. Sci. Mater. Med. 11(2000) 661.
w43x I. Sevostianov, M. Kachanov, Mater. Sci. Eng. A297(2001)235.
w44x P. Bhargava, B.R. Patterson, J. Am. Ceram. Soc. 80(1997)1863.
w45x D. Leguillon, Influence of micro-voids on toughness of inter-faces, in:(Ed.), Damage and Failure of Interface, Balkema,Rotterdam, 1997, pp. 113–120.
w46x Y. Yamada, R. Watanabe, Scr. Mater. 34(1996) 387.w47x K.A. Khor, H. Li, P. Cheang, S.Y. Boey, Biomaterials 24
(2003) 723.