coatings and inhibitors
DESCRIPTION
Description on coatings and inhibitors for corrosion protectionTRANSCRIPT

COATINGS & INHIBITORSCOATINGS & INHIBITORSApplication in CorrosionApplication in Corrosion


Topics:
• Metallic Coatings• Electroplated Coatings• Hot-dip Coatings• Cladding• Thermal Spray Coatings• Vapour Deposition
• Inorganic Coatings• Cementatious and Ceramic Coatings• Diffusion Coatings • Conversion Coatings
• Organic Coatings

• Inhibitors
1. Adsorption-type
2. Hydrogen evolution
3. Scavengers
4. Oxidizers
5. Vapour-phase

Coatings
• Coatings act as barriers between metal and its environment.
• Consists of:
- Metallic coatings
- Inorganic coatings
- Organic coatings
- Coatings used with inhibitors.

Metallic Coatings
• Two classes: – noble coatings and
– sacrificial coatings.
• Noble coating is more resistant than substrate, provides protection when coating is pore-free.
• Sacrificial coating is more active than substrate, provides protection first as barrier and secondly as sacrificial coating.
• Electro-deposition– Part to be coated is immersed in solution of the
metal to be plated.
– Current is passed between the part and another electrode.
• e.g. Automobile bumper has inner layer of copper (adhesion), intermediate layer of nickel (corrosion resistance) and top layer of chromium (appearance).
• e.g. Tin or chromium plating of steel strip for food packaging and other container uses.

• Hot-dip coatings– Part to be coated is dipped in molten bath of
coating metal (low melting point metals), e.g. zinc, tin, lead and aluminium.
– Thickness of coating is much greater than electro-plating.
– Coated parts are heat-treated to form an alloy bond between coating and the part.
– e.g. galvanized steel, aluminium coated roofing panels, automotive exhaust components.

• Cladding– Clad metals are bonded metal-to-metal by rolling
to produce a composite system.
– Cladding is usually thinner than base metal.
– e.g. Nickel clad steel as liner for tanks, stainless steel clad aluminium truck bumpers and automotive trims.

• Thermal spray coatings– Coated metal in the form of wire or rod is fed
through a melting flame spray unit and finely divided liquid metal particles are blown onto the surface of substrate.
– As particles strike the surface, they flatten and form thin platelets.
– Oxygen and acetylene or propane are commonly used for the melting flame.
– Coatings are generally porous and not protective.

– Bond between sprayed coating and substrate is mechanical.
– Paint can be applied over coating to fill the voids and provide better barrier.
– e.g. exhaust stacks sprayed with aluminium, ship hulls, tank cars, etc.

• Vapour deposition
• Coating metal is vaporized by heating electrically and vapour deposits on substrate to be coated.
• Aluminium and aluminium alloys are most widely used by evaporation process.
• Other examples, titanium nitride for wear applications.

Inorganic Coatings
• Cementatious coating–Widely used construction material in protective
linings for floors, trenches, ducts, chimneys and air pollution control equipment in metal working, chemical, pulp and paper, refinery, waste treatment.
– Applied by cast or gunning (shotcreting) over steel, brick and mortar masonry.
• Ceramic coatings– Chemical-setting silicate cement lining.
– Porcelain enamel (glass coatings) applied to sheet steel, cast iron or aluminium parts to improve appearance and protect metal surface.
– Porcelain enamel coatings must be free from defects and coating discontinuities.
– e.g. Water heater tanks, processing vessels, heat exchangers.

• Diffusion coating– Parts to be coated are packed in solid material
exposed to gaseous environment containing the metal that forms the coating.
– e.g. Al2O3 forms over iron-aluminium alloyed surface (alonizing), used in petroleum and chemical industries due to resistance to sulphuric acid.
– Others: sheradizing (zinc), chromizing (chromium).

• Conversion coating– Produced by “corroding” the metal surface in acid
bath to form an adherent and protective corrosion product. (Metal is made anode).
– Surface layer is porous and provides good adherence for paints.
– e.g. Al2O3 in anodized aluminium (in sulphuric acid).
– e.g. Phosphatizing – steel, galvanized steel or aluminium treated with dilute solution of phosphoric acid (iron phosphate, zinc phosphate).
– e.g. Chromatizing – magnesium and zinc treated with chromic acid. Produces hazardous waste.

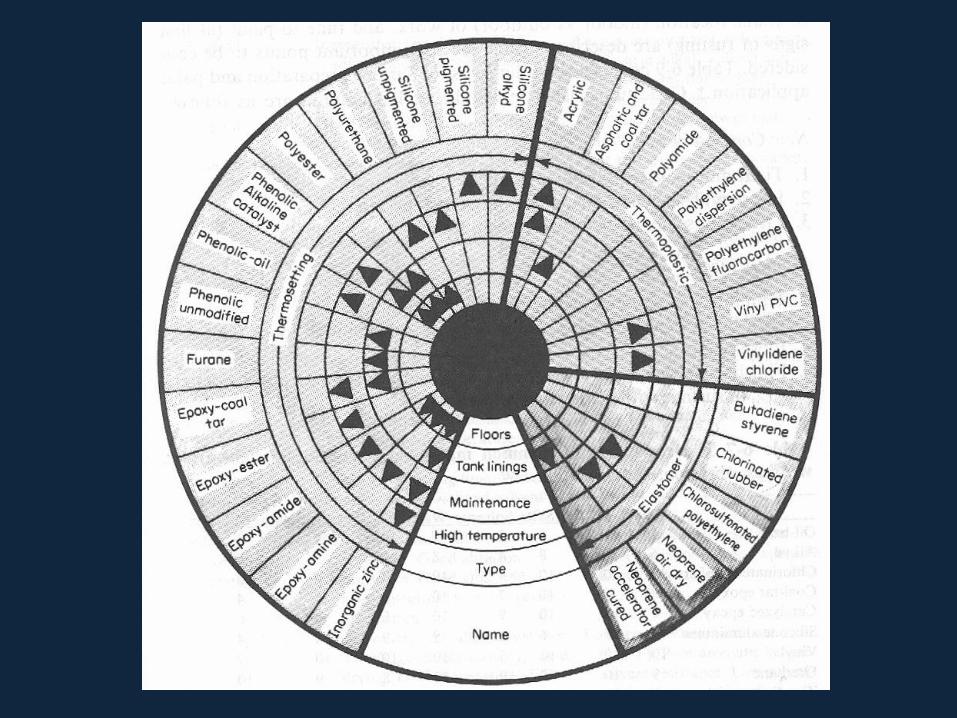
Organic Coatings
– Thin barrier between substrate and the environment.
– e.g. Paints, varnishes, lacquers.
– Should not be used where the environment would rapidly attack substrate.
– Composed of multiple layers, e.g. phosphate conversion coating, primer and top coat.

• Three main factors to consider:
(a) Surface preparation
- Removal of dirt, rust, mill scale, etc.
- Surface roughening to obtain mechanical bond.
- Done by grit blasting, acid pickling, wire brushing, flame cleaning, solvent degreasing.
- Selection of surface preparation depends on metal to be painted, shape, size and accessibility of part, coating system, etc,

(b) Selection of primer
- Primers contain rust-inhibitive pigments such as zinc chromate and zinc dust.
(c) Selection of top coat
- Quality of paint. Paint deteriorates with time.
- Thickness such that no bare metal is exposed.
- Multiple coats are needed.
- E.g. Oil-based, alkyd, coal tar epoxy, silicone aluminium, vinyl, urethane, zinc (inorganic).

Inhibitors
• Substances added in small concentrations to the environment which decreases corrosion rate.
• Various types: adsorption-type, hydrogen evolution, scavengers, oxidizers, vapour-phase.

Adsorbtion-type
•Organic compounds which adsorb on metal surface and suppress metal dissolution and reduction reactions. e.g Organic amines.
•Hydrogen evolution poisons
•Specifically retard hydrogen evolution reaction.
•Effective in acidic solutions.
•E.g. Arsenic and antimony ions.

Scavengers
•Removes corrosive reagents from solution.
•E.g. Sodium sulfite and hydrazine, which remove dissolved oxygen.
2Na2SO3 + O2 2Na2SO4
N2H4 + O2 N2 + 2H2O
•Work effectively where oxygen reduction is controlling cathodic reaction.
•Not effective in strong acidic solutions.

Oxidizers
•Used to inhibit corrosion of metals and alloys that show active-passive transition such as steel and stainless steel.
•E.g. Chromate, nitrate, and ferric salts.
•Vapour-phase inhibitors
•Do not need direct contact with metal.
•Transferred by sublimation and condensation to metal surface.
•Effective in closed spaces.

• In general:
• Inhibitors are specific in terms of metal, environment, temperature and concentration range.
• Inhibitors should be added in excess.
• May contaminate the environment.

- THE END -