clase 5-asme ix -parte 2 -2014 simplificada
DESCRIPTION
aaaTRANSCRIPT

2013 ASME Boiler & Pressure Vessel Code
SECCION IX (QW : Welding Qualifications)
Aníbal Rozas G.
DIPLOMATURA DE ESPECIALIZACIÓN INGENIERÍA DE PIPING
1
© P
ontif
icia
Uni
vers
idad
Cat
ólic
a de
l Per
ú

CODIGO ASME IX
• Artículo 1 : Requerimientos Generales de soldadura.
• Artículo 2 : Calificación de procedimientos de soldadura.
• Artículo 3 : Calificación de soldadores. • Artículo 4 : Información de soldadura. • Artículo 5 : Procedimientos de soldadura
estándar (SWPSs).
Artículo II : Calificación de procedimientos de soldadura.
QW 200 General QW 210 Preparación de cupones de ensayo QW 250 Variables de soldadura QW 290 Soldadura de revenido

QW 200.1 General a) WPS, para directivas al soldador y soportados
por un PQR. b) Contenido, variables (desde QW 250 hasta QW
280 y definidos en el art IV) c) Cambios en el WPS (en los diferentes tipos de
variables). d) Formatos (en apéndice B, QW 482, para SMAW,
SAW, GMAW y GTAW), no es muy apropiado para otros procesos o combinados.

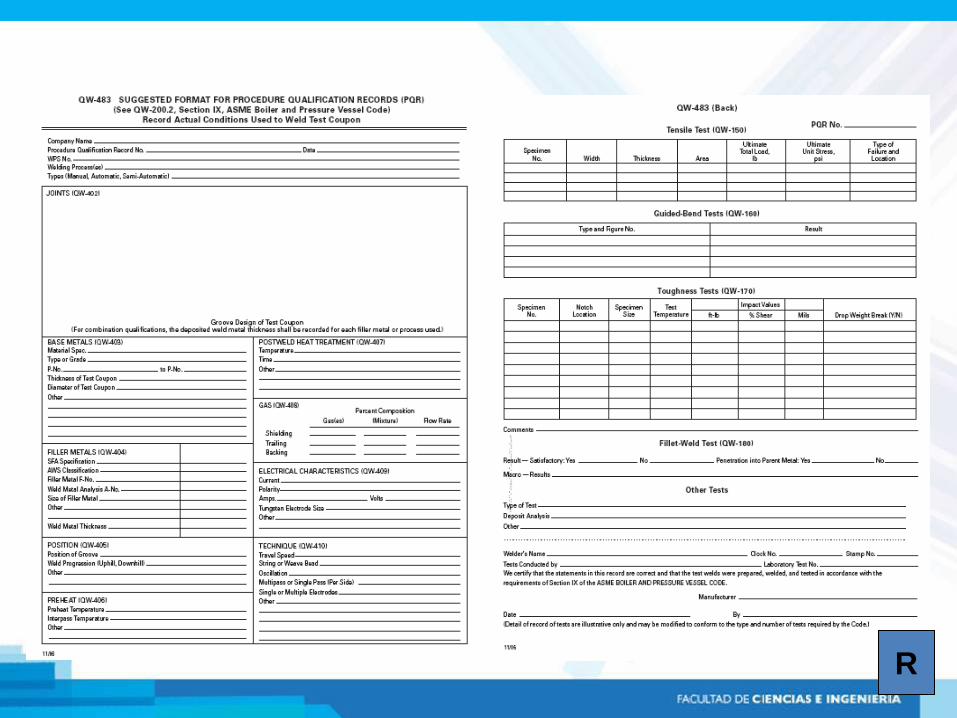
QW 200.2 General
a) PQR, registro durante la soldadura, resultados. b) Contenido, variables (desde QW 250 hasta QW 280 y
definidos en el art IV), en combinación de procesos los espesores aprox son registrados, no se subcontrata la responsabilidad.
c) Cambios en el PQR (en general no son permitidos). d) Formatos (en apend B, QW 483) e) A la mano para el inspector, no necesita estar disponible al
soldador. f) Múltiples WPSs con un PQR o viceversa

QW 200.3 General
a) Para reducir el No de WPS, se designan P-number en función de:
a) Composición b) Soldabilidad c) Propiedades mecánicas.
b) Group Numbers son asignados adicionalmente donde tenacidad a la muesca es requerida.
c) Criterios de aceptación son establecidos en otras secciones del código
d) Nota: Hasta la edición del 2007 (adenda 2009) existian los S-Number que eran asignados similares a los P-Number pero para ASME B31
QW 200.4 General
a) Combinación de procedimientos de soldadura a) Pueden usarse diferentes procedimientos y QW 451
debe ser usado para determinar el rango de espesores.
b) PQRs registrados para un cupón de al menos ½” puede ser usado para la raíz y combinarlo con otro (respetando los 2t, ver QW-200.4(b)

QW 200.1 Responsabilidades del constructor o contratista
a) Debe calificar un WPS y registrarlo en el PQR b) Los soldadores que realizan el cupón deben estar
bajo supervisión total c) Ninguna otra organización hará tal supervisión d) Es permisible encargar preparación de cupones,
probetas, END, ensayos mecánicos siempre que el constructor o contratista asuma la responsabilidad de dichos trabajos.

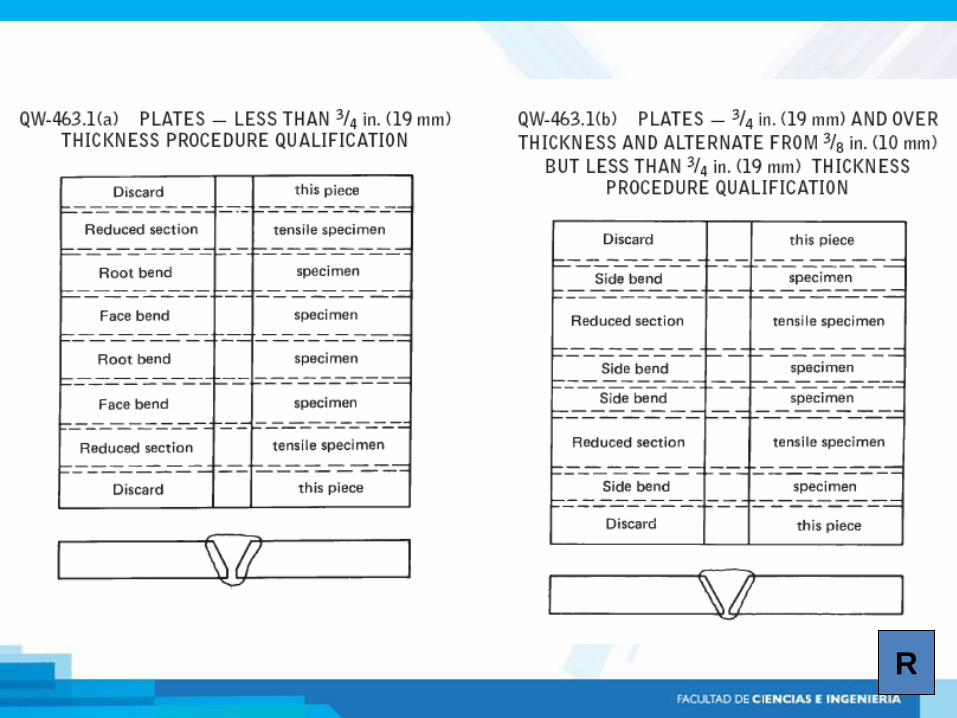
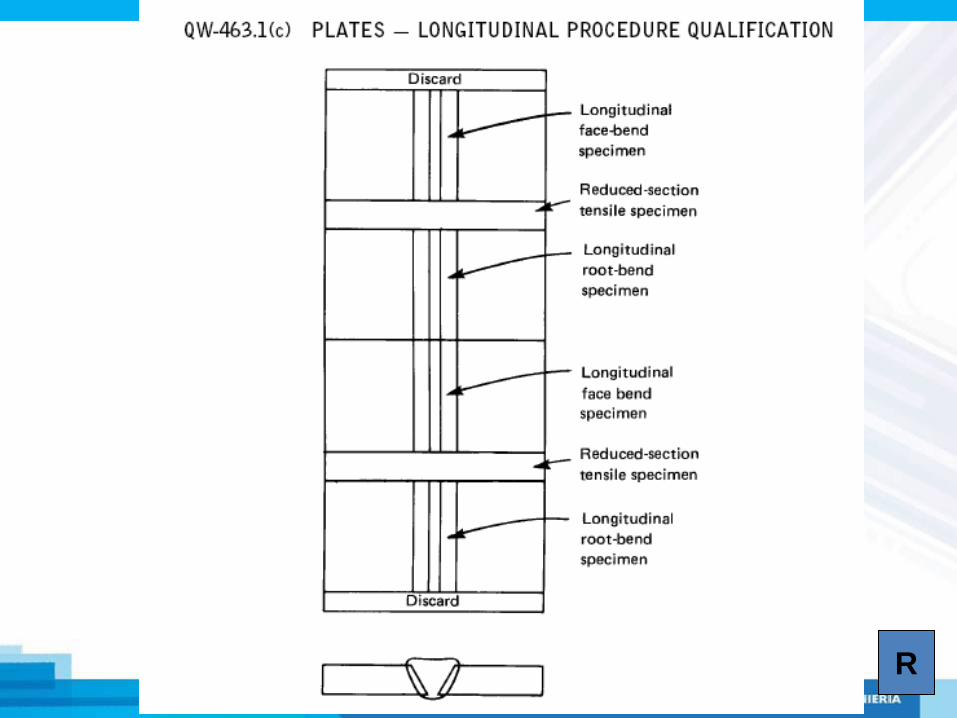
QW 202 Tipos de ensayos requeridos
• El tipo y número de ensayos mecánicos requeridos son dados en QW-451 (Groove).
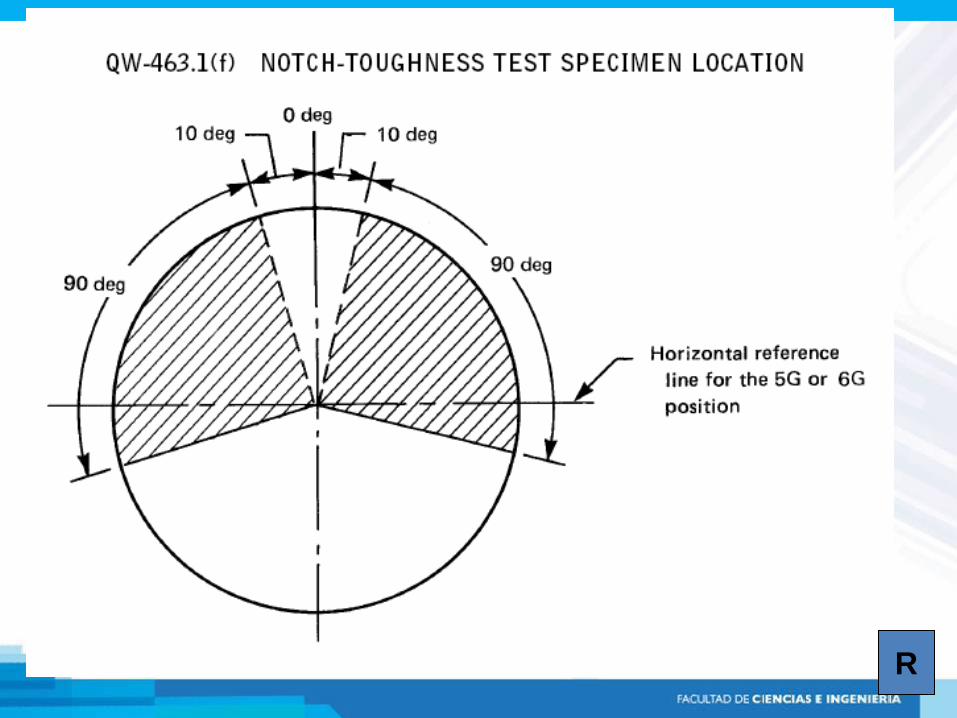
• Deben ser extraídos según QW-463. • Si alguna probeta falla en cumplir los criterios de aceptación
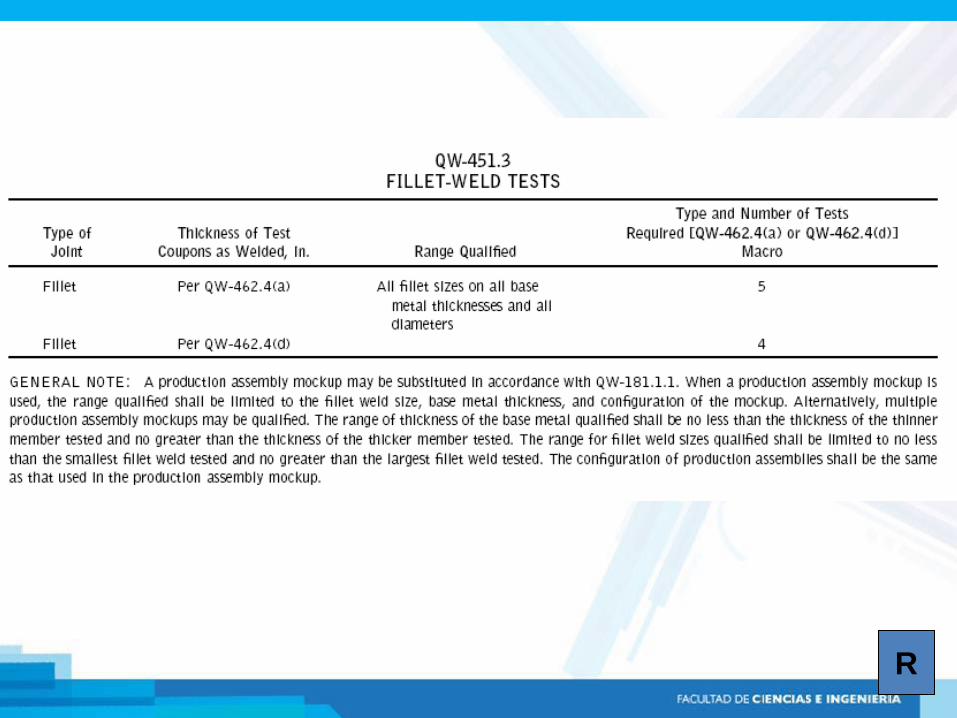
el cupón deberá considerarse fallido. • Para filetes de soldadura los requerimientos son dados en
QW 202.2( c). • Para soldadura de stud, requerimientos en QW 202.5

QW 202 Tipos de ensayos requeridos
• Cuando la falla no se debe a los parámetros de soldadura podemos hacer otro cupón con idénticos parámetros ó
• Como alternativa, si existe aún material del cupón original, otra probeta lo mas cercana posible a la original puede reemplazar la probeta fallida.

QW 202.2 Soldadura de canal y filete
a) Calificación para canal (full penetración), (escoger los parámetros según lo usado en producción ya que el WPS sólo será válido en el rango de la variables esenciales).
b) Calificación para canal (penetración parcial), excepto que no hay límite para espesores de 1½” o mas.
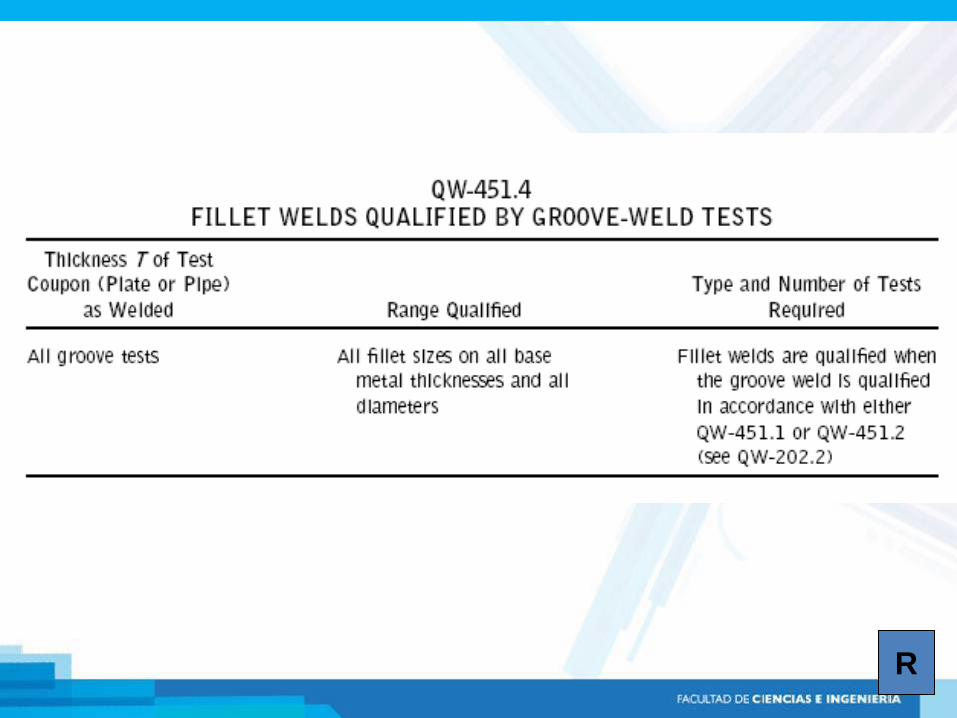
c) Calificación de filetes soldados, pueden ser calificados por canal (a) o (b), calificando para todos los espesores (QW 451.4).Filetes no presurizados pueden alternativamente calificarse como QW 180 (con límites de calificación según QW 451.3)
QW 203 Límite de Posiciones calificadas para procedimientos
• A menos que se especifique otra cosa en las variables de soldadura (QW-250), una calificación en cualquier posición califica los procedimientos para todas las posiciones.
• Los procesos y electrodos, deben ser adecuados
• Un soldador esta calificado en la posición ensayada en el WPS. R

QW 210 Preparación del cupón de ensayo
• QW 211 Metal base, los metales consisten en tubería, plancha u otros productos, calificación en plancha también califica a tubería y viceversa. Las dimensiones del cupón de ensayo deben alcanzar para las probetas.
• QW 212 Tipo y dimensiones de las soldaduras de canal, no son variables esenciales (a menos que QW 250 diga lo contrario)
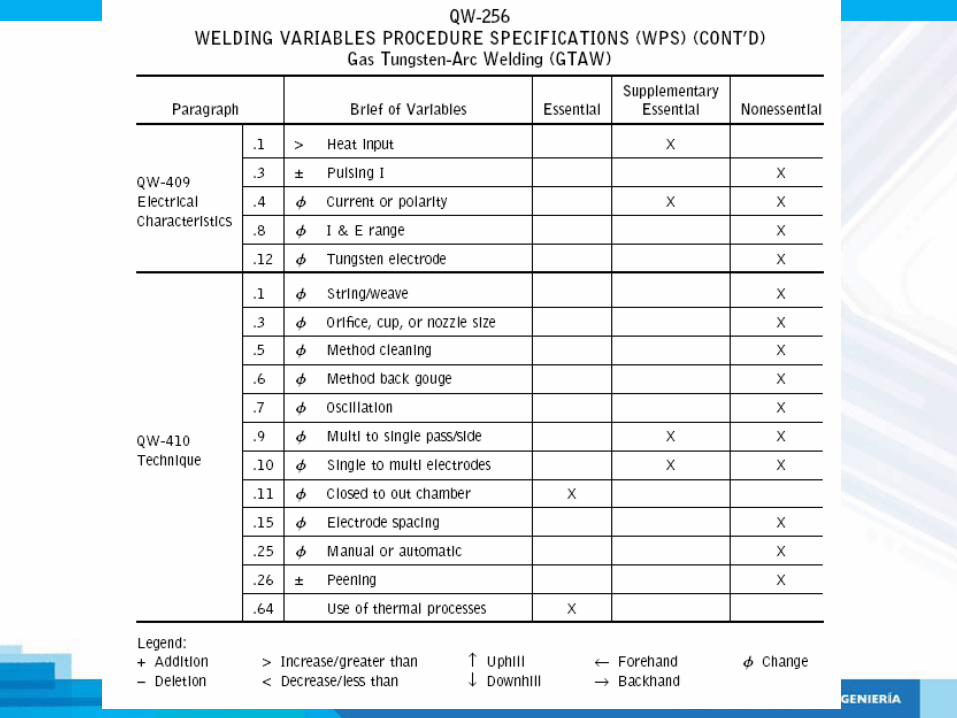
QW 250 Variables de soldadura
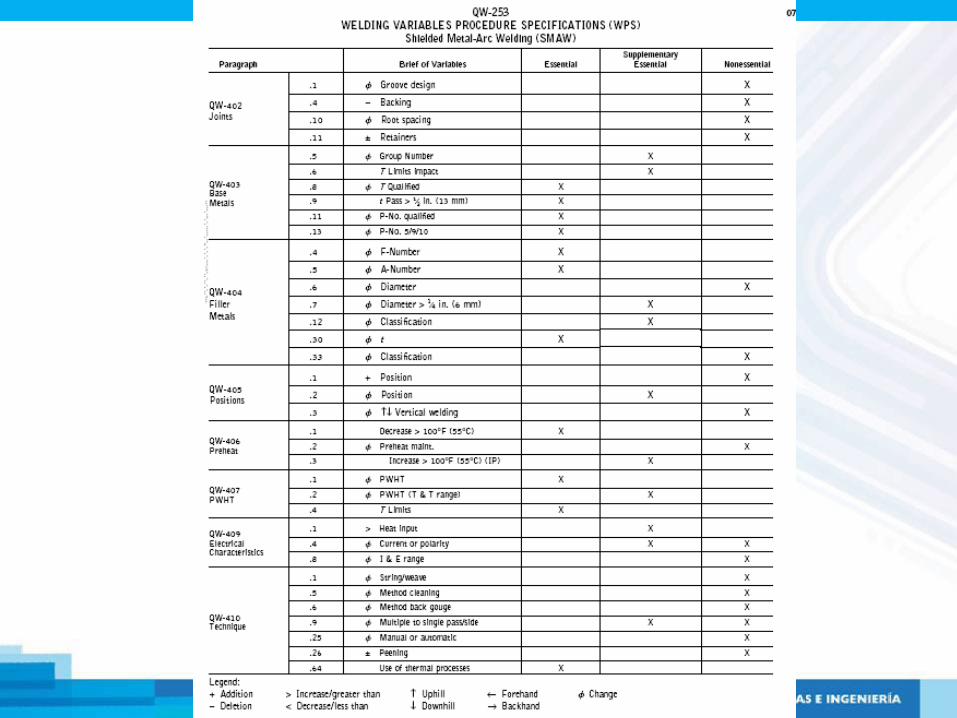
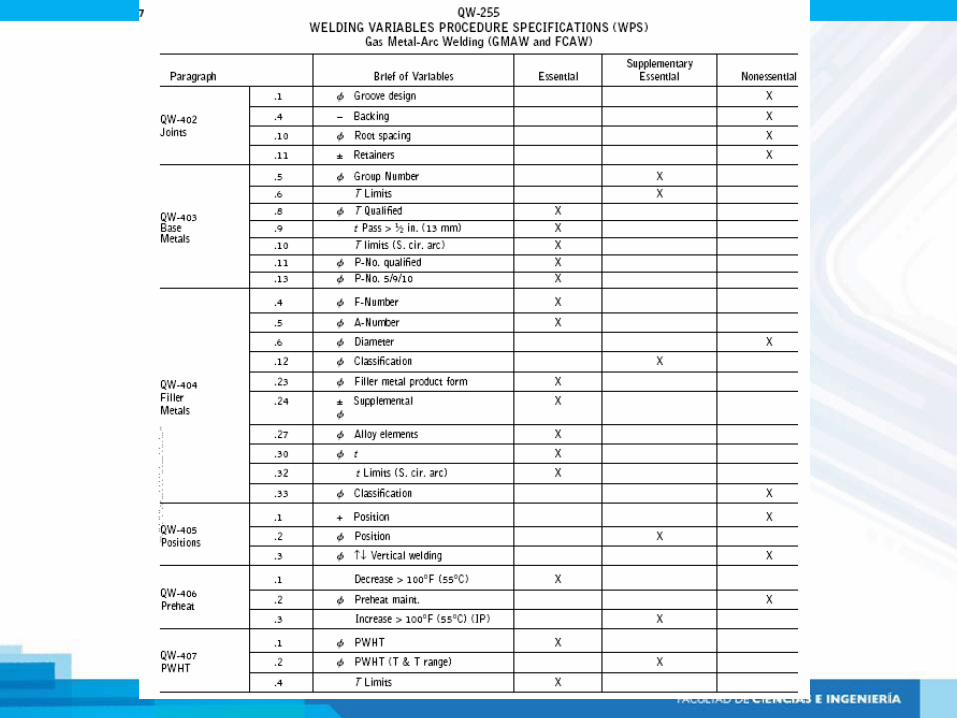
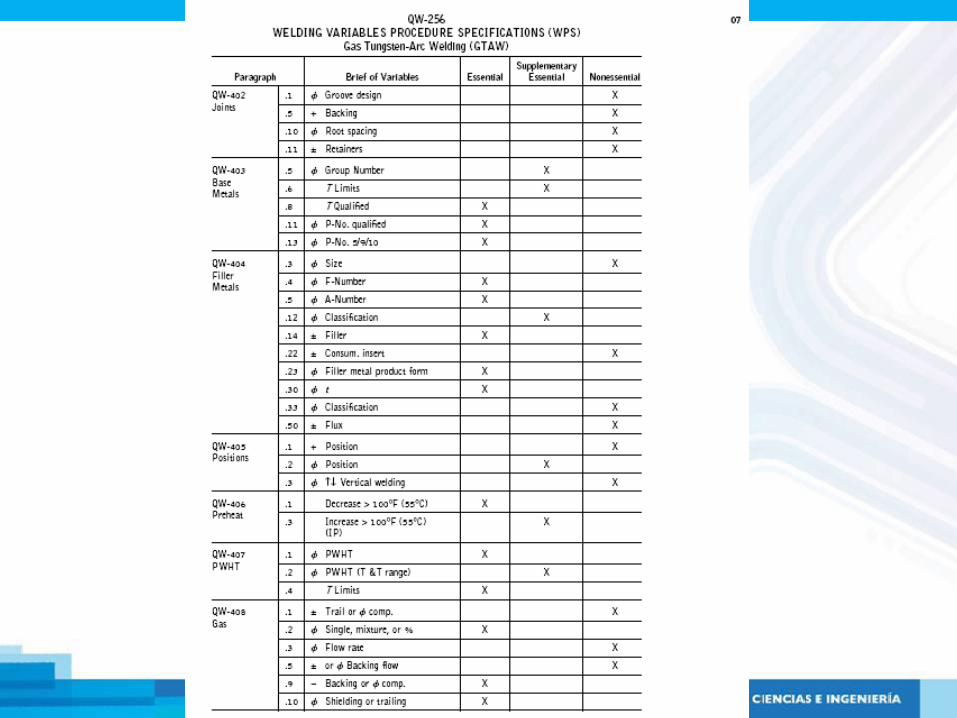
• Un sumario de variables son dadas en las tablas de QW 252 a QW 265, las variables completas en el artículo IV. – Variables esenciales – Variables esenciales suplementarias – Variables no esenciales – Procesos especiales (recubrimientos duros y
resistentes a la corrosión )

Uso correcto del código
Calificación de Procedimientos:
Usar el Artículo
2
Ir al Artículo
4
Ir al Artículo
1
OJO: Cuando y como mande el artículo 2





R
R

R

R

R

R
R
R
R
R

R
R