construct an inlp mathematical model to solve the two-sided assembly line balancing problem of...
TRANSCRIPT
Construct an INLP Mathematical Model to solve the Two-sided Assembly Line Balancing problem of Type-3
Chun-Hsiung Lan1 and Ma Su Yee2 1No.101,Sec.1, Fenliao Rd, Linkou District, New Taipei City, Taiwan(R.O.C), Hsin Wu Institute of
Technology.
2No.55, Sce.1, Nanhua Rd, Zhongkeng, Dalin Township, Chiayi county, Taiwan(R.O.C), Nanhua University.
a [email protected] , b [email protected]
Keywords: Assembly Line Balancing, Two-sided Assembly Line Balancing, Type-3 Problem
Abstract: This study discusses construct an Integer Nonlinear Programming (INLP) mathematical model is presented to solve the two-sided assembly line balancing problem (TALB) of type-3. The mathematical models proposed in this paper are constructed by the syntax of Lingo, and the built-in “global solver” is selected as the solving method to conduct the searching of global optimum solutions. Therefore, the Type-3 of TALB for optimal distribution by the mathematical models proposed in this study to be solved. This study creates a highly repeated characteristic because of the adoption of Lingo packaged software. Finally, the tests are carried out on a well-known benchmark set of problem, and experimental results demonstrate that the proposed model is efficient.
Introduction
An assembly line is a manufacturing process in which components are consecutively assembled to an unfinished product depending on a set of tasks to produce a final product [8], Therefore, an assembly line balancing (ALB) problem involves an assignment of various tasks to the workstations, while optimizing one or more objectives without violating restrictions imposed on the line [4]. The papers in Kim et al (1996) provide extensive discussions of the solutions of assembly line balancing. In practice, minimum the number of workstations is essentially Type-1 problem and minimal of cycle time also known as Type-2, these two types of problems in the ALB problem is most often used for by the scholar widely to study. However, to date, there has been relatively little research conducted on the Type-3 and Type-4 problem. In Type-3 problems, maximizing workload smoothness is accomplished by leveling the workload distribution as evenly as possible. This increases the output rate, but, more importantly, mitigates the concerns of inequity in task assignments among workers. Maximizing workload smoothness is equivalent to minimizing Workload variance (WV)[4]:
WV � �� ∑ �T �
��� �� (1)
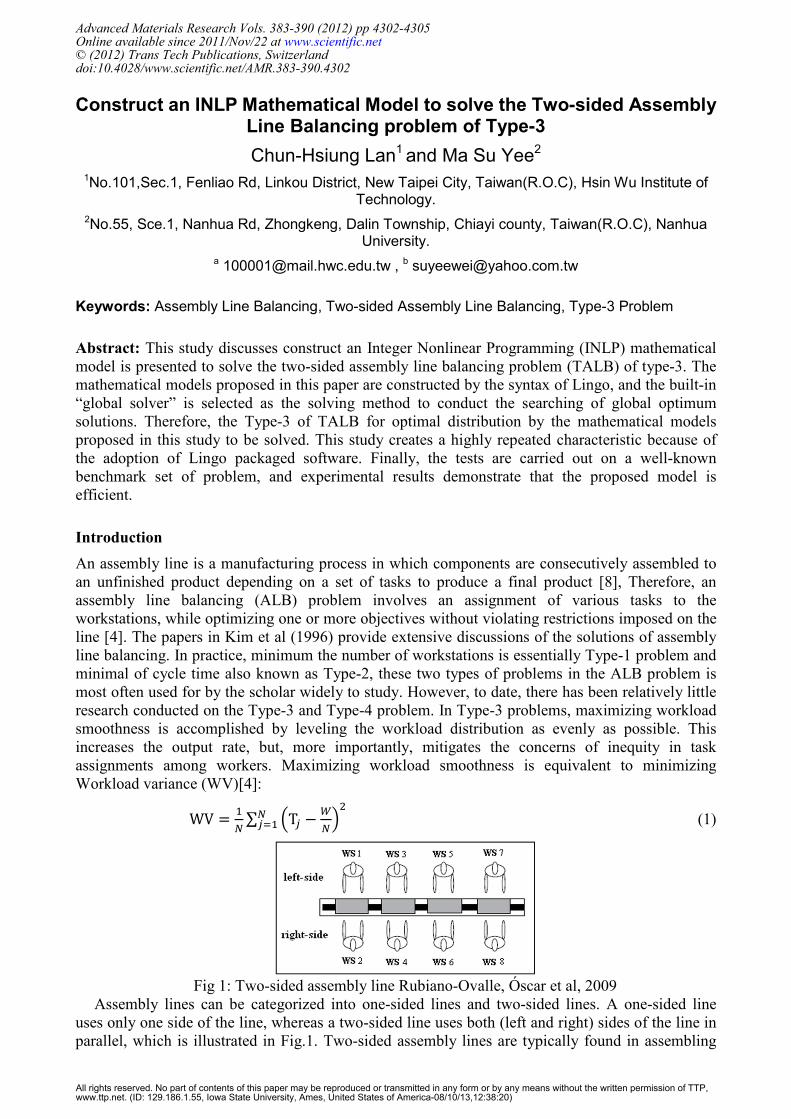
Fig 1: Two-sided assembly line Rubiano-Ovalle, Óscar et al, 2009
Assembly lines can be categorized into one-sided lines and two-sided lines. A one-sided line uses only one side of the line, whereas a two-sided line uses both (left and right) sides of the line in parallel, which is illustrated in Fig.1. Two-sided assembly lines are typically found in assembling
Advanced Materials Research Vols. 383-390 (2012) pp 4302-4305Online available since 2011/Nov/22 at www.scientific.net© (2012) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMR.383-390.4302
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 129.186.1.55, Iowa State University, Ames, United States of America-08/10/13,12:38:20)

large-sized products, such as trucks and buses, because it can provide the following advantages over one-sided assembly lines: shorter line length, reduced throughput time, lower cost of tools and fixtures, and less material handling [2].
Bartholdi (1993) was the first to address the TALB problem, His work comprehends an interactive computer program embodied with a balancing algorithm, based on the ‘first fit’ heuristic, that enables line managers to rapidly refine the solutions provided by the algorithm. [1]. Recently, some heuristic algorithms have been proposed to solve the two-sided assembly line balancing (TALB) problem with minimization of the number of stations [1],[3], [2], [5]. However, only a few exact algorithms are reported. To the best of our knowledge, both focus on the TALB problem with minimization of the line length and stations. However, light could be shed on TALB-3 problem which is still largely unknown and uninvestigated.
Hypothesis and Principal Symbols
The following two sections introduce the details of this study with all the hypothesis and principal symbols. Hypothesis.1) Hypothesis production tasks are given; 2) Hypothesis production number of stations is given; 3) Hypothesis suppliers of products parts are Just in Time (JIT); 4) Just in Time product system in the production process. Parameter.
n: Number of tasks, n= 1,2,3…N; k: Number of workstations, k = 1,2,3…K, when k is odd number, this workstation on the left set
of position, when k is even, this workstation on the right set of position; s: Number of positions (each Position has one left station and right workstation),n=1,2,3…N;
when k is odd number, s= ���� + 1, and when k is even, � � ��
�� ; ����is less than or equal
minimize integer of ���� ;
w: The total processing time Vr: Task must to distribute to right of assembly line; Vl: Task must to distribute to left of assembly line; Pn: Is a set, the sets of all elements task i are formed by the front of tasks; CT: Production cycle time; Tn: Processing time of task i; Gk: The total processing time of workstation k.
Decision variables.
Xi(k): Variable binary ,�1, Iftask�assingedtotheworkstation);0, other; ;
Xi(s): Variable binary ,�1, Iftask�assingedtotheposition�;0, other; ;
Xk: Variable binary,�1, Ifworkstationkhavebeenassingedanytask.0, other;
Mathematical model
This paper construct under workload smoothness the maximize integer as the objective of Integer Nonlinear Programming (INLP) mathematical model.
The main goal of the problem is to minimize the workload variance. The model objective functions are interpreted as follows:
Min: WV = �0∑ �1� − 2
0�0� �
� (2)
Advanced Materials Research Vols. 383-390 4303
The model constraints are interpreted as follows: In 1998, Erel et al state that assign a set of tasks to workstations has some measure of
performance to be optimized [5]. The set of constraints (2) and (3) are the precedence relationship among the tasks cannot be violated, and each task is assigned to one and only one workstation.
∑ � ∙ 4 5�6 ∑ � ∙ 475�6 8 0, ∀:ϵ<7; (3)
∑475)6 = 1, = = 1,2,3…A; (4)
The set of constraints (5) is number of workstations as a decision variable, and the set of constraints (6) is total processing time:
B = ∑ C7�
7 � (5) D = ∑ 4�0
� � (6)
The assignment of tasks to a specific side of the line, as required by the assembly process, must also be assured. The set of constraints (7) assigns left (right)–side tasks to the left (right) side of the line.
∑475)6 = 0,If 475)6ϵEF, and k is odd number; or, If475)6ϵEG, and k is even; (7)
The set of constraints (8) must also be included in the mathematical model in order to guarantee that the completion time instant of a task is never higher than the cycle time.
∑ H1� ∙ 475)6I�7 � J KC; (8)
Discussion of numerical examples and analysis
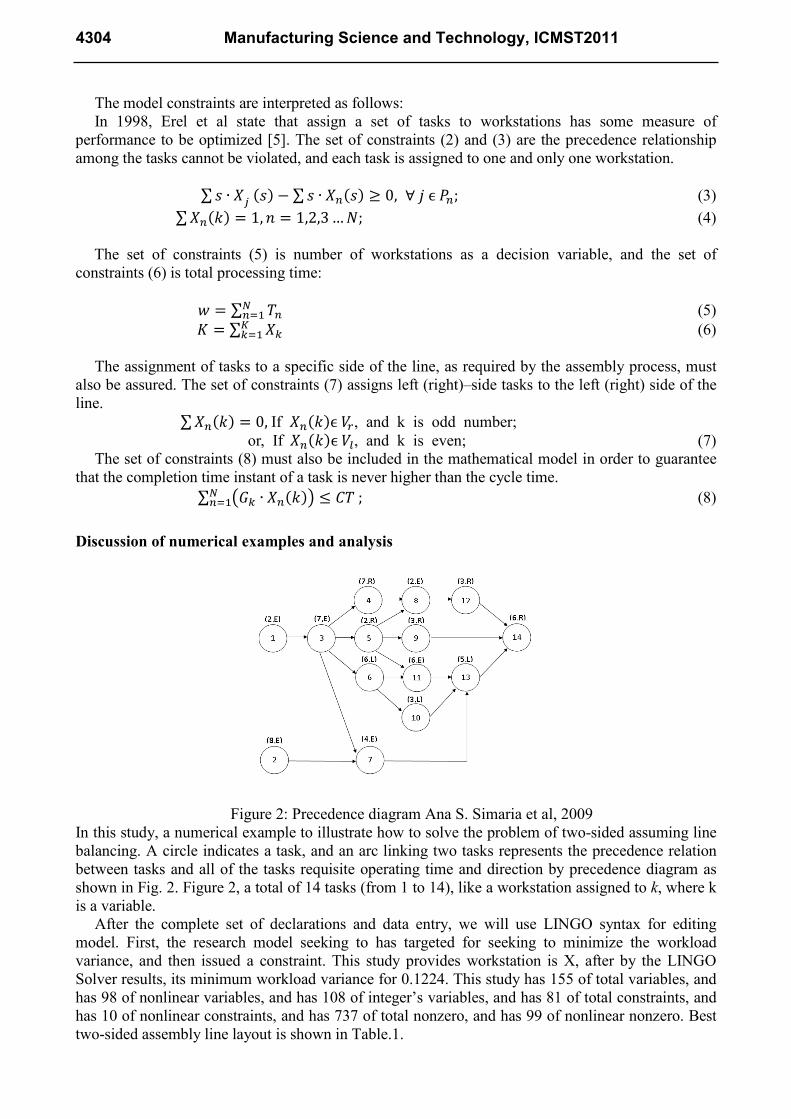
Figure 2: Precedence diagram Ana S. Simaria et al, 2009
In this study, a numerical example to illustrate how to solve the problem of two-sided assuming line balancing. A circle indicates a task, and an arc linking two tasks represents the precedence relation between tasks and all of the tasks requisite operating time and direction by precedence diagram as shown in Fig. 2. Figure 2, a total of 14 tasks (from 1 to 14), like a workstation assigned to k, where k is a variable.
After the complete set of declarations and data entry, we will use LINGO syntax for editing model. First, the research model seeking to has targeted for seeking to minimize the workload variance, and then issued a constraint. This study provides workstation is X, after by the LINGO Solver results, its minimum workload variance for 0.1224. This study has 155 of total variables, and has 98 of nonlinear variables, and has 108 of integer’s variables, and has 81 of total constraints, and has 10 of nonlinear constraints, and has 737 of total nonzero, and has 99 of nonlinear nonzero. Best two-sided assembly line layout is shown in Table.1.
4304 Manufacturing Science and Technology, ICMST2011
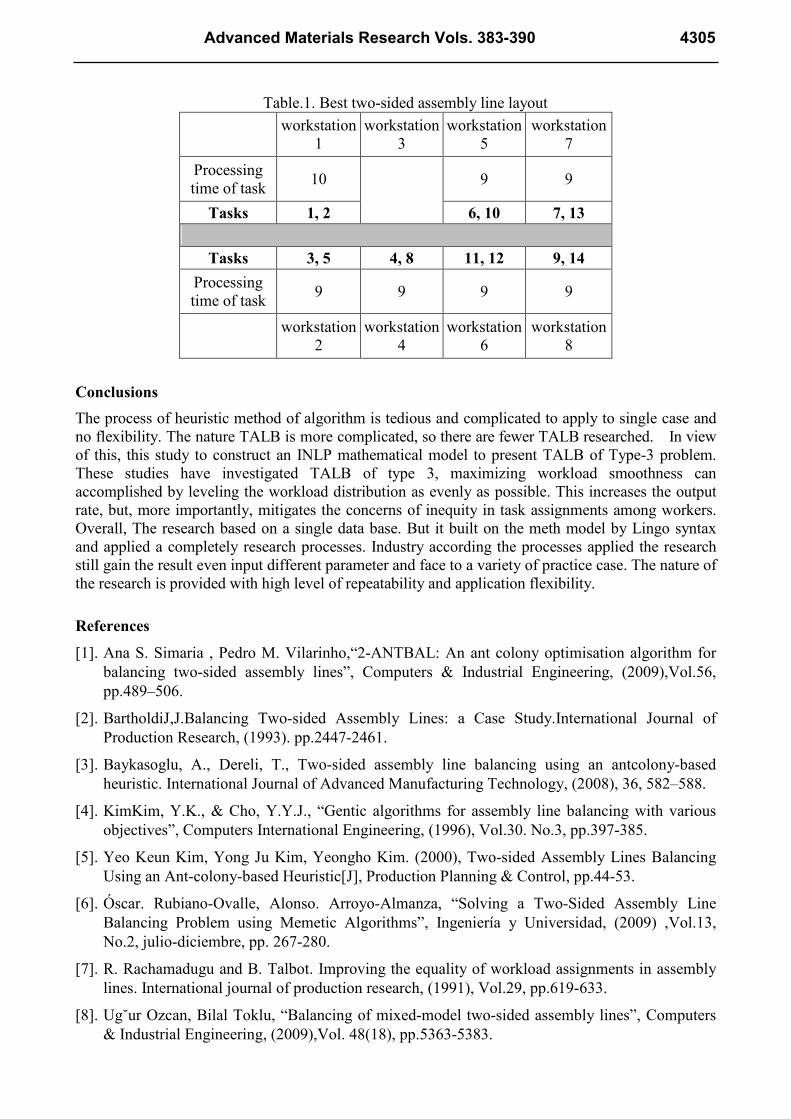
Table.1. Best two-sided assembly line layout
workstation
1 workstation
3 workstation
5 workstation
7
Processing time of task
10
9 9
Tasks 1, 2 6, 10 7, 13
Tasks 3, 5 4, 8 11, 12 9, 14
Processing time of task
9 9 9 9
workstation
2 workstation
4 workstation
6 workstation
8
Conclusions
The process of heuristic method of algorithm is tedious and complicated to apply to single case and no flexibility. The nature TALB is more complicated, so there are fewer TALB researched. In view of this, this study to construct an INLP mathematical model to present TALB of Type-3 problem. These studies have investigated TALB of type 3, maximizing workload smoothness can accomplished by leveling the workload distribution as evenly as possible. This increases the output rate, but, more importantly, mitigates the concerns of inequity in task assignments among workers. Overall, The research based on a single data base. But it built on the meth model by Lingo syntax and applied a completely research processes. Industry according the processes applied the research still gain the result even input different parameter and face to a variety of practice case. The nature of the research is provided with high level of repeatability and application flexibility.
References
[1]. Ana S. Simaria , Pedro M. Vilarinho,“2-ANTBAL: An ant colony optimisation algorithm for balancing two-sided assembly lines”, Computers & Industrial Engineering, (2009),Vol.56, pp.489–506.
[2]. BartholdiJ,J.Balancing Two-sided Assembly Lines: a Case Study.International Journal of Production Research, (1993). pp.2447-2461.
[3]. Baykasoglu, A., Dereli, T., Two-sided assembly line balancing using an antcolony-based heuristic. International Journal of Advanced Manufacturing Technology, (2008), 36, 582–588.
[4]. KimKim, Y.K., & Cho, Y.Y.J., “Gentic algorithms for assembly line balancing with various objectives”, Computers International Engineering, (1996), Vol.30. No.3, pp.397-385.
[5]. Yeo Keun Kim, Yong Ju Kim, Yeongho Kim. (2000), Two-sided Assembly Lines Balancing Using an Ant-colony-based Heuristic[J], Production Planning & Control, pp.44-53.
[6]. Óscar. Rubiano-Ovalle, Alonso. Arroyo-Almanza, “Solving a Two-Sided Assembly Line Balancing Problem using Memetic Algorithms”, Ingeniería y Universidad, (2009) ,Vol.13, No.2, julio-diciembre, pp. 267-280.
[7]. R. Rachamadugu and B. Talbot. Improving the equality of workload assignments in assembly lines. International journal of production research, (1991), Vol.29, pp.619-633.
[8]. Ug˘ur Ozcan, Bilal Toklu, “Balancing of mixed-model two-sided assembly lines”, Computers & Industrial Engineering, (2009),Vol. 48(18), pp.5363-5383.
Advanced Materials Research Vols. 383-390 4305

Manufacturing Science and Technology, ICMST2011 10.4028/www.scientific.net/AMR.383-390 Construct an INLP Mathematical Model to Solve the Two-Sided Assembly Line Balancing Problem of
Type-3 10.4028/www.scientific.net/AMR.383-390.4302