construction training qualification program asphalt plant ... plant 2/05 - module 5... · the photo...
TRANSCRIPT

Asphalt Plant Level II – January 2009 Page 1 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 1
January 2009 5 - 1
Module 5
Aggregate Drying and Heating Systems
ConstructionTrainingQualification Program
Asphalt Plant
Level 2
Slide 2
Module 5What you will learn….
• Basic operating principles of aggregate dryers and drum‐mixers
• Factors that affect drying efficiency
• Ways to identify if efficient drying and heating is occurring
January 2009 5 - 2
In this module you will learn basic operating principles of drying aggregate and heating aggregate that apply to all types of dryers. You will be introduced to factors that affect drying efficiency, and learn to identify if efficient drying and heating is occurring. The focus of this section is on how the operation of the aggregate dryer impacts the quality of the mix.
Slide 3
January 2009 5 - 3
The information presented in this section is found …
• “Hot Mix Asphalt Production Facilities”(NHI Course 131044)
• Modules 5, 6, and 8• “Hot Mix Paving Handbook 2000”
• Section 9, pages 82-85• Section 9, pages 89-91• Section 10, pages 93-95
The information presented in this section is found in Modules 5, 6, and 8 in NHI Course 131044, “Hot Mix Asphalt Production Facilities;” and Section 9 (pages 82-85 and 89-91) and Section 10 (pages 93-95) in the “Hot Mix Paving Handbook 2000.”
Asphalt Plant Level II – January 2009 Page 2 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 4
RequirementDryer
320‐2.5– Must be capable of heating to within the specified range of any mixture.
– Must be capable of measuring the aggregate temperature at the discharge chute.
January 2009 5 - 4
Specification 320-2.5 also stipulates that the plant must be capable of measuring the aggregate (mix) temperature at the discharge chute of the dryer. It also requires that the dryer is capable of heating to within the specified range of any mixture.
Slide 5
Role of Dryer in Plant Process
Dry and Heat the Aggregate Materials
Production Rate of Plant Determined
by Dryer Capabilities
January 2009 5 - 5
The aggregate dryer is one of the key pieces of equipment at any asphalt plant. Regardless of the type of plant, drying is the operation that governs the production rate of the plant facility. With a drum-mixer the production of the plant is the production of the dryer. With a batch plant, regardless of the size of the hot bins and the weigh hopper, and regardless of how many silos might be installed on the plant, the plant output per hour is ultimately limited to the dryer capacity. It is the dryer’s responsibility to dry the aggregate and heat the aggregate to the required mix temperature. In Florida, due to the high moisture conditions and physical properties of the aggregate, the most frequently encountered bottleneck in plant operations is the drying of the aggregate.
Asphalt Plant Level II – January 2009 Page 3 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 6
Functional Responsibilities of the Dryer
•Create Area for Combustion(Burner to operate efficiently)
•Drying Aggregate
•Heating Aggregate
(this process is accomplished in threedistinct steps or stages in the dryer)
January 2009 5 - 6
The three functional responsibilities of the dryer are to create an area so the proper combustion can occur for the burner, to dry the aggregate, and to heat the aggregate.
Slide 7
Types of Dryers
Counter‐Flow Dryers
Parallel‐Flow Dryers
January 2009 5 - 7
There are primarily two types of aggregate dryers: counter-flow dryers and parallel-flow dryers. This distinction relates to the direction of the aggregate flow relative to the gas flow. It is important here, only to note that each type dryer must be managed differently for maximum efficiency and effective heat transfer.
Slide 8
January 2009 5 - 8
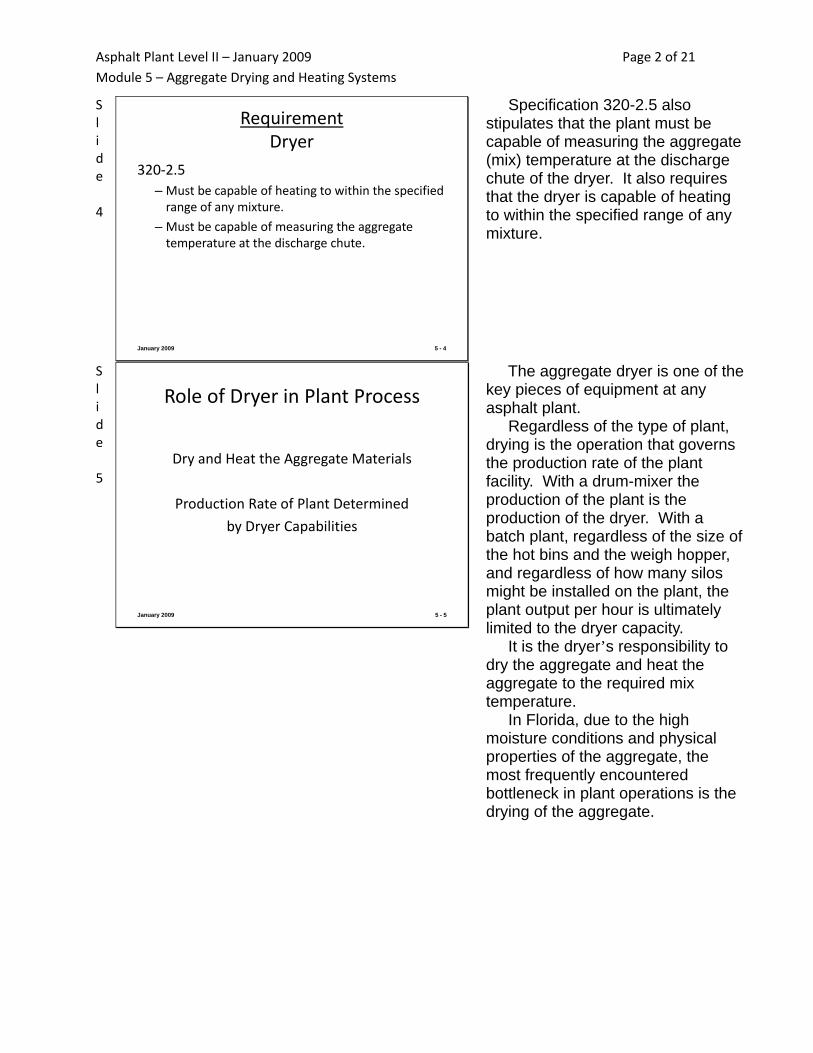
Counter-Flow Batch Plant Dryer
In a counter-flow dryer, aggregate flows toward the burner, and the hot production gases flow against the flow of the aggregate - hence the term “counter-flow.” This illustration shows the combustion, heating, and drying areas in the dryer. The aggregate is heated as it flows toward the burner area.

Asphalt Plant Level II – January 2009 Page 4 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 9
January 2009 5 - 9
Combustion HeatingDrying
This illustration shows a typical counter-flow dryer (on a batch plant) in the field. The drying zone is the first zone as the material enters the dryer. Then the material is heated. The combustion zone occurs at the end where the material exits the dryer. The aggregate is held away from the direct flame with the flights.
Slide 10
January 2009 5 - 10
Parallel-Flow Drum-Mixer
In a parallel-flow dryer, as shown in this illustration of a parallel-flow drum-mixer, the aggregate is moving in the same direction as the gas stream. The aggregate is dried in the area closest to the flame, and is heated as it flows away from the burner area. The aggregate does not fall through the flame but is held around the edge of the drum with special flights. In a parallel-flow drum-mixer, asphalt is typically introduced toward the end of the dryer in the area known as the “mixing area.”
Slide 11
January 2009 5 - 11
Parallel-Flow Drum-Mixer
Combustion
HeatingDrying
Mixing
This illustration shows a typical parallel-flow drum-mixer installation in the field.

Asphalt Plant Level II – January 2009 Page 5 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 12
January 2009 5 - 12
Counter-Flow Drum-Mixer
A counter-flow drum-mixer is very similar to a counter-flow dryer, but the burner flame is typically installed inside the dryer, and the mixing area is in the rear of the dryer, beyond the point where the gas stream starts in the dryer. The gas stream in a counter-flow drum-mixer starts at the burner head. Notice the drying, heating, and combustion areas in the counter-flow drum-mixer are similar to the drying, heating, and combustion areas in a counter-flow dryer.
Slide 13
January 2009 5 - 13
Counter-Flow Drum-Mixer
Combustion Heating DryingMixing
This photo shows a portable counter-flow drum-mixer in the field.
Slide 14
January 2009 5 - 14
Counter-Flow Drum-Mixer
CombustionHeatingDryingMixing
This illustration gives you a better idea of what it looks like inside. You can clearly see the drying, heating, combustion, and mixing zones from left to right.

Asphalt Plant Level II – January 2009 Page 6 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 15
January 2009 5 - 15
Unitized Dryer - Mixer “Double Barrel” Plant
A unitized dryer/mixer is another type of counter-flow drum-mixer. The drying, heating, and combustion areas of the unitized dryer/mixer are similar to the drying, heating, and combustion areas in the counter-flow dryer and the counter-flow drum-mixer, although the plant looks different. In this style of drum-mixer, the RAP, new liquid asphalt, and fines are introduced into the mixing area that surrounds the dryer….but the principles of drying are identical to those of a counter-flow dryer.
Slide 16
January 2009 5 - 16
Unitized Dryer - Mixer“Double Barrel” Plant
CombustionHeatingDrying
Mixing
This illustration shows a typical double barrel drum-mixer in the field.
Slide 17
January 2009 5 - 17
Unitized Dryer- Mixer“Double Barrel” Plant
Combustion Heating Drying
Mixing
The photo shows the inner drum of a double barrel showing the mixing paddles.

Asphalt Plant Level II – January 2009 Page 7 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 18
January 2009 5 - 18
Separate Dryer / Mixer Plant
Mixing
Combustion
Separate dryer/mixer plants manage their dryers very similar to counter-flow dryers. The mixing unit is managed similar to the mixing area in a counter-flow drum-mixer. Therefore, you can see the similarity in these different types of drum-mixers, even though they look different.
Slide 19
January 2009 5 - 19
Heat Transfer in a Dryer
Heat transfer in a dryer, regardless of type, is primarily accomplished through “convective” heat transfer, which is the heat associated with the hot gases as they proceed through the dryer. Minimal heat transfer occurs from the radiant heat transfer from the flame, or the conductive heat transfer of the shell. The effectiveness of the convective heat transfer is impacted most directly by the flighting in the dryer.
Slide 20
Flight Configuration
“Flight” types and styles offer
different veiling characteristics
(“Flights” or “lifters” are steel shapes that lift and drop material through the hot gas stream created by the the burner and the exhaust fan)
January 2009 5 - 20
Flights or “lifters” are steel channels of various shapes and lengths that are installed in the longitudinal axis of the dryer. As the dryer rotates, the flights pick up and then drop the aggregate through the hot gas stream. This is called “veiling.” Veiling is affected by the style of flight. Proper flight designs do not drop the aggregate too soon, or too late.
Asphalt Plant Level II – January 2009 Page 8 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 21
January 2009 5 - 21
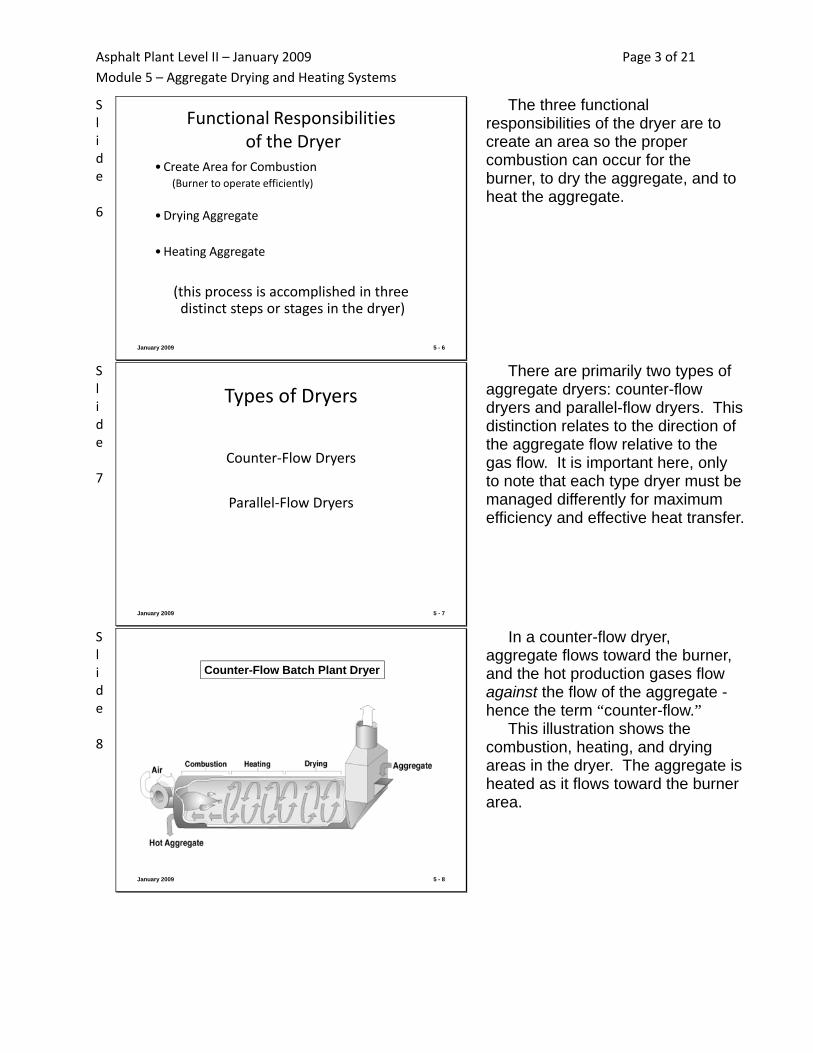
Aggregate Veiling Improperly forEfficient Heat Transfer / Drying
This illustration shows aggregate being dropped too soon in the dryer. Because hot gases will follow the path of least resistance, they pass around the aggregate and ineffective heat transfer occurs.
Slide 22
January 2009 5 - 22
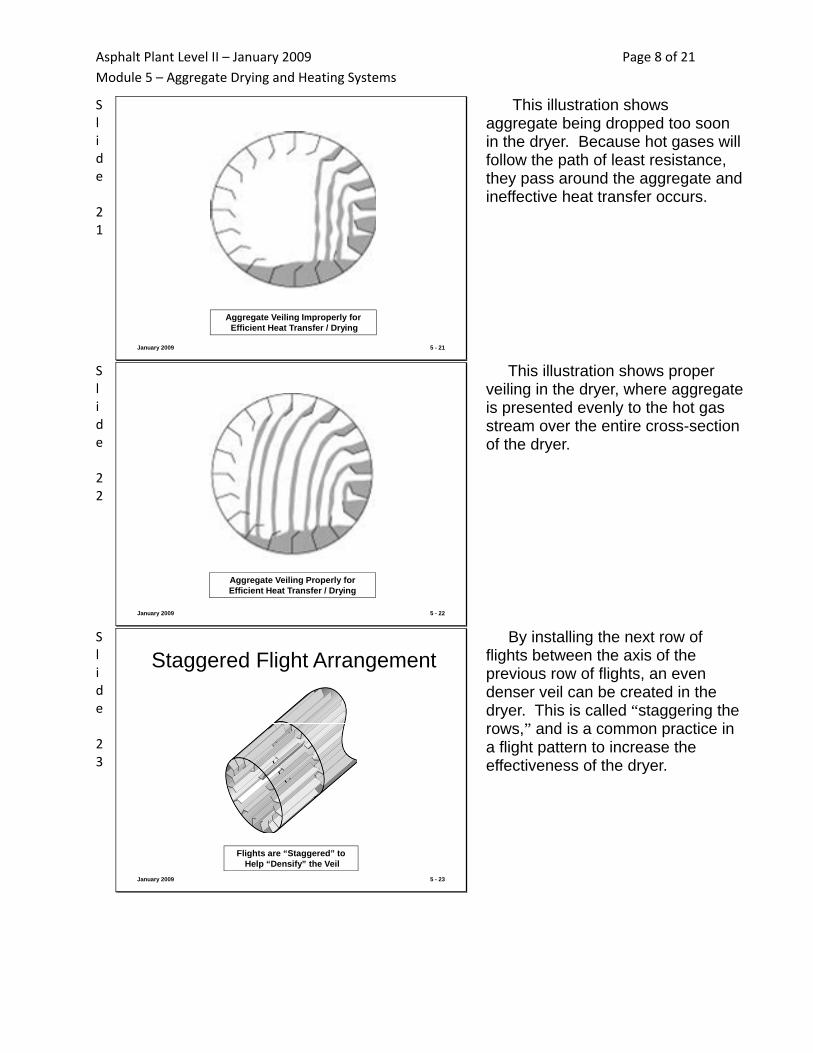
Aggregate Veiling Properly for Efficient Heat Transfer / Drying
This illustration shows proper veiling in the dryer, where aggregate is presented evenly to the hot gas stream over the entire cross-section of the dryer.
Slide 23
January 2009 5 - 23
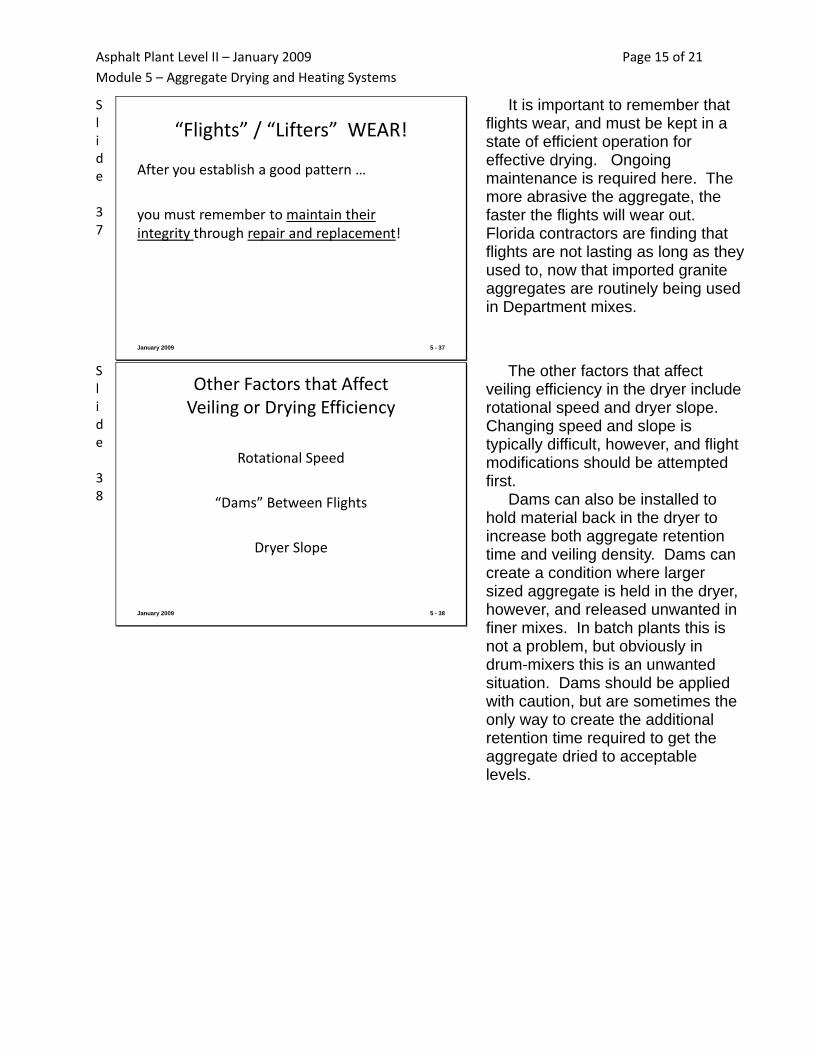
Staggered Flight Arrangement
Flights are “Staggered” toHelp “Densify” the Veil
By installing the next row of flights between the axis of the previous row of flights, an even denser veil can be created in the dryer. This is called “staggering the rows,” and is a common practice in a flight pattern to increase the effectiveness of the dryer.

Asphalt Plant Level II – January 2009 Page 9 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 24
January 2009 5 - 24
Staggered Flight Arrangement This picture shows you how flights are “staggered” between rows, and how different types of “flights” or “lifters” are sometimes used to maximize the “veil” and drying efficiency.
Slide 25
January 2009 5 - 25
Effective Flight Arrangement This illustration shows the effect of a properly flighted dryer. It is impossible for the gases to travel the length of the dryer without encountering the aggregate in the dryer. This creates efficient heat transfer, creates a condition for lowest cost and highest productivity for the contractor, and creates a condition of highest effectiveness for drying.
Slide 26
January 2009 5 - 26
Ineffective Flight Arrangement This photo illustrates flights that deposit aggregate only in one configuration and do not carry material to the other side of the dryer, creating a hole in the veil, as shown on the right side of the photo. This style of flight can be adjusted to overcome this condition.

Asphalt Plant Level II – January 2009 Page 10 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 27
Best Management PracticesMonitoring Drying Effectiveness
Monitoring temperatures provides
an indication of drying efficiency!
Three types of temperaturesare monitored …
January 2009 5 - 27
Monitoring temperature provides an indication of veiling, and therefore drying efficiency. Three different temperatures can be easily monitored to ensure that the dryer is working efficiently.
Slide 28
Best Management PracticesMonitoring Drying Effectiveness
Temperature #1:
Measuring exit gas differential temperature is an indicator of veiling / drying efficiency!
January 2009 5 - 28
The first temperature is the exit gas differential temperature.
Slide 29
January 2009 5 - 29
Best Management PracticesMonitoring Drying Effectiveness
Checking this temperature can be accomplished with a series of thermometers, as suggested here, or you can simply measure the steel temperature of the gas housing with an infrared temperature gun after the plant has run about one hour. These measurements should be taken when the plant is at capacity to ensure there is as much “veil” in the dryer as possible.

Asphalt Plant Level II – January 2009 Page 11 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 30
January 2009 5 - 30
Best Management PracticesMonitoring Drying Effectiveness
Location for taking side-to-side exitgas temperatures with an infrared gun
This illustration shows where you would take side-to-side exit gas temperatures with an infrared gun. This area is typically about 2/3rds the way up the gas housing, and about 12” from the dryer seal. You’ll want to “shoot” both sides in the same place. Again, this temperature should only be taken at normal production rates, and after the dryer has had a chance to run about one hour and heat evenly. Note that when using this method you are not actually taking the exit gas temperatures, but rather are just establishing the differential. The steel will heat evenly after about one hour’s run time and provide an indication of differential temperature of the gas inside the duct.
Slide 31
When to Adjust “Flights”?
If side‐to‐side exit gas differential temperatureis more than 100°F ….
“flighting” work to improve “veiling” is indicated.
150°F or more indicates potential problems.
January 2009 5 - 31
If there is a side-to-side exit gas temperature differential greater than 100°F, the dryer could benefit from flighting adjustments. If the temperature is 150°F or more, it is possible drying efficiency problems might be occurring. It is important that these temperatures are taken at full production, not partial production. Otherwise there won’t be enough aggregate in the dryer to create an effective “veil.” Without aggregate in the dryer, the dryer will show an abnormally high differential temperature.

Asphalt Plant Level II – January 2009 Page 12 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 32
Temperature #2:
Overall exit gas temperature from dryer:
Counter‐Flow Dryer…….220‐270°FParallel‐Flow Dryer…….320‐350°F
(above temps are for 300° mix)Note: Warm Mix Asphalt temps will be lower.
January 2009 5 - 32
Best Management PracticesMonitoring Drying Effectiveness
The second temperature is the overall exit gas temperature as it enters the dust collection equipment. As a rule-of-thumb for 300°F aggregate or mix temperatures, counter-flow dryers are flighted for exit gas temperatures in the 220-270°F range, and parallel-flow dryers are flighted for exit gas temperatures in the 320-350°F range. Because the exit gases are flowing the same direction as the aggregate, parallel-flow dryers cannot have a gas temperature lower than the aggregate temperature. This also indicates that counter-flow dryers are slightly more fuel-efficient. Counter-flow dryers can be flighted where exit gas temperatures are well below 200°F for maximum fuel efficiency. This is typically not done, however, because most plants are now equipped with baghouses and the gas temperature must stay above dew point as they pass through the baghouse. If it is not, the moisture from the aggregate material is likely to re-condense on the aggregate fines, causing both equipment and mix quality problems.

Asphalt Plant Level II – January 2009 Page 13 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 33
Temperature #3:
Compare dryer discharge temperaturewith temperature of mix being shipped:
(20°F or greater loss suggests slowing
production rate or modifying dryer flights/veiling)
January 2009 5 - 33
Best Management PracticesMonitoring Drying Effectiveness
The third temperature is the “temperature drop through the system.” By comparing the mix or aggregate temperature as it exits the dryer to the mix temperature in the truck, drying effectiveness is indicated. Temperature loss occurs when the surface temperature of the aggregate reads the targeted value, but the drying process is not complete. In this situation, as the aggregate sits in the tower or mix sits in the silo the aggregate finishes the drying process and temperature loss occurs. Temperature losses of more than 20°F are worrisome. Slowing the feed rate typically closes this temperature differential. Long term, flighting or veiling changes are indicated.
Slide 34
January 2009 5 - 34
Screen capture from WEM4000 Drum Control screen showing displays for baghouse inlet, outlet, and finished product temperatures. Plant operator can monitor these temperatures from the control house.

Asphalt Plant Level II – January 2009 Page 14 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 35
Watch for moisture dripping from silo gates!
Retained moisture and temperatureloss typically go hand‐in‐hand!
(Moisture and/or > 20°F loss suggests slowing
production rate or modifying dryer flights/veiling)
January 2009 5 - 35
Best Management PracticesMonitoring Drying Effectiveness
Another field indication that dryer modifications are necessary is moisture dripping from silo gates. If moisture is present at the hot mix silo gates, one typically finds significant temperature losses through the system. The feed rate should be reduced and/or flight/veiling modifications made.
Slide 36
“Field Check” for Drying Effectiveness:
– Obtain sample of mix– Sealed container best or weigh immediately– Weigh, dry in lab, re‐weigh– Difference is moisture not removed!– 1% moisture or more is a problem
(not a state requirement or inspection item)
January 2009 5 - 36
Best Management PracticesMonitoring Drying Effectiveness
If a producer suspects his aggregates are not getting thoroughly dried, it is easily checked by taking a sealed sample of the mix, weighing the sample, drying in the lab, and re-weighing. Any loss is moisture that was not removed in the drying process. Best Management Practices for hot mix production assumes aggregate is dried to within 0.5% retained moisture in the stone. Moisture loss within 0.5%, therefore, is acceptable. Moisture loss in the 1% or +1% range is not acceptable, and indicates changes in the dryer or the feed rate is required. There is not a specific depart-ment regulation regarding retained moisture. The information above is presented only as a “Best Manage-ment Practice” guideline, and is not a department inspection point. Specification 320-2.5 does require that the dryer is capable of “heating the aggregates to within the specified temperature ranges” and 320-2.1 requires the plant is capable of “producing a mixture…to the temperatures specified,” but specific references to allowable retained moisture in the mix are not made.
Asphalt Plant Level II – January 2009 Page 15 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 37
“Flights” / “Lifters” WEAR!
After you establish a good pattern …
you must remember to maintain theirintegrity through repair and replacement!
January 2009 5 - 37
It is important to remember that flights wear, and must be kept in a state of efficient operation for effective drying. Ongoing maintenance is required here. The more abrasive the aggregate, the faster the flights will wear out. Florida contractors are finding that flights are not lasting as long as they used to, now that imported granite aggregates are routinely being used in Department mixes.
Slide 38
Other Factors that AffectVeiling or Drying Efficiency
Rotational Speed
“Dams” Between Flights
Dryer Slope
January 2009 5 - 38
The other factors that affect veiling efficiency in the dryer include rotational speed and dryer slope. Changing speed and slope is typically difficult, however, and flight modifications should be attempted first. Dams can also be installed to hold material back in the dryer to increase both aggregate retention time and veiling density. Dams can create a condition where larger sized aggregate is held in the dryer, however, and released unwanted in finer mixes. In batch plants this is not a problem, but obviously in drum-mixers this is an unwanted situation. Dams should be applied with caution, but are sometimes the only way to create the additional retention time required to get the aggregate dried to acceptable levels.

Asphalt Plant Level II – January 2009 Page 16 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 39
Best Management PracticesDryers
Pushing a dryer to “puff point” ensures aggregate is not being dried!
(what is “puff point”?)
January 2009 5 - 39
“Pushing” a dryer, or feeding a dryer beyond its heating and drying capability negatively impacts the quality of the product by not thoroughly drying the aggregate. “Puffing” if it occurs, can typically be seen at the ends of the dryer as puffs of dust laden steam escaping along the seals. Arrow points to seal around drum.
Slide 40
Best Management PracticesDryers
Pushing a dryer to “puff point” ensures aggregate is not being dried!
Solutions
Reduce feed rateMonitor temperature losses
Consider changing flighting/veiling properties
January 2009 5 - 40
“Puffing” dryers are dryers that are probably not adequately drying and heating the stone, because the dryer has been pressurized with steam and the moisture cannot be totally removed. Operators should reduce feed rates when dryers start puffing, and watch their temperature losses through the rest of the plant carefully. Also look at the flights and veiling in the drum.
Slide 41
Moisture Effects on Drying Effectiveness
Every 1% change in aggregate moisture:– changes production capability by 13%– increases fuel costs by 10%.
January 2009 5 - 41
The National Asphalt Pavement Association’s publication, “Applying IS-52, Production Expectations for your Facility” outlines that every 1% change in moisture levels in the aggregate impacts theoretical production and drying rates by 13%. Every 1% change in aggregate moisture also impacts fuel consumption by 10%. In Florida, with high moistures typical of the aggregates, plant production and drying rates can be drastically impacted. The operator should watch for temperature losses carefully, and not push the dryer beyond its capabilities. Photo shows

Asphalt Plant Level II – January 2009 Page 17 of 21 Module 5 – Aggregate Drying and Heating Systems
water draining out of coarse aggregate stockpile on slope.
Slide 42
Best Management PracticesDryers
Pushing a dryer beyond its capabilities can possibly cause:
• Coating problems with binder
• Tenderness for compaction
• Density problems in the mat
• Smoothness problems
• Pavement life…..?
January 2009 5 - 42
Failure to yield to this caution could impact mix quality and lead to coating problems with the final mix (due to moisture continuing to “boil” out of the aggregate inhibiting asphalt adhesion), tenderness during compaction (from retained moisture in the mix), density problems in the mat (created by the moisture impacting the effective rolling pattern), smoothness problems with the mat (again caused by difficulties in compaction), and possibly affect the long-term serviceable life of the pavement.
Slide 43
Inspection GuidelinesDryers
• Required mix temperature? (320‐2.1)
• Thermocouple in dryer discharge? (320‐2.5)
• Aggregate temperature display and recording device? (320‐2.5)
• Compare dryer discharge temperatures and mix temperature for adequate drying
• Watch for puffing or other signals of dryer exceeding capabilities
January 2009 5 - 43
Department specifications require that aggregate is dried to produce proper mix temperature (320-2.1), that a recording thermocouple is located to record the discharge temperature of the aggregate (320-2.5), and that the aggregate or mix temperature is displayed for view (320-2.5). The other items shown in the list are prudent to watch for to ensure proper drying and heating is occurring and the dryer is not exceeding its current capabilities.

Asphalt Plant Level II – January 2009 Page 18 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 44
January 2009 5 - 44
Role of the Exhaust Fan in
Drying
The exhaust fan plays a critical role in the drying process. Without proper air flow, the burner cannot achieve proper combustion. Without proper air flow, the products of combustion and steam cannot be evacuated from the dryer.
Slide 45
Role of the Exhaust Fanin Drying
Without a properly operating fan,
proper drying and heating cannot occur.
Why?
January 2009 5 - 45
Therefore, without proper air flow, proper drying and heating cannot occur.
Slide 46
January 2009 5 - 46
Pictures of various manufacturers exhaust fans.

Asphalt Plant Level II – January 2009 Page 19 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 47
Role of the Exhaust Fanin Drying
Dryer’s performance depends on the exhaust fan to supply air for combustion and exhaust to carry out the steam.
If exhaust fan can’t do this, the dryer becomes pressurized, and the steam has nowhere to go = retained moisture and temperature loss.
January 2009 5 - 47
Slide 48
Air Leaks Inhibit Production
Air leaks keep the exhaust fan from
doing the job it must do for the dryer
January 2009 5 - 48
Air leaks in the system keep the fan from doing its part in the drying system, and inhibits production rate. This creates a condition where not thoroughly drying aggregate is likely.
Slide 49
January 2009 5 - 49
The reason air leaks negatively impact drying efficiency is that air will take the path of least resistance. If leaks are allowed to develop and exist in the exhaust gas system, both productivity and drying efficiency will suffer because air flow at the dryer is reduced. Routine attention needs to be paid to seals and any holes that might develop in the ductwork to maximize dryer effectiveness.

Asphalt Plant Level II – January 2009 Page 20 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 50
Fan Output Suspect?
Consider testing the exhaust fan if the
dryer continues to fall below rated capacity
(requires a trained technician)
January 2009 5 - 50
If all plant seals are in good condition and there are no noticeable leaks in the system, but production rates are still less than expected from the dryer, consider testing the fan for proper air flow. Depending on the type of fan, it is possible for parts of the fan to wear, reducing air flow. Without air flow the dryer cannot perform as designed or as required. Fan systems, however, require attention from trained service technicians. Fans behave in ways that are not transparent to lay persons, with principles universally referred to as “fan laws.” If dryer performance is less than expected, and all else fails, consider testing the fan for proper output.
Slide 51
Module 5What we covered...
• Basic operating principles of aggregate dryers and drum‐mixers
• Factors that affect drying efficiency
• Ways to identify if efficient drying and heating is occurring
January 2009 5 - 51

Asphalt Plant Level II – January 2009 Page 21 of 21 Module 5 – Aggregate Drying and Heating Systems
Slide 52
January 2009 5 - 52
QUESTIONS ?
Any Questions?