corrosion 1 chap 22. introduction introduction corrosion is the destructive attack of a material by...
TRANSCRIPT

1
Corrosion Chap 22

• Introduction Corrosion is the destructive attack of a material by reaction with its
environment. The serious consequences of the corrosion process have become a problem of worldwide significance. In addition to our everyday encounters with this form of degradation, corrosion causes plant shutdowns, waste of valuable resources, loss or contamination of product, reduction in efficiency, costly maintenance, and expensive over design; it also jeopardizes safety and inhibits technological progress.
corrosion definition • Corrosion is the deterioration of materials by chemical interaction with their
environment. The term corrosion is sometimes also applied to the degradation of plastics, concrete and wood, but generally refers to metals.
• Or Destruction of a metal by chemical or electrochemical reaction with its' environment.
• Or A process in which a metal is destroyed by a chemical reaction

Case Studies of Corrosion Failure1988- 19-year old Boeing 737 operated by Aloha Airlines lost a major portion of the upper fuselage in full flight at 24000 ft
6
Aloha Incident

Bhopal Accident
• In the early morning of December 3, 1984, water inadvertently entered the methylisocyanate storage tank, where >40 metric tons of methylisocyanate were being stored. The addition of water to the tank caused a runaway chemical reaction, resulting in a rapid rise in pressure and temperature. The heat generated by the reaction, the presence of higher than normal concentrations of chloroform, and the presence of an iron catalyst, produced by the corrosion of the stainless steel tank wall, resulted in a reaction of such momentum that gases formed could not be contained by safety systems.
Contd.Consequently, methylisocyanate and other reaction products, in liquid and vapor form, escaped from the plant into the surrounding areas. There was no warning for people surrounding the plant since the emergency sirens had been switched off. The effect on the people living in the shanty settlements just over the fence was immediate and devastating. Many died in their beds, others staggered from their homes, blinded and choking to die in the street. It has been estimated that at least 3000 people died as a result of this accident, while figures for the number of people injured currently range from 200,000 to 600,000, with an estimated 500,000 typically quoted.

Losses due to Corrosion
12
Losses due to Corrosion4
4Uhlig, H.H. and R.W. Revie, Corrosion and Corrosion Control. 3rd ed. 1985, New York: John Wiley & Sons.
So why study Corrosion 1. Materials are Precious resources
2. Engineering design is incomplete without knowledge of corrosion
3. Applying knowledge of corrosion protection can minimize disasters
4. Corrosion- may contaminate stored food, dairy products , etc
5. Corrosion products cause pollution
6. Artificial implants for the human body ?

Types of Corrosion
1. Direct Chemical Corrosion or Dry Corrosion 2. Electrochemical Corrosion Or Wet Corrosion

• This type of corrosion occurs mainly through the direct chemical action of atmospheric gases such as O2, halogens, H2S, CO2, SO2, N2, H2 or liquid metals on metal surface in the absence of moisture.
1. Direct chemical corrosion or dry corrosion

i. Oxidation corrosionIt is brought about by the direct action of O2 present in the atmosphere on metals at low or medium temperature in the absence of moisture to form metallic oxides. Alkali and alkaline earth metals are rapidly oxidisesd even at low temperature. At high temperature almost all metals except (Ag, Au, Pt, Pd) are attacked.
ii. Liquid metal corrosion
• It is due to the action of following liquid metal at high temperature on solid metal or alloy. This type of corrosion is found in nuclear power plants. Corrosion takes place either due to the dissolution of solid metal by the liquid metal or due to the penetration of liquid metal in to the solid metal.
There are 3 types of chemical corrosion.
III. ELECTROCHEMICAL CORROSION OR WET CORROSIONThis type of corrosion occurs when :1. A metal is in contact with a conducting liquid2. Two dissimilar metals or alloys are immersed partially in a
conducting solution.This corrosion is due to the existence of separate anodic and cathodic areas between which current flows through the conducting solution.
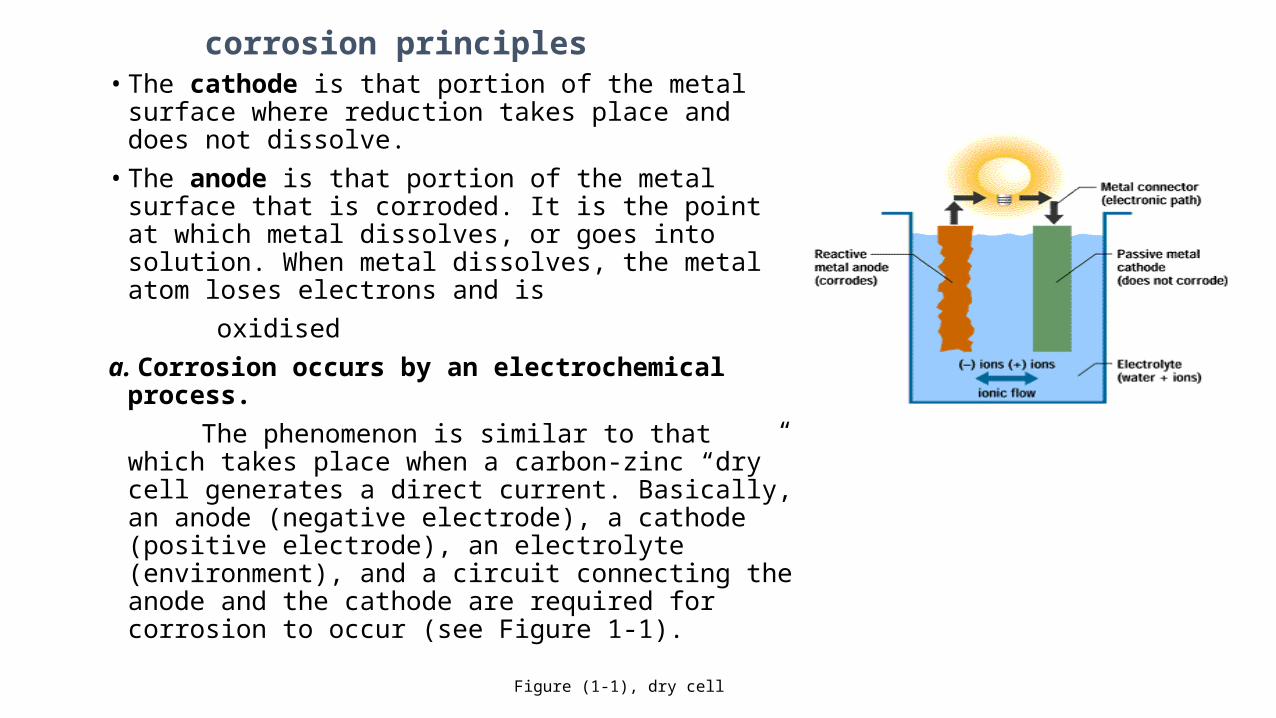
• The cathode is that portion of the metal surface where reduction takes place and does not dissolve.
• The anode is that portion of the metal surface that is corroded. It is the point at which metal dissolves, or goes into solution. When metal dissolves, the metal atom loses electrons and is
oxidiseda. Corrosion occurs by an electrochemical process. The phenomenon is similar to that which takes
place when a carbon-zinc “dry” cell generates a direct current. Basically, an anode (negative electrode), a cathode (positive electrode), an electrolyte (environment), and a circuit connecting the anode and the cathode are required for corrosion to occur (see Figure 1-1).
Figure (1-1), dry cell
corrosion principles

Mechanism• Electrochemical corrosion involves the flow of electron
current between the anodic and cathodic areas. One part of the metal becomes anode and the flow of electron current between the anodic and cathodic areas takes place through an electrolyte in contact with it. The anodic reaction involves the dissolution of metal to metallic ions with the liberation of electrons. Hence corrosion always takes place at the anodic area.
• At anodic area, M Mn+ + ne- (oxidation)• The cathodic reaction consumes ne- with either by the
evolution of H2 or absorption of O2 depending on the nature of environment.

A. Evolution of H2 • In acidic medium, the cathodic reaction takes place by the evolution of H2 . Consider
the corrosion of iron. The anodic reaction is the dissolution of Fe as Fe2+ ions with the liberation of electrons.
• Fe Fe2+ + 2e- (Oxidation)
• Now these electrons flow through the metal from anode to cathode where these electrons are taken by H+ ions present in acidic solution forming
• 2H+ + 2e- H2 (Reduction)


B. Absorption of O2
• In neutral or slightly alkaline medium, the cathode reaction takes place with the absorption of atmospheric O2. In this type, the electrons liberated from Fe flow from anodic to cathodic areas where these ne- are received by O2 dissolved forming OH- ions
• ½ O2 + H2O + 2e- 2OH- (reduction)
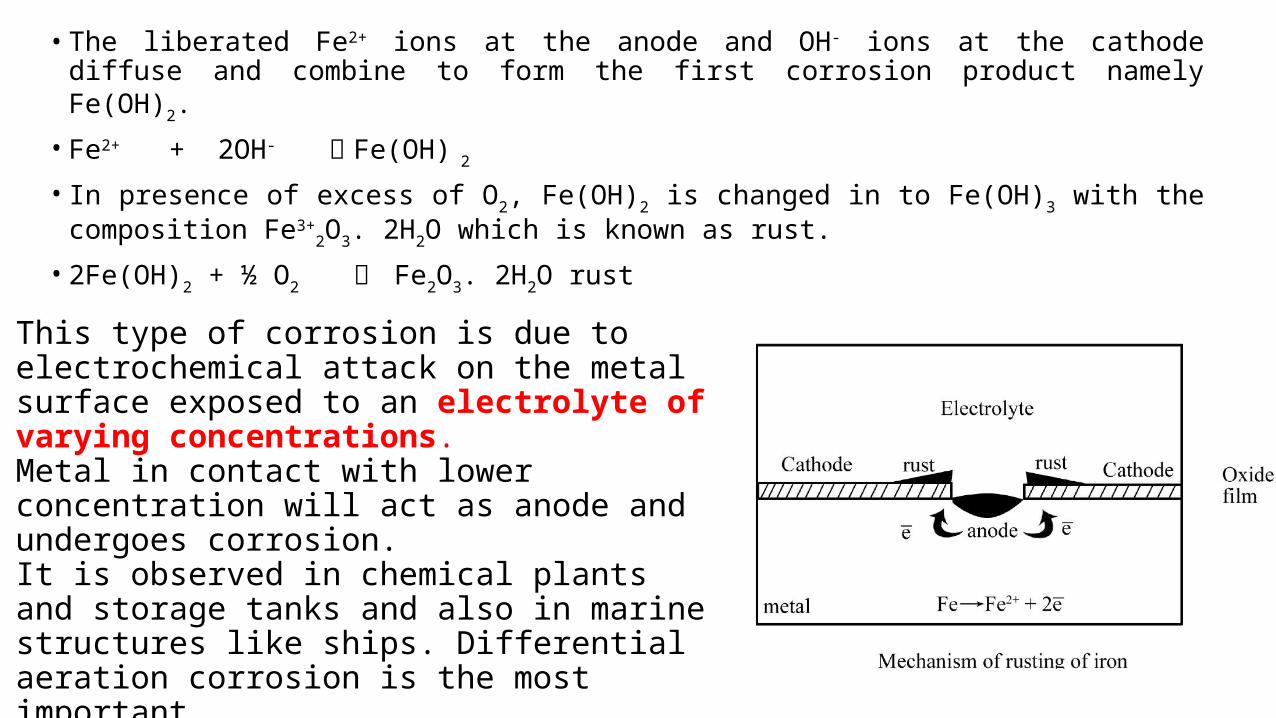
• The liberated Fe2+ ions at the anode and OH- ions at the cathode diffuse and combine to form the first corrosion product namely Fe(OH)2.
• Fe2+ + 2OH- Fe(OH) 2
• In presence of excess of O2, Fe(OH)2 is changed in to Fe(OH)3 with the composition Fe3+
2O3. 2H2O which is known as rust.
• 2Fe(OH)2 + ½ O2 Fe2O3. 2H2O rust
This type of corrosion is due to electrochemical attack on the metal surface exposed to an electrolyte of varying concentrations. Metal in contact with lower concentration will act as anode and undergoes corrosion. It is observed in chemical plants and storage tanks and also in marine structures like ships. Differential aeration corrosion is the most important.
a. Differential aeration corrosion• This type of corrosion occurs when one part of the metal
is exposed to a different air concentration from the other part. This causes a difference in potential between differently aerated areas. It is found that less oxygenated part acts as anode more oxygenated part acts as cathode.
• Corrosion of metals partially immersed in a solution is due to differential aeration corrosion. Consider a Mg rod partially immersed in NaCl solution. The areas of Mg rod above and just below the water line are more oxygenated and will act as cathode. The remaining part of the rod which is well under the solution is less oxygenated and act as anode and undergone corrosion.

This type of corrosion is due to electrochemical attack on the metal surface exposed to an electrolyte of varying concentrations. Metal in contact with lower concentration will act as anode and undergoes corrosion. It is observed in chemical plants and storage tanks and also in marine structures like ships. Differential aeration corrosion is the most important.
CORROSION PROTECTION
1.Electrochemical and
2.Nonelectrochemical

Electrochemical methods of protection (1) electroplating- of the corroding metal with a thin protective layer of a more corrosion-resistant metal,(2) electrochemical oxidation of the surface or application of other types ofsurface layer, (3) control of polarization characteristics of the corroding metal (theposition and shape of its polarization curves), and (4) control of potential of the corroding metal.

The polarization characteristic of a corroding metal can be controlled by various additives to the solution, called corrosion inhibitors, which adsorb on the metal and lower the rates of the cathodic and/or anodic reaction. Inhibitors are used primarily for acidic electrolyte solutions, sometimes also for neutral solutions. Various organic compounds with –OH, –SH, –NH2, –COOH, and so on, as the functional groups are used as inhibitors.
The nonelectrochemical ways include dense protective filmsthat isolate the metal against effects of the medium and may be paint, polymer, bitumen, enamel, and the like. It is a general shortcoming of these coatings that when they are damaged mechanically, they lose their protective action, and local corrosion activity arises.
Cathodic Protection

• The cathode is that portion of the metal surface where reduction takes place and does not dissolve.
• The anode is that portion of the metal surface that is corroded. It is the point at which metal dissolves, or goes into solution. When metal dissolves, the metal atom loses electrons and is
oxidised
a. Corrosion occurs by an electrochemical process.
The phenomenon is similar to that which takes place when a carbon-zinc “dry” cell generates a direct current. Basically, an anode (negative electrode), a cathode (positive electrode), an electrolyte (environment), and a circuit connecting the anode and the cathode are required for corrosion to occur (see Figure 1-1).
Figure (1-1), dry cell
1.2 corrosion principles
See the details @ www.metallurgy.eg.vg

• the predominant cathodic reaction is
O2 + H2O + 4e- → 4(OH) eq (1-2 )
• The cathodic reaction that usually occurs in deaerated acids is
2H+ + 2e- → H2 eq (1-3)
• In aerated acids, the cathodic reaction could be
O2 + 4H+ + 4e- → 2H2O eq (1- 4)
b. The number of electrons lost at the anode must equal the number of electrons gained at the cathode.
• For example, if iron (Fe) was exposed to an aerated, corrosive water, the anodic reaction would be
2Fe → 2Fe ++ + 4e- (anodic) eq (1-5)
O2 + 2H2O + 4e- → 4(OH- ) (cathodic) eq (1-6)
• These can be summed to give the overall oxidation reduction reaction
2Fe + O2 + 2H2O → 2Fe ++ +4(OH- ) eq (1-7)
c. After dissolution
ferrous ions (Fe++) generally oxidize to ferric ions (Fe+++ ); these will combine with hydroxide ions (OH- ) formed at the cathode to give a corrosion product called rust (FeOOH or Fe2O3 x H2O).
See the details @ www.metallurgy.eg.vg

1.3 classification of corrosion
* General / Uniform Corrosion : • Atmospheric• Galvanic • Stray-current• General biological• High-temperature
* Localized Corrosion• Filiform • Crevice• Pitting • Localized microbiological See the details @ www.metallurgy.eg.vg

Ch:2 Forms of corrosion 2.1 Uniform corrosion or general corrosion
as sometimes called, is defined as a type of corrosion attack (deterioration) that is more or less uniformly distributed over the entire exposed surface of a metal (see illustration below).
Fig (2-1) , uniform corrosion 2.1.1 MechanismsThe anodic reaction in the corrosion process is always the oxidation reaction:
M = M+ + e- eq (2-1)In acidic environments, i.e., pH < 7, the cathodic process is mainly the reduction of hydrogen ions:
2H+ + 2e = H2 eq (2-2)
See the details @ www.metallurgy.eg.vg

• With uniform distribution of cathodic reactants over the entire exposed metal surface, reactions (2-2) take place in a "uniform" manner and there is no preferential site or location for cathodic or anodic reaction. The cathodes and anodes are located randomly and alternating with time. The end result is a more or less uniform loss of dimension.
Fig (2-2) Real uniform corrosion
2.1.2 Prevention or Remedial Action• Uniform corrosion or general corrosion can be prevented through a number of methods: • Use thicker materials for corrosion allowance • Use paints or metallic coatings such as plating, galvanizing or anodizing • Use Corrosion inhibitors or modifying the environment • Cathodic protection (SA/ICCP) and Anodic Protection • selection of a more corrosion resistant alloy (i.e. higher alloy content or more inert alloy) • utilize coatings to act as a barrier between metal and environment. • modify the environment or add chemical inhibitors to reduce corrosion rate
See the details @ www.metallurgy.eg.vg

• 2.2 Galvanic
Accelerated corrosion which can occur when dissimilar metals are in electrical contact in the presence of an electrolyte (i.e. conductive solution).
Fig (2-3) Galvanic corrosion 2.2.1 MechanismDifferent metals and alloys have different electrochemical potentials (or corrosion potentials) in the same electrolyte. (i.e., the voltage) between two dissimilar metals is the driving force for the destructive attack on the active metal (anode). Current flows through the electrolyte to the more noble metal (cathode) and the less noble (anode) metal will corrode.
Fig (2-4) Real example of Galvanic corrosion See the details @ www.metallurgy.eg.vg

2.2.3 Prevention or Remedial Action • selection of alloys which are similar in electrochemical behavior and/or alloy content. • area ratio of more actively corroding material (anode) should be large relative to the more
inert material(cathode). • use coatings to limit cathode area. • insulate dissimilar metals. • use of effective inhibitor. • Select metals/alloys as close together as possible in the galvanic series. • 2.3 crevice
Crevice corrosion is a localized form of corrosion usually associated with a stagnant solution on the micro-environmental level This form of attack is generally associated with the presence of small volumes of stagnant solution in occluded interstices, beneath deposits and seals, or in crevices, e.g. at nuts and rivet heads. Deposits of
sand,

Fig (2-5) Crevice corrosion
2.3.1 MECHANISM. Autocatalytic process are three stage : 2.3.1.1 Stage one of a crevice formation ( Induction )
Fig (2-6) Stage one of a crevice formation See the details @ www.metallurgy.eg.vg

2.3.1.2 Stage two of a crevice formation (Restricted Convection)
Fig (2-7) Stage two of a crevice formation (Restricted Convection)
2.3.1.3Stage three of a crevice formation(Obstruction and Electromigration)
Fig (2-8) Stage three of a crevice formation(Obstruction and Electromigration) See the details @ www.metallurgy.eg.vg

2.3.2 Prevention• Crevice corrosion can be designed out of the system • Use welded butt joints instead of riveted or bolted joints in new equipment • Eliminate crevices in existing lap joints by continuous welding or soldering • Use solid, non-absorbent gaskets such as Teflon. • Use higher alloys for increased resistance to crevice corrosion • design installations to enable complete draining (no corners or stagnant zones)
2.4 Pitting Pitting: Pitting Corrosion is the localized corrosion of a metal surface confined to a point or small area, that takes the form of cavities. Pitting is one of the most damaging forms of corrosion
Fig(2-9) Morphology of pitting See the details @ www.metallurgy.eg.vg
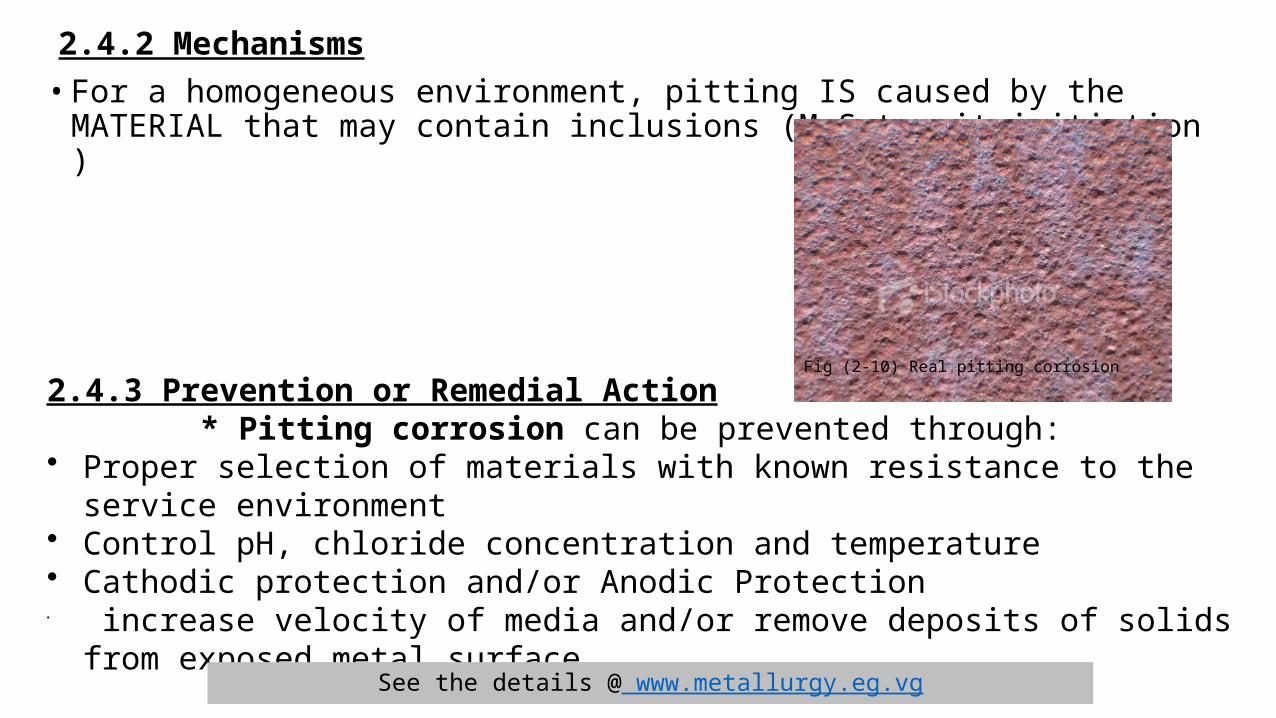
2.4.2 Mechanisms• For a homogeneous environment, pitting IS caused by the MATERIAL that may contain
inclusions (MnS to pit initiation )
Fig (2-10) Real pitting corrosion
2.4.3 Prevention or Remedial Action * Pitting corrosion can be prevented through: • Proper selection of materials with known resistance to the service environment • Control pH, chloride concentration and temperature • Cathodic protection and/or Anodic Protection • increase velocity of media and/or remove deposits of solids from exposed metal
surfaceSee the details @ www.metallurgy.eg.vg

• 2.5 Stress-corrosion cracking (SCC) • Stress-corrosion cracking (SCC) is a cracking process that requires
the simultaneous action of a corrodent and sustained tensile stress. This excludes corrosion-reduced sections that fail by fast fracture. It also excludes intercrystalline or transcrystalline corrosion, which can disintegrate an alloy without applied or residual stress.
Fig(2-11) stress corrosion cracking
2.5.1 MechanismsStress corrosion cracking results from the conjoint action of three components: (1) a susceptible material; (2) a specific chemical species (environment) and(3) tensile stress.
See the details @ www.metallurgy.eg.vg
2.5.2 Prevention
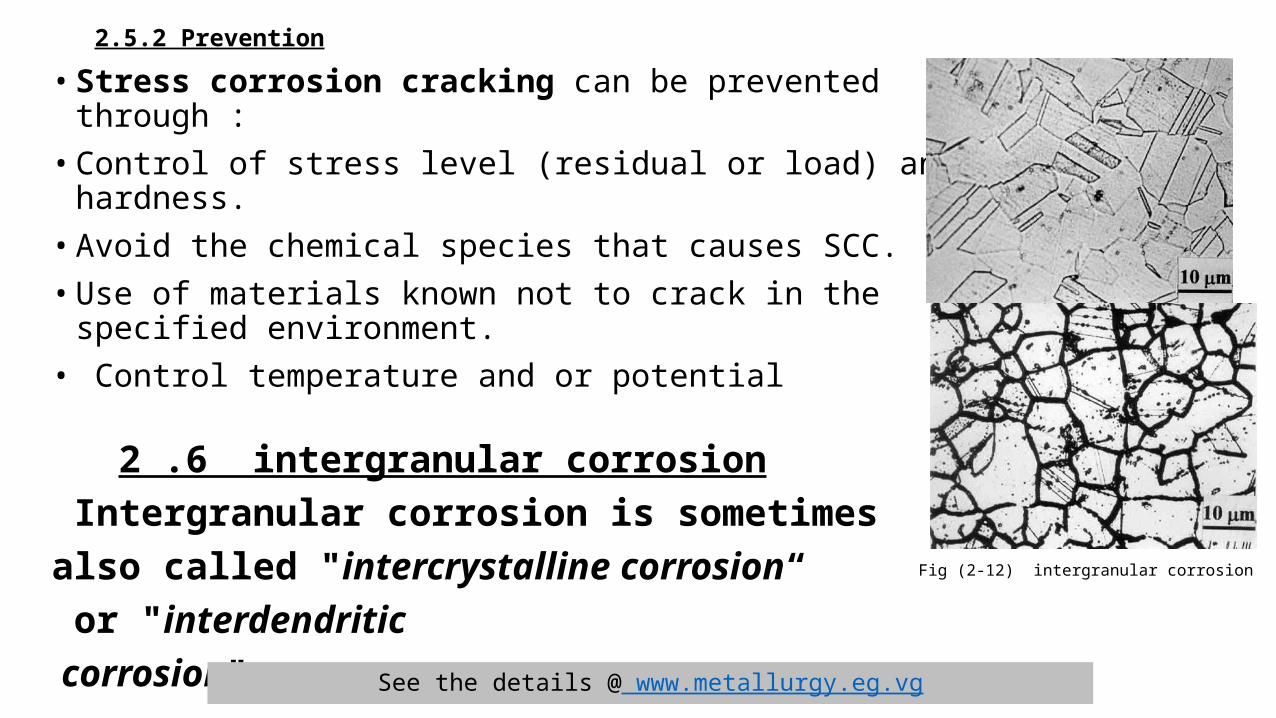
• Stress corrosion cracking can be prevented through : • Control of stress level (residual or load) and hardness. • Avoid the chemical species that causes SCC. • Use of materials known not to crack in the specified environment. • Control temperature and or potential
2 .6 intergranular corrosion Intergranular corrosion is sometimes also called "intercrystalline corrosion“ or "interdendritic corrosion". Fig (2-12) intergranular corrosion
See the details @ www.metallurgy.eg.vg

2.6.1 Mechanisms
This type of attack results from local differences in composition, such as coring commonly encountered in alloy castings. Grain boundary precipitation, notably chromium carbides in stainless steels, is a well recognized and accepted mechanism of intergranular corrosion. The precipitation of chromium carbides consumed the alloying element - chromium from a narrow band along the grain boundary and this makes the zone anodic to the unaffected grains. The chromium depleted zone becomes the preferential path for corrosion attack or crack propagation if under tensile stress.
Fig (2-13) intergranular corrosion
2.6.2 Prevention- Intergranular corrosion can be prevented through: •Use low carbon (e.g. 304L, 316L) grade of stainless steels •Use stabilized grades alloyed with titanium (for example type 321) or niobium (for example type 347). Titanium and niobium are strong carbide- formers. They react with the carbon to form the corresponding carbides thereby preventing chromium depletion. •Use post-weld heat treatment.

2.7 selective leaching • *Dealloyingis the selective corrosion of one or more components of a solid solution alloy. It
is also called parting, selective leaching or selective attack. Common dealloying examples are decarburization, decobaltification , denickelification, dezincification, and graphitic corrosion or graphitization
*Decarburization is the selective loss of carbon from the surface layer of a carbon-containing alloy due to reaction with one or more chemical substances in a medium that contacts the surface.
*Dezincification is the selective leaching of zinc from zinc-containing alloys. Most commonly found in copper-zinc alloys containing less than 85% copper after extended service in water containing dissolved oxygen.
Fig (2-14) forms of dezincification

2.7.1 Mechanisms Different metals and alloys have different electrochemical potentials (or corrosion potentials)
in the same electrolyte. Modern alloys contain a number of different alloying elements that exhibit different corrosion potentials. The potential difference is the driving force for the preferential attack on the more "active" element in the alloy.
Fig (2-15) dezincification
2.7.2 Prevention Dealloying, selective leaching and graphitic corrosion can be prevented through the following methods: •Select metals/alloys that are more resistant to dealloying. For example, inhibited brass is more resistant to dezincification that alpha brass, ductile iron is more resistant to graphitic corrosion than gray cast iron. •Control the environment to minimize the selective leaching
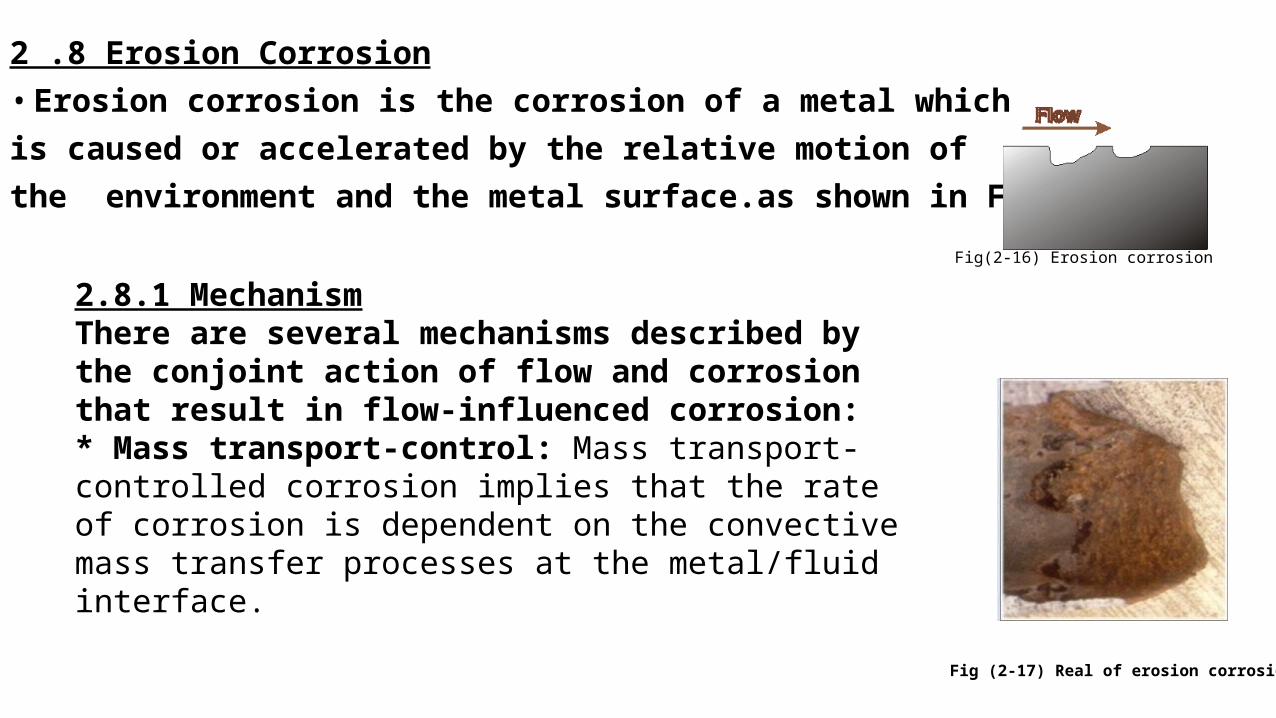
2 .8 Erosion Corrosion • Erosion corrosion is the corrosion of a metal which is caused or accelerated by the relative motion of the environment and the metal surface.as shown in Fig(2-16)
Fig(2-16) Erosion corrosion
2.8.1 MechanismThere are several mechanisms described by the conjoint action of flow and corrosion that result in flow-influenced corrosion: * Mass transport-control: Mass transport-controlled corrosion implies that the rate of corrosion is dependent on the convective mass transfer processes at the metal/fluid interface.
Fig (2-17) Real of erosion corrosion

*Erosion-corrosion: Erosion-corrosion is associated with a flow-induced mechanical removal of the protective surface film that results in a subsequent corrosion rate increase via either electrochemical or chemical processes. It is often accepted that a critical fluid velocity must be exceeded for a given material
2.8.2 Prevention or Remedial Action • selection of alloys with greater corrosion resistance and/or
higher strength. • re-design of the system to reduce the flow velocity,
turbulence, cavitation or impingement of the environment. • reduction in the corrosive severity of the environment. • use of corrosion resistant and/or abrasion resistant coatings. • cathodic protection.

24Electrochemistry and
the Environment

CHEMICAL AND ELECTROCHEMICAL PROCESSES• Electrochemical processes in the winning of various metals and
other substances are more acceptable ecologically.
• They proceed at a lower temperature and generate a considerably smaller amount of side products. Most of the side products that are generated (hydrogen, oxygen) are ecologically harmless products of the electrochemical industries as a rule are sufficiently pure and need no additional purification.
• eg, the electrolytic production of pure hydrogen compares with its much cheaper production by the reforming of hydrocarbons, during which the hydrogen itself as well as the environment are contaminated by CO and other harmful foreign substances.

MONITORING THE ENVIRONMENT
Almost every method of electrochemical instrumental analysis, used to monitor contamination in the environment (in both air and water), including conductometric, potentiometric, and amperometric devices and devices for adsorption measurement.
Electrochemical Instruments for the Analysis of Gaseous Mediaanalyzing hot gases for their hydrogen sulfide content, for instance, a solidelectrolyte sensor consisting of the galvanic cell

A ceramic that is a sulfide ion conductor consisting of binary sulfides of analkaline-earth metal (Ca, Ba) and a lanthanide (Nd, Sm, Y) is used here as the solid electrolyte; MeS is calcium or barium sulfide. The cell’s OCV measured with an electronic voltmeter varies linearly with the logarithm of hydrogen sulfide concentration.
Nasicon solid electrolyte Na3Sc(PO4)3 is used when analyzing the concentration of nitrogen oxides in air

The sensor’s function rests on the property of lead dioxide to sorb nitrogen oxides (NOx), forming lead nitrate. In this case the lead nitrate concentration is proportional to the nitrogen oxide concentration in the air. The sorption of the nitrogen oxides is a reversible process: The PbO2 is regenerated completely within a few minutes when exposed to clean air (free of nitrogen oxides).

Electrochemical Instruments for the Analysis of Aqueous Media
The simplest estimate of the overall salinity of water (its ionic impurity content) is obtained by measuring its conductivity.
MEDICAL APPLICATIONS OF ELECTROCHEMISTRY
In medical practice, methods and instruments relying on electrochemical principles are widely used in diagnosing various diseases. The most important ones are electrocardiography, where the transmembrane potential of the muscle cells during contraction of the heart muscle is measured, and electroencephalography, where impulses from nerve cells of the brain are measured. They also include the numerous instruments used to analyze biological fluids by electrochemical methods
An artificial heart Modern technologies can be used to implant into the human body miniature pumps capable of pumping the required amount of blood at the required rate, but it is very difficult to secure an appropriate electric power supply to these pumps. An implantation of ordinary electrochemical batteries is not feasible, since an overly large battery would be required to secure uninterrupted function of the pumps for several years. The most readily acceptable approach would be an implanted fuel cell using blood glucose as the fuel and oxygen bound to red blood cells as the oxidizer. The anodic oxidation of glucose has been a subject of numerous studies, but unfortunately, so far neither electrodes nor conditions have beenfound that would sustain a sufficiently selective and rapid electrochemical oxidation of glucose.