利用圖解診斷法以處理不良的資料 - cteccb.org.t ·...
TRANSCRIPT
9 中華民國電子零件認證委員會
利用圖解診斷法以處理不良的資料
◎李麗女
摘要
本文處理每位實驗者會面對到易引起爭議的議題,亦即,如何處理個別的結果,其似乎並不適合與其它的資料共同存在。本文提供圖解式的工具以能更容易偵測到反應的資料是錯在哪裡-將特異資料毀壞剔除且/或做一項轉換。其竅門是在兩種錯誤類型間維持一個合理的平衡:(1)剔除僅起因於共同原因的變異之資料,因此在結論中引進偏差(2)並不偵測真正的特異資料而視其是由於特殊的原因而產生;上述兩種情況的特異資料可能混淆了真實的影響或是導致錯誤的結論。再者,可能喪失學習針對失效或是再生性條件以達到突破性改善(因意外事故而產生或多或少的發現)之可預防性原因。
檢視兩個真實生活的資料組,第一眼也看不出其所暗藏的秘密,但是,藉助於各種不同的診斷圖(有現成的統計軟體可以使用),使得什麼需要被執行變得較清晰,具備這樣的知識,品質工程師將較容易從實驗中所產生不良的資料中得出適當的結論。
引言
個人電腦軟體使得利用最小平方迴歸可以很容易替實驗資料找到合適的模式,但是,這些模式常常很容易受到特殊原因所產生的特異資料所影響,這樣的變異發生伴隨有警示作用,其乃起因於資料輸入的錯誤、設備故障、作業人員過失、不具代表性的樣本、不良的量測以及間歇性出現之未知潛在的變數。
另一方面,所有的實驗者必須小心謹慎,對他們的結果不存任何偏見而剔除那些不符合他們預想概念的資料;在很多的情況下,資料從標準的假設下脫軌,即不
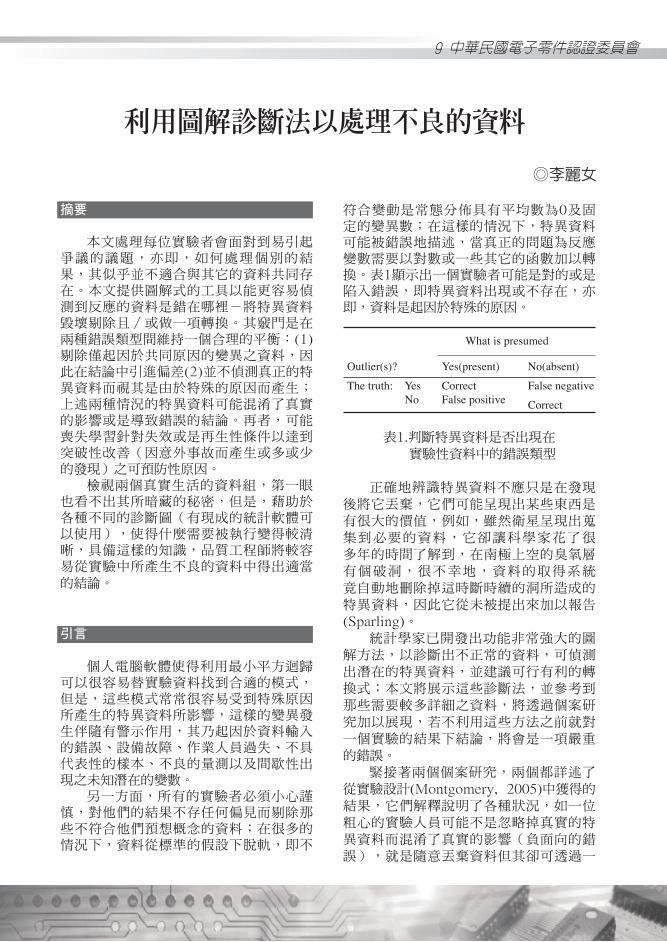
符合變動是常態分佈具有平均數為0及固定的變異數;在這樣的情況下,特異資料可能被錯誤地描述,當真正的問題為反應變數需要以對數或一些其它的函數加以轉換。表1顯示出一個實驗者可能是對的或是陷入錯誤,即特異資料出現或不存在,亦即,資料是起因於特殊的原因。
表1.判斷特異資料是否出現在實驗性資料中的錯誤類型
正確地辨識特異資料不應只是在發現後將它丟棄,它們可能呈現出某些東西是有很大的價值,例如,雖然衛星呈現出蒐集到必要的資料,它卻讓科學家花了很多年的時間了解到,在南極上空的臭氧層有個破洞,很不幸地,資料的取得系統竟自動地刪除掉這時斷時續的洞所造成的特異資料,因此它從未被提出來加以報告(Sparling)。
統計學家已開發出功能非常強大的圖解方法,以診斷出不正常的資料,可偵測出潛在的特異資料,並建議可行有利的轉換式;本文將展示這些診斷法,並參考到那些需要較多詳細之資料,將透過個案研究加以展現,若不利用這些方法之前就對一個實驗的結果下結論,將會是一項嚴重的錯誤。
緊接著兩個個案研究,兩個都詳述了從實驗設計(Montgomery, 2005)中獲得的結果,它們解釋說明了各種狀況,如一位粗心的實驗人員可能不是忽略掉真實的特異資料而混淆了真實的影響(負面向的錯誤),就是隨意丟棄資料但其卻可透過一
Outlier(s)?
The truth: Yes No
Yes(present)
CorrectFalse positive
What is presumed
No(absent)
False negative
Correct
10 中華民國電子零件認證委員會
個適當的回應轉換(正面向的錯誤)能加以解釋。
改善軸承壽命的個案研究
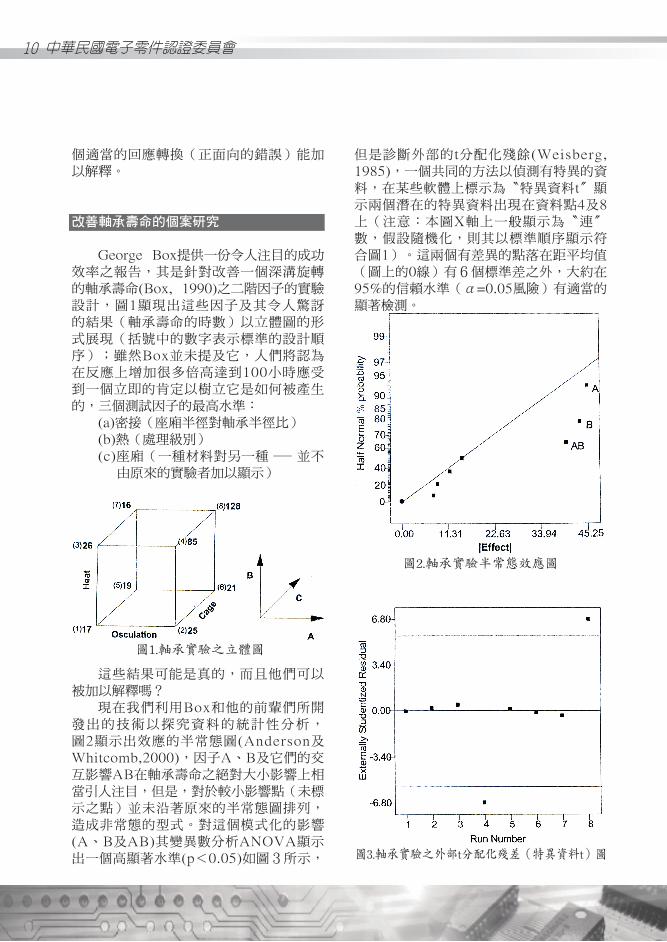
George Box提供一份令人注目的成功效率之報告,其是針對改善一個深溝旋轉的軸承壽命(Box, 1990)之二階因子的實驗設計,圖1顯現出這些因子及其令人驚訝的結果(軸承壽命的時數)以立體圖的形式展現(括號中的數字表示標準的設計順序);雖然Box並未提及它,人們將認為在反應上增加很多倍高達到100小時應受到一個立即的肯定以樹立它是如何被產生的,三個測試因子的最高水準:
(a)密接(座廂半徑對軸承半徑比)(b)熱(處理級別)(c)座廂(一種材料對另一種-並不
由原來的實驗者加以顯示)
這些結果可能是真的,而且他們可以被加以解釋嗎?
現在我們利用Box和他的前輩們所開發出的技術以探究資料的統計性分析,圖2顯示出效應的半常態圖(Anderson及Whitcomb,2000),因子A、B及它們的交互影響AB在軸承壽命之絕對大小影響上相當引人注目,但是,對於較小影響點(未標示之點)並未沿著原來的半常態圖排列,造成非常態的型式。對這個模式化的影響(A、B及AB)其變異數分析ANOVA顯示出一個高顯著水準(p<0.05)如圖3所示,
但是診斷外部的t分配化殘餘(Weisberg, 1985),一個共同的方法以偵測有特異的資料,在某些軟體上標示為〝特異資料t〞顯示兩個潛在的特異資料出現在資料點4及8上(注意:本圖X軸上一般顯示為〝連〞數,假設隨機化,則其以標準順序顯示符合圖1)。這兩個有差異的點落在距平均值(圖上的0線)有6個標準差之外,大約在95%的信賴水準(α=0.05風險)有適當的顯著檢測。
圖1.軸承實驗之立體圖
圖2.軸承實驗半常態效應圖
圖3.軸承實驗之外部t分配化殘差(特異資料t)圖
11 中華民國電子零件認證委員會
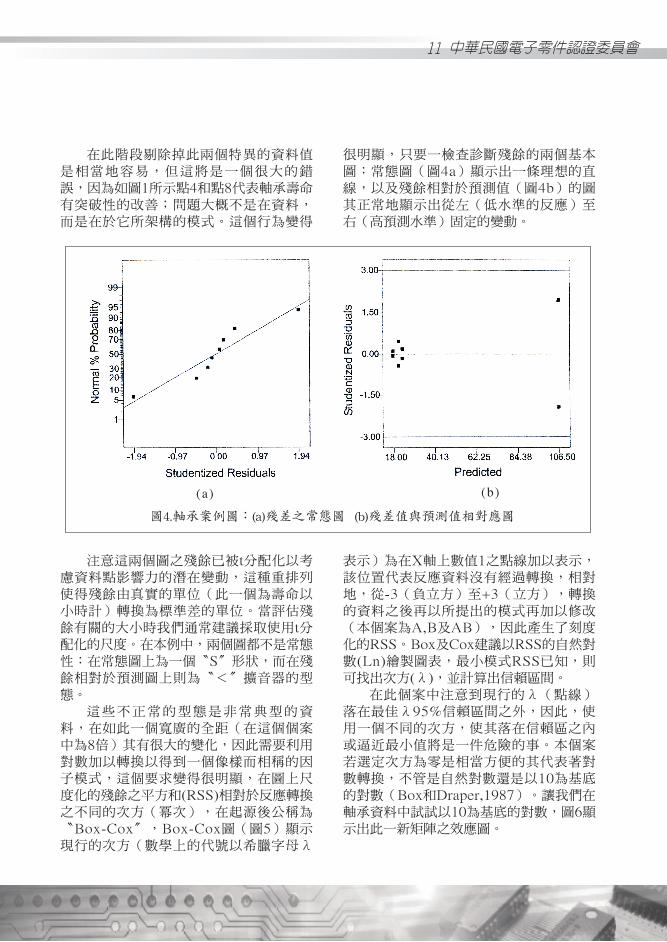
在此階段剔除掉此兩個特異的資料值是相當地容易,但這將是一個很大的錯誤,因為如圖1所示點4和點8代表軸承壽命有突破性的改善;問題大概不是在資料,而是在於它所架構的模式。這個行為變得
很明顯,只要一檢查診斷殘餘的兩個基本圖:常態圖(圖4a)顯示出一條理想的直線,以及殘餘相對於預測值(圖4b)的圖其正常地顯示出從左(低水準的反應)至右(高預測水準)固定的變動。
圖4.軸承案例圖:(a)殘差之常態圖 (b)殘差值與預測值相對應圖
(a) (b)
注意這兩個圖之殘餘已被t分配化以考慮資料點影響力的潛在變動,這種重排列使得殘餘由真實的單位(此一個為壽命以小時計)轉換為標準差的單位。當評估殘餘有關的大小時我們通常建議採取使用t分配化的尺度。在本例中,兩個圖都不是常態性:在常態圖上為一個〝S〞形狀,而在殘餘相對於預測圖上則為〝<〞擴音器的型態。
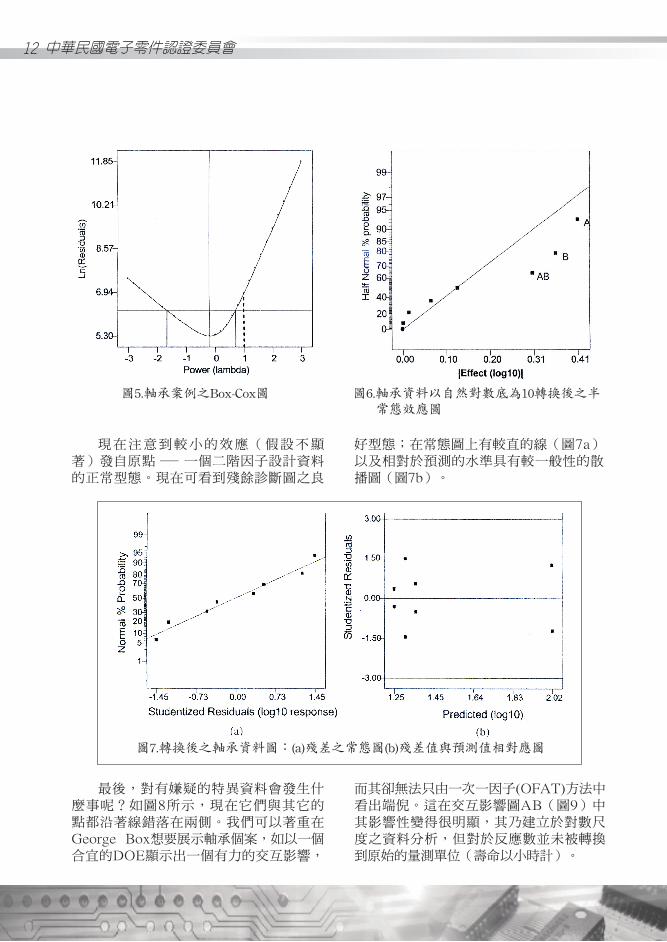
這些不正常的型態是非常典型的資料,在如此一個寬廣的全距(在這個個案中為8倍)其有很大的變化,因此需要利用對數加以轉換以得到一個像樣而相稱的因子模式,這個要求變得很明顯,在圖上尺度化的殘餘之平方和(RSS)相對於反應轉換之不同的次方(冪次),在起源後公稱為〝Box-Cox〞,Box-Cox圖(圖5)顯示現行的次方(數學上的代號以希臘字母λ
表示)為在X軸上數值1之點線加以表示,該位置代表反應資料沒有經過轉換,相對地,從-3(負立方)至+3(立方),轉換的資料之後再以所提出的模式再加以修改(本個案為A,B及AB),因此產生了刻度化的RSS。Box及Cox建議以RSS的自然對數(Ln)繪製圖表,最小模式RSS已知,則可找出次方(λ),並計算出信賴區間。
在此個案中注意到現行的λ(點線)落在最佳λ95%信賴區間之外,因此,使用一個不同的次方,使其落在信賴區之內或逼近最小值將是一件危險的事。本個案若選定次方為零是相當方便的其代表著對數轉換,不管是自然對數還是以10為基底的對數(Box和Draper,1987)。讓我們在軸承資料中試試以10為基底的對數,圖6顯示出此一新矩陣之效應圖。
12 中華民國電子零件認證委員會
現在注意到較小的效應(假設不顯著)發自原點-一個二階因子設計資料的正常型態。現在可看到殘餘診斷圖之良
圖5.軸承案例之Box-Cox圖 圖6.軸承資料以自然對數底為10轉換後之半常態效應圖
好型態;在常態圖上有較直的線(圖7a)以及相對於預測的水準具有較一般性的散播圖(圖7b)。
圖7.轉換後之軸承資料圖:(a)殘差之常態圖(b)殘差值與預測值相對應圖
最後,對有嫌疑的特異資料會發生什麼事呢?如圖8所示,現在它們與其它的點都沿著線錯落在兩側。我們可以著重在George Box想要展示軸承個案,如以一個合宜的DOE顯示出一個有力的交互影響,
而其卻無法只由一次一因子(OFAT)方法中看出端倪。這在交互影響圖AB(圖9)中其影響性變得很明顯,其乃建立於對數尺度之資料分析,但對於反應數並未被轉換到原始的量測單位(壽命以小時計)。
13 中華民國電子零件認證委員會
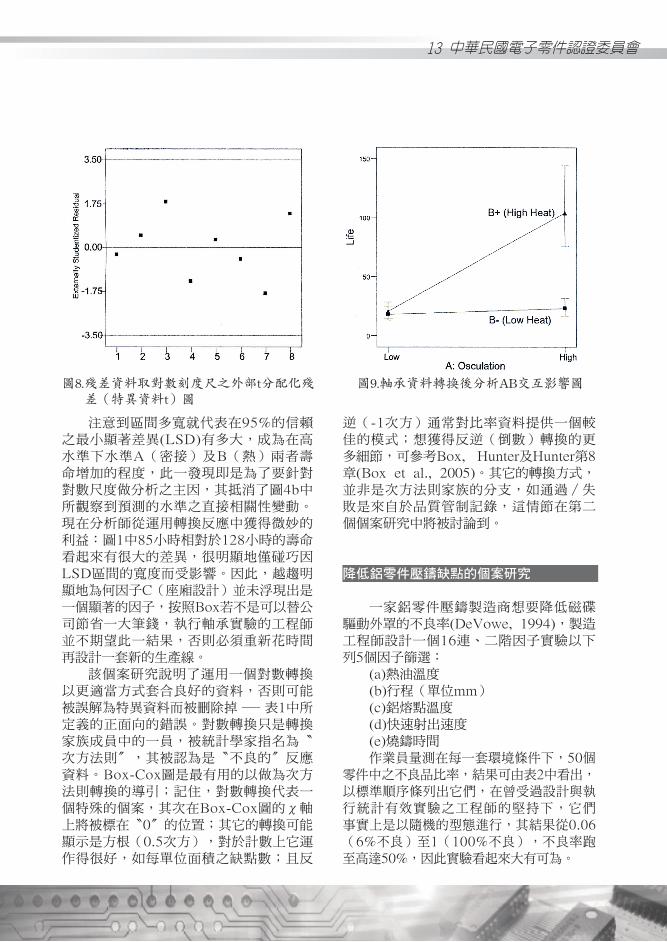
圖8.殘差資料取對數刻度尺之外部t分配化殘差(特異資料t)圖
圖9.軸承資料轉換後分析AB交互影響圖
注意到區間多寬就代表在95%的信賴之最小顯著差異(LSD)有多大,成為在高水準下水準A(密接)及B(熱)兩者壽命增加的程度,此一發現即是為了要針對對數尺度做分析之主因,其抵消了圖4b中所觀察到預測的水準之直接相關性變動。現在分析師從運用轉換反應中獲得微妙的利益:圖1中85小時相對於128小時的壽命看起來有很大的差異,很明顯地僅碰巧因LSD區間的寬度而受影響。因此,越趨明顯地為何因子C(座廂設計)並未浮現出是一個顯著的因子,按照Box若不是可以替公司節省一大筆錢,執行軸承實驗的工程師並不期望此一結果,否則必須重新花時間再設計一套新的生產線。
該個案研究說明了運用一個對數轉換以更適當方式套合良好的資料,否則可能被誤解為特異資料而被刪除掉-表1中所定義的正面向的錯誤。對數轉換只是轉換家族成員中的一員,被統計學家指名為〝次方法則〞,其被認為是〝不良的〞反應資料。Box-Cox圖是最有用的以做為次方法則轉換的導引;記住,對數轉換代表一個特殊的個案,其次在Box-Cox圖的χ軸上將被標在〝0〞的位置;其它的轉換可能顯示是方根(0.5次方),對於計數上它運作得很好,如每單位面積之缺點數;且反
逆(-1次方)通常對比率資料提供一個較佳的模式;想獲得反逆(倒數)轉換的更多細節,可參考Box, Hunter及Hunter第8章(Box et al., 2005)。其它的轉換方式,並非是次方法則家族的分支,如通過/失敗是來自於品質管制記錄,這情節在第二個個案研究中將被討論到。
降低鋁零件壓鑄缺點的個案研究
一家鋁零件壓鑄製造商想要降低磁碟驅動外罩的不良率(DeVowe, 1994),製造工程師設計一個16連、二階因子實驗以下列5個因子篩選:
(a)熱油溫度(b)行程(單位mm)(c)鋁熔點溫度(d)快速射出速度(e)燒鑄時間作業員量測在每一套環境條件下,50個
零件中之不良品比率,結果可由表2中看出,以標準順序條列出它們,在曾受過設計與執行統計有效實驗之工程師的堅持下,它們事實上是以隨機的型態進行,其結果從0.06(6%不良)至1(100%不良),不良率跑至高達50%,因此實驗看起來大有可為。
14 中華民國電子零件認證委員會
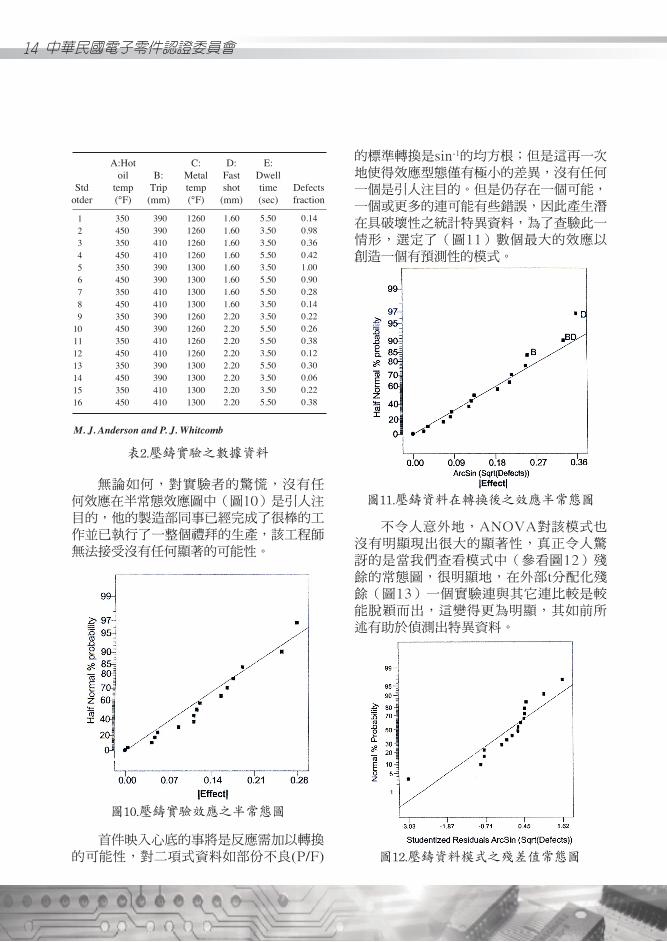
表2.壓鑄實驗之數據資料
123456789
10111213141516
350450350450350450350450350450350450350450350450
390390410410390390410410390390410410390390410410
1260126012601260130013001300130012601260126012601300130013001300
1.601.601.601.601.601.601.601.602.202.202.202.202.202.202.202.20
5.503.503.505.503.505.505.503.503.505.505.503.505.503.503.505.50
0.140.980.360.421.000.900.280.140.220.260.380.120.300.060.220.38
M. J. Anderson and P. J. Whitcomb
Stdotder
D:Fastshot
(mm)
B:Trip
(mm)
E:Dwelltime(sec)
Defectsfraction
圖10.壓鑄實驗效應之半常態圖
圖11.壓鑄資料在轉換後之效應半常態圖
的標準轉換是sin-1的均方根;但是這再一次地使得效應型態僅有極小的差異,沒有任何一個是引人注目的。但是仍存在一個可能,一個或更多的連可能有些錯誤,因此產生潛在具破壞性之統計特異資料,為了查驗此一情形,選定了(圖11)數個最大的效應以創造一個有預測性的模式。
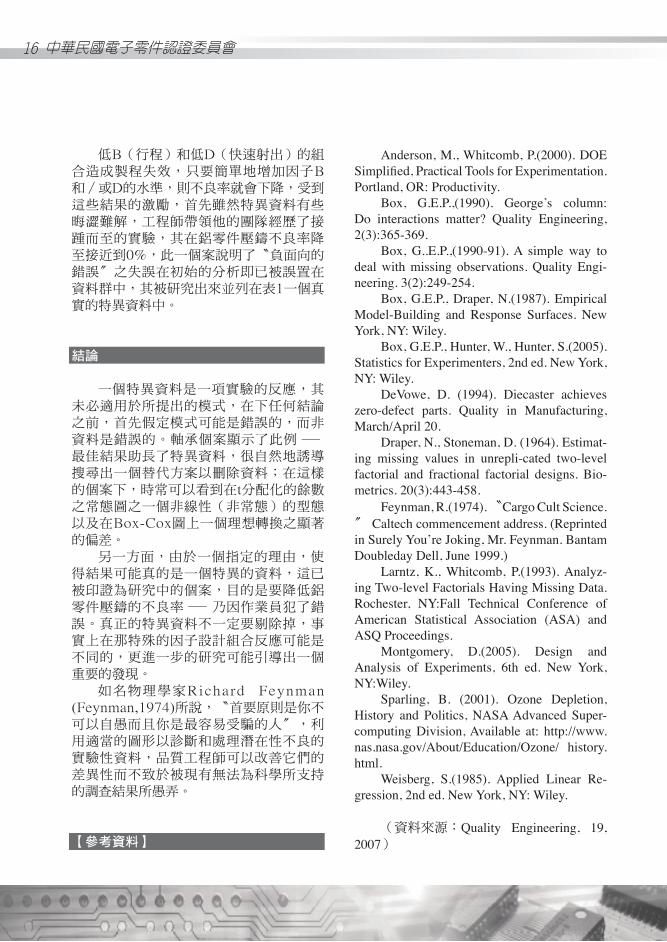
不令人意外地,ANOVA對該模式也沒有明顯現出很大的顯著性,真正令人驚訝的是當我們查看模式中(參看圖12)殘餘的常態圖,很明顯地,在外部t分配化殘餘(圖13)一個實驗連與其它連比較是較能脫穎而出,這變得更為明顯,其如前所述有助於偵測出特異資料。
圖12.壓鑄資料模式之殘差值常態圖
無論如何,對實驗者的驚慌,沒有任何效應在半常態效應圖中(圖10)是引人注目的,他的製造部同事已經完成了很棒的工作並已執行了一整個禮拜的生產,該工程師無法接受沒有任何顯著的可能性。
首件映入心底的事將是反應需加以轉換的可能性,對二項式資料如部份不良(P/F)
15 中華民國電子零件認證委員會
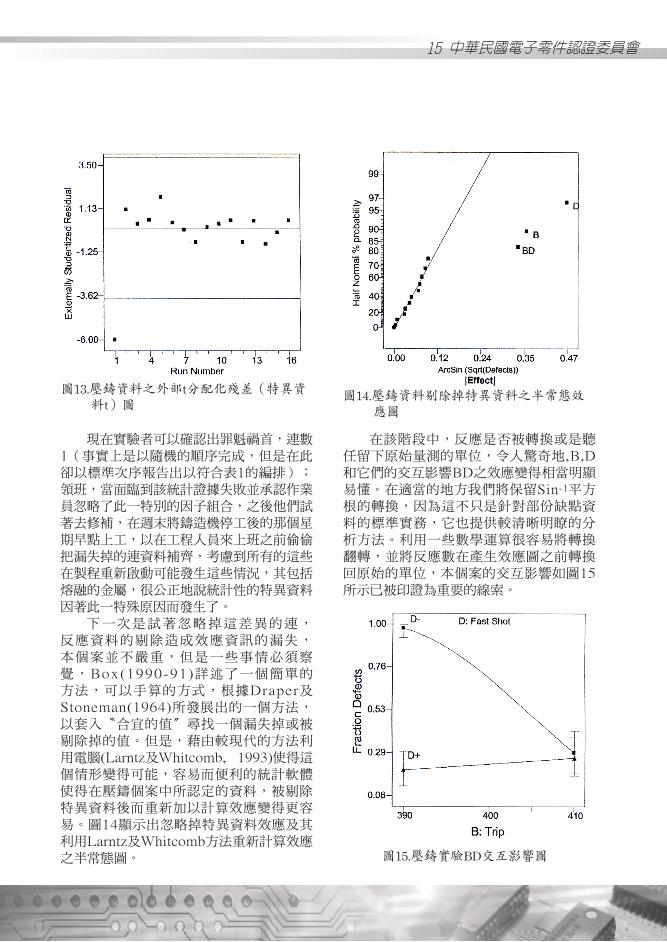
圖13.壓鑄資料之外部t分配化殘差(特異資料t)圖
現在實驗者可以確認出罪魁禍首,連數1(事實上是以隨機的順序完成,但是在此卻以標準次序報告出以符合表1的編排);領班,當面臨到該統計證據失敗並承認作業員忽略了此一特別的因子組合,之後他們試著去修補,在週末將鑄造機停工後的那個星期早點上工,以在工程人員來上班之前偷偷把漏失掉的連資料補齊,考慮到所有的這些在製程重新啟動可能發生這些情況,其包括熔融的金屬,很公正地說統計性的特異資料因著此一特殊原因而發生了。
下一次是試著忽略掉這差異的連,反應資料的剔除造成效應資訊的漏失,本個案並不嚴重,但是一些事情必須察覺,Box(1990-91)詳述了一個簡單的方法,可以手算的方式,根據Draper及Stoneman(1964)所發展出的一個方法,以套入〝合宜的值〞尋找一個漏失掉或被剔除掉的值。但是,藉由較現代的方法利用電腦(Larntz及Whitcomb, 1993)使得這個情形變得可能,容易而便利的統計軟體使得在壓鑄個案中所認定的資料,被剔除特異資料後而重新加以計算效應變得更容易。圖14顯示出忽略掉特異資料效應及其利用Larntz及Whitcomb方法重新計算效應之半常態圖。
圖14.壓鑄資料剔除掉特異資料之半常態效應圖
在該階段中,反應是否被轉換或是聽任留下原始量測的單位,令人驚奇地,B,D和它們的交互影響BD之效應變得相當明顯易懂。在適當的地方我們將保留Sin-1平方根的轉換,因為這不只是針對部份缺點資料的標準實務,它也提供較清晰明瞭的分析方法。利用一些數學運算很容易將轉換翻轉,並將反應數在產生效應圖之前轉換回原始的單位,本個案的交互影響如圖15所示已被印證為重要的線索。
圖15.壓鑄實驗BD交互影響圖
16 中華民國電子零件認證委員會
低B(行程)和低D(快速射出)的組合造成製程失效,只要簡單地增加因子B和/或D的水準,則不良率就會下降,受到這些結果的激勵,首先雖然特異資料有些晦澀難解,工程師帶領他的團隊經歷了接踵而至的實驗,其在鋁零件壓鑄不良率降至接近到0%,此一個案說明了〝負面向的錯誤〞之失誤在初始的分析即已被誤置在資料群中,其被研究出來並列在表1一個真實的特異資料中。
結論
一個特異資料是一項實驗的反應,其未必適用於所提出的模式,在下任何結論之前,首先假定模式可能是錯誤的,而非資料是錯誤的。軸承個案顯示了此例-最佳結果助長了特異資料,很自然地誘導搜尋出一個替代方案以刪除資料;在這樣的個案下,時常可以看到在t分配化的餘數之常態圖之一個非線性(非常態)的型態以及在Box-Cox圖上一個理想轉換之顯著的偏差。
另一方面,由於一個指定的理由,使得結果可能真的是一個特異的資料,這已被印證為研究中的個案,目的是要降低鋁零件壓鑄的不良率-乃因作業員犯了錯誤。真正的特異資料不一定要剔除掉,事實上在那特殊的因子設計組合反應可能是不同的,更進一步的研究可能引導出一個重要的發現。
如名物理學家Richard Feynman (Feynman,1974)所說,〝首要原則是你不可以自愚而且你是最容易受騙的人〞,利用適當的圖形以診斷和處理潛在性不良的實驗性資料,品質工程師可以改善它們的差異性而不致於被現有無法為科學所支持的調查結果所愚弄。
【參考資料】
Anderson, M., Whitcomb, P.(2000). DOE Simplified, Practical Tools for Experimentation. Portland, OR: Productivity.
Box, G.E.P.,(1990). George’s column: Do interactions matter? Quality Engineering, 2(3):365-369.
Box, G..E.P.,(1990-91). A simple way to deal with missing observations. Quality Engi-neering. 3(2):249-254.
Box, G.E.P., Draper, N.(1987). Empirical Model-Building and Response Surfaces. New York, NY: Wiley.
Box, G.E.P., Hunter, W., Hunter, S.(2005). Statistics for Experimenters, 2nd ed. New York, NY: Wiley.
DeVowe, D. (1994). Diecaster achieves zero-defect parts. Quality in Manufacturing, March/April 20.
Draper, N., Stoneman, D. (1964). Estimat-ing missing values in unrepli-cated two-level factorial and fractional factorial designs. Bio-metrics. 20(3):443-458.
Feynman, R.(1974). 〝Cargo Cult Science.〞 Caltech commencement address. (Reprinted in Surely You’re Joking, Mr. Feynman. Bantam Doubleday Dell, June 1999.)
Larntz, K., Whitcomb, P.(1993). Analyz-ing Two-level Factorials Having Missing Data. Rochester, NY:Fall Technical Conference of American Statistical Association (ASA) and ASQ Proceedings.
Montgomery, D.(2005). Design and Analysis of Experiments, 6th ed. New York, NY:Wiley.
Sparling, B. (2001). Ozone Depletion, History and Politics, NASA Advanced Super-computing Division, Available at: http://www.nas.nasa.gov/About/Education/Ozone/ history.html.
Weisberg, S.(1985). Applied Linear Re-gression, 2nd ed. New York, NY: Wiley.
(資料來源:Quality Engineering, 19, 2007)