conversion of wood and non-wood paper- grade - diva portal
TRANSCRIPT

Conversion of Wood and Non-wood Paper-grade Pulps to Dissolving-grade Pulps
Viviana Köpcke
Doctoral Thesis
Royal Institute of Technology School of Chemical Science and Engineering Department of Fibre and Polymer Technology
Division of Wood Chemistry and Pulp Technology
Stockholm 2010
Conversion of Wood and Non-wood Paper-grade Pulps to Dissolving-grade Pulps
Supervisor
Associate Professor Monica Ek
AKADEMISK AVHANDLING Som med tillstånd av Kungliga Tekniska Högskolan framläggs till offentlig granskning för avläggande av teknologie doktorsexamen, fredagen den 3 december 2010 kl. 13.00 i sal F3, Lindstedsvägen 26, KTH, Stockholm. Avhandlingen försvaras på engelska. ©Viviana Köpcke Stockholm 2010 TRITA-CHE-Report 2010:46 ISSN 1654-1081 ISBN 978-91-7415-777-2
Abstract Dissolving-grade pulps are commonly used for the production of cellulose derivatives and regenerated cellulose. To obtain products of high quality, these so-called "special" pulps must fulfill certain requirements, such as high cellulose content, low hemicellulose content, a uniform molecular weight distribution and high cellulose reactivity. Most, if not all, of the commercial dissolving pulps accomplish these demands to a certain extent. Nevertheless, achieving high cellulose accessibility as well as solvent and reagent reactivity is not an easy task due to the compact and complex structure presented by the cellulose. In the first part of this work, three commercial monocomponent endoglucanases were investigated with the purpose of enhancing the cellulose accessibility and reactivity of a hardwood dissolving pulp. A monocomponent endoglucanase with a cellulose-binding domain (CBD) was shown to significantly improve the cellulose reactivity. The positive effect of this enzyme on dissolving-grade pulps was also observed on paper-grade pulps. The main focus of the forest industry is the production of paper-grade pulps. Paper-grade pulps are mostly produced by the kraft process. In contrast, dissolving-grade pulps are produced by the sulfite and prehydrolysis kraft processes due to the high purity required for these pulps. The kraft process is known for being the most efficient process in terms of energy and chemical recovery, which makes the production costs of paper-grade pulps lower than those of sulfite dissolving-grade pulps. Besides, the production of dissolving pulps present, among others, higher capital and chemical costs than paper-grade pulps. Therefore, the viability of converting paper-grade pulps into dissolving pulps is brought into a question. However, this task is not simple because paper-grade pulps contain a lower cellulose content and a higher hemicellulose content than dissolving pulps. They also present lower cellulose reactivity and an inhomogeneous molecular weight distribution. As a consequence, the second part of this work focused on the study of the feasibility of converting kraft pulps into dissolving pulps. Several sequences of treatments of hardwoods and non-wood pulps were investigated. The best sequence for each suitable pulp was developed, and the parameters involved were optimized. After several attempts, it was demonstrated that pulps from birch, eucalypt and sisal fulfill the requirements of a commercial dissolving pulp for the viscose process after being subjected to a sequence of treatments that included two commercial enzymes, a xylanase and a monocomponent endoglucanase, and alkali extraction steps.

Sammanfattning Dissolvingmassor används vanligen för framställning av cellulosaregenerat och cellulosaderivat. För att erhålla högkvalitativa produkter måste dessa så kallade specialmassor uppfylla vissa krav som t ex högt cellulosainnehåll, låg hemicellulosahalt, en homogen molekylviktsfördelning samt hög cellulosareaktivitet. De flesta kommersiella dissolvingmassorna uppfyller dessa egenskaper i viss utsträckning. Men att uppnå hög tillgänglighet, löslighet samt reaktivitet, är inte enkelt på grund av cellulosans kompakta och komplexa struktur. I avhandlingens första del undersöktes monokomponent endoglukanasers förmåga att öka cellulosans tillgänglighet och reaktivitet för en lövvedsbaserad dissolvingmassa. Ett monokomponent endoglukanas med en cellulosabindande domän (CBD) visade sig signifikant öka cellulosans tillgänglighet och reaktivitet. Motsvarande försök testades även på pappersmassor. Skogsindustrins fokus är framförallt framställning av pappersmassor. Dessa framställs främst med sulfatprocessen. Dissolvingmassor däremot framställs från sulfitprocessen alternativt förhydrolyserad sulfat, på grund av kravet på hög renhet för dessa massor. Sulfatprocessen är känd för att vara den mest effektiva processen med avseende på energi och återvinningsaspekter, vilket leder till att produktionskostnaderna blir lägre för pappersmassor än sulfitdissolvingmassor. Detta har lett till försök att konvertera pappersmassor till dissolvingmassa. Detta är emellertid inte en lätt uppgift, framförallt eftersom pappersmassor innehåller lägre halter cellulosa och högre halter hemicellulosor än dissolvingmassor. Pappersmassor visar även lägre reaktivitet och en inhomogen molekylviktsfördelning. Som en konsekvens av detta, fokuserades arbetet i den andra delen av denna studie på möjligheten att omvandla sulfatmassa till dissolvingmassa. Ett flertal sekvenser av olika behandlingar av lövved och ettårsväxter undersöktes i detta arbete. Den bästa sekvensen för respektive massa bestämdes, och de ingående parametrarna optimerades. Efter flertal försök visades att massor från björk, eukalyptus och sisal uppfyllde kraven för en kommersiell dissolvingmassa för viskostillverkning. Detta efter att ha behandlats med en sekvens, bestående av två kommersiella enzymer, ett xylanas och ett monokomponent endoglukanas, samt alkalisteg.

List of Publications This thesis is based on the following papers which are referred to by roman numbers and that are appended at the end. Paper I Increasing accessibility and reactivity of paper grade pulp by enzymatic treatment for use as dissolving pulp V. Köpcke, D. Ibarra and M. Ek (2008), Nordic Pulp and Paper Research Journal, Vol. 23(4), pp. 363−368.
Paper II Exploring enzymatic treatments for the production of dissolving grade pulp from different wood and non-wood paper grade pulps D. Ibarra, V. Köpcke and M. Ek (2009), Holzforschung, Vol. 63, pp. 721−730 Paper III Optimization of treatment sequences for the production of dissolving pulp from birch kraft pulp V. Köpcke, D. Ibarra, P.T. Larsson and M. Ek (2010), Nordic Pulp and Paper Research Journal, Vol. 1, pp. 191−198. Paper IV Optimization of treatments for the conversion of eucalyptus kraft pulp to dissolving pulp V. Köpcke, D. Ibarra, P.T. Larsson and M. Ek (2010), Polymers from Renewable Resources, Vol. 1, pp. 17−34 Paper V Combination of alkaline and enzymatic treatments as a process for upgrading sisal paper-grade pulp to dissolving-grade pulp D. Ibarra, V. Köpcke, P.T. Larsson, A-S. Jääskeläinen, and M. Ek (2010), Bioresource Technology, Vol. 101, pp. 7416−7423. Paper VI Behaviour of different monocomponent endoglucanase on the accessibility and reactivity of dissolving-grade pulps for viscose process D. Ibarra, V. Köpcke, and M. Ek, (2010), Enzyme and Microbial Technology, Vol. 47, pp. 355-362.

Author contribution: Paper I: Principal author, planned and performed the experimental work
together with Dr. D. Ibarra. Paper II: Co-author, contributed to plan the experimental work together with Dr.
D. Ibarra.
Paper III: Principal author, planned and performed all the experimental work except for the 13CP/MAS NMR performed by P.T Larsson.
Paper IV: Principal author, responsible for planning the experimental work. The
13CP/MAS NMR was performed by P.T Larsson
Paper V: Co-author, contributed to plan the experimental work together with Dr. David Ibarra. A-S. Jääskeläinen performed the Raman Spectroscopy and P.T. Larsson the 13CP/MAS NMR spectroscopy.
Paper VI: Co-author, contributed to plan the experimental work together with Dr.
D. Ibarra

Results from the above publications have been presented at: Influence of Mechanical and Enzymatic Treatment on Cellulose Accessibility V. Hermosilla, H. Nanko and M. Ek. 14th ISWFPC: International Symposium on Wood, Fibre and Pulping Chemistry, June 25-28, Durban, South Africa, 2007. Conference Proceedings, abstract 117.
Study on the feasibility of converting kraft pulps into dissolving pulps: accessibility and reactivity V. Köpcke, D. Ibarra, and M. Ek 235th American Chemical Society (ACS) National meeting, April 6-11, New Orleans, USA, 2008. Abstract of papers CELL-257 Exploring enzymatic and chemical pretreatments to upgrade eucalyptus globulus paper-grade pulp into dissolving-grade pulp D. Ibarra, V. Köpcke, and Ek, M.
4th International Colloquium on Eucalyptus Kraft Pulp (ICEP). May 4-6, Concepción, Chile, 2009
Structural characterization of dissolving-grade pulps produced by paper-grade pulp V. Köpcke, D. Ibarra, G. Henriksson, P.T. Larsson and M. Ek 15th ISWFPC: International Symposium on Wood, Fibre and Pulping Chemistry, June 15-18, Oslo, Norway, 2009. Proceedings, abstract O-030. Feasibility study on converting paper-grade pulps to dissolving-grade pulps V. Köpcke, D. Ibarra, P.T. Larsson and M. Ek 11th European Workshop on Lignocellulosics and Pulp, EWLP, August 16-19, Hamburg, Germany, 2010.


Table of contents
1 Introduction..................................................................................................................1 1.1 Objectives............................................................................................................................ 1
2 Background...................................................................................................................2 2.1 Cellulose structure........................................................................................................... 2 2.1.1 Molecular level ........................................................................................................................... 2 2.1.2 Supramolecular level............................................................................................................... 3 2.1.3 Morphological level.................................................................................................................. 3
2.2 Cellulose accessibility and reactivity......................................................................... 4 2.3 Enzymes in the pulp and paper industry.................................................................. 5 2.4 Reactivity measurements .............................................................................................. 8 2.5 Dissolvinggrade pulps ................................................................................................... 8 2.6 Cellulose derivatives and regenerated cellulose................................................... 9 2.7 Regenerated cellulose: The viscose process .........................................................10 2.8 Papergrade pulps: Wood and nonwood pulps...................................................11 2.9 Converting papergrade pulps into dissolvinggrade pulps ............................12
3 Experimental ............................................................................................................. 13 3.1 Materials............................................................................................................................13 3.1.1 Pulps .............................................................................................................................................13 3.1.2 Enzymes ......................................................................................................................................13 3.1.3 Alkali extraction and hypochlorite treatments..........................................................14
3.2 Methods .............................................................................................................................14 3.2.1 Pulp treatments .......................................................................................................................14 3.2.2 Reactivity measurements ....................................................................................................14 3.2.3 Pulp viscosity ............................................................................................................................15 3.2.4 Carbohydrate analysis ..........................................................................................................16 3.2.5 Alkali Solubility ........................................................................................................................16 3.2.6 Size exclusion chromatography (SEC) ...........................................................................16 3.2.7 Cross‐Polarization Magic Angle Spinning Carbon 13‐NMR (13C PMAS NMR)....................................................................................................17 3.2.8 Scanning electron microscopy (SEM) ............................................................................17
4 Results and Discussion........................................................................................... 18 4.1 Dissolvinggrade pulp ...................................................................................................18 4.1.1 Accessibility and reactivity .................................................................................................18 4.1.2 Size exclusion chromatography........................................................................................21
4.2 Papergrade pulps..........................................................................................................23 4.2.1 Accessibility and reactivity: effect of a monocomponent endoglucanase. .....23 4.2.2 Xylanase treatment ................................................................................................................28 4.2.3 The effect of sequential treatment using a xylanase prior to the
monocomponent endoglucanase .....................................................................................29 4.2.4 Alkali extraction step.............................................................................................................31

4.2.5 Supramolecular structure: 13C CPMAS nuclear magnetic resonance spectroscopy .............................................................................................................................32
4.3 Optimization of treatments for birch and eucalyptus pulps ...........................36 4.3.1 Alkali concentration...............................................................................................................36 4.3.2 Reaction time ............................................................................................................................37 4.3.3 Stirring effect ............................................................................................................................37 4.3.4 Optimization of hemicellulose removal: alkali extraction versus xylanase
treatment ....................................................................................................................................38 4.3.5 Effect of the hypochlorite stage versus endoglucanase treatment on cellulose
reactivity .....................................................................................................................................41 4.3.6 Effect of pulp consistency....................................................................................................42
4.4 Characterization of the treated pulps to be used as dissolving pulps ..........43 4.5 Molecular weight distribution ...................................................................................44
5 Conclusions ................................................................................................................ 48 6 Acknowledgements................................................................................................. 49
7 References.................................................................................................................. 50

1
1 Introduction During the last years the use of petroleum-based products has attracted rising attention due to the negative impact those can have on the environment. Most of these polymers are not biodegradable, thus, cannot be decomposed naturally. In addition to this, the depletion of petroleum oil as well as the addition of carbon dioxide to the atmosphere at the end of its life cycle has increased the motivation of using materials from renewable and CO2-neutral resources, such as wood, for the production of natural polymers. For decades, the forest industry has been mainly directed toward the production of paper and board; however, a small but appreciable market has been directed toward the production of cellulose derivatives and regenerated cellulose. To produce cellulose derivatives and regenerated cellulose, good cellulose accessibility and reactivity are desired. However, cellulose presents a compact structure that makes accessibility difficult and that leads to an inhomogeneous substitution, which, in turn, results in low-quality products. Several studies have attempted to overcome this problem; nevertheless, due to the complexity of cellulose structure, there are still many aspects that must be considered altogether, such as wood species, morphology, pulping process, etc. Cellulose derivatives and regenerated cellulose are produced from dissolving-grade pulps and, to a lesser extent, cotton linters because a refined and pure raw material (e.g., high cellulose content, low hemicellulose and lignin content, a homogeneous molecular weight distribution) is required. However, due to these particular requirements, these “special” pulps present higher costs than those of common paper-grade pulps. The idea of converting paper-grade pulps into dissolving-grade pulps is not new. Several studies have reported positive attempts, although these studies have been mainly directed toward the efficient removal of hemicelluloses and not the improvement of cellulose reactivity.
1.1 Objectives The aim of this work was, therefore, to enhance the cellulose accessibility and reactivity of a commercial dissolving pulp by testing different commercial monocomponent endoglucanases. Furthermore, the enzyme that showed to largest improvement on cellulose reactivity was tested on different paper-grade pulps, and the feasibility of converting paper-grade pulps into dissolving-grade pulps was assessed. Several treatments that included the use of enzymes and different chemicals were evaluated, and the optimal sequence was developed in terms of cellulose reactivity, pulp viscosity, hemicellulose content and molecular weight distribution.

2
2 Background
2.1 Cellulose structure Cellulose, the most abundant polymer in nature, is the main component of wood and some agricultural residues, grasses and other plant species (Klemm et al. 2002). Cellulose is not found in its pure form, and the purest source, cotton, consists of more than 90% cellulose. Hardwoods and softwoods contain between 40-50%, whereas non-wood species such as flax, sisal and hemp contain about 70% (Hon 1996). The nature of the cellulose polymer is complex; therefore, to be able to understand it, three structural levels must be taken in consideration: the molecular level, the supramolecular level and the morphological level.
2.1.1 Molecular level
Cellulose is a polymer that consists of β(1→4) linked D-glucose units, where each glucose unit is rotated by 180° with respect to the subsequent glucose unit in the cellulose chain (Figure 1). Two different terminal hydroxyl groups are found at each end of the cellulose chain. One end, the non-reducing end, contains an alcoholic hydroxyl group, and the other end, the reducing end, contains an aldehyde hydrate group. Figure 1. Cellulose structure. The reactivity of the cellulose molecule depends on three reactive hydroxyl groups (C2, C3, and C6). When these groups interact, intramolecular hydrogen bonds (interactions between hydroxyl groups within the same molecule) and intermolecular hydrogen bonds (interactions between hydroxyl groups on neighboring cellulose molecules) form.

3
2.1.2 Supramolecular level
The structure of cellulose is not uniform and through the arrangement of the inter- and intramolecular hydrogen bonds, mainly intramolecular bonds, the cellulose molecules form a stiff network, which creates the close compact structure of cellulose that is responsible for its high viscosity in solution and its high tendency to crystallize. Both highly ordered (crystalline) and relatively unordered regions can be found. The relative proportions of these regions that depend on the raw material and the treatments to which the cellulose has been subjected (Fengel and Wegener 1984, Klemm 2002), are also responsible for the limited solubility of cellulose, and, thus, to the difficulty for solvents and reagents to access areas within the cellulose fibers (Krässig 1993, Hon 1996). Cellulose is structured in a parallel arrangement and forms fibrils, the smaller morphological units, and fibril aggregates, which can adopt different forms or polymorphs. The most extensively studied forms are cellulose I and cellulose II. Cellulose I is the dominant polymorph of native cellulose and exhibits two crystalline modifications, cellulose Iα, which is found in bacterial and algal cellulose, and cellulose Iβ, which is found in higher plants (Atalla and VanderHart, 1984). Additionally, cellulose I can be converted into cellulose II by mercerization and regeneration from solution. It has been suggested that one of the main differences between these two polymorphs is that cellulose II exhibits an anti-parallel arrangement, whereas in cellulose I, the cellulose chains exhibit a parallel structure (Sarko and Muggli 1974, Kolpak and Blackwell 1976, O´Sullivan 1997, Kroon-Batenburg and Kroon 1997). The study of the cellulose polymorphs has been performed by many techniques including Raman spectroscopy (Fischer et al. 2005) and solid-state NMR. It has been reported, however, that 13CP/MAS-NMR spectroscopy is one of the most sensitive techniques (Isogai et al. 1989, Lennholm and Iversen 1995, Larsson et al. 1997, Maunu et al. 2000).
2.1.3 Morphological level
The morphological level mainly refers to the structure of both native and man-made cellulose fibers, e.g. regenerated cellulose, as well-organized arrangements of fibril aggregates. In native cellulose, the cell wall structure consists of different layers where the cellulose fibrils are deposited and arranged during growth. In contrast, the fibrils are arranged more or less randomly in man-made or regenerated cellulose fibers. In both cases, the deposition of these fibrils produces the formation of pores and channels, which are not at all uniform in size and form and play important roles in

4
the accessibility and reactivity of cellulose (Lin 1972, Krässig 1993, Klemm et al. 2002).
2.2 Cellulose accessibility and reactivity Cellulose accessibility and reactivity have been the topic of great interest for years. Even today, they have not lost their significance and are some of the most important quality parameters for dissolving pulps. These parameters, which are associated with the accessibility and reactivity of chemicals (solvents and reagents) to the cellulose, are considered to be completely dependent on the structure and morphology of the cellulose fibers (Krässig 1993, Elg Christoffersson et al. 2002). Furthermore, it has been suggested that cellulose reactivity is more related to the dissociation of fibril aggregates into elementary fibrils than to crystallinity (Fahmy and Mobarak 1971). As mentioned earlier, cellulose exhibits a compact and complex network characterized by the arrangement and deposition of cellulose molecules in fibrils and fibril aggregates in the cell wall, resulting in more- or less-ordered regions formed by the hydrogen bonds within the cellulose chains (Fengel and Wegener 1984, Klemm et al. 2002). The hydrogen bonds, together with dipole interactions and van der Waals bonds, produce rather strong inter-chain forces that are responsible for the limited accessibility of cellulose to solvents and reagents. Therefore, only the cellulose molecules located on the surfaces and within the fibrils and aggregates are accessible. The accessibility of cellulose depends mainly on the number and size of the pores in the cellulose structure, the size and type of solvent or reagent, the internal surface that is accessible (as determined by the size of fibrils or fibril aggregates), and the structure of the cellulose molecules (which determines which hydroxyl groups are accessible). Therefore, to increase cellulose accessibility, the pores must be opened and both the fibril aggregates and the highly ordered regions must be altered (Krässig 1993). The accessibility and reactivity of cellulose are also affected by the hornification. Hornification occurs upon drying or water removal from the pulp, which causes a partial irreversible collapse of the polymer structure by shrinking the internal fiber volume and, therefore, a reduction in its reactivity (Fernandes et al. 2004). Hemicelluloses have shown to hinder the hornification effect (Oksanen et al. 1997). However, dissolving pulps demand a low amount of hemicelluloses. Thus, when hemicelluloses are removed, hornification is likely to occur. In recent years, several studies have proposed optimal treatments, either alone or in combination, to activate cellulose and, therefore, increase its accessibility and reactivity. Activation methods include degradative treatments (e.g., hydrolysis,

5
oxidation and thermal treatments), mechanical treatments (e.g., wet milling and dry milling), and swelling treatments (e.g., interfibrillar and intrafibrillar action) (Krässig 1993). For instance, it has been reported that different aqueous solvents, such as sodium hydroxide, have been used as swelling solvents (Iovleva et al. 1996, Bochek 2003, Ye and Farriol 2005, Bui et al. 2008), as well as the combination of sodium hydroxide and urea (Kunze and Fink 2005). In addition, enzymatic treatments have been shown to activate cellulose by enhancing cellulose accessibility and reactivity and have become a very promising environmentally friendly alternative to these other treatments.
2.3 Enzymes in the pulp and paper industry In recent years, the study of enzymes has markedly increased, broadening their industrial applications in the detergent, food, pharmaceutical and pulp and paper sectors (van Beilen and Li 2002, Kirk et al. 2002). One of the largest industries worldwide is the pulp and paper industry. Pulp production consumes a large amount of wood and has a number of environmental effects (e.g., large wastewater effluents and chemical discharge). A consequence of the increasing pressure to decrease the environmental impact of pulp production has been the introduction of new, environmentally friendly technologies. Many biological treatments (e.g., enzymatic and microbial treatments) have been developed for the pulp and paper industry, where the successful implementation of these treatments has become increasingly common (Jeffries 1992, Pere et al. 1995, Kamaya 1996, Oksanen et al. 1997, Ramos et al. 1999, Bajpai 1999). Enzymes have also been used to modify paper properties. Of the different enzymes and their applications, cellulases has been used for deinking (Heitmann et al. 1992, Prasad et al. 1993), xylanases have been implemented to improve the mechanical properties of pulps and the refining process (Bhardwaj et al. 1996, Buchert et al. 1998, Gil et al. 2009, Cadena et al. 2010), lipases have been used for pitch control (Fischer et al. 1993), and ligninases, such as laccases or the laccase-mediator system, have been used in the bleaching process along with xylanases (Bajpai and Bajpai 2001, Ibarra et al. 2006). Many studies have attempted to understand the mechanism of the interaction between the enzyme complex and the cellulose. However, due to the complex nature of the substrate, it is even still difficult to know which factors affect the speed of hydrolysis considering that all samples are different (non-uniform). It must be considered that the original cellulose structure might have been altered by different pretreatments and conditions, the proportions of ordered and disordered regions vary among species, and the different hierarchical levels (i.e., the fibrils and fibril aggregates) are modified during hydrolysis (Mansfield et al. 1999). In addition, it has been observed that the

6
presence of cellulose II is not favorable for the adsorption of the enzyme onto cellulose fibers (Lee et al. 1982). The effect of enzymatic treatments on cellulose reactivity has also been investigated. It has been reported that enzymatic treatments, especially using cellulases, hold great potential for increasing cellulose reactivity in dissolving pulps (Rahkamo et al. 1996, Rahkamo et al. 1998, Cao and Tan 2002, Henriksson et al. 2005, Kvarnlöf et al. 2005, Cao and Tan 2006, Engström et al. 2006). Cellulases are enzymes that hydrolyze the 1,4-β-D-glucosidic bonds of the cellulose chain. For hydrolysis to take place, cellulases must bind to the surface of the substrate (i.e., cellulose) (Zhang and Lynd 2004). There are three major groups of cellulases: endoglucanases (EC. 3.2.1.4), cellobiohydrolases or exoglucanases (EC. 3.2.1.91), and glucosidases (EC. 3.2.1.21), as illustrated in Figure 2. These enzymes can act on the cellulose chain either alone or in combination. When they act together, synergy is often generated, resulting in the efficient degradation of the cellulose structure. Endoglucanases (EG) are enzymes that randomly cleave the amorphous sites of cellulose, which creates shorter chains and, therefore, new chain ends. Cellobiohydrolases or exoglucanases (CBH) attack the reducing and non-reducing ends of the cellulose chains, generating mainly cellobiose units. This type of cellulase can also act on microcrystalline cellulose by a peeling mechanism. Glucosidases act on cellobiose, which is two glucose units linked by a 1,4-β-D-glucosidic bond, generating glucose units (Lynd et al. 2002). It has been suggested that there are three primary parameters that affect the degree of enzymatic hydrolysis: the crystallinity, the specific surface area and the degree of polymerization of the cellulose (Mansfield et al. 1999, Eremeeva et al. 2001). Most cellulases consist of two domains. The first is a catalytic domain, which is responsible for the hydrolysis of the cellulose chain. The catalytic domain of endoglucanases is cleft-shaped Exoglucanases, however, have a tunnel-shaped catalytic domain structure. The second is a cellulose-binding domain (CBD), which helps the enzyme bind to the cellulose chain and bring the catalytic domain close to the substrate. An inter-domain linker serves as a connection between the two domains (Rabinovich et al. 2002). The abilities of these enzymes to degrade their substrates are directly related to their size and structure, and their mode of action is at the substrate surfaces, which is the main region where the modifications occur (Mansfield et al. 1999, Zhang and Lynd 2004).

7
Figure 2. Types of cellulases: (A) endoglucanases without cellulose-binding domain; (B) endoglucanases with cellulose-binding domain; (C) and (D) cellobiohydrolases, and (E) glucosidases. Generally, cellulases can be classified according to their structure. In this work, cellulases, specifically monocomponent endoglucanases from Humicola insolens, were used. The H. insolens family is characterized by at least seven components, which include two cellobiohydrolases, CBHI and CBHII, and five types of endoglucanases, EGI (7), EGII (5), EGIII (12), EGV (45) and EGVI (6), where the number in parentheses denotes the corresponding structural family based on the catalytic domain (Rabinovich et al. 2002). Furthermore, it has been reported that from this fungus, EGV is the most active enzyme toward carboxymethylcellulose (CMC) and other cellulose derivatives; and more efficient toward amorphous cellulose but with no effect on xylans, mannans and galactomannans (Schülein 1997, Rabinovich et al. 2002). In the pulp and paper industry, the applications of these cellulases are several. Cellobiohydrolases are used to decrease the energy consumed during mechanical pulping, due to their good defibrillation properties (Teeri 1998). Furthermore, endoglucanases have been applied to surface treatments in the textile and laundry industries (Teeri 1998) and have been demonstrated to significantly enhance the cellulose reactivity of dissolving pulps (Henriksson et al. 2005, Kvarnlöf et al. 2005, Cao and Tan 2006, Engström et al. 2006). A detailed study of the structure of these enzymes will not be considered because that would be outside of the scope of this work.

8
2.4 Reactivity measurements Accordingly, the reactivity of cellulose basically depends on the morphological structure of cellulose as well as the chemical and mechanical treatments to which cellulose has been subjected. Over the years, several methods to estimate cellulose reactivity have been developed and were well described by Roffael (1988). Currently, some commonly used methods include iodine sorption analysis (Nelson et al. 1970), the determination of the water retention value (Hopner et al. 1955), FT Raman spectroscopy (Fischer 2005), phosphitylation and quantitative 31P NMR spectroscopy (Filpponen and Argyropoulus 2008) and the calculation of the viscose filter value, which is commonly used but complex because it requires special equipment and takes a long time (Elg Christoffersson et al. 2002). Another currently applied analysis is the Fock method (Fock 1959) that simulates the viscose process on a laboratory scale. This analysis is easy to perform and requires a small amount of pulp. The Fock method was employed in this work and is explained in the experimental section (Sec. 3.2.2).
2.5 Dissolving-grade pulps Dissolving-grade pulp is a highly pure pulp that exhibits high cellulose content (over 90%) and low levels of hemicelluloses, lignin, extractives, and minerals. Today, dissolving pulps and cotton linters are the raw materials for the production of regenerated cellulose and cellulose derivatives. However, the higher price of cotton linters (due to their processing) limits their use mainly to products where a raw material with approximately 99% cellulose content is required (Sczostak 2009). Until the 1940s, it was believed that only cotton and softwoods were suitable dissolving pulps. However, it was observed that vast quantities of hardwoods could also be successfully utilized, which, due to their abundance and wide variety of species suitable for pulping, made their use economically attractive (Charles 1963). Cotton is mainly used for the preparation of cellulose acetate, cellulose nitrate and high-viscosity cellulose ethers. For the production of viscose, wood cellulose is used instead because the ability of cotton to form viscose is lower (Abou-State 1979). Recently, it was reported that the production of cellulose derivatives and regenerated cellulose from cotton linters covers only about 10% of total production (Sixta 2006). To manufacture dissolving-grade pulps, removing hemicelluloses from the wood fiber is crucial. For instance, hemicelluloses can affect the filterability of viscose, the xanthation of cellulose, and the strength of the end product during the production of viscose (Croon et al. 1968, Christov and Prior 1993). Dissolving pulps are mainly produced by two different processes: the acid sulfite process, which is the dominant

9
process that covers approximately 65% of the total dissolving pulp production, and the prehydrolysis kraft process, which covers approximately 25% (Sixta 2006). Aside from the conventional pulping process, organosolv pulping has been investigated for the production of dissolving pulps because it offers several advantages and seems to be a more environmentally friendly alternative to conventional processes (Kordsachia et al. 2004, Sixta et al. 2004, Fink et al. 2004, Vila et al. 2004). Organosolv pulping can be applied in small plants, different wood species can be utilized, and one of the most important benefits is the absence of sulfur-containing chemicals (Vila et al. 2004). In addition, during the production of viscose, they exhibit superior strength than those obtained from sulfite pulps (Sixta 2004). However, the main drawback is that this process is based on the use of organic solvents, and the expense of solvent recovery is large. Furthermore, it has been reported that some of the organosolv pulping reagents, Milox (peroxyformic acid) and Acetosolv (acetic acid), are not suitable for the production of viscose because of the low reactivity exhibited by these pulps, which is reflected in their structural inhomogeneity and the formation of condensation products (Sixta 2004).
2.6 Cellulose derivatives and regenerated cellulose Industrially, cellulose derivatives and regenerated celluloses are used because of their specific solubilities, flexibility, and softness, directing their applications to the pharmaceutical, textile, food, and painting industries, among others. During the production of cellulose derivatives, cellulose is modified by substitution at the hydroxyl groups, whereas, for regenerated cellulose, cellulose is, in addition chemically dissolved and then regenerated. Examples of cellulose derivatives are carboxymethylcellulose (CMC), which is used as a thickener and stabilizer; ethylhydroxyethylcellulose (EHEC), which is employed as a water-retaining agent and as a thickener; and cellulose nitrate, which is used in the production of explosives. The main product of regenerated cellulose is rayon, which is utilized in the textile industry. The accessibility and reactivity of cellulose are key parameters in the manufacturing of cellulose derivatives and regenerated cellulose since an inhomogeneous substitution of the hydroxyl groups of the cellulose chain might lead to the production of low-quality derivatives. As a consequence, the most complex challenge in the production of regenerated cellulose is achieving the complete dissolution of the cellulose structure. Unfortunately, this dissolution cannot be done with cheap and common solvents. For this reason, it is important to enhance cellulose accessibility and reactivity to obtain homogeneous products.

10
2.7 Regenerated cellulose: The viscose process The viscose process is a process widely used for the production of regenerated cellulose (mainly rayon). This process, which was developed in the 1800s, involves the reaction of cellulose with sodium hydroxide to form alkali cellulose, followed by the addition of carbon disulfide (CS2) to produce cellulose xanthate. The cellulose xanthate is then dissolved in diluted sodium hydroxide to generate a thick solution, which is called viscose. To regenerate the cellulose, the solution is ripened, extruded through spinnerets, and immersed in an acid bath where regeneration occurs. When viscose filaments are produced, it is desirable to have a homogeneous product. However, clogging of the viscose filters often presents a problem. To avoid this problem, maximum dissolution of cellulose is desirable. This dissolution can be achieved by increasing the amount of carbon disulfide, but unfortunately, CS2 is an expensive and highly toxic (malodorous, highly volatile, and flammable) liquid with harmful effects on the environment (Treiber 1985). Consequently, several studies aimed at developing methods for reducing the consumption of CS2 while maximizing cellulose activation for further modification. Alternative solvents have been successfully tested and present environmentally acceptable conditions although at higher costs. An example of an alternative is N-methylmorpholine-N-oxide (NMMO), which has been used to produce high-tenacity fibers such as Tencel or Lyocell. The production of Lyocell, however, has not been able to replace the common viscose process due to the fibrillation of fibers, which limits its use in the manufacturing of textiles (Hermanutz et al. 2006). Recently, the dissolution of cellulose in ionic liquids, the so-called “green solvents”, has attracted significant attention because of their chemical and thermal stability, non-flammability and low vapor pressure compared with traditional volatile organic solvents (Zhu et al. 2006). Furthermore, they are almost completely recyclable (around 99.5%), and the amount of wastewater produced is much lower than that produced by the viscose process (Hermanutz et al. 2006). Worldwide, approximately 77% of dissolving pulp is utilized in the production of rayon and acetate, which include viscose rayon staple and filament yarn used especially for textiles, tire cords, acetate staple and filament yarn used for textiles, and acetate fiber for cigarette filters (Durbak 1993). Furthermore, sulfite hardwood pulps are mainly utilized in the viscose staple application and cover approximately 60% of all cellulosic fiber production, while softwood, such as sulfite and prehydrolysis kraft pulp, is applied in the production of viscose textile yarn. High-purity, cold-caustic-extracted prehydrolysis kraft pulps, however, are used for the production of viscose industrial yarn (Hiett 1985).

11
2.8 Paper-grade pulps: Wood and non-wood pulps Even though the first papers were produced exclusively from non-wood plant fibers (e.g., textile waste, old rags and used fish nets) in China in 5 AD (Atchison and McGovern 1993), it was not until 1840 that the suitability of wood pulps for the production of pulp was discovered. Today, pulps produced from wood – hardwood and softwood – cover approximately 90% of world production. Furthermore, it has been observed that hardwood species have been replacing softwood species, which is clearly reflected, for instance, in a comparison between 1985, when softwood pulp covered around 80% of world production, and 1998, when it use remained only in 46% of world production (Sixta 2000). Of the most commercially important species, eucalyptus (E. globulus), which is mainly grown in Portugal, parts of Spain and South America, is increasingly dominating the world hardwood market due to its high growth rate and pulp yield (Patt and et al. 2006, Evtuguin and Neto 2007). It has been reported that wood from E. globulus is one of the most suitable woods for the production of all types of high-quality bleached papers due to its softness and good opacity and porosity (Igartúa et al. 2002). In the northern Europe (especially in Finland and Russia), birch (B. pendula), is mainly used for pulp production (Patt et al. 2006). However, attention to the use of non-wood plant fibers has increased due to the significant increase in world paper consumption and the scarcity of wood pulp (i.e., insufficient forest resources in several countries such as India and China, where the use of non-wood plants by the pulp and paper industry is around 70% of total production) (Mabee and Pande 1997). Non-wood pulps present several advantages over wood pulps, such as short growth cycles and low lignin content, which provide savings on energy and chemicals during the pulping process (Veveris et al. 2004). The disadvantages, however, are mainly related to the supply, collection, transportation, and preparation of the fiber raw material (Hurter 1998). As a consequence, there have been studies investigating the use of non-wood pulps for paper production and reporting its viability (Veveris et al. 2004). Currently, non-wood pulps are used to produce printing and writing papers, linerboard, corrugating medium, newsprint, tissue, specialty papers such as currency paper, tea bag paper, filter paper, and ultra-lightweight paper (Hurter 1997). Moreover, non-wood pulps may be used instead of softwood kraft or sulfite pulp because of their long fibers, or in a mixture with wood pulp without affecting the paper properties or the paper machine runnability (Hurter 1997).

12
2.9 Converting paper-grade pulps into dissolving-grade pulps Dissolving pulps present higher costs than paper-grade pulps. This difference in costs can be attributed to several factors, such as wood costs (the production of dissolving pulps has a lower yield because hemicelluloses are dissolved and washed away), capital costs (the yield is low, and more equipment may be needed for high production), chemical costs, production rates (lower than for paper-grade pulps), and inventories and storage spaces (the pulps are produced for specific customers with particular requirements, which implies a high control of the inventory) (Hillman 2006). In recent years, several studies have used different methods to examine the feasibility of modifying paper-grade pulps for further use as dissolving pulps. These studies have focused mainly on the efficient and optimal removal of hemicelluloses by using nitren and cuen extraction (Janzon et al. 2006, Puls et al. 2006, Janzon et al. 2008) and a combination of pretreatments using xylanases and alkaline extraction (Jackson et al. 1998, Hyatt et al. 2000). Furthermore, another approach has been reported; where a kraft pulp from southern pine was swollen in an aqueous suspension to increase the accessibility of an enzyme, efficiently decrease the degree of cellulose polymerization, to obtain a suitable dissolving pulp (Stephens 1999). All of these attempts seem to be promising alternatives. However, it has been noted that little consideration has been paid to cellulose accessibility and reactivity, which might be affected by these treatments.

13
3 Experimental A more detailed description of the materials and methods is given in the related papers.
3.1 Materials
3.1.1 Pulps Two commercial dried ECF-bleached hardwood kraft pulps from birch (Betula pendula); and eucalypt (Eucalyptus globulus), were investigated, as well as several dried ECF-bleached Soda/AQ pulps from flax (Linum usitatissimun), hemp (Canabis sativa), sisal (Agave sisalana), abaca (Musa textilis), and jute (Corchorus capsuloris). As a reference pulp, for all the experiments, a commercial TCF bleached hardwood dissolving pulp from eucalypt (Eucalyptus globulus) was considered. Prior to the treatments, the dried sheets were disintegrated following the standard ISO 5263-1:2004.
3.1.2 Enzymes A commercial xylanase (Pulpzyme HC) and commercial monocomponent endoglucanases (N476, N613 and N51063) were used. The xylanase is produced from a genetically modified Bacillus species. The xylanase activity was determined by the manufacturer and expressed in Endo Xylanase Units (EXU) per unit mass of material as 1000 EXU/g. The monocomponent endoglucanases were produced from a genetically modified Aspergillus species, with an inserted gene from Humicola insolens. The cellulolytic activity was determined by the manufacturer and expressed in Endo Cellulase Units (ECU) per unit mass of material as 5000 ECU/g. for N476 and N51063 and 2500 ECU/g for N613. The specific characteristics of these enzymes are summarized in Table 1.

14
3.1.3 Alkali extraction and hypochlorite treatments For the alkali extraction step, a solution of NaOH was used. Two different concentrations of 7% and 9% were examined. For the hypochlorite treatment, a solution of 0.4% and 2% charge was investigated.
3.2 Methods
3.2.1 Pulp treatments Enzymatic treatments were performed at pH 7 using a phosphate buffer with 3% pulp consistency. The endoglucanase treatment was carried out at 50 °C for 1h, while the xylanase treatment at 60°C for 2 h. For both cases, different enzyme dosages were tested in order to optimize the treatments. The kraft pulps were subjected to an alkaline extraction using a solution of NaOH at room temperature (around 20 °C) with 4% pulp consistency. The hypochlorite treatment was performed at 58 °C, 150 min at a pulp consistency of 12%.
3.2.2 Reactivity measurements Cellulose reactivity was measured using a slightly modified Fock method (Fock 1959). This method, similar to a microscale viscose process, measures the amount of regenerated cellulose. Prior to Fock analysis, the pulps were dried at 50 °C. The test consists on two steps, which are explained below. Step 1. Preparation of viscose and collection of regenerated cellulose. 0.5 g of pulp samples were weight in a 100 ml Erlenmeyer with a stopper. 50 ml of 9% NaOH and 1.3 ml of CS2 were added, and the solutions were stirred with a magnetic stirrer (300 rpm) for 4 h at room temperature. The solution was diluted to 100 g using deionised water and carefully shaken. The solution was then left for 2 h in order to allow any undissolved cellulose to settle. An aliquot (10 ml) from the upper clear solution was then transferred to another 100 ml Erlenmeyer flask and neutralized using 29% H2SO4. The yellow solution turned transparent and was left overnight in a fume cupboard.

15
Step 2. Oxidation and titration of the regenerated cellulose. The regenerated cellulose samples were mixed with 20 ml of 68% H2SO4 and stirred with a magnetic stirrer for 1 h. The milky solution was diluted to 50 mL with deionized water. 10 mL of 1 N K2Cr2O7 was added, and the solution was refluxed for 1 h to fully oxidize the regenerated cellulose and thereby clear the solution. The solution was transferred to a 100 mL measuring flask and diluted with deionized water. 40 ml of the solution was then transferred to a 250 ml beaker containing 0.5 g of KI, stirred with a magnetic stirrer, and titrated with 0.1 N of Na2S2O3. When the brown solution started to change the color, 1.5 g of starch was added, and the solution turned blue-violet. The titration continued until all of the I2 was reduced and the solution turned pale blue. The volume of Na2S2O3 required in each case was determined. Reactivity measurements were carried out in triplicate and expressed as the regenerated cellulose yield (Eq. 1)
M(V1C1-(V2C2100/40b)/6) X=(100)9.62a Eq. 1
4Y
Where, X is the reacted cellulose (%), Y is the weight of sample (g), M is the molecular mass of glucopyranosyl residue, C6H10O5 (162 g/mol), V1 is the volume of added K2Cr2O7 (l), V2 is the volume of titrated Na2S2O3 (l), C1 is the concentration of K2Cr2O7 (mol/l), C2 is the concentration of Na2S2O3 (mol/l), a is the first dilution to 100 g and outtake of 10 ml (10.4 g) = 100/10.4 = 9.62, and b is the second dilution of the sample to 100 ml and outtake of 40 ml = 100/40.
3.2.3 Pulp viscosity Viscosity was estimated according to SCAN-CM 15:99 (ISO 5351).

16
3.2.4 Carbohydrate analysis The carbohydrate compositions of the pulps were analyzed after acid hydrolysis, reduction with sodium borohydride, and subsequent acetylation (Theander 1986). The samples were examined by gas chromatography (GC) using a Hewlett-Packard HP-6890 chromatograph.
3.2.5 Alkali Solubility The determination of the alkali solubility was performed in accordance with the standard ISO 692-1982(E).
3.2.6 Size exclusion chromatography (SEC) Dissolution of the cellulose sample in LiCl/DMAc For this analysis, the pulps were dissolved in LiCl/DMAc. Thus, 15 mg of pulp was soaked for 1 h in 15 ml of deionized water at 4 °C. The pulp was then filtered through a glass filter and solvent-exchanged and filtered once with methanol and three times with DMAc, with an intermediate equilibration time of 30 minutes. An aliquot of 1.9 ml of 8% LiCl/DMAc was added, and the solution was left for 5 days at 4 °C with mild magnetic stirring. The sample was then diluted to 0.5% LiCl/DMAc by adding 27.4 ml of DMAc. As a final step, the solution was filtered by using a 0.45 µm poly(tetrafluorethylene) filter prior to characterization (Sjöholm et al. 2000). SEC analysis was performed on a Shimazu instrument that consisted of a DGU-20A3 degasser, an LCD-20AD liquid chromatograph, a CT-20A column oven equipped with a Rheodyne 7725i fixed loop and a RID-10A refractive index detector. The analysis was carried out under the following operating conditions: flow of 0.5 ml/min of 0.5% LiCl/DMAc at 80°C on four mixed 20 µm columns (7.5 x 300mm, Polymer Lab.) connected in series, preceded by a Mixed A-20 µm guard column (7.5 x 50mm, Polymer Lab.). The injection volume was 100 µl. The calibration curve was obtained by using pullulan standards within the range from 0.320 to 800 kDa (Fluka).

17
3.2.7 Cross-Polarization Magic Angle Spinning Carbon 13-NMR (13C PMAS NMR)
The samples were wet with deionized water and packed uniformly in a zirconium oxide rotor. The spectra were recorded in a Bruker Avance AQS 300 WB instrument at 7.04 T. The measurements were carried out at 290 ± 1 K. The MAS rate was 5 Khz. A 7-mm double air-bearing probe was utilized. The acquisition was performed with a CP pulse sequence with a 4.3-µs proton 90° pulse, an 800-µs ramped (100-50%) falling contact pulse and a 2.5 s delay between repetitions. A TPPM 15 pulse sequence was used for 1H decoupling.
3.2.8 Scanning electron microscopy (SEM) For micro-structural analysis of the treated pulps, the samples were analyzed with a Hitachi s-4300 field emission scanning electron microscope (FE-SEM). The specimens were fixed on a metal stub with carbon paint and coated with a 3 nm thick gold layer using an Agar HR Sputter coater.

18
4 Results and Discussion
4.1 Dissolving-grade pulp It has been demonstrated that a monocomponent endoglucanase was able to considerably improve the cellulose reactivity of a softwood dissolving pulp (Henriksson et al. 2005, Engström et al. 2006, Kvarnlöf et al. 2006). In this work, the effects of three different commercial monocomponent endoglucanases with different modular structures on hardwood dissolving pulps from eucalyptus (E. globulus) were broadly assessed. The characteristics of the enzymes are presented in Table 1. Table 1. Characteristics of different commercial monocomponent endoglucanases.
Enzyme Component Origin Cellulose binding domain
(CBD)
Activity (ECU/g)
N476 EG V (45) Yes 5000 N51063 EG V (45) No 5000 N613 EG I (7) No 2500
4.1.1 Accessibility and reactivity Hardwood dissolving pulp was subjected to two different enzyme dosages, and the effect on cellulose reactivity was studied. The initial cellulose reactivity of the hardwood dissolving pulp was found to be 65%, according to Fock’s method. As observed in Figure 3A, activation of the pulp by N476 and N51063 was noticeable at relatively low enzyme dosages (30 ECU/g dry weight pulp). The highest increment was thus achieved by N476, which reached 82% cellulose reactivity, followed by the pulp subjected to N51063, which reached 76% cellulose reactivity. At higher enzyme dosages (100 ECU/g dry weight pulp), a slight increase was observed. In contrast, N613 was inefficient in activating the pulp. Even when the enzyme dosage was increased, no variation was observed. It has been reported (Henriksson et al. 2005) that endoglucanase has a preference for the less-ordered cellulose regions on the surfaces and between the cellulose fibrils, leading to fiber swelling and, thus, increasing the accessibility of cellulose. In addition, it has been reported that the presence of the cellulose-binding domain (CBD) increases the effective enzyme concentration on the cellulose surface because of more efficient binding to the

19
substrate (Linder and Teeri 1997, Gilkes et al. 1991), which would explain the different behaviors of these enzymes. It has also been observed by atomic force microscopy (AFM) (Liu et al. 2009) that N476, because of its CBD, produces specific adsorption sites in close contact with cellulose, whereas the N613 aggregates and results in nonspecific adsorption on the cellulose surface in the form of large patches. The catalytic domain also contributes to the modification of cellulose, mainly on enzymes without the CBD, such as N613 and N51063. The catalytic domain and the CBD can also act independently from each other (Liu et al. 2009). Thus, the noticeable positive effect on cellulose reactivity produced by N476 and N51063, both of which have the same catalytic domain, can be explained by the fact that these enzymes (EGV) are more efficient on less-ordered cellulose than enzymes (EGI) such as N613 that have been shown to be more efficient on crystalline cellulose (Schülein 1997). These results suggest that not all monocomponent endoglucanases would have the same effects on cellulose reactivity. The mode of action of endoglucanases indicates that the catalytic domain is involved in the activation of cellulose, while the CBD is involved in the binding between the catalytic domain and the substrate.
Figure 3. Cellulose reactivity (A) and viscosity (B) of hardwood dissolving pulp after enzymatic treatment with N476, N613 and N51063. Enzyme dosages: 0 (black bars), 30 (gray bars) and 100 (white bars) ECU/g dry weight pulp.

20
Endoglucanases are characterized by random cleavage of cellulose chains, which decreases the pulp viscosity. Consequently, the effects of these enzymes on this parameter were also examined (Figure 3B). It was observed that N476 and N51063 present almost the same decrease in viscosity whereas N613 exhibited a slight decrease compared with the untreated pulp. As mentioned earlier, the absence of a CBD reduces the effectiveness of the enzymes' hydrolytic activity on the cellulose fibers. The effect of enzymatic treatment with N476 was further investigated and compared to never-dried and dried pulps as illustrated in Figure 4A. Never-dried dissolving pulps showed slightly higher cellulose reactivity when no enzyme was added. After the enzymatic treatment, however, the reactivity was significantly enhanced. At an enzyme dosage of 30 ECU/g dry weight pulp, the cellulose reactivity achieved by the never-dried pulp was approximately 94%, compared with 82% achieved by the dried pulp. Higher enzyme dosages did not further enhance the cellulose reactivity. The lower reactivity exhibited by the dried pulps is attributable to the hornification effect induced during drying. The decrease of the pulp viscosity was more pronounced in the never-dried pulps (about 60 units) (Figure 4B).
Figure 4. Cellulose reactivity (A) and viscosity (B) of hardwood dissolving pulp after enzymatic treatment with N476. Dried pulps (gray bars) compared with never-dried pulps (white bars).

21
4.1.2 Size exclusion chromatography Most dissolving pulps exhibit a narrow molecular weight distribution (MWD). However, due to the acidic conditions of the sulfite process, some can show a broad MWD, which might affect cellulose processability and product properties (e.g., viscose strength) (Sixta 2006). A numerical evaluation was performed (Table 2), and the MWDs were determined for each enzymatic treatment (Figure 5, Figure 6, and Figure 7). The average molecular weight distribution was expressed as the average of the degree of polymerization (DPw). The highest decrease in the DPw (approximately 8%) was observed in the pulp subjected to N476. A slight shift toward the low molecular mass fraction with respect to the untreated eucalyptus dissolving pulp was observed, as depicted in Figure 5. This shift is also represented by the decrease in the fraction of high-molecular-weight cellulose (DP>2000). The polydispersity index (PDI), which determines the width of the MWD, was slightly lower than that of the hardwood dissolving pulp, resulting in a narrower MWD. A small variation in the parameters was observed after the pulp was treated with N51063. This variation was mainly reflected in the decrease in the DPw and the fraction of high-molecular-weight cellulose, although the reduction was less pronounced than the one obtained after N476 treatment. The PDI, however, also exhibited a slight decrease. Figure 6 illustrates the effect of the enzymatic treatment on the MWD. The pulp subjected to the enzymatic treatment with N613 showed almost no variation with respect to the hardwood dissolving pulp (Figure 7). Table 2. Numerical evaluation of molecular weight distribution, relative to pullulan, of eucalyptus dissolving pulp after enzymatic treatments. Conditions of the treatments: 30 ECU/g dry weight pulp, 50 °C, 60 min, 3% pulp consistency. DPw: weight average degree of polymerization; PDI: polydispersity index.
DPw PDI DP <50 (%)
DP <200 (%)
DP >2000 (%)
Hardwood dissolving pulp 2680 11.5 5.1 13.2 32.2 N476 2460 10.9 5.5 14.1 29.8
N51603 2530 11.3 5.2 13.6 30.9 N613 2665 11.8 4.6 12.6 32.8

22
Figure 5. Molecular weight distribution relative to pullulan standards of eucalyptus dissolving pulp (full line) subjected to enzymatic treatment with N476 (dotted line). Condition of the treatment: 30 ECU/g dry weight pulp, 60 min, 50 °C, 3% pulp consistency.
Figure 6. Molecular weight distribution relative to pullulan standards of eucalyptus dissolving pulp (full line) subjected to enzymatic treatment with N51063 (dotted line). Condition of the treatment: 30 ECU/g dry weight pulp, 60 min, 50 °C, 3% pulp consistency.

23
Figure 7. Molecular weight distribution relative to pullulan standards of eucalyptus dissolving pulp (full line) subjected to enzymatic treatment with N613 (dotted line). Condition of the treatment: 30 ECU/g dry weight pulp, 60 min, 50 °C, 3% pulp consistency. It has been demonstrated that the monocomponent endoglucanase N476 produces the largest enhancement of cellulose reactivity. Thus, the effect of this enzyme on paper-grade pulps will be further investigated.
4.2 Paper-grade pulps
4.2.1 Accessibility and reactivity: effect of a monocomponent endoglucanase.
Paper-grade pulps differ from dissolving-grade pulps in the amount of hemicelluloses, cellulose content and, most importantly, cellulose reactivity. According to Fock’s method, paper-grade pulps have a cellulose reactivity of approximately 30%, while a commercial hardwood dissolving pulp has a cellulose reactivity of approximately 65%. Previously, it was demonstrated that a hardwood dissolving pulp treated with a commercial monocomponent endoglucanase has considerably improved cellulose reactivity. Additionally, the effect of the monocomponent endoglucanase at different enzyme dosages was further investigated (Figure 8). It was confirmed that low enzyme dosages are sufficient for increasing cellulose reactivity and that the reactivity showed no variation at higher dosages. This effect may be attributed to the size of the enzyme or the reduction of the accessible surface area. It has also been reported that

24
endoglucanases have a small effect on the crystalline areas of the cellulose in hardwood dissolving pulps (Cao and Tan 2005).
Figure 8. Cellulose reactivity according to Fock as a function of enzyme dosage for a hardwood dissolving pulp. The effect of the same commercial enzyme was investigated on eucalyptus and birch kraft pulp and in several non-wood pulps from hemp, sisal, abaca, jute and flax. As illustrated in Figure 9A, the positive effect of the monocomponent endoglucanase on the cellulose reactivity is significant for eucalyptus and birch pulps with respect to the initial reactivity (36% and 40% respectively). The greatest increment was observed at low enzyme dosages (around 50 ECU/g dry weight pulp). For the birch pulp at a dosage of 250 ECU/g dry weight pulp, the reactivity achieved the same reactivity of the commercial dissolving pulp. However, the eucalyptus pulp at the same enzyme dosage had a value close to that of the commercial dissolving pulp. A further increase in the enzyme dosage slightly affected the cellulose reactivity. Of the non-wood pulps (Figure 9B), sisal pulp showed a behavior similar to the eucalyptus pulp. The initial reactivity was 36% and reached a cellulose reactivity of about 60% at 250 ECU/g dry weight pulp. The other non-wood pulps had lower initial cellulose reactivities (20-26%). In abaca and jute, for instance, these pulps could not achieve high reactivities, despite the improvement of cellulose reactivity by the enzymatic treatment. Flax and hemp, however, barely showed any enhancement of their reactivities regardless the enzyme dosage increment.

25
Figure 9. Cellulose reactivity of enzyme-treated pulps (according to Fock) as a function of enzyme dosage for (A) wood pulps (birch () and eucalypt ()) and (B) several non-wood pulps (sisal (), flax (), hemp (), abaca () and jute ()). The cellulose reactivity of the commercial hardwood dissolving pulp is denoted by a circle (). To further understand the effect of the monocomponent endoglucanase on fiber morphology, the eucalyptus pulp that was subjected to enzymatic treatment, was examined using a scanning electron microscope (SEM), and is displayed in Figure 10. SEM images showed more fibrillated fibers in the untreated pulp. After the enzymatic treatment, a peeling effect that generated fibers with smoother and more polished surfaces was observed, which may also contribute to the improvement in cellulose reactivity by facilitating the access of solvents and reagents.

26
Figure 10. SEM images of the untreated eucalyptus kraft pulp (left) and the enzymatically-treated pulp with endoglucanase (250 ECU/g dry weight pulp, 50 °C, 1 h, 3% pulp consistency) (right). Pulp viscosity also plays an important role in the production of regenerated cellulose. Good quality rayon, for instance, requires a pulp viscosity between 200-300 dm3/kg. (Kvarnlöf 2005). For all pulps (Figure 11A and Figure 11B), it was observed that viscosity notably decreased when the enzyme dosage was increased. This effect was a result of the cleavage of the polymer chain by the endoglucanase. In addition to reactivity, the greatest decrease in viscosity was also exhibited at low enzyme dosages. Eucalyptus and birch pulps exhibited the most marked decreases in viscosity, which is supported by their increases in cellulose reactivity. It was expected that pulp with a lower viscosity might be easier to access and, therefore, exhibit high cellulose reactivity. However, of the non-wood pulps, abaca and flax pulps showed the highest decrease in viscosity, while sisal, for instance, was only slightly affected. This phenomenon suggests that cellulose reactivity is related to more than just pulp viscosity (Engström et al. 2006).

27
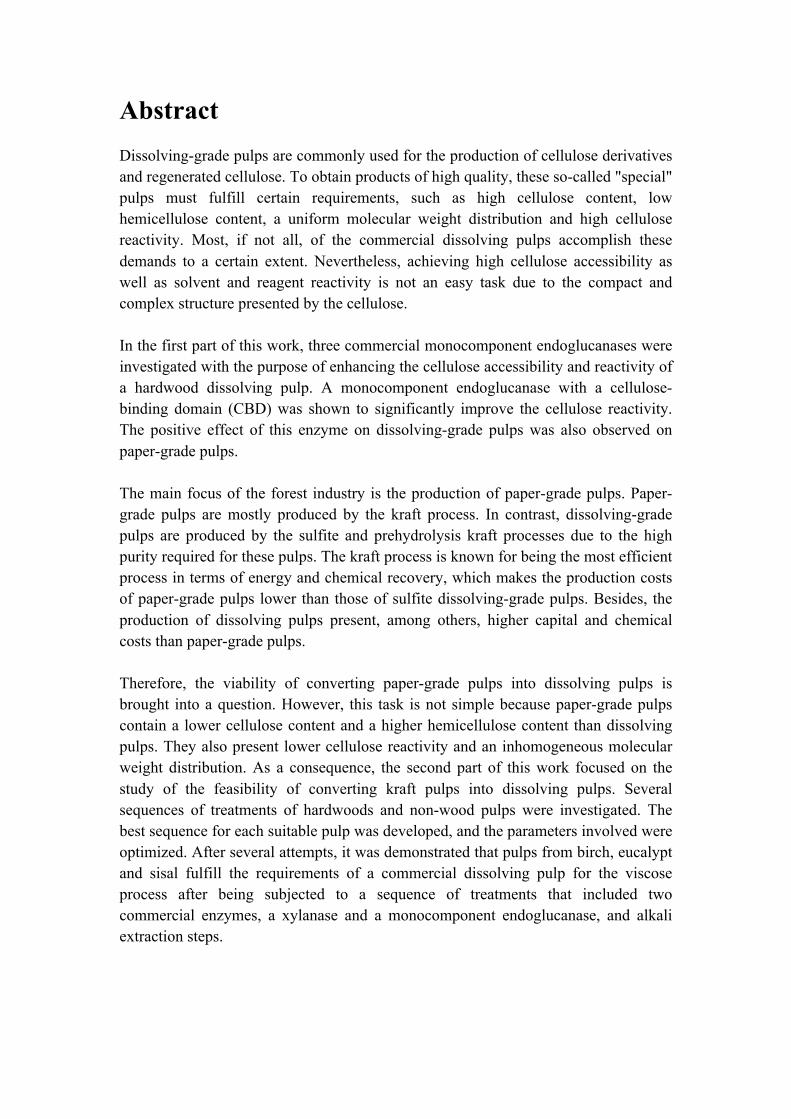
Figure 11. Viscosity of several enzyme-treated pulps as a function of enzyme dosage for (A) wood pulps (birch () and eucalypt ()) and (B) several non-wood pulps (sisal (), flax (), hemp (), abaca () and jute ()). The pulp viscosity of a commercial dissolving pulp is denoted by a circle (). It has been demonstrated that pulps from eucalyptus, birch and sisal exhibit the greatest improvements in cellulose reactivity. Thus, from now on, these pulps were used for the remainder of the study. The effect of the enzyme incubation time on cellulose reactivity was also investigated. As shown in Figure 12, the main increment in reactivity occurred in the first 20 minutes. By extending the incubation time, it was found that the reactivity was somewhat constant after 30 minutes for birch pulp and 1 h for eucalyptus and sisal pulps.
28
Figure 12. Reactivity of enzyme- treated birch (), eucalyptus (), and sisal () pulps, according to Fock, as a function of incubation time.
4.2.2 Xylanase treatment Hemicellulose content is another important parameter for viscose manufacturing. High amounts of hemicelluloses (> 10%) are considered to be undesirable impurities because they can affect the filterability, xanthation, and strength of the end product (Christov and Prior 1993). Because these pulps are paper-grade pulps, they contain a high amount of hemicelluloses, which must, therefore, be removed or dramatically reduced. As shown in Table 3, all pulps had a high amount of initial xylan (the main hemicellulose in these species). To reduce the xylan content, the pulps were subjected to enzymatic treatment using different xylanase dosages. Table 3. Carbohydrate composition of birch and eucalyptus kraft pulps and sisal soda/AQ pulp compared with a commercial dissolving pulp from eucalyptus.
Pulp Glu (%) Xyl (%) Man (%) Ara (%) Gal (%) Birch 73.4 25.5 < 1 < 1 0.0
Eucalyptus 78.6 21.4 0.0 0.0 0.0 Sisal 81.0 18.1 < 1 < 1 0.0
Eucalyptus Dissolving pulp
97.6 2.4 0.0 0.0 0.0

29
The greatest removal of xylan occurred at low enzyme dosages, as depicted in Figure 13. For all pulps, the xylan content could not be further decreased after an enzyme dosage of 500 EXU/g dry weight pulp: 47% of the initial xylan was solubilized in the birch pulp, whereas 37% was solubilized in the eucalyptus pulp. In the sisal pulp, about 25% of the initial xylan was dissolved. As a result, the remaining xylan was around 13% for all pulps. This “leveling-off” at 13% may be related to the limited accessibility of the residual hemicelluloses that the enzyme cannot access due to its size. Furthermore, during the bleaching stage, the more accessible hemicelluloses are dissolved, leaving the less accessible fractions for the enzyme to attack (Gübitz et al. 1997).
Figure 13. Xylan content of birch (), eucalyptus (), and sisal () pulps as a function of xylanase dosage.
4.2.3 The effect of sequential treatment using a xylanase prior to the monocomponent endoglucanase
The effect of the synergism between the xylanase and endoglucanase treatments was investigated in terms of cellulose reactivity and viscosity. The hemicellulose content of the pulps was considered to be unaffected by the addition of the endoglucanase because the monocomponent endoglucanase has been shown to have no side effect on xylan (Schülein 1997, Rabinovich et al. 2002, Engström et al. 2006). It was observed (Figure 14A) that a sequential treatment consisting of xylanase treatment prior to the endoglucanase treatment had a very slight effect on the cellulose reactivity in birch pulp, demonstrating that the increase in cellulose reactivity seemed

30
to be independent of xylan removal. In contrast, a pronounced improvement in cellulose reactivity in eucalyptus and sisal pulps was noticed. At an endoglucanase dosage of 250 ECU/g dry weight pulp, the eucalyptus pulp reached a reactivity value of 71%, while the sisal pulp reached 65%. These values are comparable to those of the commercial dissolving pulp. This positive effect may be explained by an increase in the surface area caused by the hemicellulose removal, resulting in higher accessibility for the endoglucanase. The synergistic effect of xylanase in combination with endoglucanase has also been observed earlier (Oksanen et al. 1997, Edgar et a. 1998). The pulp viscosity was also affected by this sequence of treatments, as illustrated in Figure 14B. In all cases, this parameter decreased in comparison when just endoglucanase was added. The highest decrease was observed for the eucalyptus pulp, followed by the sisal pulp. For the birch pulp, a drop in the viscosity was also observed even though the reactivity was not affected.
Figure 14. Cellulose reactivity (A) and pulp viscosity (B) after endoglucanase treatment (dotted line) and a sequential treatment of xylanase prior to endoglucanase (continue line) as functions of endoglucanase dosage for birch (), eucalyptus (), and sisal () pulps. Xylanase (500 EXU/g dry weight pulp); endoglucanase (0, 50, 250 ECU/g dry weight pulp). The cellulose reactivity and pulp viscosity of a commercial dissolving pulp are denoted by a circle ().

31
4.2.4 Alkali extraction step An extraction step using an alkaline solution (NaOH) is known to efficiently remove hemicelluloses. Thus, as an alternative to xylanase treatment, the pulps were subjected to an alkali extraction step using a solution of 9% NaOH. As illustrated in Table 4 between 70 and 80% of the initial xylan in the pulps was solubilized, fulfilling the requirements of a commercial dissolving pulp (< 10%). Thus, it appeared that treatment with alkali is sufficient for converting paper-grade pulps into dissolving-grade pulps. However, it was observed that the cellulose reactivity was negatively affected. The low cellulose reactivity after the alkali treatment can be explained as an effect of hornification after drying. It has been reported that hemicelluloses prevent the hornification effect to a certain extent and hinder the coalescence of adjacent cellulose fibrils (Oksanen et al. 1997). This effect was also reflected in the high pulp viscosity obtained after the treatment. Table 4. Carbohydrate composition, cellulose reactivity and pulp viscosity of birch, eucalyptus and sisal pulps after alkali extraction (AE), xylanase treatment (X) and endoglucanase treatment (EG). AE: 9% NaOH, room temperature, 1 h, 4% pulp consistency; X: 500 ECU/g dry weight pulp, 2 h, 3 % pulp consistency; EG: 250 ECU/g dry weight pulp, 1 h, 3% pulp consistency. na: not applicable.
Pulp Treatment Glu (%)
Xyl (%)
Reacted cellulose
(%)
Viscosity (dm3/kg)
73.4 25.5 36 712 EG na na 66 530 AE 93 5.2 37 820
Birch
X+AE+EG 95.2 3.8 66 190 78.6 21.4 40 855
EG na na 60 680 AE 95.9 4.1 24 1030
Eucalyptus
X+AE+EG 97.6 2.4 70 220 81.0 18.1 35 655
EG na na 59 550 AE 94.1 5.1 30 na
Sisal
X+AE+EG 95.5 3.9 66 290 In order to further decrease the hemicellulose content after the xylanase treatment and overcome the low reactivity obtained after the alkali step, the alkali extraction was

32
included after the xylanase treatment and prior to the endoglucanase treatment. As presented in Table 4, the hemicellulose content was significantly decreased by the xylanase and alkali extraction steps. In addition, the endoglucanase inhibited the hornification effect produced by the removal of hemicelluloses and was demonstrated to be the main contributor to the improvement of cellulose reactivity. This contribution is suggested to be a consequence of the creation of short cellulose chains resulting from the cleavage of the polymer after enzyme attack. These short chains may relocate and occupy the pores generated after hemicellulose removal, therefore hindering the formation of new hydrogen bonds and impeding the hornification of the pulp. The synergistic effect of the sequential treatments was reflected not only in the increase in the cellulose reactivity and the decrease in the hemicellulose content but also in the great reduction in the viscosity. The drop in viscosity was significant and was attributed to the endoglucanase randomly attacking the cellulose chains.
4.2.5 Supramolecular structure: 13C CPMAS nuclear magnetic resonance spectroscopy
It is well known that dissolving pulps mainly consist of cellulose I. The presence of cellulose II is not desirable (Krässig 1993). It has been reported (Wallis and Wearne 1990, Janzon et al. 2008) that pulps subjected to alkali concentrations of approximately (6%-7%) start to convert from cellulose I to cellulose II. Total conversion can be achieved at concentrations around 14%-15%. In this study, the presence of cellulose I and cellulose II was examined using 13C CPMAS NMR (Isogai et al. 1989, Larsson et al. 1997), and the spectra of the pulps were compared with the spectrum of the commercial dissolving pulp. The spectra for the birch kraft pulp are illustrated in Figure 15. As expected, the spectra of the commercial dissolving pulp (spectrum A) and birch kraft pulp (spectrum B) mostly consist of cellulose I. Cellulose I is mainly characterized by a signal at C1 (106 ppm), a signal at C6 (66 ppm), and a small cluster at 64 ppm. However, the presence of cellulose II was detected for the pulp subjected to an alkali treatment with 9% NaOH (spectrum D). This spectrum showed a signal at 107 ppm (C1), which is typical for cellulose II (Isogai et al. 1989). A formation of a doublet around 89 ppm (C4) and a change of the chemical shift of C6 (i.e., an increase in the relative C6 signal intensity at 64 ppm and a decrease in relative C6 signal intensity at 66 ppm) also demonstrate the formation of cellulose II (Maunu et al. 2000, Janzon et al. 2008). As a consequence, the concentration of the alkali solution was decreased to 7% to overcome the formation of cellulose II (Spectrum C). It was noticed that the pulp subjected to the lower alkali concentration mainly consisted of cellulose I and presented a similar spectrum as pulps A and B.

33
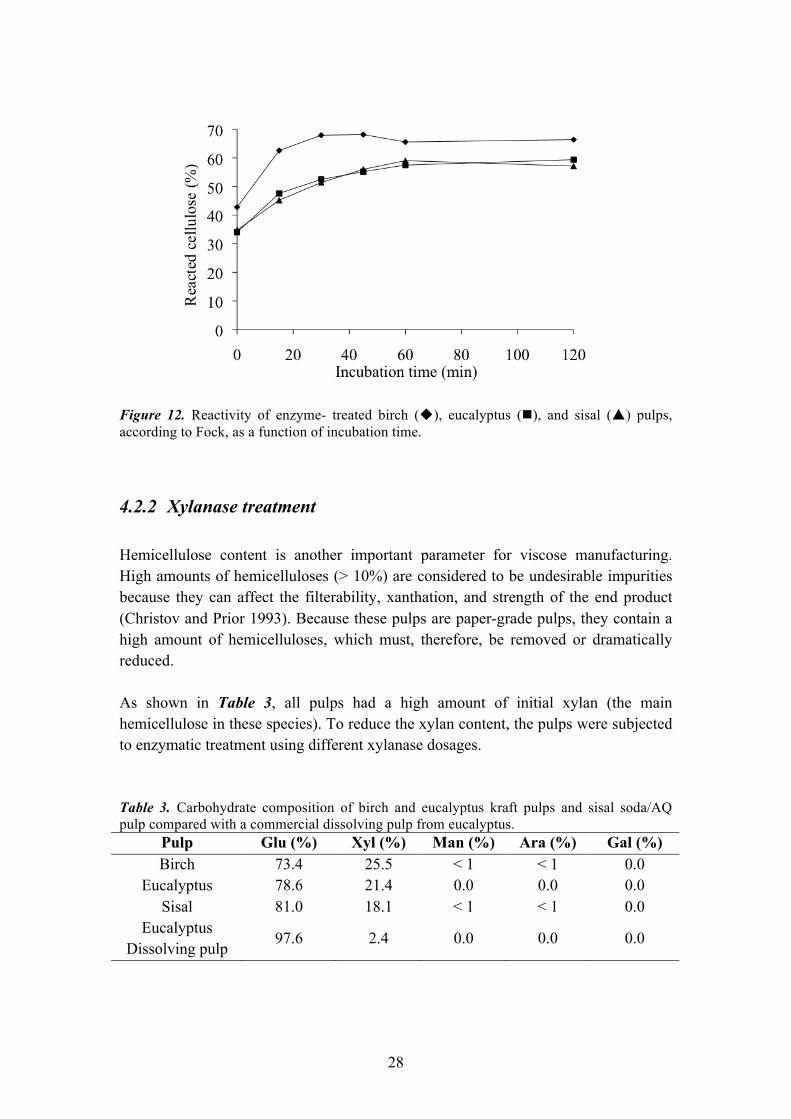
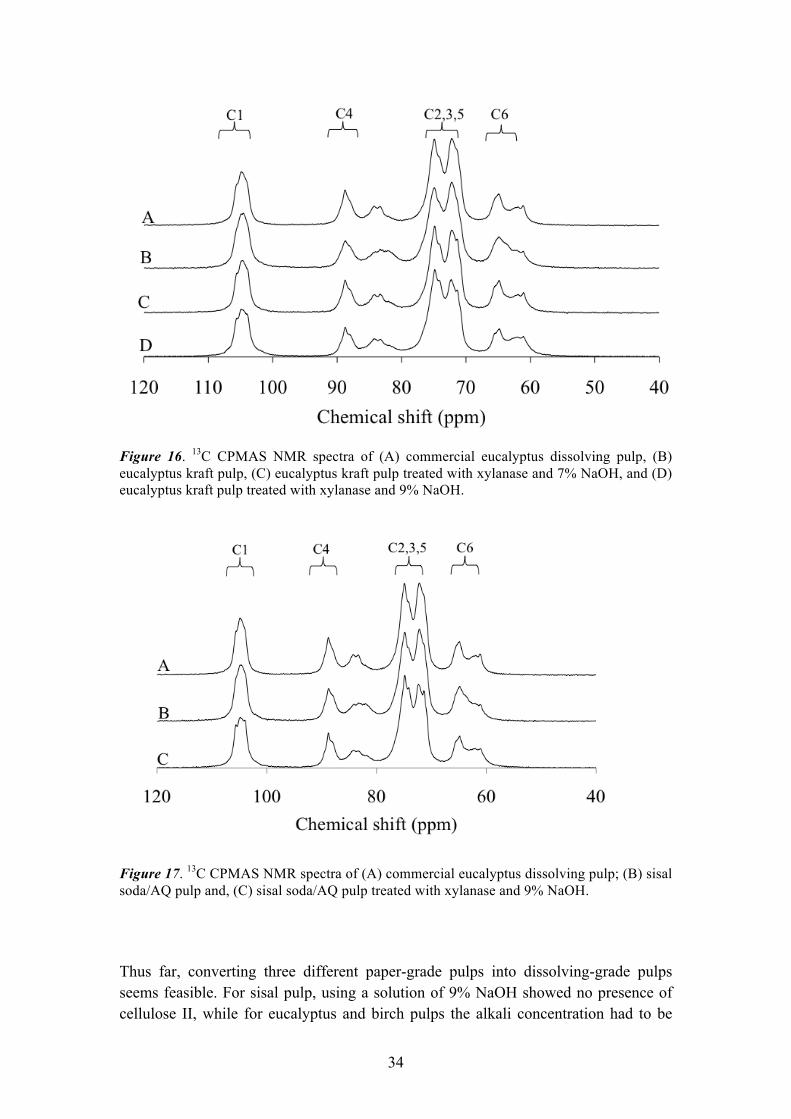
Figure 15. 13C CPMAS NMR spectra of (A) commercial eucalyptus dissolving pulp; (B) birch kraft pulp; (C) birch kraft pulp treated with xylanase and 7% NaOH, and (D) birch kraft pulp treated with xylanase and 9% NaOH. The spectra for the eucalyptus pulp are depicted in Figure 16. It was noticed that this pulp exhibited similar behavior as the birch pulp. Cellulose II was found when the pulp was subjected to an alkali treatment with 9% NaOH (spectrum D). A small signal at 107 ppm and a minor decrease in the relative signal at C6 (66 ppm) confirmed the conversion to cellulose II. However, cellulose II was not present in the pulp subjected to an alkali solution of 7% NaOH (spectrum C), and the spectrum was similar to the one presented for the commercial dissolving pulp (spectrum A) and the eucalyptus kraft pulp (Spectrum B). The sisal pulp (Figure 17) had a barely discernible signal at 108 ppm (spectrum C), which disappeared when endoglucanase was included in the sequence of treatments as a final step. The spectrum was dominated by cellulose I with signals at 106 ppm and 66 ppm) which were similar to ones presented by the eucalyptus dissolving pulp (spectrum A) and the sisal soda/AQ pulp (spectrum B).
34
Figure 16. 13C CPMAS NMR spectra of (A) commercial eucalyptus dissolving pulp, (B) eucalyptus kraft pulp, (C) eucalyptus kraft pulp treated with xylanase and 7% NaOH, and (D) eucalyptus kraft pulp treated with xylanase and 9% NaOH.
Figure 17. 13C CPMAS NMR spectra of (A) commercial eucalyptus dissolving pulp; (B) sisal soda/AQ pulp and, (C) sisal soda/AQ pulp treated with xylanase and 9% NaOH. Thus far, converting three different paper-grade pulps into dissolving-grade pulps seems feasible. For sisal pulp, using a solution of 9% NaOH showed no presence of cellulose II, while for eucalyptus and birch pulps the alkali concentration had to be
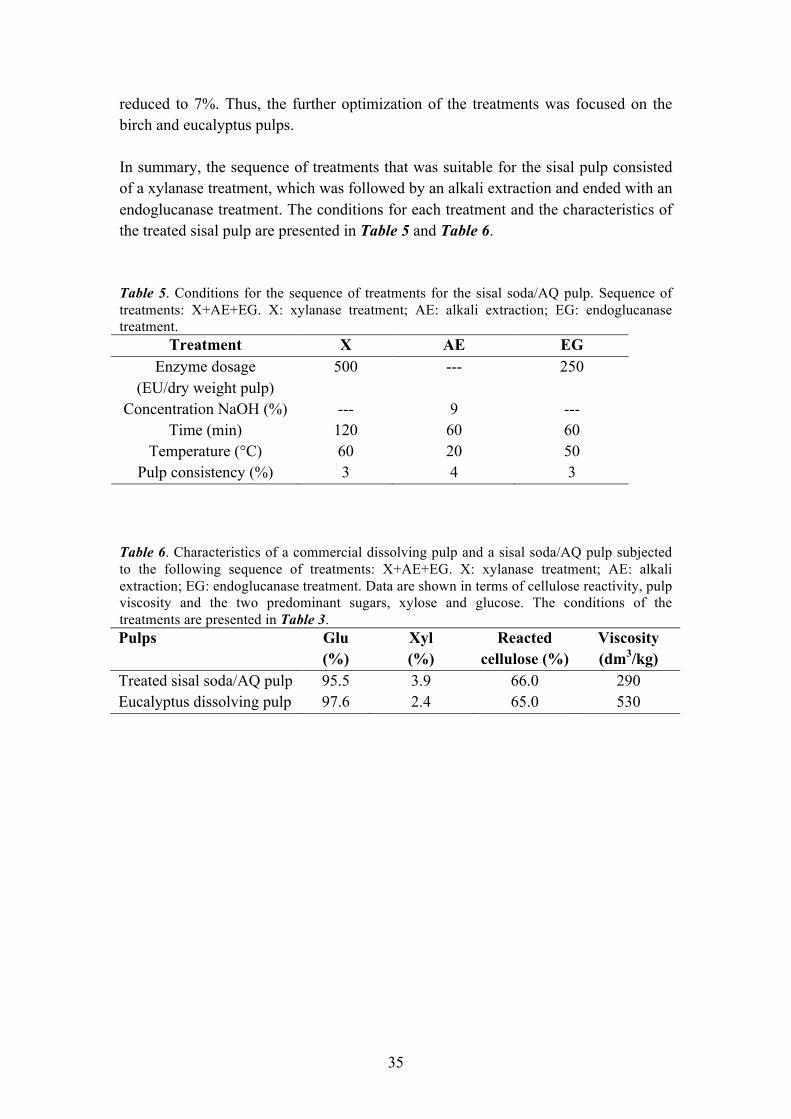
35
reduced to 7%. Thus, the further optimization of the treatments was focused on the birch and eucalyptus pulps. In summary, the sequence of treatments that was suitable for the sisal pulp consisted of a xylanase treatment, which was followed by an alkali extraction and ended with an endoglucanase treatment. The conditions for each treatment and the characteristics of the treated sisal pulp are presented in Table 5 and Table 6. Table 5. Conditions for the sequence of treatments for the sisal soda/AQ pulp. Sequence of treatments: X+AE+EG. X: xylanase treatment; AE: alkali extraction; EG: endoglucanase treatment.
Treatment X AE EG Enzyme dosage
(EU/dry weight pulp) 500 --- 250
Concentration NaOH (%) --- 9 --- Time (min) 120 60 60
Temperature (°C) 60 20 50 Pulp consistency (%) 3 4 3
Table 6. Characteristics of a commercial dissolving pulp and a sisal soda/AQ pulp subjected to the following sequence of treatments: X+AE+EG. X: xylanase treatment; AE: alkali extraction; EG: endoglucanase treatment. Data are shown in terms of cellulose reactivity, pulp viscosity and the two predominant sugars, xylose and glucose. The conditions of the treatments are presented in Table 3. Pulps Glu
(%) Xyl (%)
Reacted cellulose (%)
Viscosity (dm3/kg)
Treated sisal soda/AQ pulp 95.5 3.9 66.0 290 Eucalyptus dissolving pulp 97.6 2.4 65.0 530

36
4.3 Optimization of treatments for birch and eucalyptus pulps
4.3.1 Alkali concentration The amount of hemicelluloses after alkali extraction using 7% NaOH was determined for the eucalyptus and birch pulps by carbohydrate analysis (Table 7). It was observed that, despite the decrease in the concentration of the alkali solution (from 9% to 7%), the increment in the hemicellulose content was not significantly high and was still within the range of the requirements of a commercial dissolving pulp (< 10%). The influence of the decrease in the alkali concentration was also investigated in terms of cellulose reactivity and pulp viscosity (Table 7). The decrease from 9% NaOH to 7% NaOH in the alkali extraction step had almost no effect on cellulose reactivity. The viscosity, in contrast, exhibited a substantial increment in both cases, but the increment was still not sufficient to reach the value of a commercial dissolving pulp (530 dm3/kg). However, during the aging step of viscose manufacturing (prior to the xanthation step), the degree of polymerization is greatly reduced to viscosity values between 160-200 dm3/kg (DP 270-350). Thus, a raw material with slightly lower viscosity values than those of a common dissolving pulp could still be acceptable for the production of viscose. Additionally, long times (0.5-5 hours) are required to achieve the desired drop in viscosity in the viscose process. Pulps with lower viscosities may shorten these times. However, pulps with extremely low viscosity are not desirable because they can generate products of low quality in terms of fiber strength (Kvarnlöf et al. 2006) Table 7. Carbohydrate composition, cellulose reactivity and pulp viscosity of birch and eucalyptus pulp subjected to xylanase (X), alkali extraction (AE) and endoglucanase (EG) treatment. X: 500 EXU/g dry weight pulp; AE(concentration %); EG: 250 ECU/g dry weight pulp.
Pulp Treatment Glu (%)
Xyl (%)
Reacted cellulose
(%)
Viscosity (dm3/kg)
X+AE (9)+EG 95.2 3.8 66 190 Birch X+AE (7)+EG 94.5 4.6 68 370 X+AE (9)+EG 97.6 2.4 70 220 Eucalyptus X+AE (7)+EG 94.4 4.8 67 335

37
4.3.2 Reaction time The reaction time of the alkali extraction step was also optimized. As depicted in Figure 18, the biggest decrease in the hemicellulose content occurred within the first 10 min for both pulps. The hemicellulose content then reached a minimum value. No variation in the xylose content was observed at longer times.
Figure 18. Xylose content as a function of reaction time for the alkali extraction step for birch () and eucalyptus pulps (). Conditions: 7% NaOH (for birch), 9% NaOH (for eucalyptus), 20 °C, 4% pulp consistency.
4.3.3 Stirring effect Stirring during alkali extraction may also affect the efficient removal of hemicellulose because stirring can generate more homogeneous contact between the pulp and the solution. Therefore, both pulps were subjected to stirring. It was noticed that the variation in hemicellulose content was not considerably large. The hemicellulose content exhibited a slight decrease in both pulps, from 5.5% to 4.7% in the birch pulp and from 6.4% to 5.9% in the eucalyptus pulp. The pulp viscosity also exhibited a small decline.

38
4.3.4 Optimization of hemicellulose removal: alkali extraction versus xylanase treatment
The removal of hemicelluloses (i.e., xylan) was performed by xylanase treatment and an alkali extraction step. For the sequence of treatments in study, the use of enzymes presents both advantages and disadvantages compared to the alkali treatment. Enzymes are more selective toward a substrate and are environmentally friendly. However, they are more expensive, the treatment would require longer reaction times, and they require a more controlled system (e.g., controlled temperature and pH and homogeneous agitation). Alkali treatment is less selective because it can also degrade cellulose. However, it is cheaper, requires shorter reaction times, and is easier to perform and handle at a larger scale. Thus, the substitution of xylanase treatment with an alkali step was assessed to obtain the most efficient series of treatments (Table 8). For birch pulp, cellulose reactivity was not affected by this substitution. This result confirms that the cellulose reactivity is influenced more by endoglucanase treatment than by the amount of hemicelluloses, as mentioned previously. The xylan content exhibited a small increase of about 1%, whereas the pulp viscosity decreased more substantially. For eucalyptus pulp, the xylan content was invariant, and the pulp viscosity showed a minor decrease. However, the cellulose reactivity was negatively affected and exhibited a significant decline. The addition of a third alkali extraction step into the sequence of treatments was not favorable for any of the pulps, as observed in Table 8. The xylan content showed a small decrease, while the pulp viscosity and the cellulose reactivity were the most affected. The drop in the cellulose reactivity may be due to the removal of the more reactive low-molecular-weight cellulose by the alkali treatment, which results in a reduction in the active area for the endoglucanase to attack. Furthermore, the hornification effect caused by the removal of hemicelluloses, the short cellulose chains, and the pulp drying might contribute to the low values. The drop in viscosity is attributed to the alkali treatments. After evaluating the different sequences of treatments, as presented in Table 8, the sequence consisting of two series of alkali extractions followed by endoglucanase treatment was chosen for the birch kraft pulp. This option was chosen to be the most viable when considering its applicability to the industry. Despite the decrease in pulp viscosity and the increase in the hemicellulose content, the pulp still met the requirements of a commercial pulp. Because the same sequence produced a lower cellulose reactivity than that of a commercial dissolving pulp for the eucalyptus kraft pulp, the sequence consisting of xylanase treatment followed by an alkali extraction step prior to the endoglucanase treatment was considered to be the most suitable.

39
Table 8. Cellulose reactivity, pulp viscosity and carbohydrate composition (xylose and glucose) of birch and eucalyptus pulps after different sequences of treatments. X: xylanase treatment (500 EXU/g dry weight pulp, 2 h, 60 °C, 3% pulp consistency); AE: alkali extraction (7% NaOH, 10 min., 20°C, 4% pulp viscosity); EG: endoglucanase treatment (250 ECU/g dry weight pulp, 1 h, 50°C, 3% pulp consistency)
Pulp Glu (%)
Xyl (%)
Reacted cellulose
(%)
Viscosity (dm3/kg)
X+AE+EG 94.5 4.6 68 370 AE+AE+EG 92.2 5.5 69 330 Birch
AE+AE+AE+EG 94.1 4.4 60 285 X+AE+EG 94.4 4.8 67 335
AE+AE+EG 94.5 4.8 58 330 Eucalyptus AE+AE+AE+EG 95.2 4.2 40 300
The effect of decreasing the alkali concentration on the endoglucanase dosage was also investigated and illustrated in Figure 19A. The increment of the cellulose reactivity followed the same trend as the one presented in Figure 14A. The largest increase was reached at low enzyme dosages (50 ECU/g dry weight pulp), and the increment was much lower at high dosages. This effect, as mentioned previously, may be attributable to the size of the enzyme, which can limit its penetration into the fibrils with stretched bonds, leaving only the surface areas available. Despite the addition of an alkali extraction step into the sequence of treatments for the birch pulp, no variation in the cellulose reactivity was observed at different enzyme dosages when comparing the pulp treated only with endoglucanase and the pulp treated with xylanase prior to the endoglucanase (Figure 14A). However, for the eucalyptus pulp, the addition of the alkali treatment affected the cellulose reactivity by displacing the curve downwards. Nevertheless, at 250 ECU/g dry weight pulp, the cellulose reactivity reached that of a commercial dissolving pulp in both cases.
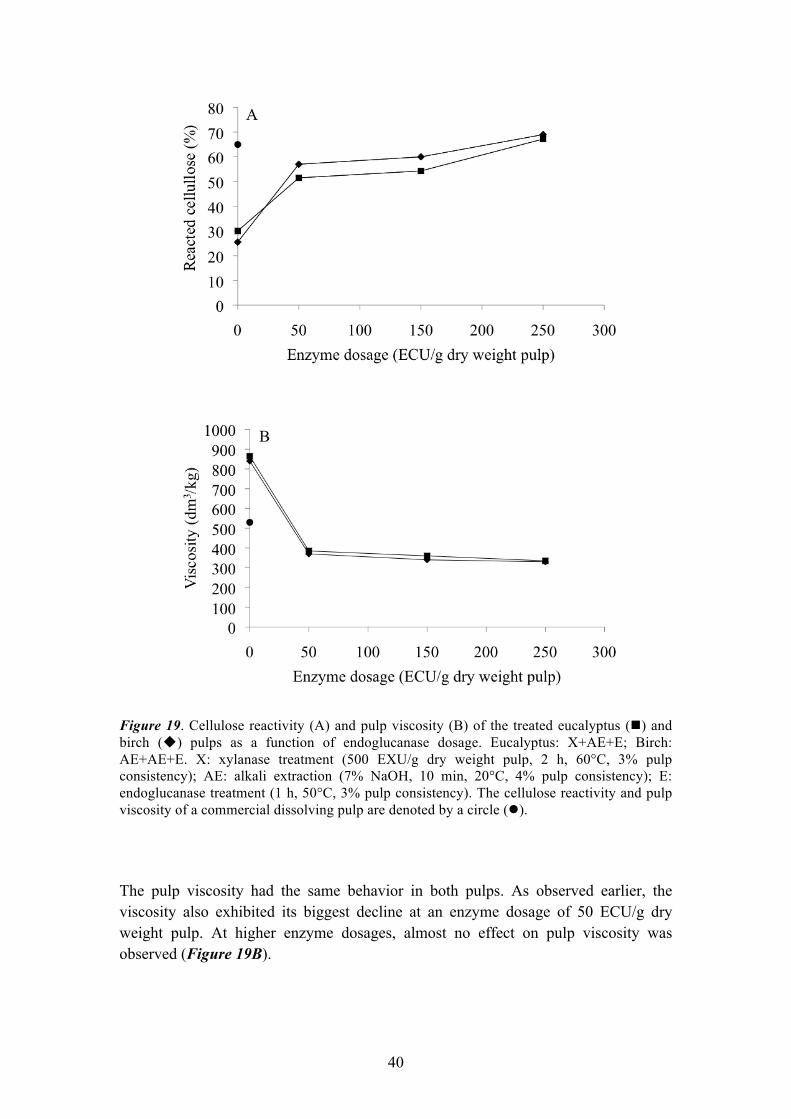
40
Figure 19. Cellulose reactivity (A) and pulp viscosity (B) of the treated eucalyptus () and birch () pulps as a function of endoglucanase dosage. Eucalyptus: X+AE+E; Birch: AE+AE+E. X: xylanase treatment (500 EXU/g dry weight pulp, 2 h, 60°C, 3% pulp consistency); AE: alkali extraction (7% NaOH, 10 min, 20°C, 4% pulp consistency); E: endoglucanase treatment (1 h, 50°C, 3% pulp consistency). The cellulose reactivity and pulp viscosity of a commercial dissolving pulp are denoted by a circle (). The pulp viscosity had the same behavior in both pulps. As observed earlier, the viscosity also exhibited its biggest decline at an enzyme dosage of 50 ECU/g dry weight pulp. At higher enzyme dosages, almost no effect on pulp viscosity was observed (Figure 19B).

41
4.3.5 Effect of the hypochlorite stage versus endoglucanase treatment on cellulose reactivity
A hypochlorite treatment and an endoglucanase treatment might have the same effects on cellulose because both treatments decrease the degree of polymerization. Endoglucanases randomly cleave the cellulose chains, whereas hypochlorite oxidizes the glucosidic bonds in the cellulose. Therefore, the effects of both treatments on birch pulp were examined. First, a hypochlorite step was included in the sequence of treatments instead of the endoglucanase treatment. Second, the hypochlorite was added as an additional step. Furthermore, different hypochlorite charges were evaluated. From Table 9, it can be observed that the cellulose reactivity and the pulp viscosity directly depend on the hypochlorite charge. When the charge was increased from 0.4% to 2% (first and second sequences), the reactivity increased dramatically, whereas the pulp viscosity decreased. Substituting the endoglucanase treatment with a hypochlorite step (first and third sequence), where constant pulp viscosity is maintained, was investigated. As observed, the addition of the hypochlorite treatment negatively affected the cellulose reactivity compared to the endoglucanase treatment, which significantly enhanced this parameter. The addition of a hypochlorite step after the endoglucanase treatment (sequence four) had a positive effect, greatly improving the cellulose reactivity, while the viscosity decreased dramatically to a value no longer suitable for the production of viscose. This decline in viscosity was mainly attributed to the hypochlorite step because similar values were obtained when no endoglucanase treatment was included (second sequence). The hemicellulose content was not affected by the hypochlorite step. Table 9. Cellulose reactivity, pulp viscosity and carbohydrate composition (xylose and glucose) of birch kraft pulp subjected to different sequences of treatments. AE: alkali extraction (7% NaOH, 10 min, 20°C, 4% pulp consistency); H: hypochlorite treatment (58°C, 150 min, 12% pulp consistency); EG: endoglucanase treatment (50°C, pH 7, 60 min, 250 ECU/g dry weight pulp).
Pulp Glu (%)
Xyl (%)
Reacted cellulose
(%)
Viscosity (dm3/kg)
1) AE+AE+H (0.4% charge) 93.7 4.9 40 320 2) AE+AE+H (2% charge) 94.0 4.5 75 130 3) AE+AE+EG 92.2 5.5 69 330 4) AE+AE+EG+H (2% charge) 93.6 4.9 84 145

42
4.3.6 Effect of pulp consistency The effect of increasing the pulp consistency was evaluated because pulp consistency plays an important role in economic terms (e.g., a higher pulp consistency will result in the use of fewer chemicals and solvents). To carry out this evaluation, the pulp consistency was drastically increased to 10% for all of the treatments (Table 10). For the birch and eucalyptus kraft pulps, the increment in the pulp consistency negatively affected all of the parameters studied. Despite the increase in the hemicellulose content and the variation of the pulp viscosity, these parameters still met the requirements of a commercial dissolving pulp. In contrast, the cellulose reactivities had lower values. Table 10. Cellulose reactivity, pulp viscosity and carbohydrate composition (xylose and glucose) of birch and eucalyptus kraft pulps subjected to different sequence of treatments. X: xylanase treatment (500 EXU/g dry weight pulp, 120 min, 10% pulp consistency); AE: alkali extraction (7% NaOH, 10 min, 20°C, 10% pulp consistency); EG: endoglucanase treatment (50°C, 60 min, 250 ECU/g dry weight pulp, 10% pulp consistency).
Pulp Treatment Glu (%)
Xyl (%)
Reacted cellulose
(%)
Viscosity (dm3/kg)
Birch AE(10%)+AE(10%)+EG(10%) 92 6.1 60 276 Eucalyptus X(10%)+AE(10%)+EG(10%) 92 7.2 61 400

43
4.4 Characterization of the treated pulps to be used as dissolving pulps
After evaluating the different treatments and conditions for the eucalyptus and birch kraft pulps to be converted into dissolving-grade pulps, the best treatment sequences, operating conditions and characteristics of the pulps were determined. A summary is presented in Table 11 and Table 12. Table 11. Conditions for the sequence of treatments of birch and eucalyptus kraft pulps. X: xylanase treatment; AE: alkali extraction; EG: endoglucanase treatment.
Pulp (Sequence of treatments)
X AE EG
Enzyme dosage (EU/dry weight pulp)
--- --- 250
Concentration NaOH (%)
--- 7 ---
Time (min) --- 10 60 Temperature (°C) --- 20 50
Birch (AE+AE+EG)
Pulp consistency (%) --- 4 3 Enzyme dosage
(EU/dry weight pulp) 500 --- 250
Concentration NaOH (%)
--- 7 ---
Time (min) 120 10 60 Temperature (°C) 60 20 50
Eucalyptus (X+AE+EG)
Pulp consistency (%) 3 4 3 Table 12. Characteristics of the treated birch and eucalyptus kraft pulps. Birch Eucalyptus
Cellulose reactivity by Fock (%) 69 67 Pulp viscosity (dm3/kg) 330 335
Degree of polymerization (Pala et al. 2007) 477 485 R18 (%) 95 96
Glucose content (%) 92.0 94.4 Xylose content (%) 5.5 4.8

44
4.5 Molecular weight distribution Another important parameter to consider in the production of dissolving pulps is the molecular weight distribution (MWD). A uniform MWD is desired when cellulose derivatives and regenerated cellulose are produced. A comparison of the MWD of the commercial eucalyptus, birch and sisal pulps with their respective pulps subjected to different sequences of treatments and with the commercial dissolving pulp are depicted in Figure 20, Figure 21 and Figure 22. The MWDs of the birch and eucalyptus kraft pulps and the sisal soda/AQ pulp had a bimodal distribution with two well-defined signals. The high-molecular-mass peak represents the cellulose fraction, whereas the low-molecular-mass peak represents the hemicellulose and lignin fraction. The pulps subjected to the final sequence of treatments developed in this work exhibited a marked change when compared to the spectra of the commercial untreated pulps. A single cellulose peak was observed, while the hemicellulose signal almost disappeared (a result of the xylanase and alkali treatment). The MWD of the treated pulps appeared considerably homogeneous. The commercial dissolving pulp, on the other hand, showed a single cellulose signal because the hemicelluloses have been mostly removed. Moreover, when comparing the treated pulps with the commercial dissolving pulp, the latter had a broader MWD. This observation might be attributed to the sulfite pulping process (Schult et al. 2002). The effect of the endoglucanase treatment can also be observed by a slight shift to the low-molecular-weight region of the cellulose signal when compared with the curves of the commercial pulps. This displacement has been reported previously for dissolving-grade pulps (Rahkamo et al. 1996, Engström et al. 2006) and paper-grade pulps (Ramos et al. 1999).

45
Figure 20. Molecular weight distribution (relative to pullulan standards) of birch kraft pulp (full line) compared to the pulp subjected to two alkali extractions (AE) followed by an endoglucanase treatment (dotted line) and a commercial eucalyptus dissolving pulp (dashed line). AE: 7% NaOH, 20°C, 10 min.; EG: 250 ECU/g dry weight pulp, 1 h, 50°C.
Figure 21. Molecular weight distribution (relative to pullulan standards) of eucalyptus kraft pulp (full line) compared to the pulp subjected to a xylanase treatment (X) followed by an alkali extraction step (AE) and an endoglucanase treatment (EG) represented by the dotted line and the commercial eucalyptus dissolving pulp (dashed line). X: 500 EXU/g dry weight pulp, 2 h, 60°C; AE: 7% NaOH, 20°C, 10 min.; EG: 250 ECU/g dry weight pulp, 1 h, 50°C.

46
Figure 22. Molecular weight distribution (relative to pullulan standards) of sisal soda/AQ pulp (full line) subjected to xylanase treatment (X) followed by an alkali extraction (AE) and endoglucanase treatment (EG) (dotted line) and a commercial eucalyptus dissolving pulp (dashed line). X: 500 EXU/g dry weight pulp, 2 h, 60°C; AE: 9% NaOH, 20°C, 60 min.; EG: 250 ECU/g dry weight pulp, 1 h, 50°C. A numerical evaluation of the MWD was performed and is shown in Table 13, Table 14 and Table 15. The average molecular weight relative to pullulan was expressed as the average degree of polymerization (DPw) and included not only the cellulose fraction but also the total distribution. The polydispersity index (PDI) represents the width of the MWD. The three commercial untreated pulps had a higher DPw and PDI compared to the commercial dissolving pulp, which confirmed the broader MWD. Of these pulps, sisal had the lowest values. It has been reported that it is desirable to use a raw material with a rather high proportion of high molecular cellulose (DP>2000) to produce high-quality viscose (i.e., good strength and extensibility) (Sixta 2004). Treated birch pulp contains a large fraction of high-molecular-weight cellulose (DP>2000 of 21.5%) and a small proportion of low-molecular-weight cellulose (DP<50 of 4.8%). Similar values were obtained for the treated eucalyptus pulp, which had a large percentage of high-molecular-weight cellulose (DP>2000 of 21.2%) and a small fraction of low-molecular-weight cellulose (DP<50 of 4.9%). However, the treated sisal pulp not only contained a small fraction of low-molecular-weight cellulose (DP<50 for 5.3%) but also a small proportion of high-molecular-cellulose (DP>2000 for 14.5%) compared with the commercial dissolving pulp.

47
As mentioned previously, the pulps subjected to their respective sequences of treatments had a more homogeneous MWD than that of the commercial dissolving pulp, which was also confirmed by their lower PDI. Furthermore, the treated pulps had a DPw slightly lower than that of the commercial dissolving pulp. Nevertheless, these pulps appeared to be a promising alternative to common dissolving-grade pulps. Table 13. Numerical evaluation of the molecular weight distribution of birch pulp relative to pullulan. X: xylanase treatment (500 EXU/g dry weight pulp); AE: alkali extraction (7% NaOH, 10 min); EG: endoglucanase treatment (250 ECU/g dry weight pulp). DPw: weight average degree of polymerization; PDI: polydispersity index; na: not applicable.
DPw PDI DP <50 (%)
DP <200 (%)
DP >2000 (%)
Birch kraft pulp 6213 27.9 na na na AE+AE+EG 1733 4.5 4.8 17.7 21.5
Commercial eucalyptus dissolving pulp
2390 7.4 7.9 15.9 26.8
Table 14. Numerical evaluation of the molecular weight distribution of eucalyptus pulp relative to pullulan. X: xylanase treatment (500 EXU/g dry weight pulp); AE: alkali extraction (7% NaOH, 10 min); EG: endoglucanase treatment (250 ECU/g dry weight pulp). DPw: weight average degree of polymerization; PDI: polydispersity index; na: not applicable.
DPw PDI DP <50 (%)
DP <200 (%)
DP >2000 (%)
Eucalyptus kraft pulp 6053 20.5 na na na X+AE+EG 1545 7.4 4.9 13.8 21.2
Commercial eucalyptus dissolving pulp
2059 13.3 7.7 16.7 25.9
Table 15. Numerical evaluation of the molecular weight distribution of sisal pulp relative to pullulan. X: xylanase treatment (500 EXU/g dry weight pulp); AE: Alkali extraction (9% NaOH, 1 h); EG: endoglucanase treatment (250 ECU/g dry weight pulp). DPw: weight average degree of polymerization; PDI: polydispersity index; na: not applicable.
DPw PDI DP <50 (%)
DP <200 (%)
DP >2000 (%)
Sisal soda/AQ pulp 3575 9.6 na na na X+AE+EG 1200 5.3 3.9 17.9 14.5
Commercial eucalyptus dissolving pulp
2390 7.4 7.9 15.9 26.8

48
5 Conclusions This work has demonstrated that dissolving-grade pulps and paper-grade pulps can be activated by enzymatic treatment using a commercial monocomponent endoglucanase. The effect of the enzyme was reflected in the significant improvement in the cellulose reactivity according to Fock’s method. However, it must be taken in consideration the structure of the enzyme (i.e., the catalytic and cellulose-binding domains) to achieve the maximum effect. In this study, it was demonstrated that the best result was obtained with an endoglucanase (EGV) with a cellulose-binding domain. Different hardwood and non-wood paper-grade pulps were investigated to evaluate the feasibility of converting them into dissolving-grade pulps. Birch (B. pendula), eucalyptus (E. globulus) and sisal (A. sisalana) pulps were found to be suitable. Different sequences of treatments, which consisted of enzymatic treatments using a commercial endoglucanase and a commercial xylanase, alkali extractions and hypochlorite treatments, were evaluated, and the best combination of treatments was optimized. For birch, it was found that a sequence consisting of two alkali extraction steps followed by an endoglucanase treatment was the most suitable in terms of cellulose reactivity, pulp viscosity and hemicellulose content. However, for eucalyptus and sisal pulps, a combination of a xylanase treatment followed by an alkali extraction step prior to an endoglucanase treatment provided the best results. After the treatments, the pulps fulfilled the requirements of a commercial dissolving pulp for viscose production (i.e., a cellulose reactivity of around 65% according to Fock and a hemicellulose content less than 10%). However, the viscosity had values lower than those of a commercial dissolving pulp but might still be suitable for the production of viscose. In all cases, the molecular weight had a more homogeneous distribution compared to a sulfite commercial dissolving pulp.

49
6 Acknowledgements First, I would like to thank my supervisor Monica Ek for giving me the opportunity to carry out this work in an outstanding research environment. I would like to express my sincere gratitude to my co-authors, David Ibarra for his valuable, essential and “endless” discussions and supporting. Muchas gracias!! To Tomas Larsson for his guidance and valuable help and discussions, and to Gunnar Henriksson for his constant availability and ideas. I would like to thank Mona and Inga for always offering their help and one smile, even when things were upside down. Special thanks are given to my colleagues and friends, both past and present, at the Fibre and Polymer department, especially Dimitri, Josefin, Helena, Olena, Anders, Katarina, Eva-Helena, Lotta, David, Fran, Maribel, Myriam, Raquel and Juanjo for always having time to discuss about work or life. Novozymes, Domsjö Fabriker AB, Metsä Botnia, Ence, Sniace and Celesa are acknowledged for providing the enzymes and the pulps. Vinnova, Bo Rydins, Ångpanneföreningens Forskningsstiftelse and the Nils och Dorthi Troëdssons forskningsfond are gratefully acknowledged for financial support. Anthony Bristow is thanked for the language revision. Last but not least, I am deeply grateful to my family for their unconditional support and love in spite of the distance and time difference and to Moritz and Sophia for making my life complete.

50
7 References Abou-State, M.A. (1979). Non-Wood Plant Fibre Pulping: Part 1- Cotton Linters and Cotton Waste Fibres. Fibre Science and Technology, Vol. 12, pp. 139-148. Atalla, R. H. and VanderHart, D.L. (1984). Native Cellulose: A Composite of Two Distinct Forms. Science, Vol. 224 (4633), pp. 283-285. Atchison, J.E. and McGovern, J.N. (1993). History of Paper and the Importance of Non-wood Plant Fibres. Paper and Paper Manufacture-Volume 3: Secondary Fibres and Non-wood Pulping, Tappi Press., Atlanta,GA, USA. Bajpai, P. (1999). Application of Enzymes in the Pulp and Paper Industry. Biotechnology Progress, Vol. 15(2), pp. 147-157. Bajpai, P. and Bajpai, P. (2001). Development of a Process for the Production of Dissolving Kraft Pulp using Xylanase Enzyme. Appita Journal, Vol. 54(4), pp. 381-384. Bhardwaj, N., Bajpai, P. and Bajpai, P. (1996). Use of Enzymes in Modification of Fibres for Improved Beatability. Journal of Biotechnology, Vol. 51(1), pp. 21-26. Bochek, A.M. (2003). Effect of Hydrogen Bonding on Cellulose Solubility in Aqueous and Nonaqueous Solvents. Russian Journal of Applied Chemistry, Vol. 76(11): p. 1711-1719. Buchert, J., Oksanen, T., and Viikari, L. (1998). Modification of Fibre Properties by Enzyme Treatments, Improvement of Recyclability and the Recycling Paper Industry of the Future. COST Action El paper recyclability, Las Palmas Gran Canaria, pp. 306-311. Bui, H.M., Lenninger, M., Manian A.P., Abu-Rous, M., Schimper, C.B., Schuster, K.C. and Bechtold, T. (2008). Treatment in Swelling Solutions Modifying Cellulose Fiber Reactivity - Part 2: Accessibility and Reactivity. Macromolecular Symposia, Vol. 262(1), pp. 50-64. Cadena, E.M., Chriac, A.I., Pastor, F.I., Diaz, P., Vidal, T. and Torres, A.L. (2010). Use of Cellulases and Recombinant Cellulose Binding Domains for Refining TCF Kraft Pulp. Biotechnology Progress, Vol. 26(4), pp. 960-967. Cao, Y. and Tan, H. (2002). Effects of Cellulase on the Modification of Cellulose. Carbohydrate Research, Vol. 337(14), pp. 1291-1296. Cao, Y. and Tan, H. (2006). Improvement of Alkali Solubility of Cellulose with Enzymatic Treatment. Applied Microbiology and Biotechnology, Vol. 70(2), pp. 176-182.

51
Cao, Y. and Tan, H. (2005). Study on Crystal Structures of Enzyme-Hydrolyzed Cellulosic Materials by X-ray Diffraction. Enzyme and Microbial Technology, Vol. 36, pp. 314-317. Charles, F.R. (1963). Dissolving Pulp and its Expanding Use. Pulp and Paper Magazine of Canada, pp. 73-77 Christov, L.P. and Prior, B.A. (1993). Xylan removal from dissolving pulp using enzymes of Aureobasidium pullulans. Biotechnology Letters, Vol. 15(12), pp. 1269-1274. Croon, I., Jonsén, H. and Olofsson, H.-G. (1968). Hemicellulose in Pulp, Viscose and Yarn. Svensk Papperstidning, Vol. 71(2), pp. 40-45. Durbak, I. (1993). Dissolving Pulp Industry: Market Trends. General Technical Report, U.S. Department of Agriculture, Forest Service, Forest Products Laboratory. Edgar, C.D., Mansfield, S.D., Gübitz, G.M. and Saddler, J.N. (1998). The Synergistic Effects of Endoglucanase and Xylanase in Modifying Douglas Fir Kraft Pulp. Enzyme Applications in Fiber Processing, Chapter 7, pp. 75-87. Elg Christoffersson, K., Sjöström, M., Edlund, U., Lindgren, Å. and Dolk, M. (2002). Reactivity of Dissolving Pulp: Characterisation Using Chemical Properties, NMR Spectroscopy and Multivariate Data Analysis. Cellulose, Vol. 9, pp. 159-170. Engström, A.-C., Ek, M. and Henriksson, G. (2006). Improved Accessibility and Reactivity of Dissolving Pulp for the Viscose Process: Pretreatment with Monocomponent Endoglucanase. Biomacromolecules, Vol. 7(6), pp. 2027-2031. Eremeeva, T., Bikova, T., Eismonte, M., Viesturs, U. and Treimanis, A. (2001). Fractionation and Molecular Characteristics of Cellulose During Enzymatic Hydrolysis. Cellulose, Vol. 8(1), pp. 69-79. Evtuguin, D.V. and Neto, P. C. (2007). Recent Advances in Eucalyptus Wood Chemistry: Structural Features Through the Prism of Technological Response, 3° ICEP-International Colloquium on Eucalyptus Pulp. Belo Horizonte, Brazil, 2007. Fahmy, Y. and Mobarak, F. (1971). Reactivity of Biological Cellulose and Properties of Some of its Derivatives. Cellulose Chemistry and Technology, Vol. 6, pp. 61-65. Fengel, D. and Wegener, G. (1984). Wood: Chemistry, Ultrastructure, Reactions. pp. 613 . Fernandes Diniz, J.M.B., Gil M.H. and Castro J.A.A.M (2004). Hornification-its Origin and Interpretation in Woods Pulps. Wood Science Technology, Vol. 37, pp. 489-494. Filpponen, I. and Argyropoulos, D S. (2008). Determination of Cellulose Reactivity by Using Phosphitylation and Quantitative 31P NMR Spectroscopy. Industrial & Engineering Chemistry Research, Vol. 47 (22), pp. 8906-8910.

52
Fink, H.-P., Weigel, P., Ganster, J., Rihm, R., Puls, J., Sixta, H. and Parajo, J.C. (2004). Evaluation of new organosolv dissolving pulps. Part II: Structure and N;;O processability of the pulps. Cellulose, Vol. 11(1), pp. 85-98. Fischer, S., Schenzel, K., Fischer, K. and Diepenbrock, W. (2005). Applications of FT Raman Spectroscopy and Micro Spectroscopy Characterizing Cellulose and Cellulosic Biomaterials. Macromolecular Symposia, Vol. 223, pp. 41-56. Fischer, K., Puchinger, L., Schloffer, K., Kreiner, W. and Messner, K. (1993). Enzymatic Pitch Control of Sulfite Pulp on Pilot Scale. Journal of Biotechnology, Vol. 27 (3), pp. 341-348. Fock, W. (1959). A Modified Method for Determining the Reactivity of Viscose-Grade Dissolving Pulps. Papier, Vol. 13: p. 92-95 Gil, N., Gil, C., Amaral, M.E., Costa, A.P. and Duarte, A.P. ‚(2009). Use of Enzymes to Improve the Refining of a Bleached Eucalyptus Globulus Kraft Pulp. Biochemical Engineering Journal, Vol. 46(2), pp. 89-95. Gilkes, N.R., Henrissat, B., Kilbum, D.G., Miller Jr. K.C. and Warren, R.A. (1991). Domains in Microbial Beta-1,4-Glycanases: Sequence Conservation, Function, and Enzyme Families. Microbiology and Molecular Biology Reviews, Vol. 55(2), pp. 303-315. Gübitz, G.M., Lischnig, T., Stebbing, D. and Saddler, J.N. (1997). Enzymic removal of hemicellulose from dissolving pulps. Biotechnology Letters, Vol. 19(5): p. 491-495. Heitmann, J.A., Joyce, T.W. and Prasad, D.Y. (1992). Enzyme deinking of newsprint waste. Biotechnology in the Pulp and Paper Industry, pp. 175-180. Henriksson, G., Christiernin, M. and Agnemo, R. (2005). Monocomponent endoglucanase treatment increases the reactivity of softwood sulphite dissolving pulp. Journal of Industrial Microbiology & Biotechnology, Vol. 32(5), pp. 211-214. Hermanutz, F., Meister, F. and Uerdingen, E. (2006). New Developments in the Manufacture of Cellulose Fibers with Ionic Liquids. Chemical Fibers International, Vol. 6, pp. 342-344. Hiett, L.A. (1985). Dissolving Cellulose Situation and Development Trends. Lenzinger Berichte, Vol. 59, pp. 16-24. Hillman, D. (2006). Do Dissolving Pulps Really Dissolve? Paper Asia, pp. 12-18. Hon, D. N.-S (1996). Chemical Modification of Lignocellulosic Material. Hopner, T., Jayme G, and Urich J.C. (1955), Determination of water retention (swelling value) of pulps. Papier, Vol. 9, pp. 476-82.

53
Hurter, R. W. (1998). Fibre Raw Material Issues are Critical to the Success of Nonwood Pulp & Paper Mills. Nonwood Fibers Panel Session, 1998 Tappi Conference, Montreal, Canada, October 25-29. Hurter, R.W. (1997). Nonwood Plant Fiber Uses in Papermaking. Agricultural Residues, Tappi, Nonwood Fibers Short Course. Hyatt, J.A., Fengel, R.W., Edgar, K.J. and Alvarez-Wright, M.T. (2000). Process for the Co-Production of Dissolving-Grade Pulp and Xylan. United States Patent. Ibarra, D., Romero, J., Martínez, M.J., Martínez, A.T. and Camarero, S. (2006). Exploring the Enzymatic Parameters for Optimal Delignification of Eucalypt Pulp by Laccase-Mediator. Enzyme and Microbial Technology, Vol. 39, pp. 1319-1327. Igartúa, D.V., Monteoliva, S.E., Monterubbianesi, M.G. and Villegas, M.S. (2002). Calidad del Leño de Eucalyptus globulus ssp. globulus: II. Variaciones en la Densidad Básica y la Longitud de Fibras en Lobería, Provincia de Buenos Aires, Argentina. Revista de la Facultad de Agronomía, La Plata, Vol. 105(1). pp, 29-39. Iovleva, M.M., Smirnova, V.N., Belousova, T.A., Banduryan S.I., Kalashnik, A.T. and Rudinskaya, G.Ya. (1996). Some Properties of Activated Mixtures of Cellulose with Solid Sodium Hydroxide. Fibre Chemistry, Vol. 28 (5), pp. 347-350. Isogai, A., Usuda M., Kato, T., Uryu, T. and Atalla, R.H. (1989). Solid-State CP/MAS 13C NMR Study of Cellulose Polymorphs. Macromolecules, Vol. 22, pp. 3168-3172. Jackson, L.S., Heitmann, J.A., and Joyce T.W. (1998). Production of dissolving pulp from recovered paper using enzymes. Tappi Journal, Vol. 81(3): p. 171-178. Janzon, R., Puls, J. and Saake, B. (2006). Upgrading of paper-grade pulps to dissolving pulps by nitren extraction: optimisation of extraction parameters and application to different pulps. Holzforschung, Vol. 60(4), pp. 347-354. Janzon, R., Puls, J., Bohn, A., Potthast, A. and Saake, B. (2008). Upgrading of Paper-Grade Pulps to Dissolving Pulps by Nitren Extraction: Yields, Molecular and Supramolecular Structures of Nitren Extracted Pulps. Cellulose, Vol. 15(5), pp. 739-750. Jeffries, T. (1992). Enzymatic Treatments of Pulps. American Chemical Society, Chapter 18, pp. 313-329. Kamaya, Y. (1996). Role of Endoglucanase in Enzymic Modification of Bleached Kraft Pulp. Journal of Fermentation and Bioengineering, Vol. 82(6), pp. 549-553. Kirk, O., Borchert, T.V. and Fuglsang, C.C. (2002). Industrial Enzyme Applications. Current Opinion in Biotechnology, Vol. 13(4), pp. 345-351. Klemm, D., Schmauder, H.-P., and Heinze, T. (2002). Cellulose. Biopolymers, Vol.6, pp. 275-319.

54
Kolpak, F.J. and Blackwell, J. (1976). Determination of the Structure of Cellulose II. Macromolecules, Vol. 9 (2), pp. 273-278. Kordsachia, O., Rosskopf, S. and Patt, R. (2004). Production of Spruce Dissolving Pulp with the Prehydrolysis-Alkaline Sulfite Process (PH-ASA). Lenzinger Berichte, Vol. 83, pp. 24-34. Kroon-Batenburg, L.M.J. and Kroon, J. (1997). The Crystal and Molecular Structures of Cellulose I and II. Glycoconjugate Journal, Vol. 14, pp. 677-690. Krässig, H.A. (1993). Cellulose: Structure, Accessibility and Reactivity. Polymer Monographs, ed. M.B. Huglin. Vol. Vol. 11, Yverdon: Gordon and Breach Science Publishers. Kunze, J. and Fink, H.-P. (2005). Structural Changes and Activation of Cellulose by Caustic Soda Solution with Urea. Macromolecular Symposia, Vol. 223, pp. 175-187. Kvarnlöf, N., Germgård, U., Jönsson, L. and Söderlund C.A. (2005). Enzymatic Treatment to Increase the Reactivity of a Dissolving Pulp for Viscose Preparation. Appita Journal, Vol. 59(3), pp. 242-246. Larsson, P.T., Wickholm, K., and Iversen, T. (1997). A CP/MAS Carbon-13 NMR Investigation of Molecular Ordering in Celluloses. Carbohydrate Research, Vol. 302 (1-2), pp. 19-25. Lee, S.B., Shin, H.S. and Ryu, D.D.Y. (1982). Adsorption of Cellulase on Cellulose: Effect of Physicochemical Properties of Cellulose on Adsorption and Rate of Hydrolysis. Biotechnology and Bioengineering, Vol. 24, pp. 2137-2153. Lennholm, H. and Iversen, T. (1995). Estimation of Cellulose I and II in Cellulosic Samples by Principal Component Analysis of 13 C-CP/MAS-NMR_Spectra. Holzforschung, Vol. 49, pp. 119-126. Lin, S.Y. (1972). Accessibility of Cellulose: A critical Review. Fibre Science and Technology, Vol. (5), pp. 303-314. Linder, M. and Teeri, T.T. (1997). The Roles and Function of Cellulose-Binding Domains. Journal of Biotechnology, Vol. 57(1-3), pp. 15-28. Liu, H., Fu, S., Zhu, J.Y., Li, H. and Zhan, H. (2009). Visualization of Enzymatic Hydrolysis of Cellulose using AFM Phase Imaging. Enzyme and Microbial Technology, Vol. 45(4), pp. 274-281. Lynd, L.R., Weimer, P.J., van Zyl, W.H. and Pretorius, I.S. (2002). Microbial Cellulose Utilization: Fundamentals and Biotechnology. Microbiology and Molecular Biology Reviews, Vol. 66(3), pp. 506-577. Mabee, W.E. and Pande, H. (1997). Recovered and Non-wood Fibre: Effects of Alternative Fibres on Global Fibre Supply. Food and Agriculture Organization of the United Nations (FAO). Working Paper Series GFSS/WP/04.

55
Mansfield, S.D., Mooney, C. and Saddler, J.N. (1999). Substrate and Enzyme Characteristics that Limit Cellulose Hydrolysis. Biotechnology Progress, Vol. 15(5), pp. 804-816 Maunu, S., Liitiä T., Kauliomäki S., Hortling, B. and Sundquist, J. (2000). 13C CPMAS NMR Investigations of Cellulose Polymorphs in Different Pulps. Cellulose, Vol. 7, pp. 147-159. Nelson, M.L., Rousselle, M.A., Cangemi, S.J. and Trouard, P. (1970). Iodine Sorption Test. Factors Affecting Reproducibility and a Semimicro Adaptation. Textile Research Journal, Vol. 40(10), pp. 872-880. Oksanen, T., Buchert, J., and Viikari, L. (1997). The Role of Hemicelluloses in the Hornification of Bleached Kraft Pulps. Holzforschung, Vol. 51, pp. 355-360. Oksanen, T., Pere, J., Buchert, J. and Viikari, L. (1997). The Effect of Trichoderma Reesei Cellulases and Hemicellulases on the Paper Technical Properties of Never-Dried Bleached Kraft Pulp. Cellulose, Vol. 4(4), pp. 329-339. O’ Sullivan, A.C (1997). Cellulose: The Structure Slowly Unravels. Cellulose, Vol. 4, pp. 173-207. Pala, H., Mota, M. and Gama, F.M. (2007). Enzymatic Depolymerisation of Cellulose. Carbohydrate Polymers, Vol. 68, pp. 101-108. Patt, R., Kordsachia, O. and Fehr, J. (2006). European Hardwoods versus Eucalyptus globulus as a Raw Material for Pulping. Wood Science and Technology, Vol. 40(1), pp. 39-48. Pere, J., Siika-aho, M., Buchert, M. and Viikari, L. (1995). Effects of Purified Trichoderma Reesei Cellulases on the Fiber Properties of Kraft Pulp. Tappi Journal, Vol. 78(6), pp. 71-78. Prasad, D.Y., Heitmann, J.A. and Joyce, T.W. (1993). Enzymatic Deinking of Colored Offset Newsprint. Nordic Pulp and Paper Research Journal, Vol. 8(2), pp. 28-286 Puls, J., Janzon, R. and Saake, B. (2006). Comparative removal of hemicelluloses from paper pulps using nitren, cuen, NaOH, and KOH. Lenzinger Berichte, Vol. 86, pp. 63-70. Rabinovich, M.L., Melnick, M.S. and Bolobova, A.V. (2002). The Structure and Mechanism of Action of Cellulolytic Enzymes. Biochemistry, Vol. 67(8), pp. 850-871. Rabinovich, M.L., Melnick, M.S. and Bolobova, A.V. (2002). Microbial Cellulases (Review). Applied Biochemistry and Microbiology, Vol. 38(4), pp. 305-321. Rahkamo, L., Siika-Aho, M., Vehviläinen, M., Dolk, M., Viikari, L., Nousiainen, P. and Buchert, J. (1996). Modification of Hardwood Dissolving Pulp with Purified Trichoderma Reesei Cellulases. Cellulose, Vol. 3(3), pp. 153-163.

56
Rahkamo, L., Siika-Aho, M. Viikari, L., Leppänen, T. and Buchert, J. (1998)., Effects of Cellulases and Hemicellulases on the Alkaline Solubility of Dissolving Pulps. Holzforschung, Vol. 52(6), pp. 630-634 Ramos, L.P., Zandoná Filho, A., Deschamps, F.C. and Saddler, J.N. (1999). The Effect of Trichoderma Cellulases on the Fine Structure of a Bleached Softwood Kraft Pulp. Enzyme and Microbial Technology, Vol. 24, pp. 371-380. Roffael, E. (1988). Study on Reactivity of Differently Prepared Viscose Pulps. Holzforschung, Vol. 42(2), pp. 135-136. Sarko, A. and Muggli, R. (1974). Packing Analysis of Carbohydrates and Polysaccharides. III. Valonia Cellulose and Cellulose II. Macromolecules, Vol.7(4), pp. 486-494. Schülein, M. (1997). Enzymatic properties of cellulases from Humicola insolens. Journal of Biotechnology, Vol. 57(1-3), pp. 71-81. Schult, T., Hjerde, T., Optun, O.I., Kleppe, P.J. and Moe, S. (2002). Characterization of Cellulose by SEC-MALLS. Cellulose, Vol. 9, pp. 149-158 Sczostak, A. (2009). Cotton Linters: An Alternative Cellulosic Raw Material. Macromolecular Symposia, Vol. 280, pp. 45-53. Sioumis, A.A. (1991). Manufacture of cellulose esters and fibers. Commonwealth Scientific and Industrial Research Organization, Australia. WO, pp. 17. Sixta, H. (2006). Chemical Pulping. Handbook of Pulp, Wiley-VCH Verlag GMbH & Co, KGaA, Weinheim, pp. 3-19 Sixta, H. (2000). Comparative Evaluation of TCF Bleached Hardwood Dissolving Pulps. Lenzing AG, Issue 79/2000, pp. 119-128. Sixta, H., Harms, H., Dapia, S., Parajo, J.C., Puls, J., Saake, B., Fink, H.-P. and Röder, T. (2004). Evaluation of new organosolv dissolving pulps. Part I: Preparation, analytical characterization and viscose processability. Cellulose Vol. 11(1), pp. 73-83. Sjöholm, E., Gustafsson, K., Berthold, F. and Colmsjö, A. (2000). Influence of the Carbohydrate Composition on the Molecular Weight Distribution of Kraft Pulps. Carbohydrate Polymers, Vol. 41, pp. 1-7. Stephens, R.S. (1999). Cellulose Treatment and the Resulting Product. Patent, WO 99/16960. Teeri, T.T. (1998). Fibre Modification in Nature: Modes of Action of Cellulolytic Enzymes. 7th International Conference on Biotechnology in the Pulp and Paper Industry, Vancouver, 16-19 July. A171-A174.

57
Theander, O. and Westerlund, E.A. (1986). Studies on Dietary Fiber. 3. Improved Procedures for Analysis of Dietary Fiber. Journal of Agricultural and Food Chemistry, Vol. 34(2), pp. 330-336. Treiber, E.E. (1985). Formation of Fibers from Cellulose Solutions. Cellulose Chemistry and Its Application. Pp. 455-479. van Beilen, J.B. and Li, Z. (2002). Enzyme Technology: an Overview. Current Opinion in Biotechnology, Vol. 13(4), pp. 338-344. Veveris, C., Georghiou, K., Christodoulakis, N., Santas, P. and Santas, R. (2004). Fiber Dimensions, Lignin and Cellulose Content of Various Plant Materials and their Suitability for Paper Production. Industrial Crops and Products, Vol. 19, pp. 245-254. Vila, C., Santos, V. and Parajo, J.C. (2004). Dissolving Pulp from TCF Bleached Acetosolv Beech Pulp. Journal of Chemical Technology and Biotechnology, Vol. 79, pp. 1098-1104. Wallis, A.F.A. and Wearne, R.H. (1990). Chemical cellulose from radiata pine kraft pulp. Appita Journal, Vol. 43(5), pp. 355-357. Ye, D. and Farriol, X. (2005). Improving Accessibility and Reactivity of Celluloses of Annual Plants for the Synthesis of Methylcellulose. Cellulose, Vol.12, pp. 507-515. Zhang, Y.H.P. and Lynd, L.R. (2004). Toward an Aggregated Understanding of Enzymatic Hydrolysis of Cellulose: Noncomplexed Cellulase System. Biotechnology and Bioengineering, Vol. 88(7), pp. 797-824. Zhu, S., Wu, Y., Chen, Q., Yu, Z., Wang, C., Jin, S., Ding, Y. and Wu, G. (2006). Dissolution of Cellulose with Ionic Liquids and its Application: a Mini-Review. Green Chemistry, Vol. 8, pp. 325-327.