cnc gear hobbing machine...p/i : stmp 10-0000 dated 6th april, 2010 gho-200 cnc gear hobbing machine...
TRANSCRIPT

CNC GEAR HOBBING MACHINE
MODEL : GHO-200
2010. 4. 6
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 2
Elaborated for :
Offer No. :
CNC GEAR HOBBING
MACHINE
MODEL : GHO-200

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 3
List of Contents
1. APPLICATION ---------------------------------------------------------- 4
2. BASIC TECHNICAL APPLICATION --------------------------------------- 5
3. TECHNICAL DESCRIPTION OF MAJOR UNIT OF MACHINE TOOL ------ 6
3.1 HOB HEAD UNIT
3.2 TAIL STOCK UNIT
3.3 TABLE UNIT
3.4 BED UNIT
3.5 COLUMN UNIT
3.6 LUBRICATION SYSTEM
3.7 HYDRAULIC SYSTEM
3.8 HOBBING JIG
3.9 CENTERING UNIT
3.10 INTERACTIVE PROGRAMMING ENVIRONMENT
3.11 CNC CONTROL SYSTEM
4. MACHINE TOOL EXECUTION -------------------------------------------- 11
5. STANDARD EQUIPMENT ------------------------------------------------- 13
6. OPTIONAL EQUIPMENT -------------------------------------------------- 14
7. WARRANTY --------------------------------------------------------------- 17
8. TRAINING ----------------------------------------------------------------- 18
9. RELATED DOCUMENTATION TO PURCHASE ORDER -------------------- 18

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 4
1. Application
The GHO-200 CNC Gear Hobbing
Machine is designed to perform
high speed, precision hobbing for
automotive gear parts.
The following operations according
to a technological program are
able to be done on the machine
tool :
- Spur gear
- Helical gear
- Small Cone gear
- Crown gear
- Sprocket
The machine tool is provided with the following CNC axes :
X-axis : column travel, Y-axis : Hob shift
Z-axis : hob head A-axis: Hob head swivel C-axis: Table rotation
The below figure presents the CNC axes and the directions of its motions.

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 5
2. Basic Technical Specifications
GHO-200
2.1 TYPE - Ver. CNC GEAR HOBBING M/C
2.2 Max. work-piece diameter mm/kg Ø 200
2.3 Max. module - M4.5
2.4 Table diameter mm Ø 240
2.5 Z-axis travel(AXIAL) mm 350
2.6 X-axis travel(RADIAL) mm 200
2.7 Hob swivel angle deg MAX±45
2.8 Hob arbor taper - NT NO.40
2.9 Max. hob diameter/length mm Ø 180/190
2.10 HOB shift travel mm 170
2.11 Max. hob speed rpm 1500
2.12 Max. table speed rpm 230
2.13 TAIL STOCK stroke mm 380-780
2.14 Z-axis rapid feed rate m/min 12
2.15 X-axis rapid feed rate m/min 12
2.16 Y-axis rapid feed rate(hob shift) mm/sec 4.2
2.17 Travel distance from table surface to hob
center(Z-axis) mm 200-550
2.18 Travel distance from table center to hob
center(X-axis) mm 15-215
2.19 MOTOR
B-axis(Hob spindle) kW AC12/16
A-axis(hob head swivel) Nm 6/10:1
Z-axis Nm 27 /2:1
X-axis Nm 27
C-axis Nm 410
Y-axis(hob shift) Nm 6/10:1
Lubrication kW 0.2
Coolant kW 0.9
Hydraulic kW 3.7/2.2
2.20 Hob head fixation ton 7.6
2.21 Tail stock fixation ton 1.5
2.21 Work-piece fixation Ton 3.3ton(Ø 120 CYLINDER)
2.22 Number of Axes controlled by CNC - 5(X, Y, Z, A, C)
2.23 CNC CONTROL SYSTEM - SIEMENS 840D/FANUC 18iMB
2.24 Floor space(L×W×H) mm 2702×3360×2810
2.25 Machine weight kg 9,000
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 6
3. Technical Description of Major Unit of Machine Tool
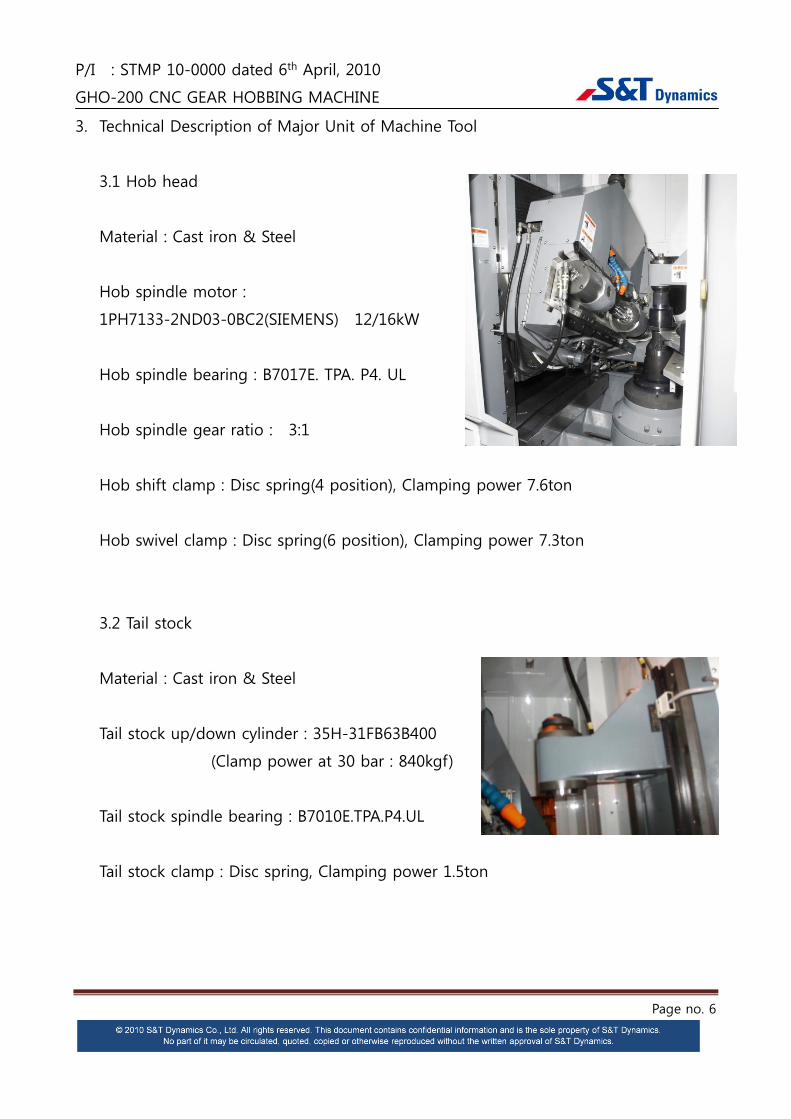
3.1 Hob head
Material : Cast iron & Steel
Hob spindle motor :
1PH7133-2ND03-0BC2(SIEMENS) 12/16kW
Hob spindle bearing : B7017E. TPA. P4. UL
Hob spindle gear ratio : 3:1
Hob shift clamp : Disc spring(4 position), Clamping power 7.6ton
Hob swivel clamp : Disc spring(6 position), Clamping power 7.3ton
3.2 Tail stock
Material : Cast iron & Steel
Tail stock up/down cylinder : 35H-31FB63B400
(Clamp power at 30 bar : 840kgf)
Tail stock spindle bearing : B7010E.TPA.P4.UL
Tail stock clamp : Disc spring, Clamping power 1.5ton
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 7
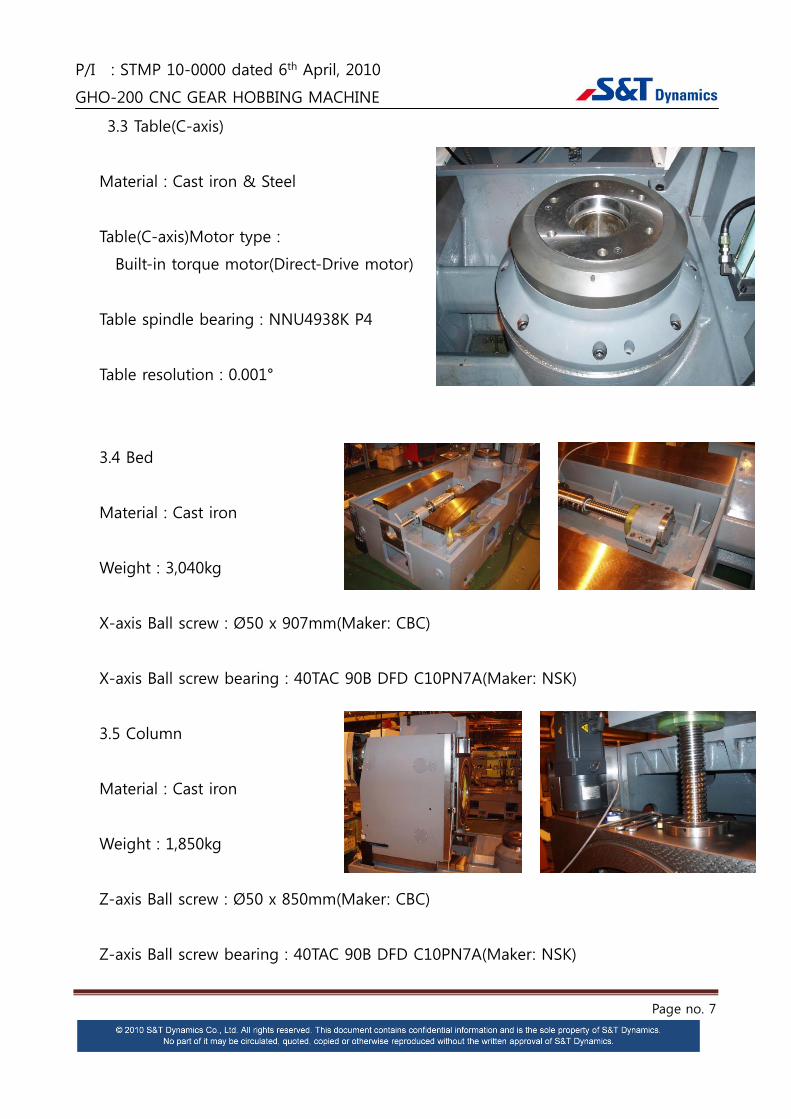
3.3 Table(C-axis)
Material : Cast iron & Steel
Table(C-axis)Motor type :
Built-in torque motor(Direct-Drive motor)
Table spindle bearing : NNU4938K P4
Table resolution : 0.001°
3.4 Bed
Material : Cast iron
Weight : 3,040kg
X-axis Ball screw : Ø50 x 907mm(Maker: CBC)
X-axis Ball screw bearing : 40TAC 90B DFD C10PN7A(Maker: NSK)
3.5 Column
Material : Cast iron
Weight : 1,850kg
Z-axis Ball screw : Ø50 x 850mm(Maker: CBC)
Z-axis Ball screw bearing : 40TAC 90B DFD C10PN7A(Maker: NSK)

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 8
3.6 Lubrication System
Lubrication tank for slideway
- Maker : Hansung
- Spec : HMGP303S-01-T12-F/P-F220
Lubrication tank for spindle gear box
- Maker : Hansung
- Spec : HMTP-3M-200-13MAVB(400x500x250)
3.7 Hydraulic System
Main Pump
- Maker : NACHI
- Spec : PVS-1B-22NS
Sub Pump
- Maker : SHIMADZU
- Spec : YP10-2.5A2H2 -R
Sol V/V
- Maker : NACHI
- Spec : SS-G01-C5-R-C1-31(1EA), SS-G01-C6-R-C1-31(2EA), SS-G01-A3X-C1(4EA)
Hyd. Actuator
- Hob head unclamp, Hob swivel unclamp, Hob arbor unclamp, Hob arbor support
Clamp/Unclamp, Tailstock Unclamp, Tailstock up/down, Work Clamp/Unclamp
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 9
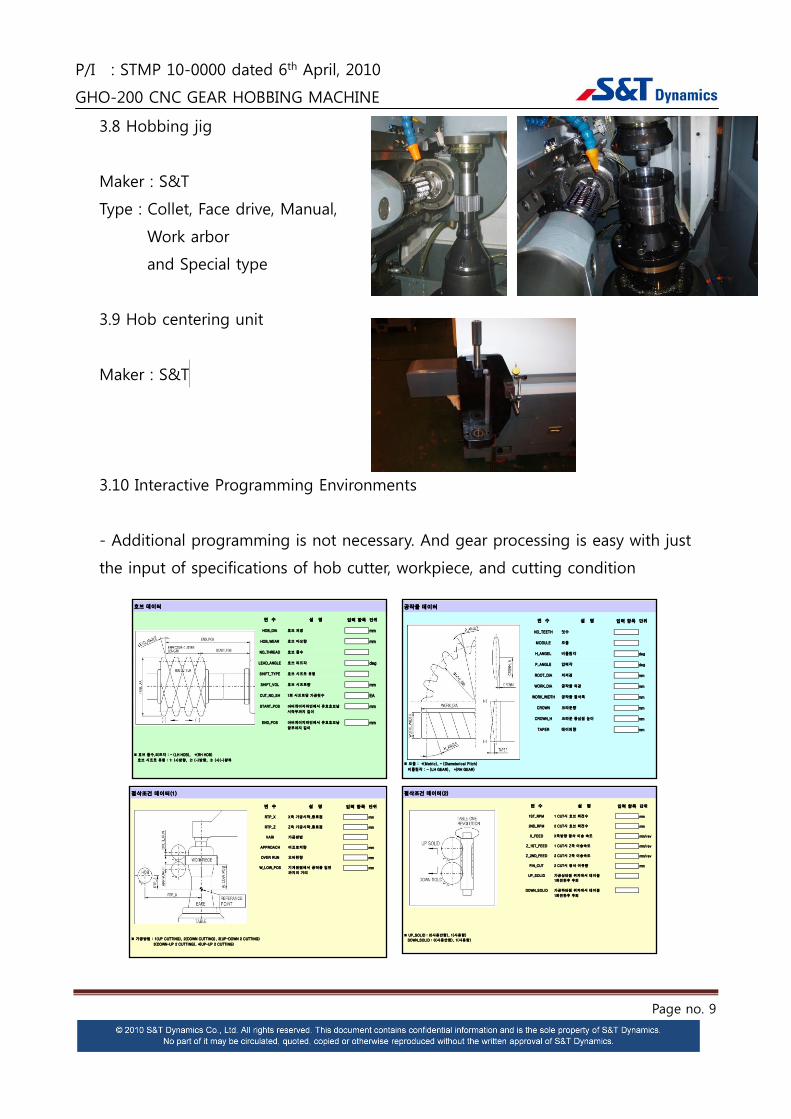
3.8 Hobbing jig
Maker : S&T
Type : Collet, Face drive, Manual,
Work arbor
and Special type
3.9 Hob centering unit
Maker : S&T
3.10 Interactive Programming Environments
- Additional programming is not necessary. And gear processing is easy with just
the input of specifications of hob cutter, workpiece, and cutting condition
절삭조건 데이터(2)
입력 항목 단위
mm
mm
mm/rev
mm/rev
mm/rev
mm
1회전한후 후퇴
※ UP_SOLID : 0(사용안함), 1(사용함)
DOWN_SOLID : 0(사용안함), 1(사용함)
변 수 설 명
1ST_RPM
2ND_RPM
X_FEED
Z_1ST_FEED
Z_2ND_FEED
FIN_CUT 2 CUT시 정삭 여유량
UP_SOLID
DOWN_SOLID
X축방향 절삭 이송 속도
1 CUT시 호브 회전수
2 CUT시 호브 회전수
1 CUT시 Z축 이송속도
2 CUT시 Z축 이송속도
가공상단점 위치에서 테이블
1회전한후 후퇴
가공하단점 위치에서 테이블
절삭조건 데이터(1)
입력 항목 단위
mm
mm
mm
mm
mm
가공방법
오버런량
X축 가공시작,종료점
Z축 가공시작,종료점
※ 가공방법 : 1(UP CUTTING), 2(DOWN CUTTING), 3(UP-DOWN 2 CUTTING)
3(DOWN-UP 2 CUTTING), 4(UP-UP 2 CUTTING)
W_LOW_POS
OVER RUN
APPROACH 어프로치량
기계원점에서 공작물 밑면
까지의 거리
VARI
RTP_X
RTP_Z
변 수 설 명
호브 데이터
입력 항목 단위
mm
mm
deg
mm
EA
mm
mm끝부까지 길이
※ 호브 줄수,리드각 : - (LH HOB), +(RH HOB)
호브 시프트 유형 : 1: (+)방향, 2: (-)방향, 3: (+)(-)왕복
아버게이지라인에서 유효호브날
시작부까지 길이
아버게이지라인에서 유효호브날
호브 줄수
호브 리드각
호브 외경
호브 마모량
SHIFT_TYPE 호브 시프트 유형
START_POS
END_POS
CUT_NO_SH
호브 시프트량
1회 시프트당 가공횟수
SHIFT_VOL
NO_THREAD
LEAD_ANGLE
HOB_DIA
HOB_WEAR
변 수 설 명
공작물 데이터
입력 항목 단위
deg
deg
mm
mm
mm
mm
mm
mm
※ 모듈 : +(Metric), - (Diameterical Pitch)
비틀림각 : - (LH GEAR), +(RH GEAR)
변 수 설 명
NO_TEETH
MODULE
H_ANGEL
P_ANGLE
치저경ROOT_DIA
WORK_DIA 공작물 외경
잇수
모듈
비틀림각
압력각
크라운 중심점 높이
테이퍼량TAPER
CROWN_H
크라운량
WORK_WIDTH 공작물 절삭폭
CROWN

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 10
3.11 CNC Control System
Controller : FANUC 18iM-B or SIEMENS 840D
Controlled axis : 6-axis
Simultaneous controlled axis : 4-axis
Display unit : 8.4” Color LCD
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 11
4. Machine Tool Execution
4.1 Electrical equipment is adapted to the following parameters
- Working voltage 3 x 220V
- Frequency 60Hz
- Control voltage AC 110V
- Climate conditions +10 ~ +35℃
NOTE:
The other parameters to be agreed. The working voltage and the frequency have to
be finally specified in the Purchase Order. The adaption of the machine tool to the
other voltage and/or frequency requires considerable modifications and results in
higher costs.
4.2 Standard paint of the machine tools is as follows:
- Fixed elements Dark Gray (8.3B 4.5/0.9)
- Movable elements Bright Gray (2.2B 7.1/0.7)
- Platform, ladders White(2.2B 8.8/0.6)
4.3 Technical acceptance of the machine tools at Manufacturer’s site will be carried
out by S&T Dynamics Quality Control Department.
4.4 The geometrical accuracies of the machine tools will be checked according to KS
standard defining the testing conditions of machine tools under no load or during
finish machining conditions.
The geometrical accuracies of machine tools will be checked in ambient
temperature of 20℃±1℃. Temperature fluctuation before 12 hours and during
entire course of tests will not exceed 1℃. All thermal influences on tested machine
tools from one side or draughts will be eliminated. Maximum gradient of changes
in air temperature is 1℃ at change in attitude by 5m. The machine tool will be
installed on foundation separated from thermal influences, vibrations or shocks

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 12
from external sources.
4.5 Positioning accuracies of assembly units of the machine tools will be tested in
identical environmental conditions as those of the geometrical accuracies.
4.6 Preliminary acceptance of machine tools at Manufacturer’s will be carried out
using both work piece and tools under the conditions complying with KS standard.
4.7 Final acceptance of the machine tool will be carried out at Purchaser and will
include the following:
- The geometry check of machine tools
- Test of machining accuracies using test work piece.
Optionally, the acceptance tests may include machining of a Purchaser ’s regular
work piece. Purchaser is to supply work piece, tools and fixtures and machining
software.
Optionally, the machining software can be elaborated during at site training as a
result of co-operation between the Purchaser’s and Contractor’s programming
engineers.
4.8 Machine tools will be executed according to the Korean standards of industrial
safety regulations and a CE declaration will be provided.
4.9 S&T Dynamics has been awarded with the following certificates:
- Quality System Certificate issued by Korean Foundation for Quality conforming
accordance with KSA 9001:2001 ISO 9001:2000 standard.
- Environmental Management System certificate issued by Korean Foundation for
Quality conforming according with KS A ISO 14001:2004 ISO 14001:2004 standard.
4.10 The Manufacturer reserves a right to introduce any of changes in the design of
machine tools and the offer conditions resulted from the Purchaser’s additional
requirements.
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 13
5. Standard Equipment
No. Description of Equipment Price in USD
5.1 Main body
5.2 Full splash guard
5.3 Hob arbor set(Ø25.4)
5.4 Leveling bolt & Base plate
5.5 Standard tool kit
5.6 Work light
5.7 Oil cooler
5.8 Hob centering unit
5.9 M.Q,.L unit
5.10 Base jig(Collet type)
5.13 SIEMENS 840D
5.14 Operation and Maintenance Manual
5.15 CNC system operating and programming documentation
Total
Assembly, Installation, Commissioning, Training, Tests and Acceptance at
Purchaser’s site
Note : costs of accommodation and travels of Manufacturer ’s Installation Team is not included
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 14
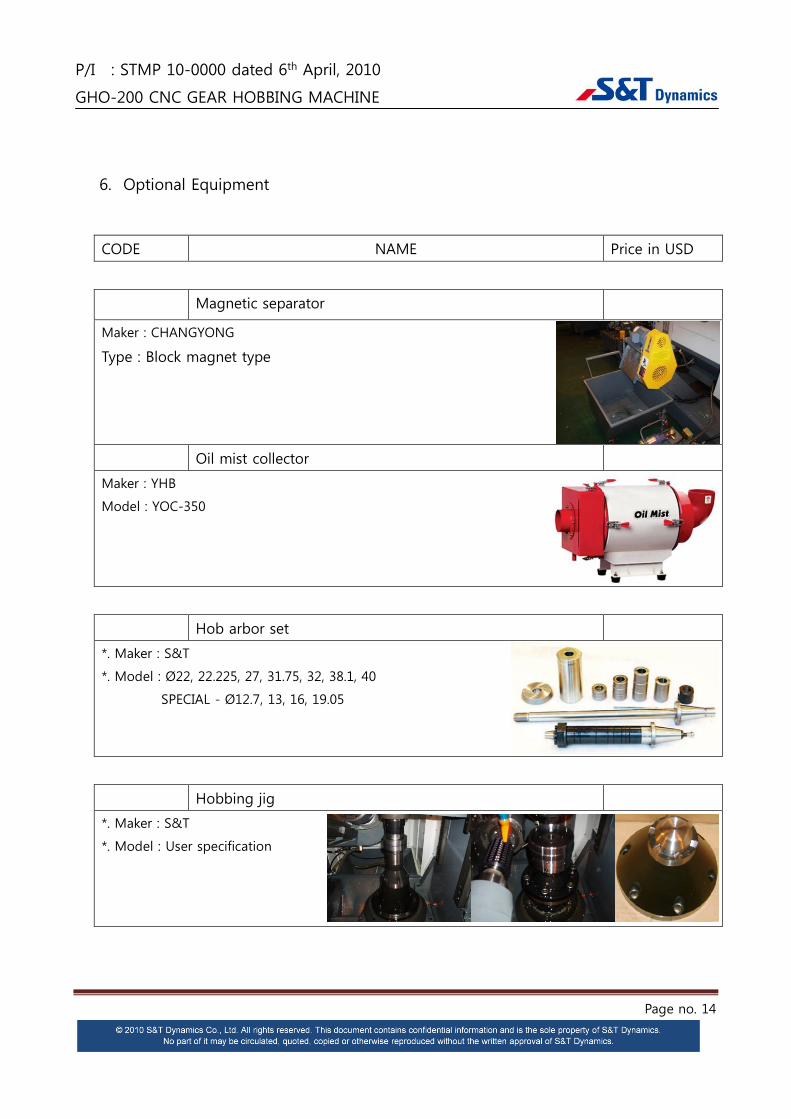
6. Optional Equipment
CODE NAME Price in USD
Magnetic separator
Maker : CHANGYONG
Type : Block magnet type
Oil mist collector
Maker : YHB
Model : YOC-350
Hob arbor set
*. Maker : S&T
*. Model : Ø22, 22.225, 27, 31.75, 32, 38.1, 40
SPECIAL - Ø12.7, 13, 16, 19.05
Hobbing jig
*. Maker : S&T
*. Model : User specification
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 15
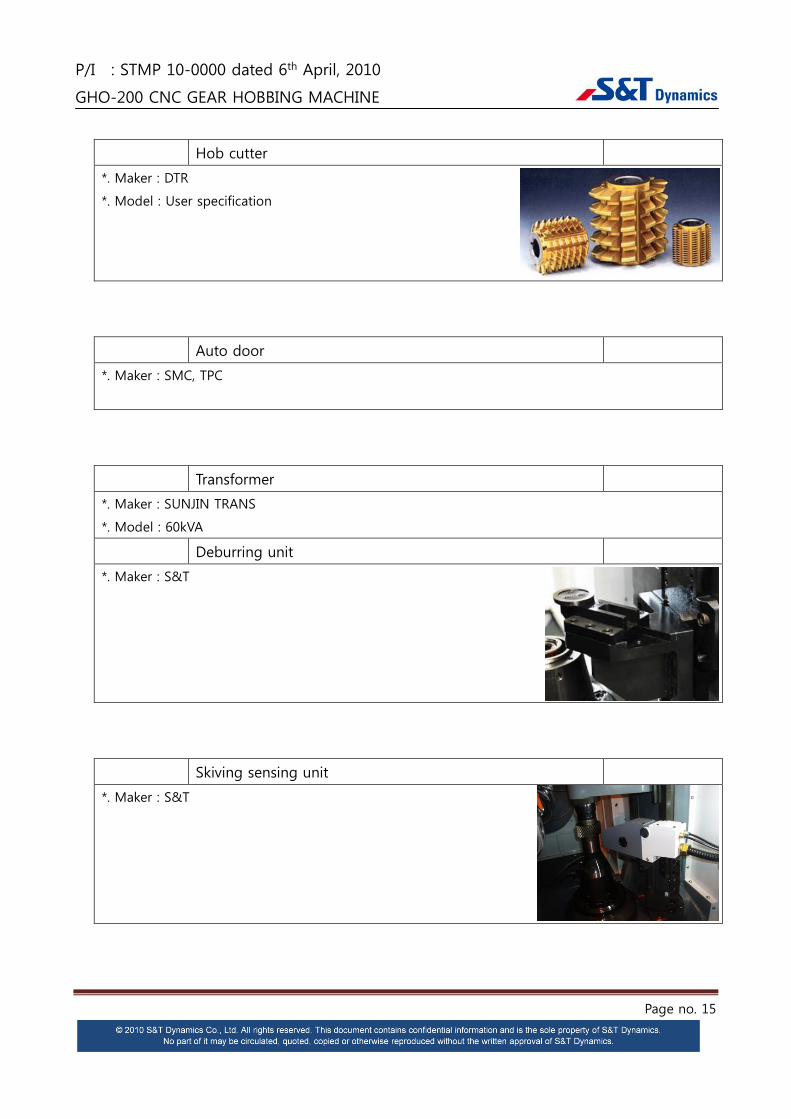
Hob cutter
*. Maker : DTR
*. Model : User specification
Auto door
*. Maker : SMC, TPC
Transformer
*. Maker : SUNJIN TRANS
*. Model : 60kVA
Deburring unit
*. Maker : S&T
Skiving sensing unit
*. Maker : S&T
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 16
Auto loading system
*. Maker : S&T
*. Model : User specification
Coolant oil cooler
*. Maker : MASTERTEC
*. Model : MSCC-3000F

P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 17
7. Warranty
7.1 The product liability for the supplied machine tool expires after 12months from a date of
positive acceptance at Purchaser ’s site, but not later than 18months from a date of delivery.
Extension of the warranty period by each next 12 months results in price increase by 5% of a
subject of delivery.
7.2 Contractor guarantees free-of-charge after sales servicing of the machine tool during
warranty period and commercial services after the warranty expires.
Response time of after sales service
- 24 hours – in Korea
- 72 hours – outside Korea,
P/I : STMP 10-0000 dated 6th April, 2010
GHO-200 CNC GEAR HOBBING MACHINE
Page no. 18
8. Training
8.1 Training by Machine Tools Manufacturer
The Manufacturer will submit the training program for the Purchaser’s personnel
carried out by the Manufacturer. The training amounting received by the operators and
maintenance staffs of the Purchaser.
– during the machine tool commissioning at the Purchaser’s site
9. Related Documentation to Purchase Order
9.1 The scope of delivery according to items 5.14 and 5.15 of the Standard Equipment
covers the following:
- Operation and Maintenance Manual related to machine tools including the mechanical,
hydraulic and electrical parts
- CNC system operating and programming documentation
- Remaining documents related to the Purchase Order, e.g. packing list, shipping
documents, etc.